Eyeglass Lens Processing Apparatus Calibrating Method
YU; Chun-Lin ; et al.
U.S. patent application number 17/013231 was filed with the patent office on 2021-03-11 for eyeglass lens processing apparatus calibrating method. The applicant listed for this patent is Crystalvue Medical Corporation. Invention is credited to Ching-Hung LIN, Chun-Lin YU.
| Application Number | 20210069852 17/013231 |
| Document ID | / |
| Family ID | 1000005076499 |
| Filed Date | 2021-03-11 |

| United States Patent Application | 20210069852 |
| Kind Code | A1 |
| YU; Chun-Lin ; et al. | March 11, 2021 |
EYEGLASS LENS PROCESSING APPARATUS CALIBRATING METHOD
Abstract
An eyeglass lens processing apparatus calibrating method is disclosed. The eyeglass lens processing apparatus includes an optical encoder. The eyeglass lens processing apparatus calibrating method includes steps of: (a) when a first object and a second object approach each other, using the optical encoder cooperated with an algorithm to detect whether the first object and the second object touch each other; (b) if a detection result of the step (a) is yes, ending detection immediately and feedbacking a trigger signal; and (c) calibrating a parameter of the eyeglass lens processing apparatus to a calibrated value according to the trigger signal.
| Inventors: | YU; Chun-Lin; (Taoyuan City, TW) ; LIN; Ching-Hung; (Taoyuan City, TW) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000005076499 | ||||||||||
| Appl. No.: | 17/013231 | ||||||||||
| Filed: | September 4, 2020 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62896678 | Sep 6, 2019 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B24B 13/06 20130101 |
| International Class: | B24B 13/06 20060101 B24B013/06 |
Claims
1. An eyeglass lens processing apparatus calibrating method, applied to an eyeglass lens processing apparatus comprising an optical encoder, comprising steps of: (a) when a first object and a second object approach each other, using the optical encoder cooperated with an algorithm to detect whether the first object and the second object touch each other; (b) if a detection result of the step (a) is yes, ending detection immediately and feedbacking a trigger signal; and (c) calibrating a parameter of the eyeglass lens processing apparatus to a calibrated value according to the trigger signal.
2. The eyeglass lens processing apparatus calibrating method of claim 1, wherein the first object and the second object are a three-axis motor and a grinding wheel respectively.
3. The eyeglass lens processing apparatus calibrating method of claim 1, wherein when an edge of the first object and an edge of the second object contact each other, the detection result of the step (a) is yes.
4. The eyeglass lens processing apparatus calibrating method of claim 1, wherein if the detection result of the step (a) is no, then the step (a) is performed again.
5. The eyeglass lens processing apparatus calibrating method of claim 1, wherein the first object has arbitrary geometry.
6. The eyeglass lens processing apparatus calibrating method of claim 1, wherein the second object has arbitrary geometry.
7. The eyeglass lens processing apparatus calibrating method of claim 1, wherein the optical encoder has high resolution.
8. The eyeglass lens processing apparatus calibrating method of claim 1, wherein the parameter is a coordinate parameter or a grinding parameter.
9. The eyeglass lens processing apparatus calibrating method of claim 1, wherein when the eyeglass lens processing apparatus processes an eyeglass lens with a grinding value, the algorithm is used to instantly compensate a difference between the grinding value and the calibrated value.
10. The eyeglass lens processing apparatus calibrating method of claim 9, wherein the difference between the grinding value and the calibrated value is a grinding tolerance of grinding the eyeglass lens.
Description
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] This application is a non-provisional application claiming priority to U.S. Provisional Application 62/896,678 filed on Sep. 6, 2019, which is incorporated by reference in its entirety.
BACKGROUND OF THE INVENTION
Field of the Invention
[0002] The invention relates to a processing of eyeglass lens; in particular, to an eyeglass lens processing apparatus calibrating method to control a grinding tolerance.
Description of the Prior Art
[0003] Generally speaking, in the conventional multi-axis system, the relative distance between each axis and the reference point can be detected through methods of contact (such as mechanical contact, electrical contact) or non-contact (such as optical, laser).
[0004] However, since the eyeglass lens processing apparatus needs to process the eyeglass lens in a grinding environment where both humidity and temperature change, if the electrical contact detectors or the fast response optical detectors are used, it is not only hard to set up, but also easy to be interfered by the water vapor attached to the grinding wheel, resulting in poor accuracy and stability. As a result, the lens grinding tolerance cannot be accurately controlled, which seriously affects the quality of the grinding and processing of the eyeglass lens, which needs to be further overcome.
SUMMARY OF THE INVENTION
[0005] Therefore, the invention provides an eyeglass lens processing apparatus calibrating method to solve the above-mentioned problems of the prior arts.
[0006] A preferred embodiment of the invention is an eyeglass lens processing apparatus calibrating method applied to an eyeglass lens processing apparatus. In this embodiment, the eyeglass lens processing apparatus includes an optical encoder. The eyeglass lens processing apparatus calibrating method includes steps of: (a) when a first object and a second object approach each other, using the optical encoder cooperated with an algorithm to detect whether the first object and the second object touch each other; (b) if a detection result of the step (a) is yes, ending detection immediately and feedbacking a trigger signal; and (c) calibrating a parameter of the eyeglass lens processing apparatus to a calibrated value according to the trigger signal.
[0007] In an embodiment, the first object and the second object are a three-axis motor and a grinding wheel respectively.
[0008] In an embodiment, when an edge of the first object and an edge of the second object contact each other, the detection result of the step (a) is yes.
[0009] In an embodiment, if the detection result of the step (a) is no, then step (a) is performed again.
[0010] In an embodiment, the first object has arbitrary geometry.
[0011] In an embodiment, the second object has arbitrary geometry.
[0012] In an embodiment, the optical encoder has high resolution.
[0013] In an embodiment, the parameter is a coordinate parameter or a grinding parameter.
[0014] In an embodiment, when the eyeglass lens processing apparatus processes an eyeglass lens with a grinding value, the eyeglass lens processing apparatus calibrating method uses the algorithm to instantly compensate a difference between the grinding value and the calibrated value.
[0015] In one embodiment, the difference between the grinding value and the calibrated value is a grinding tolerance of grinding the eyeglass lens.
[0016] Compared to the prior art, the eyeglass lens processing apparatus calibrating method of the invention can achieve the following effects and advantages:
[0017] (1) There is no need to install additional calibrating devices in this invention, the existing optical encoder can be used as the feedback control of the moving distance of the three-axis motor with a specific algorithm to accurately detect and calibrate the distance that the three-axis motor moves to the grinding wheel in the glasses lens processing apparatus.
[0018] (2) The invention can effectively avoid the problem of inaccurate calibrated value caused by the conventional electrical contact calibration method being easily interfered by the water vapor attached to the grinding wheel.
[0019] (3) The algorithm in this invention can provide real-time compensation for the difference between the apparatus calibrated value and the actual lens grinding value, so as to accurately control the grinding tolerance of the eyeglass lens and improve the quality of the eyeglass lens grinding process.
[0020] The advantage and spirit of the invention may be understood by the following detailed descriptions together with the appended drawings.
BRIEF DESCRIPTION OF THE APPENDED DRAWINGS
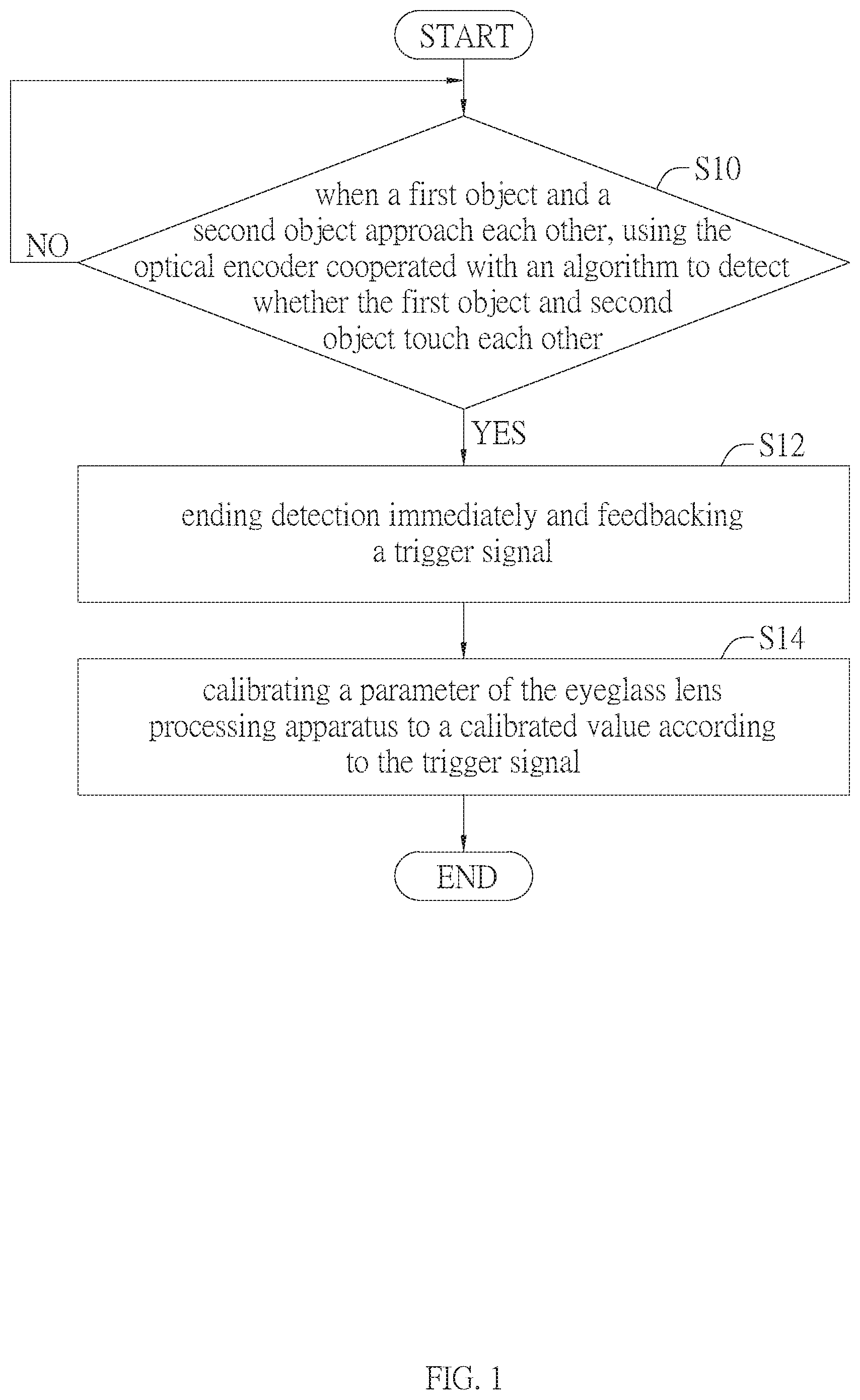
[0021] FIG. 1 illustrates a flowchart showing an eyeglass lens processing apparatus calibrating method in an embodiment of the invention.
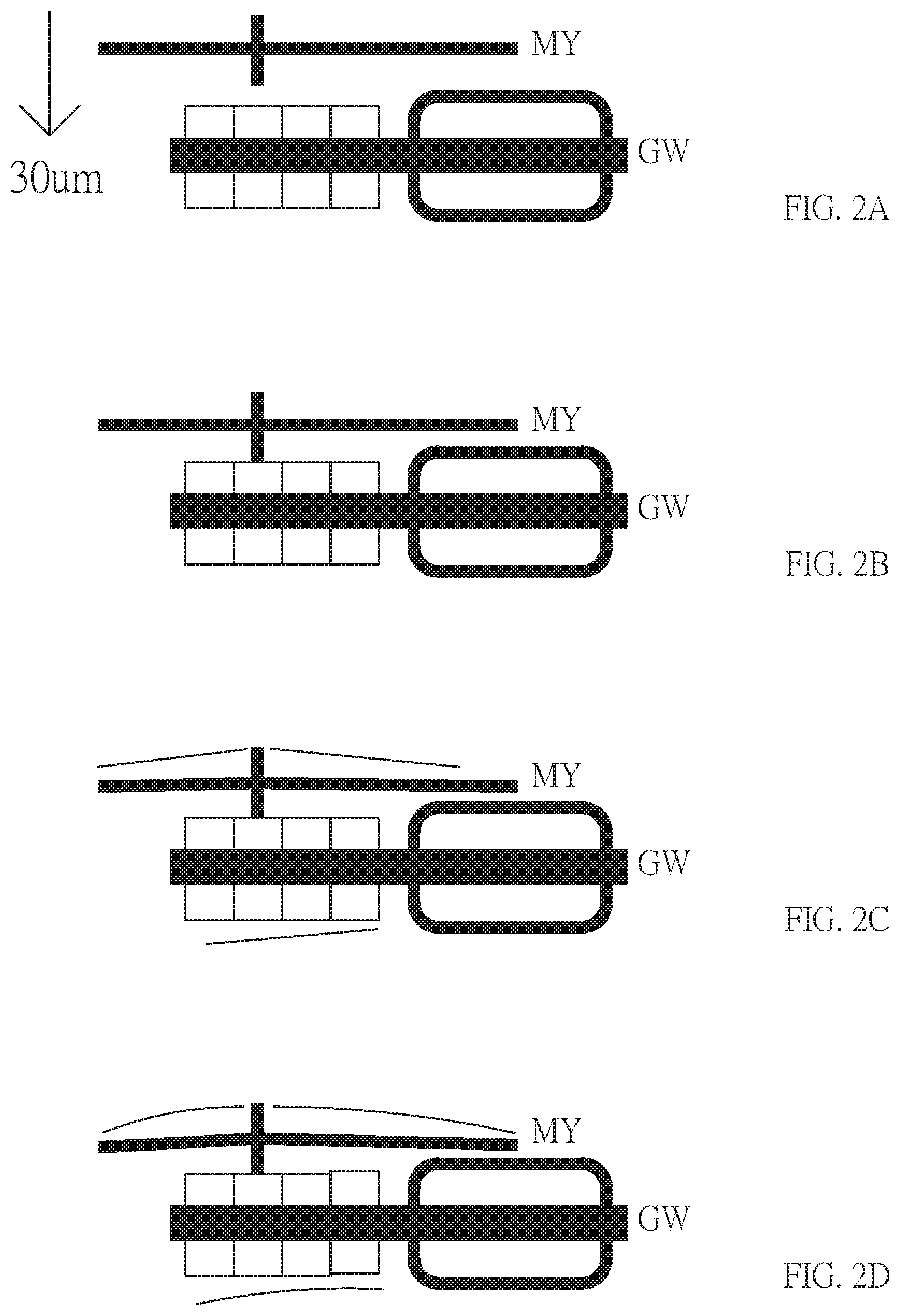
[0022] FIG. 2A to FIG. 2D illustrate schematic diagrams showing the starting position calibration by moving the Y-axis motor.
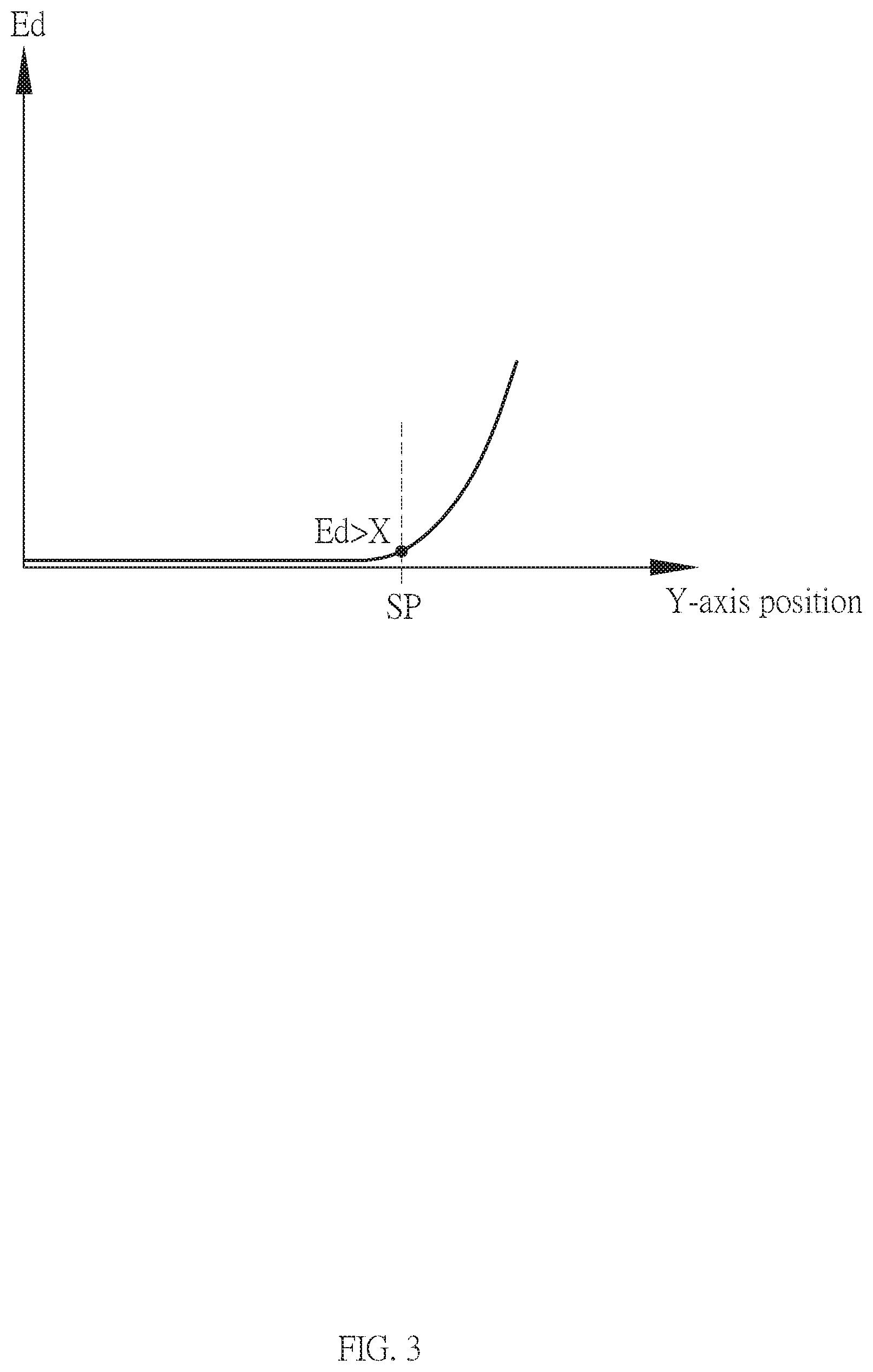
[0023] FIG. 3 illustrates a schematic diagram showing the starting position of the Y-axis motor under interference conditions when the calibrated value is greater than the default value.
DETAILED DESCRIPTION OF THE INVENTION
[0024] Exemplary embodiments of the invention are referenced in detail now, and examples of the exemplary embodiments are illustrated in the drawings. Further, the same or similar reference numerals of the components/components in the drawings and the detailed description of the invention are used on behalf of the same or similar parts.
[0025] An embodiment of the invention is an eyeglass lens processing apparatus calibrating method. In this embodiment, the eyeglass lens processing apparatus calibrating method is used to perform processing procedures such as grinding the eyeglass lens, but not limited to this. The eyeglass lens processing apparatus can include an optical encoder with high resolution, but not limited to this.
[0026] It should be noted that, since the eyeglass lens processing apparatus calibrating method of the invention does not use the conventional electrical contact calibration method, even if it is interfered by the water vapor attached to the grinding wheel, it will not cause the calibrated value to be inaccurate. In addition, real-time compensation of the difference between the apparatus correction value and the actual lens grinding value to accurately control the lens grinding tolerance.
[0027] Please refer to FIG. 1. FIG. 1 illustrates a flowchart showing the eyeglass lens processing apparatus calibrating method in this embodiment. As shown in FIG. 1, in this embodiment, the eyeglass lens processing apparatus calibrating method can include the following steps:
[0028] Step S10: When the first object and the second object approach each other, an optical encoder with an algorithm is used to detect whether the first object and the second object contact each other, wherein the first object and the second object can be three-axis motors (including X-axis motors, Y-axis motors and Z-axis motors) and grinding wheels for processing eyeglass lenses respectively, but not limited to this;
[0029] Step S12: If the detection result of the step S10 is yes, for example, the edge of the first object and the edge of the second object contact each other, the detection of the step S10 is immediately ended and a trigger signal is feedbacked; and
[0030] Step S14: According to the trigger signal, a parameter of the eyeglass lens processing apparatus is calibrated from an original value to a calibrated value.
[0031] It should be noted that, if the detection result of the step S10 is no, for example, there is still a gap between the edge of the first object and the edge of the second object and has not touched each other, the detection of the step S10 is continued.
[0032] In practical applications, the first object and the second object can have any shape, and there is no specific limitation; the parameter calibrated in the step S14 can be a coordinate parameter or a grinding parameter, but not limited to this.
[0033] In practical applications, when the eyeglass lens processing apparatus performs grinding processing on the eyeglass lens, the eyeglass lens processing apparatus calibrating method of the invention can instantly compensate the difference between the grinding value and the calibrated value of the eyeglass lens processing apparatus through an algorithm, thereby accurately to control the grinding tolerance of eyeglass lens, but not limited to this.
[0034] Next, please refer to FIG. 2A to FIG. 2D and FIG. 3. FIG. 2A to FIG. 2D illustrate schematic diagrams showing the starting position calibration by moving the Y-axis motor. FIG. 3 illustrates a schematic diagram showing the starting position of the Y-axis motor under interference conditions when the calibrated value is greater than a default value.
[0035] As shown in FIG. 2A to FIG. 2D, the eyeglass lens processing apparatus calibrating method of the invention can move the Y-axis motor MY of the three-axis motor closer to the grinding wheel GW to calibrate the starting position, and each step can increase the distance by 30 um. Among them, the Y-axis motor MY and the grinding wheel GW in FIG. 2A do not contact each other; the Y-axis motor MY and the grinding wheel GW in FIG. 2B contact each other; and the Y-axis motor MY and the grinding wheel GW in FIG. 2C and FIG. 2D interfere with each other. Next, the eyeglass lens processing apparatus calibrating method of the invention can read and compare the optical value of the Y-axis motor MY before and after the holding release in each step to obtain the calibrated value Ed.
[0036] Then, the eyeglass lens processing apparatus calibrating method of the invention can determine whether the calibrated value Ed is greater than the default value x. As shown in FIG. 3, when the calibrated value Ed is greater than the default value x, the eyeglass lens processing apparatus calibrating method of the invention can determine that the Y-axis position at this time is the starting position SP of the Y-axis motor MY under interference.
[0037] It should be noted that the above method can also be applied to the X-axis motor and the Z-axis motor in the three-axis motor, so as to obtain the starting positions of the X-axis motor and the Z-axis motor under interference conditions. It is not elaborated hereinafter.
[0038] Compared to the prior art, the eyeglass lens processing apparatus calibrating method of the invention can achieve the following effects and advantages:
[0039] (1) There is no need to install additional calibrating devices in this invention, the existing optical encoder can be used as the feedback control of the moving distance of the three-axis motor with a specific algorithm to accurately detect and calibrate the distance that the three-axis motor moves to the grinding wheel in the glasses lens processing apparatus.
[0040] (2) The invention can effectively avoid the problem of inaccurate calibrated value caused by the conventional electrical contact calibration method being easily interfered by the water vapor attached to the grinding wheel.
[0041] (3) The algorithm in this invention can provide real-time compensation for the difference between the apparatus calibrated value and the actual lens grinding value, so as to accurately control the grinding tolerance of the eyeglass lens and improve the quality of the eyeglass lens grinding process.
[0042] With the example and explanations above, the features and spirits of the invention will be hopefully well described. Those skilled in the art will readily observe that numerous modifications and alterations of the device may be made while retaining the teaching of the invention. Accordingly, the above disclosure should be construed as limited only by the metes and bounds of the appended claims.
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.