Heat-activated Crimping Textile
WEBER; Amanda K. ; et al.
U.S. patent application number 17/496170 was filed with the patent office on 2022-04-14 for heat-activated crimping textile. The applicant listed for this patent is THE SECANT GROUP, LLC. Invention is credited to Andrew METZGER, Amanda K. WEBER.
| Application Number | 20220112634 17/496170 |
| Document ID | / |
| Family ID | |
| Filed Date | 2022-04-14 |



| United States Patent Application | 20220112634 |
| Kind Code | A1 |
| WEBER; Amanda K. ; et al. | April 14, 2022 |
HEAT-ACTIVATED CRIMPING TEXTILE
Abstract
A heat-activated crimping textile is disclosed including a plurality of a first yarn, a plurality of a second yarn interlaced with the plurality of the first yarn, and a plurality of a third yarn interlaced with the plurality of the first yarn, the plurality of the second yarn, or both. The third yarn includes a heat-activated shrinkage factor of greater than 30% when exposed to a predetermined temperature. When the heat-activated crimping textile is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps propagates along the heat-activated crimping textile, forming a crimped textile.
| Inventors: | WEBER; Amanda K.; (Macungie, PA) ; METZGER; Andrew; (Lafayette Hill, PA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Appl. No.: | 17/496170 | ||||||||||
| Filed: | October 7, 2021 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 63089294 | Oct 8, 2020 | |||
| International Class: | D03D 15/567 20060101 D03D015/567; D03D 27/06 20060101 D03D027/06; D04B 21/16 20060101 D04B021/16; D04B 1/20 20060101 D04B001/20 |
Claims
1. A heat-activated crimping textile, comprising: a plurality of a first yarn; a plurality of a second yarn interlaced with the plurality of the first yarn; and a plurality of a third yarn interlaced with the plurality of the first yarn, the plurality of the second yarn, or both, wherein: the third yarn includes a heat-activated shrinkage factor of greater than 30% when exposed to a predetermined temperature; and when the heat-activated crimping textile is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps propagates along the heat-activated crimping textile, forming a crimped textile.
2. The heat-activated crimping textile of claim 1, wherein the first yarn includes a heat-activated shrinkage factor of less than 15% when exposed to the predetermined temperature and the second yarn includes a heat-activated shrinkage factor of less than 15% when exposed to the predetermined temperature.
3. The heat-activated crimping textile of claim 2, wherein the first yarn includes a heat-activated shrinkage factor of less than 10% when exposed to the predetermined temperature.
4. The heat-activated crimping textile of claim 2, wherein the second yarn includes a heat-activated shrinkage factor of less than 10% when exposed to the predetermined temperature.
5. The heat-activated crimping textile of claim 2, wherein the third yarn includes a heat-activated shrinkage factor between 35% and 50% when exposed to the predetermined temperature.
6. The heat-activated crimping textile of claim 1, wherein the first yarn includes a heat-activated shrinkage factor of greater than 30% when exposed to a predetermined temperature and the second yarn includes a heat-activated shrinkage factor of greater than 30% when exposed to the predetermined temperature.
7. The heat-activated crimping textile of claim 1, wherein: the heat-activated crimping textile is a woven fabric; the plurality of the first yarn forms a first plurality of wefts; the plurality of the second yarn forms a first plurality of warps interlaced with the first plurality of wefts by interweaving; the plurality of the third yarn forms a second plurality of warps interlaced with the first plurality of wefts by interweaving; and the plurality of crimps propagates along the first plurality of wefts.
8. The heat-activated crimping textile of claim 7, further including a second plurality of wefts comprising a fourth yarn having a heat-activated shrinkage factor of greater than 30% when exposed to the predetermined temperature.
9. The heat-activated crimping textile of claim 7, wherein the woven fabric includes a repeating weaving pattern in which the second plurality of warps interlaces amongst 3-5 of the first plurality of wefts sequentially, then floats across 4-20 of the first plurality of wefts sequentially, and then repeats.
10. The heat-activated crimping textile of claim 9, wherein the second plurality of warps interlaces amongst 4 of the first plurality of wefts sequentially, then floats across 8 of the first plurality of wefts sequentially, and then repeats.
11. The heat-activated crimping textile of claim 1, wherein: the heat-activated crimping textile is a warp knit fabric; the plurality of the first yarn forms a first plurality of warps; the plurality of the second yarn forms a second plurality of warps interlaced with the first plurality of warps by interlooping; the plurality of the third yarn forms a third plurality of warps interlaced with the first plurality of warps, the second plurality of warps, or both by interlooping; and the plurality of crimps propagates along a machine direction of the warp knit fabric.
12. The heat-activated crimping textile of claim 11, wherein the warp knit fabric includes a repeating knit pattern in which the third plurality of warps interloops amongst 1-4 warp ends of the first plurality of warps and the second plurality of warps combined sequentially, then floats across 4-20 courses sequentially of the first plurality of warps and the second plurality of warps combined, and then repeats.
13. The heat-activated crimping textile of claim 12, wherein the third plurality of warps interloops amongst 1 of the warp ends of the first plurality of warps and the second plurality of warps combined sequentially, then floats across 11 of the courses of the first plurality of warps and the second plurality of warps combined sequentially, and then repeats.
14. The heat-activated crimping textile of claim 12, wherein the third yarn floats only across a first side of the heat-activated crimping textile.
15. The heat-activated crimping textile of claim 1, wherein the first yarn and the second yarn are compositionally distinct from one another.
16. The heat-activated crimping textile of claim 1, wherein the first yarn and the second yarn are compositionally indistinct from one another.
17. The heat-activated crimping textile of claim 1, wherein the first yarn and the second yarn are formed from materials independently selected from the group consisting of polyethylene terephthalate (PET), polypropylene (PP), polyethylene (PE), polyvinylchloride polystyrene (PS), polycarbonate (PC), nylons, polylactic acid (PLA), poly (l-lactic acid) (PLLA), polycaprolactone (PCL), poly lactic-co-glycolic acid (PLGA) and combinations thereof.
18. The heat-activated crimping textile of claim 1, wherein the third yarn is formed from a material selected from the group consisting of polyethylene terephthalate (PET), polypropylene (PP), polyethylene (PE), polyvinylchloride (PVC), polystyrene (PS), polycarbonate (PC), nylons, polylactic acid (PLA), poly (l-lactic acid) (PLLA), polycaprolactone (PCL), poly lactic-co-glycolic acid (PLGA) and combinations thereof.
19. The heat-activated crimping textile of claim 1, wherein the crimped textile has a pleated structure, a ruffled structure, a channeled structure, or combinations thereof.
20. The heat-activated crimping textile of claim 1, wherein the heat-activated crimping textile and the crimped textile formed from the heat-activated crimping textile are substantially unsewn.
21. The heat-activated crimping textile of claim 1, wherein the heat-activated crimping textile and the crimped textile formed from the heat-activated crimping textile are substantially free of needle punctures and key holes.
22. A medically implantable textile formed from the heat-activated crimping textile of claim 1.
23. The medically implantable textile of claim 18, wherein the medically implantable textile is a paravalvular leak skirt.
24. A heat-activated crimping textile, comprising: a first plurality of wefts formed of a first yarn; a first plurality of warps formed of a second yarn interwoven with the first plurality of wefts; and a second plurality of warps formed of a third yarn interwoven with the first plurality of wefts, wherein: the first yarn includes a heat-activated shrinkage factor of less than 10% when exposed to a predetermined temperature; the second yarn includes a heat-activated shrinkage factor of less than 10% when exposed to the predetermined temperature; the third yarn includes a heat-activated shrinkage factor between 35% and 50% when exposed to the predetermined temperature; the predetermined temperature is at least 150.degree. C.; when the heat-activated crimping textile is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps propagates along the first plurality of wefts, forming a crimped textile having a pleated, ruffled, or channeled structure; the heat-activated crimping textile includes a repeating weaving pattern in which the third yarn interlaces at least 2 of the first plurality of wefts sequentially, then floats across a minimum of 3 of the first plurality of wefts sequentially only across a first side of the heat-activated crimping textile, and then repeats; and the heat-activated crimping textile and the crimped textile formed from the heat-activated crimping textile are substantially unsewn and substantially free of needle punctures and key holes.
Description
RELATED APPLICATIONS
[0001] This application claims the benefit of and priority to U.S. Provisional Patent Application No. 63/089,294, filed Oct. 8, 2020, entitled "Heat-Activated Crimping Textile," which is hereby incorporated by reference in its entirety.
FIELD OF THE INVENTION
[0002] This application is directed to heat-activated crimping textiles. In particular, this application is directed to heat-activated crimping textiles including a portion of the yarns having a greater shrinkage factor than other yarns, weave structures which promote crimping, or both.
BACKGROUND OF THE INVENTION
[0003] In recent years, transcatheter aortic valve replacement/repair ("TAVR") surgery has grown at a 30% increase annually over open surgical approaches. The challenges within TAVR include patient-prosthesis mismatch, coronary obstruction, heart rhythm abnormalities post implantation, stroke, and paravalvular leaks post implantation. Significant paravalvular aortic regurgitation ("AR") or paravalvular leak ("PVL") (moderate and severe) occurs in approximately 15-20% of TAVR cases and is one of the most important prognostic factors of mortality during both short- and long-term follow-up. Transcatheter mitral valve replacement ("TMVR") and Transcatheter tricuspid valve replacement ("TTVR") have moderate-to-high PVL in 3.5% of cases.
[0004] PVL skirting is currently made from warp knitted pile fabrics which use loops to create a compressibility factor to the textile. These fabrics do a good job of creating a soft voluminous filler between the transcatheter heart valve device and the native anatomy but have only their individual loop yarn strength to create any tenacity needed to spring back from a compressed state.
[0005] Knitted pile fabrics are not dense enough to create a blood tight vessel to contain blood flow. Rather, they depend on the looped regions to create a torturous path between the device and vessel that allows for clotting.
[0006] It would be desirable in the art to have an implantable textile not having the aforementioned drawbacks.
BRIEF DESCRIPTION OF THE INVENTION
[0007] In one exemplary embodiment, a heat-activated crimping textile includes a plurality of a first yarn, a plurality of a second yarn interlaced with the plurality of the first yarn, and a plurality of a third yarn interlaced with the plurality of the first yarn, the plurality of the second yarn, or both. The third yarn includes a heat-activated shrinkage factor of greater than 30% when exposed to a predetermined temperature. When the heat-activated crimping textile is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps propagates along the heat-activated crimping textile, forming a crimped textile.
[0008] In another exemplary embodiment, a heat-activated crimping textile includes a first plurality of wefts formed of a first yarn, a first plurality of warps formed of a second yarn interwoven with the first plurality of wefts, and a second plurality of warps formed of a third yarn interwoven with the first plurality of wefts. The first yarn includes a heat-activated shrinkage factor of less than 10% when exposed to a predetermined temperature. The second yarn includes a heat-activated shrinkage factor of less than 10% when exposed to the predetermined temperature. The third yarn includes a heat-activated shrinkage factor between 35% and 50% when exposed to the predetermined temperature. The predetermined temperature is at least 150.degree. C. When the heat-activated crimping textile is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps propagates along the first plurality of wefts, forming a crimped textile having a pleated, ruffled, or channeled structure. The heat-activated crimping textile includes a repeating weaving pattern in which the third yarn interlaces at least two of the first plurality of wefts sequentially, then floats across a minimum of three of the first plurality of wefts sequentially only across a first side of the heat-activated crimping textile, and then repeats. The heat-activated crimping textile and the crimped textile formed from the heat-activated crimping textile are substantially unsewn and substantially free of needle punctures and key holes.
BRIEF DESCRIPTION OF THE DRAWINGS
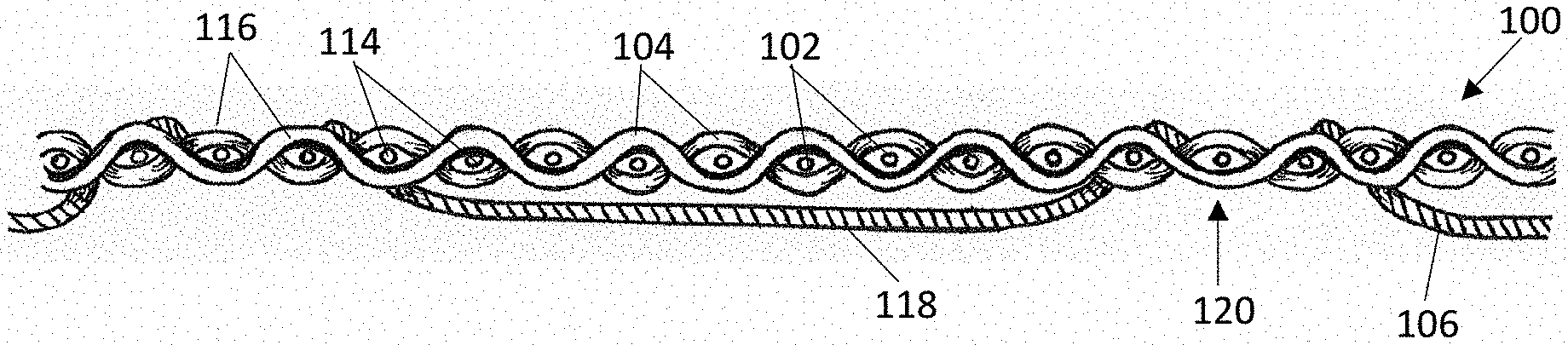
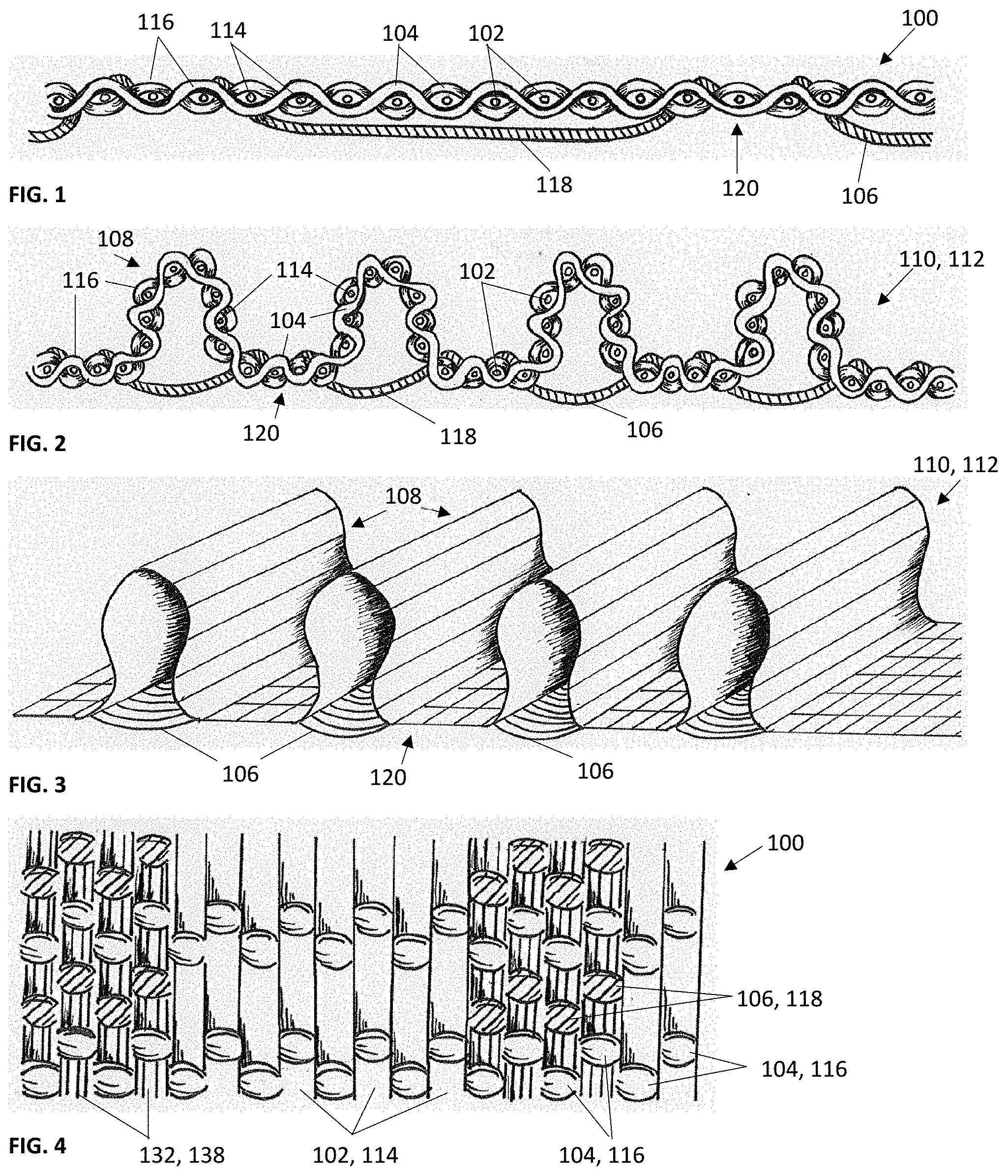
[0009] FIG. 1 is a woven loomstate diagram depicting a heat-activated crimping textile, according to an embodiment of the present disclosure.
[0010] FIG. 2 is a diagram of the woven textile after the thermoforming process depicting a crimped textile formed from the heat-activated crimping textile of FIG. 1, according to an embodiment of the present disclosure.
[0011] FIG. 3 is a perspective view of the crimped textile of FIG. 2, according to an embodiment of the present disclosure.
[0012] FIG. 4 is a plan view of the heat-activated crimping textile of FIG. 1, according to an embodiment of the present disclosure.
[0013] FIG. 5 is a diagram of a woven textile having a channel or woven effect running perpendicular to a pleat, according to an embodiment of the present disclosure.
[0014] FIG. 6 is a plan view of a woven textile including a combination of a single layer weave and a crimped weave repeating in a half drop or brick layout repeat to form a checkered pattern of pleats/ruffles, according to an embodiment of the present disclosure.
[0015] FIG. 7 is knit pattern for a warp knit fabric, according to an embodiment of the present disclosure.
[0016] FIG. 8 is a plan view of a warp knit fabric formed according to the knit pattern of FIG. 7 following heat setting above the predetermined temperature, according to an embodiment of the present disclosure.
[0017] FIG. 9 is an elevation view of a portion of the warp knit fabric of FIG. 8, according to an embodiment of the present disclosure.
[0018] FIG. 10 is a knit pattern for a knitted tube fabric, according to an embodiment of the present disclosure.
[0019] FIG. 11 is a knitted tube fabric formed according to the knit pattern of FIG. 10, according to an embodiment of the present disclosure.
[0020] FIG. 12 is the knitted tube fabric of FIG. 11 following heat setting above the predetermined temperature, according to an embodiment of the present disclosure.
[0021] Wherever possible, the same reference numbers will be used throughout the drawings to represent the same parts. Hatching is used to designate high shrinkage factor yarns.
DETAILED DESCRIPTION OF THE INVENTION
[0022] Embodiments of the present invention create a textile with customized pleats, ridges, or ruffles that are designed by a specific weave pattern that joins to a ground layer to create raised regions that are resilient when compressed but can expand back to its thermoformed state when the compression is released. Embodiments of the present disclosure, in comparison to textiles lacking one or more of the features of the present invention, may provide the advantage of the textile being able to be deployed to fill space, such as between a device and native tissue/vessel wall when used to seal heart valve devices and gives antimigratory properties during the deployment process to inhibit paravalvular leakage.
[0023] By creating a woven pleat or ruffle that has the strength of not only one yarn, but a multiplex of yarns interlaced together, the textile may provide a more robust layer with more resilience, strength, and tunable height distinction between the multilayers that form the textile. Embodiments of the present disclosure may eliminate any sewing processes typically needed to create pleats/ruffles by using a combination of high shrink/low shrink yarns, weave designs, and thermoforming processes. When using multi-surfaced woven solutions of embodiments of the present disclosure, fabrics may be tuned so as to have regions that may be dense for blood tight blocking and regions of more open porous areas for blood capturing and clotting.
[0024] Referring to FIGS. 1-4 and 7, in one embodiment, a heat-activated crimping textile 100 includes a plurality of a first yarn 102, a plurality of a second yarn 104 interlaced with the plurality of the first yarn 102, and a plurality of a third yarn 106 interlaced with the plurality of the first yarn 102, the plurality of the second yarn 104, or both. The third yarn 106 includes a heat-activated shrinkage factor of greater than 30% when exposed to a predetermined temperature. When the heat-activated crimping textile 100 is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps 108 propagates along the heat-activated crimping textile 100, forming a crimped textile 110.
[0025] The third yarn 106 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of greater than 30%, alternatively, greater than 35%, alternatively greater than 40%, alternatively between 35% to 50%, alternatively 40% to 45%, or any sub-range contained therein.
[0026] In one embodiment, the first yarn 102 includes a heat-activated shrinkage factor of less than 15% when exposed to the predetermined temperature and the second yarn 104 includes a heat-activated shrinkage factor of less than 15% when exposed to the predetermined temperature. The first yarn 102 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of less than 15%, alternatively, less than 10%, alternatively between 5% to 9%, alternatively 6% to 8%, alternatively 7%, or any sub-range contained therein. The second yarn 104 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of less than 15%, alternatively, less than 10%, alternatively between 5% to 9%, alternatively 6% to 8%, alternatively 7%, or any sub-range contained therein.
[0027] In a further embodiment, to obtain a desired ruffle or pleating effect, the shrinkage factor of the third yarn 106 exceeds that of the greatest shrinkage factor of the first yarn 102 and the second yarn 104 by at least 30 points (e.g., if the first yarn 102 and the second yarn 104 have a heat-activated shrinkage factor of 10%, the third yarn 106 would have a heat activated shrinkage factor of at least 40%).
[0028] In another embodiment, the first yarn 102 includes a heat-activated shrinkage factor of greater than 30% when exposed to the predetermined temperature and the second yarn 104 includes a heat-activated shrinkage factor of greater than 30% when exposed to the predetermined temperature. The first yarn 102 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of greater than 30%, alternatively, greater than 35%, alternatively greater than 40%, alternatively between 35% to 50%, alternatively 40% to 45%, or any sub-range contained therein. The second yarn 104 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of greater than 30%, alternatively, greater than 35%, alternatively greater than 40%, alternatively between 35% to 50%, alternatively 40% to 45%, or any sub-range contained therein.
[0029] In yet another embodiment, the first yarn 102 includes a heat-activated shrinkage factor of less than 15% when exposed to the predetermined temperature and the second yarn 104 includes a heat-activated shrinkage factor of greater than 30% when exposed to the predetermined temperature. The first yarn 102 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of less than 15%, alternatively, less than 10%, alternatively between 5% to 9%, alternatively 6% to 8%, alternatively 7%, or any sub-range contained therein. The second yarn 104 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of greater than 30%, alternatively, greater than 35%, alternatively greater than 40%, alternatively between 35% to 50%, alternatively 40% to 45%, or any sub-range contained therein.
[0030] In yet another embodiment, the first yarn 102 includes a heat-activated shrinkage factor of greater than 30% when exposed to the predetermined temperature and the second yarn 104 includes a heat-activated shrinkage factor of less than 15% when exposed to the predetermined temperature. The first yarn 102 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of greater than 30%, alternatively, greater than 35%, alternatively greater than 40%, alternatively between 35% to 50%, alternatively 40% to 45%, or any sub-range contained therein. The second yarn 104 may include any suitable heat-activated shrinkage factor when exposed to the predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of less than 15%, alternatively, less than 10%, alternatively between 5% to 9%, alternatively 6% to 8%, alternatively 7%, or any sub-range contained therein.
[0031] Any of the first yarn 102, the second yarn 104, and the third yarn 106 may independently be flat, round, multilobal, texturized, be core and effect yarns, or any combination thereof. Examples of core and effect yarns include, but are not limited to, chenille, boucle, and any other "fancy" yarn made by plying multiple yarns or fibers together while creating a textured effect on the outer surface of the yarn. Boucle yarn, for example, may have an inner yarn of straight fibers while the outer surface is wrapped with another bundle of fibers that create a looping effect by twisting and intertwining the outer yarns to create a desired texture effect. Core and effect yarns may also be created by overfeeding one set of fibers and underfeeding the other set such that the overfed set twists around the underfed set creating a textured yarn. Monofilament fiber may also be utilized, and, in one embodiment, incorporation of monofilament fiber increases pleat resilience.
[0032] The first yarn 102 and the second yarn 104 may be formed from any suitable materials, including, but not limited to, polyethylene terephthalate (PET), polypropylene (PP), polyethylene (PE), polyvinylchloride (PVC), polystyrene (PS), and polycarbonate (PC), nylons as well as bioresorbable thermoplastics such as but not limited to polylactic acid (PLA), including poly (l-lactic acid) (PLLA), polycaprolactone (PCL), and poly lactic-co-glycolic acid (PLGA) or combinations thereof. The first yarn 102 may be the same material (compositionally indistinct) as the second yarn 104 or may be a different material (compositionally distinct) from the second yarn 104. As used herein, "compositionally distinct" and "compositionally indistinct" refers to chemical composition rather than structural composition.
[0033] The third yarn 106 may be a high shrinkage yarn having a heat-activated shrinkage factor of greater than 30%, but may be otherwise formed of like materials as the first and second yarn, including, but not limited to, polyethylene terephthalate (PET), polypropylene (PP), polyethylene (PE), polyvinylchloride (PVC), polystyrene (PS), and polycarbonate (PC), nylons as well as bioresorbable thermoplastics such as but not limited to polylactic acid (PLA), including poly (l-lactic acid) (PLLA), polycaprolactone (PCL), and poly lactic-co-glycolic acid (PLGA) or combinations thereof. In one embodiment, so as to be suitable for processing in accordance with exemplary embodiments, the materials used for the first yarn 102, the second yarn, 104, and the third yarn 106 are able to withstand the same general exposure to heat so that melting or other undesirable decomposition or physical changes of the first yarn 102, the second yarn, 104, and the third yarn 106 are avoided. The shrinkage factor of the yarn, in addition to the material from which the yarn is formed, may also be influenced or controlled by the polymerization process, the extrusion process, or both. As such, two yarns formed of the same material (chemically) may have significantly different ranges of shrinkage.
[0034] For embodiments in which some or all of the first yarn 102, the second yarn, 104, or the third yarn 106 are formed of PET, the predetermined temperature may be any suitable temperature, including, but not limited to, at least 150.degree. C., alternatively at least 160.degree. C., alternatively at least 170.degree. C., alternatively at least 180.degree. C., alternatively at least 190.degree. C., alternatively at least 200.degree. C., alternatively at least 205.degree. C., or any sub-range or combination thereof. It will be appreciated that the predetermined temperatures for yarns the first yarn 102, the second yarn, 104, and the third yarn 106 formed of PET may vary depending on the material used in combination with the heat-activated shrinkage factor for the particular yarn utilized.
[0035] In one embodiment, the third yarn 106 floats only across a first side 120 of the heat-activated crimping textile 100. In another embodiment, the third yarn 106 floats across both sides of the heat-activated crimping textile 100, which may form pleats on both sides (face and back) of the heat-activated crimping textile 100.
[0036] The crimped textile 110 may have a pleated structure, a ruffled structure, a channeled structure, or combinations thereof. The pleats, ruffles, or channels may have any suitable height including, but not limited to, a height ranging from about 0.5 mm to about 10 mm, alternatively about 0.5 mm, alternatively about 1 mm, alternatively about 2 mm, alternatively about 3 mm, alternatively about 4 mm, alternatively about 5 mm, alternatively about 6 mm, alternatively about 7 mm, alternatively about 8 mm, alternatively about 9 mm, or alternatively about 10 mm. As used herein, "about" indicates .+-.10% of the value being modified, as well as the unmodified value, such that "about" 1 includes a range of 0.9-1.1 and alternatively 1. In some embodiments the height is in the range of about 0.5 mm to about 4 mm, alternatively about 0.5 mm to about 6 mm, alternatively about 1 mm to about 5 mm, alternatively about 2 mm to about 6 mm, alternatively about 4 mm to about 8 mm, alternatively about 6 mm to about 10 mm, or any sub-range or combination there thereof.
[0037] The heat-activated crimping textile 100 and the crimped textile 110 formed from the heat-activated crimping textile 100 may be substantially unsewn, substantially free of needle puncture, substantially free of keyholes, or combinations thereof. As used herein, "substantially free" excludes the edges of the heat-activated crimping textile 100 and the crimped textile 110 up to, but not exceeding, 10% of the surface area of the heat-activated crimping textile 100 and the crimped textile 110. In a further embodiment, the heat-activated crimping textile 100 and the crimped textile 110 formed from the heat-activated crimping textile 100 are unsewn, free of needle puncture, free of keyholes, or combinations thereof.
[0038] In one embodiment, when the heat-activated crimping textile 100 is heat set to form the crimped textile 110, the second yarn 104 forms a pleat, ruffle, channel, or combination thereof as the third yarn 106 shrinks, pulling the heat-activated crimping textile 100 together and buckling the first yarn 102 and the second yarn 104 upward.
[0039] This pleating effect may also be achieved, for example, by changing the position of second yarn 104 to third yarn 106 in an every-other-end alternating pattern. In such a pattern, it would be a second yarn 104 first end, third yarn 106 second end, second yarn 104 third end, and third yarn 106 fourth end drawing patterning. As long as the third yarn 106 ends are floating on the first side 120 of the heat-activated crimping textile 100 and the second yarns 104 are on the face opposite to the first side 120 with first yarns 102, a ruffle may be formed during thermoforming.
[0040] In one embodiment, the crimped textile 110 formed from the heat-activated crimping textile 100 is a medically implantable textile. In a further embodiment, the medically implantable textile is a paravalvular leak skirt, a textile for use with abdominal aortic aneurysms, a textile for use with general surgery, or combinations thereof. Textile density may be tuned depending upon application. For example, if water/blood tightness is not as concerning as thickness in certain applications, such as for general surgery, a less dense, thinner, or thicker fabric may be formed by changing the weave construction and count of first yarn 102, second yarn 104, third yarn 106, or combinations thereof. In one embodiment, the crimped textile 110 formed from the heat-activated crimping textile 100 is configured to clot blood and seal during a surgery and to form a ground layer which is blood tight.
[0041] In one embodiment, all yarn processing and weaving or knitting or both to form the heat-activated crimping textile 100 is conducted without treating or exposing the first yarn 102, the second yarn 104, and the third yarn 106 to temperatures above 40.degree. C. in order to preserve the greatest shrinkability possible during the thermoforming processes. If scouring is performed, the scouring may be conducted at ambient temperatures.
[0042] Before the first yarn 102, second yarn 104, or third yarn 106 is processed by any optional twisting, backwinding, or warping, the first yarn 102, second yarn 104, or third yarn 106 may include any suitable tensile strength and elongation factor, including, but not limited to, a tensile strength of about 4 g/d to about 100 g/d and elongation of about 3% to about 30%.
[0043] Heat setting the heat-activated crimping textile 100 to form the crimped textile 110 may include any suitable heat source and environment, including, but not limited to, an oven, exposure to heated air, immersion in heated water, exposure to heated fluid vapor, heated iron or fixtures, or combinations thereof.
[0044] In one embodiment, by weaving lower shrinkage yarn as a top surface of a multilayer construction and a higher shrinkage yarn in a ground region of the multilayer construction, the top surface may have a constant coverage, while the higher shrinkage ground will lose coverage as the material contracts during a thermoforming process. By designing critical junctions between the top surface and the ground region, the ground region may physically pull edge regions of the top surface towards each other.
[0045] In one embodiment, a heat-activated crimping textile 100 includes at least one layer of fancy yarn such as boucle, chenille, or other core and effect yarns that provide loft and increased surface area for better sealing potential.
[0046] In another embodiment, a heat-activated crimping textile 100 includes a ground region with a tighter interlacement pattern, such as, but not limited to, a tabby weave, and another layer with longer interlacement pattern, such as, but not limited to, a satin, a rib, or a twill, such that the longer float areas may be looser and bulkier for maintaining a dense ground layer for better clotting potential. In a further embodiment, a pocket structure into the outer layer for blood capturing potential is incorporated into the heat-activated crimping textile 100.
[0047] In another embodiment, a heat-activated crimping textile 100 incorporates yarn fibrils which circumferentially cover and extend out of the surface of the heat-activated crimping textile 100. The yarn fibrils may be present in the first yarn 102, the second yarn 104, the third yarn 106, the optional fourth yarn 132, or combinations thereof.
[0048] In another embodiment, a method for forming a heat-activated crimping textile 100 includes a texturizing technique applied to a surface of the heat-activated crimping textile 100 (knitted or woven), such as, but not limited to, napping, to break the outer loops or floats resting on one side of the heat-activated crimping textile 100.
[0049] Referring to FIGS. 1-4, in one embodiment, the heat-activated crimping textile 100 is a woven fabric 112, the plurality of the first yarn 102 forms a first plurality of wefts 114, the plurality of the second yarn 104 forms a first plurality of warps 116 interlaced with the first plurality of wefts 114 by interweaving, the plurality of the third yarn 106 forms a second plurality of warps 118 interlaced with the first plurality of wefts 114 by interweaving, and the plurality of crimps 108 propagates along the first plurality of wefts 114.
[0050] The woven fabric 112 may have any suitable repeating weaving pattern, including, but not limited to, a repeating weaving pattern in which the third yarn 106 interlaces at least 2 of the first plurality of wefts 114 sequentially, typically 3 to 5, then floats across a minimum of 3, typically 4 to 20 of the first plurality of wefts 114 sequentially, and then repeats the interlacing and floating (which may be the same or a different number as the prior interlacement and/or float. In a further embodiment, the third yarn 106 interlaces 4 of the first plurality of wefts 114 sequentially, then floats across 8 of the first plurality of wefts 114 sequentially, and then repeats.
[0051] When the heat-activated crimping textile 100 is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps 108 propagates along the first plurality of wefts 114, forming the crimped textile 110.
[0052] A fourth yarn 132 having a high shrinkage factor having a heat-activated shrinkage factor of greater than 30% may optionally be incorporated as a second plurality of wefts 138 in addition to the second yarn 104 forming the first plurality of wefts 114. Like the third yarn 106, the fourth yarn 132 may include any suitable heat-activated shrinkage factor when exposed to a predetermined temperature, including, but not limited to, a heat-activated shrinkage factor of greater than 30%, alternatively, greater than 35%, alternatively greater than 40%, alternatively between 35% to 50%, alternatively 40% to 45%, or any sub-range contained therein. The fourth yarn 132 may be the same as the third yarn 106 in material and structure, distinct from the third yarn 106 in at least one of material or structure, or distinct from the third yarn 106 in both material and structure.
[0053] The heat-activated crimping textile 100 may be woven on a jacquard, dobby, or hand loom as a multi-surfaced flat woven or tubular structure. In one embodiment, the jacquard, dobby, or hand loom includes at least four harnesses for separating the standard shrink yarn ends (heat-activated shrinkage factor of less than 15%) from the high shrink yarn ends (heat-activated shrinkage factor of at least 30%). Woven fabrics 112 may be made with combination warp in which half the ends have a higher heat-activated shrinkage factor than the other half of the ends.
[0054] During the weaving process, the third yarn 106 (or the fourth yarn 132 if present) may be segregated into different sections of a heat-activated crimping textile 100 either by using multiple beams or by using a warping pattern which designates certain areas for the first yarn 102 or second yarn 104 as opposed to the third yarn 106 (or optionally the fourth yarn 132). Exemplary patterns include, but are not limited to, a pattern of two ends of the third yarn 106, then two ends of the second yarn 104, and repeating. In some embodiments, alternating warp end patterning may be used (one second yarn 104 end, then one third yarn 106 end), for example.
[0055] In one embodiment, a woven fabric 112 includes at least one layer of fancy yarn such as boucle, chenille, and other core and effect yarns that create loft and increased surface area for better sealing potential.
[0056] In another embodiment, a woven fabric 112 includes a woven ground with a tighter interlacement pattern, such as, but not limited to, a tabby weave, and an outer layer with longer interlacements pattern, such as, but not limited to, a satin, a rib, or a twill, which provides for the longer float areas to be looser and bulkier for maintaining a dense ground layer for better clotting potential. A further embodiment includes the incorporation of a pocket structure into the outer layer for blood capturing potential.
[0057] In one embodiment, a heat-activated crimping textile 100 includes a raised area that forms bulk and volume protruding off a surface of the heat-activated crimping textile 100 in a z-axis. The raised area may be formed by pocketing or creating pleats, folds, or both that rise perpendicularly off the flat plane of the pleated fabric layer. Textured yarn may be incorporated into the folds or pleats to further increase surface area and texture. A multilayer shrink region which pleats may be formed with a ground layer of high shrink yarn (having a heat-activated shrinkage factor of at least 30%) floating behind a region with the low shrink yarn (having a heat-activated shrinkage factor of less than 15%).
[0058] In another embodiment, the raised areas are formed by creating a pocket weave and inserting a stuffer yarn (warp, weft, or both) into the pocket weave to fill the space and lift up a region of the heat-activated crimping textile 100. The ravines may be tied down with a single cloth weave structure creating varying thicknesses to the textile and valleys for reducing clotting, increasing compressibility of the heat-activated crimping textile 100, improving sealing between an artificial device and vessel wall, or combinations thereof. This embodiment may incorporate only yarn with a common shrink factor (within 10% on an absolute basis) or may incorporate a yarn with a higher shrink factor than the remaining yarn (greater than 10% on an absolute basis). The raised areas may form a grid pattern.
[0059] Referring to FIG. 5, in one embodiment, a heat-activated crimping textile 100 includes a channel or woven effect 122 running perpendicular to a pleat 124 which creates a checkered effect that disrupts the length of the ruffled lumen and which may create high and low areas of blood capturing characteristics. Including a channel or woven tube effect 122 running perpendicular to a pleat 124 may maintain a higher degree of stretch within the heat-activated crimping textile 100 relative to a comparative textile lacking the channel or woven effect 122. When rotated and cut on the bias 126 of the cloth at an about 45.degree. angle, such a heat-activated crimping textile 100 may have better elongation and stretch potential compared to when cut on the machine 128 or cross-machine directions 130. Referring to FIG. 6, in another embodiment, a heat-activated crimping textile 100 includes a checkered effect 123 by foregoing the channel weave and using a combination of a single layer weave and a crimped weave repeating in a half drop or brick layout repeat to form the checkered effect 123 of pleats 124 (or ruffles).
[0060] Referring to FIGS. 1 and 4, in one embodiment first yarn 102 is woven in a first plurality of warp 116 ends and the third end depicts the third yarn 106 woven into four wefts 114, then floating on the back (first side 120) of the heat-activated crimping textile 100 for eight wefts 114. The hatched yarns represent the third yarn 106 which interlaces into four wefts 114 and then floats on the back (first side 120) of the heat-activated crimping textile 100 for eight wefts 114.
[0061] Optionally, in some embodiments, the first plurality of weft yarns 114 which are all first yarn 102 are all of the weft. In other embodiments, fourth yarns 132 (having a heat-activated shrinkage factor of at least 30%) may be used in a second plurality of wefts 138 in place of some of the first yarn 102, as best seen in FIG. 4, for example, which alternates between eight picks of first yarns 102 and four picks of fourth yarn 132. In some embodiments, as illustrated in FIGS. 1-4, the third yarns 106 interlace the fourth yarns 132 and float across the second yarns 104. In some embodiments employing fourth yarns 132, the third yarns 106 interlace primarily or only the fourth yarns 132 and float across all or substantially all of the first yarns 102. As used herein, "primarily" indicates more than 50% and "substantially all" indicates at more than 75%.
[0062] Referring to FIGS. 2 and 3, in a further embodiment, after a heat-setting transformation, the third yarn 106 (back warp) pulls the first yarn 102 and second yarn 104 regions together forming a crimp 108 which may be, but is not limited to, a pleat, a channel, or a ruffle, along the cross-machine direction 130 of the heat-activated crimping textile 100.
[0063] In one embodiment, a heat-activated crimping textile 100 includes a first plurality of wefts 114 formed of a first yarn 102, a first plurality of warps 116 formed of a second yarn 104 interwoven with the first plurality of wefts 114, and a second plurality of warps 118 formed of a third yarn 106 interwoven with the first plurality of wefts 114. The first yarn 102 includes a heat-activated shrinkage factor of less than 10% when exposed to a predetermined temperature. The second yarn 104 includes a heat-activated shrinkage factor of less than 10% when exposed to the predetermined temperature. The third yarn 106 includes a heat-activated shrinkage factor between 35% and 50% when exposed to the predetermined temperature. The predetermined temperature is at least 150.degree. C. When the heat-activated crimping textile 100 is exposed to an elevated temperature of at least the predetermined temperature, a plurality of crimps 108 propagate along the first plurality of wefts 114, forming a crimped textile 110 having a pleated, ruffled, or channeled structure. The heat-activated crimping textile 100 includes a repeating weaving pattern in which the third yarn 106 interlaces at least two of the first plurality of wefts 114 sequentially, then floats across a minimum of three of the first plurality of wefts 114 sequentially only across a first side 120 of the heat-activated crimping textile 100, and then repeats. The heat-activated crimping textile 100 and the crimped textile 110 formed from the heat-activated crimping textile 100 are substantially unsewn and substantially free of needle punctures and key holes.
[0064] Referring to FIGS. 7-9, in one embodiment, the heat-activated crimping textile 100 is a warp knit fabric 134, the plurality of the first yarn 102 forms a first plurality of warps 116, the plurality of the second yarn 104 forms a second plurality of warps 118 interlaced with the first plurality of warps 116 by interloping, the plurality of the third yarn 106 forms a third plurality of warps 136 interlaced with the first plurality of warps 116, the second plurality of warps 118, or both by interloping, and the plurality of crimps 108 propagates along the machine direction 128 of the warp knit fabric 134.
[0065] In one embodiment, the warp knit fabric 134 includes a repeating knit pattern in which the third plurality of warps 136 interloops amongst one to four warp ends of the first plurality of warps 116 and the second plurality of warps 118 combined sequentially, then floats across four to twenty courses sequentially of the first plurality of warps 116 and the second plurality of warps 118 combined, and then repeats. In a further, embodiment, the third plurality of warps 136 interloops amongst one of the warp ends of the first plurality of warps 116 and the second plurality of warps 118 combined sequentially, then floats across 11 of the courses of the first plurality of warps 116 and the second plurality of warps 118 combined sequentially, and then repeats.
[0066] By intentional placing of third yarn 106 warp ends in combination with first yarn 102 and second yarn 104 warp ends, a knitted ruffle post may be formed by heat setting in a similar fashion to the woven fabric 112 heat-activated crimping textile 100. Using stitch patterns to create a more linear machine direction 128 effect in a knit as opposed to creating long cross-machine direction 130 laps may keep at least portions of the third yarn 106 floating behind first yarn 102 and second yarn 104 warp ends that are interlooping on the surface of the material, in essence creating a knitted ruffle in the course (cross-machine) direction 130. FIG. 7 illustrates a 3-bar knit that uses a 1-0/1-2// pattern (first yarn 102) on guide bar 1 and a 1-2-/1-0// (second yarn 104) on guide bar 2 and a long warp float (third yarn 106) on guide bar 3 in a 1-0/1-1/(/1-1/1-1//.times.6) pattern. The third yarn 106 forms the crimped effect of this pattern by shrinking in the first yarn 102 and second yarn 104 layer and forming a ruffle as the crimp 108.
[0067] Referring to FIGS. 10-12, in one embodiment, the heat-activated crimping textile 100 is a warp knit fabric 134 in the form of a knitted tube 140. For a knitted tube 140, a top face 142 and a bottom face 144 are each knitted with a first yarn 102, a second yarn 104, and a third yarn 106, wherein the third yarn 106 is floated along the inside surface 146 of the knitted tube. Heat setting the knitted tube 140 forms radial pleats around the outside surface 148 of the knitted tube 140 with the third yarn 106 remaining disposed along the inside surface 146 of the knitted tube 140. FIG. 10 illustrates a knit tube stitch pattern as follows: GB1 (1-2;1-1/1-0;1-1).times.6 and GB7 (1-1/1-2;1-1;1-0).times.6 are first yarn 102; GB2 (1-0;1-1/1-2;1-1).times.6 and GB6 (1-1;1-0/1-1;1-2).times.6 are second yarns 104; and GB3 1-0;1-1/1-1;1-1, (1-1;1-1/1-1;1-1).times.5 and GB5 1-1;1-0/1-1;1-1, (1-1;1-1/1-1;1-1).times.5 are the third yarn 106.
[0068] While the foregoing specification illustrates and describes exemplary embodiments, it will be understood by those skilled in the art that various changes may be made and equivalents may be substituted for elements thereof without departing from the scope of the invention. In addition, many modifications may be made to adapt a particular situation or material to the teachings of the invention without departing from the essential scope thereof. Therefore, it is intended that the invention not be limited to the particular embodiment disclosed as the best mode contemplated for carrying out this invention, but that the invention will include all embodiments falling within the scope of the appended claims.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.