Dye Range, Improved Dye Range Processes, And Yarns And Fabrics Produced Therefrom
COLWELL; Heath ; et al.
U.S. patent application number 17/504942 was filed with the patent office on 2022-04-21 for dye range, improved dye range processes, and yarns and fabrics produced therefrom. The applicant listed for this patent is CleanKore, LLC. Invention is credited to Heath COLWELL, Darryl J. COSTIN, JR., Darryl J. COSTIN, SR., Ken KISER, Alpesh PATEL, Dennis SCHEER.
| Application Number | 20220120033 17/504942 |
| Document ID | / |
| Family ID | 1000006064118 |
| Filed Date | 2022-04-21 |






| United States Patent Application | 20220120033 |
| Kind Code | A1 |
| COLWELL; Heath ; et al. | April 21, 2022 |
DYE RANGE, IMPROVED DYE RANGE PROCESSES, AND YARNS AND FABRICS PRODUCED THEREFROM
Abstract
The present invention relates to yarn dyeing, such as denim dyeing. A process provides a dyed yarn having reduced dye penetration and a white core at lower cost. The improved process for yarn dyeing is referred to herein as the CleanKore technology. The CleanKore technology improves one or more steps in dye ranges to achieve dyeing of the yarn while retaining a white core at the center of the yarn. When viewing a cross-section of a yarn, the peripheral portion is dyed while the center remains white (not dyed). The CleanKore technology modifies the scouring stage (or phase), the scour rinsing stage, the dyeing stage, and/or the dye rinsing phase of existing dye ranges. The modifications may be applied individually or any combinations thereof to the existing dye range.
| Inventors: | COLWELL; Heath; (Sheffield Lake, OH) ; COSTIN, JR.; Darryl J.; (Bay Village, OH) ; KISER; Ken; (Richmond, KY) ; PATEL; Alpesh; (Ahmedabad, IN) ; COSTIN, SR.; Darryl J.; (Avon Lake, OH) ; SCHEER; Dennis; (Greensboro, NC) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000006064118 | ||||||||||
| Appl. No.: | 17/504942 | ||||||||||
| Filed: | October 19, 2021 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 63094108 | Oct 20, 2020 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D03D 15/217 20210101; D10B 2201/02 20130101; D06P 1/30 20130101; D06P 5/2066 20130101; D03D 15/54 20210101; D06P 5/02 20130101; D06P 1/228 20130101; D06P 1/0032 20130101; D06C 23/02 20130101 |
| International Class: | D06P 1/00 20060101 D06P001/00; D06C 23/02 20060101 D06C023/02; D03D 15/217 20060101 D03D015/217; D03D 15/54 20060101 D03D015/54; D06P 1/22 20060101 D06P001/22; D06P 1/30 20060101 D06P001/30; D06P 5/20 20060101 D06P005/20; D06P 5/02 20060101 D06P005/02 |
Claims
1. A method for dying yarns, comprising the steps of a. providing a dye range comprising a scouring stage, a scour rinsing stage, a dyeing stage, an oxidation stage, and a dye rinsing stage; and b. modifying the dye range by three or more of the following steps to provide a modified dye range: i. reducing an immersion time of the single scouring vat in a range of about 4 total seconds to about 20 total seconds, ii. maintaining a temperature in the single scouring vat at approximately equal to a temperature of the highest tap water temperature for the location of the dye range, iii. maintaining a caustic concentration of about 0.5 to about 40 g/L in the scouring stage, iv. maintaining a pH range of about 11 to about 12.2 in the scouring stage, v. reducing a wetting agent in the scouring state to about 0.7 to about 4 g/L, vi. reducing the scour rinsing stage to a single scour rinsing vat; vii. reducing an immersion time in the scour rinsing vat to a range of about 4 total seconds to about 20 total seconds, viii. optimizing water flow in the dye rinsing stage(s) to maintain a pH range of about 7 to 11 in the dye rinsing stage, ix. eliminating the scouring stage and/or the scour rinsing stage, x. reducing dwell time of the yarns, xi. maintaining a temperature of dyeing stage within 5.degree. C. of the highest tap water temperature for the location of the dye range, xii. adjusting an immersion time of the yarn in the dyeing stage to about 7 to about 18 seconds, xiii. removing or reducing any wetting agents in the dyeing stage, xiv. maintaining a dye immersion time to oxidation time ratio of about 1:6 to about 1:18, and xv. providing a first dye rinsing vat and a second dye rising vat in the dye rinsing stage, the first dye rinsing vat has an immersion time of about 4 to about 12 seconds, and the second dye rising vat has an immersion time of about 7 to about 22 seconds.
2. The method of claim 1, wherein steps i, vii, x, xii, xiv, and xiv are accomplished by changing the threading path of the yarns through rollers in the dye range and/or removing some of the rollers.
3. The method of claim 1, wherein step i has an immersion time of about 5 seconds to about 13 seconds.
4. The method of claim 1, wherein the mV of dying stage is maintained in a range between -675 mV and -750 mV.
5. The method of claim 1, wherein step x is accomplished by threading the yarns to provide the shortest path between the scouring step and the scour rinsing step, and between the scour rinsing step and the dyeing step.
6. The method of claim 1, wherein the caustic concentration in the scouring stage is maintained in a range of about 0.5 g/L to 8 g/L.
7. The method of claim 1, wherein the dyeing stage uses indigo dye or sulphur dye.
8. The method of claim 7, wherein the sulphur dye is heated to a temperature range of 70.degree. C. to 80.degree. C.
9-13. (canceled)
14. A method for modifying a dye range, said dye range includes a sulphur dye and scouring combination stage, a sulphur scour combination rinsing stage, indigo dyeing stage, oxidation stage, and an indigo dye rinsing stage, the method comprises the following steps: i. reduce an immersion time of the sulphur scour combination tank to range of about 4 seconds to about 15 seconds ii. reducing a wetting agent in the sulphur scour combination stage in a range of about 0.7 g/L to about 4 g/L, iii. adjusting an immersion time of the yarn in the indigo dyeing immersion stage to range of about 7 to about 18 seconds, iv. removing wetting agents in the indigo dyeing stage, v. optimizing water flow in the indigo dye rinsing stage to maintain a pH range of about 7 to about 11 in the dye rinsing stage.
15. The method of claim 14, wherein the water flow to the sulphur scour combination rinsing stage is maintain a pH in the range of about 7 to about 11.
16. The method in claim 14, wherein the time ratio of dye immersion and air oxidation is within a range from 1:7 to 1:15
17. The method of claim 14, where in the temperature of the sulphur dye and scouring combination stage is maintained between 70.degree. C. and 80.degree. C.
18. The method of claim 14, where in the sulphur scour combination rinsing stage is not additionally heated beyond the tap water temperature.
19. The method of claim 14, wherein yarns are threaded in the shortest path between the sulphur dye and scouring combination stage nip roller and the sulphur scour combination rinsing stage.
20. The method of claim 14, wherein the water flow is such that the pH of the indigo dye rinsing stage is maintain in a range between 9.5 and 10.2.
21. The method of claim 14, wherein the solution used in the indigo dyeing stage is heated within about 5.degree. C. of the highest tap water temperature experienced at a respective dye range in a typical year.
22. A method of dyeing a yarn having a cleaned periphery and an uncleaned center core, comprising the steps of: a. providing a cotton yarn having impurities distributed throughout the yarn; b. passing the yarn through a scour bath so that only some of the impurities are removed from the yarn, the remaining impurities being situated within the central area of the yarn; c. passing the scoured yarn through at least one dye bath so that the dye infiltrates the scoured portion of the yarn; d. fixing the dye to the yarn.
23. The method of claim 22, including the steps of passing the yarn through a plurality of dye baths and/or through a plurality of rinse baths and/or through a plurality of oxidizing stages.
24. The method of claim 22, including the step of passing the yarns through at least one scour bath, the at least one scour bath including dye.
25. The method of claim 22, including the steps of: a. providing a dye bath that contains indigo dye stuffs; b. dyeing the yarn with the indigo dye; and c. oxidizing the dyed yarn after it exits the dye bath.
26-30. (canceled)
Description
CROSS-REFERENCE TO RELATED APPLICATIONS AND CLAIM TO PRIORITY
[0001] This application is related to and claims the priority of U.S. Provisional Patent Application No. 63/094,108, filed Oct. 20, 2020, which is incorporated herein by reference.
FIELD OF THE INVENTION
[0002] The present invention generally relates to fabric dyeing, such as denim dyeing. In particular, a process is provided which to provide a dyed yarn having reduced dye penetration and a white core at lower cost. The process involves modification of existing dye ranges in order to more efficiently and in an environmentally improved method produce dyed fabrics, particularly those that are indigo and/or sulphur dyed.
BACKGROUND OF THE INVENTION
[0003] For over a century, the world has adopted many different styles in fashion. One style quite common throughout that time has been a fabric generally known as denim. Denim consists of warp and weft yarns. Warp yarns are understood to be the yarns that run the length of the fabric yardage, whereas the weft yarns run perpendicular, from side to side. Traditional denim typically has dyed warp yarns with contrasting undyed or "white" weft yarns.
[0004] Denim is a woven fabric typically involving a majority cotton content. These cotton fibers are often wrapped with or around synthetic fibers. The warp yarns are traditionally dyed, and the weft yarns typically remain their natural (white or mostly white) color. The weaving process leaves the dyed warp yarns predominantly visible on the face of the material and the weft yarns predominantly visible on the reverse or backside.
[0005] Denim has many appreciable qualities to it. The "hand" or touch of the material, is largely determined by the traits of the yarn and weaving technique, is seen as desirable for numerous reasons, as are the different colors available. By a wide margin, various shades of blue make up the most common of colors for denim. Typically, indigo dyes are used, at least in part, to make these shades of blue. Oftentimes sulfur dye or dyes complement the shades of blue to produce color variations otherwise difficult or impossible to create with indigo alone. At the time of this application, nearly all warp yarns are dyed on machines or lines known as dye ranges. Dye ranges generally include rollers to thread the yarns as it proceeds through several stages in the course of dyeing the yarn. The stages include a scouring stage to clean the yarns, a scour rinsing stage to remove the chemicals used in the scouring stage, a dyeing stage to dye the yarns, an oxidation stage to oxidize the dye applied to the yarns, and a dye rinsing stage to remove excess dye on the yarns.
[0006] Traditional scouring techniques result in yarns that are excessively cleaned. Excessively cleaned yarns cause too much material, such as oils and waxes, to be removed from the center or core area of the yarn. The removal of these materials makes it more likely the dyes will be exposed to more hydrophilic fibers of the cotton which results in dye penetration and fixing within the core (center) area of the yarns 106.
[0007] Dye ranges are designed by the manufacturer of the dye range. Each denim mill can customize which tanks its dye range has, which tanks have heaters, which are connected together etc., as well as the addition of drying cans where they deem appropriate. The design of the individual stages on a dye range, however, is left to the manufacturer's discretion. Without exception, the inventors have not experienced a mill with customized immersion times achieved through the rethreading of the yarns in anything but the conventional, prescribed threading.
[0008] These conventional practices have profound implications regarding the time the yarns spend immersed in scouring stages (or phases), dyeing stages, rinsing stages, etc. These conventional practices consume excess amounts of chemicals and heat and cause environmental issues. Clearly improvements may be made to dye range operations in order to provide a more useful dyed yarn that minimizes costs and environmental issues.
SUMMARY OF THE INVENTION
[0009] The present invention provides an improved process for yarn dyeing, referred to herein as the CleanKore technology. The present invention (CleanKore technology) identifies, improves upon, and modifies one or more steps in existing conventional dye ranges to achieve dyeing of the yarn while retaining a white core at the center of the yarn. When viewing at a cross-section of a yarn, the peripheral portion of the yarn is dyed, and the center of the cross-section remains white (not dyed). Preferably, implementing the disclosed invention, results in the impurities remaining in about 50% to about 85% of the center core of the threads, so that only the outer scoured area is easily dyed. Dying the periphery and allowing the core to remain white is advantageous, particularly when the resulting fabric is lased with a laser in order to provide a desired image on the fabric. The CleanKore technology modifies the scouring stage (or phase), the scour rinsing stage, the dyeing stage, and/or the dye rinsing phase of existing dye ranges. The modifications may be applied individually or any combinations thereof to the existing dye range.
[0010] In the scouring stage, the CleanKore technology provides one or more of the following: [0011] i. an immersion time of about 4 to about 20 seconds, [0012] ii. an operating temperature approximately equal to a temperature of the highest tap water room temperature for the location of the dye range, [0013] iii. a caustic soda ("caustic") concentration of about 1 to about 40 g/L, [0014] iv. a pH of about 11 to about 12.2, and [0015] v. a wetting agent at a concentration of about 1 to about 4 g/L.
[0016] In the scour rinsing stage, the CleanKore technology provides one or more of the following: [0017] i. an immersion time in the scour rinsing vat to about 4 to about 20 seconds, and [0018] ii. a pH of less than about 10.
[0019] In the dyeing stage, the CleanKore technology provides one or more of the following: [0020] i. a temperature within 5.degree. C. of the highest room temperature for the location of the dye range, and/or [0021] ii. an immersion time of the yarn in the dyeing stage to about 7 to about 18 seconds, and [0022] iii. little to no wetting agent.
[0023] In the dye rinsing stage, the CleanKore technology provides one or more of the following: [0024] i. two rinsing vats configured for an immersion time of about 4 to about 12 seconds in the first rinsing vat, and an immersion time of about 7 to about 22 seconds in the second rinsing vat, and [0025] ii. a pH of about 7 to about 11.
[0026] Additionally, the oxidation stage is configured so that the ratio of the dye immersion time (from the dyeing stage) to the time in the oxidation stage is about 1:6 to about 1:18.
[0027] Further areas of applicability, including apparatus, devices, kits, processes, and the like which constitute part of the invention, of the present invention will become apparent from the detailed description provided hereinafter. It should be understood that the detailed description and specific examples, while indicating the preferred embodiment of the invention, are intended for purposes of illustration only and are not intended to limit the scope of the invention.
BRIEF DESCRIPTION OF THE DRAWINGS
[0028] The accompanying drawings are incorporated in and constitute a part of the specification. The drawings, together with the general description given above and the detailed description of the exemplary embodiments and methods given below, serve to explain the principles of the invention. The objects and advantages of the invention will become apparent from a study of the following specification when viewed in light of the accompanying drawings, in which like elements are given the same or analogous reference numerals and wherein:
[0029] FIG. 1 is a diagram showing a dye range;
[0030] FIG. 2 is a photograph showing an empty vat;
[0031] FIG. 3 is a photograph showing the cross-section of a yarn dyed using the CleanKore technology;
[0032] FIG. 4 is an image showing the software-edited portion of the yarn shown in FIG. 3
[0033] FIG. 5 is an image showing the software-edited white core of the yarn shown in FIG. 4
[0034] FIG. 6 is a photograph showing a typical stone washed garment; and
[0035] FIG. 7 is an enlargement of a dye vat and oxidation stage of FIG. 1.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0036] The inventors have identified several inventive steps as well as changes to the existing dyeing process. The changes greatly influence the levels of dye penetration, dye fastness, and white core retention. These changes are the subject of the present invention and referred to herein as the CleanKore technology. These steps are described below and may be applied individually or any combinations thereof to an existing dye range to provide chemical, energy and cost savings. The steps allow for dyeing of the outer portion of a yarn, while retaining a white core at the center of the yarn. CleanKore technology may be used with sulfur dye or indigo dye, with indigo dye being preferred.
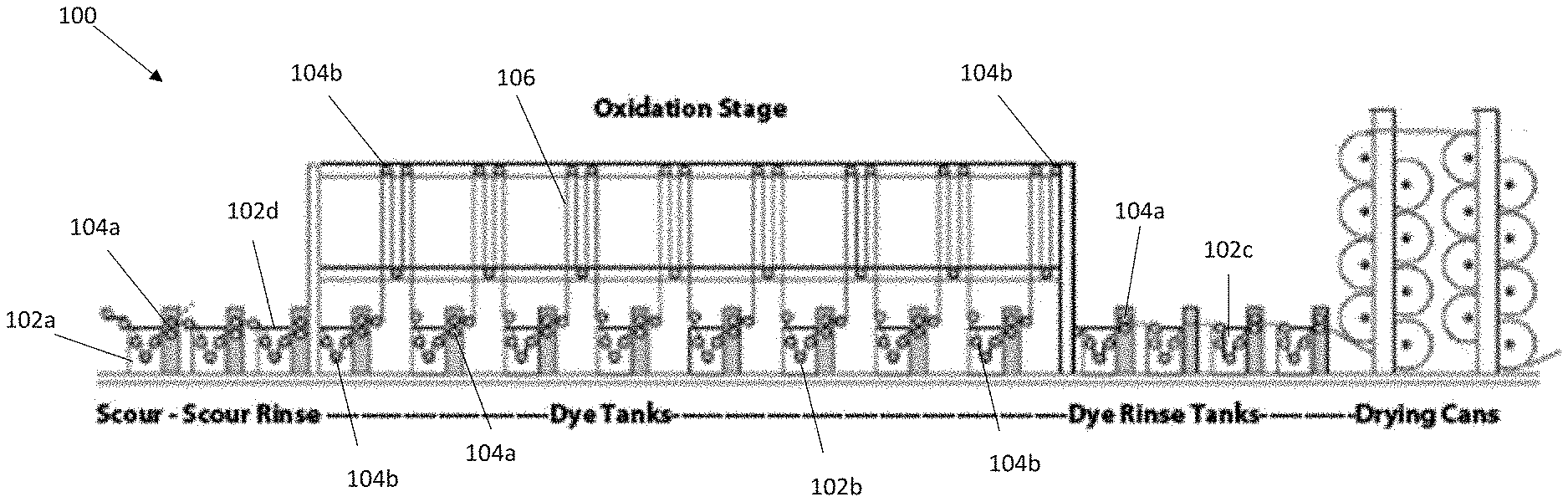
[0037] An example of the workflow on a dye range 100 is shown in FIG. 1. Dye ranges include many large containers called vats 102 (or boxes or tanks). These vats 102 are commonly filled with thousands of liters of chemicals, water, and/or dye. The vats serve different purposes and therefore have chemicals that differ from other vats. As yarns 106 progress through the dye range 100, they pass over rollers 104 (nip rollers 104a and regular rollers 104b are referred herein collectively as rollers 104) that range from a few inches to a couple of feet in diameter. These rollers 104 are found within the vats 102 as well as outside of the vats 102. Nip rollers 104a pull the yarns through the range 100 while also squeezing moisture from the yarns 106; and regular rollers 104b are simply rollers that the yarns 106 pass over. Nip rollers 104a will be addressed in greater detail further on. The yarns 106 pass over (or under) the various rollers 104 as they progress through the range 100.
[0038] The dye range 100 first scours the yarns 106 to wash them of impurities in scouring vats 102a. The scouring process prepares the yarns 106 for dyeing. After scouring, the yarns 106 are washed in a scour wash (rinse) vat 102d to remove chemicals used in the scour vat 102a from the yarns 106. The yarns 106 are then dyed in a plurality of dye vats 102b. After each dye vat 102b, the yarns 106 are exposed to air by passing through a plurality of regular rollers 104b above the dye vats 102b to allow the dye to oxidize. After dyeing, the yarns 106 are passed through rinsing vats 102c to remove excess dyes on the yarns 106. Once rinsed, the yarns 106 are dried.
[0039] The dye range 100 begins with the scouring process. The scouring process traditionally involves one or more tanks or vats 102a within which yarns 106 are passed over a series of rollers 104. FIG. 2 shows an example of an empty vat 102a with yarns threaded over and under cooperating sets of regular rollers 104b. These vats 102a are filled with water and chemicals, such as caustic soda, chelate agents, and wetting agents, such as Primasol.TM. from Archroma, for example. These vats 102a are composed of a series of regular rollers 104b that cause the yarns 106 to be immersed in the chemicals as the yarns 106 move through the range 100.
[0040] With respect to scour chemistry in the vats 102a, caustic soda or sodium hydroxide is one of the active ingredients in the scour vat 102a. It breaks down the naturally occurring oils and waxes in the yarns 106 as it encounters them. Water is the overall medium within which yarns 106 pass and serves to carry away the oils and waxes that have been broken down and removed from the yarns 106 by the caustic. Wetting agents act as surfactants, reducing the surface tension of the liquids in the vats 102a which causes the caustic soda solution to much more rapidly penetrate the yarns 106. The chelating agents normalize the metal ions in the water and trap the isolated fats and waxes from cotton. Isolating the fats and waxes from the cotton that makes up yarns 106 helps to protect the cotton yarn 106 from the re-deposition of impurities.
[0041] When practicing CleanKore technology, it is desirable to reduce the number of scouring vats 102a to a single container. Next, the inventors change the threading path through the rollers 104 to reduce the amount of time each yarn 106 spends in the single scour vat 102a. Immersion time during scouring is reduced from a conventional standard of around 21 seconds to a range of about 4 to about 20 seconds with the preferred immersion time being about 10 seconds.
[0042] The inventors also change the conditions and chemistry found in the respective scour vat 102a. Typical chemicals in the scour vat 102a include wetting agents, caustic soda, chelating agents, and/or sequestrants. Several mills heat their scour boxes 102a to 50.degree. C. or higher to further penetrate the core of the yarn 106 and fully clean the yarn 106. With CleanKore technology, energy savings are captured, and the size and quality of the core is improved by operating the scour vats 102a at room temperature or the highest tap water temperature in climates that experience extreme temperature swings. For example, if a mill experiences a tap water temperature of 8.degree. C. during the winter months and a tap water temperature of 25.degree. C. during the summer months, for the sake of consistency, the CleanKore technology operates the scour vat 102a continuously at 25.degree. C. all year round so that scouring potential is consistent from month to month. CleanKore determines the appropriate scour potential to limit dye penetration into the core by controlling the temperature, scour chemistry, the concentration of that chemistry, immersion time in that chemistry, nip pressure, and/or dwell time during the scouring stage. These factors can result in mills with a more consistent climate and consistent tap water room temperatures, within approximately 10.degree. C. Using CleanKore technology requires little to no heating for the scour vat 102a.
[0043] In addition, the scour chemistry is also changed. Caustic soda is most commonly used in two forms; a flake form, which is a "100%" pure dried caustic flakes (100% flakes), and 50% prediluted caustic aqueous solution. Of these two forms, 100% flake is the most encountered form. Conventional scour chemistries contain 12 g/L up to 90 g/L of 100% flakes in the scour chemistry. A concentration in the scour vat 102a in a range of about 1 to about 40 g/L of 100% flakes with the preferred concentration of about 3 g/L of 100% flakes is preferred with the invention. The 50% prediluted solution may also be used but should be used at the same caustic concentration as the flakes in the scour vat 102a. Typical prior art ranges 100 run their scour vats 102a with a pH of 12-13. While pH is no measure of true alkalinity, pH is a valid indicator of yarn scouring levels. The pH of the CleanKore scour vat 102a ranges from about 11 to about 12.2 with a preferred pH of about 11.8 to about 12.1.
[0044] The wetting agent (surfactant) dosing encountered in the prior art scour vats 102a has been as high as 12 g/L. To further protect the white core from excess scouring as well as reduce chemical usage, the CleanKore technology uses a wetting agent at a range of about 1 g/L to about 4 g/L in the scour vat 102a, with a preferred concentration of about 2 g/L.
[0045] After having passed through the scour vat 102a, the yarns 106 are then rinsed in water. We refer to this step as the scour rinsing stage, which occurs in one or more scour rinse vats 102d. The scour rinse is desirable and serves to remove the caustic and contaminants before the yarns 106 are passed through the dye vats 102b containing dye chemistries. Oftentimes the scour rinse can occur across the span of up to three vats 102d, with the immersion in each vat 102d typically being 20 to 22 seconds. One embodiment of this invention is to reduce the scour rinse vats 102d to a single container and reduce the scour rinse immersion time to a range of about 4 to about 20 seconds, with the preferred rinse immersion time being about 7 to about 12 seconds. Preferably, the water in the scour rinse vat is room temperature and is not heated.
[0046] One consistent critical liability with every scour rinse vat 102d encountered is that the water flow to each of the vats 102d has not been optimized. Optimization of water flow rates involves adjusting the water flow rate, up or down, in order to maintain sufficient cleansing of the yarn 106 and removing the chemicals introduced in the scouring process, as well as the impurities from the water (and consequently the yarn) that were broken loose in the scouring stage without the flow being excessive. Optimization is realized when the water flow is such that the pH of each respective sour rinsing vat 102d does not rise above 9.9. The contamination of the scour rinse(s) results in changes in dyeing until the boxes are in equilibrium. The inventors refer to equilibrium as the point at which the rinse box(es) 102d, which start as water with a pH of approximately 7, reaches and maintains a respective highest contamination rate per the recommended parameters of pH<10 from the yarn and scour chemistry introduced from the previous vats 102d. Insufficient freshwater flow to the scour rinse tanks 102d results in scouring chemistry concentrations that are high enough that the scour rinse unintentionally continues to further the scouring of the yarns 106. Continued scouring in the rinse vats 102d of the yarns 106 is not desirable. Optimizing the water flow in the scour rinse vat 102d is important relative to white core retention. An optimized flow rate assures a lower contamination point for equilibrium without excessive water usage. This optimization results in less scour chemistry contaminates in the scour rinse vat 102d, which would otherwise continue to affect the yarns 106 during the rinsing stage. Minimizing the amount of scouring beyond that which is needed to scour the outside of the yarn 106 while keeping the core un-scoured and thus limiting dye penetration is important to provide a more useful dyed yarn, and ultimately fabric.
[0047] One inventive step is to reduce the dwell time of the yarn, which is the time spent between immersion in one tank and immersion in the next. In this specific context, addressing the dwell time between the scour vat 102a and the scour rinse vat 102d. Reducing this dwell time offers better control of purposeful scouring which continues to improve the effect of scouring the outside perimeter of the yarn 106 while leaving the core of the yarn 106 with its original contaminants intact. The reduction in dwell time occurs when the shortest path from the scour vat 102a to the scour rinse vat 102d is used. Oftentimes, the yarns 106 are threaded through a series of rollers 104 between scour vats 102a, between scour vats 102a and scour rinse vats 102d, and lastly, between scour rinse vats 102d and the first dye vat 102b. The invention threads the yarns 106 from the nip roller 104a of the previous step along the shortest path to the next vat, with the obvious exception being the oxidation stages between dye vats (102b). This rethreading may bypass certain roller(s) 104 used by the manufacturer-supplied process.
[0048] In some regions of the world, the scarcity of water makes it a more precious resource than in others. For this reason, alternative CleanKore variations have been experimented with to improve water savings, while still retaining much-improved core characteristics. We have developed two such solutions: 1) skip the scouring phase; and/or 2) skip the scour rinse.
[0049] Another embodiment is where the scour tank 102a is processed following CleanKore guidelines, but rather than processing the yarns 106 through a rinse vat 102d, the yarns 106 are expeditiously pathed into the dye vats 102b directly from the scour vats 102a. In this case, within the dye vats 102b, there is an additional decrease in caustic feed to counter the addition of caustic from the scour tank. The decrease in the caustic feed of the dye vats 102b is the amount normally used for dye stuff reduction, per chemical distributor guidelines, minus the amount from the yarns 106 that come directly from the scour vat 102a.
[0050] As the yarns 106 pass from the immersion stage of any given vat 102 on a dye range 100, they invariably pass between what is known as a nip roller 104a. Referring to FIGS. 1 and 6, a nip roller 104a includes two rollers that turn while being pressed together with a force. Typically, one nip roller 104a is driven while the other spins freely, and air cylinders usually press one roller towards the other. The pressure from the air cylinders creates a squeezing action from the medium that passes between the rollers. In the context of dye range 100, the medium passing between the nip rollers 104a is the yarns 106 or ropes composed of yarns 106. The nip roller 104a pressure is intended to squeeze out whatever liquid the yarns 106 was most recently immersed in from each vat 102. The nip rollers 102a from the scour vat 102a squeeze much of the scour chemistry out of the yarn 106 and allows the squeezed scour to drip back into the scour vat 102a. The nip roller 104a function is important in both better controlling the amount of time the yarns 106 are exposed to the scour chemistry and to reducing the contamination rate of the successive vats 102. For this reason, one embodiment of the invention is to increase the nip pressures across the line from the traditional 40-60 PSI to about 60 to about 100 PSI (pounds per square inch), with preferred pressure being about 100 PSI. Sometimes, the denim mills have pressure limitations, where the pressure should be increased as close to the desired range as possible.
[0051] Dye vats 102b are large tanks containing a dye solution (or dye chemistry), within which yarns 106 pass over a series of rollers 104. The size of the dye vats 102b is typically over 250 gallons each, with some as large as 700 gallons. These large vats 102b are quite often heated to temperatures around 60.degree. C. in an attempt for the dye to deeply penetrate the yarns 106, with the incorrect understanding that this is the only method to achieve a consistent or dark shade. Tremendous energy savings and much-improved white core retention is achieved with the CleanKore dyeing technology which requires no purposeful heating of the dye vats 102b, other than to maintain a constant or near-constant temperature throughout the year for the local climate. That is to say, in order for the dyeing to be consistent throughout the year, the solution in the dye vats 102b should be heated within about 5.degree. C. of the highest tap water temperature experienced at each respective dye range in the hottest season.
[0052] The yarn path over or under regular rollers 104b in dye vat 102b typically immerses the yarns 106 up to 24 seconds in dye chemistry. One embodiment of the invention is to change the yarn path of the yarns 106 between the rollers (or removing rollers, or simply designing the range with fewer rollers) to adjust the immersion time to a range of about 7 to about 18 seconds, with the preferred immersion time being about 11 seconds for each dye vat 102a at a given speed. Among the factors that determine the dye immersion time are yarn diameter, yarn twist, tension maintained on the dye range, target shade, and dye vat chemistry. For example, lower yarn twist, lower tension, lighter target shade, or particularly high pH or mV in a dye tank 102b justify a lower period in (immersed) the dye vat 102b. The immersion time may deviate within 1-3 seconds as each parameter is subjected to range configuration regarding roller placement and range speeds available.
[0053] Conventionally, dye vats 102b have chemistry resulting in a pH in a range of 11.5-12.5. The CleanKore chemistry has a pH range of 11.5 to 12.5, but the preferred dye vat 102b pH range is about 11.6 to about 11.8. The conventional dye tank mV range is -700 to -775, whereas the CleanKore preferred mV range is about -675 to about -775, and the ideal mV in the indigo dye tanks is about -715.
[0054] After each dye immersion vat 102b, the yarns 106 are processed through a nip roller 104a and then enter a dye oxidation stage. It is during the dye oxidation stage that the yarns 106 are exposed to air through a series of regular rollers 104b. Sulfur and indigo dyes are not water-soluble. During the immersion stage, the dyes are reduced to a soluble state through the removal of oxygen. Once the yarns exit the immersion stage 102b and begin the exposure to oxygen, the dye returns to an insoluble state, effectively bonding the dye to the yarns 106.
[0055] When the yarns 106 are removed from the dye vat 102b and exposed to oxygen during the oxidation stage, the dye on the outside of the yarns 106 experiences oxidation more readily than the inner portions of the yarn 106. "Inner portions" are understood to mean towards the center of the yarn when the yarn cross-section is viewed, such as under a microscope. It is for this reason the inventors have come to understand that there is merit in optimization of the oxidation time rather than maximization of the oxidation time. The thought is that rather than increasing the fastness of the dye on the yarn perimeter, extended oxidation disproportionately and undesirably increases the oxidation and fixing of indigo to the inner portions of the yarns 106.
[0056] One embodiment is to achieve acceptably compromised dye fastness. The dyeing process adds color to the yarns 106, but the majority of the garment finishing involves the construction of the fabric, and then chemical and physical attempts to remove the same dye, to varying extents. Fastness is a measure of how well the dye is "fixed" or experienced oxidation on yarns clean enough for bonding between dye and yarn 106. One important feature of this invention is the practice of intentionally and partially compromising the yarn/dye bond such that the initial color loss from industrial washings require less energy, but still retain enough yarn/dye bond integrity that the yarn 106 or eventual garment retains sufficient color while being processed with the consumer-grade washing machine cycles.
[0057] The whole purpose of the dye range 100 is to add dye to the yarns 106. Indigo and sulfur dyes are by far the most common dyes used on denim dye ranges 100, and the amount of dye added to the yarn 106 is measured by weight and is given as a percentage of the overall weight of the yarn. This is abbreviated to "% add-on weight of yarns." With conventional dyeing techniques, the mindset has been to pile as much dye onto a yarn 106 as possible in order to achieve a darker color. Because CleanKore technology more consistently dyes the outer perimeter of the yarn 106, there is often a % add-on weight of yarn reduction between 5% and 30% lower than the typical range add-on being 15% less than a comparable product processed conventionally while achieving a similar yarn dye shade. The results in a 15% reduced dye chemistry consumption and therefore a 15% reduced indigo feed rate is realized in most typical dyeing scenarios. Reducing the consumption of the dye chemistry necessarily involves a reduction in the polluting chemistries associated with dye reduction, such as caustic soda, as well as hydro (sodium hydrosulfite), or competing chemical technologies used in the reduction of the dyes.
[0058] The conventional mindset of dye-to-the-core often involves the use of wetting agents in the dye chemistry. As with the excess caustic in the scour, this improves possibility (and probability) that the dye chemistry penetrates farther towards the core and more importantly, the dye fixes to the core area of the yarns. Specifically for this reason, CleanKore technology works best when wetting agents are completely removed from the dye chemistry. Removal of the wetting agent from the dye chemistry encourages a nice dye ring on the perimeter of the yarn where a dark color can be achieved without core penetration. Practicing CleanKore technology while retaining the wetting agent, may still result in improvement in core size relative to the yarn cross-section, but it should be anticipated that lessening or removing the wetting agents further reduces the dye penetration into the core.
[0059] The chemistry in the dye vats 102b exists for the purpose of converting the insoluble indigo dye to a soluble dye. When yarns 106 are passed through the vats 102b with exclusively insoluble dye, for the most part, the color fades out of the yarns 106 with very little washing or abrasion as it is merely "on" the yarns rather than mixed within and fasted to the fibers. Soluble dyes penetrate the fibers of the yarn 106, whether on the surface or in the core. In order to "fix" the dye to the yarn 106, or make it more difficult to remove, the dye must be returned to its original insoluble state after it has penetrated the yarn fibers. This stage is known as oxidation, or "sky" time. It is often referred to as "sky" time because upon exiting each of the dye vats 102b, the yarns 106 pass through a nip roller 104a and then proceed through a series of regular rollers 104b that are typically, but not exclusively, high above the dye range in the "sky" of the building. Oftentimes, these rollers 104b are spaced vertically and reach heights as high as 30-40 feet above the top of the dye vats 102b. The purpose of the oxidation is simply to expose the dye chemistry to the oxygen in the air, which converts the soluble dye to its insoluble state, thereby, fixing the dye to the fibers of the yarn 106. The amount of time in the dye vat 102b is recorded and then compared to the amount of time spent in the oxidation cycle that follows a dye vat 102b. The typical immersion time is 20 seconds in a dye vat 102b, and a typical oxidation phase is approximately 100 seconds. This results in dye immersion to oxidation time ratio of 1:5. Where possible, CleanKore technology involves lengthening the oxidation phase and shortening the dye immersion stage. CleanKore Technology benefits the most within a dye immersion time to oxidation time ratio of about 1:6 to about 1:18, preferably 1:10.
[0060] After the last dye cycle of dye immersion and oxidation (with the nip roller in between), the yarns 106 proceed to a dye rinse stage which typically occurs in one or more dye rinse vats 102c. This dye rinse stage rinses the yarns 106 of excess dye and removes dye that has not fasted to the yarns 106 during the oxidation phase. The number of dye rinse vats 102c at a given mill on a given range may vary between one to three. Most mills have more than one range and sometimes those ranges have different configurations. Similar to the scour, scour rinse, and dye stages, the immersion time in the dye rinse vats 102c for a conventional process is around 20-22 seconds. The dye rinse vats 102c are often 400-750 gallons in size. Unfortunately, conventional operation, without exception, involves a freshwater flow rate too low to be effective in rinsing dye adequately. This results in dye rinse vats 102c that start with fresh water but, as the range continues to operate, the contamination builds of dye. At equilibrium, the dye rinse vats 102c effectively become a low-quality dye tank due to the contaminants washed from the yarns 106 and not removed from the rinse tank 102c. Instead of rinsing excess dye, the contaminated dye rinse tanks 102c cause redeposition of excess dye on the yarns 106, which pollutes the core and lessens the integrity of the fastness of the dyes that remain due to the lack of the oxidation phase that proceeds the dye vats 102b. CleanKore technology solves this problem. CleanKore technology dye rinse occurs with an immersion time ranging from 4 to 22 seconds. With the implementation of CleanKore technology, oftentimes the configuration for optimized rinses is what is referred to as "staggered rinses", frequently using two dye rinse vats 102c in series. The first dye rinse in the first dye rinsing vat 102c is referred to as a "quick rinse" and is relatively short. The first dye rinse involves an immersion time of about 4 to about 12 seconds, preferably about 7 seconds. The second rinse in the second dye rinse vat 102c involves an immersion time of about 7 to about 22 seconds, preferably about 14 seconds. Both of these vats 102c have a flow rate similar to the flow rates of the scour rinse, approximately 15 gallons per minute. The quick rinse with the shorter immersion time removes approximately 50% of the targeted dyes to be removed. Those are the dyes that are removed more easily, with fewer tensioned passes through the regular rollers 104b. This reduced immersion time is the product of going over fewer rollers, which reduces the contamination level of the first rinse tank 102c to one that is more easily managed by the adjusted freshwater flow rate. The second tank 102c needs only to contend with the remaining dyes. With the increased number of tensioned passes through regular rollers 104b, the targeted volume of remaining dyes is stripped from the yarns. The lower contamination rate that results from the more effective rinsing in the first dye rinse vat 102c results in a second dye rinse vat 102c with a tolerable contamination rate, offering no, or minimal dye re-deposition and no negative impacts regarding the fastness of previously fasted dyes.
[0061] Much like the scour rinse, the pH levels of the dye rinses are monitored, which is unique to CleanKore practices. Successful CleanKore technology dyeing can occur with a dye rinse pH in the range of about 7 to about 11, but preferably below a pH of 10. The dye rinse vats 102c are run at room or tap temperature, without regard to the fluctuations of the tap or room temperature which occur within regions. With effective rinsing, the temperature fluctuations should have little impact on the variables associated with this dye rinsing stage, and using the lowest available temperature is preferred. Alternatively, a single dye rinse tank can be used in circumstances of lighter shade, such as an about 3%-5% shade, or when needs for greater water conservation outweigh dye quality, in which case the immersion time can be in a range of about 7 to about 22 seconds, preferably about 10 seconds.
[0062] The mill, during and post-production, traditionally measures the percentage add-on weight of dye on yarns in addition to submitting the yarns to photo-spectrometer analysis. The percentage add-on weight of dye on yarns 106 is calculated by weighing a measure of yarns 106 both before and after dye. It is considered a measure of the quality of shade. With the primary objective of CleanKore technology being that less dye is used to cover a smaller cross-section of yarns, the preferred method of measuring color relies exclusively on analysis with a photo-spectrometer, or with a modified understanding of percentage add-on weight of dye on yarns.
[0063] If one were to visit thirty different mills and survey the dye range specifications for each, it is highly unlikely that one would find a dye range duplicated in every way at two different locations. Changes in the number of vats 102, the roller configurations within the vats 102, the addition or deletion of vats 102 for various purposes, vat sizes, the number of yarns 106 or ropes, the line speeds, etc. are just a few examples of the different changes one would expect from one location to another, and often within a single mill amongst several ranges. It is for this reason that one skilled in the art would recognize that the practice of the disclosed embodiments may be in part or in whole of what is disclosed. The decision of which embodiments are to be determined for a particular range and the desired yarn dye output according to the embodiments disclosed throughout this document may certainly vary. However, several of the embodiments can be expected to be implemented to achieve the extraordinary cost reduction and sustainability improvements from CleanKore.
[0064] Without further description, it is believed that one of ordinary skill in the art can, using the preceding description and the following illustrative examples, make and utilize the articles of the present invention and practice the claimed methods. It should be understood that the invention is not to be limited to the specific conditions or details described in the examples.
Example 1
[0065] Quite recently, while working with a mill in India on product development a trial was proposed and executed. This particular trial was to develop a CleanKore technology product that could replace an existing denim jean style with improved wet and dry processing characteristics. When beginning to implement CleanKore technology, the first thing to be examined is the machine sequence. Quite often there are steps that are options on a range and therefore, by default, those options are implemented because it seems that is how the machine "requires" the process to run when, each box creates an opportunity that can be passed on.
[0066] With this embodiment in mind, inventors reviewed the range sequence of the conventionally dyed yarns as shown below:
[0067] Box 1 was a combination of sulfur dye and scour;
[0068] Box 2 was a rinse;
[0069] Boxes 3, 4, 5, 6, 7, and 8 were indigo dye boxes;
[0070] Boxes 9 and 10 were both dye rinse boxes;
[0071] Box 11 was a neutralization;
[0072] The yarns were then dried, processed with sizing, and dried again.
[0073] Applying the CleanKore technology, one of the first steps was the omission of the number 10 rinse box. This embodiment of the CleanKore invention is that an effective rinse does not need to be repeated, which results in water savings.
[0074] The next logical step was to control the immersion time and chemistry more accurately in each box.
[0075] With Box 1, a combination of sulphur and scour box, the inventors reduced the immersion time from 16.4 seconds to 10.7 seconds. This reduction in immersion time exposed the yarns to scouring and provided the sulfur bottom dye long enough to create a bold perimeter of dye, without exposing the yarns so long that the scour chemistry cleansed the core of the yarn which would undesirably result in dye blended with the center or core portion of the yarn. The period for immersion while practicing this embodiment of the CleanKore invention for sulphur scour combination box was 7-14 seconds, with the ideal period being from 8-11 seconds.
[0076] The chemistry in Box 1 consisted of sulfide, caustic, sequestrant (the sequestrant softens the water (binds to metals) and improves dyeing as a result), wetting agents, as well as the sulfur dye and of course, water. The sulfide was reduced in Box 1 from 8 g/L to 4 g/L. The caustic that was added in addition to the sulfur premix was reduced from 5 g/L to 2 g/L which resulted in a reduction of the dye box pH value from 12.5 to 11.9. The sequestrant was unchanged at 1 g/L, but the wetting agent was reduced from 5 g/L to 2 g/L. The sulfur dye concentration for CleanKore was left at 8 g/L as the conventional dye method. The temperatures of sulphur dye stuffs, which tend to cause yarns to open up and more readily receive dye and caustic, were reduced from 85.degree. C. to 70.degree. C. Temperature can be increased from 70.degree. C. but other factors such as time or amount of chemicals may need to change accordingly to maintain the reduced dye penetration.
[0077] Box 2 is the rinse stage to remove as much sulfur dye as possible, so as to reduce the contamination in the indigo dye boxes. The CleanKore technology included reducing the amount of time the yarns spent immersed in the dye chemistry. This also applies to time in rinse tanks. The removal of caustic via yarns exposed to water while traversing over rollers under tension is a relatively fast one. For this reason, the immersion time for Box #2 was reduced from 16.4 seconds to 10.7 seconds. The effective change is that while the removal of caustic happens quickly, what continues to happen is the yarns are exposed to the caustic solution which scours the yarn. By reducing the immersion time, the CleanKore technology effectively rinses the yarn while minimizing the yarn exposure to caustic. The CleanKore technology practiced at this rinse stage optimized the clean water flow to the rinse box so that no less than twice the vat size is replacing contaminated water with clean water per hour in order to reduce caustic levels sufficiently, as reflected in pH value measurements. This water flow requirements must be adjusted based on yarn diameters, yarn counts, dye range speeds, or chemical concentrations in preceding boxes, such that the pH values described herein are maintained.
[0078] Boxes 3, 4, 5, 6, 7, and 8 are the indigo dye boxes or vats. Within these boxes, one feature of the CleanKore technology is the purposeful absence of different chemicals. One such chemical is wetting agents. Wetting agents are often used as a lubricant, to increase the inward flow of dye towards the core of the yarn. Practicing the CleanKore technology involves reducing the dye penetration into the core. The wetting agent is an example of a chemical ideally not added to dye stuffs and is reduced from existing dye stuffs to a point the wetting agent is ineffective.
[0079] The yarn immersion time is an important feature of the CleanKore technology during the dyeing phase. This consideration is because of the principle that excessive exposure of the yarn to the dye chemistry unnecessarily exposes the yarn to the chemistry involved with both scouring (caustic soda) and dyeing, which can, with increased time, penetrate the yarn. Practicing this principle is yet another feature of the CleanKore technology when the yarns are immersed for the period of 7 to 15 seconds, with the preferred or ideal period being between 10-13 seconds.
[0080] Yet another feature practiced in the dye vats is the elimination of unnecessary heat. Heat is often conventionally used to further the penetration into the yarns, with the idea that more dye on the yarns will result in a darker color, even if the excess dyes are not observable. This goal of furthering yarn penetration with chemistry and dye is contrary to the CleanKore technology objective, and consequently, excess heat is removed from the dye tanks. Excess heat is referred to as the heat applied to a tank that results in a temperature higher than the highest room temperature of the climate within the region that a given mill or dye range is located.
[0081] As a result of indigo penetrating less of the yarn center, another feature of the CleanKore technology is to reduce the feed rates of all or any of indigo dye, caustic, and hydro such that each mill experiences a 10-15% chemical and dye savings while processing with CleanKore technology.
[0082] For this particular trial, the next machine step was a freshwater dye rinse. In addition to the previously mentioned removal of an additional rinse, this step was considered similarly to sulfur scour rinse. The rinse immersion time was reduced from over 16 seconds to a range of 4-9 seconds, with an ideal rinse immersion time of 7 seconds. Once again, another feature is that the freshwater flow rate to this rinse box was maintained such that the pH in the rinse tank did not exceed 9.9.
[0083] The last remaining step is an acetic acid cycle, which acts to neutralize the alkaline condition from the caustic soda in the dye, and fix the dye to the yarns. This is another cycle that occurs faster than the conventional yarn immersion cycle. Practicing the CleanKore technology principles, immersion time was reduced from approximately 18 seconds to approximately 9 seconds to reduce the redistribution of unfasted dyes, resulting in larger, mostly undyed cores.
[0084] A smaller ring of dye around the perimeter of the yarn still achieves the target shade of color without the undesired yarn penetration. This decrease in yarn penetration with fasted dye results in a more easily revealed core when processing garments with dry or wet processing of garments. Significant benefits in both the dry and wet processing are observed when the fabric from garments is processed with CleanKore technology. Dry processing of garments to remove color may be understood to be laser application, hand sanding, rotary tool abrasion, or dry ozone, just to name a few. Wet processing is typically understood to mean washing fabric or garments in wet ozone, in conventional washing methods with water and other various chemicals just to name a few methods.
[0085] This example was carried out with water, energy, and chemical savings and resulted in a sulfur bottom indigo top product with a larger, more distinct white core due to the practice of several of the inventive embodiments.
Example 2
[0086] Yet another dye range provided a unique limitation in that it lacked both a scour and a scour rinse box before yarns were exposed to sulfur bottom dyeing. As the name implies, the sulfur bottom dye is when the first color applied to the yarn is sulfur with successive dye applications, typically indigo dyes, applied afterward. The intent on this range was that yarns would be exposed immediately to a vat containing both scour and dye chemistry. This technique has been experienced before and it was the understanding of the inventors this technique is a common approach with sulfur dyes at this location and others. This mill was using a pre-reduced sulfur dye which contains caustic, and then additional caustic and wetting agents were added to act as scouring and penetrating agents. Further increasing the potential of the scour was the heat required for sulfur dyeing. This heat increasingly opened the yarns, making the inroads of the caustic and wetting agents to scour the core of the yarns. All of these things were undesirable in the CleanKore technology. Therefore, in an attempt to limit the effects these dye range limitations imposed the inventors made the following changes: 1). eliminated the excess caustic that was added to serve as an additional scouring agent such that the pH was maintained between 11.8 and 12.5; 2). reduced the wetting agents from 6 g/L to 1 g/L; 3) reduced the sodium sulfide (reducing agent) levels to bring the mV readings up to -610 from -660; 4) reduced the temperature of the dye vat from 85.degree. C. to around 75-80.degree. C., which was the lowest temperature recommended by the distributor of the pre-reduced sulfur used; and 5) changed the threading path to reduce the yarn dye immersion time from 22 seconds to 10.5 seconds by rethreading the yarn path. Modifying ranges to best overcome dye range limitations such as those disclosed above is yet another embodiment. The ranges provided for various factors such as scour and dye immersion, as well as others, are not broad for the sake of being broad, but rather a necessity to accommodate both variations in dye ranges, as well as fully encompass the potential of what could be considered an improvement to conventional dyeing with all factors considered.
[0087] Depending on circumstances, rather than completely removing the additional caustic from the dye vats, it may be reduced. Circumstances that would call for such a measure could be particularly waxy or oily yarns, or very high twist, such as 4.7 or above. Putting optimum CleanKore technology in practice is dependent on variables such as these and requires a complete understanding of the invention as well as the other factors and variables involved with dyeing as disclosed throughout this specification.
[0088] The embodiments above with regard to both indigo and sulfur dyeing similarly apply to sulfur only dyeing. Sulfur only dyeing can involve more than 1 color, or more than 1 application of the same color to achieve darker colors. Sulfur only dyeing refers strictly to the types of dyes used, as the sulfur dye vats still contain chemistry similar to the vats used in indigo dyeing. CleanKore technology sulfur only dyed yarns will typically see a reduction in heat from 85.degree. C. to around 75-80.degree. C., an optimized immersion time from 7-22 seconds but preferably around 11 seconds, minimization or elimination of wetting agents to 0.7-1.5 g/L, less reducing agents, as well as reduced caustic in order to further limit the core penetration of the sulfur dyes. These are all features for sulfur only dyeing.
[0089] This example was carried out with water, energy, and chemical savings The practicing of the disclosed embodiments created sulfur bottom dyed yarns which had superior ring dyeing effects, as viewed through a microscope, resulting in a larger core with less dye penetration.
Example 3
[0090] Yet another trial conducted using CleanKore technology was one that was entirely sulfur, known as sulfur black due to the lack of other colors. Throughout the dye range 100, one skilled in the art understands that there are rollers in place after any given immersion process, even if each or any instance of a nip roller is mentioned. Again, CleanKore technology was being used to improve upon an existing process and correspondingly the product. The range sequence is where some of the CleanKore technology changes began. In the conventionally dyed product, the range yarn sequence was a single scour and then proceeded through two oxidation stages before going to a single sulfur tank. The yarns then went through an oxidation phase before being passed over-drying cans. Drying cans are typically metal drums (about 15-20 of them in the process) having a diameter of about 0.5 m-1 m, which are heated to relatively quickly remove the water from the yarns for storage before weaving. In FIG. 1 the drying cans are shown at the end of the dye range, which is common, but it is possible to have additional drying cans throughout the range. After the drying cans, the yarns were again skied or processed through an oxidation phase before going through three water rinses stages. The yarns were then rinsed in acetic acid to neutralize the remaining sulfur dyes and reducing agents, and then were exposed to air for 2 minutes, before another water rinse. After the final water rinse, the yarns were exposed to air (skied) for another two minutes. The yarns were then processed through a vat with cleaning agents (soaps) heated to 60.degree. C., then skied for another two minutes. The yarns passed through yet another water rinse stage, before being again skied for an additional 2 minutes before being dried for the last time before weaving.
[0091] The CleanKore technology greatly simplified this conventional method and resulted in tremendous water savings in addition to producing a significantly larger and more consistent core. The yarns began in a scour vat as before, but with caustic chemistry being reduced from 150 g/L to a mere 3 g/L and the immersion time reduced from 22 seconds to 12. The exit nip pressure was increased from 4 bar to 5.5. Rather than skying the yarns before immersion in sulfur, they first went through a water rinse stage with minimized dwell time by threading the yarn path to a minimal length. The rinsing of the yarns is with the intent to halt the scouring of the yarns, preserving some of the original waxes and oils inwards from the perimeter, or towards the core as one views a yarn cross-section. The dwell time is understood to mean the time between the scour tank and the rinse tank. Where the yarns previously were skied for 120 seconds, they were instead passed from the scour to the scour rinse on the shortest path achievable. Yet another CleanKore feature was practiced where the immersion time in the scour rinse was reduced to 7 seconds and the water flow was increased, such that the pH of the scour rinse vat did not exceed a pH of 9.9.
[0092] From the rinse vat the yarns proceeded to the dye vats. Rather than one long saturating dye vat, the yarns were processed through a first dye vat with an immersion time reduced to 11 seconds (from 19), and the temperature was lowered from 90.degree. C. to 80.degree. C. After processing through each respective sulfur dye immersion, the yarns experienced a similar 120 seconds of sky time or oxidation. Typically, 1-3 dye immersions are used.
[0093] After the dye vats and air oxidation, the yarns were exposed to a single water vat for 7 (from 19) seconds, then a neutralization vat of acetic acid for another 7 (from 19) seconds, and a final water rinse for 11 seconds (from 19) before being steamed on the drying cans.
[0094] The CleanKore technology involved an increase of water flow to the scour rinse and the two dye rinse tanks, but resulted in bypassing of 2 rinse vats, as well as a soap vat.
[0095] When woven, these yarns proved to be within tolerance of the target shade from a singular trial and resulted in a faster industrial washdown with superior laser response, while still retaining colorfastness resistant to the effects of consumer home laundries similar to the conventional counterpart.
[0096] This example was carried out with water, energy, and chemical savings The practice of the disclosed embodiments created sulfur black dyed yarns which had superior ring dyeing effects, resulting in a larger core with reduced dye penetration.
[0097] Oftentimes the yarns pass from the dye rinse stage to a softener stage. The softener, as the name implies, is a chemical bath that makes the more pliable, resilient, and lubricated for weaving. The inventors have experienced multiple ranges operating with softener vats operating at temperatures over 70.degree. C. This high temperature tends to open the yarns unnecessarily. There is a low risk of dye-fixing to the core of the yarns at this stage, but back staining of insoluble dyes still requires rinsing. Steps that can be taken to lessen this effect are beneficial. It is for this reason that one feature of the invention is to lower the temperature of the softener to the lowest temperature recommended by the distributor, which is typically 50.degree. C.
[0098] After the nip roller from either the last rinse or the softener stage, if one is present, the yarns typically proceed to the drying cans. The drying cans are a series of rollers, but these rollers are larger in diameter when compared with vat rollers, and are heated, typically with steam. To further prevent the unnecessary opening of the yarn fibers and in the continued effort to conserve energy, one feature of this invention is to lower the temperature of the drying cans as much as possible and still attain an acceptable level of exit moisture. Exit moisture, as one can infer, is the percentage of moisture content on the yarns as they exit the drying cans. Quite often yarns are overdried on drying cans that are operated at too high of a temperature and have exit moisture of 5-7%. CleanKore technology optimization involves controlling the drying can temperature, typically by controlling steam flow, in order to obtain optimal exit moisture in a range of 8-12%, and ideally 10%.
[0099] The weaving process is a violent procedure where the now dyed warp yarns are forced through a series of weft yarns. This process involves profound amounts of friction. To minimize the breakage that results from this friction, the yarns are processed in a slashing, or sizing phase. There are additional benefits with the use of sizing, but yarn strength, smoothness and the addition of lubrication are the benefits these attributes provide in the weaving process. The slashing phase occurs when dried yarns are passed through a vat or vats of additional chemistry. Oftentimes this chemistry is composed of water and a natural starch, such as rice, potato, or cornstarch. In addition to the natural starches, there are manufactured polymers that can be used in place of, or in addition to the natural starches. Starches are typically sourced for their price relative to the location of the mill. Plants in China, India, and Thailand typically use rice starches or synthetics. Sources in the United States typically use corn or potato starch, as well as synthetics. The sizing application is commonly done in tanks heated to as high as 95.degree. C. with high concentrations that result in the unnecessarily high add-on (percentage of the yarn weight increase after the sizing application). This add-on can be as high as 8-9%, whereas the preferred CleanKore technology related add-on is around 5% in temperatures around 80.degree. C.
[0100] Another feature is the improved yarn characteristics that are achieved as a result of the reduction of time spent in scour, rinse, and dye vats. This time reduction is typically achieved by changing what the inventors refer to as the "threading path." The threading path is the path that yarns pass along through the rollers on the dye range. The process of passing a yarn over a roller under tension causes strain, which results in a slight loss of integrity of the yarns. This loss of integrity of the yarns is realized during the weaving process. Yarns that have undergone excessive strain or have otherwise compromised integrity occasionally experience breakage during the weaving process. The more stress and strain yarns experience, the more regularly weavers can expect breakage. Yarn breakage during weaving is a costly issue. The reduction in the number of rollers with CleanKore technology results in a substantial retention of yarn integrity throughout the dyeing and weaving stages, saving costs through reduction in labor requirements and improved weaving machine efficiencies. Stronger yarns throughout the dyeing and weaving process result in improved fabric strength (when compared to yarns of identical characteristics dyed and finished similarly using conventional practice) as a result of this warp yarn integrity retention, which is one feature of the CleanKore technology.
[0101] Another embodiment of CleanKore technology is the humidity control of the yarns before dyeing begins. Yarns that are stored in arid areas absorb scouring and wetting agents faster and more thoroughly than yarns that are stored at higher humidity. This faster and more thorough saturation results in a more thoroughly scoured yarn, given all other conditions are static. For this reason, one feature is to assure that the yarns are stored at a humidity that is less likely to result in this faster absorption. Humidity is of course dependent on the climate. With many mills located in desert-like climates, humidity control in areas where the cotton and yarns are stored better prepares the yarns for processing. Humidity control is dependent on the environment. In a location having high humidity, such as Thailand, one would not dry a yarn to 4% humidity, because the moist air will increase the yarn back up to 5-6%. In dry locations, such as during the dry season in India, one could dry the yarn to 4-5% with no problem.
[0102] Another feature of CleanKore technology is the more precise control of line tension throughout the range. This feature is relevant to both rope and slasher style ranges, but more so with a slasher. The increase of line tension or the tautness of the yarns throughout the range plays an important role in how readily the yarns are penetrated by various chemistries. Increased tension reduces the penetration of dyes and other chemistries. A reduction in tension is often associated with an undesirable increase of penetration by dye as well as other chemistry with which the yarns are processed. Line tension may also be increased depending on the twist multiple of the yarn.
[0103] An obviously tremendous expense in operating a dye range is the purchase of the equipment that the dye range is composed of. The anatomy of a given dye range is determined by the staff at the dye range making the purchasing decisions, and the sales and technical teams that sell the equipment. Quite often this purchase/sale arrangement results in dye ranges that offer unique limitations. When the arrangement results in a number of particular vats that exceed the needs of standard CleanKore technology, the inventors simply skip (eliminate) those boxes by threading over them or through them without any application taking place, which is a feature of the invention. Some of the vats can be easily converted if necessary. In one location the range was such that it lacked a scour rinse between the scour and the dye vat. In this case, inventors converted the first dye box to a rinse box and simply dyed in fewer succeeding boxes. Alternatively, the inventors could have reduced the amount of scouring chemistry to a minimal extent such as 0.5 or 1 gram per liter and attempted to counter this low concentration with a full scour duration of 18-22 seconds with the intent being that the increased immersion and dwell time would have minimal effect and the contamination level in the first dye tank would be marginalized.
[0104] The benefits of CleanKore technology are observable. In addition to the realized effectiveness of the color removal attempts made with washing and laser processing, the inventors have discovered that the benefits of CleanKore technology are observable through a microscope with correct lighting, particularly when a single yarn is cleanly cut and properly positioned so it is aligned with the viewing trajectory of the microscope. An important factor in observing these benefits is lighting. When the surface of the yarns is under-lit, it is difficult to see the demarcation between the dyed ring and the yarn core. When the yarns are excessively lit on the yarn cross-section, it is difficult to see most of the yarn cross-section detail and coloring as a result of the abundance of star-bursting that occurs. Star-bursting happens when a yarn reflects too much light and rather than revealing the fibrous detail of the cross-section, the area within a cross-section, or the whole cross-section appears to be nothing more than a bright spot in the picture, lacking detail. Excess light causes many cores of different qualities to look so similar to the observer one could have difficulty differentiating one from another.
[0105] The inventors discovered the correct lighting when they observed these yarns under 40.times. magnification with 5000K led (daylight) lighting. The inventors used a Samsung Galaxy Note 10 camera to take various pictures of the yarns with pro (manual) shooting modes with exceptional results.
[0106] The inventors, using a microscope and market-leading mobile phone cameras such as the cameras found in the Samsung Galaxy Note 20 Ultra, were able to take very clear pictures of the yarn cores of conventionally dyed and CleanKore dyed yarns. Importing those pictures into image editing software such as Adobe Photoshop revealed that CleanKore technology repeatedly results in yarn cores that are larger when compared to conventionally dyed yarns, with a smaller perimeter of dye that more closely follows the shape of the yarn. While comparing one yarn to another, the human eye is subject to bias, memory lapse, and interpretation. In order to circumvent this, yarns are viewed, and images are captured under the microscope with the operator unaware of which yarns are control yarns and which yarns are CleanKore yarns so as to remove bias.
[0107] The operator then opens the captured images in a software editing program, such as Adobe Photoshop, as shown in FIG. 3.
[0108] Within the image editing software, the operator then removes the side profile of the yarn, as well as non-yarn portions of the image. This leaves an image containing only the yarn cross-section. Using the image editing software, the operator can then accurately determine the number of pixels that make up the total area of the yarn cross-section. This number is recorded for comparison (see FIG. 4).
[0109] Using the same image, the operator then removes what is the darkest ring of dye around the perimeter leaving only the core, and then again captures the number of pixels remaining in the image (see FIG. 5).
[0110] By simply dividing the number of pixels in the core by the number of pixels in the yarn cross-section, the operator can determine the size of the core relative to the whole cross-section.
[0111] By compiling ten or more results for each particular product or style, the inventors have accounted for variances from one yarn to another and averaged the results. With this procedure, the inventors have found that CleanKore (CK) technology results in yarns that have a core that is 15-50% larger than conventionally dyed yarns. This effect is depicted in Table 1. Within Table 1 the values for the results from Table 1 and FIG. 5 are shown in highlighted text, as well as the result of the division of core/center values revealing the percentage of the yarn cross-section that consists of core area pixels.
TABLE-US-00001 TABLE 1 Control Yarn 703 Center Core % 1 129622 54725 42.21891 2 59966 22848 38.10159 3 61872 30363 49.07389 4 72440 38660 56.6444 5 46974 25840 55.00915 6 167311 52975 31.66259 7 198215 64692 32.63729 8 120933 48738 40.30165 9 241533 81523 33.75232 10 130733 68630 52.49631 Avg 42.88981 CleanKore Yarn 710 Center Core % 1 184104 131804 71.6 2 134782 75802 56.2 3 142957 95630 66.9 4 194935 103708 53.2 5 58956 48524 82.8 6 139254 95694 68.7 7 156657 89915 57.4 8 144910 70944 49 9 173770 113362 67.7 10 167320 80242 47.9 Avg 62.14 45% Larger
[0112] CleanKore technology offers a host of benefits that stem from the reduced reliance on chemicals and energy during the dyeing stage and techniques that result in a larger, whiter core within the yarn. This larger, whiter core in the yarn means that less time, energy, and water are spent removing the "ring" of dye to access the variations in color that the white core offers. Sizing, while offering solutions for weaving, creates a barrier to realizing some of the benefits of the ring dyed effect. For this reason, CleanKore technology is optimized with the use of the natural starches with the order of preference being potato, rice, and then corn starch, respectively. This order is determined by the ease of which the starches can be removed after their purposes in the weaving process have been realized. Potato starch is the easiest to remove, with the shortest water cycle at room temperature or with very little heat. Rice requires more time and energy, and corn even more yet. The synthetics, on the other hand, are particularly difficult to remove, requiring much higher heat with the greatest amount of residual sizing on the yarns after removal attempts. This order of preferred sizing is a critical embodiment of the invention. Sizing, while wholly necessary for the weaving process, is a liability to color removal processes such as washing, laser, and hand-sand. Attempts to laser etch from the surface of yarns result in first energies spent on the removal of the starches, and then and only then can the dyes be removed. In addition to acting as a barrier to dye removal, the starch's exposure to the heat associated with laser processing creates an ash layer that can be incredibly difficult to remove. In the inventor's experience, the ash removal difficulties are paralleled to the difficulties in the removal of the starches themselves. That is to say, the ash created by lasering potato starch is easier to remove than that of rice starch. The ash of corn starch is harder yet, and the ash created by lasering the synthetic starches can prove quite difficult and as a result, expensive to remove.
[0113] As the preservation of the waxes and contaminates in the core of the yarn, one feature is the lack of treatment before the yarns are processed on a dye range. Some mills prefer to pre-mercerize their yarns. Mercerizing yarns typically involves exposing the yarns to high doses of caustic at high temperatures (>60.degree. C.) in order to strengthen and whiten the yarns. This pre-mercerization leaves the yarns with a much whiter color and opens the yarns for increased receptivity to dye penetration. While the whiter core sounds ideal, the opening of the yarns and the nature of higher caustic (and typically high temperatures) also thoroughly cleans the yarns of their waxes and oils. Pre-mercerization dramatically increases the efficacy of wetting agents as the yarn fibers have opened relative to their original state.
[0114] Similarly, yarn sourcing and processing can have an impact on the efficacy of CleanKore technology and as a result, is a feature. The inventors have recognized that cotton sourced with longer fibers reduces the fuzziness of the spun yarn, which appears to increase the density of the yarn and enhances the benefit of the twist. This increased yarn density improves the attributes associated with CleanKore technology, namely the dark ring dye with the retained white core. Yarn sourced with high oil and wax preserves a greater oil and wax content in the core, further lessening the likelihood of scour and dye chemistries also greatly improve the efficacy of the CleanKore technology and is, therefore, a feature.
[0115] Another feature of this invention is the improved dye removal characteristics associated with CleanKore technology. Dry processing attempts to remove the dye using methods, such as the application of laser energy as well as the manual hand sand process, are undertaken to reveal a white core, or to reveal an area where the dye is a lighter shade in purposeful patterns and shapes. Laser application involves the firing of laser energy at a garment, typically with a predetermined pattern, with the intent to selectively remove dye from different areas of the garment. These efforts are significantly improved in efficacy as well as the efficiency with the use of CleanKore technology. CleanKore technology reveals improvements in efficacy when it is possible to successfully laser process garments that otherwise would not result in desirable results. This is a common issue with very dark colors, such as garments that have been dyed with sulfur dyes or an inordinate amount of indigo dye. Traditional dyeing techniques result in these garments being either incapable of being successfully processed to current fashion standards, or they require significant additional energy in various forms. These additional energies can involve the application of chemistry, laser, and/or hand sanding where the application of both is to achieve target color, as well as the application of undesirable potassium permanganate.
[0116] In the process of testing CleanKore technology treated fabric for improved laser response, the inventors realized one substantial hurdle was the elimination of potassium permanganate spray and improving the overall efficacy of laser production is the removal of the laser ash. For this reason, a series of tests were conducted with various chemicals available to conventional laundries. This resulted in a solution realized when the garments are first processed in a cycle consisting of sodium percarbonate added at a ratio of 10 grams per liter of water and sodium carbonate added at a ratio of 4 grams per liter and washed for 10 minutes at a temperature of around 45.degree. C. The sodium carbonate is added to the washing of the garments after being sewn.
[0117] As mentioned previously, manufacturing often involves the use of potassium permanganate. Referred to within the industry simply as "PP spray," this chemical is a powerful oxidizer that brings with it many potential hazards including the potential for respiratory collapse, blindness, kidney damage, and possibly death. The use of PP spray serves a singular purpose, which is revealing or producing, lighter shades or whiter shades on previously dyed yarns. The reduction or elimination of the industry's dependence on PP spray is one of the features of this invention. As previously stated, the improved and narrowed dyed ring vastly improves the capabilities of other methods to reveal the lighter shades and white core that lie underneath, making PP spray in all but the most extreme of fashion instances (such as the requirement that the appearance involve warp yarns whiter than their original color) unnecessary. With the reduction in the application of PP spray, CleanKore technology yarn dyeing also results in a water savings as a dedicated cycle of filling a washing machine with a chemical to neutralize the PP spray is also eliminated which saves a tremendous amount of water worldwide, often in locations where it is a scarce resource.
[0118] Hand sanding, laser processing, and PP spray are all attempts at color removal that occur during what is typically referred to as "dry processing." As mentioned previously, these dry process steps are intent on removing the dye in patterns and shapes, typically in an attempt to replicate the natural "wear" that would otherwise occur over time but could be for patterning or image placement. Wet processing is an attempt through batch processing to treat multiple garments, typically with chemicals, enzymes, and/or abrasives added to water. A typical stone washed garment (see FIG. 6) reveals that there are areas on the garment near and on seams that are darker than the majority of the garment. This appearance is often sought after and requires significant amounts of water, energy, time, chemicals, and abrasives to achieve. Enormous washing machines are loaded with dozens of pairs of jeans, water, and chemicals before being processed for up to 2 hours, oftentimes with multiple refills of water and chemicals. This chemical and water-dependent tumbling procedure, often involving the inclusion of pumice stones, slowly removes color from the majority of the garment, revealing a lighter or whiter shade than what is found on the original outer section of the yarn. The further the dye has penetrated the yarn, one can understand simply that more energy, time, and water is required to achieve a similar shade. Implementing CleanKore technology yarn dyeing results in garments that require substantially less effort in wet processing. This summary of "less effort" amounts to washdown cycles being 15%-75% more efficient, with the most common result being 50% less effort to achieve identical or near-identical shades. Laundries can determine whether it is more desirable to use fewer chemicals, or if it is preferred to use similar chemical levels to achieve improved machine efficiency to save electricity, time or a combination of both. This energy, water, time, and chemical savings available during wet processing is one feature of CleanKore technology. The improved machine efficiency results in less electricity being consumed which in turn means less pollution in the area from energy production, and water conservation can lead to safer drinking water and more of it through a decrease in pollution and water usage.
[0119] One feature is the pretreatment of the yarns in a nonconventional way. Typically, when a mill or designer desires a yarn that is whiter than its original, natural color, pre-mercerization is used to treat the yarns before being used on the dye range. Pre-mercerization is an aggressive, typically heated bath of a high concentration of caustic that is intended to strengthen and act as a whitening agent. Pre-mercerization uses the same chemistry as the scouring process, but at higher temperature and concentration. The issue with the pre-mercerization is that it also strips the yarn of the natural waxes and oils, similar to the scouring stage, but a much more extreme application results in much more extreme results. An embodiment of this invention is to use an actual bleach process using either chlorine or the more likely sodium hypochlorite, even or calcium hypochlorite which could be used along with wetting agents to remove the color from the yarns before dyeing without excessive removal of the waxes and oils from the yarn.
[0120] Although certain presently preferred embodiments of the invention have been specifically described herein, it will be apparent to those skilled in the art to which the invention pertains that variations and modifications of the various embodiments shown and described herein may be made without departing from the spirit and scope of the invention. Accordingly, it is intended that the invention be limited only to the extent required by the appended claims and the applicable rules of law.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.