Unisource High-strength Ultrasound-assisted Method For Casting Large-specification 2xxx Series Aluminium Alloy Round Ingot
LI; Xiaoqian ; et al.
U.S. patent application number 16/852619 was filed with the patent office on 2021-02-04 for unisource high-strength ultrasound-assisted method for casting large-specification 2xxx series aluminium alloy round ingot. This patent application is currently assigned to Central South University. The applicant listed for this patent is Central South University. Invention is credited to Ripeng JIANG, Ruiqing LI, Xiaoqian LI, Zhilin LIU, Hao PENG, Lihua ZHANG, Xiaolin ZHAO.
| Application Number | 20210032728 16/852619 |
| Document ID | / |
| Family ID | 1000004824980 |
| Filed Date | 2021-02-04 |


| United States Patent Application | 20210032728 |
| Kind Code | A1 |
| LI; Xiaoqian ; et al. | February 4, 2021 |
UNISOURCE HIGH-STRENGTH ULTRASOUND-ASSISTED METHOD FOR CASTING LARGE-SPECIFICATION 2XXX SERIES ALUMINIUM ALLOY ROUND INGOT
Abstract
In the technical field of metal melting, a unisource high-strength ultrasound-assisted method for casting large-specification 2XXX series aluminum alloy round ingots applies in an ingot guiding process, a unisource high-strength ultrasonic vibration system to the center of a hot-top crystallizer, ultrasound directly acts on the center position of a crystallizer, and enough ultrasonic field energy is provided for a melt by controlling the power of the ultrasonic vibration system, so that an aluminum alloy solidification process is implemented under the effect of ultrasound, homogenization of microstructures and components of ingots is promoted, and the existing problems that microstructures are thick and crystal phases are enriched due to slow cooling of centers of large-specification round ingots are effectively solved, meanwhile, the problems of great operation difficulty and heavy workload during multisource ultrasonic coupling are avoided.
| Inventors: | LI; Xiaoqian; (Changsha (Hunan), CN) ; LI; Ruiqing; (Changsha (Hunan), CN) ; JIANG; Ripeng; (Changsha (Hunan), CN) ; ZHANG; Lihua; (Changsha (Hunan), CN) ; LIU; Zhilin; (Changsha (Hunan), CN) ; PENG; Hao; (Changsha (Hunan), CN) ; ZHAO; Xiaolin; (Changsha (Hunan), CN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Central South University Changsha (Hunan) CN |
||||||||||
| Family ID: | 1000004824980 | ||||||||||
| Appl. No.: | 16/852619 | ||||||||||
| Filed: | April 20, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B22D 11/114 20130101; C22C 21/12 20130101; C22C 1/026 20130101; B22D 7/005 20130101 |
| International Class: | C22C 21/12 20060101 C22C021/12; C22C 1/02 20060101 C22C001/02; B22D 7/00 20060101 B22D007/00; B22D 11/114 20060101 B22D011/114 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jul 30, 2019 | CN | 201910694820.8 |
Claims
1. A unisource high-strength ultrasound-assisted method for casting large-specification 2XXX series aluminum alloy round ingots, comprising the following steps: performing solidification and ingot guiding by enabling melt of 2XXX series aluminum alloy to flow into a hot-top crystallizer, after ingot guiding is started, applying a set of ultrasonic vibration system to the center of a crystallizer of the hot-top crystallizer, and when casting is about to end, removing the ultrasonic vibration system, to obtain a large-specification 2XXX series aluminum alloy round ingot; wherein power of the ultrasonic vibration system being is 2.about.4 kw; and wherein diameter of the large-specification 2XXX series aluminum alloy round ingot is .gtoreq.500 mm.
2. The method according to claim 1, wherein the diameter of the large-specification 2XXX series aluminum alloy round ingot is 500-1380 mm.
3. The method according to claim 1, wherein the ultrasonic vibration system comprises an ultrasonic transducer, an amplitude transformer and a radiation rod, length of the radiation rod being 490 mm.
4. The method according to claim 3, wherein the depth of the radiation rod of the ultrasonic vibration system immersing into the melt is 15.about.480 mm.
5. The method according to claim 1, wherein frequency of the ultrasonic vibration system is 15.about.30 khz.
6. The method according to claim 1, wherein an applying mode of the ultrasonic vibration system is to vertically guide the radiation rod into the melt from top to bottom.
7. The method according to claim 1, wherein before applying the ultrasonic vibration system, also comprising: preheating the radiation rod of the ultrasonic vibration system; wherein the preheating temperature being is not lower than 350.degree. C.
Description
TECHNICAL FIELD
[0001] The present invention relates to the technical field of metal smelting, and particularly relates to a unisource high-strength ultrasound-assisted method for casting large-specification 2XXX series aluminum alloy round ingots.
BACKGROUND
[0002] Aluminium alloy ring-shaped parts and cylindrical parts as main load-carrying structural parts in aerospace structural parts are complicated in stress state and high in comprehensive performances and dimensional precision requirement, currently, process schemes for preparing high-performance aluminium alloy ring-shaped parts/cylindrical parts at home and abroad mainly adopt integrated manufacturing, therefore, a preparation technology for original high-quality ingots is of great importance, and non-uniformity of microdefects or microstructures in original blanks will be inherited to subsequently caused difference of performances of ring-shaped parts/cylindrical parts. Especially, at present, aerospace structural parts in China develop to be large-scale, the required round ingot diameter is larger, while along with increase of the diameter of aluminium alloy round ingots, problems and conflicts in a casting process are more prominent, for example, extremely non-uniform distribution of melt temperature field and flow field caused by the problems of large spatial scale effect, non-equilibrium solidification environment and nonuniformity of blank component structures and forming interfaces, finally causing extremely nonuniform distribution of ingot microstructures and elements; especially, the core part of the ingot is cooled slowly, easily forming thick solidified microstructures and network-shaped AlCu eutectic phases, and easily forming the defects of looseness, air holes and the like.
[0003] Targeted to the problems of great internal and external temperature difference, serious composition segregation, thick and nonuniform microstructures, and enrichment and segregation of crystalline phases of the core parts of conventional semi-continuous casting ingots, at present, aluminium alloy production enterprises mainly apply a refiner to refine grain microstructures, and optimize casting process parameters such as casting temperature, casting rate and cooling water flow to weaken segregation and refine microstructures; part of scientific research institutions and colleges and universities adopt physical fields such as electromagnetism to act on a solidification process to regulate microstructure and composition uniformity.
[0004] However, along with increase of specifications and dimensions of ingots, increase of use amount of the refiner will cause substantial increase of cost, and in use, too little refiner cannot reach an optimal refining requirement, while excessive refiner will cause a phenomenon of "poisoning", that is, along with increase of content of the refiner, after the refining capability reaches a certain degree, increase of content cannot further improve the refining capability, moreover, excessive refiner forms segregation very easily, intensifying the nonuniformity degree of ingot microstructures. While for an electromagnetic stirring system, an electromagnetic device is mainly provided at the outer periphery of a die to arouse macroscopic flow of a metal melt by electromagnetic force, so as to promote the uniformity of a melt temperature field; electromagnetic stirring systems of different specifications need to be customized and mounted targeted to different dies, resulting in enormous expense; moreover, electromagnetic stirring process parameters adopted for ingots of different specifications need to be debugged and optimized, and too strong stirring capability may cause leakage of metal aluminium liquid, causing safety accidents.
[0005] Moreover, an ultrasound-assisted casting technology also starts to be applied to production of large-specification aluminium alloy ingots, while higher ultrasonic energy is generally needed for solidification of large-dimension ingots, therefore, combined action of multiple groups of ultrasound is needed, application of multiple ultrasonic vibration sources needs to be optimized and controlled in a targeted mode, a process for intercoordination and matching optimization between parameters of different frequencies, powers, phase differences and ultrasonic distances and positions is complicated, and workload is heavier.
SUMMARY
[0006] The present invention is directed to provide a unisource high-strength ultrasound-assisted method for casting large-specification 2XXX series aluminum alloy round ingots, the method provided by the present invention being convenient in operation, saved in cost and high in production efficiency by processing a melt at the center position of a crystallizer by adopting an ultrasonic vibration source.
[0007] In order to achieve the foregoing purpose of the present invention, the present invention provides the following technical scheme:
[0008] A unisource high-strength ultrasound-assisted method for casting large-specification 2XXX series aluminum alloy round ingots, including the following steps:
[0009] performing solidification and ingot guiding by enabling melt of 2XXX series aluminium alloy to flow into a hot-top crystallizer, after ingot guiding is started, applying a set of ultrasonic vibration system to the center of a crystallizer of the hot-top crystallizer, and when casting is about to end, removing the ultrasonic vibration system, to obtain a large-specification 2XXX series aluminum alloy round ingot;
[0010] power of the ultrasonic vibration system being 2.about.4 kw; and diameter of the large-specification 2XXX series aluminum alloy round ingot being .gtoreq.500 mm
[0011] Optimally, the diameter of the large-specification 2XXX series aluminum alloy round ingot is 500-1380 mm
[0012] Optimally, the ultrasonic vibration system includes an ultrasonic transducer, an amplitude transformer and a radiation rod, length of the radiation rod being 490 mm
[0013] Optimally, the depth of the radiation rod of the ultrasonic vibration system immersing into the melt is 15.about.480 mm
[0014] Optimally, frequency of the ultrasonic vibration system is 15.about.30 khz.
[0015] Optimally, an applying mode of the ultrasonic vibration system is to vertically guide the radiation rod into the melt from top to bottom.
[0016] Optimally, before applying the ultrasonic vibration system, the method also includes: preheating the radiation rod of the ultrasonic vibration system; the preheating temperature being not lower than 350.degree. C.
[0017] The present invention provides a unisource high-strength ultrasound-assisted method for casting large-specification 2XXX series aluminum alloy round ingots, according to the present invention, in an ingot guiding process, a unisource high-strength ultrasonic vibration system is applied to the center of a hot-top crystallizer, ultrasound directly acts on the center position of a crystallizer, and enough ultrasonic field energy is provided for a melt by controlling the power of the ultrasonic vibration system, so that an aluminium alloy solidification process is implemented under the effect of ultrasound, homogenization of microstructures and components of ingots is promoted, and the existing problems that microstructures are thick and crystal phases are enriched due to slow cooling of centers of large-specification round ingots are effectively solved, meanwhile, the problems of great operation difficulty and heavy workload during multisource ultrasonic coupling are avoided; according to the present invention, the quantity of adopted ultrasonic sources is few, operation is convenient, cost is saved, and production efficiency can be effectively improved.
BRIEF DESCRIPTION OF THE DRAWINGS
[0018] FIG. 1 is a schematic diagram of a unisource high-strength ultrasound-assisted device for casting large-specification 2XXX series aluminum alloy round ingots, wherein 1--smelting furnace, 2--diversion trench, 3--aluminium melt, 4--hot-top heat preservation cap, 5--crystallizer, 6--cooling water, 7-ultrasonic vibration system, 8-aluminium ingot, 9-ingot guiding plate;
[0019] FIG. 2 is a casting site map after applying ultrasound in embodiment 1;
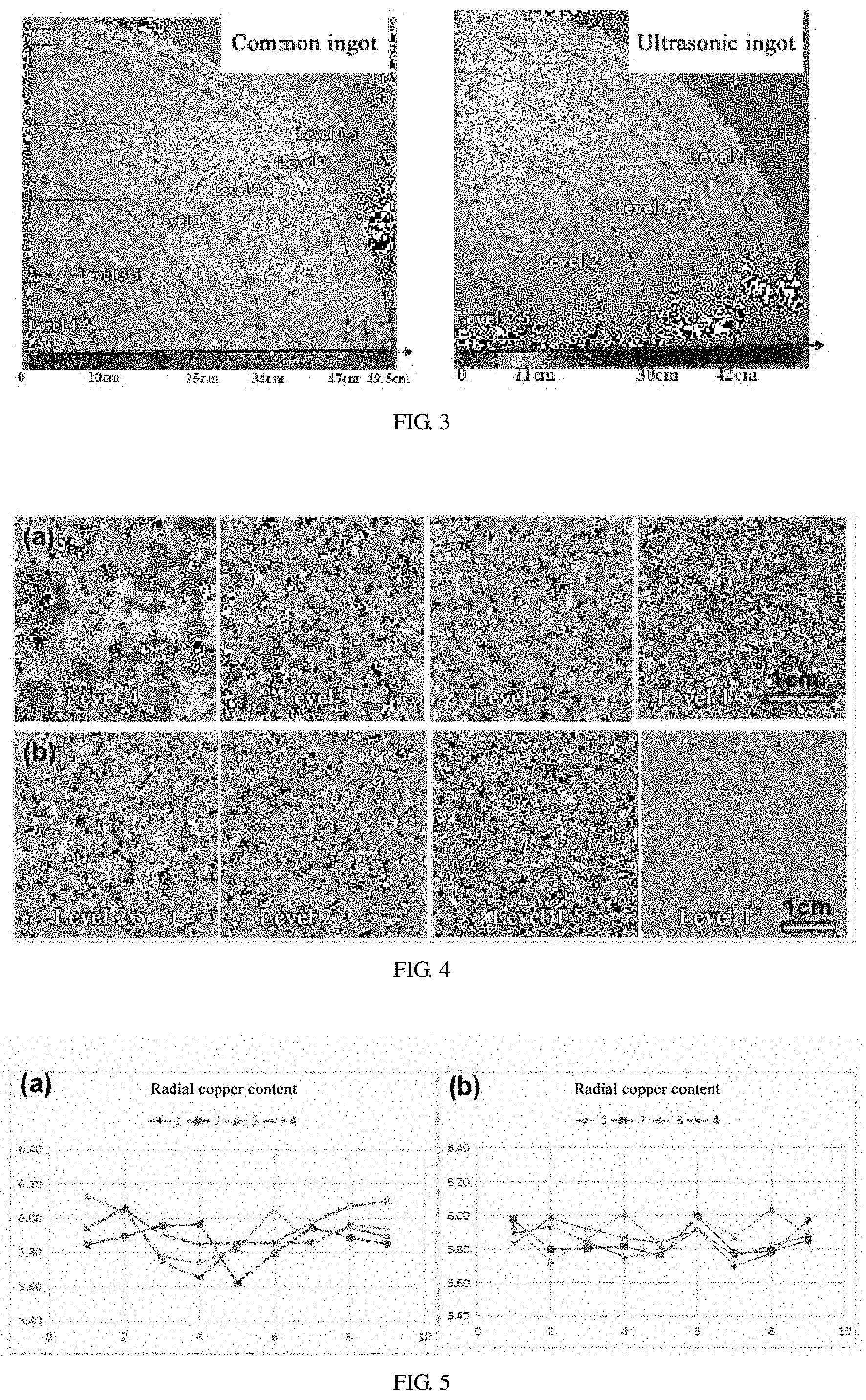
[0020] FIG. 3 is low-power detection results of a common ingot and an ultrasonic ingot in embodiment 1;
[0021] FIG. 4 is a low-power microstructure diagram of radial directions of the common ingot and the ultrasonic ingot in embodiment 1 from the core part to the side part;
[0022] FIG. 5 is radial Cu content distribution of the common ingot and the ultrasonic ingot in embodiment 1; and
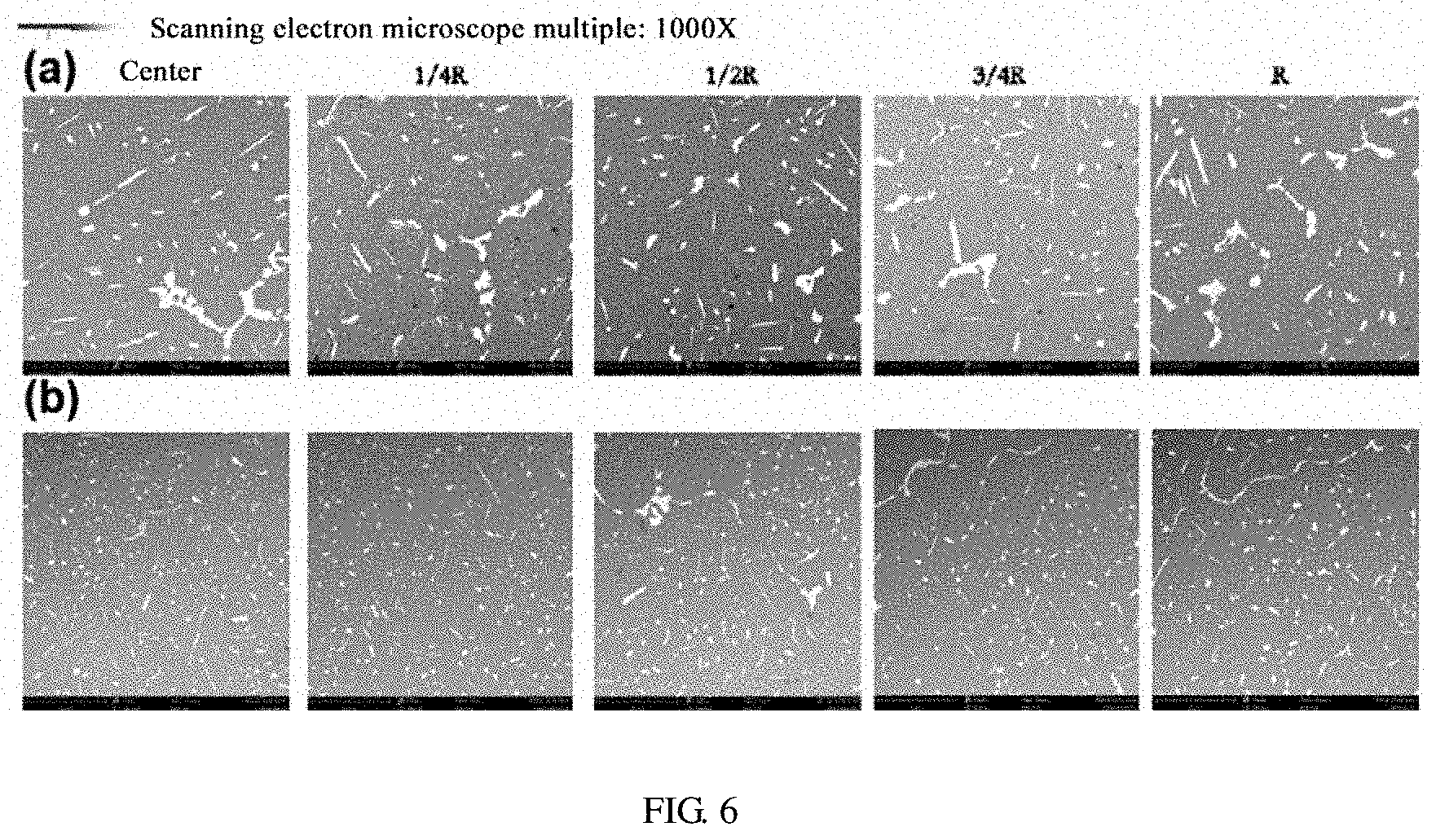
[0023] FIG. 6 is a crystal phase comparison diagram of the common ingot and the ultrasonic ingot in embodiment 1 in different positions.
DESCRIPTION OF THE EMBODIMENTS
[0024] The present invention provides a unisource high-strength ultrasound-assisted method for casting large-specification 2XXX series aluminum alloy round ingots, including the following steps:
[0025] performing solidification and ingot guiding by enabling melt of 2XXX series aluminium alloy to flow into a hot-top crystallizer, after ingot guiding is started, applying a set of ultrasonic vibration system to the center of a crystallizer of the hot-top crystallizer, and performing ingot guiding under the action of the ultrasonic vibration system, and when casting is about to end, removing the ultrasonic vibration system, to obtain a large-specification 2XXX series aluminum alloy round ingot.
[0026] According to the present invention, the diameter of the large-specification 2XXX series aluminum alloy round ingot is .gtoreq.500 mm, optimally, 500.about.1380 mm, more optimally, 600.about.1250 mm.
[0027] According to the present invention, there is no special requirement for a preparation method of the melt of the 2XXX series aluminum alloy, just a method familiar to a person skilled in the art may be adopted. In specific embodiments of the present invention, a preparation process of the melt of the 2XXX series aluminum alloy optimally includes dispensing, smelting, component adjustment and purification treatment.
[0028] According to the present invention, the dispensing may be performed just according to a basic principle in a nominal component specification scope of alloy designation, and alloy raw materials used in dispensing include pure aluminium, aluminium-copper intermediate alloy and intermediate alloy of other elements, specific variety being selected according to components of a target alloy ingot.
[0029] According to the present invention, in the smelting process, optimally, firstly, feeding a pure aluminium ingot into a furnace, rising furnace temperature to 750.degree. C. and preserving heat until the aluminium ingot is completely smelted, and then gradually adding other metals in batches, and slagging off and stirring after all the metals are smelted.
[0030] According to the present invention, the component adjustment specifically includes: sampling to-be-tested components after all alloy raw materials are smelted, and supplementing material or diluting according to a component test result, so as to ensure that melt component content meets the design requirement, and standing for a period of time after component adjustment is completed and then discharging out of the furnace.
[0031] According to the present invention, the purification treatment optimally includes online degassing and impurity removal, specifically, an online degassing and filtering device is provided in a diversion trench between the smelting furnace and the crystallizer. According to the present invention, a rotating nozzle inert gas flotation method (called as an SNIF melt purifying method for short) is optimally adopted for the degassing, specifically, argon is introduced into a rotating nozzle in a degassing box which can be heated for heat preservation to be sprayed into an aluminium melt, and by virtue of the high speed rotation of the nozzle, argon is dispersed to be tiny bubbles, to stir the melt to intensify mass and heat transfer, so as to play the roles of degassing and deslagging in a floating-up process. According to the present invention, a foamed ceramic filter box is optimally adopted for filtering to remove impurities, a spongy ceramic filter in the filter box is mainly made from materials such as aluminium oxide and chromium oxide, and a foamed ceramic filtering and purification principle belongs to a deep filtering mechanism, is large in filtering capability, and is applicable to filtering and purification in continuous casting and roll-casting production; in specific embodiments of the present invention, optimally, a refiner is applied to a diversion trench, so as to further purify a melt, and refine grains; according to the present invention, there is no special requirement for the variety of the refiner, just a refiner familiar to a person skilled in the art may be used.
[0032] According to the present invention, there is no special requirement for specific operation parameters of the degassing and filtering, just needing to operate according to a method familiar to a person skilled in the art.
[0033] Moreover, in a smelting process, smelting time and chemical components should be strictly controlled, and on the premise of ensuring that the alloy is completely smelted, shortening labor hour and reducing burning loss as far as possible.
[0034] A melt of the 2XXX series aluminum alloy flows into a hot-top crystallizer to be be subject to solidification and ingot guiding, after ingot guiding is started, a set of ultrasonic vibration system is applied to the center of a crystallizer of the hot-top crystallizer, and when casting is about to end, the ultrasonic vibration system is removed, to obtain a large-specification 2XXX series aluminum alloy round ingot. According to the present invention, there is no special requirement for the structure of the hot-top crystallizer, just a hot-top crystallizer familiar to a person skilled in the art may be used. According to the present invention, the hot-top crystallizer includes a hot-top heat preservation cap, a crystallizer, an ingot guiding plate and a cooling water system (a structure being as shown in FIG. 1); after being smelted in a smelting furnace, a melt enters the hot-top crystallizer from a diversion trench, is primarily cooled by the cooling water system firstly to be solidified to be a shell in the hot-top crystallizer, and then along with the downward traction of the ingot guiding device, the solidified shell moves downwards and is cooled for a second time directly by cooling water to be further solidified, so as to form an ingot. According to the present invention, after ingot guiding is started, an ultrasonic vibration system is applied, and an applying mode is optimally to vertically guide a radiation rod into a melt from top to bottom, ensuring that the liquid level of the melt in the crystallizer is steady when the radiation rod is immersed into the melt; according to the present invention, optimally, after ingot guiding is started, an ultrasonic vibration system is applied when the length of the ingot is 200 mm
[0035] According to the present invention, the ultrasonic vibration system is composed of an ultrasonic transducer, an amplitude transformer and a radiation rod, wherein the transducer is connected with an ultrasonic power source to generate ultrasonic vibration, an amplitude transformer magnifies amplitude, while the radiation rod directly contacts with an acting object to emit ultrasonic wave; length of the radiation rod being optimally 490 mm. According to the present invention, the depth of the radiation rod of the ultrasonic vibration system immersing into the melt is 15.about.480 mm, optimally, 50.about.450 mm, further optimally, 100.about.400 mm, frequency of the ultrasonic vibration system is optimally 10.about.30 khz, more optimally, 18.about.28 kHz, further optimally, 19.about.21 kHz, and power is optimally 2.about.4 kw, more optimally, 2.5.about.3.5 kw. According to the present invention, the frequency and power of the ultrasonic vibration system are controlled within the foregoing scope, so as to provide enough ultrasonic field energy, and promote homogenization of the microstructure and components of the ingot.
[0036] Before ultrasonic vibration is applied, according to the present invention, optimally, the radiation rod of the ultrasonic vibration system is preheated; the preheating temperature is optimally not lower than 350.degree. C., more optimally, is 400.about.450.degree. C.; before preheating, the present invention also optimally includes: cleaning the surface of the radiation rod, and there is no special requirement for the surface cleaning, just needing to thoroughly clean impurities on the surface of the radiation rod; after preheating, the present invention also optimally includes: performing no-load debugging on the ultrasonic vibration system, and by no-load debugging, the present invention ensures that the amplitude output of the end face of the radiation rod of the ultrasonic vibration system is .gtoreq.15 micrometers.
[0037] In the whole process of processing an aluminium alloy melt by ultrasonic vibration, stability of ultrasonic parameters is ensured by automatic tracking and adjusting functions of an ultrasonic power system, and the ultrasonic vibration system should not be disturbed in an operating process, so as to avoid disturbance of ultrasonic parameters and fluctuation of aluminium liquid.
[0038] According to the present invention, there is no special requirement for the casting temperature, casting speed, spraying water pressure and cooling water flow of a melt in the crystallizer, just needing to set according to specific conditions.
[0039] When casting is about to end, according to the present invention, an ultrasonic vibration system in the hot-top crystallizer is removed, and in specific embodiments of the present invention, specific removal time of the ultrasonic vibration system can be determined according to the specification of the ingot and remaining height of the melt in the crystallizer, just needing to ensure that ingot is smoothly ended and formed. When the ultrasonic vibration system is removed, optimally, turning off the ultrasonic power source firstly, then slowly lifting up the ultrasonic vibration system by using a lifting table, and moving to a safety zone, keeping steady in a moving process, so as to avoid fluctuation of the aluminium liquid and rolling-in of an oxidation film; a removed ultrasonic vibration system should be further ventilated to cool and the surface of the radiation rod is thoroughly cleaned.
[0040] According to the present invention, a unisource ultrasonic vibration system is applied to the center of a hot-top crystallizer, and effects such as cavitation, acoustic streaming and stirring caused by ultrasonic vibration act on the interior of an aluminium melt, so as to accelerate heat transfer and convection of the melt, promote uniformity of solidification temperature field and flow field, and finally achieve the purpose of controlling the microstructure and components of the ingot to be uniform.
[0041] According to the present invention, the action of ultrasound in a crystallizer can be divided into two parts according to acting positions, which are respectively actions on a liquid metal zone and a solid-liquid mixed zone in a smelting pool. In the liquid metal zone, a cavitation effect generated by ultrasonic vibration firstly has effects of digassing and impurity removal. There are usually many microcosmic insoluble solid heterogeneous particles (such as oxide, carbide, nitride and the like) in a metal melt, in actual production, crystal nucleus are preferably formed by attaching to the surfaces of the heterogeneous particles, however, in general conditions, because the surfaces of the heterogeneous particles have some surface defects such as narrow cracks, grooves, bosses and fissures, most heterogeneous particles are in an inert state and fail to become effective heterogeneous nucleus to participate in nucleus forming. However, under the cavitation effect of high-strength ultrasound, impact pressure caused by cavitation bubble collapse impacts the surfaces of particles constantly, to play a role of cleaning the surfaces of the heterogeneous particles; cavitation bubbles are accompanies with a series of two-order phenomena in an oscillating process, for example, enabling liquid itself to generate ring current, causing vibrating bubbles to have very high velocity gradient and viscous stress, and prompting damage and falling-off of dirt on the surface of a cleaned member; meanwhile, high-speed microjet generated by ultrasonic cavitation can remove or weaken a dirt bed on the boundary of a solid surface to go deep into holes, groove, slits and micropores in the surfaces of particles, so as to improve the wettability of the heterogeneous particles; moreover, ultrasonic vibration also can arouse severe vibration of the heterogeneous particles in metal liquid, so as to improve the wettability of the heterogeneous particles in the liquid metal. In a word, applying of an ultrasonic field has a severe activation effect for these heterogeneous particles, and can transform the heterogeneous particles into effective crystal nucleus to participate in a solidification and nucleus forming process. Moreover, the acoustic streaming effect of ultrasound can drive disturbance of a smelting pool flow field, so as to promote uniform distribution of a temperature field on one hand, and uniformly disperse activated heterogeneous particles to different positions on the other hand, and thus promoting uniformity of a temperature field, a flow field and solidified microstructures in a smelting pool.
[0042] In a solid-liquid mixed zone (that is, a solidification front zone), when the ultrasonic depth is constantly increased to directly act an ultrasonic cavitation effect to a solidification front, microjet and high-frequency vibration generated by ultrasonic cavitation may play the roles of impacting and vibrating for primary dendritic crystals and secondary dendritic crystals, possibly causing falling-off of the secondary dendritic crystals from the neck, and the falling-off free dendritic crystals are more liable to be uniformly distributed in a smelting pool along with the stirring action of ultrasonic acoustic streaming, so as to increase nucleus forming nucleus, and refine a solidified microstructure. Meanwhile, when ultrasonic vibration acts on a solid-liquid coexisting zone as a vibration energy, it may also arouse co-frequency resonance so as to cause a lot of primary crystals growing to a same dimension to generate common vibration, inhibit further growth of the crystals, promote uniformity of crystal microstructure, and finally play the roles of refining grains, reducing content of alloying elements of microstructures of the core part and inhibiting enrichment of thick crystal phases.
[0043] According to the present invention, a unisource high-strength ultrasonic system is applied to the center of a crystallizer, which uses few ultrasonic sources, is convenient to operate and saves cost, and can effectively solve the problem of great difficulty in operation control of the prior art and increase the production efficiency on the basis of ensuring ingot quality.
[0044] The following describes the scheme provided by the present invention in details with reference to embodiments, however, these cannot be understood as limitation to the protection scope of the present invention.
Embodiment 1
[0045] Ultrasonic semi-continuous casting of .PHI.1100 mm 2219 aluminium alloy with length of 3000 mm
[0046] 1. A Casting Process
[0047] 1) Debugging and Preparation Before Casting
[0048] Detecting 20-ton casting equipment, ensuring that .quadrature. in the part of a smelting furnace, a heating device, an electromagnetic stirring device and a furnace dumping power device operate normally; .quadrature. in a diversion trench and an online degassing and impurity removal part, checking whether a deslagging and heating device works normally, whether a rotating nozzle is normal and available, whether a filter plate is abraded seriously, and whether a refiner wire feeder works normally, and ensuring that the diversion trench is thoroughly cleaned, without aluminium residue and the like; .quadrature. in the part of a crystallizer: checking whether a hot-top cap and a graphite crystallizer are seriously abraded and need to be changed, and whether an ingot guiding device works normally, and ensuring that an oil-gas lubrication system and a cooling water system work normally.
[0049] 2) Alloy Matching and Smelting
[0050] Strictly controlling smelting time and chemical components in a smelting process, and on the premise of ensuring that alloy is completely smelted, shortening labor hour and reducing burning loss as far as possible. Specific operations are: firstly feeding a pure aluminium ingot into a furnace, starting heating equipment to rise furnace temperature to 750.degree. C. and preserving heat for a period of time to ensure that the aluminium ingot is completely smelted, then gradually adding other metals in batches, and after the metals are completely smelted, sampling to-be-tested components by electromagnetic and manpower stirring in match with slagging-off and stirring, then selecting to supplement material or dilute according to component test results, standing for 10 min after refining is completed, and then discharging out of a furnace, the scope of ally components being as shown in table 1.
TABLE-US-00001 TABLE 1 Aluminium alloy element matching table (mass fraction, %) Alloy elements Si Fe Cu Mn Mg Zn Ti V Zr Al Specialized <0.2 <0.3 5.8~6.8 0.2~0.4 <0.02 <0.1 0.02~0.1 0.05~0.15 0.1~0.25 Balance scope (%) a 0.006 0.03 5.96 0.38 0.002 0.005 0.059 0.07 0.11 Balance
[0051] 3) Online Degassing and Impurity Removal of Aluminium Liquid
[0052] Providing an online degassing and filtering device in a diversion trench between the smelting furnace and the crystallizer. An inert gas flotation method (called as SNIF melt purifying method for short) with a rotating nozzle is adopted for degassing. A foamed ceramic filtering method is adopted for filtering for deslagging.
[0053] 4) Ultrasonic Casting
[0054] Performing ultrasonic processing on the rear half section of an ingot in a semi-continuous casting process, and finally comparing microstructures of two segments of the ingot, specific steps of ultrasound-assisted casting experiment are as follows:
[0055] Preheating a diversion trench, the inner wall of a crystallizer and an ultrasonic radiation rod. Opening a furnace mouth after temperature is steady and tilting the smelting furnace for pouring, opening cooling water of the crystallizer, starting an ingot guiding device after aluminium liquid flows into the crystallizer for a certain height, meanwhile, opening secondary cooling water to spray the system, at the moment, an ingot guiding plate moves downwards to pull down the ingot, starting semi-continuous casting, and when the length of the ingot is 1500 mm, vertically applying a set of ultrasonic vibration system from a position above the center of the crystallizer and vibrating, wherein the depth of the ultrasonic radiation rod immersing into the aluminium liquid is about 200 mm, frequency is 30 khz, and power is 4 kw, and when casting is about to end, removing the ultrasonic vibration system, to obtain an aluminium alloy ingot, wherein the upper half section (0.about.1500 mm) of the obtained ingot is common ingot, and the lower half section (1500.about.3000 mm) is ultrasonic ingot.
[0056] A schematic diagram of a device used in the present embodiment is as shown in FIG. 1, the right of FIG. 1 is a schematic diagram of an applying position of the ultrasonic vibration system in the crystallizer, and r represents the radius of the crystallizer; a casting site after being applied with ultrasound is as shown in FIG. 2.
[0057] 2. Microstructure Analysis
[0058] FIG. 3 is low-power detection results of common ingot and ultrasonic ingot, it is known from FIG. 3 that the grain size of the ultrasonic ingot is reduced, microstructures become tiny and are uniformly distributed, and the center of the ingot is about in level 2.5; while the center of the common ingot is in level 4. A further enlarged drawing is as shown in FIG. 4, in FIG. 4, (a) is a low-power microstructure diagram of the common ingot from the core part to the side part, (b) is a low-power microstructure diagram of the ultrasonic ingot from the core part to the side part; and it is obviously known from FIG. 4 that the microstructure of the core part of the common ingot is thick.
[0059] FIG. 5 is radial Cu content distribution of the common ingot and the ultrasonic ingot, wherein (a) is common ingot, (b) is ultrasonic ingot; it is known from the result that the ultrasonic ingot is uniformly distributed, and it is known by computation that the maximum radial segregation rate of Cu element of the common ingot is 7%, and that of the ultrasonic ingot is 5%, indicating that the ultrasonic ingot is smaller in deviation, and uniform in components.
[0060] FIG. 6 is a crystal phase comparison diagram of the common ingot and the ultrasonic ingot, wherein R represents the radius of an aluminium alloy round ingot, and it is known from FIG. 6 that the crystal phase microstructures of the ultrasonic ingot are tiny and uniform; while the intra-crystal crystal phases of the common ingot are thick and are distributed in a network form.
[0061] It is known from the foregoing embodiment that according to the present invention, a unisource high-strength ultrasonic vibration system is applied to the center of the hot-top crystallizer, so as to promote the homogenization of the microstructures and components of ingots and grain refining, to obtain high-quality aluminium alloy ingots; moreover, according to to the present invention, few ultrasonic sources are adopted, operation is convenient, and cost is saved, the problem of great difficulty in operation control in multisource ultrasonic coupling can be effectively solved, and production efficiency is increased.
[0062] The foregoing descriptions are merely preferred implementation modes of the present invention, it should be noted that a person of ordinary skill in the art may make some improvements and modifications without departing from the principle of the present disclosure, and these all should be deemed as falling within the protection scope of the present invention.
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.