Method For Rapid Maturation Of Distilled Spirits Using Light And Heat Processes
Davis; Bryan Alexander
U.S. patent application number 17/096519 was filed with the patent office on 2021-03-04 for method for rapid maturation of distilled spirits using light and heat processes. The applicant listed for this patent is LOST SPIRITS TECHNOLOGY LLC. Invention is credited to Bryan Alexander Davis.
| Application Number | 20210062123 17/096519 |
| Document ID | / |
| Family ID | 1000005212152 |
| Filed Date | 2021-03-04 |





| United States Patent Application | 20210062123 |
| Kind Code | A1 |
| Davis; Bryan Alexander | March 4, 2021 |
METHOD FOR RAPID MATURATION OF DISTILLED SPIRITS USING LIGHT AND HEAT PROCESSES
Abstract
An improved system and process for rapidly producing distilled spirits having characteristics associated with a much longer maturation process is provided. The method involves contacting wood with an unmatured distilled spirit under heated conditions and contacting the resulting heat-treated spirit with actinic light. The disclosure provides embodiments where a spirit is sequentially processed through heat and actinic light treatment. The disclosure also provides embodiments where a heat-treated spirit is mixed with a spirit that has been separately treated with light to give characteristics of a mature spirit. Air may also be percolated through a mature spirit in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg, until the alcohol concentration of the mature spirit is reduced by between about 1% to about 2% by volume, and until the total volume of the mature spirit is reduced by about 10% or less.
| Inventors: | Davis; Bryan Alexander; (Vernon, CA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000005212152 | ||||||||||
| Appl. No.: | 17/096519 | ||||||||||
| Filed: | November 12, 2020 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 16715262 | Dec 16, 2019 | |||
| 17096519 | ||||
| 15583993 | May 1, 2017 | 10508259 | ||
| 16715262 | ||||
| 14795841 | Jul 9, 2015 | 9637713 | ||
| 15583993 | ||||
| 14594944 | Jan 12, 2015 | 9637712 | ||
| 14795841 | ||||
| 14152915 | Jan 10, 2014 | |||
| 14594944 | ||||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C12H 1/22 20130101; C12G 3/07 20190201; C12H 1/18 20130101; C12H 1/165 20130101 |
| International Class: | C12H 1/16 20060101 C12H001/16; C12H 1/22 20060101 C12H001/22; C12G 3/07 20060101 C12G003/07; C12H 1/18 20060101 C12H001/18 |
Claims
1. A process for producing a mature spirit comprising: (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a distilled spirit mixture; (b) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from about 183 nm to about 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; and (c) providing heat to the actinic light-treated distilled spirit mixture produced in step (b) to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; wherein steps (a), (b), and (c) are performed sequentially.
2. The process of claim 1, wherein the wavelength spectrum ranges from about 183 nm to about 750 nm.
3. The process of claim 1, wherein the wavelength spectrum ranges from about 200 nm to about 2000 nm.
4. The process of claim 1, wherein the wavelength spectrum ranges from about 375 nm to about 6000 nm.
5. The process of claim 1, wherein the wavelength spectrum is within the infrared spectrum, ranging from about 700 nm to about 1 mm.
6. The process of claim 1, wherein the wavelength spectrum is within the UV spectrum, ranging from about 183 nm to about 400 nm.
7. The process of claim 1, further comprising cooling the distilled spirit mixture during the actinic light exposure via a cooling system at a temperature below boiling point, the temperature from about 174.degree. F. to about 182.degree. F.
8. The process of claim 1, further comprising conducting one or more of step (a), step (b), and step (c) are under reflux at a temperature ranging from about 140.degree. F. to about 182.degree. F.
9. The process of claim 1, further comprising conducting one or more of step (a), step (b), and step (c) in high pressure vessels at a temperature ranging from about 140.degree. F. up to about 328.degree. F.
10. The process of claim 1, wherein ultrasonication is used during step (a) and step (c) to produce heat.
11. The process of claim 1, further comprising introducing oxygen and/or air to the distilled spirit mixture to autooxidize aldehydes in the distilled spirit mixture.
12. The process of claim 1, further comprising introducing oxygen and/or air to the distilled spirit mixture under a vacuum of up to about -29 inHg to autooxidize aldehydes in the distilled spirit mixture and remove highly volatile VOCs and ethanol.
13. A process for producing a mature spirit comprising: (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a distilled spirit mixture; (b) dividing the distilled spirit mixture into a first portion and a second portion, contacting the first portion of the distilled spirit mixture of with wood and actinic light at a wavelength spectrum ranging from about 183 nm to about 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture concentrate; and (c) adding the distilled spirit mixture concentrate to the second portion of the distilled spirit mixture and providing heat to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; wherein steps (a), (b), and (c) are performed sequentially.
14. The process of claim 13, wherein the first portion of the distilled spirit mixture is from about 1% to about 99% of the distilled spirit mixture.
15. The process of claim 13, wherein the wavelength spectrum is within the infrared spectrum, ranging from about 700 nm to about 1 mm.
16. The process of claim 13, wherein the wavelength spectrum is within the UV spectrum, ranging from about 183 nm to about 400 nm.
17. The process of claim 13, further comprising cooling the distilled spirit mixture during the actinic light exposure via a cooling system at a temperature below boiling point of about 174.degree. F. to about 182.degree. F.
18. A process for producing a mature spirit comprising: (a) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from about 183 nm to about 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; and (b) providing heat to the actinic light-treated distilled spirit mixture to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; wherein steps (a), and (b), are performed sequentially.
19. The process of claim 18, further comprising cooling the distilled spirit mixture during the actinic light exposure via a cooling system to a temperature below boiling point, the temperature from about 174.degree. F. to about 182.degree. F.
20. The process of claim 18, further comprising introducing oxygen and/or air to the distilled spirit mixture to autooxidize aldehydes in the distilled spirit mixture.
Description
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application is a continuation-in-part of U.S. Ser. No. 16/715,262, filed Dec. 16, 2019, pending; which is a divisional application of U.S. Ser. No. 15/583,993, filed May 1, 2017; which is a continuation-in-part of U.S. Ser. No. 14/795,841, filed Jul. 9, 2015, now U.S. Pat. No. 9,637,713, issued May 2, 2017; which is a continuation-in-part of U.S. Ser. No. 14/594,944, filed Jan. 12, 2015, now U.S. Pat. No. 9,637,712, issued May 2, 2017, which is a continuation-in-part of U.S. Ser. No. 14/152,915, filed Jan. 10, 2014, now abandoned. Each of the disclosures of which are hereby incorporated by reference in their entirety.
TECHNICAL FIELD
[0002] The technical fields are: Food Chemistry and Other Consumer Goods.
BACKGROUND ART
[0003] By some accounts, human beings have been aging distilled spirits in wooden containers for almost five hundred years. Despite billions of person-hours of experience, the myriad of chemical reactions responsible for the flavor of wood-aged spirits are not fully understood. Spirits derive their distinct characteristics over time while stored in wooden containers in part by the production and presence of esters. Esters are compounds made by chemically bonding acid molecules and alcohol molecules to form new compounds, often with pleasant aromas and tastes. This process is known as "esterification." In addition to esterification, wood-aged spirits derive additional characteristics through other processes, including extraction of flavor compounds from the wood container (e.g., the ubiquitous oak barrel). These processes are not necessarily separate or distinct, and can interact with and affect each other.
[0004] Spirits also derive their distinct characteristics over time while stored in wooden containers in part from the quicker evaporation of more volatile organic compounds (VOCs) through the barrel walls, over the slower evaporation of other organic compounds. The aging process thus eliminates some undesired compounds, such as methanol, and concentrates and rebalances others, such as flavorful esters formed from reactions with the wood barrel.
[0005] Attempts have been made to accelerate maturation of distilled spirits by cycling or varying pressures over relatively large ranges (e.g., between -2 and 10 ATM; see U.S. Patent Publication No. 2013/0149423). These processes generally do not yield a product close enough to that produced by traditional means. Other environmental conditions are more important to achieve characteristics associated with a mature flavor.
[0006] Consumers of distilled spirits are often educated and discerning. Many will refuse to consume or pay a premium for non-authentic tasting products. What is needed is a means by which the quality and complexities associated with traditionally aged spirits can be achieved in a significantly reduced timeframe, sometimes with a reduction in the evaporation of finished goods and a reduction of the build-up of ethyl acetate.
SUMMARY
[0007] The following embodiments and aspects thereof are described and illustrated in conjunction with systems, tools and methods which are meant to be exemplary and illustrative, not limiting in scope. In various embodiments, one or more of the above-described problems have been reduced or eliminated, while other embodiments are directed to other improvements.
[0008] One aspect of the present disclosure encompasses a process for producing a mature spirit. The process comprising (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to give a distilled spirit mixture; then (b) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; and then (c) providing heat to the actinic light-treated distilled spirit mixture produced in step (b) to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; and the wherein steps (a), (b), and (c) are performed sequentially.
[0009] Another aspect of the present disclosure encompasses a process for producing a mature spirit comprising: (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to give a distilled spirit mixture; then (b) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; then (c) providing heat to the actinic light-treated distilled spirit mixture produced in step (b) to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; and then (d) percolating air through the mature spirit of step (c) in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until alcohol concentration of the mature spirit is reduced by between about 1% and about 2% by volume, and until the total volume of the mature spirit is reduced by about 10% or less; wherein steps (a), (b), (c), and (d) are performed sequentially.
[0010] An additional aspect of the present disclosure encompasses a process for producing a mature spirit comprising: (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to give a distilled spirit mixture; (b) removing an amount of heat-treated distilled spirit mixture from step (a); (c) contacting the removed amount of heat-treated distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to yield a heat-treated and actinic light-treated distilled spirit mixture; (d) transferring the heat-treated and the actinic light-treated distilled spirit mixture or a portion thereof to the remaining heat-treated distilled spirit mixture from step (a) or a portion thereof to yield a combined mixture of heat-treated and actinic light-treated distilled spirit mixture; and (e) providing heat to the combined heat-treated and actinic light-treated distilled spirit mixture from step (d) or portion thereof to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit.
[0011] Yet another additional aspect of the present disclosure encompasses a process for producing a mature spirit comprising: (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to give a heat-treated distilled spirit mixture; (b) removing an amount of heat-treated distilled spirit mixture from step (a); (c) contacting the removed amount of heat-treated distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to yield a heat-treated and actinic light-treated distilled spirit mixture; (d) transferring the heat-treated and the actinic light-treated distilled spirit mixture or a portion thereof to the remaining heat-treated distilled spirit mixture from step (a) or a portion thereof to yield a combined mixture of heat-treated and actinic light-treated distilled spirit mixture; (e) providing heat to the combined heat-treated and actinic light-treated distilled spirit from step (d) or portion thereof to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; and (f) percolating air through the mature spirit of step (e) in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until the alcohol concentration of the mature spirit is reduced by between about 1% and about 2% by volume and until the total volume of the mature spirit is reduced by about 10% or less.
[0012] Yet another additional aspect of the present disclosure encompasses a process for producing a mature spirit comprising: (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to give a heat-treated distilled spirit mixture; (b) removing an amount of heat-treated distilled mixture from step (a); (c) contacting the removed amount of heat-treated distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to yield a heat treated and actinic light-treated distilled spirit mixture; (d) transferring the heat-treated and actinic light-treated distilled spirit mixture or a portion thereof with an amount of unmatured distilled spirit to give a combined mixture of unmatured distilled spirit and heat-treated and actinic light-treated distilled spirit; and (e) providing heat to the combined mixture of unmatured distilled spirit and heat-treated and actinic light-treated distilled spirit from step (d) or portion thereof to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to produce the mature spirit.
[0013] The unmature distilled spirit may be selected from the group consisting of sugar cane spirits, grain spirits, fruit spirits, and/or agave spirits. The unmature distilled spirit may also be selected from the group consisting of rum, tequila, mescal, whiskey, brandy, gin, and vodka.
[0014] The concentration in the mature spirit may be decreased for one or more chemical markers selected from the group consisting of methanol, C.sub.2-C.sub.6 fatty acids, and C.sub.2-C.sub.6 fatty acid esters, such as ethyl acetate. The concentration in the mature spirit may be increased for one or more chemical markers selected from the group consisting of vanillin, phenylated esters, C.sub.7-C.sub.24 fatty acid esters, and phenolic aldehydes. For example, the mature spirit may characterized by an increase in concentration of sinapaldehyde, ethyl dodecanoate, and ethyl decanoate, such as an increase in concentration of sinapaldehyde. In particular, the mature spirit may be characterized by amounts of sinapaldehyde, ethyl dodecanoate, and ethyl decanoate that are substantially similar to the relative proportions shown in FIG. 6, as measured by GCMS. The mature spirit may have an ethyl acetate concentration of about 59,000 .mu.g/L.
[0015] Steps (a), (c), and (e) described above are maintained at a temperature between about 140.degree. F. and about 150.degree. F. for a period of time ranging from about 168 hours to about 226 hours. Alternatively, steps (a), (c), and (e) are maintained at a temperature between about 150.degree. F. and about 160.degree. F. for a period of time ranging from about 24 hours to about 72 hours. The process may further comprise contacting the mature spirit of step (c) and/or step (e) with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour. The process may also further comprise heating with wood at a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours.
[0016] An additional aspect of the present disclosure encompasses a process for producing a mature spirit. The process comprising (a) contacting a mixture consisting essentially of a first unmatured distilled spirit with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to yield a actinic light-treated distilled spirit mixture; (b) transferring the actinic light-treated distilled spirit mixture or a portion thereof to a second unmatured distilled spirit or a portion thereof to yield a combined mixture of heat-treated distilled spirit and unmatured distilled spirit; and (c) providing heat to the combined mixture of heat-treated distilled spirit and second unmatured distilled spirit from step (b) or portion thereof to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to produce the mature spirit.
[0017] Yet another aspect of the present disclosure encompasses a process for producing a mature spirit. The process comprising (a) contacting a first mixture consisting essentially of an unmatured distilled spirit with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to yield an actinic light-treated distilled spirit mixture; (b) providing heat to a second mixture consisting essentially of an unmatured distilled spirit and wood to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to yield a heat-treated distilled spirit mixture; (c) combining the actinic light-treated distilled spirit mixture or a portion thereof and the heat-treated distilled spirit mixture or a portion thereof to yield a combined mixture of an actinic light-treated distilled spirit and heat-treated distilled spirit; and (d) providing heat to the actinic light-treated distilled spirit and heat-treated distilled spirit of step (c) or portion thereof to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to yield a mature spirit.
[0018] The alcohol concentration of the mature spirit may be determined during the process using an in-line density meter connected to the container. The gauge pressure may be between about -27 inHg and about -28 inHg, such as about -27.75 inHg. The temperature of the mature spirit may be held constant during step (d). The mature spirit in step (d) may begin with an alcohol concentration between about 60% and about 95.5% by volume. The process may further comprise (g) diluting the mature spirit of step (d) with water to an alcohol concentration between about 50% and about 55% by volume, and then (h) percolating air through the diluted mature spirit in the container with the headspace at a gauge pressure between about -25 inHg and about -30 inHg until the alcohol concentration of the diluted mature spirit is reduced by an additional amount of between about 0.3% and about 1% by volume. The temperature of the mature spirit may also be held constant during the step (h).
[0019] In some embodiments, the disclosure provides a process comprising: (a) contacting an unmature distilled spirit with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; then (b) providing heat to a mixture consisting essentially of the actinic light treated spirit mixture and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours; and then (c) percolating air through the mature spirit of step (c) in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until alcohol concentration of the mature spirit is reduced by between about 1% to about 2% by volume, and until the total volume of the mature spirit is reduced by about 10% or less.
[0020] In other embodiments, the present disclosure provides a process comprising: (a) contacting an unmature distilled spirit with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm to give an actinic light-treated distilled spirit mixture; and then (b) contacting the actinic-light treated spirit mixture and wood at a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours; and then (c) percolating air through the mature spirit of step (b) in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until alcohol concentration of the mature spirit is reduced by between about 1% to about 2% by volume, and until the total volume of the mature spirit is reduced by about 10% or less.
[0021] The present disclosure also provides a process for producing a mature spirit comprising: (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a distilled spirit mixture; (b) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; (c) providing heat to the actinic light-treated distilled spirit mixture produced in step (b) to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; and (d) percolating air through the mature spirit of step (c) in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until alcohol concentration of the mature spirit is reduced by between about 1% to about 2% by volume, and until the total volume of the mature spirit is reduced by about 10% or less; wherein the wood has been washed with a solution of carboxylic acid in water prior to step (a), and wherein steps (a), (b), (c), and (d) are separate and sequential.
[0022] The present disclosure also provides a process comprising: (a) contacting an unmature distilled spirit with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; then (b) providing heat to a mixture consisting essentially of the actinic light treated spirit mixture and wood to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours, and then (c) percolating air through the mature spirit of step (b) in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until alcohol concentration of the mature spirit is reduced by between about 1% to about 2% by volume, and until the total volume of the mature spirit is reduced by about 10% or less; wherein the wood has been washed with a solution of carboxylic acid in water prior to step (a), and wherein steps (a), (b), and (c) are separate and sequential.
[0023] Moreover, the present disclosure provides a process comprising: (a) contacting an unmature distilled spirit with wood at a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a distilled spirit mixture; (b) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm; and (c) percolating air through the mature spirit of step (b) in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until alcohol concentration of the mature spirit is reduced by between about 1% to about 2% by volume, and until the total volume of the mature spirit is reduced by about 10% or less; wherein the wood has been washed with a solution of carboxylic acid in water prior to step (a), and wherein steps (a), (b), and (c) are separate and sequential.
[0024] Additional embodiments and features are set forth in part in the description that follows, and will become apparent to those skilled in the art upon examination of the specification, or may be learned by the practice of the embodiments discussed herein. A further understanding of the nature and advantages of certain embodiments may be realized by reference to the remaining portions of the specification and the drawings, which forms a part of this disclosure.
BRIEF DESCRIPTION OF THE DRAWINGS
[0025] The disclosure will be readily understood by the following detailed description in conjunction with the accompanying drawings, wherein like reference numerals designate like structural elements. The drawings provide exemplary embodiments or aspects of the disclosure and do not limit the scope of the disclosure.
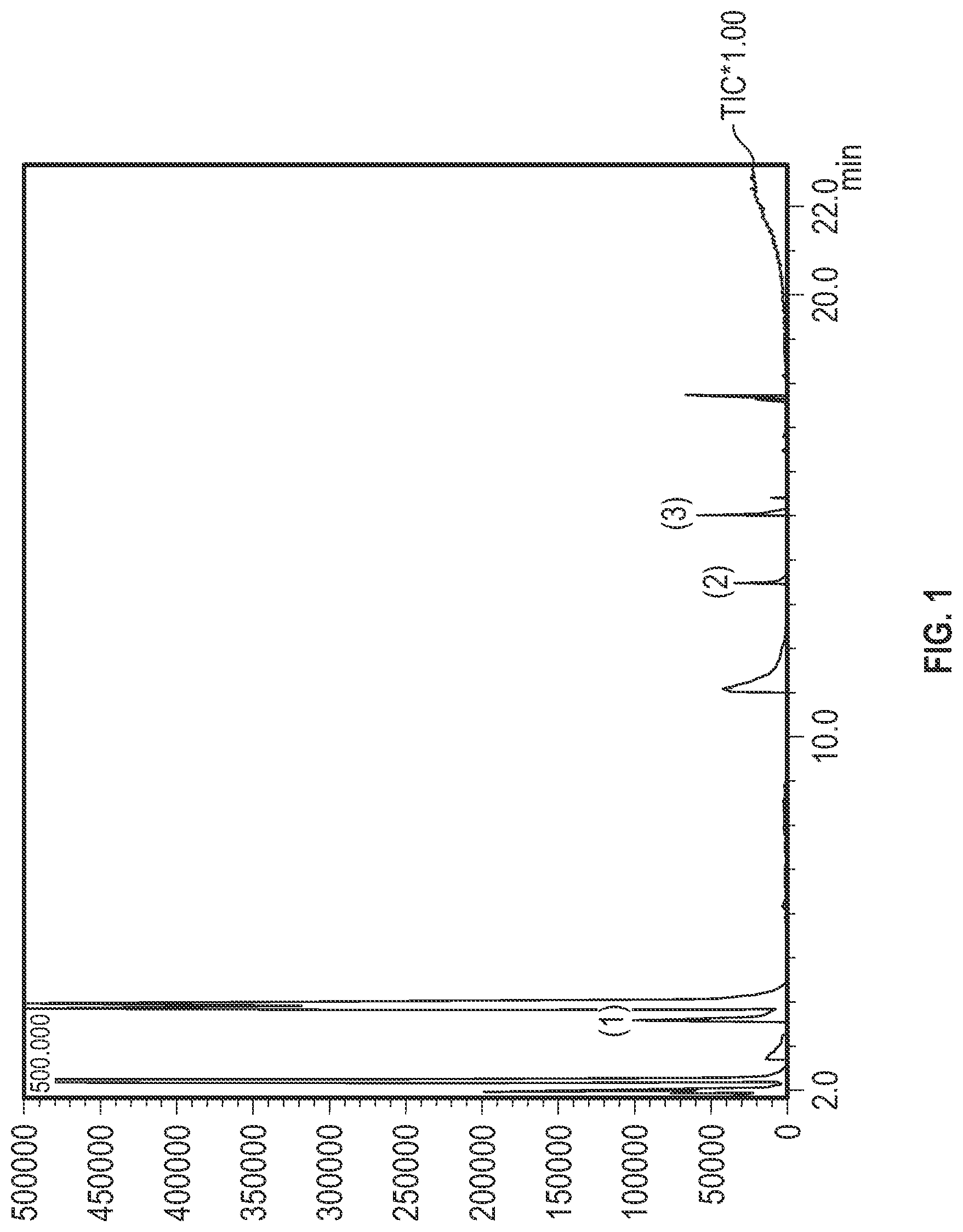
[0026] FIG. 1 shows the gas chromatograph mass spectrometry (GCMS) chromatogram from an unprocessed rum sample.
[0027] FIG. 2 shows the GCMS chromatogram from a sample of a commercially available rum which has been aged for 33 years by conventional aging techniques.
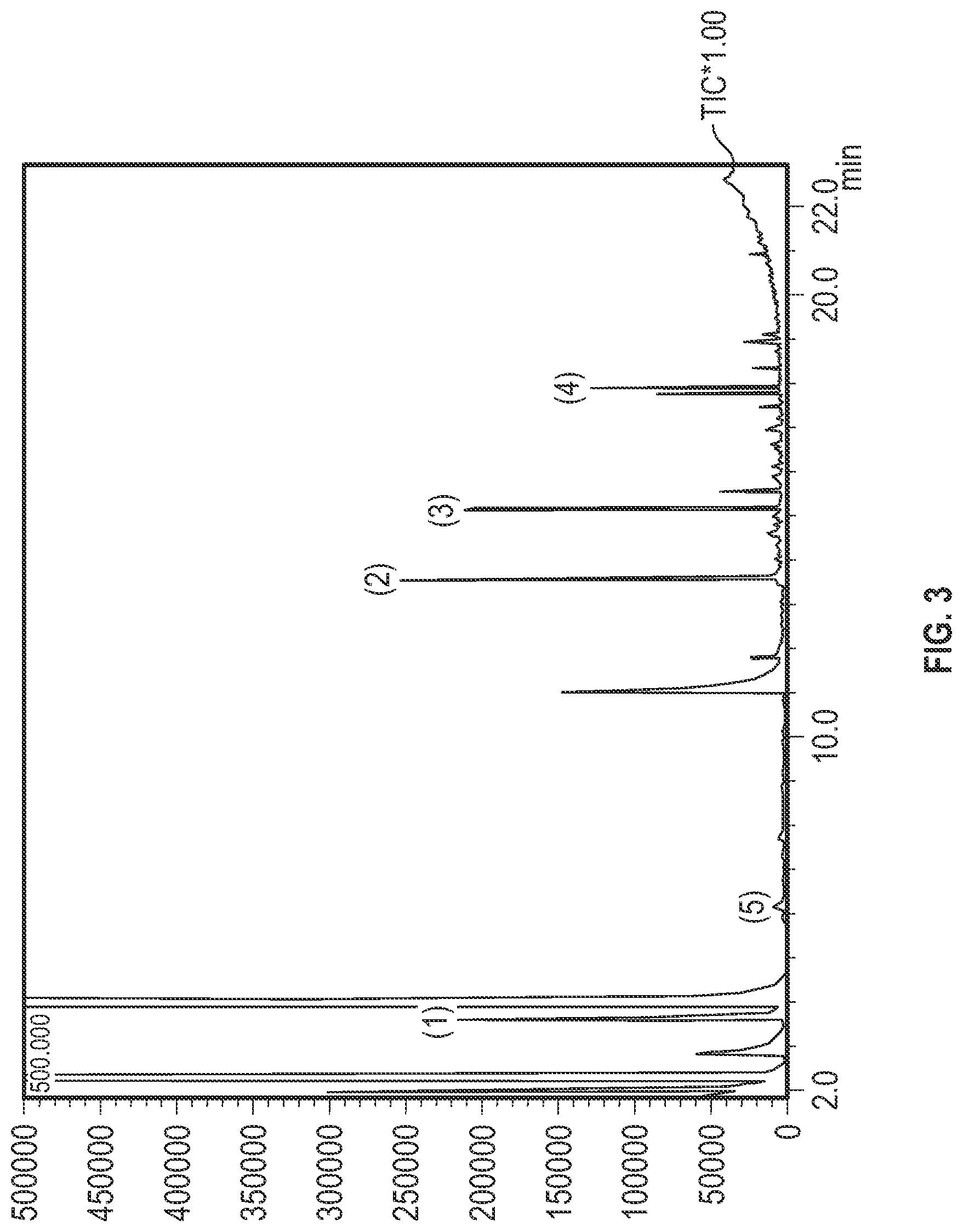
[0028] FIG. 3 shows the GCMS chromatogram from a rum sample that was subjected to heating in accordance with Example 3 but was not subjected to actinic light.
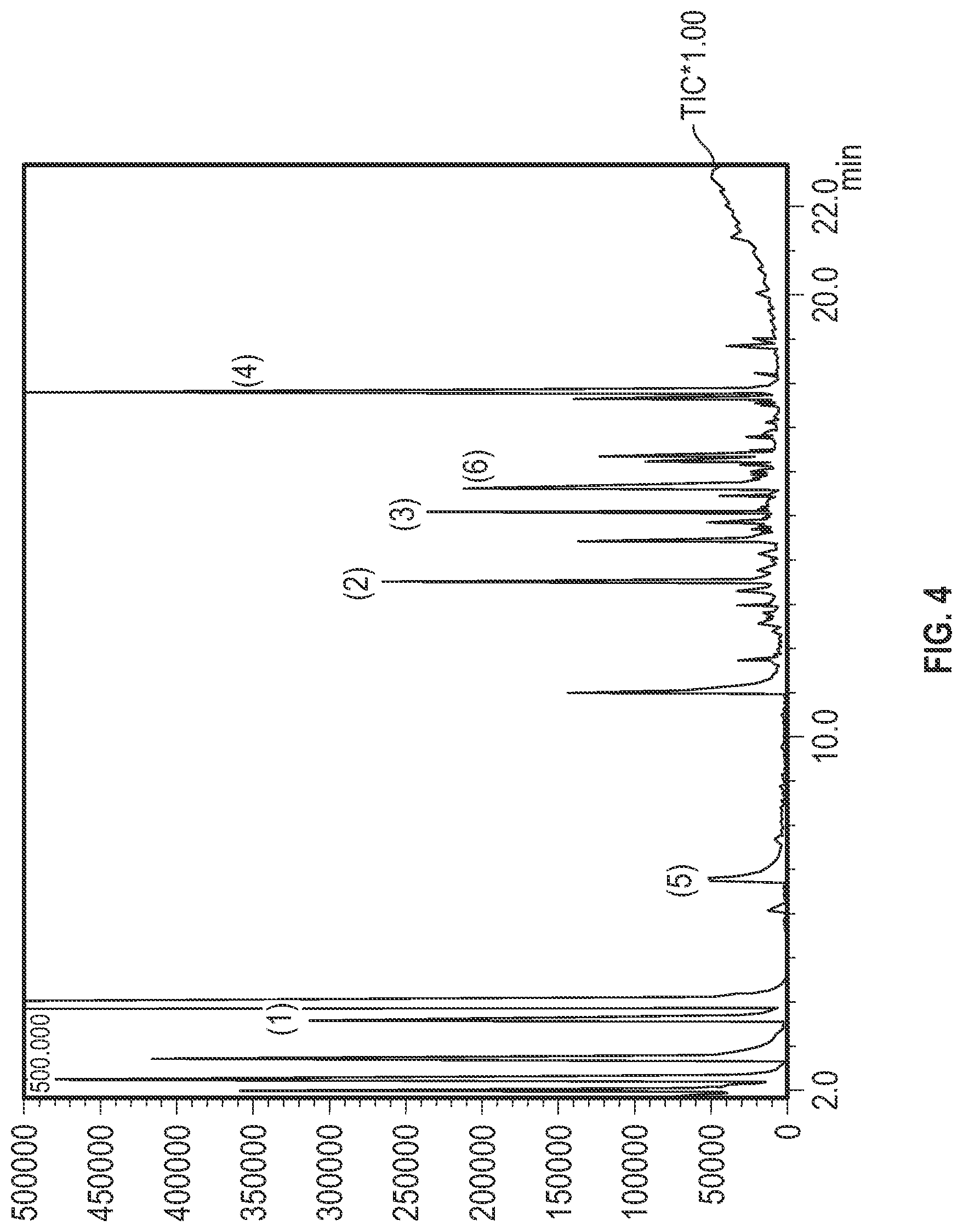
[0029] FIG. 4 shows the GCMS chromatogram from a rum sample subjected to actinic light but not to heat in accordance with Example 4.
[0030] FIG. 5 shows the GCMS chromatogram from a rum sample that is a mixture of rum subjected to heat and rum subjected to actinic light in accordance with Example 5.
[0031] FIG. 6 shows the GCMS chromatogram from a rum sample that has been processed with both heat and light in accordance with Example 6.
[0032] FIG. 7 depicts a wooden barrel for the heat process with a cutaway to show the barrel's internals.
[0033] FIG. 8 depicts a sealed vessel for the heat process with a cutaway to show the vessels internals.
DETAILED DESCRIPTION
[0034] The disclosure pertains to processes for producing a distilled spirit having characteristics associated with a mature distilled spirit. The distilled spirit produced in accordance with the process has many of the characteristics associated with a matured distilled spirit produced in accordance with industry standards, but is advantageously produced in a shortened timeframe while eliminating the evaporation problem and greatly reducing the "off flavors" associated with excess ethyl acetate. By contacting an unmatured distilled spirit with wood at increased temperatures and contacting the spirit with actinic light, the maturation process can be shortened without reducing the quality of the spirit. In particular, it has surprisingly been found that the processes described herein produce a spirit having similar chemical markers as a 33-year-old spirit in a significantly reduced period of time.
[0035] This disclosure pertains also to processes for producing a distilled spirit having characteristics associated with a mature distilled spirit. The distilled spirit produced in accordance with the process has many of the characteristics associated with a matured distilled spirit produced in accordance with industry standards, but is advantageously produced in a shortened timeframe while reducing the evaporation problem and greatly reducing the "off flavors" associated with excess volatile organic compounds (VOCs), such as methanol and ethyl acetate. By percolating air through a distilled spirit in a container with a headspace at a gauge pressure between about -25 inHg and about -30 inHg until the alcohol concentration of the distilled spirit is reduced by between about 1% and about 2% by volume, and until the total volume of the distilled spirit is reduced by about 10% or less, the concentration of unwanted chemical markers is decreased and the concentration of desired chemical markers is increased, without the drastic volume losses associated with traditional aging.
[0036] The distilled spirit in step (a) may begin with an alcohol concentration greater than 60% by volume, and the process may then further comprise (b) diluting the distilled spirit of step (a) with water to an alcohol concentration between about 50% and about 55% by volume, and then (c) percolating air through the diluted distilled spirit in the container with the headspace at a gauge pressure between about -25 inHg and about -30 inHg until the alcohol concentration of the diluted distilled spirit is reduced by an additional amount of between about 0.3% and about 1% by volume.
[0037] Additional embodiments and features are set forth in part in the description that follows, and in part will become apparent to those skilled in the art upon examination of the specification, or may be learned by the practice of the embodiments discussed herein. A further understanding of the nature and advantages of certain embodiments may be realized by reference to the remaining portions of the specification, the drawings, and descriptions, which forms a part of this disclosure.
[0038] As used herein, a spirit refers to any distilled spirit. In particular embodiments, the spirit may be a sugar cane-based, grain-based, fruit-based, or agave-based spirit, such as rum, tequila, mescal, whiskey, brandy, gin, vodka, or combinations thereof. The distilled spirit may be a sugar cane-based spirit, such as rum. The distilled spirit may be a grain-based spirit, such as whiskey, bourbon, or scotch. The distilled spirit may be a fruit-based, such as brandy. The distilled spirit may be an agave-based spirit, such as tequila or mescal. The distilled spirit may be rum. The distilled spirit may be tequila. The distilled spirit may be mescal. The distilled spirit may be whiskey. The distilled spirit may be brandy. The distilled spirit may be gin. The distilled spirit may be vodka.
[0039] The spirit may be newly distilled or it may have already undergone a standard or accelerated aging process. For example, a 15-year whiskey may be treated as disclosed herein to produce a whiskey having a 20-year or 30-year chemical profile. In other words, when a process disclosed herein is applied to aged spirits, the ratios of chemical markers are altered and make the distilled spirit appear much older than it is. The process works on any spirit, including un-aged spirits such as vodka, gin, un-aged rum, un-aged tequila, un-aged brandy (eau de vie), and the like. Here, the process removes the sensation alcohol burn and trace methanol.
[0040] A distilled spirit having the characteristics associated with a matured distilled spirit, as used herein, describes a spirit, which, by one or more chemical markers, has attained characteristics associated with spirits aged in accordance with industry standards. Such standards, for example, include aging a spirit in wood over a period of time greater than 1, 5, 10, 15, 20, 25 or 30 years. The characteristics associated with a matured distilled spirit may include taste, aroma, and body profiles, such as smoothness.
[0041] As used herein, lux hours refers to the amount of light exposure in a given hour. Specifically, cumulative lux hours can be defined as how much energy from light should be provided over a specified period of time.
[0042] The disclosed process rapidly removes undesired chemical markers and concentrates desired chemical markers. A mature distilled spirit having the characteristics associated with a matured distilled spirit, as used herein, describes a spirit, which has attained a flavor and aroma profile organoleptically similar to spirits aged with wood for many years, and typically showing a chemical profile containing key chemical markers in particular proportions.
[0043] Traditionally, producing wood-aged distilled spirits has included carboxylic acid esterification, phenolic acid esterification, and the formation of complex esters, including both phenolic and carboxylic acids. Carboxylic acid esters are responsible for the fruity aromas and tastes in distilled spirits. Carboxylic precursor acids are derived from the yeast and bacteria during fermentation. If organic materials are used for the container in which these reactions occur, those materials also influence the process. For example, where a charred or toasted oak barrel is used, carboxylic precursor acids are also derived from thermal decomposition of the oak polymer, hemi-cellulose, found in the inner lining of the barrel.
[0044] Off-flavors are various flavorful or aromatic compounds present in spirits that are often described by connoisseurs using colorful terms (e.g., "sulfury," "solventy," "meaty," "acidic," "metallic," "vegetal," etc.). Carboxylic precursor acids are largely responsible for "off-flavors" in distilled spirits. Another common flaw with a solvent-like "off flavor" is produced by build-up of ethyl acetate in the maturing spirit. Other compounds, such as methanol, may not impact flavor but do diminish the consumers' enjoyment of the distilled spirit.
[0045] The disclosed process favors the removal of methanol above other compounds present in distilled spirits. Previously known methods were very costly to remove methanol from distilled spirits. Methanol is partly responsible for hangovers and its removal is critical for consumer quality perceptions. Without wishing to be bound by theory, methanol is removed from the distilled spirit as its azeotrope or eutectic. When a second sequential negative pressure treatment is used, the distilled spirits are diluted with water to bottling strength, thereby changing the azeotropic distribution within the spirits. The method may also remove the perception of heat in all types of spirits. This is something consumers use to perceive quality in distilled spirits.
[0046] Historically, ethyl acetate concentration was used as a marker for the progress of aging where higher amounts indicate greater maturation time. But, ethyl acetate is not itself desirable and adds a flavor and aroma comparable to paint thinners. Moreover, samples of distilled spirits receiving high reviews, comparable or in some cases better than an aged spirit, do not always have a high ethyl acetate concentration. Using modern techniques, highly prized spirits can be analyzed for their chemical make-up. Using these data, chemical markers can be selected as a model for a mature spirit. Surprisingly, these chemical markers provide advantages over the traditional measurement of ethyl acetate concentration to determine age. In particular, the chemical markers set forth herein are desirable for modeling purposes because, unlike ethyl acetate, the chemical markers contribute to the desired flavor profile. In one embodiment, ethyl acetate concentrations are reduced to a concentration less than about 200,000 .mu.g/L. In another embodiment, the ethyl acetate concentrations range between about 50,000 .mu.g/L and about 170,000 .mu.g/L.
[0047] Fatty acids are structurally simple and even with their derivatives can be subdivided into well-defined families. Among straight-chain fatty acids, the simplest are referred to as saturated fatty acids. They have no unsaturated linkages in the carbon backbone and cannot be altered during hydrogenation or halogenation process. Saturated fatty acids tend to be solid at room temperature and their melting points increase with increasing chain length.
[0048] The fatty acid chain lengths may range between 2 and 80 carbon atoms, and commonly between 12 and 24 carbons. With a chain length between 2 and 6 carbon atoms, the fatty acids are called short-chain fatty acids, or C.sub.2-C.sub.6 acids. Examples of suitable short-chain fatty acids include, but not limited to, formic acid, acetic acid, proprionic acid, butyric acid, isobutyric acid, valeric acid, and isovaleric acid. C.sub.2-C.sub.6 fatty acid esters include the C.sub.2 fatty acid ester ethyl acetate.
[0049] With a chain length from 6 to 12 carbon atoms, the fatty acids are called medium-chain fatty acids, or C.sub.6-C.sub.12 fatty acids. A common subgroup of medium-chain fatty acids is C.sub.8-C.sub.10 fatty acids, having 8 to 10 carbon atoms in the chain. Examples of suitable medium-chain fatty acids include, but are not limited to, caproic acid (C.sub.6), enanthic acid (C.sub.7), caprylic acid (C.sub.8), pelargonic acid (C.sub.9), capric acid (C.sub.10), undecylic acid (C.sub.11), and lauric acid (C.sub.12).
[0050] With a chain length between 12 and 24, the fatty acids are called a long-chain fatty acids, or C.sub.12-C.sub.24 fatty acids. The same chain length ranges apply to fatty acid derivatives, such as fatty acid esters. Examples of suitable long-chain fatty acids include, but are not limited to, tridecylic acid (C.sub.13), myristic acid (C.sub.14), pentadecanoic acid (C.sub.15), palmitic acid (C.sub.16), margaric acid (C.sub.17), stearic acid (C.sub.18), nonadecylic acid (C.sub.19), arachidic acid (C.sub.20), and heneicosylic acid (C.sub.21).
[0051] The fatty acids may be unsaturated, such as an .omega.-3 unsaturated fatty acid, for example, .alpha.-linolenic acid (18:3), stearidonic acid (18:4), eicosapentaenoic acid (20:5), and docosahexaenoic acid (22:6); an .omega.-6 unsaturated fatty acid, for example, linoleic acid (18:2), .gamma.-linolenic acid (18:3), dihomo-.gamma.-linolenic acid (20:3), arachidonic acid (20:4), and adrenic acid (22:4); an .omega.-7 unsaturated fatty acid, for example, palmitoleic acid (16:1), vaccenic acid (18:1), and paullinic acid (20:1); or an .omega.-9 unsaturated fatty acid, for example, oleic acid (18:1), elaidic acid (trans-18:1), gondoic acid (20:1), erucic acid (22:1), nervonic acid (24:1), and mead acid (20:3).
[0052] Fischer esterification of fatty acids and alcohol is a well-understood and commonly practiced chemical reaction. A typical laboratory process involves heating a solution of fatty acids and alcohols under reflux in the presence of an acid catalyst. In laboratory settings, strong acids (e.g., sulfuric acid) are typically employed as the catalyst, but this can be incompatible with spirit making where other functional groups are sensitive to stronger acids and where chemical additives are typically prohibited. It has long been known that Fischer esterification can also be completed using weak acid catalysts, but at the expense of relatively slow reaction rates. Where charred or toasted oak barrels are used during the maturation of distilled spirits, weak acids may be gradually extracted from organic material in the walls of the barrel. It typically takes years for esters to accumulate using weak acid catalysts derived from the barrel, although it has been observed that in warmer environments (i.e., modestly heated within the range of normal atmospheric conditions less than 120.degree. F.) the process can be accelerated significantly (from decades to years). This early form of accelerated aging comes at the cost of increased evaporation from the barrel. Often as much as 50% of the product can be lost to evaporation.
[0053] When the alcohol component is glycerol, the fatty acid esters produced can be monoglycerides, diglycerides, or triglycerides. Dietary fats are chemically triglycerides. Suitable examples of fatty acid esters include, but are not limited to, 2-arachidonoylglycerol, ascorbyl palmitate, ascorbyl stearate, cetyl myristoleate, cetyl palmitate, ethyl decadienoate, ethyl decanoate, ethyl eicosapentaenoic acid, ethyl macadamiate, ethyl octanoate, ethyl palmitate, ethylhexyl palmitate, glycerol monostearate, glyceryl hydroxystearate, glycol distearate, glycol stearate, isopropyl palmitate, monoctanoin, monolaurin, 2-oleoylglycerol, polyglycerol polyricinoleate, and virodhamine.
[0054] Phenolic aldehydes also play a major role producing aromas similar to vanilla, pipe tobacco, and smoke. Phenolic aldehydes are largely derived from thermally broken down oak polymers found within the inner lining of the barrel. Complex esters are responsible for complex honeyed aromas in distilled spirits. The complex esters are generally produced from the chemical reactions of both carboxylic and phenolic acids/aldehydes with alcohols during the time in the barrel or other container. Phenolic aldehydes are derivatives of phenol. Suitable examples of phenolic aldehydes include, but are not limited to, hydroxybenzaldehydes, protocatechuic aldehyde, vanillin, isovanillin, 2,3,4-trihydroxy benzaldehyde, sinapaldehyde (3-(4-hydroxy-3,5-dimethoxyphenyl)prop-2-enal), and syringaldehyde (4-hydroxy-3,5-dimethoxybenzaldehyde).
[0055] Wood extraction is the process that gives distilled spirits their color and astringent "oaky" and "smoky" taste. Traditionally, this is attributed to tannins (polyphenols). Interestingly, our analysis of mature spirits did not find significant evidence of tannins. But instead found myriad less complex wood derived phenols such as sinapaldehyde and syringaldehyde. These oak-extracted compounds proved unexpectedly useful as markers for monitoring the aging process described below.
[0056] Esterification and the extraction of wood compounds from the wood container are some of the primary reactions taking place in the maturation process of distilled spirits. Because these processes run concurrently, and often interact with or depend on each other as well as the material and other conditions of their environment over time, it is very difficult to deviate very far from traditional methods while still achieving similar results. For example, rapid oak extraction may not provide enough time for interaction with a wood container to pick up some of the more subtle and complex flavors present in traditionally aged spirits. Much of the expense in spirit making stems from the long latency in creating the end product as well as the product evaporation from the barrel. Stock must be stored, often in climate-controlled environments, and tested repeatedly during maturation. But, it is difficult to predict markets many years out. Makers that produce too much product fail to maximize their investment, whereas those that produce too little fail to capture potentially significant portions of the upside.
[0057] In one embodiment, a mature spirit can be characterized by the decreasing concentrations of one or more chemical markers. Through operation of a process disclosed herein, the concentration in the distilled spirit may decrease for one or more chemical markers selected from the group consisting of methanol, C.sub.2-C.sub.6 fatty acids, and C.sub.2-C.sub.6 fatty acid esters.
[0058] The concentration in the distilled spirit may increase for one or more chemical markers selected from the group consisting of vanillin, phenylated esters, C.sub.7-C.sub.24 fatty acid esters, and phenolic aldehydes. These things are responsible for the flavor described as the "finish" in distilled spirits. Three markers in particular, are thought to be particularly useful for defining a mature spirit: sinapaldehyde, ethyl decanoate, and ethyl dodecanoate. Ethyl decanoate and ethyl dodecanoate are often found in unmature spirits at low concentrations. Sinapaldehyde is typically not found in an unmature spirit.
[0059] The distilled spirit may be characterized by an increase in concentration of sinapaldehyde, ethyl dodecanoate, and ethyl decanoate. The distilled spirit may be characterized by an increase in concentration of sinapaldehyde. In one embodiment, a mature spirit may be characterized by an increase of at least about threefold for ethyl dodecanoate over an unmature spirit. In another embodiment, a mature spirit is characterized by an increase of at least about threefold for ethyl decanoate over an unmature spirit. Increased concentrations may be assessed by any method known in the art.
[0060] A spirit that presents these three compounds in relative proportion (as assessed by peak height measured by gas chromatography mass spectrometry (GCMS)) typically has desirable flavor characteristics. In this regard, a mature spirit may also be characterized by a sinapaldehyde peak greater than 80% and less than 200% of the peak height of ethyl decanoate and ethyl dodecanoate as measured by GCMS. Without being bound to any theory, it is believed that sinapaldehyde concentration is disproportionately important in creating a spirit that meets the organoleptic properties of a mature spirit.
[0061] In another embodiment, a mature spirit is one that produces relative peak heights that are substantially similar to the peak heights shown in FIG. 5 for sinapaldehyde, ethyl decanoate, and ethyl dodecanoate. "Substantially similar," as used herein, refers to a relative peak height differing by no more than 30%, no more than 25%, no more than 20%, no more than 15%, no more than 10%, no more than 5%, or no more than 2%. In still another embodiment, a mature spirit is one that produces relative peak heights that are substantially similar to the relative peak heights shown in FIG. 5 for sinapaldehyde, ethyl decanoate, ethyl dodecanoate, and acetal. In still a further embodiment, a mature spirit is one that produces relative peak heights that are substantially similar to the relative peak heights shown in FIG. 5 for sinapaldehyde, ethyl decanoate, ethyl dodecanoate, acetyl, and syringaldehyde.
[0062] In yet another embodiment, a mature spirit is one that produces relative peak heights that are substantially similar to the relative peak heights shown in FIG. 6 for sinapaldehyde, ethyl decanoate, and ethyl dodecanoate. In still another embodiment, a mature spirit is one that produces relative peak heights that are substantially similar to the relative peak heights shown in FIG. 6 for sinapaldehyde, ethyl decanoate, ethyl dodecanoate, and acetal (1,1-diethoxyethane). In yet another embodiment, a mature spirit is one that produces relative peak heights that are substantially similar to the relative peak heights shown in FIG. 6 for sinapaldehyde, ethyl decanoate, ethyl dodecanoate, acetal, and syringaldehyde.
[0063] The unmatured distilled spirit is a spirit that has not attained the markers or characteristics associated with a matured distilled spirit. The "unmatured distilled spirit," as described herein, refers to white or raw spirits, as well as partially matured spirits, provided that the unmatured distilled spirit is lacking in certain characteristics of a matured spirit. The unmatured distilled spirit, as described herein, has an alcohol content of at least 50% by volume. In some embodiments, the alcohol content of the unmature distilled spirit is between 50% and 80% by volume.
[0064] The term "distilled spirit mixture," as used herein, refers to any distillate on the spectrum from matured to unmatured. The term "distillate" as used herein refers to the liquid composition in the vessel and may include an unmatured distilled spirit, a matured distilled spirit, or a distilled spirit mixture.
[0065] The unmatured distilled spirit is contacted with wood in a vessel. In one embodiment, the wood is provided as the vessel for holding the distillate. In such embodiments, the vessel is, for example, an oak barrel. In other embodiments, wood may be provided to the inside of the reaction vessel, which is optionally made of wood. Non-limiting examples of wood can include, but are not limited to, wood strips, wood chips, wood pellets, wood planks, wood powder, wood pulp, and the like. For example, wood chips or wood pellets may be added such that they are submerged or floating on top of the distillate. Wood may also be provided as various structural configurations within the vessel including as baffles or packing. In still other embodiments, wood may include wood extracts and raw acids designed to mimic the characteristics of wood. In one embodiment, the wood is oak.
[0066] Of the various advantages of the present disclosure, one is that no additional ingredients or acids are provided to facilitate the process. In this regard, the process is free of additives. Without being bound to any particular theory, it is thought that the inventive process rapidly extracts acids from the wood. These acids facilitate the esterification process without the need for additives beyond the wood and the unmatured distilled spirit.
A. Sequential Temperature and Light Processing
[0067] One aspect of the present disclosure provides a process for producing a mature spirit using sequential temperature and light processing. In this regard, the process comprises the steps of (a) contacting an unmatured distilled spirit with wood at a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a distilled spirit mixture; (b) contacting the distilled spirit mixture with wood and actinic light having a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; and (c) providing heat to the actinic light-treated distilled spirit mixture produced in step (b) to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit.
[0068] (i) First Thermal Process
[0069] In the sequential process described herein, the unmatured spirit is be subjected to thermal processing. In this regard, the unmatured distilled spirit is contacted with the wood at a temperature ranging from about 140.degree. F. to about 170.degree. F. In alternate embodiments, the temperature ranges from about 140.degree. F. to about 150.degree. F., from about 145.degree. F. to about 150.degree. F., from about 150.degree. F. to about 160.degree. F., or from about 160.degree. F. to about 170.degree. F. In other embodiments, the temperature may be about 140.degree. F., about 145.degree. F., about 150.degree. F., about 155.degree. F., about 160.degree. F., about 165.degree. F., or about 170.degree. F.
[0070] The time period needed to convert the unmatured distilled spirit to a distilled spirit mixture having partial characteristics associated with a matured spirit, for example, as shown in FIG. 3, depends on factors such as the starting composition of the unmatured distilled spirit and the temperature at which the process is conducted. In some embodiments, a temperature between about 140.degree. F. and about 170.degree. F. is provided for a period of time ranging from about 12 hours to about 336 hours. In alternate embodiments, a temperature between about 140.degree. F. and about 170.degree. F. is provided for a period of time ranging from about 12 hours to about 24 hours, from about 24 hours to about 48 hours, from about 48 hours to about 96 hours, from about 96 hours to about 168 hours, from about 168 hours to about 226 hours, or from about 226 hours to about 336 hours.
[0071] The heating is conducted in a sealed vessel or under reflux such that evaporation of volatile compounds is prevented. The pressure inside the vessel can and will vary in different embodiments of the disclosure. In general, the internal pressure of the vessel housing the reaction components climbs to a maximum of about 6 pounds per square inch (psi). The typical range of pressures in the vessel is between 2 psi and 6 psi, but can be altered to relieve pressure and maintain an operating pressure of less than 1 psi while still achieving the desired chemical reactions.
[0072] In one embodiment, the temperature is maintained between about 140.degree. F. and about 150.degree. F. for a period of time ranging from about 168 hours to about 226 hours.
[0073] In another embodiment, the temperature is maintained between about 150.degree. F. and about 160.degree. F. for a period of time ranging from about 24 hours to about 72 hours.
[0074] Generally, heat is applied continuously through the given time period. But, heat may also be provided for the given time period in a manner that is not continuous, for example, at intervals so long as heat is provided totaling the stated time period. At the end of this time period, a first distilled spirit mixture is provided. In this embodiment of the disclosure, the first distilled spirit mixture produced by the heat process is further reacted as described below.
[0075] The heat process may be conducted in an apparatus as shown in FIG. 7, which shows a cutaway view of one possible internal configuration. The vessel 1 may be a wooden barrel.
[0076] In the embodiment depicted in FIG. 8, a cutaway is shown using dashed lines to reveal another possible internal confirmation of the vessel 1, where vessel 1 may be a stainless steel container. In this embodiment, the wood 12 is provided as chips, planks, pellets, or powder and submerged in or floating on top of the distillate 2.
[0077] For both FIG. 7 and FIG. 8, heat may be applied to the distillate 2 inside the vessel 1 via a heat source 4. In one embodiment, the vessel is sealed under pressure. In another embodiment, the vessel is heated under reflux to prevent evaporation of volatile compounds. Any method for introducing sufficient heat to the distillate including an internal electrical heating element 9 may be used. In such an embodiment, temperature may be controlled by manipulating electrical current in the internal electrical heating element 9 circuit. In alternate embodiments the heat source 4 is external and may be used with a conduit 16, conductor, or the like. In one non-limiting example, steam 18 may be created using an external boiler as the heat source 4 in one embodiment, then passed through a conduit 16 running through the vessel 1, wherein a conductive portion 16 of the conduit is submerged in the distillate 2. In such an embodiment, the temperature of the distillate 2 may be controlled by varying the amount of steam 18 produced by the boiler. Such control may be provided by valves or similar means that are not pictured.
[0078] In one embodiment, the temperature of the distillate 2 in the vessel 1 is brought up to a temperature of about 160.degree. F. for a period of up to 48 hours. This process simultaneously extracts wood derived compounds and acids, some of which are thought to be esterification catalysts. In one embodiment, the temperature of the distillate is measured via a temperature sensor 5. Any known temperature sensor may be used. The temperature of the distillate 2 may be controlled by manually manipulating the heat source 4. In an alternate embodiment, an electronic temperature sensor is coupled 10 to a controller 7. The controller 7 may be configured to present an alert (e.g., flash a light, produce a sound, produce an electrical signal, transmit a text message, e-mail or other electronic communication, etc.) when the temperature of the distillate 2 is outside of a provided range. Optionally, the controller 7 may be coupled to the heat source 4, in which case, the controller is configured to manipulate the heat source to keep the temperature of the distillate 2 within the provided range.
[0079] Heating in accordance with the disclosure triggers the esterification of free volatile acids and alcohols in the distillate 2, while the headspace 3 provides for reflux within the vessel 1 allowing any weak acids to be rapidly extracted from the wood. These weak acids, in combination with elevated temperatures, appear to help catalyze the esterification of free acids in the distillate per the Fischer process, which would otherwise take many years in traditional containers.
[0080] The pressure inside the container may be measured by a pressure sensor 6. The pressure sensor 6 may be coupled to the controller 7. The pressure sensor may be configured to provide alerts if the pressure becomes too high. The pressure sensor may optionally be configured to communicate to open a release valve if the pressure is too high.
[0081] (ii) Actinic Light Process
[0082] The first distilled spirit mixture provided in step (i) is generally allowed to cool and transferred for processing with actinic light. In accordance with one embodiment of the disclosure, the first distilled spirit mixture is contacted with actinic light having a wavelength spectrum in the range of 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit. In at least one instance, the actinic light process can be cooled via a cooling system coupled with the actinic light treatment container.
[0083] The actinic light process is thought to operate through a combination of the photodegradation of wood polymers, photodegradation of chemical compounds in the distilled spirit mixture (including further degradation of products of the photodegradation of wood polymers), and photocatalytic effects. The photodegradation of the organic polymers in wood can be achieved using broad spectrum electromagnetic radiation or very narrow ranges depending on the embodiment of the systems and methods employed.
[0084] The actinic light process takes place in a container that allows amounts of light to pass through. The container is filled with the spirit to be processed and is also generally filled with wood as described in the previous step. In one embodiment, glass carboys are used. The actinic light may come from a variety of sources including natural, synthetic, or a combination thereof. Generally, the exposure in this step can be at least one hour. In some embodiments, the exposure can be up to 336 hours.
[0085] In an alternative embodiment, the exposure in this step can be at least 2,280,000 lux hours, but sometimes as high as 20,000,000 lux hours. In other embodiments, the total exposure is at least 1,000,000 lux hours, at least 1,500,000 lux hours, at least 2,000,000 lux hours, at least 2,500,000 lux hours, or at least 3,000,000 lux hours. Where very high concentrations of the chemical markers described herein are sought even greater exposures might be appropriate.
[0086] In one embodiment, the first distilled spirit mixture is exposed to the entire broad spectrum of wavelengths from 400 nm to 1 mm. In an alternative embodiment, specific wavelengths of the light found in the 400 nm to 1 mm range may be concentrated in relation to others to produce varying effects in the maturing spirits. For example, wavelengths used may be selected from, but are not limited to, about 400 nm to about 600 nm, from about 550 nm to about 650 nm, from about 600 nm to about 700 nm, from about 650 nm to about 750 nm, from about 700 nm to about 800 nm, from about 750 nm to about 850 nm, from about 800 nm to about 900 nm, from about 850 nm to about 950 nm, from about 900 nm to about 1000 nm, from about 1000 nm to about 2000 nm, from about 2000 nm to about 6000 nm, from about 6000 nm to about 1 mm, or any range therein. In particular, the wavelength may range between about 600 nm and about 1000 nm. In the alternative, the wavelength may range between about 183 nm to about 750 nm, about 200 nm to about 2000 nm, from about 375 nm to about 6000 nm, or any range therein. This process may also be used to isolate the wavelengths most responsible for the effects observed in the spirit maturation process. Where specific temperatures are needed to trigger the reactions with the actinic light, heaters may be used in conjunction with special lamps which produce specific wavelengths of light at a specific temperature. Using specific wavelengths alone, or with heaters, to mature the spirit, would allow for lower energy consumption and lower total .mu.W/cm.sup.2 to accomplish the same tasks.
[0087] The time period over which the actinic light process is conducted can and will vary over different embodiments. Where natural light is used, the total exposure to actinic light may range from about 100 hours to about 500 hours, from about 250 hours to about 750 hours, from about 500 hours to about 1000 hours, from about 750 hours to about 1250 hours, or from about 1000 hours to about 1500 hours. Where synthetic lights are used, the total exposure to actinic light may range from about 1 hour to about 12 hours, from about 12 hours to about 24 hours, from about 24 hours to about 48 hours, from about 48 hours to about 96 hours. If artificial lights are used that provide a very low lux value, time is increased proportionally to achieve the lux hour value. In addition, the time period over which the actinic light process is conducted can be shorted when a cooling system is coupled with the actinic light processing container. For example, the actinic light process can be accelerated to a time as brief as 30 minutes by actively cooling the distilled spirit mixture to maintain the temperature below boiling point, allowing a technician to increase the amount of energy applied in the form of actinic light. In at least one example, the total exposure to actinic light may range from about 30 minutes to about 12 hours, from about 30 minutes to about 2 hours, or from about 30 minutes to about one hour.
[0088] It is generally understood that the time required to complete the esterification chemical reaction is directly affected by temperature, with higher temperatures yielding shorter processing times. The heat cycle times may be shortened to as little as one hour by employing higher pressure vessels to allow the distilled spirit mixture to be heated to above boiling point safely, or by employing pressure vents to maintain safe operating pressures. In yet another example, the distilled spirit mixture is heated to boiling point in a container open to a reflux condenser, allowing the esterification process to be as short as one hour. A heat cycle can be achieved through conventional means, such as immersion heaters or steam powered heaters or through unconventional approaches such as ultrasonication.
[0089] The actinic light process may be conducted below the boiling point of the spirit. In some embodiments, the amount or duration of actinic light is controlled, for example, by exposing the spirit to light in a discontinuous manner, by cooling the spirits, by temporarily shielding the spirit from the actinic light, or by other methods for controlling temperature that are known in the art including, but not limited to, a cooling system. Cooling systems compatible with the present methods and systems can include, but are not limited to, inserting a cooling coil, partial cooling jacket, or any method of cooling that allows the solution the be kept below boiling point. In at least one instance the cooling system can maintain the temperature of the spirit at a level between about 130 and about 180 degrees Fahrenheit, including between about 130 and about 140 degrees Fahrenheit, between about 140 and about 150 degrees Fahrenheit, between about 160 and about 170 degrees Fahrenheit, between about 170 and about 180 degrees Fahrenheit, or any range therein. The system could also be fitted with a very powerful cooling system that maintains the distilled spirit mixture at room temperature or even below. This process may also be carried out under reflux to prevent the evaporation of volatile compounds allowing the process to be carried out at the boiling point of the distilled spirit mixture.
[0090] Although it has been shown experimentally that pressure, in particular pressure elevated above atmospheric pressure, is not critical to the actinic light processing, the actinic light processing is generally conducted at atmospheric pressures. The light processing step may accommodate higher or lower pressures.
[0091] In one embodiment, a tungsten halogen bulb is used to provide the actinic light. The bulb has an average light temperature of 2900.degree., and can produce light in a broad spectrum of wavelengths, including wavelengths from 375 nm to 6000 nm. The spirits can be exposed to the light in a period of at least one hour. In at least one embodiment, the sprits are placed in clear containers where about 100 liters of spirit cover a square meter. The area is illuminated to about 190,000 lux with the light being toggled off and on in periods of about 2 to about 4 hours to reach a total exposure of 4,500,000 lux hours. Lux hours, as used herein, describes the light exposure in a given hour because it describes the total luminescence in a given time. Radiant flux measurements were unavailable because the data was not available.
[0092] The experiments illustrates in FIGS. 1-6 employ tungsten halogen bulbs which produce actinic light in the range of approximately 375 nm to 6000 nm. In the alternative, a Mercury lamp can be employed to produce actinic light in the range of approximately 183 nm to 750 nm. In an additional alternative, a Xenon blub can be employed to produce actinic light in the range of approximately 200 nm to 2000 nm, coated halogen bulbs (heat lamps) can be used to concentrate light in the range of approximately 600 nm to 6000 nm. While various wavelength spectrums can be employed, it is critical that the actinic light applied triggers photodegradation of the wood polymers as shown by a marked increase in aldehydes produced through wood polymer decomposition such as syringaldehyde, vanillin and coniferyl aldehyde.
[0093] In another embodiment, a distilled spirit is placed in a translucent jar that was kept in a greenhouse for 168 hours to achieve a total of approximately 4,200,000 lux hours.
[0094] In another embodiment, twenty 500-W halogen bulbs are used to provide light to seventy jars. The lights are toggled on and off for three days to provide the total lux hours needed for the reaction.
[0095] In still another embodiment, 500-W halogen bulbs are shined on both sides of a glass jar. The lights are toggled on and off for 14 hours to provide the total lux hours needed for the reaction.
[0096] As indicated above, exposure to actinic light can alter the amount of various chemical markers present in the spirit including, but not limited to, vanillin, syringic aldehyde, coniferyl aldehyde, which is a precursor to vanillin, hydroxymethylfurfural, and vanillic acid. An increase in such chemical markers can correlate to the desired taste of a matured spirit. For example, the compounds indicated in Table 1, below, show at minimum a 1.5.times. increase in chemical marker beyond what could be extracted from the same wood during only a heating process. Often concentrations can reach 2.times. or greater that which is available through a heating process. In at least one example, the retention times as measured via GCMS of various chemical markers after exposure to actinic light are provided in Table 1, below.
TABLE-US-00001 TABLE 1 Chemical Presence after Actinic Light Exposure Vanillin 43.5 Syringic aldehyde 50.5 Coniferyl aldehyde 56.9 Hydroxymethylfurfural 42.4 Vanillic Acid 39.8
[0097] When the actinic light processing is complete, the resulting actinic light-treated spirit mixture is removed from the light source.
[0098] (iii) Second Thermal Process
[0099] The sequential process further involves a temperature process conducted with the resulting mixture from Section A(ii). In this regard, the actinic light-treated distilled spirit mixture is heated to maintain the temperature of the actinic light-treated distilled spirit mixture between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours in a sealed vessel or under reflux such that evaporation of volatile compounds is prevented to produce a mature spirit.
[0100] The process of heat treating the actinic light-treated spirit is conducted in the manner described in Section A(i) except that the process is performed on the actinic light-treated distilled spirit mixture produced in accordance with Section A(ii). Beneficially, this step triggers a marked reduction in ethyl acetate concentrations generated during the actinic light treatment, shown experimentally to be greater than 60%.
[0101] (iv) Optional Further Processing
[0102] Optionally, the spirit produced by the process described in Sections A(i) through A(iii) may be followed by one or more additional actinic light or thermal processing steps. For example, a second actinic light processing step may be conducted on the product obtained by the second thermal processing step. A third thermal processing step may also be utilized after a second actinic light processing step. In one embodiment, the processes includes a further step of (d) of contacting the product of step (c) with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour. In still another embodiment, the process further comprises the step (e) of contacting the product of step (d) with wood at a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 to give a first distilled spirit mixture.
[0103] In one embodiment, the sequential process may be repeated until a desired chemical marker profile is obtained.
[0104] (v) Inverted Sequential Embodiment
[0105] In still another embodiment of the present disclosure, the sequential process begins with an unmature distilled spirit contacted with actinic light as described in Section (A)(ii) to form an actinic light-treated distilled spirit mixture. Following this treatment, the actinic light-treated distilled spirit mixture is treated thermally as described in Section (A)(i). These steps may be repeated until a desired flavor profile is obtained as determined by the chemical markers described herein.
B. Alternative Sequential Temperature and Light Processing
[0106] An additional aspect of the present disclosure provides a process for producing a mature spirit using an alternative sequential temperature and light processing. In this regard, the process comprises the steps of (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit; (b) removing an amount of the distilled spirit mixture from step (a); (c) contacting the amount of the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; (d) transferring the actinic light-treated distilled spirit mixture to the remaining distilled spirit mixture from step (b) to give a distilled spirit and actinic-light treated distilled spirit mixture; and (e) providing heat to the distilled spirit and actinic light-treated distilled spirit mixture to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to produce the mature spirit.
[0107] (i) First Thermal Process
[0108] In the sequential process described herein, the unmatured spirit is be subjected to thermal processing. In this regard, the unmatured distilled spirit is contacted with the wood at a temperature for a period of time as described in section A(i), above.
[0109] (ii) Removal of Distilled Spirit Mixture
[0110] The first heat-treated distilled spirit mixture provided in step B(i), is generally allowed to cool and a portion is removed and then exposed to an actinic light process in step B(iii).
[0111] In an embodiment, the amount of first heat-treated distilled spirit mixture removed from step B(i) can and will vary depending upon the parameters used in the subsequent steps(s). In an embodiment, the amount of first heat-treated distilled spirit mixture removed from step B(i) may be from about 1% to about 99% of the total volume. In some embodiments, the amounts of first heat-treated distilled spirit mixture removed from step B(i) may be from about 1% to about 99%, from about 1% to about 90%, from about 1% to about 85%, from about 1% to about 80%, from about 1% to about 75%, from about 1% to about 70%, from about 1% to about 65%, from about 1% to about 45%, from about 1% to about 40%, from about 1% to about 35%, from about 1% to about 30%, from about 1% to about 25%, from about 1% to about 20%, from about 1% to about 15%, or from about 5% to about 15% of the total volume. In other embodiments, the amount of first heat treated distilled spirit mixture removed from step B(i) may be from about 1% or about 10% of the total volume.
[0112] (iii) Actinic Light Process
[0113] In accordance with one embodiment of the disclosure, an amount of the first heat-treated distilled spirit mixture is contacted with wood and actinic light having a wavelength spectrum in the range of 400 nm to 1 mm for at least one hour to give a heat-treated and actinic light-treated distilled spirit.
[0114] The actinic light process can be performed in a container similar to that described in section A(i). The container can be filled with an amount of first heat-treated distilled spirit to be processed and is also generally filed with wood as described in the previous step. In one embodiment, glass carboys are used. The actinic light may come from a variety of sources including natural, synthetic, or a combination thereof, as described above.
[0115] The actinic light process can be performed as described in detail above. During the actinic light processing the wood off gasses thereby increasing the pressure inside the vessel but may be optionally vented to maintain a pressure level below about 10 psi. The actinic light processing step may accommodate higher or lower pressures depending on the characteristics and structure of the vessel and eliminating the need for optional venting.
[0116] When the actinic light processing is complete, the resulting amount of first heat-treated and actinic light-treated spirit mixture is removed from the light source.
[0117] (iv) Transfer Process
[0118] The resulting amount of first heat-treated and actinic light-treated spirit mixture is generally transferred to the first heat-treated distilled spirit mixture from step B(i) that was not subjected to the actinic light process to give a combined mixture of first heat-treated distilled spirit and first heat-treated and actinic light-treated distilled spirit mixture.
[0119] A person of ordinary skill in the art would appreciate that all or a portion of the first heat-treated and actinic light-treated spirit mixture may be transferred to all of the first heat-treated distilled spirit mixture from step B(i) that was not subjected to the actinic light process to give a combined mixture of first heat-treated distilled spirit and first heat-treated and actinic light-treated distilled spirit mixture. Alternatively, all or a portion of the first heat-treated and actinic light-treated spirit mixture may be transferred to a portion of the first heat-treated distilled spirit mixture from step B(i) that was not subjected to the actinic light process to give a combined mixture of first heat-treated distilled spirit and first heat-treated and actinic light-treated distilled spirit mixture.
[0120] (v) Second Thermal Process
[0121] The sequential process further involves a temperature process conducted with the resulting mixture from Section B(iv). In this regard, the combined mixture of first heat-treated distilled spirit and first heat-treated and actinic light-treated distilled spirit mixture is heated to maintain the temperature of between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours in a sealed vessel or under reflux such that evaporation of volatile compounds is prevented to produce a mature spirit.
[0122] The process of heat treating the combined mixture of first heat-treated distilled spirit and first heat-treated and actinic light-treated distilled spirit mixture is conducted in the manner described in Section B(i) except that the process is performed on the combined mixture of first heat-treated distilled spirit and first heat-treated and actinic light-treated distilled spirit mixture produced in accordance with Section B(iv). Beneficially, this step triggers a marked reduction in ethyl acetate concentrations generated during the actinic light treatment, shown experimentally to be greater than 60%.
[0123] (vi) Optional Further Processing
[0124] Optionally, the spirit produced by the process described in Section B(i) through Section B(v) may be followed by one or more additional actinic light or thermal processing steps. For example, a second actinic light processing step may be conducted on the product obtained by the second thermal processing step from step B(v). A third thermal processing step may also be utilized after a second actinic light processing step. In one embodiment, the processes includes a further step of contacting the product or a portion of the product of step B(v) with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour. In still another embodiment, the process further comprises contacting the product or a portion of the product that has been optionally further processed with actinic light with wood at a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a first distilled spirit mixture.
[0125] In one embodiment, the process or processes may be repeated until a desired chemical maker profile or organoleptic profile is obtained.
C. Mixed Batch Process
[0126] In another embodiment, the present disclosure provides a mixed batch process for producing a mature spirit. In this embodiment, the process comprises (a) contacting an amount of a first unmatured distilled spirit with wood at a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a first distilled spirit mixture; (b) contacting a second unmatured distilled spirit with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give a second distilled spirit mixture; and (c) mixing the first and second distilled spirit mixtures to produce the mature spirit. Optionally, the mixture may then be heated with wood to between a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to produce a mature spirit.
[0127] Step (a) of the process can be conducted as described in Section (A)(i) or Section (B)(i). The resulting first distilled spirit mixture is not reacted with light. Separately, a second unmatured distilled spirit mixture is treated with actinic light as described in Section (A)(ii) or Section (B)(iii). The resulting second distilled spirit mixture is not necessarily treated by the thermal processing step of Section (A)(i) or Section (B)(i). Instead, the first distilled spirit mixture and the second distilled spirit mixture are mixed together.
[0128] The first distilled spirit mixture and the second distilled spirit mixture may be mixed in any ratio without limitation. In one embodiment, the ratio ranges between about 70:30 and about 30:70 of the first distilled spirit mixture to the second distilled spirit mixture. In particular embodiments, the ratio of the first distilled spirit mixture and the second distilled spirit mixture is about 70:30, about 65:35, about 60:40, about 55:45, about 50:50, about 45:55, about 40:60, about 35:65, or about 30:70. High concentration products may range from 99:1 to 1:99, or, such as from a ratio of 95:5 to 5:95 of the first distilled spirit mixture to the second distilled spirit mixture.
[0129] The mixture of the first distilled spirit mixture and the second distilled spirit mixture is generally allowed to react for at least 1 hour. Without being bound to any theory, it is believed that chemical reactions occur during this time period that enhance the flavor profile over the flavor profile of the separately produced first distilled spirit mixture and the second distilled spirit mixture.
[0130] In a different embodiment, the process comprises (a) mixing an amount of a first actinic light-treated spirit mixture from Section B(iii) and a second actinic-light treated spirit mixture form Section B(iii) to give a mixed actinic light-treated spirit mixture and (b) subjecting the mixed actinic light-treated spirit mixture to the thermal process as described above in Section B(i) or Section B(v).
[0131] In a different embodiment the process comprises (a) mixing an amount of a first actinic light-treated spirit mixture from Section B(iii) with an amount of first unmatured distilled spirit and (b) subjecting the mixed actinic light-treated spirit mixture to the thermal process as described above in Section B(i) or Section B(v).
[0132] In a further embodiment, the process for producing a mature spirit, the process comprising (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 24 hours to about 336 hours to give a distilled spirit mixture; (b) removing an amount of the distilled spirit mixture from step (a); (c) contacting the amount of the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; (d) mixing the actinic light-treated distilled spirit mixture with an amount of an unmatured distilled spirit to give an unmatured distilled spirit and actinic light-treated distilled spirit mixture; and (e) providing heat to the unmatured distilled spirit and actinic light-treated distilled spirit mixture to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to produce the mature spirit.
[0133] In a different embodiment, the process for producing a mature spirit, the process comprising (a) containing a mixture consisting essentially of a first unmatured distilled spirit and wood at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to yield a actinic light-treated distilled spirit mixture; (b) transferring the actinic light-treated distilled spirit mixture or a portion thereof to a second unmatured distilled spirit or a portion thereof to yield a combined mixture of light-treated distilled spirit and unmatured distilled spirit; and (c) providing heat to the combined mixture of light-treated distilled spirit and second unmatured distilled spirit from step (b) to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to produce the mature spirit.
[0134] In another embodiment, the process for producing a mature spirit, the process comprising (a) containing a first mixture consisting essentially of an unmatured distilled spirit and wood at a wavelength spectrum ranging from 400 nm to 1 mm for at least one hour to yield an actinic light-treated distilled spirit mixture; (b) providing heat a second mixture consisting essentially of an unmatured distilled spirit and wood to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to yield a heat-treated distilled spirit mixture; (c) combining the actinic light-treated distilled spirit mixture or a portion thereof and the heat-treated distilled spirit mixture or a portion thereof to yield a combined mixture of an actinic light-treated distilled spirit and heat-treated distilled spirit; and (d) providing heat to the actinic light-treated distilled spirit and heat-treated distilled spirit to maintain a temperature of between about 140.degree. F. and about 170.degree. F. for about 12 hours to about 336 hours to yield a mature spirit.
D. Simultaneous Heat and Light Processing
[0135] In still another embodiment, the present disclosure provides a simultaneous process for producing a mature spirit. In this embodiment, the process comprises contacting a unmatured distilled spirit with wood and maintaining the temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours, and at the same time, contacting the unmatured distilled spirit with actinic light at a wavelength spectrum ranging from about 400 nm to 1 mm for at least one hour to give a mature spirit. Thermal processing is conducted as described in Section (A)(i) or Section (B)(i). Actinic light exposure is as described in Section (A)(ii) or Section (B)(iii).
E. Production of a Matured Spirit by Measuring Chemical Markers
[0136] In still another embodiment, the disclosure provides a process for producing a spirit having characteristics of FIG. 5 or 6, as described herein. The process comprises (a) obtaining a marker concentration of an ester in a target matured distilled spirit thereby giving a target marker concentration, such as ethyl decanoate, as shown in FIG. 5 or 6, (b) contacting an unmatured distilled spirit with wood and processing as described in Sections A-D to form a distilled spirit mixture, measuring the marker concentration of the distilled spirit mixture, and (d) processing the distilled spirit mixture as described in Sections A-D until the marker concentration of the distilled spirit mixture reaches the target marker concentration.
[0137] Once the chemical marker concentration of the distilled sprit mixture is obtained it may be compared to the target marker concentration in order to determine if heating and/or actinic light treating steps as described in Sections A-D can be discontinued. When the target concentration is not met, heating and/or light treatment steps are repeated. Thus, the method provides a tunable process for producing a distilled spirit having characteristics associated with, for example, FIG. 5 or 6. In one embodiment, the chemical marker associated with a matured distilled spirit may be ethyl decanoate. The process disclosed above, however, is not limited to ethyl decanoate, but can be any other ester that has higher concentrations in a matured distilled spirit as compared to an unmatured distilled spirit. Esters are ideal markers for a heat process because the heat process excels at forming esters as opposed to other semi-volatile compounds like sinapaldehyde.
[0138] Markers for the process include, but are not limited to ethyl decanoate, ethyl dodecanoate, ethyl octanoate, ethyl butyrate, and ethyl hexadecanoate. In some embodiments, volatile esters can be used as chemical markers. But, semi-volatiles behave more predictably during processing.
F. Wood Washing
[0139] In still another embodiment, where higher concentrations of a specific ester are desired, the wood described in Sections A-E above is washed prior to use in the method. Wood washing has the effect of increasing the concentrations of certain chemical markers that are important to the flavor of the matured spirit. In particular, wood washing prior to conducting the method can lead to a higher ethyl acetate concentration in the matured spirit.
[0140] Wood washing may be conducted by contacting the compound described below with wood. This contacting includes submerging the wood for a period of time in a solution containing the compound or by pouring a solution containing the compound over the wood.
[0141] In one embodiment, the wood is washed with a carboxylic acid containing 1 to 10 carbon atoms. The carboxylic acid may be selected from, for example, acetic acid, propionic acid, butanoic acid, pentanoic acid, hexanoic acid, heptanoic acid, octanoic acid, nonanoic acid, decanoic acid, branched carboxylic acids such as isobutyric acid, and aromatic acids such as benzoic acid and 2-phenylacetic acid.
[0142] The carboxylic acid may be diluted in water for the washing process. For example, the carboxylic acid can be a dilute solution having a concentration from about 0.0001% and about 1% by volume, or about 1% to about 10% by volume of the carboxylic acid, or the solution may be concentrated to about 20% by volume, about 30% by volume, about 40% by volume, about 50% by volume, about 60% by volume, about 70% by volume, about 80% by volume, about 90% by volume, or higher.
[0143] In one embodiment, the wood is washed with vinegar (i.e., a dilute solution of acetic acid in water). When wood washing is conducted with any one of the processes described in Sections A-E, the final matured spirit has higher ethyl acetate concentrations. For example, the ethyl acetate concentration may be increased by 1.5.times. or more compared to spirit matured using this process without the vinegar washing. These higher concentrations can give flavors characteristic to whiskeys such as bourbon and rye whiskeys where higher ethyl acetate concentrations are common.
G. Negative Pressure Processing
[0144] In combination with one or more processes disclosed in Section A-F herein, air is percolated through a distilled spirit in a container with a headspace until the alcohol concentration of the distilled spirit is reduced. "Percolating" refers to gas aspirating or filtering gradually through a porous surface or substance. The air may be untreated air from the ambient atmosphere, or it may be filtered, dried, and or deoxygenated air. Alternatively, the air may comprise one or more gases selected from the group consisting of nitrogen, oxygen, argon, water, carbon dioxide, and helium, which are the principal gases of the terrestrial atmosphere.
[0145] In particular, the concentration of water in the air may be adjusted to attain a particular "relative humidity," which is the ratio of the amount of water vapor actually present in the air to the greatest amount possible at the same temperature. Without wishing to be bound by theory, a high relative humidity leads to a net loss of alcohol, whereas a low relatively humidity leads to a net loss of water. The relative humidity (RH) of the air may be selected from between about 0% and about 100%, such as between about 0% and about 10%, between about 10% and about 20%, between about 20% and about 30%, between about 30% and about 40%, between about 40% and about 50%, between about 50% and about 60%, between about 60% and about 70%, between about 70% and about 80%, between about 80% and about 90%, or between about 90% and about 100%. The relative humidity may be selected to mimic a geographical location, for example, Kentucky, Scotland, or Jamaica.
[0146] Generally, the air is introduced into to the container is at about atmospheric pressure. An air inlet at the bottom of the container permits the air to contact the distilled spirits. In large containers, the air inlet may be fluidly connected to a diffuser or perforated disk to distribute the air over a larger surface area, thus enhancing contact between the air and the distilled spirit.
[0147] During the process, the headspace of the container is under controlled negative gauge pressure. Although the container is open to the atmosphere or an air source, thereby allowing the air to percolate through, the headspace is enclosed by the top surface of the distilled spirit and the walls of the container, thereby allowing a negative gauge pressure to be exerted. Absolute pressure is zero-referenced against a perfect vacuum, so it is equal to gauge pressure plus atmospheric pressure. Gauge pressure is zero-referenced against ambient air pressure, so it is equal to absolute pressure minus atmospheric pressure, wherever the gauge is located. In stating the gauge pressure, negative signs may be omitted, but are used herein for clarity.
[0148] "Inch of mercury" (inches of Hg, inHg, or "Hg) is a unit of measurement for pressure exerted by a column of mercury of 1 inch (25.4 mm) in height at the standard acceleration of gravity. This simple gauge measures the difference in the levels of the mercury from 0 inches at atmospheric pressure up to 29.92 inches of Hg at the best vacuum attainable. Typically, this scale is shown as 0 to 30 inches of Hg on gauges, such a Bourdon dial gauges.
[0149] The range of gauge pressures used herein can and will vary. The gauge pressure of the headspace inside the container may be between about -25 inHg and about -30 inHg, such as between about -25 inHg and about -25.5 inHg, between about -25.5 inHg and about -26 inHg, between about -26 inHg and about -26.5 inHg, between about -26.5 inHg and about -27 inHg, between about -27 inHg and about -27.5 inHg, between about -27.5 inHg and about -28 inHg, between about -28 inHg and about -28.5 inHg, between about -28.5 inHg and about -29 inHg, between about -29 inHg and about -29.5 inHg, or between about -29.5 inHg and about -30 inHg. The gauge pressure may be between about -27 inHg and about -28 inHg. In particular, the gauge pressure may be about -27.75 inHg.
[0150] During the process, the distilled spirit may chill due to evaporative cooling, especially in large batches. As such, the temperature of the distilled spirit may be heated during the process to hold the temperature constant. Alternatively, the temperature may be lowered or raised relative to the ambient conditions. In these embodiments, the temperature may range from between about 0.degree. F. and about 140.degree. F., such as between about 0.degree. F. and about 10.degree. F., between about 10.degree. F. and about 20.degree. F., between about 20.degree. F. and about 30.degree. F., between about 30.degree. F. and about 40.degree. F., between about 40.degree. F. and about 50.degree. F., between about 50.degree. F. and about 60.degree. F., between about 60.degree. F. and about 70.degree. F., between about 70.degree. F. and about 80.degree. F., between about 80.degree. F. and about 90.degree. F., between about 90.degree. F. and about 100.degree. F., between about 100.degree. F. and about 110.degree. F., between about 110.degree. F. and about 120.degree. F., between about 120.degree. F. and about 130.degree. F., or between about 130.degree. F. and about 140.degree. F. The temperature may be greater than 0.degree. F. The temperature may be less than about 140.degree. F.
[0151] The volume of distilled spirits used in the process can and will vary. For example, the volume may range from about 100 mL to about 10,000 L, such as between about 100 mL and about 500 mL, between about 500 mL and about 1 L, between about 1 L and about 1.5 L, between about 1.5 L and about 2 L, between about 2 L and about 5 L, between about 5 L and about 10 L, between about 10 L and about 50 L, between about 50 L and about 100 L, between about 100 L and about 500 L, between about 500 L and about 1,000 L, between about 1,000 L and about 2,000 L, between about 2,000 L and about 5,000 L, or between about 5,000 L and about 10,000 L. The volume may be greater than about 100 mL. The volume may be less than about 10,000 L. The volume may be about 325 mL. The volume may be about 750 mL. The volume may be about 1.5 L.
[0152] The process disclosed herein decreases the concentration of alcohol within the distilled spirit, and thereby selectively removes the most volatile organic compounds and azeotropes and/or increases the concentration of desirable chemical markers. The disclosed process is very sensitive and is preferably monitored carefully to the target alcohol concentration. (As used throughout this disclosure, "alcohol" without further qualification takes its common meaning of "ethanol.") The alcohol concentration of the distilled spirit may be determined during the process using an in-line density meter connected to the container. In these embodiments, the vacuum chamber should be fitted with an in-line density meter to carefully monitor the changes in alcohol percentage in the spirit, allowing for very precise processing. An in-line density meter is critical to scaling the system to larger volumes. If the disclosed process is run too long, the distilled spirits becomes very bitter. If the disclosed process is run for too short of a time, the distilled spirit retains chemical markers which gives the perception of heat to a consumer.
[0153] The disclosed process can be used on either full strength spirits or bottling strength spirits with the adjustments to the target alcohol concentration, as described herein. The unmatured distilled spirit, as described herein, has an alcohol content of at least 50% by volume. In some embodiments, the alcohol content of the unmature distilled spirit is between 40% and 95.5% by volume. "Full strength" is the strength of distilled spirit straight from the cask (barrel) with no water added. Full strength spirits typically have an alcohol concentration of greater than 60% by volume, such as greater than 65%, as greater than 70%, as greater than 75%, as greater than 80%, as greater than 85%, or as greater than 90% by volume. The initial concentration of alcohol may be between about 40% and about 95.5% by volume. "Bottling strength" refers to the concentration to which distilled spirits are diluted to when transferring from the cask (barrel) to a bottle, which is between about 40% and about 57% by volume for most bottled spirits, such as between about between about 40% and about 45% by volume, between about 45% and about 50% by volume 50% and about 55% by volume, or between about 52% and about 57% by volume.
[0154] As such, the alcohol concentration of full strength distilled spirit may be reduced by between about 1% and about 2% by volume, such as between about 1.1% and about 1.2% by volume, between about 1.2% and about 1.3% by volume, between about 1.3% and about 1.4% by volume, between about 1.4% and about 1.5% by volume, between about 1.5% and about 1.6% by volume, between about 1.6% and about 1.7% by volume, between about 1.7% and about 1.8% by volume, between about 1.8% and about 1.9% by volume, or between about 1.9% and about 2.0% by volume. As such, the alcohol concentration of bottle strength distilled spirit may be reduced by between about 0.3% and about 1% by volume, such as between about 0.3% and about 0.4% by volume, between about 0.4% and about 0.5% by volume, between about 0.5% and about 0.6% by volume, between about 0.6% and about 0.7% by volume, between about 0.7% and about 0.8% by volume, between about 0.8% and about 0.9% by volume, or between about 0.9% and about 1.0% by volume.
[0155] Unlike traditional methods, which lose between about 30% and about 50% of the volume to evaporation in the barrelhouse, the disclosed process removes less than about 20% of the total volume of the spirit, while creating substantially the same flavor characteristics as associated with very old spirits. For example, the disclosed process may remove less than about 20% of the total volume of the spirit, such as less than about 19%, less than about 18%, less than about 17%, less than about 16%, less than about 15%, less than about 14%, less than about 13%, less than about 12%, less than about 11%, less than about 10%, less than about 9%, less than about 8%, less than about 7%, less than about 6%, less than about 5%, less than about 4%, less than about 3%, less than about 2%, or less than about 1% of the total volume of the spirit. As described above, the parameters selected for the process determine whether the net loss from the lost volume is net water or net alcohol.
[0156] One aspect of the present disclosure provides a process for maturing a distilled spirit using sequential pressure processing. In this regard, the process comprises the steps describe above, wherein the distilled spirit in step (a) begins with an alcohol concentration greater than 60% by volume. The process then further comprises (b) diluting the distilled spirit of step (a) with water to an alcohol concentration between about 50% and about 55% by volume, and then (c) percolating air through the diluted distilled spirit in the container with the headspace at a gauge pressure between about -25 inHg and about -30 inHg until the alcohol concentration of the diluted distilled spirit is reduced an additional amount of between about 0.3% and about 1% by volume. The alcohol concentration of the distilled spirit may be determined during the process using an in-line density meter connected to the container.
[0157] As in the first sequence of pressure treatment, the gauge pressure may be between about -27 inHg and about -28 inHg, such as at about -27.75 inHg. Any pressure described herein is sufficient. The temperature of the distilled spirit may be held constant during the step (c) above.
[0158] In particular, the present disclosure provides a process for maturing a distilled spirit. (a) Air percolated through a distilled spirit in a container with a headspace at a gauge pressure between about -27 inHg and about -28 inHg until alcohol concentration of the distilled spirit is reduced by between about 1% and about 2% by volume, as determined by an in-line density meter connected to the container. In this process, the total volume of the spirit is reduced by about 10% or less. The distilled spirit begins step (a) with an alcohol concentration greater than 60% by volume. And then optionally, (b) air is percolated through the distilled spirit of step (a) in the container with the headspace at a gauge pressure between about -27 inHg and about -28 inHg until the alcohol concentration of the distilled spirit is reduced by an additional amount of between about 0.3% and about 1% by volume, as determined by the in-line density meter. And then (c) the distilled spirit of step (b) is diluted with water to an alcohol concentration between about 50% and about 55% by volume. And then (d) air is percolated air through the diluted distilled spirit in the container with the headspace at a gauge pressure between about -27 inHg and about -28 inHg until the alcohol concentration of the diluted distilled spirit is reduced by an additional amount of between about 0.3% and about 1% by volume, as determined by the in-line density meter.
[0159] As described elsewhere in this disclosure, the distilled spirit may be selected from the group consisting of sugar cane spirits, grain spirits, fruit spirits, or agave spirits. Alternatively, the distilled spirit may be selected from the group consisting of rum, tequila, mescal, whiskey, brandy, gin, and vodka.
[0160] The gauge pressure in each of step (a) and step (c) may be about -27.75 inHg. The temperature of the distilled spirit may be held constant during each of step (a), step (b), and step (c).
[0161] The concentration in the distilled spirit may be decreased for one or more chemical markers selected from the group consisting of methanol, C.sub.2-C.sub.6 fatty acids, and C.sub.2-C.sub.6 fatty acid esters. Alternatively or in addition, the concentration in the distilled spirit may be increased for one or more chemical markers selected from the group consisting of vanillin, phenylated esters, C.sub.7-C.sub.24 fatty acid esters, and phenolic aldehydes. In particular, the distilled spirit may be characterized by an increase in concentration of sinapaldehyde, ethyl dodecanoate, and ethyl decanoate. The distilled spirit may characterized by an increase in concentration of sinapaldehyde. The total loss of volume of distilled spirits during the process may be less than about 20%.
[0162] Optionally, the spirit produced by the process described herein may be followed by one or more additional pressure processing steps. In one embodiment, the sequential process may be repeated until a desired chemical marker profile is obtained.
[0163] The present disclosure also provides a distilled spirit produced according to a process described herein.
[0164] The compounds described herein have asymmetric centers. Compounds of the present disclosure containing an asymmetrically substituted atom may be isolated in optically active or racemic form. All chiral, diastereomeric, racemic forms and all geometric isomeric forms of a structure are intended, unless the specific stereochemistry or isomeric form is specifically indicated.
[0165] When introducing elements of the present disclosure or the embodiments(s) thereof, the articles "a," "an," "the," and "said" are intended to mean that there are one or more of the elements. The terms "comprising," "including," and "having" are intended to be inclusive and mean that there may be additional elements other than the listed elements.
[0166] Having described the disclosure in detail, it will be apparent that modifications and variations are possible without departing from the scope of the disclosure defined in the appended claims.
EXAMPLES
[0167] The following examples are included to demonstrate certain embodiments of the disclosure. It should be appreciated by those of skill in the art that the techniques disclosed in the examples represent techniques discovered by the inventors to function well in the practice of the disclosure. Those of skill in the art should, however, in light of the present disclosure, appreciate that many changes can be made in the specific embodiments that are disclosed and still obtain a like or similar result without departing from the spirit and scope of the disclosure, therefore all matter set forth is to be interpreted as illustrative and not in a limiting sense.
Instrumentation
[0168] Gas Chromatography Mass Spectrometry (GCMS) Data was obtained using a Shimadazu GCMS Model QP2010 with a Restek Column--Rxi-5Sil MS, 30 meter, 0.24 mmID, 0.24 umdf. Program conditions were as follows:
TABLE-US-00002 TABLE 2 Analytical Line 1 # of Rinses with Presolvent: 1 # of Rinses with Solvent(post): 5 # of Rinses with Sample: 1 Plunger Speed(Suction): Middle Viscosity Comp. Time: 5.0 sec Plunger Speed(Injection): High Syringe Insertion Speed: High Injection Mode Normal Pumping Times: 3 Inj. Port Dwell Time: 10.0 sec Terminal Air Gap: No Plunger Washing Speed: High Washing Volume: 6 uL Syringe Suction Position -2.0 mm Syringe Injection Position: 0.0 mm Solvent Selection: All A, B, C
TABLE-US-00003 TABLE 3 GC PARAMETERS Column Oven Temp.: 35.0.degree. C. Injection Temp.: 265.0.degree. C. Injection Mode: Split Flow Control Mode: Linear Velocity Pressure: 56.0 kPa Total Flow: 23.9 mL/min Column Flow: 1.12 mL/min Linear Velocity: 38.0 cm/sec Purge Flow: 0.5 mL/min Split Ratio: 20.0 High Pressure Injection: OFF Carrier Gas Saver: ON Carrier Gas Saver Split Ratio: 5.0 Carrier Gas Saver Time: 10.00 min
TABLE-US-00004 TABLE 4 OVEN TEMP. PROGRAM Rate Temperature (.degree. C.) Hold Tim (min) 35.0 5.00 16.00 300.0 1.44
TABLE-US-00005 TABLE 5 MS PARAMETERS IonSourceTemp: 220.00.degree. C. Interface Temp.: 280.00.degree. C. Solvent Cut Time: 1.80 min Detector Gain Mode: Relative Detector Gain: 0.20 kV Threshold: 500 Start Time: 1.80 min End Time: 23.00 min ACQ Mode: Scan Event Time: 0.50 sec Scan Speed: 1000 Start m/z: 35.00 End m/z: 500.00
Comparative Example 1: Fresh Rum
[0169] A sample of fresh, unmature pot distilled rum was analyzed by GCMS. FIG. 1 shows the semi-volatile fingerprint of an un-aged pot distilled rum. This is largely defined by a lack of activity for compounds having a retention time ranging from 5 to 30 minutes. Noteworthy characteristics include, but are not limited to, the starting height of peak 1 corresponding to acetyl, peak 2 corresponding to ethyl decanoate, and peak 3 corresponding to ethyl dodecanoate. The absence of a peak for sinapaldehyde, which is described further in later examples, is noteworthy. FIG. 1 also shows an absence of white noise in the chromatogram starting at the 6 minute retention time point.
[0170] Concentration of ethyl acetate was measured by direct injection mass spectrometry. The concentration of ethyl acetate was shown to be about 110,000 .mu.g/L.
Comparative Example 2: Rum Aged for 33 Years by Conventional Aging Process
[0171] A sample of a commercially-available rum which has been aged for 33 years by conventional aging processes was also analyzed by GCMS. FIG. 2 illustrates a semivolatiles profile characteristic of 33 year aged pot distilled rums. Key characteristics include the high acetal spike (peak 1) the high ethyl decanoate spike (peak 2) the high ethyl dodecanoate spike (peak 3) and the high sinapaldehyde spike (peak #4). The relative heights of peaks 2, 3, and 4 in relation to each other is also important. Organoleptically maintaining this approximate ratio of peak heights to each other proved significant for creating the flavor characteristics associated with aged rum. Further noteworthy is the cluster of medium level peaks centered on the 15-minute mark (thought to be caramel additives and found to include significant amounts of glucose--this phenomena was also observed in known adulterated rum).
[0172] The critical differences between the un-aged rum and the 33-year-old rum, that were ascertainable in the semi-volatile chromatograms included the presence of sinapaldehyde (not found in the white rum) alongside peaks showing significantly elevated ethyl decanoate and ethyl dodecanoate levels (both of which are found in the white rum characterized by relatively low peak values). Finally a significant layer of "white noise" (representing a complex mixture of many semi-volatile compounds) lined the bottom of the chromatogram in the 33-year-old rum and was absent in the un-aged rum.
[0173] Concentration of ethyl acetate was measured by direct injection mass spectrometry. The concentration of ethyl acetate was shown to be about 770,000 .mu.g/L. A more typical reading for ethyl acetate in a 33 year-old sample is 200,000 .mu.g/L.
Comparative Example 3: Heat Only Process
[0174] Otherwise unprocessed heavy pot distilled rum was added to a stainless steel tank and mixed with charred oak slabs and heated to between 150.degree. F. and 170.degree. F. Temperature was held in that range for 48 hours. FIG. 3 shows the GCMS chromatogram of the resulting product. The GCMS shows promising (but inadequate) developments of acetyl (peak 1) ethyl decanoate (peak 2), ethyl dodecanoate (peak 3) and sinapaldehyde (peak 4). It also shows the development of some white noise. Overall this sample did not produce all of the organoleptic properties displayed in aged rum. The flavor and aroma of the sample was abnormally thin and lacked the smoky/woody flavors found in the 33 year-old sample. Qualitatively it was unable to meet two of the key chemical marker criteria for the production of aged rum. As can be seen, the white noise level was low. The ethyl dodecanoate (peak 3) and sinapaldehyde (peak 4) failed reach peak heights similar to the ethyl decanoate (peak 2).
[0175] Concentration of ethyl acetate was measured by direct injection mass spectrometry. The concentration of ethyl acetate was shown to be about 38,000 .mu.g/L.
Comparative Example 4: Actinic Light Only Process
[0176] Otherwise unprocessed heavy pot distilled rum was placed in a sealed flint glass jar along with charred oak slabs and placed in a greenhouse for 30 days. The sample was not subjected to any heat treatment. The sample was analyzed by GCMS. The GCMS shows significant development of acetyl (peak 1) ethyl decanoate (peak 2), ethyl dodecanoate (peak 3) and sinapaldehyde (peak 4). It also shows the development of the level of white noise expected in a mature spirit. But, this sample did not produce the organoleptic properties displayed in aged rum. It was extremely bitter. Qualitatively it was unable to meet one key chemical marker criteria for the production of an aged spirit. The sinapaldehyde (peak 4) was extremely high. It was hypothesized that the extreme level of sinapaldehyde was partially causing the bitterness along with some other observed and abnormally high peaks including furfural (peak 5) and syringaldehyde (peak 6).
[0177] Concentration of ethyl acetate was measured by direct injection mass spectrometry. The concentration of ethyl acetate was shown to be about 62,000 .mu.g/L.
Example 5: Mixed Batch Heat and Actinic Light Process
[0178] Otherwise unprocessed heavy pot distilled rum was added to a stainless steel tank and mixed with charred oak slabs and heated to between 150.degree. F. and 170.degree. F. Temperature was held in that range for 48 hours. Separately, an otherwise unprocessed heavy pot still rum was placed in a sealed flint glass jar along with charred oak slabs and placed in a greenhouse for 30 days. The product of the heat treatment and the product of the light treatment were then mixed together with a ratio of 60% of the heat process product and 40% of the actinic light processed rum. This mixture was allowed to react for 24-48 hours. After this time period, the resulting product was analyzed by GCMS. The GCMS chromatogram is shown in FIG. 5. The chromatogram shows some unexpected results along with major developments. The acetyl concentration (peak 1) unexpectedly fell to a concentration lower than that of either of its constituent parts (FIGS. 3 and 4). But, the acetal level was still elevated in comparison to the unprocessed rum (FIG. 1) by a factor of 1.75.times.. The furfural concentration (peak 5) and syringaldehyde concentration (peak 6) unexpectedly fell sharply correcting the overabundance of these compounds displayed in the actinic light-treated rum (FIG. 4). The ethyl decanoate concentration (peak 2) unexpectedly (and counterproductively) fell to levels lower than those observed in either of the constituent components--yet the peak still remained more than 3.times. higher than the starting concentration in the unprocessed rum satisfying our minimum criteria for an aged spirit. Ethyl dodecanoate (peak 3) was unaffected by combining the products. Critically, the sinapaldehyde (peak 4) fell to a concentration lower than expected given the extremely high peak found in the actinic light reacted product (FIG. 4). The "white noise" fell significantly and unexpectedly, failing to fully satisfy criteria for an aged spirit. Despite the failure of this product to fully meet some markers of the 33-year-old spirit, this product did produce the organoleptic properties displayed in aged rum, albeit a highly idiosyncratic aged rum. It did not display any of the extreme bitterness found in the actinic light reacted rum (FIG. 4), or the thinness of flavor displayed in the temperature treated rum (FIG. 3). It was observed that the peak heights of ethyl decanoate, ethyl dodecanoate, and sinapaldehyde were all elevated and had come closer to aligning than had been possible in either the heat-treated product or the actinic light-treated product alone. Therefore the mixture of the two products had produced a final product that approached meeting all of the key chemical markers outlined in our definition of a mature spirit.
[0179] Concentration of ethyl acetate was measured by direct injection mass spectrometry. The concentration of ethyl acetate was shown to be about 170,000 .mu.g/L.
Example 6: Sequential Temperature and Light Processing
[0180] An otherwise unprocessed heavy pot distilled rum was added to a stainless steel tank and mixed with charred oak slabs and heated to between 150.degree. F. and 170.degree. F. Temperature was held in that range for 48 hours. The resulting product was then placed in a sealed flint glass jar along with charred oak slabs and placed in front of a 500-W halogen bulb for 3 days. Seventy glass jars are placed on a shelf surrounded by a total of 20 lights. The lights were toggled on and off in 2-4 hour cycles to prevent boiling. The resulting product was then placed in a stainless steel tank and mixed with charred oak slabs and heated to between 150.degree. F. and 170.degree. F. Temperature was held in that range for 48 hours. The resulting product was analyzed with GCMS.
[0181] FIG. 6 shows the GCMS chromatogram from a rum sample that has been processed with both heat and light in accordance with Example 6. It shows some unexpected results along with major developments. Unlike the mixture of the heat and actinic light-treated rum described in FIG. 5, the acetyl concentration (peak 1) is as high as it is in the actinic light reacted rum (FIG. 4) more than 3.times. the starting concentration found in the unprocessed rum (FIG. 1) satisfying the acetyl chemical marker criteria for an aged spirit. The furfural concentration (peak 5) does not exhibit the overabundance displayed in the actinic light-treated rum (FIG. 4). The ethyl decanoate concentration (peak 2) shows a peak height 25%+/- higher than that found in the mixture of heat treated rum and actinic light reacted rum described in FIG. 5. The peak shows a relative concentration roughly 5.times. higher than the starting concentration in the unprocessed rum satisfying our minimum ethyl decanoate marker criteria for an aged spirit. The ethyl dodecanoate (peak 3) peak height was identical to that found in the mixture described in FIG. 5 and lines up almost identically with the ethyl decanoate concentration. The sinapaldehyde (peak 4) fell slightly from the light/heat mixture rum described in FIG. 5 critically aligning with the ethyl decanoate (peak 2), and the ethyl dodecanoate (peak 3) satisfying the elusive chemical marker criteria of having peaks 2, 3, and 4 roughly aligned. The "white noise" peaks also rose (as compared to the mixture product displayed in FIG. 5) as a consequence of this modified process satisfying that chemical marker criteria for the production of an aged spirit. As is expected from reading the chromatogram, this product did produce the organoleptic properties displayed in aged rum. It did not display any of the extreme bitterness found in the actinic light reacted rum (FIG. 4), or the thinness of flavor displayed in the temperature treated rum (FIG. 3). It was observed that the peak heights of ethyl decanoate, ethyl dodecanoate, and sinapaldehyde were all elevated and roughly aligned in a way that had not been possible in either the heat-treated product or the actinic light-treated product, or even the mixture of the two (shown in FIG. 5). This process had successfully satisfied all of the key chemical markers outlined in our definition of a mature spirit, elegantly solving the industries "30 years in a barrel" problem. It incidentally and beneficially triggered a marked reduction in ethyl acetate concentrations, shown experimentally to be greater than 60% over the batch process (FIG. 5). The process also produced no evaporation of the finished product as would be expected in conventional barrel aging. The finished product not only mimicked the key marker ratios a traditionally aged product, but ultimately improved the process by shortening the time to maturity, eliminating the evaporation, and reducing the ethyl acetate.
[0182] Concentration of ethyl acetate was measured by direct injection mass spectrometry. The concentration of ethyl acetate was shown to be about 59,000 .mu.g/L.
Example 7: Sample Process
[0183] An otherwise unprocessed heavy pot distilled rum (25 gallons) was added to a stainless steel tank and mixed with charred oak slabs and heated to between 150.degree. F. and 160.degree. F. Temperature was held in that range for 48 hours. Ten percent of the remaining product (about 2.5 gallons) was then placed in a sealed borosilicate glass tube along with charred oak slabs and placed in front of 16500-kW halogen bulbs for 24 hours. The resulting product was then transferred back to the remaining unprocessed pot distilled rum and heated to between 150.degree. F. and 160.degree. F. Temperature was held in that range for 48 hours.
[0184] Numerous examples are provided herein to enhance understanding of the present disclosure. A specific set of statements are provided as follows.
[0185] Statement 1: A process for producing a mature spirit comprising (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a distilled spirit mixture; (b) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from about 183 nm to about 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; and (c) providing heat to the actinic light-treated distilled spirit mixture produced in step (b) to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; wherein steps (a), (b), and (c) are performed sequentially.
[0186] Statement 2: A process in accordance with Statement 1, wherein the wavelength spectrum ranges from about 183 nm to about 750 nm.
[0187] Statement 3: A process in accordance with Statement 1, wherein the wavelength spectrum ranges from about 200 nm to about 2000 nm.
[0188] Statement 4: A process in accordance with Statement 1, wherein the wavelength spectrum ranges from about 375 nm to about 6000 nm.
[0189] Statement 5: A process in accordance with Statement 1, wherein the wavelength spectrum is within the infrared spectrum, ranging from about 700 nm to about 1 mm.
[0190] Statement 6: A process in accordance with Statement 1, wherein the wavelength spectrum is within the UV spectrum, ranging from about 183 nm to about 400 nm.
[0191] Statement 7: A process in accordance with Statements 1-6, further comprising cooling the distilled spirit mixture during the actinic light exposure via a cooling system at a temperature below boiling point.
[0192] Statement 8: A process in accordance with Statements 1-7, wherein the temperature is between about 174.degree. F. to about 182.degree. F.
[0193] Statement 9: A process in accordance with Statements 1-8, further comprising conducting one or more of step (a), step (b), and step (c) are under reflux at a temperature ranging from about 140.degree. F. to about 182.degree. F.
[0194] Statement 10: A process in accordance with Statements 1-8, further comprising conducting one or more of step (a), step (b), and step (c) in high pressure vessels at a temperature ranging from about 140.degree. F. to about 328.degree. F.
[0195] Statement 11: A process in accordance with Statements 1-10, wherein ultrasonication is used during step (a) and step (c) to produce heat.
[0196] Statement 12: A process in accordance with Statements 1-11, further comprising introducing oxygen and/or air to the distilled spirit mixture to autooxidize aldehydes in the distilled spirit mixture.
[0197] Statement 13: A process in accordance with Statements 1-12, further comprising introducing oxygen and/or air to the distilled spirit mixture under a vacuum of up to about -29 inHg to autooxidize aldehydes in the distilled spirit mixture and remove highly volatile VOCs and ethanol.
[0198] Statement 14: A process in accordance with Statements 1-13, wherein the mature spirit has an ethyl acetate concentration of about 59,000 .mu.g/L.
[0199] Statement 15: A process in accordance with Statements 1-14, wherein step (a) and step (c) are maintained at a temperature between about 140.degree. F. and about 150.degree. F. for a period of time ranging from about 168 hours to about 226 hours.
[0200] Statement 16: A process in accordance with Statements 1-14, wherein step (a) and step (c) are maintained at a temperature between about 150.degree. F. and about 160.degree. F. for a period of time ranging from about 24 hours to about 72 hours.
[0201] Statement 17: A process in accordance with Statements 1-16, wherein the unmature distilled spirit is selected from the group consisting of sugar cane spirits, grain spirits, fruit spirits, and agave spirits.
[0202] Statement 18: A process in accordance with Statements 1-17, The process of claim 1, wherein the unmature distilled spirit is selected from the group consisting of rum, tequila, mescal, whiskey, brandy, gin, and vodka.
[0203] Statement 19: A process for producing a mature spirit comprising (a) providing heat to a mixture consisting essentially of an unmatured distilled spirit and wood, to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 24 hours to about 336 hours to give a distilled spirit mixture; (b) dividing the distilled spirit mixture into a first portion and a second portion, (c) contacting the first portion of the distilled spirit mixture of with wood and actinic light at a wavelength spectrum ranging from about 183 nm to about 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture concentrate; and (c) adding the distilled spirit mixture concentrate to the second portion of the distilled spirit mixture and providing heat to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; wherein steps (a), (b), and (c) are performed sequentially.
[0204] Statement 20: A process in accordance with Statement 19, wherein the first portion of the distilled spirit mixture is from about 1% to about 99% of the distilled spirit mixture.
[0205] Statement 21: A process in accordance with Statement 19 or Statement 20, wherein the wavelength spectrum ranges from about 183 nm to about 750 nm.
[0206] Statement 22: A process in accordance with Statement 19 or Statement 20, wherein the wavelength spectrum ranges from about 200 nm to about 2000 nm.
[0207] Statement 23: A process in accordance with Statement 19 or Statement 20, wherein the wavelength spectrum ranges from about 375 nm to about 6000 nm.
[0208] Statement 24: A process in accordance with Statement 19 or Statement 20, wherein the wavelength spectrum is within the infrared spectrum, ranging from about 700 nm to about 1 mm.
[0209] Statement 25: A process in accordance with Statement 19 or Statement 20, wherein the wavelength spectrum is within the UV spectrum, ranging from about 183 nm to about 400 nm.
[0210] Statement 26: A process in accordance with Statements 19-25, further comprising cooling the distilled spirit mixture during the actinic light exposure via a cooling system to a temperature below boiling point of about 174.degree. F. to about 182.degree. F.
[0211] Statement 27: A process in accordance with Statements 19-26, further comprising conducting one or more of step (a), step (b), and step (c) under reflux at a temperature ranging from about 140.degree. F. to about 182.degree. F.
[0212] Statement 28: A process in accordance with Statements 19-26, further comprising conducting one or more of step (a), step (b), and step (c) in high pressure vessels at temperature ranging from about 140.degree. F. to about 328.degree. F.
[0213] Statement 29: A process in accordance with Statements 19-26, wherein step (a) and step (c) are maintained at a temperature between about 140.degree. F. to about 150.degree. F. for a period of time ranging from about 168 hours to about 226 hours.
[0214] Statement 30: A process in accordance with Statements 19-26, wherein step (a) and step (c) are maintained at a temperature between about 150.degree. F. to about 160.degree. F. for a period of time ranging from about 24 hours to about 72 hours.
[0215] Statement 31: A process in accordance with Statements 19-30, further comprising introducing oxygen and/or air to the distilled spirit mixture to autooxidize aldehydes present in the distilled spirit mixture.
[0216] Statement 32: A process in accordance with Statements 19-31, further comprising introducing oxygen and/or air to the distilled spirit mixture under vacuum of up to about -29 inHg to autooxidize aldehydes in the distilled spirit mixture and remove highly volatile VOCs and ethanol.
[0217] Statement 33: A process in accordance with Statements 19-32, wherein the unmature distilled spirit is selected from the group consisting of sugar cane spirits, grain spirits, fruit spirits, and agave spirits.
[0218] Statement 34: A process in accordance with Statements 19-33, wherein the unmature distilled spirit is selected from the group consisting of rum, tequila, mescal, whiskey, brandy, gin, and vodka.
[0219] Statement 35: A process for producing a mature spirit comprising (a) contacting the distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from about 183 nm to about 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture; and (b) providing heat to the actinic light-treated distilled spirit mixture to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; wherein steps (a), and (b), are performed sequentially.
[0220] Statement 36: A process in accordance with Statement 35, wherein the wavelength spectrum ranges from about 183 nm to about 750 nm.
[0221] Statement 37: A process in accordance with Statement 35, wherein the wavelength spectrum ranges from about 200 nm to about 2000 nm.
[0222] Statement 38: A process in accordance with Statement 35, wherein the wavelength spectrum ranges from about 375 nm to about 6000 nm.
[0223] Statement 39: A process in accordance with Statement 35, wherein the wavelength spectrum is within the infrared spectrum, ranging from about 700 nm to about 1 mm.
[0224] Statement 40: A process in accordance with Statement 35, wherein the wavelength spectrum is within the UV spectrum, ranging from about 183 nm to about 400 nm.
[0225] Statement 41: A process in accordance with Statements 35-40, further comprising cooling the distilled spirit mixture during the actinic light exposure via a cooling system to a temperature below the boiling point.
[0226] Statement 42: A process in accordance with Statements 35-41, wherein the distilled spirit mixture is cooled to a temperature of about 174.degree. F. to about 182.degree. F.
[0227] Statement 43: A process in accordance with Statements 35-42, further comprising conducing one or more of step (a) and step (b) under reflux at a temperature range of about 140.degree. F. to about 182.degree. F.
[0228] Statement 44: A process in accordance with Statements 35-43, further comprising conducting one or more of step (a) and step (b) in a high pressure vessel at a temperature ranging from about 140.degree. F. up to about 328.degree. F.
[0229] Statement 45: A process in accordance with Statements 35-44, further comprising using ultrasonication to produce heat during step (b).
[0230] Statement 46: A process in accordance with Statements 35-45, further comprising introducing oxygen and/or air to the distilled spirit mixture to autooxidize aldehydes in the distilled spirit mixture.
[0231] Statement 47: A process in accordance with Statements 35-46, further comprising introducing oxygen and/or air to the distilled spirit mixture under a vacuum of up to about -29 inHg to autooxidize aldehydes in the distilled spirit mixture and the remove highly volatile VOCs and ethanol.
[0232] Statement 48: A process in accordance with Statements 35-47, wherein the mature spirit has an ethyl acetate concentration of about 59,000 .mu.g/L.
[0233] Statement 49: A process in accordance with Statements 35-48, wherein step (b) is maintained at a temperature between about 140.degree. F. and about 150.degree. F. for a period of time ranging from about 168 hours to about 226 hours.
[0234] Statement 50: A process in accordance with Statements 35-49, wherein step (b) is maintained at a temperature between about 150.degree. F. and about 160.degree. F. for a period of time ranging from about 24 hours to about 72 hours.
[0235] Statement 51: A process in accordance with Statements 35-50, wherein the unmature distilled spirit is selected from the group consisting of sugar cane spirits, grain spirits, fruit spirits, and agave spirits.
[0236] Statement 52: A process in accordance with Statements 35-51, wherein the unmature distilled spirit is selected from the group consisting of rum, tequila, mescal, whiskey, brandy, gin, and vodka.
[0237] Statement 53: A process for producing a mature spirit comprising (a) contacting a distilled spirit mixture with wood and actinic light at a wavelength spectrum ranging from about 183 nm to about 1 mm for at least one hour to give an actinic light-treated distilled spirit mixture concentrate; and (b) adding the distilled spirit mixture concentrate to a mixture consisting essentially of an unmatured distilled spirit and wood and providing heat to the resulting mixture produced to maintain a temperature between about 140.degree. F. and about 170.degree. F. for a period of time ranging from about 12 hours to about 336 hours to produce the mature spirit; wherein steps (a), and (b), are performed sequentially.
[0238] Statement 54: A process in accordance with Statement 53, wherein the wavelength spectrum ranges from about 183 nm to about 750 nm.
[0239] Statement 55: A process in accordance with Statement 53, wherein the wavelength spectrum ranges from about 200 nm to about 2000 nm.
[0240] Statement 56: A process in accordance with Statement 53, wherein the wavelength spectrum ranges from about 375 nm to about 6000 nm.
[0241] Statement 57: A process in accordance with Statement 53, wherein the wavelength spectrum is within the infrared spectrum, ranging from about 700 nm to about 1 mm.
[0242] Statement 58: A process in accordance with Statement 53, wherein the wavelength spectrum is within the UV spectrum, ranging from about 183 nm to about 400 nm.
[0243] Statement 59: A process in accordance with Statements 53-58, further comprising cooling the distilled spirit mixture during the actinic light exposure via a cooling system to a temperature below the boiling point.
[0244] Statement 60: A process in accordance with Statements 53-59, wherein the distilled spirit mixture is cooled to a temperature of about 174.degree. F. to about 182.degree. F.
[0245] Statement 61: A process in accordance with Statements 53-60, further comprising conducting one or more of step (a) and step (b) under reflux at a temperature range of about 140.degree. F. to about 182.degree. F.
[0246] Statement 62: A process in accordance with Statements 53-61, further comprising conducting one or more of step (a) and step (b) in a high pressure vessel at temperature of about 140.degree. F. up to about 328.degree. F.
[0247] Statement 63: A process in accordance with Statements 53-62, further comprising using ultrasonication to produce heat in step (b).
[0248] Statement 64: A process in accordance with Statements 53-63, further comprising introducing oxygen and/or air to the distilled spirit mixture to autooxidize aldehydes in the distilled spirit mixture.
[0249] Statement 65: A process in accordance with Statements 53-64, further comprising introducing oxygen and/or air to the distilled spirit mixture under vacuum of up to about -29 inHg to autooxidize aldehydes in the distilled spirit mixture and remove highly volatile VOCs and ethanol.
[0250] Statement 66: A process in accordance with Statements 53-65, wherein the mature spirit has an ethyl acetate concentration of about 59,000 .mu.g/L.
[0251] Statement 67: A process in accordance with Statements 53-66, wherein step (b) is maintained at a temperature between about 140.degree. F. and about 150.degree. F. for a period of time ranging from about 168 hours to about 226 hours.
[0252] Statement 68: A process in accordance with Statements 53-67, wherein step (b) is maintained at a temperature between about 150.degree. F. and about 160.degree. F. for a period of time ranging from about 24 hours to about 72 hours.
[0253] Statement 69: A process in accordance with Statements 53-68, wherein the unmature distilled spirit is selected from the group consisting of sugar cane spirits, grain spirits, fruit spirits, and agave spirits.
[0254] Statement 70: A process in accordance with Statements 53-69, wherein the unmature distilled spirit is selected from the group consisting of rum, tequila, mescal, whiskey, brandy, gin, and vodka.
[0255] While specific embodiments have been described above with reference to the disclosed embodiments and examples, such embodiments are only illustrative and do not limit the scope of the disclosure. Changes and modifications can be made in accordance with ordinary skill in the art without departing from the disclosure in its broader aspects as defined in the following claims.
* * * * *
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.