Producing Cementitious Materials with Improved Hydrophobicity and Strength Using Reclaimed Waste Substances
Lee; Maw-Tien ; et al.
U.S. patent application number 16/708524 was filed with the patent office on 2021-01-07 for producing cementitious materials with improved hydrophobicity and strength using reclaimed waste substances. This patent application is currently assigned to AllNew Chemical Technology Company. The applicant listed for this patent is Chi-Yao Chen, Fu-Ming Lee, John Lee, Maw-Tien Lee, Zih-Yao Shen. Invention is credited to Chi-Yao Chen, Fu-Ming Lee, John Lee, Maw-Tien Lee, Zih-Yao Shen.
| Application Number | 20210002173 16/708524 |
| Document ID | / |
| Family ID | |
| Filed Date | 2021-01-07 |









| United States Patent Application | 20210002173 |
| Kind Code | A1 |
| Lee; Maw-Tien ; et al. | January 7, 2021 |
Producing Cementitious Materials with Improved Hydrophobicity and Strength Using Reclaimed Waste Substances
Abstract
A hydrophobic admixture, for cementitious materials such as cement paste, mortar, and concrete, includes solid polymer particles with a coating of hydrophobic agent and surfactant. The solid polymer particles adhere to exterior surfaces of hydrated cement particles in the cement matrix. The solid polymer particles deliver the hydrophobic agent into the cement matrix which is hydrophilic. The hydrophobic agents are distributed uniformly throughout the cement matrix. The solid polymer particles can be crumb rubber particles derived from waste rubber tires, recycled plastics and similar solid materials. The hydrophobic liquid agent is derived from waste lubricant oil, spent motor oil, base oil, esters of fatty acids, vegetable oil and the like. Fine particles such as activated carbon, silica fume and spent catalyst can be employed to fill the large pores or cracks that develop in the cementitious matrix. The cured cementitious materials exhibit high contact angles and high compressive strengths.
| Inventors: | Lee; Maw-Tien; (Taipei, TW) ; Shen; Zih-Yao; (Taipei, TW) ; Chen; Chi-Yao; (Taipei, TW) ; Lee; Fu-Ming; (Katy, TX) ; Lee; John; (Taipei, TW) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | AllNew Chemical Technology
Company Taipei TW |
||||||||||
| Appl. No.: | 16/708524 | ||||||||||
| Filed: | December 10, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 16458771 | Jul 1, 2019 | 10590038 | ||
| 16708524 | ||||
| Current U.S. Class: | 1/1 |
| International Class: | C04B 14/02 20060101 C04B014/02; C04B 18/04 20060101 C04B018/04; C04B 18/14 20060101 C04B018/14; C04B 18/22 20060101 C04B018/22 |
Claims
1. A set cementitious composition, that comprises cement paste, mortar, or concrete, and which comprises a cement mixture with hydrated cement particles dispersed therein and which comprises solid polymer particles that have a surface coating comprising a hydrophobic agent, wherein the solid polymer particles adhere to exterior surfaces of the hydrated cement particles, (ii) a surfactant that is blended with the hydrophobic agent and (iii) fine particles that are selected from the group consisting of activated carbon, silica fume, spent catalyst, and mixtures thereof and that fill pores or cracks in the composition.
2. (canceled)
3. The set cementitious composition of claim 1 wherein the composition has an exterior surface which has a contact angle of at least 45 degrees.
4. The set cementitious composition of claim 1 wherein the composition has a compressive strength of at least 15 to 50 MPa.
5. The set cementitious composition of claim 1 wherein the cement mixture is prepared from a cementitious material, water, and a hydrophobic admixture comprising coated solid polymer particles comprising solid polymer particles that are coated with the hydrophobic agent, wherein the coated solid polymer particles are mixed with the cementitious material in a weight ratio from 1:1 to 1:100.
6. The set cementitious composition of claim 5 wherein the weight ratio from 1:1 to 1:10.
7. (canceled)
8. (canceled)
9. The set cementitious composition of claim 1 wherein the solid polymer particles comprise crumb rubber particles, the hydrophobic agent is selected from the group consisting of waste lubricant oil, spent motor oil, base oil, ester of fatty acids, vegetable oil, and mixtures thereof, the fine particles are selected from the group consisting of activated carbon, silica fume, spent catalyst, and mixtures thereof
10. (canceled)
11. A method of preparing a cementitious composition which comprises (a) forming a cement mixture by mixing dry cement, water, and a hydrophobic admixture which comprises solid polymer particles that have a surface coating comprising (i) a hydrophobic agent whereby the solid polymer particles adhere to exterior surfaces of hydrated cement particles that develop in the cement mixture, (ii) a surfactant that is blended with the hydrophobic agent and (iii) fine particles; and (b) curing the cement mixture to form a set cementitious composition wherein the solid polymer particles comprise crumb rubber particles, the hydrophobic agent is selected from the group consisting of waste lubricant oil, spent motor oil, base oil, ester of fatty acids, vegetable oil, and mixtures thereof, the fine particles are selected from the group consisting of activated carbon, silica fume, spent catalyst, and mixtures thereof and the fine particles fill pores or cracks in the set cementitious composition.
12. The method of claim 11 wherein the cementitious composition comprises cement paste, mortar, or concrete.
13. The method of claim 11 wherein the set cementitious composition has an exterior surface which has a contact angle of at least 45 degrees.
14. The method of claim 11 wherein the set cementitious composition has a compressive strength of 15 to 50 MPa.
15. The method of claim 11 wherein the hydrophobic admixture is mixed with the cement in a weight ratio from 1:1 to 1:100.
16. The method of claim 15 wherein the weight ratio from 1:1 to 1:10.
17-20. (canceled)
21. The method of claim 11 wherein the hydrophobic admixture is prepared by (i) mixing the hydrophobic agent and surfactant to form a modified hydrophobic agent, (ii) mixing the solid polymer particles with the modified hydrophobic agent to form coated solid polymer particles and (iii) blending the fines particles into the coated solid polymer particles.
Description
REFERENCE TO RELATED APPLICATION
[0001] This application is a divisional application of U.S. patent application Ser. No. 16/458,771, that was filed on Jul. 1, 2019.
FIELD OF THE INVENTION
[0002] The present invention relates to hydrophobic admixtures for cementitious materials and more particularly to admixtures, which are formed from (i) crumb rubber which is derived from waste rubber tires and plastics, (ii) waste lubricant oil and the like, (iii) surfactant, and (iv) fine particles, that impart water repellant properties without compromising the cementitious materials' mechanical strength.
BACKGROUND OF THE INVENTION
[0003] A cementitious mixture refers to pastes, mortars, and concrete compositions comprising a hydraulic cement binder having consistencies ranging from stiff to extremely dry. Pastes are defined as mixtures composed of a hydraulic cement binder, either alone or in combination with pozzolans such as fly ash, silica fume, or blast furnace slag, and water. Mortars are defined as pastes that additionally include fine aggregate. Concretes additionally include coarse aggregate. These compositions may additionally include other admixtures such as set retarders, set accelerators, defoaming agents, air-entraining or air detraining agents, corrosion inhibitors, water reducing agents, and pigments.
[0004] Water repellant components have also been incorporated into conventional cement mixtures but the hydrophobic cementitious mixtures that are produced tend to exhibit reduced mechanical strengths. In addition, most hydrophobic agents are lipophilic organic solvents whereas the cement matrix is hydrophilic. The hydrophobic agents are insoluble in the water phase, causing inhomogeneous dispersion of the hydrophobic agent in aqueous cementitious mixtures. Industry is in need of developing improved hydrophobic cementitious mixtures using low-cost additives particularly from reclaimed waste materials.
SUMMARY OF THE INVENTION
[0005] The present invention is based in part on the development of an admixture comprising of (i) crumb rubber particles which are preferably derived from waste rubber tires, recycled plastics and similar solid materials and (ii) a hydrophobic liquid agent that is preferably derived from waste lubricant oil, spent motor oil, base oil, esters of fatty acids, vegetable oil and the like. The crumb rubber particles serve as solid polymer carriers for the hydrophobic agent. The admixture is incorporated into cementitious mixtures or materials to enhance their hydrophobicity without reducing their strengths. A surfactant can be blended into the hydrophobic agent to form a modified hydrophobic agent. The surfactant improves the surface property of the carrier particles. The hydrophobic admixture can also include fine particles, which are non-polymeric (non-rubber and non-plastic) solid particles, such as, for instance, activated carbon, silica fume, and spent catalyst. The fine particles fill the large pores or cracks that develop in the cementitious matrix to increase the mechanical strength of the cementitious material. The cured or set cementitious materials that are formed, including cement paste, mortar, and concrete, exhibit high contact angles and high compressive strengths.
[0006] In one aspect, the invention is directed to an admixture composition, for improving the hydrophobicity of a cementitious material that includes a cement mixture with hydrated cement particles dispersed therein, which comprises solid polymer particles that have a surface coating comprising a hydrophobic agent, wherein the solid polymer particles adhere to exterior surfaces of the hydrated cement particles, and at least one of (i) a surfactant that is blended with the hydrophobic agent or (ii) fine particles.
[0007] In another aspect, the invention is directed to a set cementitious composition which includes a cement mixture with hydrated cement particles dispersed therein and which comprises solid polymer particles that have a surface coating comprising a hydrophobic agent, wherein the solid polymer particles adhere to exterior surfaces of the hydrated cement particles, and at least one of (i) a surfactant that is blended with the hydrophobic agent or (ii) fine particles.
[0008] In yet another aspect, the invention is directed to a method of preparing a cementitious composition which includes (a) forming a cement mixture by mixing dry cement, water, and a hydrophobic admixture which comprises solid polymer particles that have a surface coating comprising a hydrophobic agent whereby the solid polymer particles adhere to exterior surfaces of hydrated cement particles that develop in the cement mixture, and at least one of (i) a surfactant that is blended with the hydrophobic agent or (ii) fine particles; and (b) curing the cement mixture to form a set cementitious composition.
BRIEF DESCRIPTION OF THE DRAWINGS
[0009] FIGS. 1A, 1B, 1C and 1D are schematics that depict treated hydrophobic carriers homogeneously distributed in an aqueous cementitious mixture;
[0010] FIGS. 2A, 2B, and 2C are photographic views of cement paste samples with hydrophobic admixtures of rubber particles, lubricant oil (without any surfactant), and activated carbon;
[0011] FIGS. 3A, 3B, and 3C are photographic views of cement paste samples with hydrophobic admixtures of rubber particles, lubricant oil, SPAN 20, and activated carbon;
[0012] FIGS. 4A, 4B, and 4C are photographic views of cement paste samples with hydrophobic admixtures of rubber particles, lubricant oil, SPAN 80, and activated carbon;
[0013] FIGS. 5A and 5B are photographic views of mortar specimens incorporating a hydrophobic admixture of (i) rubber mixture containing 40 wt % crumb rubber particles, no lubricant oil, and 60 wt % activated carbon and (ii) no SPAN 20 surfactants;
[0014] FIG. 6 is a photographic view of a mortar specimen incorporating a hydrophobic admixture of 35 wt % crumb rubber particles, 5 wt % lubricant oil and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0015] FIGS. 7A and 7B are photographic views of mortar specimens incorporating a hydrophobic admixture of 52.2 wt % crumb rubber particles, 7.8 wt % lubricant oil and SPAN 20 blend, and 40 wt % activated carbon and (ii) surfactant, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0016] FIGS. 8A and 8B are photographic views of mortar specimens incorporating a hydrophobic admixture of 41.7 wt % crumb rubber particles, 8.3 wt % lubricant oil and SPAN 20 blend, and 50 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0017] FIGS. 9A and 9B are photographic views of mortar specimens incorporating a hydrophobic admixture of 32 wt % crumb rubber particles, 8 wt % lubricant oil and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0018] FIG. 10 is a photographic view of a mortar specimen incorporating a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % lubricant oil and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0019] FIGS. 11A and 11B are photographic views of mortar specimens incorporating a hydrophobic admixture of 25 wt % crumb rubber particles, 15 wt % lubricant oil and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7;
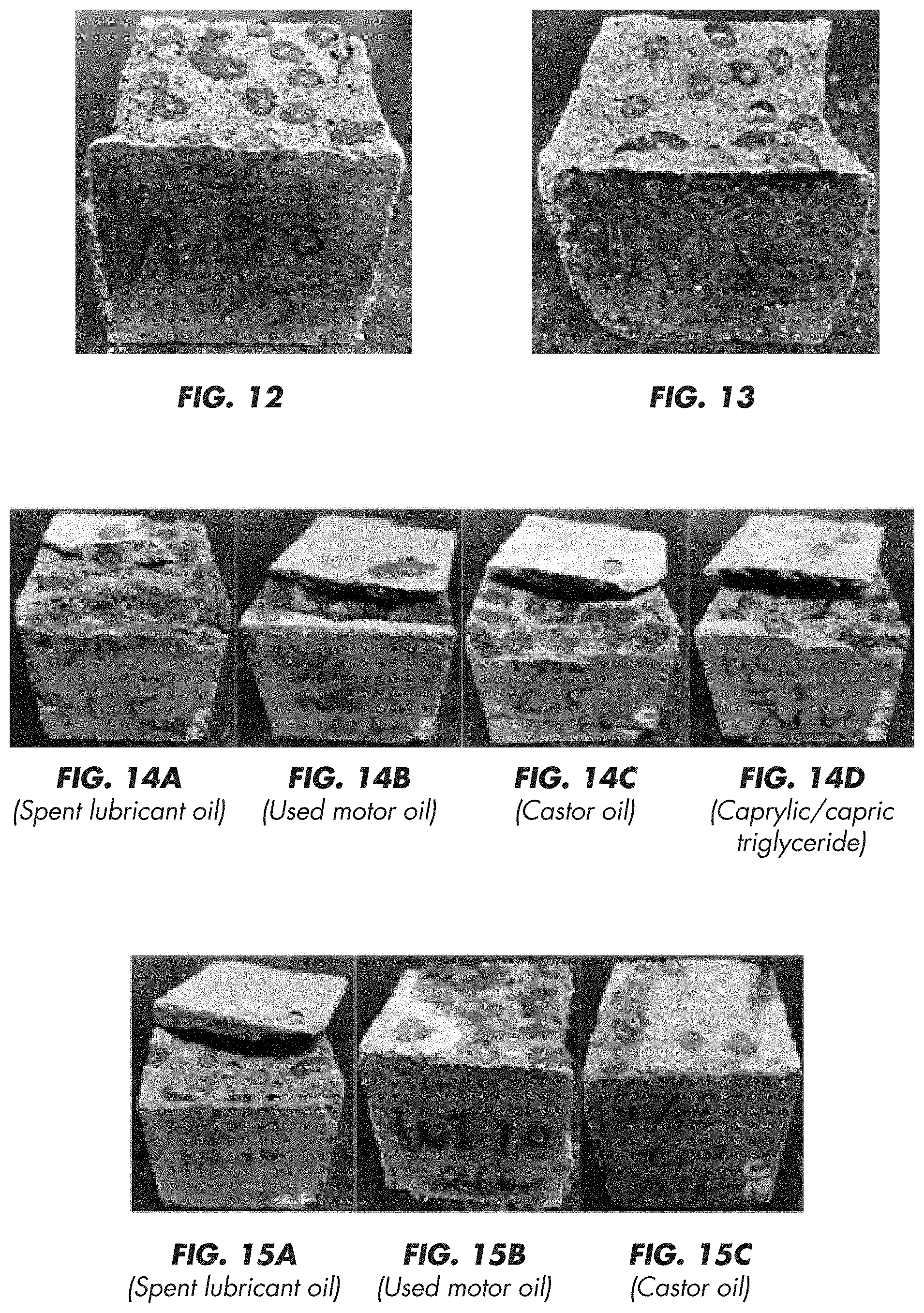
[0020] FIG. 12 is a photographic view of a mortar specimen incorporating a hydrophobic admixture of 15 wt % crumb rubber particles, 15 wt % lubricant oil and SPAN 20 blend, and 70 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0021] FIG. 13 is a photographic view of a mortar specimen incorporating a hydrophobic admixture of 5 wt % crumb rubber particles, 15 wt % lubricant oil and SPAN 20 blend, and 80 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0022] FIGS. 14A, 14B, 14C, and 14D are photographic views of mortar specimens incorporating a hydrophobic admixture of 35 wt % crumb rubber particles, 5 wt % oil and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to lubricant oil weight ratio is 3:7 and the oil consisted of spent lubrication oil, used motor oil, castor oil, and caprylic/capric triglyceride, respectively;
[0023] FIGS. 15A, 15B, 15C, 15D, 15E, 15F, 15G, 15H, and 15I are photographic views of mortar specimens incorporating a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % oil and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to oil weight ratio is 3:7 and the oil consisted of spent lubrication oil, used motor oil, castor oil, caprylic/capric triglyceride, silicone oil 350, silicone oil 1000, basil oil 150, base oil 500, and n-butyl stearate, respectively;
[0024] FIG. 16 is a photographic view of the surface and interior of a mortar specimen incorporating a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % lubricant oil and SPAN 20 blend, 20 wt % activated carbon, and 40 wt % silica fume, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0025] FIG. 17 is a photographic view of the surface and interior of a mortar specimen incorporating a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % lubricant oil and SPAN 20 blend, 20 wt % activated carbon, and 40 wt % spent RFCC catalyst, wherein the surfactant to lubricant oil weight ratio is 3:7;
[0026] FIG. 18A is a photographic view of a cement paste specimen incorporating a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % spent lubricant oil and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to spent lubricant oil weight ratio is 3:7 and FIGS. 18B and 18C are SEM images of the specimen;
[0027] FIG. 19A is a photographic view of a cement paste specimen incorporating a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % base oil 500 and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to base oil weight ratio is 3:7 and FIGS. 19B, 19C and 19D are SEM images of the specimen;
[0028] FIG. 20A is a photographic view of a cement paste specimen of a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % n-butyl stearate and SPAN 20 blend, and 60 wt % activated carbon, wherein the surfactant to n-butyl stearate weight ratio is 3:7 and FIGS. 20B and 20C are SEM images of the specimen; and
[0029] FIG. 21A is a photographic view of a cement paste specimen incorporating a hydrophobic admixture of 30 wt % crumb rubber particles, 10 wt % n-butyl stearate and SPAN 20 blend, 40 wt % activated carbon, and 20 wt % silica fume, wherein the surfactant to n-butyl stearate weight ratio is 3:7 and FIGS. 21B, 21C and 21D are SEM images of the specimen.
DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0030] The present invention provides hydrophobic admixtures that impart hydrophobic properties to cementitious materials without adversely affecting the strengths of the cementitious materials. The hydrophobic admixture includes solid polymer particles that have a surface coating comprising a hydrophobic agent. Preferred embodiments of the admixture also include a surfactant that is blended into the hydrophobic agent and fine particles that are distributed in the admixture.
[0031] The solid polymer particles are preferably crumb rubber particles that are derived from used or waste tires, recycled plastics, and other sources of polymeric waste materials. Where the source is waste tires, the crumb rubber is recycled tires in a process that initially separates the rubber component from the steel wires, glass fibers, and other non-rubber materials; subsequently, debris-free rubber is recovered by cryogenic freezing with liquid nitrogen or other suitable means. The rubber then is mechanically grounded and screened into irregular-shaped particles of the desired size that typically ranges from 100-1000 .mu.m and preferably from 300-600 .mu.m. The crumb rubber comprises natural rubber, styrene-butadiene rubber, butadiene rubber, butyl rubber, and/or isoprene rubber. These polymers are typically cross-linked by organic sulfur compounds that improve the durability and strength of cured rubber. The solid polymer particles serve as carrier particles for the hydrophobic agent and typically comprise 10 to 40% and preferably 15 to 30% by weight of the hydrophobic admixture.
[0032] The fine particles refer to non-polymeric materials with diameters that typically range from 1 to 1000 .mu.m and preferably from 1 to 500 .mu.m. The non-polymeric materials can be reclaimed from the waste materials. Preferred fine particles includes, for example, activated carbon, silica fume which is reclaimed from thermal cracking unit or incinerator bottoms, and spent catalyst which is reclaimed from an FCC (fluid catalytic cracking) unit in a refinery. The fine particles are particularly suited for filling the large pores or cracks in the cement matrix to increase the mechanical strength of the hydrophobic cementitious material. Some fine particles have polar functional groups on their surfaces that bond to the cement matrix. When fine particles are used, these particles typically comprise 1 to 80% and preferably 40 to 60% by weight of the hydrophobic admixture. The weight ratio of the solid polymer particles to fine particles typically ranges from 2:1 to 1:2. In a preferred embodiment, the weight ratio of (i) the combination of solid polymer particles and the fine particles to (ii) the hydrophobic agent ranges from 10:1 to 10:3.
[0033] The hydrophobic agent refers to a material, which is liquid at ambient temperatures (20.degree. C.), and that does not adsorb or absorb water and which forms a coating on treated solid polymer particles. Preferred hydrophobic agents are hydrocarbon hydrophobic agents that include, for example, waste lubricant oil, spent motor oil, base oil, ester of fatty acids, and vegetable oil. The hydrophobic agent typically comprises 0.1 to 15% and preferably 1 to 10% by weight of the hydrophobic admixture.
[0034] The surfactant refers to any molecule having both a polar hydrophilic head group, which energetically prefers solvation by water, and a hydrophobic tail that is not well solvated by water. The surfactant reduces surface tension when dissolved in water or water solutions, or reduces interfacial tension between two liquids, or between a liquid and a solid. A cationic surfactant has a cationic head group, an anionic surfactant has an anionic, and an amphoteric surfactant simultaneously carries both the anionic and cationic head groups. The surfactant is preferably incorporated into the hydrophobic agent to form a viscous modified hydrophobic agent before being mixed with the solid polymer particles. Preferred surfactants have an HLB value of 1.0 to 15.0 and preferably 5.0 to 10.0. When a surfactant is used, the surfactant typically comprises 1 to 20% and preferably 1 to 15% of the hydrophobic admixture. The surfactant is preferably blended with the hydrophobic agent and weight ratio of surfactant to hydrophobic agent in the blend typically ranges from 0.1 to 0.7 and preferably 0.1 to 0.5.
[0035] To avoid the influence of ions on cement hydration, non-ionic surfactants are preferred. SPAN and TWEEN series surfactants are commercially available non-ionic surfactants which have advantages over ionic surfactants, such as increased stability, formulating flexibility and wider compatibility. TWEEN surfactants are polyethoxylated sorbitan esters and SPAN surfactants are sorbitan esters. They are stable in mild acids, alkalis and electrolytes and over a wide pH range. In particular, the non-ionic surfactants are preferably selected from TWEEN series (20-21-40-60-61-65-80) and SPAN series (20-40-60-80-83-85-120) which are further described in Table 1.
TABLE-US-00001 TABLE 1 Chemical Identities and Hydrophile Lipophile Balance of SPAN and TWEEN Surfactants HLB HLB Product Identity value Product Identity value SPAN 20 Sorbitan 8.6 TWEEN 20 PEG-20 16.7 monolaurate sorbitan monolaurate SPAN 40 Sorbitan 6.7 TWEEN 21 PEG-4 13.3 monopalmitate sorbitan monolaurate SPAN 60 Sorbitan 4.7 TWEEN 40 PEG-20 15.6 monostearate sorbitan monopalmitate SPAN 80 Sorbitan 4.3 TWEEN 60 PEG-20 14.9 monooleate sorbitan monostearate SPAN 83 Sorbitan 3.7 TWEEN 61 PEG-4 9.6 sesquioleate sorbitan monostearate SPAN 85 Sorbitan 1.8 TWEEN 65 PEG-20 10.5 sorbitan tristearate SPAN 120 Sorbitan 4.7 TWEEN 80 PEG-20 15.0 isostearate sorbitan monoolate
[0036] The SPAN products listed in Table 1 are partly soluble in water at 10% w/w at 25.degree. C. TWEEN 20 and 60 are also partly soluble, whereas TWEEN 40 and 60 are soluble and TWEEN 65 forms a gel in water. Due to the lower HLB values, SPAN surfactants have better solubilities in an oil phase than the TWEEN surfactants. SPAN surfactants were selected for further testing and mixed with the hydrophobic agent to coat the polymer particles.
[0037] Contact angle is the angle between a static drop of water and a flat and horizontal surface upon which the droplet is placed. The contact angle is conventionally measured through the liquid, where a liquid/vapor interface meets a solid surface, and quantifies the wettability of a solid surface by a liquid. The higher the contact angle, the higher the hydrophobic interaction between the surface and the liquid. If the liquid spreads completely on the surface and forms a film, the contact angle is zero degrees. As the contact angle increases, the wetting resistance increases, up to a theoretical maximum of 180.degree., where the liquid forms spherical drops on the surface. "Hydrophobic" is a term used to describe a wetting resistant surface where the reference liquid is water. The higher the contact angle, the higher the hydrophobic interaction between the surface and the liquid. With the present invention, incorporation of the hydrophobic admixture into a cementitious material renders the cured or set cementitious material hydrophobic so that the its surface can generate a contact angle of greater than 90.degree. with water as the reference liquid. Preferred set cementitious materials will have contact angles of at least 45 degrees and more preferably greater than 90 degrees.
[0038] A method of preparing the hydrophobic admixture is to first incorporate the hydrophobic agent such as waste lubricant oil with a surfactant by mixing the components together to yield a modified hydrophobic agent that has the consistency of a viscous liquid wherein the surfactant is dispersed within the hydrophobic agent. The modified hydrophobic agent is then mixed with the solid polymer particles such as crumb rubber. If fine particles such as activated carbon are used, they are blended into the mixture to form a hydrophobic admixture that is ready for use.
[0039] The hydrophobic admixture of the present invention is mixed with cementitious materials such as hydraulic cement binder and water to form a cement mixture. Pozzolans, fine aggregates and coarse aggregates can be added as necessary. The weight ratio of the hydrophobic admixture to cementitious materials (including cement and aggregates) is typically from 1:1 to 1:100 and preferably from 1:1 to 1:10. As illustrated in FIGS. 1A and 1B, as the cement mixture cures, hydrated cement (2) consisting of cement particles and water forms throughout the cement solution or matrix (4). Each hydrated cement (2) is surrounded by treated solid polymer particles (14). Some isolated solid polymer particles 12 are distributed within the cement matrix (4). Fine particles are not shown.
[0040] As shown in FIGS. 1C and 1D, the treated solid polymer particle comprises a solid polymer particle (6) with a layer (8) of modified hydrophobic agent that is coated on the exterior surface of the particle (6). The alignment of the surfactants (10) within the layer (8) further improves the exterior surface properties of the solid polymer particle (6) so that the hydrophobic solid particles, as the carrier along with the carried hydrophobic agent, form a thin continuous oil phase around each hydrated cement (2). Hydration of the cement paste proceeds without interference of the modified hydrophobic agent in the continuous oil phase. Upon completion of the hydration, the thin continuous oil phase provides excellent hydrophobic property and mechanical strength for the cementitious materials. When set or cured, the cementitious material has a compressive strength of 15 to 50 MPa and preferably of 25 to 40 MPa.
[0041] Cement Paste Samples
[0042] Cement pastes containing different hydrophobic admixtures were initially evaluated for hydrophobic properties. Various hydrophobic admixtures comprising different amounts of (i) crumb rubber, (ii) waste lubricant oil (hydrophobic agent), (iii) SPAN 20 (HLB=8.6) and SPAN 80 (HLB=4.3) (non-ionic surfactant) and (iv) activated carbon were incorporated into cement pastes to assessment hydrophobic characteristics. The crumb rubber was made from rubber tires and were 300 to 600 .mu.m in size. In particular, various surfactant/hydrophobic agent blends (SHB) were prepared by mixing the non-ionic surfactant and waste lubricant oil in the weight ratios of 0:10, 1:9 and 3:7. Various crumb rubber and activated carbon (RAC) combinations were tested wherein the crumb rubber particles and activated carbon particles were in the weight ratios of 10:0, 8:2, 6:4, 4:6, 2:8 and 0:10. Selected hydrophobic admixtures had different weight proportions of SHB to RAC combinations which ranged from ratios 10:0, 10:1, 10:2, . . . , 10:9, and 0:10) to obtain the hydrophobic admixture. In practice, each hydrophobic admixture was prepared by first thoroughly blending the crumb rubber with the SHB and then subsequently adding the activated carbon, if any.
[0043] In the preparing individual cement paste samples, cement powder and the hydrophobic admixture were mixed in a weight ratio of 10:1. The water to cement weight ratio was 0.45. The cement paste samples were poured into petri dishes and allowed to cured for 28 days at ambient temperature of about 20.degree. C. Water droplets were deposited on the surface of the samples and the contact angles were evaluated visually.
[0044] In general, it was observed that hydrophobic admixtures that contained neither the surfactant nor activated carbon conferred minimal hydrophobicity improvements to the cement paste samples. That is, modified rubber particles with adsorbed waste lubricant oil alone provided minor improvements in water repellency. However, modified rubber particles with the surfactant/hydrophobic agent blend (waste lubricant oil and non-ionic surfactant) did enhance water repellency significantly. In addition, modified rubber particles with the hydrophobic agent and activated carbon also improved water repellency. Representative cured cement samples with water droplets deposited thereon are shown in FIGS. 2 to 6. FIGS. 2A, 2B, and 2C are cured cement paste samples made from cement powder, crumb rubber, lubricant oil, and activated carbon but with no surfactant. Each sample was 6 cm in diameter. In particular, the hydrophobic admixture included 30 wt % crumb rubber while the combined amount of crumb rubber and activated carbon (if any) comprised 85-90 wt % of the hydrophobic mixture. The weight ratio of activated carbon to crumb rubber was varied. The weight ratio of crumb rubber to activated carbon of the samples was 10:0 (FIG. 2A), 6:4 (FIG. 2B) and 4:6 (FIG. 2C) respectively. The images show a modest increase in the contact angle with increasing activated carbon levels. Thus, even without the surfactant, use of activated carbon improved water repellency.
[0045] FIGS. 3A, 3B, and 3C are cured cement paste samples made from cement powder, crumb rubber, lubricant oil, activated carbon, and SPAN 20. In particular, the hydrophobic admixture included 30 wt % crumb rubber, 10 wt % spent lubricant oil and SPAN 20 blend, wherein the weight ratio of surfactant to spent lubricant oil in the blend was 3:7. The combined amount of crumb rubber and activated carbon (if any) comprised 85-90 wt % of the hydrophobic mixture. The weight ratio of activated carbon to crumb rubber was varied. The weight ratio of crumb rubber to activated carbon of the samples is 10:0 (FIG. 3A), 6:4 (FIG. 3B) and 4:6 (FIG. 3C), respectively. The images show an increase in the contact angle with increasing activated carbon levels.
[0046] FIGS. 4A, 4B, and 4C are cured cement paste samples made from cement powder, crumb rubber, lubricant oil, activated carbon, and SPAN 80. In particular, the hydrophobic admixture included 30 wt % crumb rubber, 10 wt % spent lubricant oil and SPAN 80 blend, wherein the weight ratio of surfactant to spent lubricant oil in the blend was 3:7. The combined amount of crumb rubber and activated carbon (if any) comprised 85-90 wt % of the hydrophobic mixture. The weight ratio of activated carbon to crumb rubber was varied. The weight ratio of crumb rubber to activated carbon of the samples is 10:0 (FIG. 4A), 6:4 (FIG. 4B) and 4:6 (FIG. 4C), respectively. The images show an increase in the contact angle with increasing activated carbon levels.
[0047] Increasing the percentage of non-ionic surfactants or activated carbon in the hydrophobic admixture can improve the water repellency of the cement paste samples. The cement pastes containing SPAN 20 exhibited higher water repellency as compared to those with SPAN 80, which has lower HLB value. The higher lipophilic (oil-like) nature of SPAN 80 makes it less dispersible in aqueous cement matrices.
[0048] Mortar Samples
[0049] Cement mortar specimens incorporating different hydrophobic admixtures were tested and compared to control cement mortar specimens made (i) with untreated crumb rubber as the admixture and (ii) without any admixture. The mixing weight ratio for the control mortar specimens without any admixture was: 1 cement:2.75 sand:0.6 water. For example, if the starting amount of hydraulic cement is 100 grams, then 275 grams of silica sand and 60 grams of water are needed.
[0050] For the test cement mortar specimens, 4.5 or 6 wt % of the silica sand was replaced by a hydrophobic admixture. In the case of 4.5 wt % replacement, for 100 grams of hydraulic cement, 262.625, 12.375, and 60 grams of silica sand, hydrophobic admixture and water, respectively, were used. The mortar specimens consisted of 5 cm square blocks.
[0051] The hydrophobic admixtures contained (i) crumb rubber, (ii) waste lubricant oil (hydrophobic agent), (iii) SPAN 20 (non-ionic surfactant), (iv) activated carbon, and, optionally (v) silica fume. The surfactant hydrophobic blend was prepared by mixing SPAN 20 and waste lubricant oil in a weight ratio of 3:7. The blend was mixed with the crumb rubber particles, fine powders to obtain the hydrophobic admixtures.
[0052] The mortar specimens were prepared by dry mixing the cement, sand and hydrophobic blend (if any) for 2 minutes and wet mixing with the water for 6 minutes and casting the mix into cubic molds (50.times.50.times.50 mm). After 24 hours, all the specimens were cured in saturated limewater at room temperature.
[0053] Specimens containing only untreated rubber particles, cement and sand were also prepared as controls.
[0054] Portland Type I cement used was produced by Taiwan Cement Corporation. (Taiwan) Its physical-chemical properties are set forth in Table 2. Refined sand used was from Ching-Ching Foundry Sand Co., Ltd. (Taiwan) The chemical composition and grain distribution of the sand are given in Table 3. Measurements of compressive strength were conducted according to ASTM C109.
TABLE-US-00002 TABLE 2 Composition of Portland Type I Cement (Wt %) Composition Content SiO.sub.2 20.42 Al.sub.2O.sub.3 4.95 Fe.sub.2O.sub.3 3.09 CaO 61.96 SO.sub.3 2.40 MgO 3.29 Loss on ignition 1.75 Insoluble residue 0.5 C.sub.3S 49 C.sub.2S 21 C.sub.3A 7.9 C.sub.4AF 9.4
TABLE-US-00003 TABLE 3 Chemical composition and grain distribution of sand Chemical composition (wt %) Sieve size (.mu.m) SiO.sub.2 Al.sub.2O.sub.3 Fe.sub.2O.sub.3 841 595 420 297 210 149 97.5% 2.06% 0.07% 2.2% 29.3% 55.6% 12.3% 0.5% 0.1%
Example 1
[0055] In this example, control mortar specimens were prepared without any additives. Their compressive strengths were measured after 7, 14 and 28 day of being cured. Test mortar specimens were prepared where the hydrophobic admixture replacement levels for silica sand were 4.5 and 6 wt % and their compressive strengths were also measured. Table 4 sets forth the components of the different hydrophobic admixtures used. The hydrophobic oil used was spent lubricant oil. The amount of oil listed is a blend includes both the lubricant oil and SPAN 20 surfactant. The SPAN 20 to lubricant oil ratio of the blend is in a weight ratio of 3:7.
TABLE-US-00004 TABLE 4 (1) Control mortar without additive Compressive Strength (MPa) 7 days 14 days 28 days 26.786 35.829 39.019 Composition of Admixture (wt %) Compressive Strength (MPa) R O AC 7 days 14 days 28 days (2) Admixture replacement levels for silica sand were 4.5 wt % 100 0 0 11.806 13.551 15.412 90.91 9.09 0 12.305 15.583 16.992 66.67 16.67 16.67 13.167 14.92 17.191 46.15 23.08 30.77 13.151 14.993 17.934 28.57 28.57 42.86 17.042 19.998 22.234 (3) Admixture replacement levels for silica sand were 6 wt % 100 0 0 13.174 14.431 17.016 90.91 9.09 0 14.673 17.006 19.336 66.67 16.67 16.67 15.605 18.387 21.46 46.15 23.08 30.77 16.677 18.149 21.007 28.57 28.57 42.86 16.706 19.841 23.474 Note: R--Crumb rubber particles O--Spent lubricant oil AC--Activated carbon
[0056] The mortar specimen containing untreated crumb rubber as the sole additive had lower compressive strengths than the control specimen. The presence of the hydrophobic admixture reduced the compressive strengths of the mortars relative to that of the control mortar without any additive. High levels of rubber and oil decreased the compressive strengths of the mortar specimens. The presence of activated carbon increased the compressive strengths.
Example 2
[0057] In this example, test mortar specimens were prepared where the hydrophobic admixture replacement levels for silica sand was 4.5 wt % and their compressive strengths measured. Table 5 sets forth the components of the different hydrophobic admixtures used. The hydrophobic oil used was spent lubricant oil. The amount of oil listed is a blend that includes both the lubricant oil and SPAN 20 surfactant. The SPAN 20 to lubricant oil ratio of the blend is in a weight ratio of 3:7.
TABLE-US-00005 TABLE 5 (1) Control mortar without additive Compressive Strength (MPa) 7 days 14 days 28 days 26.786 35.829 39.019 (2) MRP replacement levels for silica sand were 4.5 wt % Composition of Admixture (wt %) Compressive Strength (MPa) R O AC 7 days 14 days 28 days 100 0 0.sup. 11.806 13.551 15.412 80 0 20 .sup. 26.057 28.014 33.903 60 0 40 .sup. 27.301 33.531 36.917 50 0 50 .sup. 29.948 37.523 42.245 40 0 60*.sup.5 29.953 35.566 43.66 72.7 7.3 20 .sup. 13.027 16.16 18.181 52.2 7.8 40*.sup.7 22.425 27.931 31.066 41.7 8.3 50*.sup.8 27.233 32.457 34.022 35 5 60*.sup.6 30.754 38.384 42.068 32 8 60*.sup.9 31.001 36.921 42.321 30 10 .sup. 60*.sup.10 29.192 34.771 39.081 66.7 13.3 20 .sup. 11.208 14.031 15.237 46.2 13.8 40 .sup. 16.622 19.49 22.183 35.7 14.3 50 .sup. 21.152 26.16 29.673 25.0 15.0 .sup. 60*.sup.11 26.929 31.352 33.096 15.0 15.0 .sup. 70*.sup.12 28.975 35.221 39.504 5.0 15.0 .sup. 80*.sup.13 31.066 37.18 43.419 Note: R--Crumb rubber particles O--Spent lubricant oil AC--Activated carbon *designates mortar specimens subject to hydrophobicity assessment in Example 3. The number associated with each (*) refers to the figure number in the drawings.
[0058] The data demonstrate that the mortar specimen containing the untreated crumb rubber had a lower compressive strength than the control specimen. The results further show that incorporating hydrophobic admixtures that contained a large percentage of oil can significantly weaken the compressive strengths of the mortar specimens. However, employing hydrophobic admixtures that have above 50% activated carbon improved the compressive strengths of the mortar specimens.
Example 3
[0059] The behavior of water droplets deposited on the surface of the mortar specimen is an indicator of the effectiveness of the hydrophobic admixtures. Water droplets were placed on the surfaces of some of the mortar specimens that exhibited good compressive strengths as described in Example 2. In particular, water droplets were applied to the mortar specimens designated by (*) in Table 5 and photographs of the specimens taken about 30 seconds after the water droplets were deposited.
[0060] FIGS. 5A and 5B are views of the mortar specimen wherein the hydrophobic admixture comprised 40 wt % crumb rubber particles, no lubricant oil, and 60 wt % activated carbon and no SPAN 20 surfactant. The water completely wets the surface and suggests that this admixture combination conferred no water repellency. As shown in FIG. 6, the mortar specimen with 35 wt % crumb rubber, 5 wt % oil, and 60 wt % activated carbon exhibited no significant improvement in the water repellency. However, improved water repellency is evident in mortar specimens where the hydrophobic admixture had more than 7 wt % oil as shown in the photographs of FIGS. 7 through 13.
Example 4
[0061] In this example, hydrophobic admixture containing various oil (hydrophobic agent) sources including spent lubricant oil, used motor oil, castor oil, caprylic/capric triglyceride, silicone oil 350, silicone oil 1000, base oil 150N, base oil 500N, and n-butyl stearate were tested. Test mortar specimens were prepared where the hydrophobic admixture replacement levels for silica sand were 4.5 wt %. The amount of oil listed is a blend that includes both the lubricant oil and SPAN 20 surfactant. The SPAN 20 to lubricant oil ratio of the blend is in a weight ratio of 3:7. Table 6 summarizes the effect of different oils on the compressive strengths of mortar specimens.
TABLE-US-00006 TABLE 6 (1) Control mortar without additive Compressive Strength (MPa) 7 days 14 days 28 days 26.786 35.829 39.019 Composition of Admixture (wt %) Compressive Strength (MPa) Oil source R O AC 7 days 14 days 28 days (2) Mortar with Admixture containing 5 wt % various oils Spent lubricant oil 35 5 60 30.754 33.384 42.068 Used motor oil 35 5 60 31.188 37.8 43.339 Castor oil 35 5 60 25.976 31.145 37.58 Caprylic/capric 35 5 60 23.798 28.15 33.605 triglyceride (3) Mortar with Admixture containing 10 wt % various oils Spent lubricant oil 30 10 60 29.192 34.771 39.081 Used motor oil 30 10 60 30.887 36.568 41.972 Castor oil 30 10 60 22.819 26.901 31.274 Caprylic/capric 30 10 60 16.719 17.208 21.367 triglyceride Silicone oil 350 30 10 60 19.298 21.42 24.331 Silicone oil 1000 30 10 60 18.501 22.694 25.598 Base oil 150N 30 10 60 28.254 36.116 44.424 Base oil 500N 30 10 60 29.491 36.181 41.673 n-butyl stearate 30 10 60 27.336 28.549 39.593 Note: R--Crumb rubber particles O--Oil AC--Activated carbon
[0062] The data demonstrate that the mortar specimens containing castor oil, triglyceride, or silicone oil had lower compressive strengths than the control mortar specimen with no additive. Mortar specimens where the hydrophobic admixture contained petroleum-based oils, including spent lubricant oil, used motor oil, base oil 150N, or base oil 500N, had significantly higher compressive strengths than those with untreated crumb rubber particles as the sole additive or those with no additives.
[0063] Water droplets were placed on the surfaces of mortar specimens and photographs of the specimens taken about 30 seconds after the water droplets were deposited. The series of images in FIGS. 14A to 14D show the surface and interiors of the mortar specimens with 35 wt % rubber, 60 wt % activated carbon, and 5 wt % oil consisting of spent lubricant oil, used motor oil, castor oil, and caprylic/capric triglyceride, respectively.
[0064] The series of images in FIGS. 15A to 15I show the surface and interiors of the mortar specimens with 30 wt % rubber, 60 wt % activated carbon, and 10 wt % oil consisting of spent lubricant oil, used motor oil, castor oil, caprylic/capric triglyceride, silicone oil 350, silicone oil 1000, base oil 150, base oil 500, and n-butyl stearate, respectively.
[0065] It is evident that hydrophobic admixtures containing 10 wt % oil improved the water-repelling properties of both surface and inside of mortar specimens than that of 5 wt % oil. The contact angle for the inner surface was large which confirmed that the hydrophobicity in the interior of the sample was good. It also demonstrates that the hydrophobic admixture was uniformly dispersed in the cement paste and not just on the surface.
Example 5
[0066] In this example, hydrophobic admixtures were formed by mixing crumb rubber particles, spent lubricant oil, activated carbon, and silica fume or spent RFCC catalyst. Test mortar specimens were prepared where the hydrophobic admixture replacement levels for silica sand were 4.5 wt %. The amount of oil listed is a blend that includes both the lubricant oil and SPAN 20 surfactant. The SPAN 20 to lubricant oil ratio of the blend is in a weight ratio of 3:7. Table 7 summarizes the compressive test results.
TABLE-US-00007 TABLE 7 Composition of Admixture (wt %) Compressive Strength (MPa) R O AC SF 7 days 14 days 28 days 30 10 60 0 29.192 34.771 39.081 30 10 40 20 21.978 23.593 29.612 30 10 20 40 22.445 27.082 32.041 Composition of Admixture (wt %) Compressive Strength (MPa) R O AC RFCC 7 days 14 days 28 days 30 10 60 0 29.192 34.771 39.081 30 10 40 20 23.962 31.581 35.743 30 10 20 40 15.769 19.505 21.231 Note: R--Crumb rubber particles O--Spent lubricant oil AC--Activated carbon SF--Silica fume RFCC--Spent residual oil fluid catalytic cracking catalyst
[0067] The addition of silica fume or RFCC reduced the compressive strengths of the mortar specimens. FIGS. 16 and 17 are photographs of the surface and interior of the specimens made with hydrophobic admixtures containing 30 wt % rubber particles, 10 wt % oil, 40 wt % activated carbon, and 20 wt % silica fume or RFCC, respectively. The water repellencies of these mortar specimens appear to be comparable to that of the mortar specimen made of the hydrophobic admixture with 30 wt % rubber particles, 10 wt % oil, and 60 wt % activated carbon, as shown in FIG. 10.
Example 6
[0068] The microstructures of the hydrated cement pastes made with selected hydrophobic admixtures were examined with a scanning electron microscope. The cement powder and admixtures were mixed in a weight ratio of 10:1. The water to cement weight ratio was 0.45. The cement paste samples were poured into petri dishes and allowed to cured for 28 days at ambient temperature of about 20.degree. C. Water droplets were deposited onto the cured cement paste samples. Table 8 sets forth the admixture components of 4 samples tested. The oil component includes SPAN 20 surfactant, wherein the surfactant to oil weight ratio is 3:7
TABLE-US-00008 TABLE 8 Composition of Admixture (wt %) R O AC SF 30 10 (SL) 60 0 30 10 (BO) 60 0 30 10 (BS) 60 0 30 10 (BS) 40 20 Note: R--Crumb rubber particles O--(SL) is spent lubricant oil; (BO) is base oil 500; (BS) is n-butyl stearate AC--Activated carbon SF--Silica fume
[0069] FIG. 18A is a photograph of the first specimen and FIGS. 18B and 18C are SEM images of the specimen.
[0070] FIG. 19A is a photograph of the second specimen and FIGS. 19B, 19C and 19D are SEM images of the specimen.
[0071] FIG. 20A is a photograph of the third specimen and FIGS. 20B and 20C are SEM images of the specimen.
[0072] FIG. 21A is a photograph of the fourth specimen and FIGS. 21B, 21C and 21D are SEM images of the specimen.
[0073] The photographs show that each of the cement paste specimens exhibited good hydrophobic properties. The SEM images show a very tight and uniform microstructure and that the hydrophobic carrier and agent are well dispersed in the cement matrix. The SEM images show that more amorphous calcium-silicate-hydrate (C--S--H) gel is formed, which indicates that the addition of hydrophobic admixture of into cement paste did not adversely affect the cement hydration. The formation of different morphologies of C--S--H gel is due to the different phase compositions of the gel.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.