Non Woven Fabric
Chen; Yao ; et al.
U.S. patent application number 16/970725 was filed with the patent office on 2020-12-17 for non woven fabric. This patent application is currently assigned to Toray Industries, Inc.. The applicant listed for this patent is Toray Industries, Inc.. Invention is credited to Yao Chen, Masaru Harada, Hiroshi Tsuchikura.
| Application Number | 20200392657 16/970725 |
| Document ID | / |
| Family ID | 1000005064509 |
| Filed Date | 2020-12-17 |
| United States Patent Application | 20200392657 |
| Kind Code | A1 |
| Chen; Yao ; et al. | December 17, 2020 |
NON WOVEN FABRIC
Abstract
In order to provide a non-woven fabric with excellent flame retardancy and flame shielding performance, and even also with carding process-passing and durability, there is provided a non-woven fabric including: a non-melting fiber A that has a high-temperature shrinkage ratio of 3% or less; a thermoplastic fiber B that has an LOI value of 25 or more in accordance with JIS K 7201-2 (2007); and a thermoplastic fiber C that has an LOI value of less than 25 in accordance with JIS K 7201-2 (2007) and a crimp number of 8 (crimps/25 mm) or more in accordance with JIS L 1015 (2000).
| Inventors: | Chen; Yao; (Otsu-shi, Shiga, JP) ; Harada; Masaru; (Otsu-shi, Shiga, JP) ; Tsuchikura; Hiroshi; (Otsu-shi, Shiga, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Toray Industries, Inc. Tokyo JP |
||||||||||
| Family ID: | 1000005064509 | ||||||||||
| Appl. No.: | 16/970725 | ||||||||||
| Filed: | February 20, 2019 | ||||||||||
| PCT Filed: | February 20, 2019 | ||||||||||
| PCT NO: | PCT/JP2019/006296 | ||||||||||
| 371 Date: | August 18, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D04H 1/4366 20130101; D04H 1/4342 20130101; D04H 1/46 20130101; D04H 1/4382 20130101; D10B 2401/041 20130101; D04H 1/435 20130101 |
| International Class: | D04H 1/4382 20060101 D04H001/4382; D04H 1/46 20060101 D04H001/46; D04H 1/435 20060101 D04H001/435; D04H 1/4366 20060101 D04H001/4366; D04H 1/4342 20060101 D04H001/4342 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Mar 1, 2018 | JP | 2018-036188 |
Claims
1. A non-woven fabric comprising: a non-melting fiber A that has a high-temperature shrinkage ratio of 3% or less; a thermoplastic fiber B that has an LOI value of 25 or more in accordance with JIS K 7201-2 (2007); and a thermoplastic fiber C that has an LOI value of less than 25 in accordance with JIS K 7201-2 (2007) and a crimp number of 8 (crimps/25 mm) or more in accordance with JIS L 1015 (2000).
2. The non-woven fabric according to claim 1, wherein the thermoplastic fiber C is contained a 20 to 50% by mass in 100% by mass of the non-woven fabric.
3. The non-woven fabric according to claim 1, wherein the non-melting fiber A is contained at 10% by mass or more in 100% by mass of the non-woven fabric.
4. The non-woven fabric according to claim 1, wherein the thermoplastic fiber B is contained at 20% by mass or more in 100% by mass of the non-woven fabric.
5. The non-woven fabric according to claim 1, wherein the non-melting fiber A has a thermal conductivity of 0.060 W/mK or less.
6. The non-woven fabric according to claim 1, wherein the non-melting fiber A is one or more selected from a flame-resistant fiber and a meta-aramid fiber.
7. The non-woven fabric according to claim 1, wherein the thermoplastic fiber B has a glass transition temperature of 120.degree. C. or lower.
8. The non-woven fabric according to claim 1, wherein the thermoplastic fiber B is a fiber of at least one resin selected from the group of a flame-retardant polyester fiber, an anisotropic melt polyester, a flame-retardant poly(acrylonitrile butadiene styrene), a flame-retardant polysulfone, a poly(ether-ether-ketone), a poly(ether-ketone-ketone), a polyether sulfone, a polyarylate, a polyarylene sulfide, a polyphenylsulfone, a polyetherimide, a polyamideimide, and a mixture thereof.
9. The non-woven fabric according to claim 1, wherein the thermoplastic fiber B contains a sulfur atom.
10. The non-woven fabric according to claim 1, wherein the non-woven fabric is 50 g/m.sup.2 or more in weight per unit area and 50 kg/m.sup.3 or less in density.
Description
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] This is the U.S. National Phase application of PCT/JP2019/006296, filed Feb. 20, 2019, which claims priority to Japanese Patent Application No. 2018-036188, filed Mar. 1, 2018, the disclosures of each of these applications being incorporated herein by reference in their entireties for all purposes.
FIELD OF THE INVENTION
[0002] The present invention relates to a non-woven fabric.
BACKGROUND OF THE INVENTION
[0003] Conventionally, non-woven fabrics have been used which are obtained from synthetic fibers made of synthetic polymers such as polyamide, polyester, and polyolefin as fiber materials, but these synthetic polymers, which usually have no flame retardancy, are often, in a raw material stage, or after being made into fibers or non-woven fabrics, subjected to some sort of flame retardant treatment.
[0004] Various methods have been proposed as methods for obtaining flame-retardant non-woven fabrics. The methods include, for example, a method in which a polymer obtained by copolymerizing a flame-retardant component is spun into a non-woven fabric, a method in which a drug with flame-retardant effect is kneaded into a polymer in an original yarn stage and spun into a non-woven fabric, and a method in which a flame-retardant component is attached to a non-woven fabric in post-processing. More specifically, Patent Document 1 discloses a flame-retardant fiber sheet obtained by treating a fiber sheet with a binder composed of a phosphoric acid-based flame retardant and a polyester resin (Patent Document 1). Patent Document 2 also discloses a flame-retardant non-woven fabric obtained by adding a flame-retardant binder to a non-woven fabric including polyphenylene sulfide fibers and polyester fibers.
[0005] Furthermore, methods for obtaining a flame-retardant non-woven fabrics also include a method in which a spun fiber is subjected to a specific treatment to impart flame retardancy, and made into a non-woven fabric, and a method in which with the use of a flame-retardant material as a raw material itself for fibers, the material is spun and made into a non-woven fabric. For example, Patent Document 3 discloses a non-woven fabric composed of flame-resistant fibers provided with flame retardancy by a treatment after spinning or fibers provided with flame retardancy by polymerizing a specific raw material, and furthermore, Patent Document 4 discloses a non-woven fabric including flame-resistant fibers provided with high flame shielding performance by a treatment after spinning and polyphenylsulfone fibers.
PATENT DOCUMENTS
[0006] Patent Document 1: Japanese Patent Laid-open Publication No. 2013-169996
[0007] Patent Document 2: Japanese Patent Laid-open Publication No. 2012-144818
[0008] Patent Document 3: Japanese Patent Laid-open Publication No. JP 2003-129362
[0009] Patent Document 4: International Publication No. 2017/6807
SUMMARY OF THE INVENTION
[0010] Although the methods described in Patent Documents 1 and 2 are the simplest methods as methods for imparting flame retardancy, the attached flame retardant is likely to fall off, and even if the flame retardant has an excellent flame retardant effect, the flame retardant still has a problem in terms of durability.
[0011] In addition, the non-woven fabric described in Patent Document 3 is obtained with the use of a flame-resistant fiber that has a high limiting oxygen index, LOI value, but the fiber is likely to fall off in passing through a carding machine, and in the end, still has problems in terms of both flame retardancy and workability. Furthermore, the non-woven fabric described in Patent Document 4 contains the flame-resistant fibers and the polyphenylsulfone (PPS), and thus has high flame retardancy and flame shielding performance, but also have room for improvement in terms of the carding process-passing of the flame-resistant fibers and PPS fiber.
[0012] The present invention has been achieved in view of the problems with such conventional flame-retardant non-woven fabrics, and an object of the invention to provide a non-woven fabric with excellent flame retardancy and flame shielding performance, and even also with carding process-passing and durability.
[0013] The present invention adopts any of the following means in order to solve the above-mentioned problems.
[0014] (1) A nonwoven fabric characterized by including: a non-melting fiber A that has a high-temperature shrinkage ratio of 3% or less; a thermoplastic fiber B that has an LOI value of 25 or more in accordance with JIS K 7201-2 (2007); and a thermoplastic fiber C that has an LOI value of less than 25 in accordance with JIS K 7201-2 (2007) and a crimp number of 8 (crimps/25 mm) or more in accordance with JIS L 1015 (2000).
[0015] (2) The non-woven fabric according to the foregoing (1), characterized in that the thermoplastic fiber C is contained at 20 to 50% by mass in 100% by mass of the non-woven fabric.
[0016] (3) The non-woven fabric according to the foregoing (1) or (2), characterized in that the non-melting fiber A is contained at 10% by mass or more in 100% by mass of the non-woven fabric.
[0017] (4) The non-woven fabric according to any of the foregoing (1) to (3), characterized in that the thermoplastic fiber B is contained at 20% by mass or more in 100% by mass of the non-woven fabric.
[0018] (5) The non-woven fabric according to any of the foregoing (1) to (4), characterized in that the non-melting fiber A has a thermal conductivity of 0.060 W/mK or less in accordance with ISO22007-3 (2008).
[0019] (6) The non-woven fabric according to any of the foregoing (1) to (5), characterized in that the non-melting fiber A is one or more selected from a flame-resistant fiber and a meta-aramid fiber.
[0020] (7) The non-woven fabric according to any of the foregoing (1) to (6), characterized in that the thermoplastic fiber B has a glass transition temperature of 120.degree. C. or lower.
[0021] (8) The non-woven fabric according to any of the foregoing (1) to (7), characterized in that the thermoplastic fiber B is a fiber of at least one resin selected from the group of a flame-retardant polyester fiber, an anisotropic melt polyester, a flame-retardant poly(acrylonitrile butadiene styrene), a flame-retardant polysulfone, a poly(ether-ether-ketone), a poly(ether-ketone-ketone), a polyether sulfone, a polyarylate, a polyarylene sulfide, a polyphenylsulfone, a polyetherimide, a polyamideimide, and mixtures thereof.
[0022] (9) The non-woven fabric according to any of the foregoing (1) to (8), characterized in that the thermoplastic fiber B contains a sulfur atom.
[0023] (10) The non-woven fabric according to any of foregoing (1) to (9), characterized in that the non-woven fabric is 50 g/m.sup.2 or more in weight per unit area and 50 kg/m.sup.3 or less in density.
[0024] The non-woven fabric according to embodiments of the present invention is configured as mentioned above, thereby providing a non-woven fabric with excellent flame retardancy and flame shielding performance, and even also with carding process-passing and durability.
BRIEF DESCRIPTION OF THE DRAWINGS
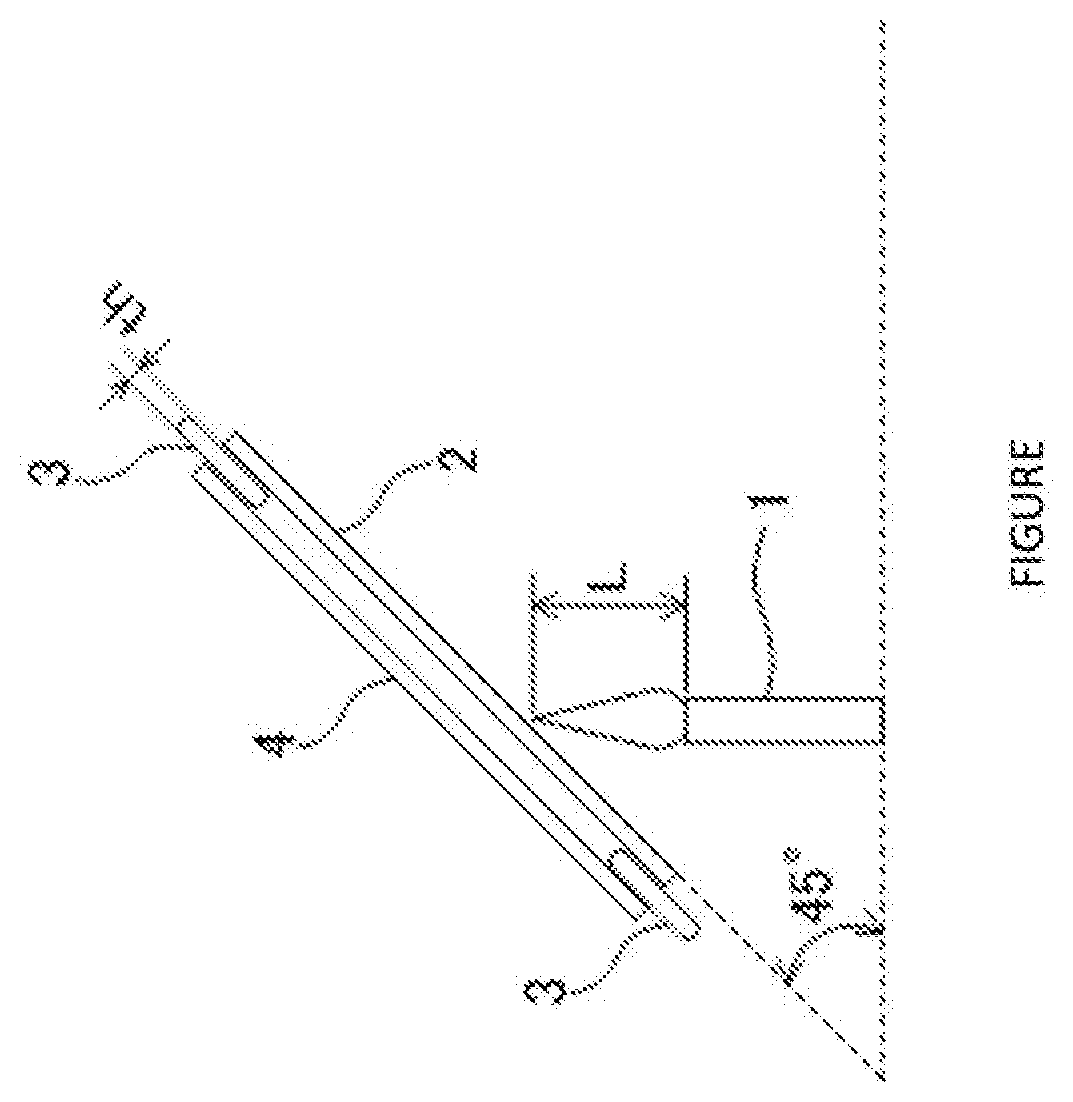
[0025] The FIGURE is a diagram for explaining an evaluation test method for flame shielding performance.
DETAILED DESCRIPTION OF EMBODIMENTS OF THE INVENTION
[0026] The present invention has been found to provide a non-woven fabric including: a non-melting fiber A that has a high-temperature shrinkage ratio of 3% or less; a thermoplastic fiber B that has an LOI value of 25 or more in accordance with JIS K 7201-2 (2007); and a thermoplastic fiber C that has an LOI value of less than 25 in accordance with JIS K 7201-2 (2007) and a crimp number of 8 (crimps/25 mm) or more in accordance with JIS L 1015 (2000), thereby allowing the above-mentioned problems to be solved.
[0027] In embodiments of the present invention, the non-melting fiber A that has a high-temperature shrinkage ratio of 3% or less constitutes the non-woven fabric together with the thermoplastic fibers B and C and the like. When a flame approaches the non-woven fabric to apply heat to the non-woven fabric, the thermoplastic fiber C first starts to melt, the thermoplastic fibers B subsequently melts, and the melting thermoplastic fibers B and C spread in the form of a thin film along the surface of the non-melting fiber A (aggregate). When the temperature further rises, the fibers A to C are all carbonized, but since the high-temperature shrinkage ratio of the non-melting fiber A is 3% or less, the non-woven fabric is less likely to shrink even at high temperatures and less likely to have holes, and thus capable of blocking the flame. In this respect, the high-temperature shrinkage of the non-melting fiber A is preferably lower, but the high-temperature shrinkage ratio is preferably -5% or more, because the structure collapses and then causes holes also if the fiber significantly expands due to heat even without shrinking. Above all, the high-temperature shrinkage ratio is preferably 0 to 2%.
[0028] It is to be noted that the high-temperature shrinkage ratio is a value determined by: (i) after leaving a fiber, which is a raw material for the non-woven fabric, in the standard state (20.degree. C., relative humidity: 65%) for 12 hours, measuring the original length L0 with a tension of 0.1 cN/dtex applied to the fiber; (ii) without applying any load to the fiber, exposing the fiber to a dry heat atmosphere at 290.degree. C. for 30 minutes, sufficiently cooling the fiber in the standard state (20.degree. C., relative humidity: 65%), and then measuring the length L1 with a tension of 0.1 cN/dtex further applied to the fiber; and (iii) the following formula from L0 and L1.
High-Temperature Shrinkage Ratio=[(L0-L1)/L0].times.100(%)
[0029] In addition, it is preferable to use, as the non-melting fiber A, a fiber that has a thermal conductivity of 0.060 W/mK or less. In the case where the thermal conductivity of the non-melting fiber A falls within this range, the non-melting fiber A also has excellent thermal insulation performance. It is to be noted that the thermal conductivity [W/mK] is a basic thermal constant of a material, which refers to the heat transfer coefficient of the simple material. The thermal conductivity represents the ease of heat transfer in a material, and refers to the value obtained by dividing the heat flux (thermal energy that passes through a unit area per unit time) by the temperature difference between the upper and lower surfaces of the material. Specifically, the thermal conductivity of the fiber is determined from the following formula based on the results of measuring the thermal diffusivity, the specific heat, and the specific gravity as follows: a non-woven fabric test piece of 0.5 mm in thickness is prepared with the use of the fiber to be measured, and the thermal diffusivity of the test piece, the specific heat of the test piece, and the specific gravity of the test piece are measured respectively in accordance with ISO22007-3 (2008), JIS K7123 (1987), and JIS K7112 (1999).
Thermal Conductivity=Thermal Diffusivity.times.Specific Heat.times.Specific Gravity
[0030] In embodiments of the present invention, the non-melting fiber A refers to a fiber that maintains its fiber shape without liquefying when the fiber is exposed to a flame. The non-melting fiber for use in the present invention may be any fiber as long as the above-mentioned high-temperature shrinkage ratio falls within the range specified by the present invention, and specific examples thereof include meta-aramid fibers and flame-resistant fibers.
[0031] In general, meta-aramid fibers have high high-temperature shrinkage ratios, and fails to satisfy the high-temperature shrinkage ratio specified in the present invention. However, meta-aramid fibers modified to have high-temperature shrinkage ratio within the range specified in the present invention by reducing the high-temperature shrinkage ratio can be suitably used because the fibers are high in elasticity and capable of enhancing the sewability of non-woven fabrics. The flame-resistant fiber is a fiber selected from acrylonitrile-based, Pitch-based, cellulose-based, and phenol-based fibers, and etc. as a raw material and subjected to a flame resistant treatment. These may be used alone, or two or more thereof may be used together.
[0032] Above all, flame-resistant fibers are preferred from the viewpoint of low high-temperature shrinkage ratio, and among various flame-resistant fibers, acrylonitrile-based flame-resistant fibers are preferably used as fibers that are small in specific gravity, flexible, and excellent in flame retardancy. Such flame-resistant fibers are obtained by heating and then oxidizing acrylic fibers as precursors in high-temperature air.
[0033] Examples of commercially available non-melting fibers A that can be used in the present invention include Pyromex from TOHO TENAX CO., LTD., in addition to the flame-resistant fiber "PYRON" (registered trademark) manufactured by Zoltek, used in Examples and Comparative Examples described later.
[0034] The excessively low content of the non-melting fiber A in the non-woven fabric makes the function as an aggregate more likely to be inadequate, whereas the excessively high content thereof makes the thermoplastic fiber less likely to spread in an adequate film form. Thus, the content of the non-melting fiber A in the non-woven fabric is preferably 10% by mass or more, further within the range of 15 to 60% by mass, most preferably within the range of 30 to 50% by mass.
[0035] Next, the thermoplastic fiber B, which will spread as a filmy substance, has an LOI value of 25 or more in accordance with JIS K7201-2 (2007), whereas the thermoplastic fiber C has an LOI value of less than 25.
[0036] The LOI value refers to the volume percentage of the minimum oxygen amount required to sustain combustion of a substance in a mixed gas of nitrogen and oxygen, and the substance can be considered less flammable as the LOI value is increased. Thus, the thermoplastic fiber B that has an LOI value of 25 or more is less flammable, and even if the fiber is lighted, the fire is extinguished immediately when the fire source is kept away. In addition, typically, the slightly burnt area has a carbonized film formed, and so the carbonized part prevents fire spreading. In contrast, the thermoplastic fiber C that has a LOI value of less than 25 continues to burn without fire extinguishing even if the fire source is kept away. Thus, when heat is applied, the thermoplastic fibers C starts to melt before the thermoplastic fibers B does.
[0037] The LOI value of the thermoplastic fiber B is preferably 55 or less, more preferably within the range of 25 to 50, from the viewpoint of forming a carbonized film at high temperature. In contrast, the LOI value of the thermoplastic fiber C is preferably 15 or more, more preferably 18 or more and less than 25 from the viewpoint of the speed of carbonized film formation.
[0038] The thermoplastic fiber B for use in the present invention may be any fiber as long as the fiber has an LOI value within the range specified in the present invention, and specific examples include fibers composed of a thermoplastic resin selected from the group of flame-retardant polyester fibers (polyethylene terephthalate fibers, polytrimethylene terephthalate fibers, polyalkylene terephthalate fibers, and etc.), anisotropic melt polyesters, flame-retardant poly(acrylonitrile butadiene styrene), flame-retardant polysulfones, poly(ether-ether-ketone), poly(ether-ketone-ketone), polyether sulfones, polyarylates, polyarylene sulfides, polyphenylsulfones, polyetherimides, polyamideimides, and mixtures thereof. These may be used alone, or two or more thereof may be used together.
[0039] When the glass transition temperature of the thermoplastic fiber B is 120.degree. C. or lower, the binder effect for maintaining the form as a non-woven fabric can be achieved at a relatively low temperature, thus increasing the apparent density and increasing the strength, which is preferred. Above all, from the viewpoint of high LOI value and availability, most preferred are polyphenylene sulfide fibers (hereinafter, also referred to as PPS fibers). It is to be noted that the binder effect mentioned above means that the thermoplastic fiber is melted or softened by heat and fused to other fibers. Furthermore, the thermoplastic fiber B preferably contains a sulfur atom as a fiber. In such a case, preferred are not only a fiber composed of a resin containing a sulfur atom, but also a fiber with a sulfur atom added thereto by subsequent processing.
[0040] The PPS fiber preferably used in embodiments of the present invention is a synthetic fiber composed of a polymer in which a polymer structural unit has --(C.sub.6H.sub.4--S)-- as a main structural unit. Typical examples of these PPS polymers include polyphenylene sulfides, polyphenylene sulfide sulfones, polyphenylene sulfide ketones, random copolymers thereof, block copolymers, and mixtures thereof. Desirable as a particularly preferred PPS polymer is a polyphenylene sulfide containing a p-phenylene unit represented by --(C.sub.6H.sub.4--S)-- as a main structural unit of the polymer, preferably at 90 mol % or more. Desirable from the viewpoint of mass is a polyphenylene sulfide containing the p-phenylene unit at 80% by mass, and further 90% by mass or more.
[0041] Further, the PPS fiber is preferably used in the case of obtaining a non-woven fabric by a papermaking method as mentioned later, and in such a case, the fiber length preferably falls within the range of 2 to 38 mm, more preferably within the range of 2 to 10 mm. The fiber length falls within the range of 2 to 38 mm, thereby allowing the fiber to be uniformly dispersed in a stock solution for papermaking, and the fiber has the tensile strength required to pass a drying step in a wet state (wet-web) immediately after papermaking. In addition, regarding the thickness of the PPS fiber, the single fiber fineness preferably falls within the range of 0.1 to 10 dtex, because the fiber can be uniformly dispersed in the stock solution for papermaking without agglomeration.
[0042] As a method for producing the PPS fiber, a method is preferred in which the polymer that has the above-mentioned phenylene sulfide structural unit is melted at a temperature equal to or higher than its melting point and spun from a spinneret into a fibrous form. The spun fiber is an undrawn PPS fiber as it is. The undrawn PPS fiber mostly has an amorphous structure, and with heat applied thereto, can act as a binder for binding fibers to each other. On the other hand, because such fibers have poor dimensional stability to heat, drawn fibers are commercially available, the drawn fibers having strength and thermal dimensional stability improved through spinning followed by heat-drawing for molecular orientation.
[0043] The content of the thermoplastic fiber B in the non-woven fabric as mentioned above is preferably 10% by mass or more, more preferably 20% by mass or more, in order to reliably form a filmy substance and further improve the flame retardancy and flame shielding performance. On the other hand, the upper limit is preferably 55% by mass or less. Moreover, the content ratio most preferably falls within the range of 30 to 50% by mass.
[0044] In contrast, the LOI value of the thermoplastic fiber C for use in the present invention is less than 25, but at the same time, the crimp number in accordance with JIS L 1015 (2000) is 8 (crimps/25 mm) or more. As described above, in embodiments of the present invention, the thermoplastic fiber B with an LOI value of 25 or more and the thermoplastic fiber C with an LOI value of less than 25 are used in mixture. While fibers with LOI values of 25 or more are less likely to be crimped, thus relatively straight, and more likely to fall off in processing non-woven fabrics, thermoplastic fibers C with an LOI value of less than 25 are more likely to crimped as mentioned above, and less likely to fall off with the aid of the three-dimensional spiral structure obtained by crimping. Therefore, the use of the thermoplastic fibers B and C in mixture makes not only the thermoplastic fiber C but also the thermoplastic fiber B less likely to fall off with the aid of the thermoplastic fiber C crimped, thereby providing a non-woven fabric that has excellent flame retardancy and flame shielding performance due to the coating effect, and moreover, also has excellent carding process-passing, durability, and quality.
[0045] It is to be noted that the excessively large crimp number of the thermoplastic fiber C may make it difficult to uniformly disperse the fibers, thereby decreasing the texture and mechanical strength as a non-woven fabric, and the crimp number is preferably 80 (crimps/25 mm) or less. Furthermore, from the viewpoint of further improving the crimping performance and carding process-passing, the crimp number is preferably 10 to 50 (crimps/25 mm), more preferably 10 to 30 (crimps/25 mm).
[0046] Specific examples of the thermoplastic fibers C can include thermoplastic cellulosic fibers, acrylic fibers, nylon fibers, and polyester fibers (polyethylene terephthalate fibers, polytrimethylene terephthalate fibers, etc.). These may be used alone, or two or more thereof may be used together. From the viewpoint of crimping performance and availability, most preferred are polyethylene terephthalate fiber (hereinafter referred to as PET fibers). The preferred content of the thermoplastic fiber C in the non-woven fabric is 20 to 50% by mass, more preferably 35 to 50% by mass.
[0047] The non-melting fiber A and thermoplastic fibers B, C as described above are formed into a web such that the fibers are mixed: for example, heat over the melting point of the thermoplastic fibers C is supplied to melt the thermoplastic fibers C once, and the thermoplastic fibers C is then cooled and solidified, thereby fusing to the non-melting fiber A and the thermoplastic fiber B and constituting a non-woven fabric integrally. It is to be noted that for the fusion, a pressure may be applied with the thermoplastic fiber C softened by a method of applying such heat over the glass transition temperature of the thermoplastic fiber C, thereby pressure-bonding the thermoplastic fiber C, the non-melting fiber A, and the thermoplastic fiber B. This is preferred because a higher binder effect can be achieved.
[0048] The method for forming the web may be any method such as a dry method or a wet method, but a dry method is preferred to uniformly disperse various fibers, and different types of fibers are preferably bonded with the fibers entangled with each other. For that reason, the non-melting fiber A and the thermoplastic fibers B and C are each preferably cut into, for example, a length of 2 to 10 mm, and are entangled with each other. As the fiber bonding method, any method may be applied, such as a thermal bond method, a needle punch method, and a spun lace method, but it is further preferable to apply a spun lace method in order to increase the density of the non-woven fabric. Alternatively, with the non-melting fiber A made into a web, the thermoplastic fibers B and C may be laminated thereon by a spun bond method or a melt blown method.
[0049] In order to improve the process-passing in the thermal bond method and the strength of the non-woven fabric, the thermoplastic fibers B and C preferably partially have a fiber with low crystallinity, such as an undrawn fiber. Specifically, fibers of the same material are more compatible with each other and strongly fused to each other; thus, for example, as described above, with the use of a drawn PPS fiber and an undrawn PPS fiber as the thermoplastic fiber B, the fibers are preferably fused to enhance the binder effect and then constitute a non-woven fabric. It is to be noted that the mass ratio of the drawn PPS fibers to the undrawn PPS fibers is preferably 3:1 to 1:3, more preferably 1:1.
[0050] In the non-woven fabric according to the present invention, the density is also preferably 50 kg/m.sup.3 or less. The thermal conductivity becomes smaller, thereby achieving excellent thermal insulation performance. The density is more preferably 50 to 30 kg/m.sup.3, further preferably 50 to 40 kg/m.sup.3, in order to achieve lightweight and excellent thermal insulation performance.
[0051] In addition, the weight per unit area is preferably 50 g/m.sup.2 or more, more preferably 100 g/m.sup.2 or more in order to further improve the flame shielding performance.
[0052] Furthermore, in order to improve the flame shielding performance, the thickness of the non-woven fabric in accordance with JIS L 1096-A method (2010) is also preferably 0.08 mm or more.
EXAMPLES
[0053] <<Flammability Resistance Test>>
[0054] The test was performed in accordance with the 8.1.1 A-1 method (45.degree. micro-burner method) of JIS L 1091 (Testing methods for flammability of textiles, 1999). More specifically, the afterflame time (3 seconds or shorter), afterglow time (5 seconds or lower), burnt area (30 cm.sup.2 or less), extent of combustion (20 cm or less) after heating for 1 minute were measured, and the afterflame time (3 seconds or shorter), afterglow time (5 seconds or lower), burnt area (30 cm.sup.2 or less) after 3 seconds from lighting were then measured and classified. These measurements, if have values in the parentheses, correspond to the "Class 3" of the evaluation category in accordance with JIS L 1091, which determines that the flammability is graded pass.
[0055] <<Flame Shielding Performance Evaluation>>
[0056] Lighting was performed by a method in accordance with the 8.1.1 A-1 method (45.degree. micro-burner method) of JIS L 1091 (Testing methods for flammability of textiles, 1999), and the flame shielding performance was evaluated as follows. More specifically, as shown in the FIGURE, a micro-burner 1 of 45 mm in flame length L was erected in the vertical direction, a specimen 2 was disposed at an angle of 45 degrees with respect to the horizontal plane, and the flame shielding performance was evaluated by a test of burning a combustible 4 disposed with respect to the specimen 2 with spacers 3 of 2 mm in thickness th interposed therebetween. With the use of, for the combustible 4, a qualitative filter paper grade 2 (1002) sold by GE Healthcare Japan Corporation, left in the standard state for 24 hours in advance in order to make the moisture content uniform, the time from lighting the micro-burner 1 to flashing the combustible 4 was measured on the second time scale. This measurement was performed 3 times, and the average value was adopted.
[0057] The case where the combustible 4 was flashed within 3 minutes from contact with flame was regarded as "without flame shielding performance" and listed as F. Although the case where the combustible 4 was not flashed after exposure to the flame for 3 minutes or longer is regarded as "with flame shielding performance", the flame shielding time is preferably longer, and thus, the flame shielding time of 3 minutes or longer and shorter than 20 minutes was listed B, whereas the flame shielding time of 20 minutes or longer was listed A.
[0058] <<Weight Per Unit Area>>
[0059] The measurement was performed in accordance with 8.3 (method A) of JIS L 1096 (2010), and the weight per unit area was expressed in mass per 1 m.sup.2 (g/m.sup.2). The measurement was performed twice, and the average value was adopted.
[0060] <<Thickness>>
[0061] The thickness was measured in accordance with JIS L 1913 (2010) 6.1.3 (C method). The measurement was performed 10 times, and the average value was adopted.
[0062] <<Glass Transition Temperature>>
[0063] The glass transition temperature was measured three times in accordance with JIS K 7121 (2012), and the average value was adopted.
[0064] <<Crimp Number>>
[0065] The measurement was performed in accordance with JIS L 1015 (2010) 8.12.1. The measurement was performed 20 times, and the average value was adopted.
[0066] <<Fiber Used>>
[0067] <Non-Melting Fiber A-1>
[0068] 1.7 dtex flame-resistant fiber "PYRON" (registered trademark) manufactured by Zoltek, with length: 6 mm, high-temperature shrinkage ratio: 1.6%, and thermal conductivity: 0.033 W/mK
[0069] <Non-Melting Fiber A-2>
[0070] 1.67 dtex meta-aramid fiber with length: 6 mm, high-temperature shrinkage ratio: 2.8%, and thermal conductivity: 0.055 W/mK
[0071] <Thermoplastic Fiber B-1>
[0072] PPS fiber (containing 35% by mass of PPS undrawn fiber in 100% by mass of PPS fiber) with length: 5.1 mm, LOI value: 34, glass transition temperature: 90.degree. C., and crimp number: 6 (crimps/25 mm)
[0073] <Thermoplastic Fiber B-2>
[0074] PPS fiber (containing 40% by mass of PPS undrawn fiber in 100% by mass of PPS fiber) with length: 5.1 mm, LOI value: 34, glass transition temperature: 90.degree. C., and crimp number: 6 (crimps/25 mm)
[0075] <Thermoplastic Fiber B-3>
[0076] PPS fiber (containing 33% by mass of PPS undrawn fiber in 100% by mass of PPS fiber) with length: 5.1 mm, LOI value: 34, glass transition temperature: 90.degree. C., and crimp number: 6 (crimps/25 mm)
[0077] <Thermoplastic Fiber C-1>
[0078] PET fiber (containing 35% by mass of PET undrawn fiber in 100% by mass of PET fiber) with length: 5.1 mm, LOI value: 20, glass transition temperature: 68.degree. C., and crimp number: 16 (crimps/25 mm)
[0079] <Thermoplastic Fiber C-2>
[0080] PET fiber (containing 33% by mass of PET undrawn fiber in 100% by mass of PET fiber) with length: 5.1 mm, LOI value: 20, glass transition temperature: 68.degree. C., and crimp number: 16 (crimps/25 mm)
[0081] <Thermoplastic Fiber C-3>
[0082] PET fiber (containing 30% by mass of PET undrawn fiber in 100% by mass of PET fiber) with length: 5.1 mm, LOI value: 20, glass transition temperature: 68.degree. C., and crimp number: 16 (crimps/25 mm)
[0083] <Thermoplastic Fiber C-4>
[0084] PET fiber (containing 50% by mass of PET undrawn fiber in 100% by mass of PET fiber) with length: 5.1 mm, LOI value: 20, glass transition temperature: 68.degree. C., and crimp number: 13 (crimps/25 mm).
[0085] <Other Fiber D-1>
[0086] Acrylic fiber with length: 5.1 mm, high-temperature shrinkage ratio: 35%, and thermal conductivity: 1.02 W/mK
[0087] <Other Fiber D-2>
[0088] Nylon fiber (containing 33% by mass of nylon undrawn fiber in 100% by mass of nylon fiber) with length: 5.1 mm, LOI value: 21, glass transition temperature: 58.degree. C., and crimp number: 15 (crimps/25 mm)
[0089] <Other Fiber D-3>
[0090] Flame-retardant rayon fiber with length: 5.1 mm, LOI value: 27, and crimp number: 5 (crimps/25 mm)
[0091] <Other fiber D-4>
[0092] PET fiber (containing 35% by mass of PET undrawn fiber in 100% by mass of PET fiber) with length: 5.1 mm, LOI value: 20, glass transition temperature: 68.degree. C., and crimp number: 3 (crimps/25 mm)
Example 1
[0093] The non-melting fiber A-1, the thermoplastic fiber B-1, and the thermoplastic fiber C-1 were mixed such that the mass ratios met 3:4:3, and opened with a carding machine to a fiber web (weight per unit area: 98 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the flame-resistant fiber, the PPS fiber, and the PET fiber in the same non-woven fabric layer. Subsequently, the combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the flame-resistant fiber, PPS fiber, and PET fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 98% by mass with respect to the raw cotton mass (yield rate).
[0094] The obtained non-woven fabric was 100 g/m.sup.2 in weight per unit area and 50 kg/m.sup.3 in density, and was dense and soft, even with sufficient tenseness. As the result of performing the flammability resistance test, the combustible was not flashed even after heating for 1 minute, and the burnt area and the extent of combustion were respectively 10 cm.sup.2 or less and 10 cm, indicating sufficient flame retardancy. In addition, the non-woven fabric, which was not broken or punctured even when the non-woven fabric was bent by 90.degree. or more, was provided with excellent bending workability. Furthermore, without flashing the combustible for 21 minutes in the evaluation of the flame shielding performance, the non-woven fabric was provided with sufficient flame shielding performance.
Example 2
[0095] The non-melting fiber A-2, the thermoplastic fiber B-1, and the thermoplastic fiber C-1 were mixed such that the mass ratios met 2:3:5, and opened with a carding machine to a fiber web (weight per unit area: 130 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the meta-aramid fiber, the PPS fiber, and the PET fiber in the same non-woven fabric layer. Subsequently, the combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the meta-aramid fiber, PPS fiber, and PET fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 97% by mass with respect to the raw cotton mass (yield rate).
[0096] The obtained non-woven fabric was 135 g/m.sup.2 in weight per unit area and 45 kg/m.sup.3 in density, and was dense and provided with tenseness, with a slight lack of softness as compared with the non-woven fabric according to Example 1. As the result of performing the flammability resistance test, the combustible was not flashed even after heating for 1 minute, and the burnt area and the extent of combustion were respectively 10 cm.sup.2 or less and 12 cm, indicating sufficient flame retardancy. In addition, the non-woven fabric, which was not broken or punctured even when the non-woven fabric was bent by 90.degree. or more, was provided with excellent bending workability. Furthermore, without flashing the combustible for 15 minutes in the evaluation of the flame shielding performance, the non-woven fabric was provided with sufficient flame shielding performance.
Example 3
[0097] The non-melting fiber A-1, the thermoplastic fiber B-2, and the thermoplastic fiber C-2 were mixed such that the mass ratios met 3:3:4, and opened with a carding machine to a fiber web (weight per unit area: 115 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the flame-resistant fiber, the PPS fiber, and the PET fiber in the same non-woven fabric layer. Subsequently, the combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the flame-resistant fiber, PPS fiber, and PET fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 97% by mass with respect to the raw cotton mass (yield rate).
[0098] The obtained non-woven fabric was 122.5 g/m.sup.2 in weight per unit area and 35 kg/m.sup.3 in density, and was dense and soft, even with sufficient tenseness. As the result of performing the flammability resistance test, the combustible was not flashed even after heating for 1 minute, but afterglow was observed, and the afterglow time was 3 seconds. In addition, the burnt area and the extent of combustion were respectively 29 cm.sup.2 or less and 11 cm, indicating sufficient flame retardancy. In addition, the non-woven fabric, which was not broken or punctured even when the non-woven fabric was bent by 90.degree. or more, was found to have excellent bending workability. Furthermore, without flashing the combustible for 15 minutes in the evaluation of the flame shielding performance, the non-woven fabric was provided with sufficient flame shielding performance.
Example 4
[0099] The non-melting fiber A-2, the thermoplastic fiber B-3, and the thermoplastic fiber C-2 were mixed such that the mass ratios met 4:1:5, and opened with a carding machine to a fiber web (weight per unit area: 38 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the meta-aramid fiber, the PPS fiber, and the PET fiber in the same non-woven fabric layer. Subsequently, the combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the meta-aramid fiber, PPS fiber, and PET fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 97% by mass with respect to the raw cotton mass (yield rate).
[0100] The obtained non-woven fabric was 40 g/m.sup.2 in weight per unit area and 40 kg/m.sup.3 in density, and was dense and soft, even with sufficient tenseness. As the result of performing the flammability resistance test, the combustible was not flashed even after heating for 1 minute, but afterglow was observed, and the afterglow time was 3 seconds. In addition, the burnt area and the extent of combustion were respectively 27 cm.sup.2 and 18 cm, indicating sufficient flame retardancy. In addition, the non-woven fabric, which was not broken or punctured even when the non-woven fabric was bent by 90.degree. or more, was found to have excellent bending workability. Furthermore, without flashing the combustible for 9 minutes in the evaluation of the flame shielding performance, the non-woven fabric was provided with sufficient flame shielding performance.
Comparative Example 1
[0101] The non-melting fiber C-3 and the other fibers D-1 and D-2 were mixed such that the mass ratios met 3:3:4, and opened with a carding machine to a fiber web (weight per unit area: 98 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the acrylic fiber, the nylon fiber, and the PET fiber in the same non-woven fabric layer. The combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the acrylic fiber, nylon fiber, and PET fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 99% by mass with respect to the raw cotton mass (yield rate).
[0102] The obtained non-woven fabric was 100 g/m.sup.2 in weight per unit area and 50 kg/m.sup.3 in density, and was dense and soft, even with sufficient tenseness. As the result of performing the flammability resistance test, a hole was produced in a part directly above the burner in shorter than 3 seconds after holding the burner over specimen, and the specimen itself was flashed and burned. Accordingly, the specimen is not considered to have flame retardancy. In addition, the specimen itself was flashed and burned as described above, and is thus considered to have no flame shielding performance without any measurement.
Comparative Example 2
[0103] The non-melting fiber A-1, the thermoplastic fiber C-4, and other fiber D-3 were mixed such that the mass ratios met 3:3:4, and opened with a carding machine to a fiber web (weight per unit area: 75 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the flame-resistant fiber, the frame-retardant rayon fiber, and the PET fiber in the same non-woven fabric layer. The combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the flame-resistant fiber, frame-retardant rayon fiber, and PET fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 99% by mass with respect to the raw cotton mass (yield rate).
[0104] The obtained non-woven fabric was 180 g/m.sup.2 in weight per unit area and 40 kg/m.sup.3 in density, and was dense and soft, even with sufficient tenseness. As the result of performing the flammability resistance test, the combustible was not flashed even after heating for 1 minute, and the burnt area and the extent of combustion were respectively 15 cm.sup.2 and 8 cm, indicating sufficient flame retardancy. In the evaluation of the flame shielding performance, the specimen itself was flashed after 2 minutes from contact with flame, without flame shielding performance.
Comparative Example 3
[0105] The non-melting fiber A-1 and the thermoplastic fiber B-1 were mixed such that the mass ratios met 4:6, and opened with a carding machine to a fiber web (weight per unit area: 97 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the flame-resistant fiber and the PPS fiber in the same non-woven fabric layer. The combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the flame-resistant fiber and PPS fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 50% by mass with respect to the raw cotton mass (yield rate).
[0106] The obtained non-woven fabric was 100 g/m.sup.2 in weight per unit area and 50 kg/m.sup.3 in density, and was dense and soft, even with sufficient tenseness. As the result of performing the flammability resistance test, the combustible was not flashed even after heating for 1 minute, and the burnt area and the extent of combustion were respectively 5 cm.sup.2 or less and 8 cm, indicating sufficient flame retardancy. In addition, the non-woven fabric, which was not broken or punctured even when the non-woven fabric was bent by 90.degree. or more, was found to have excellent bending workability. Furthermore, without flashing the combustible for 30 minutes in the evaluation of the flame shielding performance, the non-woven fabric was provided with sufficient flame shielding performance. As shown by the yield rate of 50% by mass, however, the fibers were likely to fall from the carding machine, and it was thus necessary to reduce the fiber speed of passing through the carding machine.
Comparative Example 4
[0107] The non-melting fiber A-1, the thermoplastic fiber B-1, and the other fiber D-4 were mixed such that the mass ratios met 3:4:3, and opened with a carding machine to a fiber web (weight per unit area: 98 g/m.sup.2). The action of a needle on the fiber web at a needle density of 40 pins/cm.sup.2 entangled the fibers to form a combined sheet including the flame-resistant fiber, the PPS fiber, and the PET fiber in the same non-woven fabric layer. Subsequently, the combined sheet was subjected to a heat treatment with a hot air dryer set at a temperature of 150.degree. C. to fuse the flame-resistant fiber, PPS fiber, and PET fiber constituting the sheet and form a fused combined sheet. The fused combined sheet was washed with warm water at a temperature of 70.degree. C. for 6 seconds and then naturally dried to obtain a non-woven fabric with the oil removed therefrom. The measured crimp number of each short fiber taken from this non-woven fabric with tweezers was equivalent to the crimp number of the raw material described in <<Fiber Used>>. The mass of the non-woven fabric was 50% by mass with respect to the raw cotton mass (yield rate).
[0108] The obtained non-woven fabric was 100 g/m.sup.2 in weight per unit area and 50 kg/m.sup.3 in density, and was dense and soft, even with sufficient tenseness. As the result of performing the flammability resistance test, the combustible was not flashed even after heating for 1 minute, and the burnt area and the extent of combustion were respectively 10 cm.sup.2 or less and 10 cm, indicating sufficient flame retardancy. In addition, the non-woven fabric, which was not broken or punctured even when the non-woven fabric was bent by 90.degree. or more, was provided with excellent bending workability. Furthermore, without flashing the combustible for 21 minutes in the evaluation of the flame shielding performance, the non-woven fabric was provided with sufficient flame shielding performance.
[0109] Table 1 summarizes the evaluation results of Examples 1 to 4 and Comparative Examples 1 to 4.
TABLE-US-00001 TABLE 1 Example Example Example Example Comparative Comparative Comparative Comparative 1 2 3 4 Example 1 Example 2 Example 3 Example 4 Composition Non-melting A-1 30 0 30 0 0 30 40 30 (% by mass) Fiber A (flame-resistant fiber "PYRON") A-2 0 20 0 40 0 0 0 0 (meta-aramid fiber) Thermoplastic B-1 (PPS fiber) 40 30 0 0 0 0 60 40 Fiber B B-2 (PPS fiber) 0 0 30 0 0 0 0 0 B-3 (PPS fiber) 0 0 0 10 0 0 0 0 Thermoplastic C-1 (PET fiber) 30 50 0 0 0 0 0 0 Fiber C C-2 (PET fiber) 0 0 4 0 50 0 0 0 0 C-3 (PET fiber) 0 0 0 0 30 0 0 0 C-4 (PET fiber) 0 0 0 0 0 30 0 0 Other Fibers D-1 0 0 0 0 30 0 0 0 (acrylic fiber) D-2 0 0 0 0 40 0 0 0 (nylon fiber) D-3 0 0 0 0 0 40 0 0 (flame-retardant rayon fiber) D-4 0 0 0 0 0 0 0 30 (PET fiber) Physical weight per unit area (g/m.sup.2) 100 135 122.5 40 100 180 100 100 Properties density (kg/m.sup.3) 50 45 35 40 50 40 50 50 Performance flame retardancy pass pass pass pass fall pass pass pass afterflame time after heating for 1 0 0 0 0 -- 0 0 0 minute (seconds) afterglow time after heating for 1 0 0 3 3 -- 0 0 0 minute (seconds) burnt area after heating for 1 <10 <10 <29 27 -- 15 <5 <10 minute (cm.sup.2) extent of combustion after heating 10 12 11 18 -- 8 8 10 for 1 minute cm) flame shielding performance A B B B F F A A time to flash (minutes) 21 15 15 9 -- 2 30 21 yield rate (%) 98 97 97 97 99 99 50 50
INDUSTRIAL APPLICABILITY
[0110] The present invention is effective in fire spread prevention, suitable for use in wall materials, floor materials, ceiling materials, and the like that require flame retardancy, and suitable particularly for use as a fire blocking material for furniture and bedding.
DESCRIPTION OF REFERENCE SIGNS
[0111] 1: Micro-burner [0112] 2: Specimen [0113] 3: Spacer [0114] 4: Combustible [0115] L: Flame length [0116] th: Spacer thickness
* * * * *
D00001
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.