Compact Build Tank For An Additive Manufacturing Apparatus
Karlsson; Kristofer
U.S. patent application number 17/019938 was filed with the patent office on 2021-01-07 for compact build tank for an additive manufacturing apparatus. This patent application is currently assigned to Arcam AB. The applicant listed for this patent is Arcam AB. Invention is credited to Kristofer Karlsson.
| Application Number | 20210001551 17/019938 |
| Document ID | / |
| Family ID | |
| Filed Date | 2021-01-07 |






View All Diagrams
| United States Patent Application | 20210001551 |
| Kind Code | A1 |
| Karlsson; Kristofer | January 7, 2021 |
COMPACT BUILD TANK FOR AN ADDITIVE MANUFACTURING APPARATUS
Abstract
Described is an additive manufacturing apparatus that includes a telescopic build tank operatively connected at opposing ends to a powder table and a build table. The telescopic build tank includes at least two segments telescopically coupled to one another, each of the at least two segments comprising a set of engagement grooves located on an interior surface of the at least two segments and a set of engagement pins located on an exterior surface of the at least two segments. The set of engagement pins is configured to engage with and travel along a corresponding set of engagement grooves of another of the at least two segments, and each engagement groove comprises a first axially extending channel positioned along a single axis and having at least one closed end, the at least one closed end being configured to impede separation of the at least two segments relative to one another.
| Inventors: | Karlsson; Kristofer; (Kungsbacka, SE) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Arcam AB Molnlycke SE |
||||||||||
| Appl. No.: | 17/019938 | ||||||||||
| Filed: | September 14, 2020 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 16266576 | Feb 4, 2019 | 10800101 | ||
| 17019938 | ||||
| 62635941 | Feb 27, 2018 | |||
| 62782902 | Dec 20, 2018 | |||
| Current U.S. Class: | 1/1 |
| International Class: | B29C 64/25 20060101 B29C064/25; B29C 64/245 20060101 B29C064/245; B23K 15/00 20060101 B23K015/00; B22F 3/105 20060101 B22F003/105; B23K 15/06 20060101 B23K015/06; B29C 64/268 20060101 B29C064/268; B33Y 30/00 20060101 B33Y030/00; B33Y 10/00 20060101 B33Y010/00; B33Y 50/02 20060101 B33Y050/02; B29C 64/153 20060101 B29C064/153; B22F 1/00 20060101 B22F001/00 |
Claims
1. An additive manufacturing apparatus for forming a three-dimensional article layer by layer from a powder, the additive manufacturing apparatus comprising: a powder table; a build table; and a telescopic build tank operatively connected at one end to the powder table and at an opposing other end a portion of the build table, the telescopic build tank comprising at least two segments telescopically coupled relative to one another, each of the at least two segments comprising a set of engagement grooves located on an interior surface of the at least two segments and a set of engagement pins located on an exterior surface of the at least two segments, wherein: the set of engagement pins of one of the at least two segments is configured to engage with and travel along a corresponding set of engagement grooves of another of the at least two segments, and each engagement groove of the set of engagement grooves comprises a first axially extending channel positioned along a single axis and having at least one closed end, the at least one closed end being configured to impede further translation of a corresponding engagement pin and separation of the at least two segments relative to one another.
2. The additive manufacturing apparatus according to claim 1, wherein the set of engagement pins are each circumferentially offset relative to the set of engagement grooves on each of the at least two segments.
3. The additive manufacturing apparatus according to claim 1, wherein the set of engagement pins on each of the at least two segments includes three engagement pins and the set of engagement grooves on each of the at least two segments includes three engagement grooves.
4. The additive manufacturing apparatus according to claim 3, wherein the three engagement pins and the set of engagement grooves are equally spaced apart relative to one another around a circumference of each of the at least two segments.
5. The additive manufacturing apparatus according to claim 3, wherein the three engagement pins are each offset circumferentially a distance from a corresponding one of the three engagement grooves, so as to define three distinct groove and pin pairings on each of the at least two segments.
6. The additive manufacturing apparatus according to claim 1, wherein the set of engagement pins are positioned adjacent a lower edge of each of the at least two segments.
7. The additive manufacturing apparatus according to claim 1, wherein: the first axially extending channel of each engagement groove has an open end adjacent to and intersecting a lower edge of each of the at least two segments, and the first axially extending channel of each engagement groove has a closed end opposite the open end, adjacent to but non-intersecting an upper edge of each of the at least two segments.
8. The additive manufacturing apparatus according to claim 7, wherein: each engagement groove further comprises a second channel; the second channel comprises a first portion parallel with and spaced apart a spacing distance from the first axially extending channel; and the second channel comprises a second portion perpendicular to both the first portion and the first axially extending channel, the second portion interconnecting the first portion and the first axially extending channel at a point intermediate the open end and the closed end of the first axially extending channel.
9. The additive manufacturing apparatus according to claim 8, wherein the engagement groove is substantially Y-shaped and the second channel is substantially L-shaped.
10. The additive manufacturing apparatus according to claim 8, wherein the first portion of the second channel has an open end adjacent to and intersecting with the upper edge of the segment.
11. The additive manufacturing apparatus according to claim 1, wherein: the first axially extending channel of each engagement groove has a closed end adjacent to but non-intersecting an upper edge of each of the at least two segments; and each engagement groove further comprises a second channel that intersects with the first axially extending channel intermediate the closed end and a lower edge of each of the at least two segments.
12. The additive manufacturing apparatus according to claim 11, wherein: the second channel has an open end opposite an end of the second channel that intersects with the first axially extending channel; the first axially extending channel has an open end opposite the closed end of the first axially extending channel; and the open end of the first axially extending channel and the open end of the second channel are circumferentially offset relative to one another on the segment, such that an engagement pin travelling in the first axially extending channel can only exit the open end of the second channel following a combination of axial translation and axial rotation.
13. The additive manufacturing apparatus according to claim 1, wherein: the telescopic build tank is disposed in a build chamber of the additive manufacturing apparatus; and the additive manufacturing apparatus further comprises at least one bellows assembly having a first portion operatively connected to a portion of the build table and a second portion operatively connected to an environment outside the build chamber.
14. The additive manufacturing apparatus according to claim 13, wherein: the portion of the build table to which the at least one bellows assembly is attached is an extension of the build table; and a longitudinal axis of the at least one bellows assembly is offset from a longitudinal axis of the telescopic build tank.
15. The additive manufacturing apparatus according to claim 1, wherein said at least two segments comprises a plurality of segments, and the set of engagement grooves define at least a minimum overlap between said each adjacent segment.
16. The additive manufacturing apparatus according to claim 15, wherein the set of engagement grooves on each of the plurality of segments comprises a first axially-only extending channel having a closed end substantially adjacent to but non-intersecting with a top edge of the plurality of segments, the closed end limiting travel of the set of engagement pins to provide the minimum overlap.
17. The additive manufacturing apparatus according to claim 15, wherein said minimum overlap is no more than 25 mm in fully extracted position.
18. The additive manufacturing apparatus of claim 1, further comprising energy beam source arranged for creating an energy beam.
19. A telescopic build tank for an additive manufacturing apparatus for forming a three-dimensional article layer by layer from a powder, the telescopic build tank comprising: at least two segments telescopically coupled relative to one another, each of the at least two segments comprising a set of engagement grooves located on an interior surface of the at least two segments and a set of engagement pins located on an exterior surface of the at least two segments, wherein: the set of engagement pins of one of the at least two segments is configured to engage with and travel along a corresponding set of engagement grooves of another of the at least two segments, and each engagement groove of the set of engagement grooves comprises a first axially extending channel positioned along a single axis and having at least one closed end, the at least one closed end being configured to impede further translation of a corresponding engagement pin and separation of the at least two segments relative to one another.
20. The telescopic build tank of claim 19, wherein one end of the telescopic build tank is coupled to a powder table of the additive manufacturing apparatus and an opposing other end of the telescopic build tank is coupled to a portion of a build table of the additive manufacturing apparatus.
Description
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] The present specification is a continuation of U.S. patent application Ser. No. 16/266,576, filed on Feb. 4, 2019 which claims priority to and the benefit of U.S. Provisional Patent Application No. 62/635,941, filed on Feb. 27, 2018, and U.S. Provisional Patent Application No. 62/782,902, filed on Dec. 20, 2018, the contents of each of which as are hereby incorporated by reference in their entirety.
BACKGROUND
Related Field
[0002] The invention relates to a build tank for an additive manufacturing apparatus for forming a three-dimensional article layer by layer from a powder material.
Description of Related Art
[0003] Freeform fabrication or additive manufacturing (AM) using electron beam melting (EBM) or laser beam melting is a method for forming a solid three-dimensional article from a powder. The three-dimensional article is formed layer by layer by successive fusion of selected areas of powder layers, which selected areas correspond to successive layers of the three-dimensional article. A layer of powder, such as metal powder, is deposited on a build area and an electron beam or a laser beam is used to selectively melt the powder layer of the build area. The melted material fuses with under-laying layers and solidifies to form the top layer of the solid three-dimensional article. A further layer of powder is deposited onto the previous layer, and the electron or laser beam is used to selectively melt the further powder layer of the build area. The melted material solidifies and form another solid layer fused onto the previous solid layer. This process is repeated for multiple layers until the desired 3D geometry of the article is achieved.
[0004] An apparatus for forming such a three-dimensional article has a build table onto which the three-dimensional article is to be formed, a powder distributor device for delivering powder to the build table (build area) for the formation of the powder layers and an electron beam source or a laser beam source for providing the energy beam used for melting the powder. The build table is arranged in a build tank which in turn is arranged in a build chamber formed by a casing. When using EBM, the build chamber is a vacuum chamber.
[0005] The build table is usually displaceable relative to the build tank in the vertical direction for maintaining the level of the top surface of the build layer (powder bed) when adding powder layers. During the build process the powder applied should be prevented from moving from the build area of the build table to a position under the build table. For avoiding such powder leakage between the build tank and the build table, a seal can be arranged on the periphery of the build table. For high temperature powder, such seals made from a ceramic material in form of a rope will however often require a plurality of rounds of the rope around the build table for achieving the sealing function. In laser based additive machines the seals may be made of felt. Further, under unfavorable conditions particles from the ceramic rope or the felt can pollute the metal powder used for the build process. Such solution with a build tank and a sealed build table is relatively expensive to produce and is nevertheless sensitive to powder leak.
BRIEF SUMMARY
[0006] An objective of the invention is to provide a build tank for an additive manufacturing apparatus for forming a three-dimensional article layer by layer from a powder, which is more or less insensitive to powder leak and is cheaper to produce compared to prior art solutions. Another objective of the invention is to provide a compact machine for making high-content builds containing many layers formed from the powder. Another objective of the invention is to provide a build tank that eliminates vacuum seals that conventionally can leak. Via the build tanks provided, access to a bottom of the build table from outside of the chamber is also facilitated even during an ongoing build operation.
[0007] The above-detailed objectives are achieved by a build chamber for an additive manufacturing apparatus for forming a three-dimensional article layer by layer from powder, the build chamber comprising a build chamber base body and a build table, wherein the build chamber base body is formed by at least two segments telescopically coupled together. In certain embodiments, the build chamber may also incorporate at least one vacuum bellows assembly, which permits access to the bottom of the build table from outside of the build chamber.
[0008] A non-limiting advantage is that the machine is easier to load, less bulky and easier to levelling a start plate onto which the three-dimensional article is to be built. Another advantage is that there is a higher permissible dimension variations in the present inventive build tank compared to the prior art solution. Still another advantage is that the inventive build tank is more or less insensitive to temperature variations. Still another advantage is ease of access to the bottom of the build table from outside of the build chamber. Still another advantage is a vacuum chamber without use of conventional vacuum seals.
[0009] In another example embodiment of the present invention a top segment fits inside a bottom segment. Powder leakage between segments of the build chamber base body may be eliminated by starting with the smallest dimension at the top and attach all other segments outside each other. As the build table is moving in a downward direction, powder has to be transferred upwards in order to leak which is not likely if there is a sufficient overlap between adjacent segments when the telescopic build tank is in a fully extracted position.
[0010] In another example embodiment of the present invention the top segment may be releasably attached to a powder table surrounding the build chamber base body. The advantage of this embodiment is that the top segment of the build chamber and the powder table may be fixed to each other while the building of the three-dimensional article takes place. This may also allow for a safe extraction and contraction of the telescopically build chamber without risking any powder spill between the build chamber and the powder table.
[0011] In another example embodiment of the present invention the bottom segment may be releasably attached to the build table. The advantage of this embodiment is that the build table may be moved up and down for extraction and contraction of the telescopically build chamber without risking to lose contact between the build tank and the build table. Once the three-dimensional article has been finished, the build chamber may be detached from the powder table together with the three-dimensional article and removed from the additive manufacturing apparatus. The build table is fixed relative to the bottom segment and there is no friction between the build table and the inside of the build tank as in the prior art solution.
[0012] In another example embodiment of the present invention at least one stroke limitation wire may be attached between each two adjacent segments of the build chamber for creating at least a minimum overlap between the segments when the at least one stroke limitation wire is at its full length. The advantage of this embodiment is that the telescopic build chamber may not fall apart during an extraction of the build chamber.
[0013] In another example embodiment of the present invention the at least one stroke limitation wire is attached on the outside of the segments. The advantage of this embodiment is that the wires if attached to the outside may not interfere with the powder material.
[0014] In still another example embodiment of the present invention a segment x has a lower flange which extends radially outwards and that an adjacent segment x+1 is having an upper flange which extends radially inwards, where the lower flange and the upper flange in the adjacent segments x and x+1 respectively limits the stroke of the telescopically build tank in a downward direction where segment x+1 is a larger segment compared to segment x. The advantage of this embodiment is that the stroke limitation is built in the segments from the beginning.
[0015] In yet another example embodiment of the present invention the build chamber base body may have a circular, elliptical or a polygonal shape. The advantage of this embodiment is that the telescopic build tank may have any shape without risking powder leakage.
[0016] In still another example embodiment of the present invention the releasable attachment of the build tank to the powder table and/or the build table is in the form of a bayonet joint or an eccentric latch. The advantage of this embodiment is also that different types of releasable attachments may be used.
[0017] In still another example embodiment of the present invention the minimum overlap is at least 5 mm in a fully extracted position. Powder leakage may be eliminated if the gap between an outer dimension of segment x and an inner dimension of segment x+1 is smaller than the overlap.
[0018] In another example embodiment, a build chamber is provided for an additive manufacturing apparatus for forming a three-dimensional article layer by layer from a powder, the build chamber comprising: a powder table; a build table; and a telescopic build tank operatively connected at one end to the powder table and at an opposing other end a portion of the build table, the telescopic build tank comprising at least two segments telescopically coupled relative to one another, each of the at least two segments comprising a set of engagement grooves located on an interior surface of the at least two segments and a set of engagement pins located on an exterior surface of the at least two segments, wherein: the set of engagement pins of one of the at least two segments is configured to engage with and travel along a corresponding set of engagement grooves of another of the at least two segments, and each engagement groove of the set of engagement grooves comprises a first axially extending channel positioned along a single axis and having at least one closed end, the at least one closed end being configured to impede further translation of a corresponding engagement pin and separation of the at least two segments relative to one another.
[0019] In another example embodiment, a method is provided for using a telescopic build tank for an additive manufacturing apparatus for forming a three-dimensional article layer by layer from a powder, the method comprising the steps of: positioning a top surface of a build table of the build tank at a first location spaced apart from a powder table; and during forming of the three-dimensional article, moving the top surface from the first location to at least a second location, the second location being axially displaced from the first location, relative to the build tank, and intermediate the first location and a location of the powder table, wherein: the moving step causes collapse of a telescopic build tank that comprises at least two segments telescopically coupled together relative to one another, the build tank being operatively connected to both the build table and the powder table, the collapse of the telescopic build tank comprises movement of the at least two segments translationally-only relative to one another such that a set of engagement pins positioned on an exterior surface of one of the two segments engage and travel along a set of solely axially extending channels positioned on an interior surface of another of the two segments, and the solely axially extending channel has a closed end adjacent a top edge of the another of the two segments, so as to limit travel of the set of engagement pins and prevent axial separation of the two segments relative to one another.
[0020] In another example embodiment, a computer program product is provided that comprises at least one non-transitory computer-readable storage medium having computer-readable program code portions embodied therein, the computer-readable program code portions comprising one or more executable portions configured executing the method steps described above and elsewhere herein.
[0021] In another example embodiment of the present invention, utilized in conjunction with the build chambers described elsewhere herein, a bellows assembly is provided that isolates a bottom of the build table from the vacuum formed in the build chamber and above the build table. The bellows assembly feature, as a non-limiting example, facilitates cooling of the shaft or means during the build, along with greasing of the shaft or means to avoid wear. Contact of powder on the shaft or means is also eliminated.
[0022] Further advantages and advantageous features of the invention are disclosed in the following description and in the dependent claims.
BRIEF DESCRIPTION OF THE FIGURES
[0023] With reference to the appended drawings, below follows a more detailed description of embodiments of the invention cited as examples.
[0024] In the drawings:
[0025] FIG. 1 is a schematic view of an AM apparatus having a build tank according to the present invention,
[0026] FIG. 2 is a schematic cut view of one exemplary embodiment of a telescopic build tank according to the present invention,
[0027] FIG. 3 is a schematic cut view of another embodiment of a telescopic build tank according to the present invention,
[0028] FIG. 4 is a schematic cut view of a telescopic build tank according to various embodiments of the present invention, illustrated in a compressed state as compared to the expanded states shown in FIGS. 2-3 and 5-6,
[0029] FIG. 5A is an exploded perspective view of a telescopic build tank according to various embodiments of the present invention, incorporating one or more interlocking features,
[0030] FIG. 5B is a perspective view of one section of the telescopic build tank of FIG. 5A,
[0031] FIG. 5C is the perspective view of FIG. 5B, illustrating relative movement arrows of the another section with the one section illustrated,
[0032] FIG. 5D is a perspective view of the telescopic build tank of FIG. 5A, in an expanded state similar to the expanded states shown in FIGS. 2-3 and 6,
[0033] FIG. 5E is a schematic cut view of the telescopic build tank of FIG. 5A, in a compressed state similar to the compressed state shown in FIG. 4,
[0034] FIG. 6A is a schematic view of yet another embodiment of a telescopic build tank according to the present invention, emphasizing incorporation of at least one bellows assembly,
[0035] FIG. 6B is a schematic view of yet another embodiment of a telescopic build tank according to the present invention, emphasizing incorporation of at least one bellows assembly,
[0036] FIG. 7 is a block diagram of an exemplary system according to various embodiments,
[0037] FIG. 8 is a schematic block diagram of an exemplary server according to various embodiments, and
[0038] FIG. 9 is a schematic block diagram of an exemplary mobile device according to various embodiments.
DETAILED DESCRIPTION OF VARIOUS EMBODIMENTS
[0039] Various embodiments of the present invention will now be described more fully hereinafter with reference to the accompanying drawings, in which some, but not all embodiments of the invention are shown. Indeed, embodiments of the invention may be embodied in many different forms and should not be construed as limited to the embodiments set forth herein. Rather, these embodiments are provided so that this disclosure will satisfy applicable legal requirements. Unless otherwise defined, all technical and scientific terms used herein have the same meaning as commonly known and understood by one of ordinary skill in the art to which the invention relates. The term "or" is used herein in both the alternative and conjunctive sense, unless otherwise indicated. Like numbers refer to like elements throughout.
[0040] Still further, to facilitate the understanding of this invention, a number of terms are defined below. Terms defined herein have meanings as commonly understood by a person of ordinary skill in the areas relevant to the present invention. Terms such as "a", "an" and "the" are not intended to refer to only a singular entity, but include the general class of which a specific example may be used for illustration. The terminology herein is used to describe specific embodiments of the invention, but their usage does not delimit the invention, except as outlined in the claims.
[0041] The term "three-dimensional structures" and the like as used herein refer generally to intended or actually fabricated three-dimensional configurations (e.g., of structural material or materials) that are intended to be used for a particular purpose. Such structures, etc. may, for example, be designed with the aid of a three-dimensional CAD system.
[0042] The term "electron beam" as used herein in various embodiments refers to any charged particle beam. The sources of charged particle beam can include an electron gun, a linear accelerator and so on.
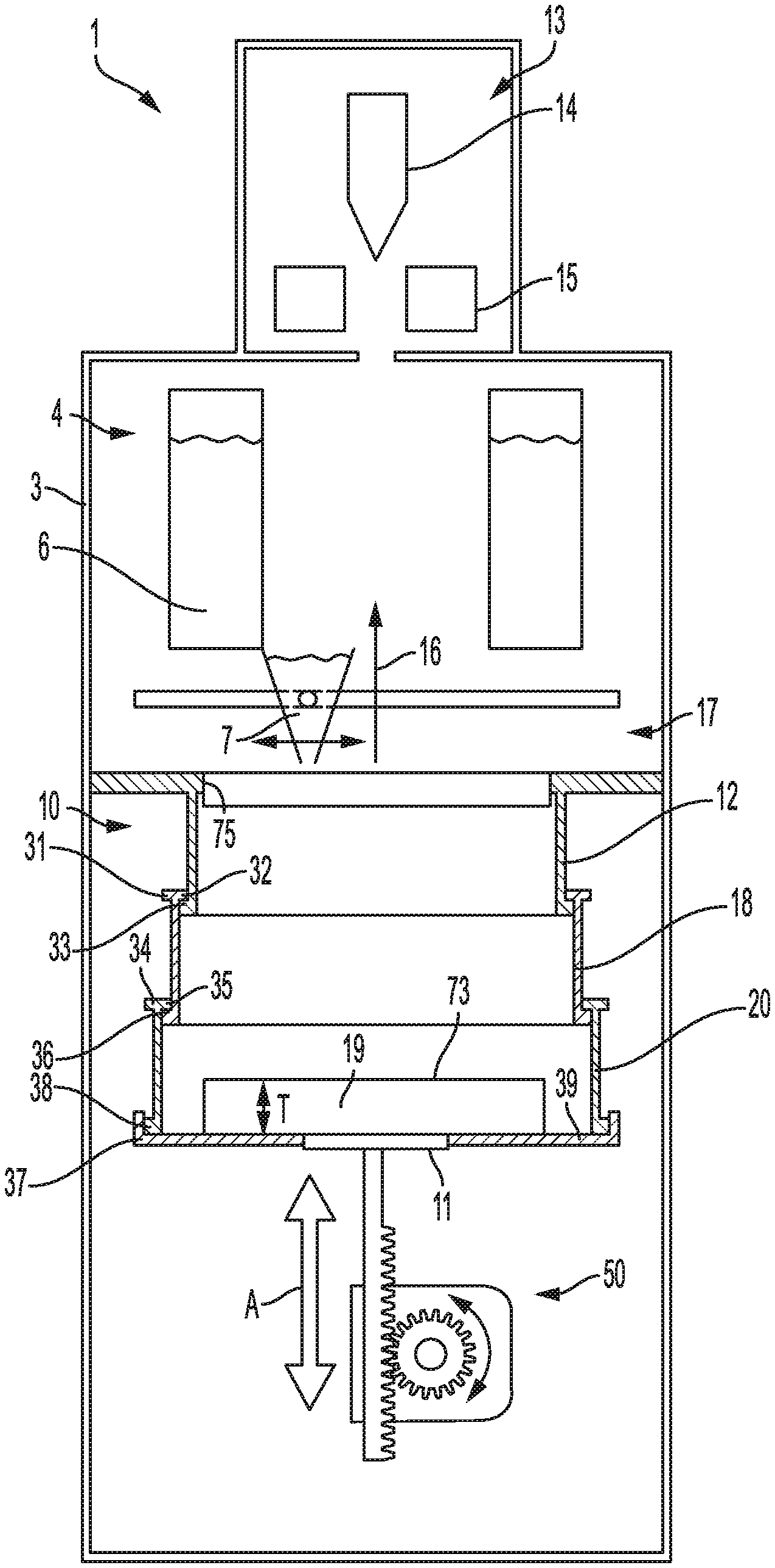
[0043] FIG. 1 shows an exemplary AM apparatus 1 with an inventive build tank 10 for forming a three-dimensional article layer by layer by successive fusion of selected areas of a powder layers, which selected areas correspond to successive layers of the three-dimensional article. The apparatus 1 comprises an outer casing 3 forming a build chamber 4, and the build tank 10 arranged inside the casing 3 in the build chamber 4.
[0044] Further, the apparatus 1 comprises a powder hopper 6, a powder distributor device 7, a powder table 17 and a build table 19 for receiving powder from the powder distributor device 7. The build table 19 is arranged inside the build tank 10. The build table 19 has a top surface 73 for receiving powder from the powder distributor device 7. The top surface 73 of the build table 19 is preferably flat and horizontal and is faced upwardly in a vertical direction. In FIG. 1 the build table 19 is having a predetermined thickness T. In an alternative embodiment the thickness T may be decreased to zero meaning that the top surface 73 of the build table 19 is entirely on the same level as a support surface 39.
[0045] A platform device 11 comprises means 50 for movement of the build table 19 and support surface 39 in a vertical direction up or down indicated by arrow A in FIG. 1. Such means may for instance be a servo motor equipped with a gear, adjusting screws, or the like. The powder distributor device 7 is arranged to lay down a thin layer of the powder material on a build plate or powder bed in the build tank 10, i.e., one may start to build on a powder bed arranged on the build table 19 or directly on a removable build plate (not shown) which may be in direct contact with its underside with the build table 19 or there may be a powder layer in between the build table 19 and the build plate. During a work cycle the build table 19 will be lowered for maintaining the position of the top surface of the powder bed relative to the build tank 10 when adding powder layers to the powder bed.
[0046] The apparatus 1 has an energy beam source 13 arranged for creating an energy beam. The energy beam is used for melting the selected areas of the powder. The energy beam is scanned over the surface of the current powder layer for melting the selected areas. The selected areas of each layer can be based on a model dividing the article to be manufactured in successive layers or slices. The model may be a computer model generated by a CAD (Computer Aided Design) tool.
[0047] In the example embodiment illustrated in FIG. 1, the energy beam source is an electron beam source 13. The electron beam source can be designed in a way well known to the person skilled in the art. The electron beam source may have an electron gun 14 with an emitter electrode which is connected to a high voltage circuit and a current source for accelerating electrons and releasing electrons from the emitter electrode. These electrons form the electron beam. The electron beam source has also focusing coils and deflection coils 15 for directing the electron beam to various positions of the build layer surface.
[0048] The build chamber 4 can be arranged for maintaining a vacuum environment by means of a vacuum system, which may comprise a turbo-molecular pump, a scroll pump, an ion pump and one or more valves. Such a vacuum system is known to the person skilled in the art and is not further described or illustrated herein.
[0049] In another embodiment of the apparatus, any other suitable energy beam source can be used. For example, a laser beam source. The laser beam source can be designed in a way well known to the person skilled in the art. The laser beam source may have a laser emitter for emitting photons. These photons form the laser beam. The laser beam source has also focusing units and deflection units for directing the laser beam to various positions of the build layer surface. The focusing units can comprise lenses and the deflection units can comprise mirrors.
[0050] The build tank 10 comprises a top segment 12, an intermediate segment 18, a bottom segment 20, the build table 19 and the support surface 39. The top segment 12 fits inside the intermediate segment 18 which in turn fits inside the bottom segment 20 and thereby forming a telescopic build tank 10.
[0051] The top segment 12 has a lower flange 33 which extends radially outwards and the intermediate segment is having an upper flange 32 which extends radially inwards. The lower flange 33 extending radially outwards in the top segment 12 and the upper flange 32 extending radially inwards in the intermediate segment 18 limit the stroke of the telescopically build tank in a downward direction since an outer dimension of the lower flange 33 is larger than an inner dimension of the upper flange 32.
[0052] In a similar manner the intermediate segment 18 has a lower flange 36 which extends radially outwards and the bottom segment 20 is having an upper flange 35 which extends radially inwards. The lower flange 36 extending radially outwards in the intermediate segment 18 and the upper flange 35 extending radially inwards in the bottom segment 20 limit the stroke of the telescopically build tank in a downward direction since an outer dimension of the lower flange 36 is larger than an inner dimension of the upper flange 35.
[0053] In FIG. 1 only 3 segments are shown, however instead of just using one intermediate segment more than one intermediate segment is also possible if one wants a larger stroke of the build tank, i.e., one needs to build objects with a larger height.
[0054] Optional flange 31 in the intermediate segment 18 extending radially outwards may limit the contraction of the telescopically build tank in an upward direction. The build tank as depicted in FIG. 1 may be manufactured by additive manufacturing. Alternatively the flange 31 may have a number of recesses building a pattern adapted to fit into the flange 34. Assembly may be performed by aligning the intermediate segment and the bottom segment with each other so that the flanges may pass each other. By rotating the intermediate segment and the bottom segment a predetermined angle relative to each other, the two segments may not pass each other.
[0055] The support surface 39 may be protruding from the bottom section of the build table 19. The support surface 39 has the functionality of pushing the segments 12, 18, 20 in an upward direction. An optional wall section 37 is extending in an upward direction from the support surface 39. The wall section 37 and the support surface 39 is forming a recess prohibiting powder from falling out from the build tank 10. In an alternative embodiment the top surface 73 of the build table 19 is at the same level as the support surface 39. The bottom part of the bottom segment 20 seals to the support surface 39 or the optional wall section 37. The bottom segment is releasably attached to the support surface 39 and/or the optional wall section 37. The intermediate section and the top section is not attached to the support surface and/or the optional wall section 37.
[0056] The build table 19 and support surface 39 may be fixed to the bottom segment 20, 220. This means that there are no friction between the inside of the build tank 10 and the build table 19 or the support surface 39. Since there is always a gap between adjacent segments in the telescopical build tank 10, which gap may be chosen to be several mm, there is more or less no mechanical contacts between individual moving elements in the inventive build tank but is will nevertheless prohibit powder from falling out from the build tank. The telescopical build tank 10 with the overlap between adjacent segments and that the bottom segments is fixed to the support surface will prohibit powder to escape from the telescopical build tank 10.
[0057] The bottom segment 20 may be releasably attached to the build table. The releasably attachment may be in the form of a bayonet joint or an eccentric latch. The bottom segment 20 may or may not be equipped with a flange 38. The bayonet joint may be provided in the wall section 37 and in a part of the bottom segment 20 facing towards the wall section 37.
[0058] In a similar manner the top segment 12 may be releasably attached to the powder table 17 by means of a bayonet joint or an eccentric latch. FIGS. 1 and 2 depicts a first example embodiment of attaching the top segment 12 to the powder table 17. The powder table 17 may comprise a collar 75 extending in a downward direction from the powder table and with an inner dimension adapted to fit inside the top segment 12. On the outside of the collar 75, 275 the bayonet joint may be arranged. On an inside of the top segment facing towards the collar 75 a corresponding part of the bayonet joining may be arranged. Alternatively, a first part of an eccentric latch is attached to the underside of the powder table 17 and a second part of the eccentric latch is attached to the outside of the top segment 12.
[0059] The platform device 11 may be releasably attached to the build table 19 allowing for the build table to move up and down without risking to lose contact with each other. The releasable attachment maybe in the form of a bayonet joint or eccentric latch.
[0060] The telescopic build tank 10 may be made of the same material as the material for forming the three-dimensional article inside the telescopic build tank 10. The telescopic build tank may have a circular cross section, an elliptical cross section a triangular cross section a rectangular cross section or any particular shape which is suitable for allowing segments of similar shape but slightly different dimension to slide into each other.
[0061] The gap (minimum distance between surfaces moving relative to each other) between adjacent segments may be in the range of 1-5 mm. The minimum overlap between adjacent segments may be in the range of a few mm to 20 mm in maximum protracted position. In an example embodiment the overlap in relation to the gap may be 1:1 for gaps in the range of 0.1-25 mm.
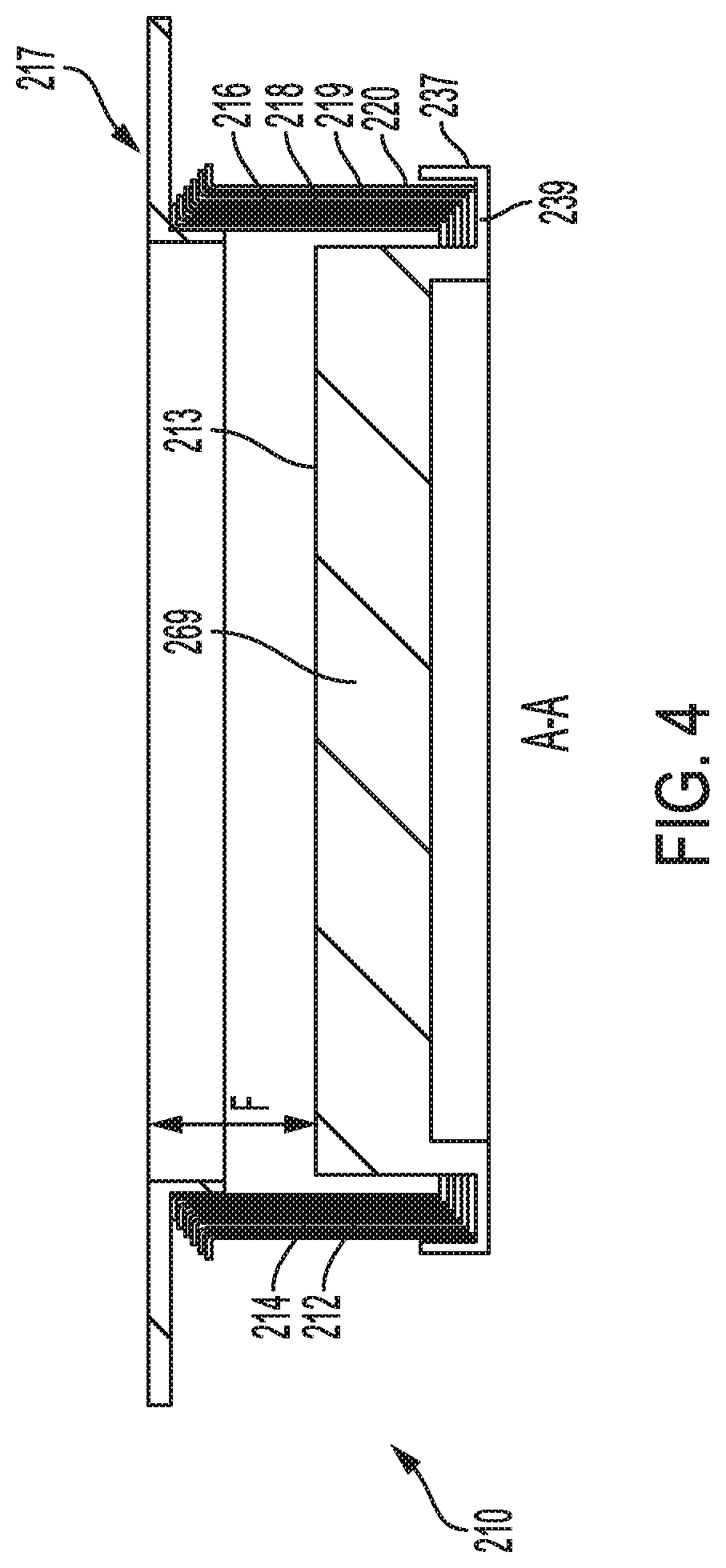
[0062] FIG. 2 depicts another example embodiment of the inventive telescopic build tank 210. This telescopic build tank 210 comprises a top segment 212 and a bottom segment 220. In between the top and bottom segments are arranged a first intermediate segment 214, a second intermediate segment 216, a third intermediate segment 218 and a fourth intermediate segment 219. Each segment 212, 214, 216, 218, 219, 220 is provided with an upper flange 292, 294, 296, 298, 299, 291 respectively, which extends radially outwards. The top segment 212 is having the smallest outer dimension and the bottom segment 220 is having the largest outer dimension. At least one string or wire 282 is attached between the upper flange 292 of the top segment 212 and the upper flange 294 of the first intermediate segment 214. This string or wire is having a length adapted for prohibiting the top segment 212 and the first intermediate segment 214 to detach from each other. The length of the string or wire is adapted as a protraction limitation of adjacent segments in the telescopical build tank 210. When the string or wire 282 is extended to its full length the top segment 212 is overlapping the first intermediate segment 214 with a predetermined distance denoted with O in FIG. 2. In a similar manner at least one string or wire 284 is attached between the upper flange 294 of the first intermediate segment 214 and the upper flange 296 of the second intermediate segment 216. At least one string or wire 286 is attached between the upper flange 296 of the second intermediate segment 216 and the upper flange 296 of the third intermediate segment 218. At least one string or wire 288 is attached between the upper flange 298 of the third intermediate segment 218 and the upper flange 299 of the fourth intermediate segment 219. At least one string or wire 289 is attached between the upper flange 299 of the fourth intermediate segment 219 and the upper flange 291 of the bottom segment 220.
[0063] As in the previous example embodiment, the top segment 212 may be releasably attached to the powder table 217. In FIG. 2 the upper flange 292 is arranged at the underside of the powder table 217. A bayonet joint may be provided at the upper flange 292 and a surface of the powder table facing towards the upper flange 292. Alternatively the bayonet flange may be provided at a collar section 275 extending in a downward direction from the powder table 217. A corresponding part of the bayonet joint may be provided on the top segment facing towards the collar section 275.
[0064] The overlap denoted by O in FIG. 2 may be in the range of a few mm to 10 mm. A gap between adjacent segments, for instance a top segment 212 and a first intermediate segment 214, may be in the range of a few mm to 10 mm. The gap between adjacent segments may be equal for all adjacent segments or different for different adjacent segments in a single telescopical build tank 210. The sum of all thicknesses of the segments 212, 214, 216, 218, 219 and 220 plus the gap in between the segments is smaller than the recess 239 in the build table 269. The build table 269 may be releasably attached to the bottom segment 220. This may be in the form of a bayonet joint provided at an inside portion of a wall section 237 extending in an upward direction. A corresponding part of the bayonet joint is provided in the bottom segment 220 facing towards the wall section 237.
[0065] FIG. 3 depicts still another example embodiment of the telescopical build tank 210. The only difference compared to the embodiment as shown in FIG. 2 is how the top segment 212 is attached to the powder table 217 and the attachment of the at least one string or wire 282 for limiting the stroke of the first intermediate segment 214. In FIG. 3 the upper flange 292 of the top segment 212 is arranged on the upper side of the powder table 217. The flange is so to say hanging on the powder table 217. The powder table may have a recess with about the same dimension as the flange 292 resulting in a top surface of the powder table 217 and the flange 292 at the same height. The at least one string or wire 282 for restricting the elongation of the first intermediate segment 214 relative to the top segment 212 is as in FIG. 2 attached to with a first end to the upper flange of the first intermediate segment 214. The second end of the at least one string or wire is attached to the bottom side of the powder table 217. The attachment of the string at both the first and second ends may be a releasably attachment. For instance, a slot may be provided for the string in the flange and powder table. The slot is about the same width as the string or wire. The string may at its end be provided with an enlarged portion large enough for not passing through the slot. The slot may have an opening or entrance for the string and the enlarged portion of the string, which opening or entrance is arranged at a position spaced apart from an operating position where the string or wire is restricting the elongation of the telescopical build chamber 210.
[0066] FIG. 4 depicts the telescopical build tank 210 in a compressed state. In FIG. 4 the top surface 213 of the build table 269 is provided at a predetermined distance F from a top surface of the powder table when in a fully compressed state. The predetermined distance F may be set at any desirable distance between 0-100 mm. The at least one string or wires are left out for clarity reasons only. As can be seen, all bottom portions of the segments will fit inside the recess 239 between the build table 269 and the wall section 237.
[0067] When the three-dimensional article has been finished, the cooling time inside the additive manufacturing apparatus may be decreased if the build table 269 is detached from the build tank 210. When detaching the build table 269 from the build tank 210, non-sintered powder may fell out of the build tank while the three-dimensional article may be exposed to cooler ambient atmosphere compared to the hot powder material.
[0068] The build table 19, 269 is displaceable in an axial direction A as depicted in FIG. 1. The top surface 73, 213 is faced upwards for receiving powder material for manufacturing the three-dimensional article. The shape of the build table 19, 269 may be suitably adapted to the smallest segment, i.e., the top segment, of the build tank 210. In the present invention the bottom segment is sealing powder from falling out of the build tank 210 by means of flange 239 and/or wall section 237. Powder is prohibited from falling out between the segments due to a predetermined overlap between adjacent segments. In the present invention the powder table 269 is not sealing against the inner wall of the build tank, i.e., the inner walls of the different segments. This means that the build table is not in mechanical contact with the inner walls of the segments.
[0069] In an example embodiment the flanges 292, 294, 296, 298, 299 and 291 and the corresponding segments 212, 214, 216, 218, 219, 220 are made in one piece. Alternatively the flange may be releasable attached to the segments. The flange and the segment may be made of the same material or different materials.
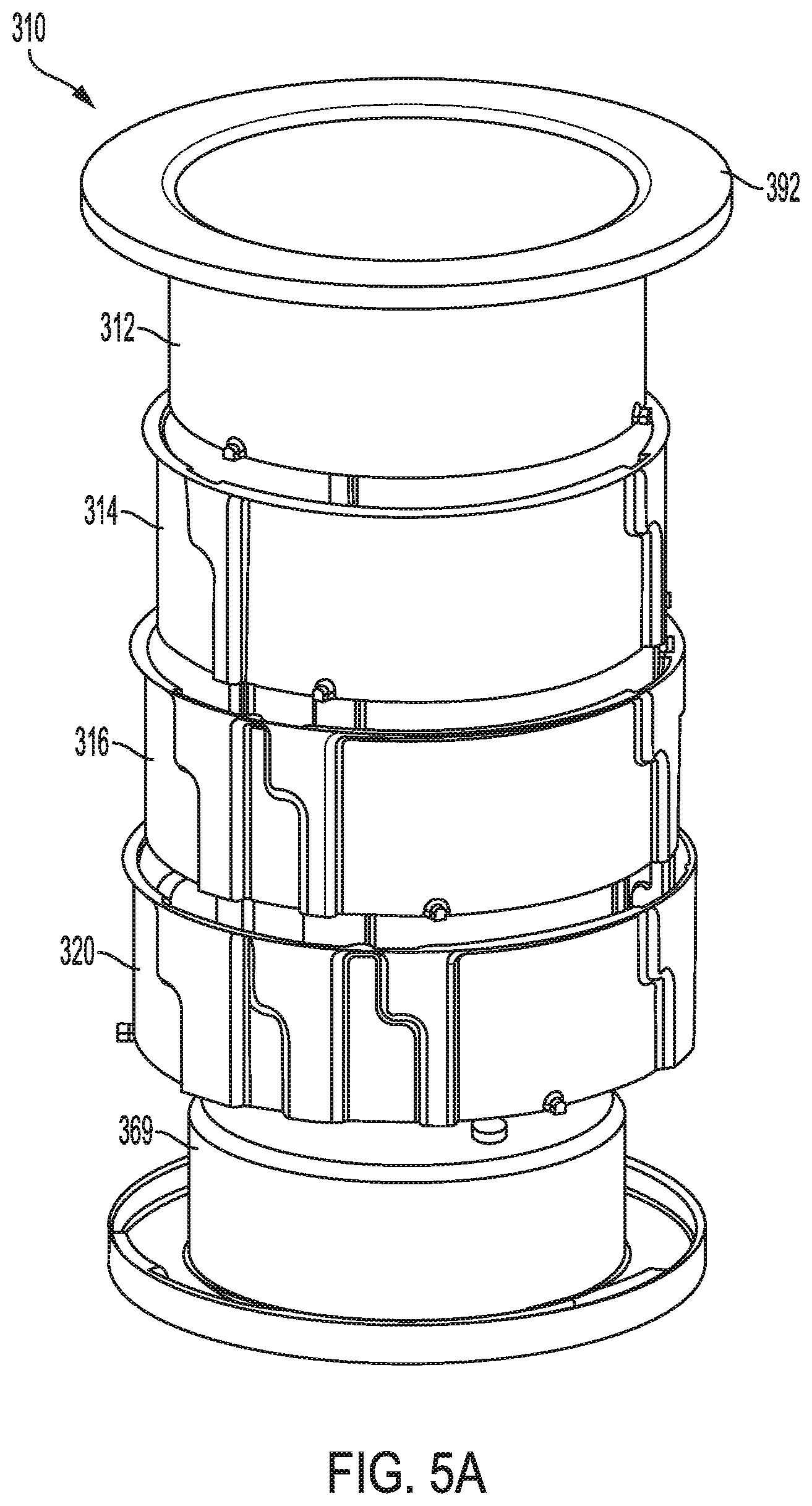
[0070] FIGS. 5A-E depict another example embodiment of the inventive telescopic build tank 310. This telescopic build tank 310 comprises a top segment 312 and a bottom segment 320. In between the top and bottom segments are arranged a first intermediate segment 314 and a second intermediate segment 316; additional or fewer intermediate segments may also be provided, as with other embodiments described herein. In at least the embodiment illustrated, each segment 312, 314, 316, 320 may be provided with an upper flange 392 (for the top segment 312), 394 (for the remaining segments; see FIG. 5B flange 394 illustrated on intermediate segment 314), which extend radially outwards. Notably, the flanges 392 and/or 394 are optional, such that one or both may not be present in certain embodiments. In those embodiments having one or both of the upper flanges 392, 394, the same may be similarly shaped and sized; in still other embodiments--such as that illustrated, at least the upper flange 392 may be differently dimensioned (e.g., larger) than the remaining upper flanges 394. According to various embodiments, the upper flange 392 is shaped and/or sized so as to facilitate support of the build tank 310 relative to an associated powder table (see powder table 217 of FIG. 2 for purposes of analogy), while the upper flanges 394 are shaped and sized--as a non-limiting example--to facilitate nesting thereof when in the collapsed configuration (see FIG. 5D).
[0071] As in the previous example embodiments, the top segment 312 may be releasably attached to an associated powder table (see powder table 217 of FIG. 2 for purposes of analogy). In FIG. 2, also by way of analogy, the upper flange 292 is arranged at the underside of the powder table 217; the upper flange 392 of the build tank 310 of FIG. 5A may be similarly positioned and/or located. A bayonet joint may be provided at the upper flange 392 and a surface of the powder table facing towards the upper flange 392. Alternatively the bayonet flange may be provided at a collar section (see collar section 275 by way of analogy) extending in a downward direction from the powder table. A corresponding part of the bayonet joint may be provided on the top segment facing towards the collar section.
[0072] Alternatively, the top segment 312 may be attached to an associated powder table in a manner analogous to that described with respect to FIG. 3, such that at least a portion thereof is positioned on an upper side of an associated powder table (see powder table 217 for purposes of analogy). In these and other embodiments, the powder table may have a recess with about the same dimension as the flange 392 resulting in a top surface of the powder table and the flange being positioned at the same height.
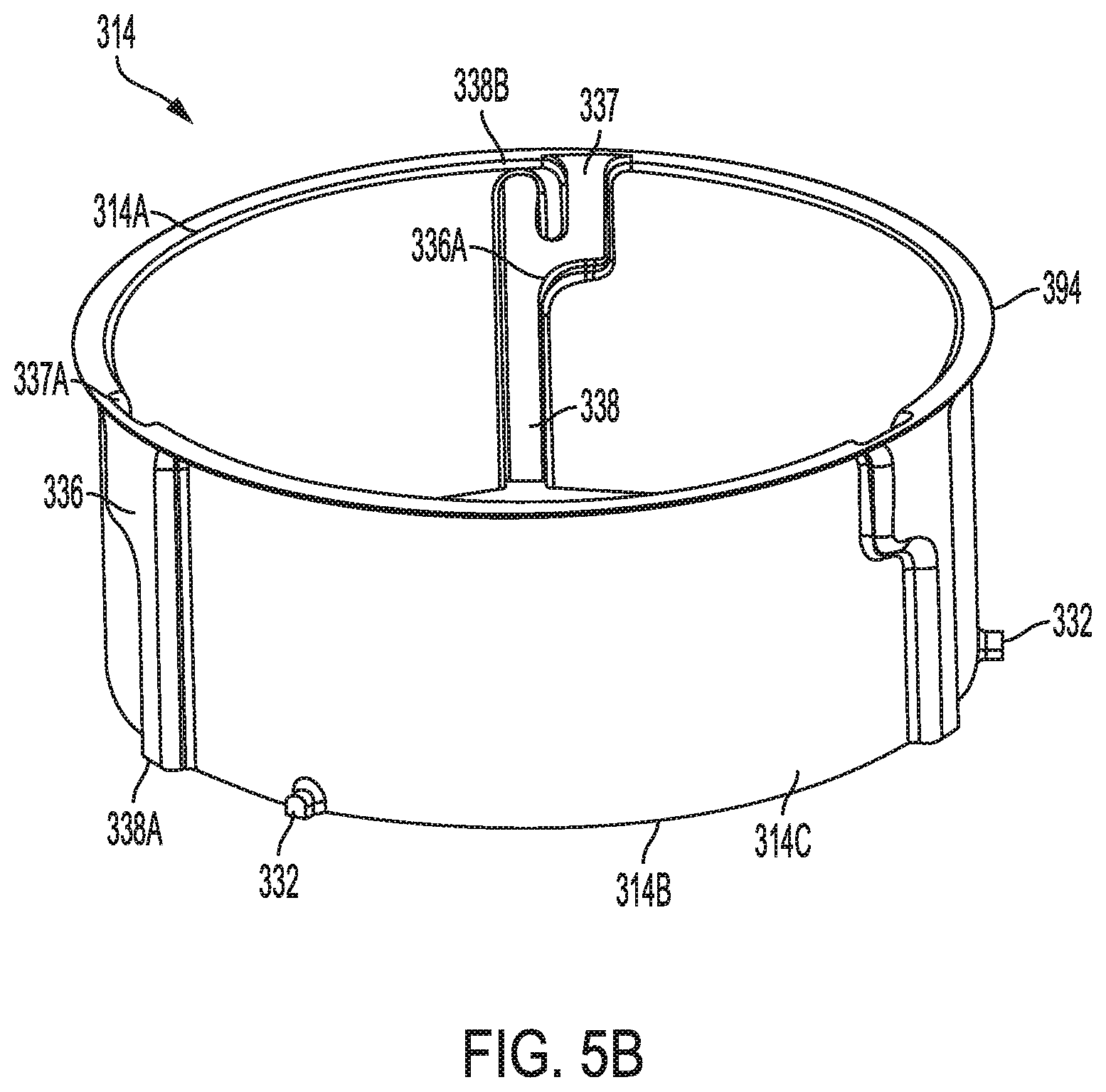
[0073] As may be seen from a combination of FIGS. 5A-C the segments 312, 314, 316, 320 may be selectively attached to and securely retained relative to one another via a pin and groove structure. Due to the structure of the pin and groove assembly, unintentional separation of the segments relative to one another is prevented. Specifically, separation (and/or joining) of the segments relative to one another requires imposed axial rotation of adjacent segments relative to one another. Telescoping of the build tank 310, however, is provided via a purely axial translation movement, along a primary linear channel 338 formed on each segment. As illustrated, with reference to FIG. 5B in particular, each segment 314, 316, 320 may have a set of three, equally spaced engagement grooves 336 (comprising a dogleg channel 337 for axial rotation and a linear channel 338, as detailed further below). Offset radially from each of the grooves 336 are engagement pins 332, also as will be described in further detail below. It should be understood, however, that in certain embodiments, more or less than three engagement grooves and/or pins may be provided on any particular segment; still further, dependent upon the number of grooves and/or pins provided, all need not necessarily be equally spaced or distributed around a circumference of the particular segment in question.
[0074] From FIGS. 5A and 5D is may be understood also that each segment 314, 316, 320 (by way of non-limiting example), may have a different number of engagement grooves 336. For example, as illustrated, the segment 314 has three total grooves 336, each equally spaced around a circumference of the segment. The segment 316 has six total grooves 336, however, provided in pairs of grooves, with each pair being equally spaced around a circumference of the segment. Similarly, as illustrated, segment 320 has nine total grooves 336, provided in sets of three grooves, with each set being equally spaced around a circumference of the segment. Where nesting of the segments 314, 316, 320--again by way of non-limiting example--is provided, each further outward segment in the next must not only have at least one groove 336 configured to accept a corresponding pin 332, but also corresponding grooves 336 configured to accept grooves of an adjacently positioned segment.
[0075] From FIG. 5B, it may be understood that generally the engagement pin 332 (or set of engagement pins) are provided substantially adjacent a bottom edge 314B of each of the segments (as illustrated, segment 314) and on an outer surface of the primary annular ring 314C defined by the exemplary segment 314. Although FIG. 5B illustrates in particular segment 314, it should be understood that any further provided segments for a particular build tank 310, as described elsewhere herein, may be provided according to various embodiments with analogous and/or identical pin and groove structural features. It should be understood that while differing numbers of pins and/or grooves (i.e., other than the three each illustrated in FIG. 5B) may be provided, the number of pins and/or grooves--along with their circumferential placement on each segment must generally be the same across each of the segments; otherwise selective engagement would be hampered, in particular due to differing spacing circumferentially of the pins and/or grooves.
[0076] Returning now with focus on FIG. 5B, also evident therefrom is the provided engagement groove 336, which comprises a dogleg channel 337 and a linear channel 338, respectively. The dogleg channel 337 has two portions, namely a first portion that extends from adjacent (or substantially adjacent) a top edge 314A of the segment 314 opposite the bottom edge 314B described previously herein to a location intermediate the top and bottom edges 314A, 314B. In various embodiments, the dogleg channel 337 has a second portion that extends substantially perpendicular to the first portion. In at least the illustrated embodiment, the dogleg channel 337 is substantially L-shaped; in other embodiments, though, shapes other than an "L" may be formed by the dogleg channel, provided the shape is configured to provide pathways of movement for a corresponding engagement pin 332 in both translational and rotational manners. In certain embodiments, two pathways of movement substantially perpendicular to one another should be provided by the dogleg channel 337, as may be understood also from FIG. 5C and the rotational-providing directional arrow 342R.
[0077] From FIG. 5B, it should be understood that the dogleg channel 337, from its beginning at the top edge 314A with an open end 338A, extends to an intersection point 336A, at which point the dogleg channel intersects with a linear channel 338 that extends from the bottom edge 314B to substantially adjacent the top edge 314A, as will be described in further detail below. The intersection point 336A defines another open end (not numbered separately) of the dogleg channel 337, permitting an engagement pin 332 located within and travelling along the dogleg channel to move from the dogleg channel into the linear channel 338. The intersection point 336A is according to various embodiments located intermediate a midpoint between the bottom and top edges 314A, B of the segment 314 and the top edge. In certain embodiments, a distance is defined by a spacing of the bottom and top edges 314A, B relative to one another, and the intersection point 336A is spaced from the top edge 314A no more than 1/2 the defined distance. In other embodiments, the spacing between the top edge and the intersection point is between 1/4 and 1/3 of the defined distance. This configuration provides a relatively short pathway for the dogleg channel, at least as compared to that of the linear channel, given the usefulness of the dogleg channel for specifically intended engagement and disengagement (i.e., separation) of the segments relative to one another, as desired.
[0078] Remaining with FIG. 5B, also illustrated therein is the linear channel 338 of the engagement groove 336. The linear channel 338 extends from its intersection with the bottom edge 314B of the segment 314 at an open end 338A of the channel to an opposing and closed end 338B that is substantially adjacent--but non-intersecting with--the top edge 314 of the segment. The entire linear channel 338 extends along a single axis; the single axis is parallel with, but spaced apart from the first portion of the dogleg channel 337. Specifically, the spacing between the linear channel 338 and the first portion of the dogleg channel 337 is defined by a length of the second portion of the dogleg channel, namely that extending circumferentially (versus axially) on the segment 314. Intermediate the opposing ends 338A, 338B of the linear channel 338, the channel intersects the dogleg channel 337, specifically at the intersection point 336A, as described previously herein.
[0079] FIG. 5B also illustrates the manner in which the engagement groove 336 (comprising the dogleg channel 337 and the linear channel 338) are inset from an interior surface (not numbered) of the segment 314. As a result, the engagement groove 336 is offset (i.e., extends outward from) an exterior surface (not numbered) of the segment 314 as well. Notably, though, the distance inset (or offset, depending on how viewed) is less than a distance that the lip 392 of extends outward radially from the annual ring surface 314C of the segment. Stated otherwise, the lip 392 is the most outwardly protruding portion of the segment 314.
[0080] Although illustrated in FIGS. 5A-E as being substantially circular (or circular-truncated) in shape, the engagement pins 332 may be otherwise shaped and/or sized, provided they are able to smoothly (e.g., with minimal resistance) travel along the various pathways defined by the dogleg channel 337 and the linear channel 338 of a corresponding engagement groove 336. As illustrated, the engagement pins 332 protrude also outward from the exterior surface of the segment 314. Like the engagement groove 336, though, the pins 332 protrude outwardly a distance less than that which the lip 392 extends. In this manner, the pins 332 and the groove 336 are correspondingly sized and shaped relative to one another, so as to facilitate engagement and travel of the pins in the groove and its respective channels.
[0081] In addition to depth and height correlations between the pins 332 and the grooves 336, it should also be understood that generally speaking a width of each groove--including widths of the respective channels 337, 338--corresponds substantially with a defined width (or diameter) of an associated pin 332. According to various embodiments, the grove width(s) are minimally greater than that of the pin, so as to not impose undue resistance upon travel and/or movement of the pin along the pathways defined by the distinct channels and/or groove.
[0082] The pin and groove structure illustrated in FIGS. 5A-E is configured so as to provide axial translation only during telescoping of the build tank 310 from respective expanded and compressed states (see also FIGS. 5C-D). For attachment, with reference in particular to FIG. 5B, respective engagement pins 332 on one segment should be aligned with the open end 337A of the dogleg channel 337 on an adjacent segment. Travel of the pin downward relative to the dogleg channel causes the pin to first translate and then axially rotate into the intersection point 336A between the dogleg channel 337 and the linear channel 338. This may be understood with reference also to the directional arrow 342R of FIG. 5C. Once so positioned, axial rotation ceases and purely axial translation of the pin 332 occurs along the linear channel 338, in either of the directions of travel denoted by the directional arrows 342T, in FIG. 5C. Travel is restricted at the top edge 314A of--for example--the illustrated segment 314. While the bottom of the linear channel 338 is an open end 338A, the pin 332 will not travel beyond the same due, in part, to the limited travel of the pin 332 of an adjacent segment abutting simultaneously a respective closed end 338B of the adjacent segment's linear channel. During telescoping of the build tank 310 from expanded to compressed states, as discussed below, travel of the pin--and thus each of the segments relative to one another and associated components--is purely translational in nature; no axial rotation of any segment relative to another occurs, unless such rotation is intentionally imposed by an external force so as to facilitate separation of the segments, as detailed below.
[0083] FIGS. 5D and 5E illustrate the telescopic build tank 310 in expanded and compressed states, respectively. As with the embodiment of FIG. 4, the top surface of an associated build table may be provided at a predetermined distance F from a top surface of an associated powder table when the build tank 310 is in the compressed state. The predetermined distance F may be set at any desirable distance between 0-100 mm. It may also be any desirable distance, greater than 100 mm or otherwise. Travel from the compressed to the expanded states occurs via movement of the respective engagement pins 332 along the linear channels 338 of each of the segments 314, 316, 320. Notably, the closed end 338B at the respective upper ends of the linear channels 338 provides a stop for the engagement pins 332 of an adjacent segment. Separation of the segments 312, 314, 316, 320 relative to one another is thus only possible via an axial rotation of two adjacent segments relative to one another at a position intermediate the opposing ends 338A, 338B of the linear channel 338 of the engagement groove 336. Specifically, separation requires movement of the pin 332 into the dogleg channel 337 at the intersection point 336A between the dogleg channel and the linear channel, as may be best understood with reference to FIG. 5B.
[0084] Additional aspects of the build tank 310 depicted in FIGS. 5A-E may be substantially as described in any of FIGS. 1-4. For example, a build table 369 (see FIG. 5A) and/or a support surface (see FIG. 1) may be fixed to the bottom segment 320. As another example, the build tank 310 may be provided in an environment such as that described in any of FIGS. 1-4 and/or 6, with means for movement of an associated build table and support surface in a vertical direction (see e.g., FIG. 1), powder distributor devices, powder hoppers, powder tables, and the like, with all (or at least) part of the same being provided inside a build tank and/or build chamber, which may be provided under vacuum-like conditions.
[0085] FIG. 6A depicts another example embodiment of the inventive telescopic build tank 410. This telescopic build tank 410 comprises a top segment 412 and a bottom segment 420. In between, at least two intermediate segments 414, 416 are provided. It should be understood, though, that fewer (as in FIGS. 1-2) or more (as in FIG. 3) intermediate segments may be provided without departing from the scope of this embodiment. Still further, although illustrated without any flanges, it should be understood that any of the segments 412, 414, 416, 420 of this embodiment may be provided with flanges analogous to those described elsewhere herein with reference to any of FIGS. 1-4. Any of the segments may also be secured relative to one another as described elsewhere herein with reference to the segments 312, 314, 316, 320 of FIGS. 5A-E. It should also be understood that the segments 412, 414, 416, 420 may be configured in a fashion analogous to the segments described previously herein with respect to any of FIGS. 1-5E, with regard to any aspect or combination of aspects thereof. In other embodiments, though, it should be understood that the segments 412, 414, 416, 420 may be configured different from those segments described in FIGS. 1-5E.
[0086] Also illustrated in FIG. 6A is a build table 469, which may in certain embodiments be releasably attached to the bottom segment 420, in a manner analogous to--as a non-limiting example--that described elsewhere herein with respect to build table 269 and bottom segment 220. The bottom segment 420 may additionally or alternatively be selectively secured to the bottom segment 420 in a fashion analogous to that described previously herein with reference to the bottom segment 320 and build table 369. In certain embodiments, the build table 469 may be integral with the bottom segment 420, as may be desirable. The embodiment of FIG. 6A also includes a powder table 417, which may be attached to at least the top segment 412 in a manner analogous to any of the means described elsewhere herein with respect to the embodiments of FIGS. 1-5E. Likewise provided in the embodiment of FIG. 6A is a chamber floor 403, which forms a portion of the larger build chamber (not numbered) that is present in this embodiment in a fashion analogous to the build chamber 4 of FIG. 1 (as a non-limiting example), but for the provision of a gap between two portions of the chamber floor 403, via which atmospheric 1001 exposure is provided to certain components (i.e., shaft 460 or analogous means for raising and/or lowering the build table 469 in a vertical direction), as detailed further below.
[0087] Also illustrated in FIG. 6A is a shaft 460 or analogous means for raising and/or lowering the build table 469 in a vertical direction. The shaft 460 may be configured substantially the same as means 50 for movement provided in and described relative to the embodiment of FIG. 1. Although not illustrated specifically in FIG. 6A, the shaft 460 may be coupled to a servo motor, equipped with a gear, adjusting screw, or the like, such that the build table may be selectively--and precisely--moved during a build, as powder layers are distributed. As described relative to the embodiment of FIG. 1, it should be understood that during a work cycle the build table 469 may be lowered for maintaining a position of the top surface of the powder bed relative to the build tank, when adding powder layers to the powder bed. The shaft 460 may be utilized, along with bellows assembly 450 (discussed further below) with any of the embodiments of FIGS. 1-5E.
[0088] FIG. 6A also illustrates according to certain embodiments a bellows assembly 450 positioned adjacent to and/or substantially enclosing the shaft 460 and/or any means for raising/lowering the build table associated therewith. As may be understood from FIG. 6A, the bellows assembly 450 is operatively coupled to both the build table 469 and two portions of the build chamber, namely the chamber floor portions 403. With provision of a gap between the two floor portions 403, an area surrounding the shaft 460 is at atmospheric state 1001, as compared to the vacuum-induced state 1002 provided within the build chamber and on opposing sides of the bellows assembly 450. Advantageously, with the shaft 460 provided at atmospheric state 1001, easy access is permitted to the bottom of the build table, even during conducting of a build with layer-by-layer powder distribution. Still further, beyond accessibility to the shaft 460 for maintenance (i.e., greasing or otherwise) even during operation, provision thereof at atmospheric state 1001 facilitates cooling of the shaft, thus minimizing wear incurred. Contact of any powder with the shaft is also minimized and/or substantially eliminated.
[0089] In certain embodiments, the bellows assembly 450 of FIG. 6A may be a vacuum bellow and/or a bellow-like structure configured to translate (e.g., via an actuator) so as to move with the build table 469 in a desirable manner, in particular as the build table is raised or lowered during a build operation. For example, as the shaft and thus the build table 469 move back and forth in a manner analogous to that described relative to FIG. 1, the bellows assembly 450 may be configured to correspondingly expand and contract, such that a vacuum is maintained internal to the build chamber. Still further, in certain embodiments, the bellows assembly 450 may provide additional (or alternative) support for the build table 469, thereby simplifying construction of the build chamber.
[0090] In certain embodiments, it may be understood from FIG. 6A that, as the bellows assembly 450 expands or contracts, due to movement of the build table 469, the associated telescopic build tank 410 will undergo corresponding movement. Specifically, as the build table moves toward the powder table 417, the telescopic build tank 410 will collapse (i.e., as illustrated in FIG. 4, by way of non-limiting example), as described elsewhere herein.
[0091] In certain embodiments, the bellows assembly 450 may be constructed of a metal material. This enables a seal to be formed inherently around and by the bellows, thus making the interface more or less insensitive to temperature. At a minimum, the bellows assembly 450 is constructed of a material (even if non-metallic in nature) that resists higher temperatures than would a conventional vacuum seal, as oftentimes utilized with conventional process chamber walls and the like.
[0092] According to various embodiments including bellows assembly (450), a further and exemplary non-limiting advantage provided is that the passage(s) through the build chamber (i.e., for receipt of support structure component(s), guide assembly components, or the like) need not be sealed with the degree of precision described elsewhere herein, for example with reference to the embodiments of FIGS. 1-3. This is because the bellows assembly itself functions as a seal, providing a vacuum environment within its enclosed volume, which includes the support structure component(s) and/or any associated tubes or internal channels for distribution/transport of the cooling media. As a result, in certain embodiments, the support structure component(s) and or guide component(s) may pass through large holes in the process chamber. Integral sealing around those holes may be eliminated.
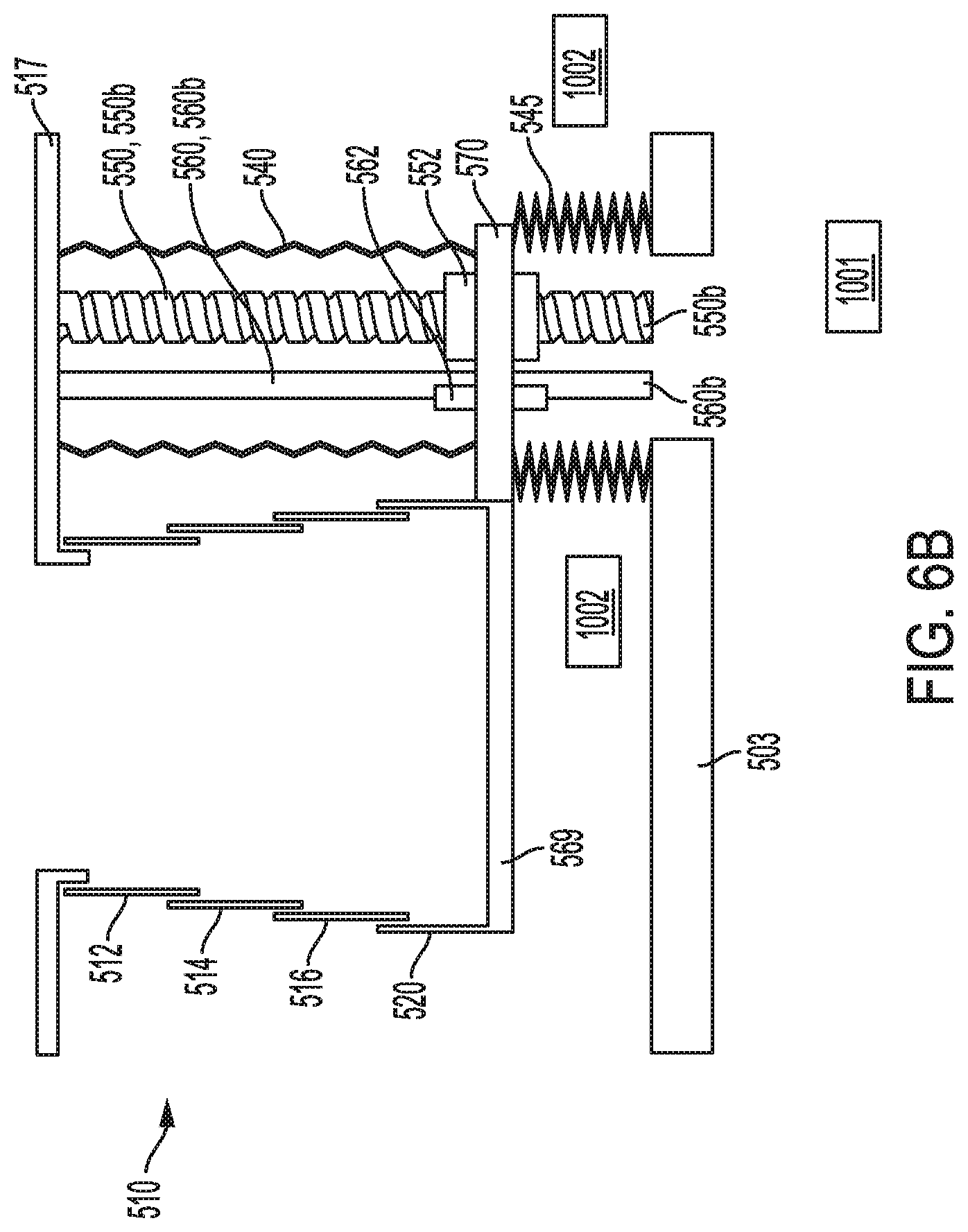
[0093] FIG. 6B depicts another example embodiment of the inventive telescopic build tank 510. This telescopic build tank 510 comprises a top segment 512 and a bottom segment 520. In between, at least two intermediate segments 514, 516 are provided. It should be understood, though, that fewer (as in FIG. 2) or more (as in FIG. 3) intermediate segments may be provided without departing from the scope of this embodiment. Still further, although illustrated without any flanges, it should be understood that any of the segments 512, 514, 516, 520 of this embodiment may be provided with flanges analogous to those described elsewhere herein with reference to any of FIGS. 2-5E. It should also be understood that the segments 512, 514, 516, 520 may be configured in a fashion analogous to the segments described previously herein with respect to any of FIGS. 1-5E, with regard to any aspect thereof. In other embodiments, though, it should be understood that the segments 512, 514, 516, 520 may be configured different from those segments described in FIGS. 1-5E.
[0094] Also illustrated in FIG. 6B is a build table 569, which may in certain embodiments be releasably attached to the bottom segment 520, in a manner analogous to that described elsewhere herein with respect to build table 269 and bottom segment 220. In certain embodiments, the build table 569 may be integral with the bottom segment 520, as may be desirable. The embodiment of FIG. 6B also includes a powder table 3, which may be attached to at least the top segment 512 in a manner analogous to any of the means described elsewhere herein with respect to the embodiments of FIGS. 1-4. Likewise provided in the embodiment of FIG. 6B is a chamber floor 503, which forms a portion of the larger build chamber (not numbered) that is present in this embodiment in a fashion analogous to the build chamber 4 of FIG. 1 (as a non-limiting example), but for the provision of a hole or opening in the portion of the chamber floor 503, via which atmospheric 1001 exposure is provided to certain components (i.e., linear guide 560, ball screw mechanism 550, and/or analogous means for raising and/or lowering the powder table 517 and/or the build table 569 in a vertical direction), as detailed further below.
[0095] Also illustrated in FIG. 6B is a guide assembly that generally includes a linear guide 560 and a ball screw mechanism 550. The linear guide 560 and the ball screw mechanism 550 are, according to various embodiments, operatively connected to and supported by the powder table 517 and an extension 570 of the build table 569. The extension 570 of the build table 569 is preferably, in certain embodiments, an integral part of the build table; in other embodiments, however, it may be a separate component operatively attached to and thus movable in connection with movement of the build table (or vice versa). For example, as the linear guide 560 and/or the ball screw mechanism 550 are actuated (e.g., selectively by a user during the course of a build), the extension 570 may translate along an axis defined by the linear guide 360 and/or the ball screw mechanism 550, such that the extension 570 is raised or lowered in a vertical direction (i.e., closer to or further away from the powder table 517. Corresponding movement of the build table 569 occurs, due to the interconnectivity (or integral bond) between the extension 570 and the build table 569. As actuation of the linear guide 560 and/or the ball screw mechanism 550 occurs toward the powder table, as described elsewhere herein, the telescopic build tank 510 will likewise collapse (i.e., as illustrated in FIG. 4, by way of non-limiting example).
[0096] The linear guide 560 and/or the ball screw mechanism 550 may each (or both) be provided with an interface element 562, 552, respectively, which element may be configured to define an operative seal as between a top and a bottom surface of the extension 570 of the build table 569. In these embodiments, first portions 550a, 560a of the ball screw mechanism and the linear guide, respectively, may extend from the top surface of the extension 570 and toward the powder table 517, while second portions 550b, 560b thereof extend from the bottom surface of the extension. In certain embodiments, the second portions 550b, 560b are thus provided at an atmospheric state 1001, as compared to a vacuum state 1002 provided elsewhere within the build chamber.
[0097] Provided in conjunction with the linear guide 560 and/or the ball screw mechanism 550 of FIG. 6B may be a pair of bellows assemblies 540, 545. In certain embodiments, the bellows assembly 545 may be positioned adjacent to and/or substantially enclosing the second portions 560b, 550b of the linear guide 560 and/or the ball screw mechanism 550. As a result as may be understood from FIG. 6B, the bellows assembly 545 is operatively coupled to both the extension 570 of the build table and a portion of the build chamber, namely a chamber floor portion 503 adjacent to which an opening or hole is provided. With provision of a hole, opening, or gap in the floor portion 303, an area surrounding the second portions 560b, 550b is at atmospheric state 1001, as compared to the vacuum-induced state 1002 provided elsewhere within the build chamber and on opposing sides of the bellows assembly 545.
[0098] Advantageously, with the second portions 560b, 550b provided at atmospheric state 1001, easy access is permitted to the bottom of at least the extension of the build table, even during conducting of a build with layer-by-layer powder distribution. Still further, beyond accessibility to the second portions 560b, 550b for maintenance (i.e., greasing or otherwise) even during operation, provision thereof at atmospheric state 1001 facilitates cooling of the portions, thus minimizing wear incurred there-upon. Contact of any powder with the portions is also minimized and/or substantially eliminated.
[0099] In certain embodiments, the bellows assembly 545 of FIG. 6B may be a vacuum bellow and/or a bellow-like structure configured to translate (e.g., via an actuator) so as to move with the build table 569 (or the extension 570 thereof) in a desirable manner, in particular as the build table is raised or lowered during a build operation. For example, as the linear guide 560 and/or the ball screw mechanism 550 and thus the build table 569 move back and forth in a manner analogous to that described relative to FIG. 1, the bellows assembly 545 may be configured to correspondingly expand and contract, such that a vacuum is maintained internal to the build chamber. Still further, in certain embodiments, the bellows assembly 545 may provide additional (or alternative) support for the build table 569 (i.e., via the extension 570), thereby simplifying construction of the build chamber.
[0100] In certain embodiments, it may be understood from FIG. 6B that, as the bellows assembly 545 expands or contracts, due to movement of the build table 569, the associated telescopic build tank 510 will undergo corresponding movement. Specifically, as the build table moves toward the powder table 517, the telescopic build tank 510 will collapse (i.e., as illustrated in FIG. 4, by way of non-limiting example), as described elsewhere herein.
[0101] In certain embodiments, the bellows assembly 545 may be constructed of a metal material. This enables a seal to be formed inherently around and by the bellows, thus making the interface more or less insensitive to temperature. At a minimum, the bellows assembly 545 is constructed of a material (even if non-metallic in nature) that resists higher temperatures than would a conventional vacuum seal, as oftentimes utilized with conventional process chamber walls and the like.
[0102] FIG. 6B also illustrates a second in the pair of bellows assemblies, namely bellows assembly 540. This bellows assembly 540 is positioned adjacent to and/or substantially surrounding the first portions 550a, 560a of the linear guide and the ball screw mechanism, above the extension 570 of the build table 569. As may be understood from FIG. 6B, the bellows assembly 540 is operatively coupled to both the powder table 517 and the extension 570 of the build table 569. Specifically, the bellows assembly 540 is coupled to a top of the extension 570, such that it provides an enclosure of the linear guide 560 and the ball screw mechanism 550 intermediate the extension 570 and the powder table 517.
[0103] In certain embodiments, via utilization of the bellows assembly 540, the first portions 550a, 560a may likewise (i.e., analogous to the area adjacent bellows assembly 545) be provided at atmospheric state 1001. In certain other embodiments, however, via utilization of the bellows assembly 540, the first portions 550a, 560a may be provided at a state intermediate the provided vacuum state 1002 and atmospheric 1001. In these and other embodiments, a cooling media, which could be in the form of a cooling gas or a cooling liquid, may be transported and/or otherwise provided within the enclosure defined by bellows assembly 545. In this manner, a separate vacuum internal to the bellows assembly 545 may be provided, as compared to any vacuum provided generally within the build chamber.
[0104] It should be understood that the cooling media may be injected within bellows assembly 545 via one or more cooling media inlets (not illustrated) adjacent to or integral with the interface elements 552, 562 described elsewhere herein. A cooling media tank (also not illustrated) may also be provided. So enclosed by the bellows assembly 545, the first portions 550a, 560a of the linear guide and the ball screw assembly are provided with an environment that facilitates cooling thereof, thus minimizing wear incurred thereon. Contact of any powder with these components is also minimized and/or substantially eliminated.
[0105] In certain embodiments, the bellows assembly 540 of FIG. 6B may be a vacuum bellow and/or a bellow-like structure configured to translate (e.g., via an actuator) so as to move with the build table 569 in a desirable manner, in particular as the build table is raised or lowered during a build operation. For example, as the guide assembly (linear guide 560 and ball screw mechanism 550) and thus the build table 569 move back and forth in a manner analogous to that described relative to FIG. 1, the bellows assembly 540 may be configured to correspondingly expand and contract, such that a vacuum is maintained internal to the build chamber. Still further, in certain embodiments, the bellows assembly 540 may provide additional (or alternative) support for the build table 569 and/or the powder table 517, thereby simplifying construction of the build chamber.
[0106] In certain embodiments, it may be understood from FIG. 6B that, as the bellows assembly 540 expands or contracts, due to movement of the build table 569 (via the extension 570 thereof), the associated telescopic build tank 510 will undergo corresponding movement. Specifically, as the build table moves toward the powder table 517, the telescopic build tank 510 will collapse (i.e., as illustrated in FIGS. 4 and/or 5E, by way of non-limiting example), as described elsewhere herein.
[0107] In certain embodiments, the bellows assembly 540 may also be constructed of a metal material. This enables a seal to be formed inherently around and by the bellows, thus making the interface more or less insensitive to temperature. At a minimum, the bellows assembly 540 is constructed of a material (even if non-metallic in nature) that resists higher temperatures than would a conventional vacuum seal, as oftentimes utilized with conventional process chamber walls and the like. Also, it should be understood that an expansion coefficient of the bellows assembly 540 may be (as illustrated in FIG. 6B) different from that of bellows assembly 545. In other embodiments, though, the expansion coefficient of each may be substantially the same, as may be desirable. It should also be understood that outside the bellows assemblies 540, 545, a vacuum state is provided; inside the bellows assemblies 540, 545, however, a non-vacuum state is provided. In certain embodiments, the area inside one or both of the bellows assemblies 540, 545 is provided at atmospheric state or filled with ambient air.
[0108] In another aspect of the invention it is provided a program element configured and arranged when executed on a computer to implement a method for forming a three-dimensional article utilizing the build chamber as detailed elsewhere herein. The program may be installed in a computer readable storage medium. The computer readable storage medium may be a distinct control unit. The computer readable storage medium and the program element, which may comprise computer-readable program code portions embodied therein, may further be contained within a non-transitory computer program product. Further details regarding these features and configurations are provided, in turn, below.
[0109] As mentioned, various embodiments of the present invention may be implemented in various ways, including as non-transitory computer program products. A computer program product may include a non-transitory computer-readable storage medium storing applications, programs, program modules, scripts, source code, program code, object code, byte code, compiled code, interpreted code, machine code, executable instructions, and/or the like (also referred to herein as executable instructions, instructions for execution, program code, and/or similar terms used herein interchangeably). Such non-transitory computer-readable storage media include all computer-readable media (including volatile and non-volatile media).
[0110] In one embodiment, a non-volatile computer-readable storage medium may include a floppy disk, flexible disk, hard disk, solid-state storage (SSS) (e.g., a solid state drive (SSD), solid state card (SSC), solid state module (SSM)), enterprise flash drive, magnetic tape, or any other non-transitory magnetic medium, and/or the like. A non-volatile computer-readable storage medium may also include a punch card, paper tape, optical mark sheet (or any other physical medium with patterns of holes or other optically recognizable indicia), compact disc read only memory (CD-ROM), compact disc compact disc-rewritable (CD-RW), digital versatile disc (DVD), Blu-ray disc (BD), any other non-transitory optical medium, and/or the like. Such a non-volatile computer-readable storage medium may also include read-only memory (ROM), programmable read-only memory (PROM), erasable programmable read-only memory (EPROM), electrically erasable programmable read-only memory (EEPROM), flash memory (e.g., Serial, NAND, NOR, and/or the like), multimedia memory cards (MMC), secure digital (SD) memory cards, SmartMedia cards, CompactFlash (CF) cards, Memory Sticks, and/or the like. Further, a non-volatile computer-readable storage medium may also include conductive-bridging random access memory (CBRAM), phase-change random access memory (PRAM), ferroelectric random-access memory (FeRAM), non-volatile random-access memory (NVRAM), magnetoresistive random-access memory (MRAM), resistive random-access memory (RRAM), Silicon-Oxide-Nitride-Oxide-Silicon memory (SONOS), floating junction gate random access memory (FJG RAM), Millipede memory, racetrack memory, and/or the like.
[0111] In one embodiment, a volatile computer-readable storage medium may include random access memory (RAM), dynamic random access memory (DRAM), static random access memory (SRAM), fast page mode dynamic random access memory (FPM DRAM), extended data-out dynamic random access memory (EDO DRAM), synchronous dynamic random access memory (SDRAM), double data rate synchronous dynamic random access memory (DDR SDRAM), double data rate type two synchronous dynamic random access memory (DDR2 SDRAM), double data rate type three synchronous dynamic random access memory (DDR3 SDRAM), Rambus dynamic random access memory (RDRAM), Twin Transistor RAM (TTRAM), Thyristor RAM (T-RAM), Zero-capacitor (Z-RAM), Rambus in-line memory module (RIMM), dual in-line memory module (DIMM), single in-line memory module (SIMM), video random access memory VRAM, cache memory (including various levels), flash memory, register memory, and/or the like. It will be appreciated that where embodiments are described to use a computer-readable storage medium, other types of computer-readable storage media may be substituted for or used in addition to the computer-readable storage media described above.
[0112] As should be appreciated, various embodiments of the present invention may also be implemented as methods, apparatus, systems, computing devices, computing entities, and/or the like, as have been described elsewhere herein. As such, embodiments of the present invention may take the form of an apparatus, system, computing device, computing entity, and/or the like executing instructions stored on a computer-readable storage medium to perform certain steps or operations. However, embodiments of the present invention may also take the form of an entirely hardware embodiment performing certain steps or operations.
[0113] Various embodiments are described below with reference to block diagrams and flowchart illustrations of apparatuses, methods, systems, and computer program products. It should be understood that each block of any of the block diagrams and flowchart illustrations, respectively, may be implemented in part by computer program instructions, e.g., as logical steps or operations executing on a processor in a computing system. These computer program instructions may be loaded onto a computer, such as a special purpose computer or other programmable data processing apparatus to produce a specifically-configured machine, such that the instructions which execute on the computer or other programmable data processing apparatus implement the functions specified in the flowchart block or blocks.
[0114] These computer program instructions may also be stored in a computer-readable memory that can direct a computer or other programmable data processing apparatus to function in a particular manner, such that the instructions stored in the computer-readable memory produce an article of manufacture including computer-readable instructions for implementing the functionality specified in the flowchart block or blocks. The computer program instructions may also be loaded onto a computer or other programmable data processing apparatus to cause a series of operational steps to be performed on the computer or other programmable apparatus to produce a computer-implemented process such that the instructions that execute on the computer or other programmable apparatus provide operations for implementing the functions specified in the flowchart block or blocks.
[0115] Accordingly, blocks of the block diagrams and flowchart illustrations support various combinations for performing the specified functions, combinations of operations for performing the specified functions and program instructions for performing the specified functions. It should also be understood that each block of the block diagrams and flowchart illustrations, and combinations of blocks in the block diagrams and flowchart illustrations, could be implemented by special purpose hardware-based computer systems that perform the specified functions or operations, or combinations of special purpose hardware and computer instructions.
[0116] FIG. 7 is a block diagram of an exemplary system 1320 that can be used in conjunction with various embodiments of the present invention. In at least the illustrated embodiment, the system 1320 may include one or more central computing devices 1110, one or more distributed computing devices 1120, and one or more distributed handheld or mobile devices 1300, all configured in communication with a central server 1200 (or control unit) via one or more networks 1130. While FIG. 7 illustrates the various system entities as separate, standalone entities, the various embodiments are not limited to this particular architecture.
[0117] According to various embodiments of the present invention, the one or more networks 1130 may be capable of supporting communication in accordance with any one or more of a number of second-generation (2G), 2.5G, third-generation (3G), and/or fourth-generation (4G) mobile communication protocols, or the like. More particularly, the one or more networks 130 may be capable of supporting communication in accordance with 2G wireless communication protocols IS-136 (TDMA), GSM, and IS-95 (CDMA). Also, for example, the one or more networks 1130 may be capable of supporting communication in accordance with 2.5G wireless communication protocols GPRS, Enhanced Data GSM Environment (EDGE), or the like. In addition, for example, the one or more networks 130 may be capable of supporting communication in accordance with 3G wireless communication protocols such as Universal Mobile Telephone System (UMTS) network employing Wideband Code Division Multiple Access (WCDMA) radio access technology. Some narrow-band AMPS (NAMPS), as well as TACS, network(s) may also benefit from embodiments of the present invention, as should dual or higher mode mobile stations (e.g., digital/analog or TDMA/CDMA/analog phones). As yet another example, each of the components of the system 1320 may be configured to communicate with one another in accordance with techniques such as, for example, radio frequency (RF), Bluetooth.TM., infrared (IrDA), or any of a number of different wired or wireless networking techniques, including a wired or wireless Personal Area Network ("PAN"), Local Area Network ("LAN"), Metropolitan Area Network ("MAN"), Wide Area Network ("WAN"), or the like.
[0118] Although the device(s) 1110-3100 are illustrated in FIG. 7 as communicating with one another over the same network 1130, these devices may likewise communicate over multiple, separate networks.
[0119] According to one embodiment, in addition to receiving data from the server 1200, the distributed devices 1110, 1120, and/or 1300 may be further configured to collect and transmit data on their own. In various embodiments, the devices 1110, 1120, and/or 1300 may be capable of receiving data via one or more input units or devices, such as a keypad, touchpad, barcode scanner, radio frequency identification (RFID) reader, interface card (e.g., modem, etc.) or receiver. The devices 1110, 1120, and/or 1300 may further be capable of storing data to one or more volatile or non-volatile memory modules, and outputting the data via one or more output units or devices, for example, by displaying data to the user operating the device, or by transmitting data, for example over the one or more networks 1130.
[0120] In various embodiments, the server 1200 includes various systems for performing one or more functions in accordance with various embodiments of the present invention, including those more particularly shown and described herein. It should be understood, however, that the server 1200 might include a variety of alternative devices for performing one or more like functions, without departing from the spirit and scope of the present invention. For example, at least a portion of the server 1200, in certain embodiments, may be located on the distributed device(s) 1110, 1120, and/or the handheld or mobile device(s) 1300, as may be desirable for particular applications. As will be described in further detail below, in at least one embodiment, the handheld or mobile device(s) 1300 may contain one or more mobile applications 1330 which may be configured so as to provide a user interface for communication with the server 1200, all as will be likewise described in further detail below.
[0121] FIG. 8 is a schematic diagram of the server 1200 according to various embodiments. The server 1 200 includes a processor 1230 that communicates with other elements within the server via a system interface or bus 1235. Also included in the server 1200 is a display/input device 1250 for receiving and displaying data. This display/input device 1250 may be, for example, a keyboard or pointing device that is used in combination with a monitor. The server 1200 further includes memory 1220, which typically includes both read only memory (ROM) 1226 and random access memory (RAM) 1222. The server's ROM 1226 is used to store a basic input/output system 1224 (BIOS), containing the basic routines that help to transfer information between elements within the server 1200. Various ROM and RAM configurations have been previously described herein.
[0122] In addition, the server 1200 includes at least one storage device or program storage 1210, such as a hard disk drive, a floppy disk drive, a CD Rom drive, or optical disk drive, for storing information on various computer-readable media, such as a hard disk, a removable magnetic disk, or a CD-ROM disk. As will be appreciated by one of ordinary skill in the art, each of these storage devices 1210 are connected to the system bus 1235 by an appropriate interface. The storage devices 1210 and their associated computer-readable media provide nonvolatile storage for a personal computer. As will be appreciated by one of ordinary skill in the art, the computer-readable media described above could be replaced by any other type of computer-readable media known in the art. Such media include, for example, magnetic cassettes, flash memory cards, digital video disks, and Bernoulli cartridges.
[0123] Although not shown, according to an embodiment, the storage device 1210 and/or memory of the server 1200 may further provide the functions of a data storage device, which may store historical and/or current delivery data and delivery conditions that may be accessed by the server 1200. In this regard, the storage device 1210 may comprise one or more databases. The term "database" refers to a structured collection of records or data that is stored in a computer system, such as via a relational database, hierarchical database, or network database and as such, should not be construed in a limiting fashion.
[0124] A number of program modules (e.g., exemplary modules 1400-1700) comprising, for example, one or more computer-readable program code portions executable by the processor 1230, may be stored by the various storage devices 1210 and within RAM 1222. Such program modules may also include an operating system 1280. In these and other embodiments, the various modules 1400, 1500, 1600, 1700 control certain aspects of the operation of the server 1200 with the assistance of the processor 1230 and operating system 1280. In still other embodiments, it should be understood that one or more additional and/or alternative modules may also be provided, without departing from the scope and nature of the present invention.
[0125] In various embodiments, the program modules 1400, 1500, 1600, 1700 are executed by the server 1200 and are configured to generate one or more graphical user interfaces, reports, instructions, and/or notifications/alerts, all accessible and/or transmittable to various users of the system 1320. In certain embodiments, the user interfaces, reports, instructions, and/or notifications/alerts may be accessible via one or more networks 1130, which may include the Internet or other feasible communications network, as previously discussed.
[0126] In various embodiments, it should also be understood that one or more of the modules 1400, 1500, 1600, 1700 may be alternatively and/or additionally (e.g., in duplicate) stored locally on one or more of the devices 1110, 1120, and/or 1300 and may be executed by one or more processors of the same. According to various embodiments, the modules 1400, 1500, 1600, 1700 may send data to, receive data from, and utilize data contained in one or more databases, which may be comprised of one or more separate, linked and/or networked databases.
[0127] Also located within the server 1200 is a network interface 1260 for interfacing and communicating with other elements of the one or more networks 1130. It will be appreciated by one of ordinary skill in the art that one or more of the server 1200 components may be located geographically remotely from other server components. Furthermore, one or more of the server 1200 components may be combined, and/or additional components performing functions described herein may also be included in the server.
[0128] While the foregoing describes a single processor 1230, as one of ordinary skill in the art will recognize, the server 1200 may comprise multiple processors operating in conjunction with one another to perform the functionality described herein. In addition to the memory 1220, the processor 1230 can also be connected to at least one interface or other means for displaying, transmitting and/or receiving data, content or the like. In this regard, the interface(s) can include at least one communication interface or other means for transmitting and/or receiving data, content or the like, as well as at least one user interface that can include a display and/or a user input interface, as will be described in further detail below. The user input interface, in turn, can comprise any of a number of devices allowing the entity to receive data from a user, such as a keypad, a touch display, a joystick or other input device.
[0129] Still further, while reference is made to the "server" 1200, as one of ordinary skill in the art will recognize, embodiments of the present invention are not limited to traditionally defined server architectures. Still further, the system of embodiments of the present invention is not limited to a single server, or similar network entity or mainframe computer system. Other similar architectures including one or more network entities operating in conjunction with one another to provide the functionality described herein may likewise be used without departing from the spirit and scope of embodiments of the present invention. For example, a mesh network of two or more personal computers (PCs), similar electronic devices, or handheld portable devices, collaborating with one another to provide the functionality described herein in association with the server 200 may likewise be used without departing from the spirit and scope of embodiments of the present invention.
[0130] According to various embodiments, many individual steps of a process may or may not be carried out utilizing the computer systems and/or servers described herein, and the degree of computer implementation may vary, as may be desirable and/or beneficial for one or more particular applications.
[0131] FIG. 9 provides an illustrative schematic representative of a mobile device 1300 that can be used in conjunction with various embodiments of the present invention. Mobile devices 1300 can be operated by various parties. As shown in FIG. 9, a mobile device 1300 may include an antenna 1312, a transmitter 1304 (e.g., radio), a receiver 1306 (e.g., radio), and a processing element 1308 that provides signals to and receives signals from the transmitter 1304 and receiver 1306, respectively.
[0132] The signals provided to and received from the transmitter 1304 and the receiver 1306, respectively, may include signaling data in accordance with an air interface standard of applicable wireless systems to communicate with various entities, such as the server 1200, the distributed devices 1110, 1120, and/or the like. In this regard, the mobile device 1300 may be capable of operating with one or more air interface standards, communication protocols, modulation types, and access types. More particularly, the mobile device 1300 may operate in accordance with any of a number of wireless communication standards and protocols. In a particular embodiment, the mobile device 1300 may operate in accordance with multiple wireless communication standards and protocols, such as GPRS, UMTS, CDMA2000, 1.times.RTT, WCDMA, TD-SCDMA, LTE, E-UTRAN, EVDO, HSPA, HSDPA, Wi-Fi, WiMAX, UWB, IR protocols, Bluetooth protocols, USB protocols, and/or any other wireless protocol.
[0133] Via these communication standards and protocols, the mobile device 1300 may according to various embodiments communicate with various other entities using concepts such as Unstructured Supplementary Service data (USSD), Short Message Service (SMS), Multimedia Messaging Service (MMS), Dual-Tone Multi-Frequency Signaling (DTMF), and/or Subscriber Identity Module Dialer (SIM dialer). The mobile device 300 can also download changes, add-ons, and updates, for instance, to its firmware, software (e.g., including executable instructions, applications, program modules), and operating system.
[0134] According to one embodiment, the mobile device 1300 may include a location determining device and/or functionality. For example, the mobile device 1300 may include a GPS module adapted to acquire, for example, latitude, longitude, altitude, geocode, course, and/or speed data. In one embodiment, the GPS module acquires data, sometimes known as ephemeris data, by identifying the number of satellites in view and the relative positions of those satellites.
[0135] The mobile device 1300 may also comprise a user interface (that can include a display 1316 coupled to a processing element 1308) and/or a user input interface (coupled to a processing element 1308). The user input interface can comprise any of a number of devices allowing the mobile device 300 to receive data, such as a keypad 1318 (hard or soft), a touch display, voice or motion interfaces, or other input device. In embodiments including a keypad 1318, the keypad can include (or cause display of) the conventional numeric (0-9) and related keys (#, *), and other keys used for operating the mobile device 1300 and may include a full set of alphabetic keys or set of keys that may be activated to provide a full set of alphanumeric keys. In addition to providing input, the user input interface can be used, for example, to activate or deactivate certain functions, such as screen savers and/or sleep modes.
[0136] The mobile device 1300 can also include volatile storage or memory 1322 and/or non-volatile storage or memory 1324, which can be embedded and/or may be removable. For example, the non-volatile memory may be ROM, PROM, EPROM, EEPROM, flash memory, MMCs, SD memory cards, Memory Sticks, CBRAM, PRAM, FeRAM, RRAM, SONOS, racetrack memory, and/or the like. The volatile memory may be RAM, DRAM, SRAM, FPM DRAM, EDO DRAM, SDRAM, DDR SDRAM, DDR2 SDRAM, DDR3 SDRAM, RDRAM, RIMM, DIMM, SIMM, VRAM, cache memory, register memory, and/or the like. The volatile and non-volatile storage or memory can store databases, database instances, database mapping systems, data, applications, programs, program modules, scripts, source code, object code, byte code, compiled code, interpreted code, machine code, executable instructions, and/or the like to implement the functions of the mobile device 1300.
[0137] The mobile device 1300 may also include one or more of a camera 1326 and a mobile application 1330. The camera 1326 may be configured according to various embodiments as an additional and/or alternative data collection feature, whereby one or more items may be read, stored, and/or transmitted by the mobile device 1300 via the camera. The mobile application 1330 may further provide a feature via which various tasks may be performed with the mobile device 1300. Various configurations may be provided, as may be desirable for one or more users of the mobile device 1300 and the system 1320 as a whole.
[0138] The invention is not limited to the above-described embodiments and many modifications are possible within the scope of the following claims. Indeed, a person of ordinary skill in the art would be able to use the information contained in the preceding text to modify various embodiments of the invention in ways that are not literally described, but are nevertheless encompassed by the attached claims, for they accomplish substantially the same functions to reach substantially the same results. Therefore, it is to be understood that the invention is not limited to the specific embodiments disclosed and that modifications and other embodiments are intended to be included within the scope of the appended claims. Although specific terms are employed herein, they are used in a generic and descriptive sense only and not for purposes of limitation.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
D00012

D00013

XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.