Magnesium Alloy Sheet And Method For Producing Same
PARK; Jun Ho ; et al.
U.S. patent application number 16/955481 was filed with the patent office on 2020-11-26 for magnesium alloy sheet and method for producing same. The applicant listed for this patent is POSCO. Invention is credited to Young-Wook CHAE, Jae Joong KIM, Oh-Duck KWON, Jun Ho PARK.
| Application Number | 20200370157 16/955481 |
| Document ID | / |
| Family ID | 1000005021348 |
| Filed Date | 2020-11-26 |
| United States Patent Application | 20200370157 |
| Kind Code | A1 |
| PARK; Jun Ho ; et al. | November 26, 2020 |
MAGNESIUM ALLOY SHEET AND METHOD FOR PRODUCING SAME
Abstract
The present invention relates to a magnesium alloy sheet and a manufacturing method thereof. An embodiment of the present invention provides a magnesium alloy sheet including 0.5 to 1.5 wt % of Al, 0.5 to 1.5 wt % of Zn, 0.1 to 1.0 wt % of Ca, 0.01 to 1.0 wt % of Mn, a remainder of Mg, and other inevitable impurities with respect to the entire 100 wt % of the magnesium alloy sheet.
| Inventors: | PARK; Jun Ho; (Pohang-si, Gyeongsangbuk-do, KR) ; KWON; Oh-Duck; (Pohang-si, Gyeongsangbuk-do, KR) ; CHAE; Young-Wook; (Pohang-si, Gyeongsangbuk-do, KR) ; KIM; Jae Joong; (Pohang-si, Gyeongsangbuk-do, KR) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000005021348 | ||||||||||
| Appl. No.: | 16/955481 | ||||||||||
| Filed: | December 21, 2018 | ||||||||||
| PCT Filed: | December 21, 2018 | ||||||||||
| PCT NO: | PCT/KR2018/016510 | ||||||||||
| 371 Date: | June 18, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C22C 1/02 20130101; C22F 1/06 20130101; B21B 3/00 20130101; C22C 23/02 20130101 |
| International Class: | C22F 1/06 20060101 C22F001/06; C22C 23/02 20060101 C22C023/02; C22C 1/02 20060101 C22C001/02; B21B 3/00 20060101 B21B003/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Dec 26, 2017 | KR | 10-2017-0180090 |
Claims
1. A magnesium alloy sheet comprising: 0.5 to 1.5 wt % of Al, 0.1 to 0.7 wt % of Zn, 0.1 to 0.5 wt % of Ca, 0.01 to 0.3 wt % of Mn, a remainder of Mg, and other inevitable impurities with respect to the entire 100 wt % of the magnesium alloy sheet.
2. The magnesium alloy sheet of claim 1, wherein the Al is 0.5 to 1.3 wt % for the entire 100 wt % of the magnesium alloy sheet.
3. The magnesium alloy sheet of claim 2, wherein the magnesium alloy sheet includes a secondary phase, and an area fraction of a secondary phase is equal to or less than 5% for the entire area of 100% of the magnesium alloy sheet.
4. The magnesium alloy sheet of claim 3, wherein the secondary phase is Al.sub.2Ca, Al.sub.8Mn.sub.5, or a combination thereof.
5. The magnesium alloy sheet of claim 4, wherein the magnesium alloy sheet includes a stringer, and a length of the stringer is equal to or less than 50 .mu.m at a maximum.
6. The magnesium alloy sheet of claim 5, wherein a limited bending radius (LBR) value in a rolling direction (RD) is 0 to 0.5 R/t when the magnesium alloy sheet is at equal to or greater than 150.degree. C.
7. The magnesium alloy sheet of claim 6, wherein the limited bending radius (LBR) value in a transverse direction (TD) is 0 to 0.5 R/t when the magnesium alloy sheet is at equal to or greater than 150.degree. C.
8. The magnesium alloy sheet of claim 7, wherein a ratio of the limited bending radius (LBR) value in a transverse direction (TD) against the rolling direction (RD) is 0.8 to 1.2 when the magnesium alloy sheet is at equal to or greater than 150.degree. C.
9. The magnesium alloy sheet of claim 8, wherein a limited dome height (LDH) of the magnesium alloy sheet is equal to or greater than 8 mm.
10. A method for manufacturing a magnesium alloy sheet, comprising: preparing an alloy molten metal including 0.5 to 1.5 wt % of Al 0.5 to 1.5 wt % of Zn, 0.1 to 1.0 wt % of Ca, 0.01 to 1.0 wt % of Mn, a remainder of Mg, and other inevitable impurities with respect to the entire 100 wt %; preparing a casting material by casting the molten metal; preparing a rolled material by rolling the casting material; and finally annealing the rolled material.
11. The method of claim 10, wherein regarding the preparing of an alloy molten metal, Al is 0.5 to 1.3 wt % for the entire 100 wt % of the alloy molten metal.
12. The method of claim 10, wherein the preparing of a rolled material by rolling a casting material includes performing rolling with a reduction ratio that is equal to or less than 50% (excluding 0%) for each rolling.
13. The method of claim 12, wherein the preparing of a rolled material by rolling a casting material includes rolling the casting material once or at least twice.
14. The method of claim 13, wherein the preparing of a rolled material by rolling a casting material includes performing rolling at a temperature of 100 to 350.degree. C.
15. The method of claim 10, wherein the preparing of a rolled material by rolling a casting material further includes intermediately annealing the rolled material.
16. The method of claim 15, wherein the intermediately annealing of the rolled material is performed at a temperature of 300 to 500.degree. C.
17. The method of claim 16, wherein the intermediately annealing of the rolled material is performed for 30 minutes to 6 hours.
18. The method of claim 10, wherein the finally annealing of the rolled material is performed at equal to or greater than 250.degree. C.
19. The method of claim 18, wherein the finally annealing of the rolled material is performed for 30 minutes to 6 hours.
20. The method of claim 10, wherein the preparing of a casting material by casting the molten metal includes performing casting by a strip casting method.
Description
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application claims priority to and the benefit of Korean Patent Application No. 10-2017-0180090 filed in the Korean Intellectual Property Office on Dec. 26, 2017, the entire contents of which are incorporated herein by reference.
BACKGROUND OF THE INVENTION
(a) Field of the Invention
[0002] An embodiment of the present invention relates to a magnesium alloy sheet and a manufacturing method thereof.
(b) Description of the Related Art
[0003] Recently, interests in materials of which weight may be reduced as structural materials have increased and active researches thereon are in progress. Accordingly, there are many interests in magnesium sheets with excellent specific strength (strength against density).
[0004] The magnesium has density of 1.74 g/cm.sup.3, so is the lightest metal among the structural metals including aluminum and steel, and it is a metal that is attracting attention in mobile and IT fields because of its excellent vibration absorbing ability and electromagnetic wave shielding ability.
[0005] In addition, in the field of automobiles, researches are being actively carried out in advanced countries including Europe to reduce the weight of the vehicle body due to fuel economy and performance regulations. Hence, magnesium is being considered to be one of substitute metals.
[0006] However, the magnesium sheet has an HCP structure, and its deformation mechanism at room temperature is limited, so it is impossible to be formed at room temperature. Therefore, there are some limits in applying it to the automobile industry. Many researches have been performed so as to overcome them.
[0007] For example, there are differentiated speed rolling for providing different speeds to an upper roller and a lower roller, an ECAP process, and a high temperature rolling method for performing rolling at around a eutectic temperature of the magnesium sheet. However, the above-noted processes are far from being commercially available.
[0008] For another example, there may be a method of improvement through an alloy as given by a prior patent (Publication No. 2012-0055304). In detail, a magnesium sheet containing 1 to 10 wt % of Zn and 0.1 to 5 wt % of Ca may be used. However, the sheet may not be applied to a strip casting process. Therefore, mass production is unacceptable, and it is difficult to perform a long-tern casting because of a fusion phenomenon between a casting material and a roll.
[0009] Meanwhile, a preceding patent (Korean Application No. 2015-0185017) provides a method for obtaining a high mold with a limited dome height of equal to or greater than 7 mm by improving the conventional process of the alloy with 3 wt % of Al, 1 wt % of Zn, and 1 wt % of Ca. However, the method requires at least one intermediate annealing and warm forming in the rolling step. Because of this, a large processing expense is needed, and a large amount of investment costs such as for a mold or a heating device is generated. Hence, productivity is deteriorated, and a processing cost of the magnesium alloy is expensive compared to competing materials.
[0010] In addition, anisotropy exists when a part is formed in the case of a high-forming E-form alloy (AZX311) sheet currently developed by the applicant's company. Accordingly, a magnesium alloy sheet for solving the above-described problems will be provided.
[0011] The above information disclosed in this Background section is only for enhancement of understanding of the background of the invention, and therefore it may contain information that does not form the prior art that is already known in this country to a person of ordinary skill in the art.
SUMMARY OF THE INVENTION
[0012] The present invention has been made in an effort to provide a magnesium alloy sheet with excellent moldability at room temperature and less anisotropy of a physical property, and a manufacturing method thereof.
[0013] In detail, a fraction of a secondary phase containing less aluminum may be reduced. Hence, a boundary segregating effect increases to improve moldability at room temperature.
[0014] Further, a secondary phase stringer may be reduced as the fraction of the secondary phase is reduced. Therefore, a magnesium alloy sheet, when stretched in a transverse direction (TD), that does not have a large physical property difference from the case when stretched in a rolling direction (RD), will be provided.
[0015] An exemplary embodiment of the present invention provides a magnesium alloy sheet including: 0.5 to 1.5 wt % of Al, 0.1 to 0.7 wt % of Zn, 0.1 to 0.5 wt % of Ca, 0.01 to 0.3 wt % of Mn, a remainder of Mg, and other inevitable impurities, for the entire 100 wt %.
[0016] The Al may be 0.5 to 1.3 wt % for the entire 100 wt % of the magnesium alloy sheet.
[0017] The magnesium alloy sheet may include a secondary phase, and an area fraction of a secondary phase may be equal to or less than 5% for the entire area of 100% of the magnesium alloy sheet.
[0018] The secondary phase may be Al.sub.2Ca, Al.sub.8Mn.sub.5, or a combination thereof.
[0019] The magnesium alloy sheet may include a stringer, and a length of the stringer may be equal to or less than 50 .mu.m at a maximum.
[0020] A limited bending radius (LBR) value in a rolling direction (RD) may be 0 to 0.5 R/t when the magnesium alloy sheet is at equal to or greater than 150.degree. C.
[0021] The limited bending radius (LBR) value in a transverse direction (TD) may be 0 to 0.5 R/t when the magnesium alloy sheet is at equal to or greater than 150.degree. C.
[0022] A ratio of the limited bending radius (LBR) value in a transverse direction (TD) against the rolling direction (RD) may be 0.8 to 1.2 when the magnesium alloy sheet is at equal to or greater than 150.degree. C.
[0023] A limited dome height (LDH) of the magnesium alloy sheet may be equal to or greater than 8 mm.
[0024] Another embodiment of the present invention provides a method for manufacturing a magnesium alloy sheet, including: preparing an alloy molten metal including 0.5 to 1.5 wt % of Al, 0.5 to 1.5 wt % of Zn, 0.1 to 1.0 wt % of Ca, 0.01 to 1.0 wt % of Mn, a remainder of Mg, and other inevitable impurities with respect to the entire 100 wt %; preparing a casting material by casting the molten metal; preparing a rolled material by rolling the casting material; and finally annealing the rolled material.
[0025] Regarding the preparing of an alloy molten metal, Al may be 0.5 to 1.3 wt % for the entire 100 wt % of the alloy molten metal.
[0026] The preparing of a casting material by casting the molten metal may include performing casting by a strip casting method.
[0027] The preparing of a rolled material by rolling a casting material may include performing rolling with a reduction ratio that is equal to or less than 50% (excluding 0%) for each rolling.
[0028] In detail, the casting material may be rolled once or at least twice.
[0029] In further detail, the rolling may be performed at a temperature of 100 to 350.degree. C.
[0030] The preparing of a rolled material by rolling a casting material may further include intermediately annealing the rolled material.
[0031] The intermediately annealing of the rolled material may be performed at a temperature of 300 to 500.degree. C.
[0032] In detail, the intermediately annealing of the rolled material may be performed for 30 minutes to 6 hours.
[0033] The finally annealing of the rolled material may be performed at equal to or greater than 250.degree. C. In detail, the finally annealing of the rolled material may be performed for 30 minutes to 6 hours.
[0034] According to the embodiment of the present invention, a magnesium alloy sheet with less anisotropy may be manufactured, when a bending test is performed in the rolling direction (RD) and the transverse direction (TD), by controlling the fraction of the secondary phase and the stringer of the secondary phase according to the content of aluminum.
[0035] Further, a magnesium alloy sheet with excellent moldability at room temperature may be simultaneously provided.
BRIEF DESCRIPTION OF THE DRAWINGS
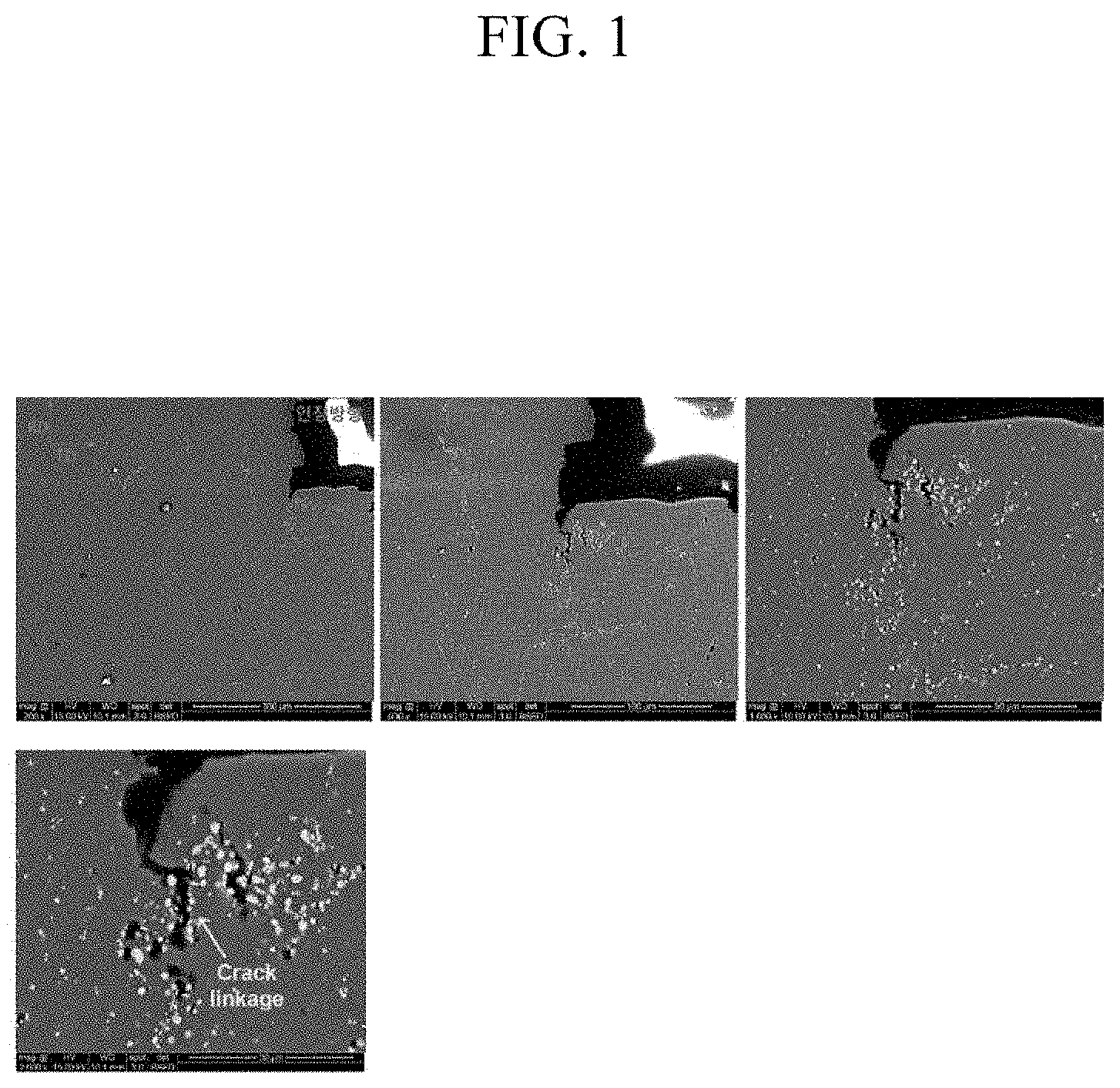
[0036] FIG. 1 sequentially shows a crack forming mechanism according to a secondary phase stringer during a tension test in a transverse direction (TD).
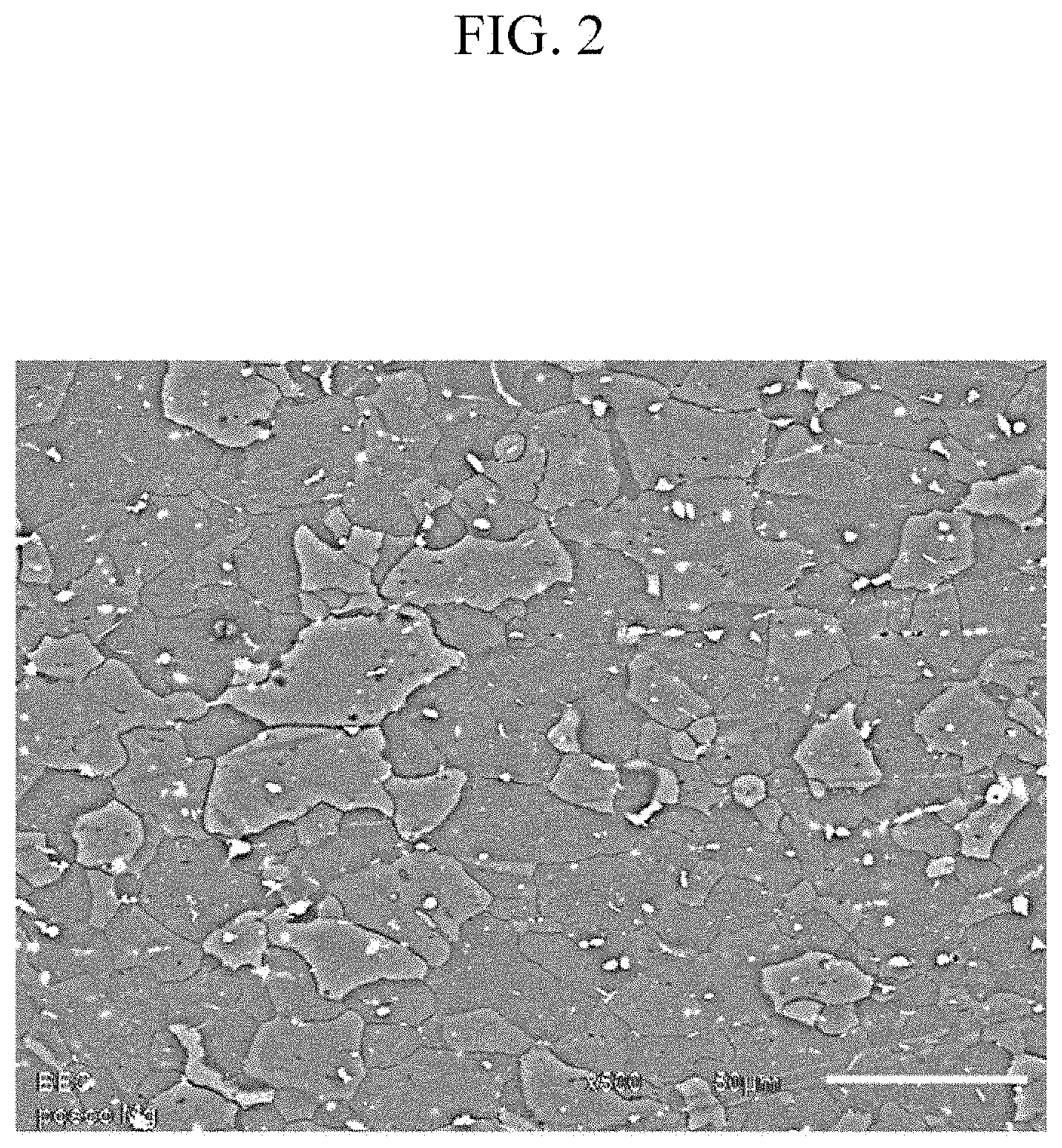
[0037] FIG. 2 shows an observation of a cross-section of Example 1 with a SEM.
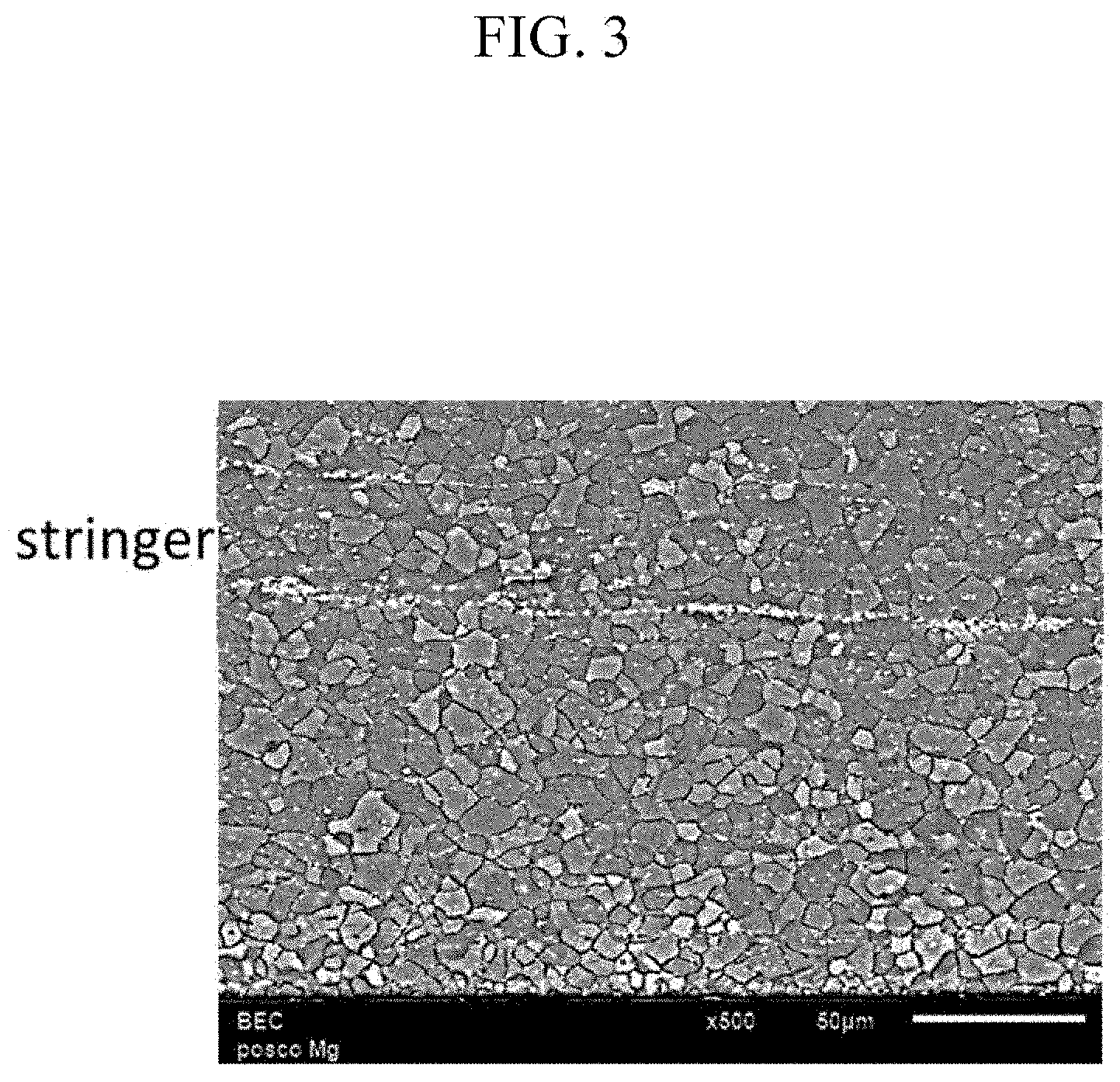
[0038] FIG. 3 shows an observation of a cross-section of Comparative Example 1 with a SEM.
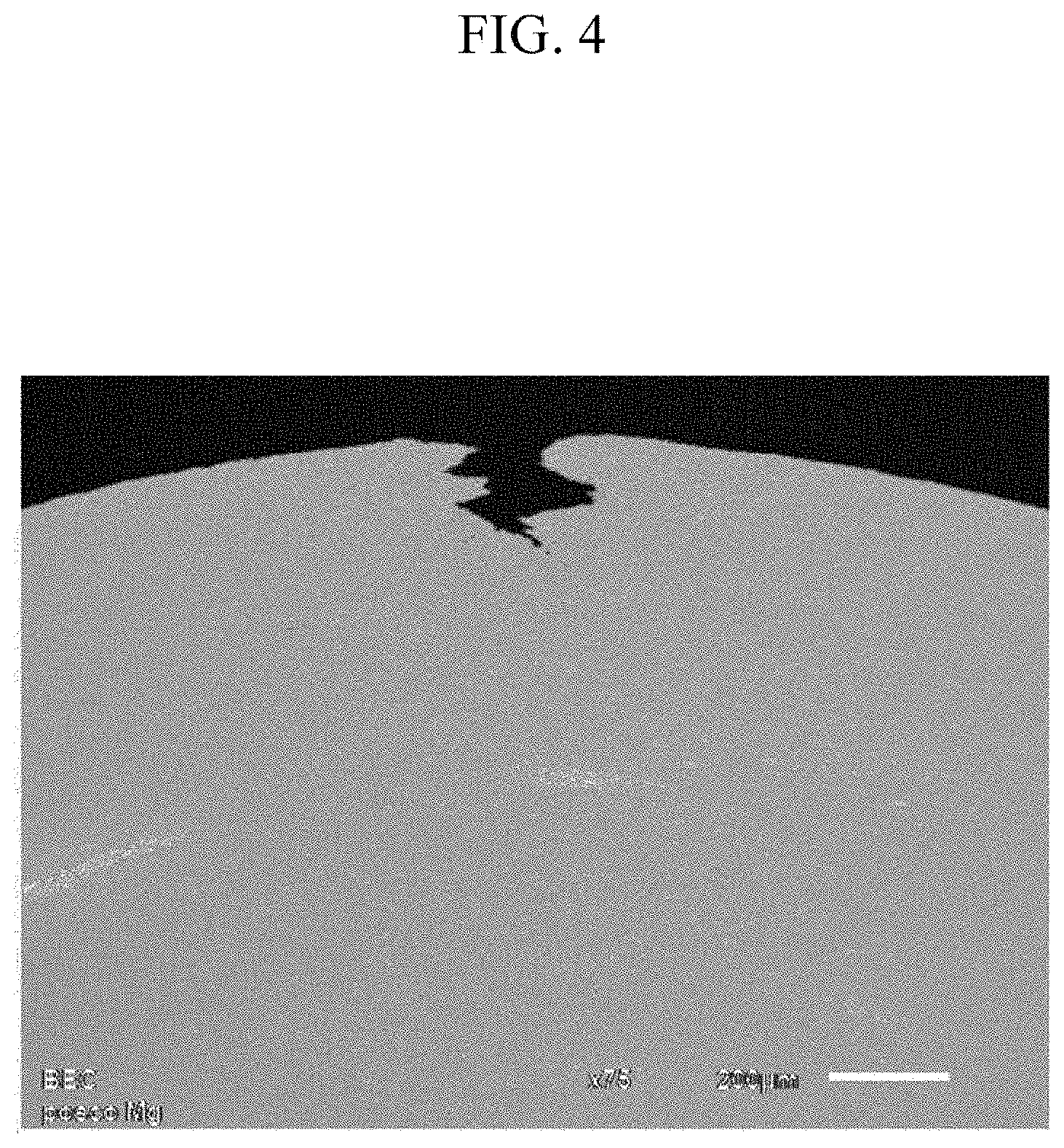
[0039] FIG. 4 shows an observation of a cross-section where a crack is generated during a bending test of Comparative Example 1 with a SEM.
[0040] FIG. 5 shows an observation of a cross-section of Example 2 with an optical microscope.
DETAILED DESCRIPTION OF THE EMBODIMENTS
[0041] The advantages and features of the present invention and the manner of achieving them will become apparent with reference to the embodiments described in detail below with reference to the accompanying drawings. The present invention may, however, be embodied in many different forms and should not be construed as limited to the embodiments set forth herein. Rather, these embodiments are provided so that this disclosure will be thorough and complete, and will fully convey the scope of the invention to those skilled in the art, and the present invention is defined by the scope of the claims. Like reference numerals designate like elements throughout the specification.
[0042] Thus, in some embodiments, well-known techniques are not specifically described to avoid an undesirable interpretation of the present invention. Unless defined otherwise, all terms (including technical and scientific terms) used herein may be used in a sense commonly understood by one of ordinary skill in the art to which this invention belongs. Unless explicitly described to the contrary, the word "comprise" and variations such as "comprises" or "comprising" will be understood to imply the inclusion of stated elements but not the exclusion of any other elements. Also, singular forms include plural forms unless the context clearly dictates otherwise.
[0043] The magnesium alloy sheet according to an embodiment of the present invention may include 0.5 to 1.5 wt % of Al, 0.1 to 0.7 wt % of Zn, 0.1 to 0.5 wt % of Ca, 0.01 to 0.3 wt % of Mn, a remainder of Mg, and other inevitable impurities, for the entire 100 wt %.
[0044] In detail, the Al may be 0.5 to 1.3 wt % for the entire 100 wt % of the magnesium alloy sheet.
[0045] A reason for limiting a component and a composition of the magnesium alloy sheet will now be described.
[0046] Al may be included at 0.5 to 1.5 wt %. In detail, it may be contained at 0.5 to 1.3 wt %. In further detail, aluminum functions to improve moldability at room temperature, so it may be cast by a strip casting method when it is contained at the above-noted content.
[0047] In detail, regarding a method for manufacturing a magnesium alloy sheet to be described below, a texture is changed to a strong basal texture when performing rolling in a rolling step. In this instance, a solute dragging effect is provided as a mechanism for suppressing the change to the basal texture. The solute dragging mechanism may reduce boundary mobility, when heated or deformed, as an element such as Ca having a bigger atom radius than Mg is segregated in a crystal boundary. Accordingly, formation of basal texture by dynamic recrystallization or rolling deformation during a rolling process may be suppressed.
[0048] Therefore, when more than 1.5 wt % of aluminum is added, an amount of the secondary phase of Al.sub.2Ca also steeply increases, so the amount of Ca segregated to the boundary may be reduced. Accordingly, a solute dragging effect may be reduced. In addition, as the fraction occupied by the secondary phase is reduced, the stringer may also be reduced. The stringer will be described below in detail.
[0049] On the contrary, when less than 0.5 wt % of aluminum is added, casting by the strip casting method may be impossible. The aluminum functions to improve fluidity of a molten metal, so it may prevent a roll sticking phenomenon during casting. It is impossible to cast a Mg--Zn-based magnesium alloy to which no aluminum is added by using the strip casting method because of an actual roll sticking phenomenon.
[0050] 0.1 to 0.7 wt % of Zn may be contained.
[0051] In further detail, when zinc is added together with calcium, it activates a base slip through a non-basal softening phenomenon, thereby functioning to improve moldability of the sheet. However, when more than 0.7 wt % of zinc is added, it is combined to magnesium to generate an intermetallic compound, which may exercise an adverse effect upon the moldability.
[0052] 0.1 to 0.5 wt % of Ca may be contained.
[0053] When the calcium is included with zinc, a non-basal softening phenomenon is generated to activate a non-basal slip, thereby functioning to improve moldability of the sheet.
[0054] In detail, texture has the characteristic of changing to a strong base texture during rolling in the method for manufacturing a magnesium alloy sheet. The solute dragging effect is provided as a mechanism for suppressing the characteristic. In detail, it may reduce boundary mobility, when heated or deformed, as an element having a bigger atom radius than Mg is segregated in a crystal boundary. In this instance, Ca may be used as an element with the bigger atom radius than Mg. In this case, formation of basal texture by dynamic recrystallization or rolling deformation during a rolling process may be suppressed.
[0055] However, when more than 0.5 wt % thereof is added, adhesion with a casting roll during a casting process with strip casting occurs, so the sticking phenomenon may increase. Therefore, the casting property is lowered by reducing fluidity of the molten metal, so productivity may be reduced.
[0056] 0.01 to 0.3 wt % of Mn may be contained.
[0057] The manganese forms an Fe--Mn-based compound to thus function to reduce the content of the component of Fe in the sheet. Therefore, when the manganese is contained, an Fe--Mn compound in a form of dross or sludge may be formed in an alloyed molten metal state before performing a casting process. A sheet with a less content of the component of Fe may be produced during a casting process. The manganese may form a secondary phase of Al.sub.8Mn.sub.5 with aluminum. Accordingly, it functions to increase the amount of calcium that may be segregated to the crystal boundary by suppressing the used amount of calcium. Hence, when manganese is added, the solute dragging effect may be further improved.
[0058] Regarding the magnesium alloy sheet, calcium elements may be segregated to the crystal boundary. In this instance, the calcium elements may be segregated to the crystal boundary not in an intermetallic compound form but in a solute form.
[0059] In detail, as the calcium does not form a secondary phase with an element such as aluminum but is melted and segregated in a solute form to the boundary, mobility of the boundary is reduced and the basal texture is suppressed. Accordingly, the magnesium alloy sheet with excellent moldability at room temperature may be provided.
[0060] Therefore, the above-described magnesium alloy sheet contains Al.sub.2Ca, Al.sub.8Mn.sub.5, or a secondary phase that is a combination thereof, and an area fraction of the secondary phase may be equal to or less than 5% of the entire area (100%) of the magnesium alloy sheet. In detail, it may be equal to or less than 3%. In further detail, it may be equal to or less than 1%.
[0061] This is a significantly low numerical value compared to the conventional other magnesium alloy sheets containing more than 1.5 wt % of Al against the entire weight of the magnesium alloy sheet.
[0062] By controlling the fraction of the secondary phase to the minimum such as the range, boundary segregation may be improved and moldability at room temperature may be improved. In addition, the stringer of the secondary phase generated as the fraction of the secondary phase increases may be reduced.
[0063] In the present specification, the stringer signifies that the secondary phases gather together to form a band in the rolling direction (RD).
[0064] In detail, the magnesium alloy sheet may include a stringer, and a length of the stringer may be 50 .mu.m as a maximum or less than the same. When the length range of the stringer is 50 .mu.m as a maximum or less than the same, this may signify that the stringer is hardly included.
[0065] In another way, when the secondary phases gather together so that a stringer in a band shape that is greater than the maximum value of 50 .mu.m in the rolling direction (RD) exists, anisotropy that is the physical property of the magnesium alloy sheet may be large. In detail, when the magnesium alloy sheet includes a stringer that is greater than the maximum length of 50 .mu.m in the rolling direction thereof and the same is bent or extended in the transverse direction (TD), the secondary phase is broken along the stringer formed in the rolling direction (RD), and a crack may be easily spread.
[0066] Particularly, when the above-noted secondary phase stringer exists near a surface of the magnesium alloy sheet, the crack may be further easily generated when a bending test is performed in the transverse direction that is perpendicular to the rolling direction.
[0067] The crack forming mechanism according to the stringer of the secondary phase may be confirmed through FIG. 1.
[0068] FIG. 1 sequentially shows a crack forming mechanism according to a secondary phase stringer during a tension test in the transverse direction (TD).
[0069] As shown in FIG. 1, it is found that, when the sheet is extended in the transverse direction (TD), the crack is generated along the secondary phase stringer (white dot) formed in the rolling direction (RD). That is, the stringer of the secondary phase is parallel to the generated direction of the crack, so the trend for the crack to continue along the secondary phase stringer exists.
[0070] Therefore, when the magnesium alloy sheet including a secondary phase stringer is extended in the transverse direction (TD), anisotropy may be inferior to the case of being extended in the rolling direction (RD). Therefrom, a difference of physical properties between the case of extending (or bending) in the rolling direction (RD) and the case of extending (or bending) in the transverse direction (TD) may be large.
[0071] That is, in the present specification, a reference of the secondary phase stringer giving a bad influence to bending anisotropy is defined to be a stringer of which the maximum length is greater than 50 .mu.m.
[0072] The transverse direction (TD) represents a direction that is perpendicular to the rolling direction (RD).
[0073] The anisotropy signifies that the physical property in the rolling direction (RD) is different from the physical property in the transverse direction (TD). As will be described in a later portion of the present specification, the anisotropy is measured by performing a bending test in the rolling direction (RD) and the transverse direction (TD) through a V-bending test. A limited bending radius (LBR) value through the bending test is indicated as an index of anisotropy.
[0074] When it is described that anisotropy is excellent, it signifies that there is a small difference of the physical properties in the rolling direction (RD) and the transverse direction (TD).
[0075] Therefore, the limited bending radius (LBR) value in the rolling direction (RD) of the magnesium alloy sheet at a temperature that is equal to or greater than 150.degree. C. may be 0 to 0.5 R/t.
[0076] The limited bending radius (LBR) value in the transverse direction (TD) of the magnesium alloy sheet at the temperature that is equal to or greater than 150.degree. C. may be 0 to 0.5 R/t
[0077] The limited bending radius (LBR) signifies the ratio of a thickness (t) of the sheet vs. an internal curvature radius (R) of the sheet after the V-bending test. In detail, it may be the internal curvature radius (R) of the sheet/the thickness (t) of the sheet.
[0078] In detail, the ratio of the limited bending radius (LBR) of the transverse direction (TD) against the rolling direction (RD) of the magnesium alloy sheet may be 0.8 to 1.2.
[0079] The range signifies that the difference of the physical properties between the rolling direction (RD) and the transverse direction (TD) is not large.
[0080] The limited dome height (LDH) of the magnesium alloy sheet may be equal to or greater than 8 mm.
[0081] The limited dome height (LDH) represents a value drawn through an Erichsen Cupping Test at room temperature. The moldability of the sheet may be compared from the above-noted value.
[0082] In detail, an Erichsen value indicates a height of the deformed sheet until a break is generated thereto when the sheet is deformed into a cup shape. Therefore, as the deformed height of the magnesium alloy sheet is great, the Erichsen value may be large. Accordingly, moldability may be excellent.
[0083] Therefrom, the limited dome height of the magnesium alloy sheet according to an exemplary embodiment of the present invention may have a great value compared to the conventional magnesium alloy material.
[0084] A method for manufacturing a magnesium alloy sheet according to another exemplary embodiment of the present invention may include: preparing an alloy molten metal including 0.5 to 1.5 wt % of Al, 0.5 to 1.5 wt % of Zn, 0.1 to 1.0 wt % of Ca, 0.01 to 1.0 wt % of Mn, a remainder of Mg, and other inevitable impurities for the entire 100 wt % (S100); casting the molten metal and preparing a casting material (S200); rolling the casting material and preparing a rolled material (S300); and finally annealing the rolled material (S400).
[0085] In detail, in the step S100, Al may be 0.5 to 1.0 wt % for the entire 100 wt % of the alloy molten metal.
[0086] The reason for limiting the component and the composition of the molten metal corresponds to the above-described reason for limiting the component and the composition of the magnesium alloy sheet, so it will not be described.
[0087] In the step S200, the casting method for preparing a casting material may be die-casting, direct chill casting, billet casting, centrifugal casting, tilt casting, die gravity casting, sand casting, strip casting, or a combination thereof. However, the method is not limited thereto.
[0088] In detail, the strip casting method may be used for performing casting. The casting by the strip casting method may be possible by the alloy molten metal of the above-described composition.
[0089] In detail, the molten metal may be cast at a rate of 0.5 to 10 mpm.
[0090] A thickness of the produced casting material may be 3 to 13 mm, and it is not limited thereto.
[0091] In the step S300, rolling may be performed with a reduction ratio that is equal to or less than 50% (excluding 0%) for each rolling. In detail, a crack may be generated during rolling when the reduction ratio is greater than 50% for each rolling.
[0092] The reduction ratio represents an operation of dividing a difference between a thickness of a material before passing through a rolling roll during rolling and a thickness of the material after passing through the rolling roll by the thickness of the material before passing through the rolling roll, and then multiplying a resultant value by 100.
[0093] In detail, the casting material may be rolled once or at least twice. In further detail, when the casting material is thick, it may be rolled at least twice.
[0094] In further detail, it may be rolled at a temperature of 100 to 350.degree. C. In further detail, when the rolling temperature is less than 100.degree. C., cracks may be generated during rolling. When the roll temperature is greater than 350.degree. C., segregation of Ca may be deteriorated, which may be disadvantageous.
[0095] The step S300 may further include intermediately annealing a rolled material (S310).
[0096] In detail, when the rolling is performed at least twice, intermediate annealing may be performed in the middle of the rolling step. The step S310 may be performed at a temperature of 300 to 500.degree. C. In detail, it may be performed for 30 minutes to 6 hours.
[0097] In detail, when the intermediate annealing is performed under the condition, a stress generated during the rolling may be sufficiently settled. In further detail, the stress may be settled through recrystallization in a range not exceeding the fusion temperature of the rolled material. In addition, formation of grains with a non-basal crystallographic orientation may be induced through the recrystallization.
[0098] Finally, a step S400 for finally annealing the rolled material may be performed at equal to or greater than 250.degree. C. In detail, it may be performed at the temperature of 250 to 450.degree. C.
[0099] In further detail, it may be performed for 30 minutes to 6 hours.
[0100] The recrystallization may be easily formed by the final annealing under the above-noted condition.
[0101] An example will be provided for detailed description. The example given below exemplifies the present invention, and the present invention is not limited to the example.
PREPARATION EXAMPLE
[0102] A magnesium alloy sheet is produced according to an exemplary embodiment and a comparative example with a component and a composition expressed in Table 1 below.
[0103] In detail, an alloy molten metal including the component and the composition disclosed in Table 1 is prepared. The molten metal is cast by the strip casting method to prepare a casting material. The casting material is rolled 7 to 10 times with a reduction ratio of 25% for each rolling at 200.degree. C.
[0104] Intermediate annealing is performed in the middle of the rolling. In detail, it is performed for 3 hours at 400.degree. C.
[0105] Finally, the rolled sheet is annealed at 300.degree. C.
[0106] Estimation on the above-produced tensile strength (YS), elongation (El), limited dome height (LDH), and limited bending radius (LBR) according to an exemplary embodiment and a comparative example is shown in Table 1.
[0107] In this instance, a method for estimating physical properties is as follows.
[Tensile Strength Measuring Method]
[0108] The tensile strength signifies a value found by dividing a maximum tensile load until a test piece is broken by a cross-section of a test piece before a test is performed. In detail, it is measured by using a uniaxial tensile tester at room temperature, and a strain rate is given as 10.sup.-3s.
[Elongation Measuring Method]
[0109] The elongation represents a ratio for a material to increase during a tensile test, and it signifies a value shown by a percentage of a changed length of a test piece against a length of the test piece before a test is performed. In detail, it is equivalent to a tensile strength measuring condition, and an increased length against an initial length of a gauge part.
[Erichsen Value Measuring Method]
[0110] A magnesium alloy sheet with a horizontal length and a vertical length of respectively 50 to 60 mm is used, and a lubricant is used on an exterior side of the sheet so as to reduce friction between the sheet and a spherical punch.
[0111] In this instance, when the test is performed, the die and the spherical punch are at room temperature.
[0112] In detail, the magnesium alloy sheet is inserted between an upper die and a lower die, an exterior circumference portion of the sheet is fixed with a force of 10 kN, and the sheet is deformed at a speed of 5 mm/min by using a spherical punch with the diameter of 20 mm. The punch is inserted until the sheet is broken, and when it is broken, a deformed height of the sheet is measured.
[0113] The above-noted deformed height of the sheet is referred to as an Erichsen value or a limited dome height (LDH).
[Limited Bending Radium (V-Bending) Measuring Method]
[0114] A result according to a V-bending test is referred to as a limited bending radius (LBR).
[0115] In detail, regarding the test, the temperature is controlled until it reaches a target temperature by installing a hot wire so as to heat the device including a die and a punch. The die and the punch may respectively have an angle of 90.degree.. Regarding the types of the punch, curvature radii are 0R to 9R.
[0116] After the sheet is bent by using the device, R of the punch that is bent without cracks is determined. In this instance, the bending speed of the punch is measured to be 30 to 60 mm per second.
[0117] A mechanical 60 ton servo press is used for the device, and a V-bending mold including a punch and a die is installed in the press and is then used.
TABLE-US-00001 TABLE 1 YS El. LDH (MPa) (%) (mm) Limited bending radius (R/t) Al Zn Mn Ca Room RT (room Classify wt % temperature temperature) 150.degree. C. 200.degree. C. 250.degree. C. Example 1 1 0.85 0.2 0.67 RD 147 22.5 8.6 2.9 0.4 0.4 0.0 TD 92 18.7 2.9 0.4 0.4 0.0 Example 2 1.03 0.45 0.12 0.19 RD 157 26.0 8.2 2.1 0.3 0.0 0.0 TD 126 26.1 2.1 0.3 0.0 0.0 Comparative 2 0.92 0.3 0.63 RD 169 25.0 8.6 2.3 1.2 0.4 0 Example 1 TD 142 21.0 3.1 2.8 1.5 0.9 Comparative 3 0.8 0.3 0.62 RD 151 27.3 8.0 2.1 1.4 0.7 0.4 Example 2 TD 144 15.4 4.3 3.2 2.9 2.9 Comparative 3 0.74 0.3 -- RD 177 28.5 3.8 8 2.3 1.8 1.4 Example 3 TD 209 24.3 8 3.6 2.3 1.8 Comparative ZEK100 1.0 RD 223 20.4 8.1 4.1 1.5 0.9 Example 4 TD 140 25.6 4.1 1.5 0.9
[0118] As expressed in Table 1, it is found that the limited dome height (LDH) value with 2 wt % of an aluminum content according to a comparative example 1 is excellent, but the limited bending radius (LBR) value is bad.
[0119] Particularly, regarding Comparative Example 1, the ratio of the limited bending radius (LBR) value in the transverse direction (TD) against the limited bending radius (LBR) value in the rolling direction (RD) is 3.75 at 200.degree. C., so it is found that anisotropy is large when respectively extended in the rolling direction and the transverse direction.
[0120] Further, it is found that anisotropy according to Comparative Example 4 is excellent compared to Comparative Examples 1 to 3, but the limited bending radius (LBR) value is bad compared to Examples 1 and 2.
[0121] This may be found according to the drawings of the present invention.
[0122] FIG. 2 shows an observation of a cross-section of Example 1 with a SEM.
[0123] As shown in FIG. 2, it is found from the user's eye that Example 1 includes no secondary phase stringer. Accordingly, it may be determined from Example 1 that the difference of the physical properties is not large when extended in the rolling direction (RD) and in the transverse direction (TD).
[0124] FIG. 3 shows an observation of a cross-section of Comparative Example 1 with a SEM.
[0125] As shown in FIG. 3, it is found that Comparative Example 1 includes a band-shaped stringer in the rolling direction formed when the secondary phase is gathered together on the surface of the sheet and a portion below the surface. The length of the stringer is found to be equal to or greater than at least 100 .mu.m.
[0126] Therefore, the reason that the anisotropy in the transverse direction and in the rolling direction according to a comparative example 1 is large may be determined.
[0127] In detail, the generation of a crack during the bending test according to Comparative Example 1 may be found from FIG. 4.
[0128] FIG. 4 shows an observation of a cross-section where a crack is generated during a bending test of Comparative Example 1 with a SEM. In detail, as shown in FIG. 4, the stringer is found on the surface and the portion below the surface in Comparative Example 1. As a result, it is found that cracks are easily generated in the surface.
[0129] FIG. 5 shows an observation of a cross-section of Example 2 with an optical microscope.
[0130] As shown in FIG. 5, it is found that Example 2 includes a secondary phase (black dots). However, it is found from the user's eye that the fraction of the secondary phase against the magnesium alloy sheet is very small.
[0131] Therefrom, the magnesium alloy sheet that does not have large anisotropy when a bending test is performed in the rolling direction (RD) and the transverse direction (TD) may be produced by controlling the fraction of the secondary phase and the secondary phase stringer according to the content of aluminum according to the example of the present invention.
[0132] In addition, the magnesium alloy sheet with excellent moldability at room temperature may be simultaneously provided.
[0133] While this invention has been described in connection with what is presently considered to be practical exemplary embodiments, it is to be understood that the invention is not limited to the disclosed embodiments, but, on the contrary, is intended to cover various modifications and equivalent arrangements included within the spirit and scope of the appended claims.
[0134] The range of the present invention is provided in the claims to be described rather than the above-described detailed description, and all modifications or modified forms drawn from the meanings, range, and equivalent concepts of the claims of the patent are to be interpreted to be included in the range of the present invention.
* * * * *
D00001
D00002
D00003
D00004
D00005
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.