Austenitic Light Weight Steel
Kim; Dong Hwi ; et al.
U.S. patent application number 16/596102 was filed with the patent office on 2020-11-12 for austenitic light weight steel. The applicant listed for this patent is Hyundai Motor Company, Kia Motors Corporation. Invention is credited to Joong Kil Choe, Bong Lae Jo, Dong Hwi Kim.
| Application Number | 20200354805 16/596102 |
| Document ID | / |
| Family ID | 1000004397800 |
| Filed Date | 2020-11-12 |





| United States Patent Application | 20200354805 |
| Kind Code | A1 |
| Kim; Dong Hwi ; et al. | November 12, 2020 |
AUSTENITIC LIGHT WEIGHT STEEL
Abstract
Disclosed is an austenitic light weight steel which may have decreased specific gravity while maintaining excellent strength and ductility. The austenitic light weight steel may include carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), other unavoidable impurities, and iron (Fe) constituting the remaining balance, based on the total weight of the light weight steel.
| Inventors: | Kim; Dong Hwi; (Yongin, KR) ; Jo; Bong Lae; (Yongin, KR) ; Choe; Joong Kil; (Suwon, KR) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000004397800 | ||||||||||
| Appl. No.: | 16/596102 | ||||||||||
| Filed: | October 8, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C21D 6/005 20130101; C22C 38/46 20130101; C21D 2211/004 20130101; C22C 38/06 20130101; C21D 6/008 20130101; C21D 2211/005 20130101; C22C 38/58 20130101; C21D 9/46 20130101; C22C 38/50 20130101; C21D 6/004 20130101; C22C 38/02 20130101; C21D 2211/001 20130101; C21D 8/0205 20130101 |
| International Class: | C21D 9/46 20060101 C21D009/46; C22C 38/58 20060101 C22C038/58; C22C 38/50 20060101 C22C038/50; C22C 38/46 20060101 C22C038/46; C22C 38/06 20060101 C22C038/06; C22C 38/02 20060101 C22C038/02; C21D 8/02 20060101 C21D008/02; C21D 6/00 20060101 C21D006/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| May 7, 2019 | KR | 10-2019-0052788 |
Claims
1. An austenitic light weight steel comprising: carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), other unavoidable impurities, and iron (Fe) constituting the remaining balance, all the weight % based on the total weight of the light weight steel.
2. The austenitic light weight steel of claim 1, further comprising: niobium (Nb) in an amount of about 0.03 weight % or less, phosphorus (P) in an amount of about 0.1 weight % or less, sulfur (S) in an amount of about 0.05 weight % or less, nitrogen (N) in an amount of about 0.01 weight % or less, or a combination thereof, based on the total weight of the light weight steel.
3. The austenitic light weight steel of claim 1, wherein the austenitic light weight steel has a yield strength of about 600 MPa or greater.
4. The austenitic light weight steel of claim 1, wherein the austenitic light weight steel has a tensile strength of about 1000 MPa or greater.
5. The austenitic light weight steel of claim 1, wherein the austenitic light weight steel has an elongation of about 20% or greater.
6. The austenitic light weight steel of claim 1, wherein the austenitic light weight steel has a density of about 6.85 g/cm.sup.3 or less.
7. The austenitic light weight steel of claim 1, wherein in the austenitic light weight steel, a matrix is an austenite, and a ferrite is formed at a fraction of about 15% or less.
8. The austenitic light weight steel of claim 7, wherein in the austenitic light weight steel, a .kappa.-carbide is formed at a fraction of about 10% or less.
9. The austenitic light weight steel of claim 7, wherein in the austenitic light weight steel, a Fe--Al intermetallic compound is formed at a fraction of about 2% or less.
10. The austenitic light weight steel of claim 1, wherein a grain of the austenitic light weight steel is formed to have a length of about 40 .mu.m or less in a rolling direction.
11. The austenitic light weight steel of claim 1, wherein in the austenitic light weight steel, .beta.-Mn is not formed.
12. The austenitic light weight steel of claim 1, consisting essentially of: carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), other unavoidable impurities, and iron (Fe) constituting the remaining balance, all the weight % based on the total weight of the light weight steel.
13. The austenitic light weight steel of claim 1, consisting essentially of: carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), one or more selected from the group consisting of niobium (Nb) in an amount of about 0.03 weight % or less, phosphorus (P) in an amount of about 0.1 weight % or less, sulfur (S) in an amount of about 0.05 weight % or less, nitrogen (N) in an amount of about 0.01 weight % or less, other unavoidable impurities, and iron (Fe) constituting the remaining balance, all the weight % based on the total weight of the light weight steel.
14. A vehicle part comprising an austenitic light weight steel of claim 1.
15. A vehicle comprising an austenitic light weight steel of claim 1.
Description
CROSS REFERENCE TO RELATED APPLICATION
[0001] The present application claims priority to Korean Patent Application No. 10-2019-0052788, filed May 7, 2019, the entire contents of which is incorporated herein for all purposes by this reference.
TECHNICAL FIELD
[0002] The present invention relates to an austenitic light weight steel, which may have decreased specific gravity while maintaining excellent strength and ductility by adjusting an alloy component and the content thereof.
BACKGROUND
[0003] In order to improve fuel efficiency of an automobile, research on weight reduction of materials has been continuously conducted. In particular, research on weight reduction of parts made of steel materials which constitute most of vehicle parts has been continuously conducted.
[0004] A light weight steel proposed for weight reduction of steel materials includes, for example, a ferritic lightweight steel, an austenitic light weight steel, and a light weight steel having dual phase structure (duplex) of ferrite-austenite. These light weight steels have high specific strength due to a large amount of Al in steel materials, and thus has been prominent as high-tech structural materials such as automobile parts.
[0005] Meanwhile, an austenitic light weight steel has excellent mechanical properties such as strength and ductility, and weight reduction effect. However, an austenitic light weight steel had a problem in that a rupture phenomenon easily occurs at an edge portion during molding such as rolling and forging, and thus it was difficult to be applied in mass production.
[0006] The contents described as the related art have been provided only for assisting in the understanding for the background of the present invention and should not be considered as corresponding to the related art known to those skilled in the art.
SUMMARY
[0007] In preferred aspects, provided is an austenitic light weight steel, which may have reduced specific gravity as maintaining excellent strength and ductility by adjusting an alloy component and the content thereof. Preferably, the austenitic light weight steel may be used in vehicle parts to which various molding methods are applied.
[0008] In one aspect, provided is an austenitic light weight steel that may include: carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), other unavoidable impurities, and iron (Fe) constituting the remaining balance. All the weight % are based on the total weight of the light weight steel.
[0009] The austenitic light weight steel may further include niobium (Nb) in an amount of about 0.03 weight % or less, phosphorus (P) in an amount of about 0.1 weight % or less, sulfur (S) in an amount of about 0.05 weight % or less, nitrogen (N) in an amount of about 0.01 weight % or less, or a combination thereof, based on the total weight of the light weight steel.
[0010] Further provided is the austenitic light weight steel consisting of, consisting essentially of, or essentially consisting of the components as described above. For instance, the austenitic light weight steel may consist of, consist essentially of, or essentially consist of: carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), other unavoidable impurities, and iron (Fe) constituting the remaining balance. In addition, the austenitic light weight steel may consist of, consist essentially of, or essentially consist of: carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), other unavoidable impurities, and one or more selected from the group consisting of niobium (Nb) in an amount of about 0.03 weight % or less, phosphorus (P) in an amount of about 0.1 weight % or less, sulfur (S) in an amount of about 0.05 weight % or less, nitrogen (N) in an amount of about 0.01 weight % or less, and iron (Fe) constituting the remaining balance.
[0011] The austenitic light weight steel may suitably have a yield strength of about 600 MPa or greater.
[0012] The austenitic light weight steel may suitably have a tensile strength of about 1000 MPa or greater.
[0013] The austenitic light weight steel may suitably have an elongation of about 20% or greater.
[0014] The austenitic light weight steel may suitably have a density of about 6.85g/cm.sup.3 or less.
[0015] In the austenitic light weight steel, a matrix may be austenite, and a ferrite may suitably be formed at a fraction of about 15% or less.
[0016] In the austenitic light weight steel, a .kappa.-carbide may suitably be formed at a fraction of about 10% or less.
[0017] In the austenitic light weight steel, a Fe--Al intermetallic compound may be formed at a fraction of about 2% or less.
[0018] A grain of the austenitic light weight steel may be formed to suitably have a length of about 40 .mu.m of less in a rolling direction.
[0019] In the austenitic light weight steel, .beta.-Mn may not be formed. In other words, the austenitic light weight steel does not include .beta.-Mn.
[0020] In another aspect, provided is a vehicle part including the austenitic light weight steel as described herein. Also provided is a vehicle including a vehicle part as described herein.
[0021] Other aspects of the invention are discussed infra.
BRIEF DESCRIPTION OF THE DRAWINGS
[0022] FIG. 1 is a table illustrating components of Example and Comparative Example.
[0023] FIG. 2 is a table illustrating physical properties and performances of Example and Comparative Example.
[0024] FIGS. 3A and 3B are photographs of a microstructure of an austenitic light weight steel in Example according to an exemplary embodiments of the present invention.
[0025] FIGS. 4A and 4B are enlarged photographs of an austenitic light weight steel according to Example and Comparative Example.
[0026] FIG. 5 is a graph for explaining the relationship of stress-elongation for the specimens according to Example and Comparative Example.
DETAILED DESCRIPTION OF THE EMBODIMENTS
[0027] Hereinafter, an austenitic light weight steel according to embodiments of the present invention is described with reference to the accompanying drawings.
[0028] The terminology used herein is for the purpose of describing particular exemplary embodiments only and is not intended to be limiting of the invention. As used herein, the singular forms "a", "an" and "the" are intended to include the plural forms as well, unless the context clearly indicates otherwise. It will be further understood that the terms "comprises" and/or "comprising," when used in this specification, specify the presence of stated features, integers, steps, operations, elements, and/or components, but do not preclude the presence or addition of one or more other features, integers, steps, operations, elements, components, and/or groups thereof. As used herein, the term "and/or" includes any and all combinations of one or more of the associated listed items.
[0029] Unless specifically stated or obvious from context, as used herein, the term "about" is understood as within a range of normal tolerance in the art, for example within 2 standard deviations of the mean. "About" can be understood as within 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2%, 1%, 0.5%, 0.1%, 0.05%, or 0.01% of the stated value. Unless otherwise clear from the context, all numerical values provided herein are modified by the term "about."
[0030] It is understood that the term "vehicle" or "vehicular" or other similar term as used herein is inclusive of motor vehicles in general such as passenger automobiles including sports utility vehicles (SUV), buses, trucks, various commercial vehicles, watercraft including a variety of boats and ships, aircraft, and the like, and includes hybrid vehicles, electric vehicles, plug-in hybrid electric vehicles, hydrogen-powered vehicles and other alternative fuel vehicles (e.g. fuels derived from resources other than petroleum). As referred to herein, a hybrid vehicle is a vehicle that has two or more sources of power, for example both gasoline-powered and electric-powered vehicles.
[0031] FIG. 1 is a table illustrating the components of Example and Comparative Example and FIG. 2 is a table illustrating physical properties and performances of Example and Comparative Example.
[0032] The austenitic light weight steel according to an embodiment of the present invention may be is obtained by controlling the proportion of a ferrite structure. In particular, the amount of a.kappa.-carbide and a Fe--Al intermetallic compound may be formed in an austenitic matrix by optimizing the content of the main alloy component. The austenitic light weight steel may suitably include carbon (C) in an amount of about 0.8 to 1.3 weight %, aluminum (Al) in an amount of about 9.0 to 15.0 weight %, manganese (Mn) in an amount of about 10.0 to 20.0 weight %, nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %), chromium (Cr) in an amount of about 0.5 weight % or less (excluding 0 weight %), silicon (Si) in an amount of about 0.5 weight % or less (excluding 0 weight %), a sum of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %), other unavoidable impurities, and iron (Fe) constituting the remaining balance. All the weight % are based on the total weight of the light weight steel.
[0033] In the present invention, the reasons for limiting the alloy components and the composition ranges thereof are as follows. Hereinafter, weight %, wt %, or % by weight expressed as units of composition range means by weight and a fraction means a volume fraction, unless otherwise stated.
[0034] It is preferable that the austenitic light weight steel may include an amount of about 0.8 to 1.3 weight % of carbon (C) based on the total weight of the steel. Carbon (C) as used herein may be an element effective for stabilizing austenite as a matrix, and for improving strength. Depending on the content of carbon (C), the fraction and strength of the constituent composition may be varied. However, it is preferable to add 0.8 weight % or greater of carbon (C) in order to stably maintain an austenite fraction of 85% or more regardless of the contents of Mn and Al. However, when carbon (C) is added in an amount is greater than about 1.3 weight %, a .kappa.-carbide is formed at a fraction greater than about 10% in the range of annealing temperature of about 900 to 1250.degree. C., and thus the brittleness of the material may be increased and the effect of controlling the physical properties by aging may be deteriorated.
[0035] It is preferable that the austenitic light weight steel may include an amount of about 9.0 to 15.0 weight % of aluminum (Al) based on the total weight of the steel. Aluminum (Al) as used herein may be a ferrite-stabilizing element and is an element which may effectively reduce the specific gravity of materials during alloying. It is preferable to add 9 weight % or greater of aluminum (Al) in order to stably form the ferrite of up to a fraction of about 15% in the temperature range of about 900 to 1250.degree. C., which is a general annealing temperature range, while obtaining a weight reduction effect. However, when the content of aluminum (Al) is greater than about 15 weight %, a large amount of the ferrite, a Fe--Al intermetallic compound and a .kappa.-carbide may be formed in the annealing temperature range of about 900 to 1250.degree. C. regardless of the contents of C and Mn. Thus, the target structure and physical properties of the present invention are not implemented.
[0036] The austenitic light weight steel may include an amount of about 10.0 to 20.0 weight % of manganese (Mn) based on the total weight of the steel. Manganese (Mn) as used herein may be an austenite-stabilizing element. When the content of manganese (Mn) is less than about 10 weight %, it is difficult to stably obtain austenite in a fraction of about 85% or greater in the temperature range of about 900 to 1250.degree. C., which is general annealing temperature range. In addition, when the content of manganese (Mn) is greater than about 20 weight %, .beta.-Mn may be partially formed depending on a cooling condition, thereby increasing brittleness of the materials. Thus, the maximum content of manganese (Mn) may be preferably limited to prevent .beta.-Mn from being formed.
[0037] The austenitic light weight steel may include nickel (Ni) in an amount of about 0.25 weight % or less (excluding 0 weight %) based on the total weight of the steel. Nickel (Ni) as used herein may be an austenite-stabilizing element, and an excessive Fe--Al intermetallic compound may be formed when nickel is added in large amounts, thereby deteriorating the aging effect, such that the maximum content thereof may be preferably limited to about 0.25 weight %.
[0038] The austenitic light weight steel may include an amount of about 0.5 weight % or less (excluding 0 weight %) of chromium (Cr) and silicon (Si), based on the total weight of the steel, respectively. Chromium (Cr) and silicon (Si) as used herein may be ferrite-stabilizing elements, respectively, but they may cause brittleness when they are added in large amounts, such that the maximum contents of chromium (Cr) and silicon (Si) may be preferably limited to about 0.5 weight %, respectively.
[0039] The austenitic light weight steel may include the sum of the contents of titanium (Ti) and vanadium (V) in an amount of about 1.0 weight % or less (excluding 0 weight %) based on the total weight of the steel. Titanium (Ti) and vanadium (V) as used herein may be elements which preferentially form the fine carbide at a high temperature by a single addition or a combined addition to improve the strength. However, when titanium (Ti) and vanadium (V) are added greater than the predetermined amount (e.g., 1.0 weight %), a carbide may be formed at a high temperature to inhibit a formation of the .kappa.-carbide. It is preferable that a maximum value for the sum of the contents of titanium (Ti) and vanadium (V) may be limited to 1 weight %.
[0040] Meanwhile, the austenitic light weight steel may further include niobium (Nb) in an amount of about 0.03 weight % or less, phosphorus (P) in an amount of about 0.1 weight % or less, sulfur (S) in an amount of about 0.05 weight % or less, nitrogen (N) in an amount of about 0.01 weight % or less, or a combination thereof, based on the total weight of the steel.
[0041] The content of niobium (Nb) may suitably be limited to about 0.03 weight % in order to maximize the effect of Ti and V.
[0042] The contents of phosphorus (P) and sulfur (S) may suitably be controlled as low as possible because they may be impurities. Considering the removal process of phosphorus (P) and sulfur (S), the content of phosphorus (P) may be limited to an amount of about 0.1 weight % and the content of sulfur (S) may be limited to about 0.05 weight %, based on the total weight of the steel.
[0043] The content of nitrogen (N) may suitably be controlled as low as possible in order to inhibit nitride formation with nitrogen and Ti, V, Al, or the like. Considering the removal process, the content of nitrogen (N) may be limited to an amount of about 0.01 weight % based on the total weight of the steel.
[0044] Meanwhile, the balance other than components as described above is Fe and unavoidable impurities.
EXAMPLE
[0045] Hereinafter, the present invention will be described with reference to Examples and Comparative Examples.
[0046] Experiments were conducted to produce a steel bar according to the Examples and the Comparative Examples depending on production conditions of commercially produced steel bar. A bloom was sequentially subjected to rough hot rolling, primary hot rolling, primary annealing, secondary hot rolling, secondary annealing, and cold rolling to produce a steel bar, wherein the bloom was produced through the steel bar produced by changing the content of each component as shown in FIG. 1. Here, the Examples and the Comparative Examples are not limited to those produced in the form of a steel bar, and may also be applied to coiled or square steel products. In addition, Nb, P, S and N, which are alloy elements not described in FIG. 1, were adjusted so that their contents are minimized. The upper limit was adjusted so as not to exceed the upper limit defined in the present invention.
[0047] A bloom was reheated in a temperature range of 900 to 1250.degree. C. at a ratio of 2 minutes/1 mm thickness for rough hot rolling. The bloom may be subjected to primary annealing by reheating performed at this time. The temperature range of reheating at which the primary annealing is performed was set to 900 to 1250.degree. C. to prevent the occurrence of defects such as rupture by inhibiting the precipitation of the .kappa.-carbide and the Fe--Al intermetallic compound and securing workability in the subsequent hot rolling process.
[0048] The reheated bloom was manufactured into a billet by rolling to a pressure ratio of 3.5 or greater at a temperature of 900.degree. C. or greater.
[0049] The rolled billet was manufactured into a form of a steel bar by primary hot rolling at a temperature range of 900 to 1200.degree. C. Subsequently, the primary hot rolled steel bar was subjected to water-cooling or oil-cooling in order to inhibit the formation of the .kappa.-carbide. Here, the primary hot rolled steel bar may be subjected to primary intermediate annealing at a temperature range of 500 to 850.degree. C. for precipitation of the .kappa.-carbide. The primary intermediate annealed steel bar was subjected to water-cooling or oil-cooling in order to inhibit further formation of the .kappa.-carbide.
[0050] The cooled steel bar was manufactured into a form of a steel bar by secondary hot rolling at a temperature range of 800 to 1200.degree. C. Subsequently, the secondary hot rolled steel bar was subjected to water-cooling or oil-cooling in order to inhibit the formation of the .kappa.-carbide. The secondary hot rolled steel bar may be subjected to secondary intermediate annealing at a temperature range of 650 to 850.degree. C. for precipitation of the .kappa.-carbide. The secondary intermediate annealed steel bar was subjected to water-cooling or oil-cooling in order to inhibit further formation of the .kappa.-carbide.
[0051] The cooled steel bar may be subjected to cool rolling for final size correction. In addition, the cool rolled materials may be subjected to a normalizing treatment or a quenching and tempering treatment for final control of carbides.
[0052] Next, test methods for identifying physical properties of the steel bar according to the Examples and Comparative Examples manufactured as described above will be described.
[0053] The tests were performed to measure yield strength, tensile strength, elongation, fraction of ferrite, fraction of the .kappa.-carbide, fraction of Fe--Al intermetallic compound, and density of the specimens according to the respective Examples and Comparative Examples. The results are shown in FIG. 2.
[0054] Here, the specimens according to the respective Examples and Comparative Examples were processed in accordance with the steel bar standard specimen specification of ASTM E 8 at the 1/2R position of the steel bar rolled with .phi.35.
[0055] In addition, the specimens were evaluated in accordance with the test method of ASTM E 8 in a uniaxial tension tester at a temperature of 25.degree. C., a humidity of 65%, and a maximum load of 250 kN to measure yield strength, tensile strength, and elongation.
[0056] In addition, the density of the specimens was measured in accordance with ASTM D 792 method A.
[0057] Meanwhile, the fraction of the ferrite, the fraction of the .kappa.-carbide, and the fraction of the Fe--Al intermetallic compound of the specimens were determined by primarily measuring weakly etched specimens after mirror polish according to ASTM E 45, and then verifying the consistency with image analysis results after Lepera color etching.
[0058] As shown in FIG. 2, in the Examples according to the present invention yield strength, tensile strength, elongation, density, and the fraction of the .kappa.-carbide all satisfied the requirement of the present invention.
[0059] For example, in Examples 1 to 7 according to exemplary embodiments of the present invention, the yield strength is 600 MPa was greater and the tensile strength was 1000 MPa or greater.
[0060] In addition, in Examples 1 to 7 according to exemplary embodiments of the present invention, the elongation was 20% or greater and the density was 6.85 g/cm.sup.3 or less.
[0061] In addition, in Examples 1 to 7 according to exemplary embodiments of the present invention, the matrix was formed by austenite, the ferrite was formed at the fraction of 15% or less, the .kappa.-carbide was formed at the fraction of 10% or less, and the Fe--Al intermetallic compound was formed at the fraction of 2% or less.
[0062] On the other hand, in Comparative Example 1, as the content of C was less than the range suggested by the present invention, the ferrite was excessively formed, and thus the yield strength and the tensile strength did not satisfy the requirements of the present invention. The density also did not satisfy the requirements of the present invention.
[0063] In Comparative Example 2, as the contents of C and Mn were added in excess of the range suggested by the present invention, the .kappa.-carbide was excessively formed, and thus the elongation did not satisfy the requirements of the present invention. Accordingly, it was confirmed that forging cracks occurred during molding.
[0064] In Comparative Example 3, as the content of Mn was added in excess of the range suggested by the present invention, the .kappa.-carbide was excessively formed and the .beta.-Mn was formed, and thus the elongation did not satisfy the requirements of the present invention. Accordingly, it was confirmed that forging cracks occurred during molding.
[0065] In Comparative Example 4, as the content of Al was added in excess of the range suggested by the present invention, the ferrite, the .kappa.-carbide and the Fe--Al intermetallic compound were excessively formed, and thus the elongation did not satisfy the requirements of the present invention. Accordingly, it was confirmed that forging cracks occurred during molding.
[0066] In Comparative Example 5, as the content of Al was added to the range lower than that suggested by the present invention, the .kappa.-carbide was excessively formed, and thus the elongation did not satisfy the requirements of the present invention. Accordingly, it was confirmed that forging cracks occurred during molding. The density also did not satisfy the requirements of the present invention.
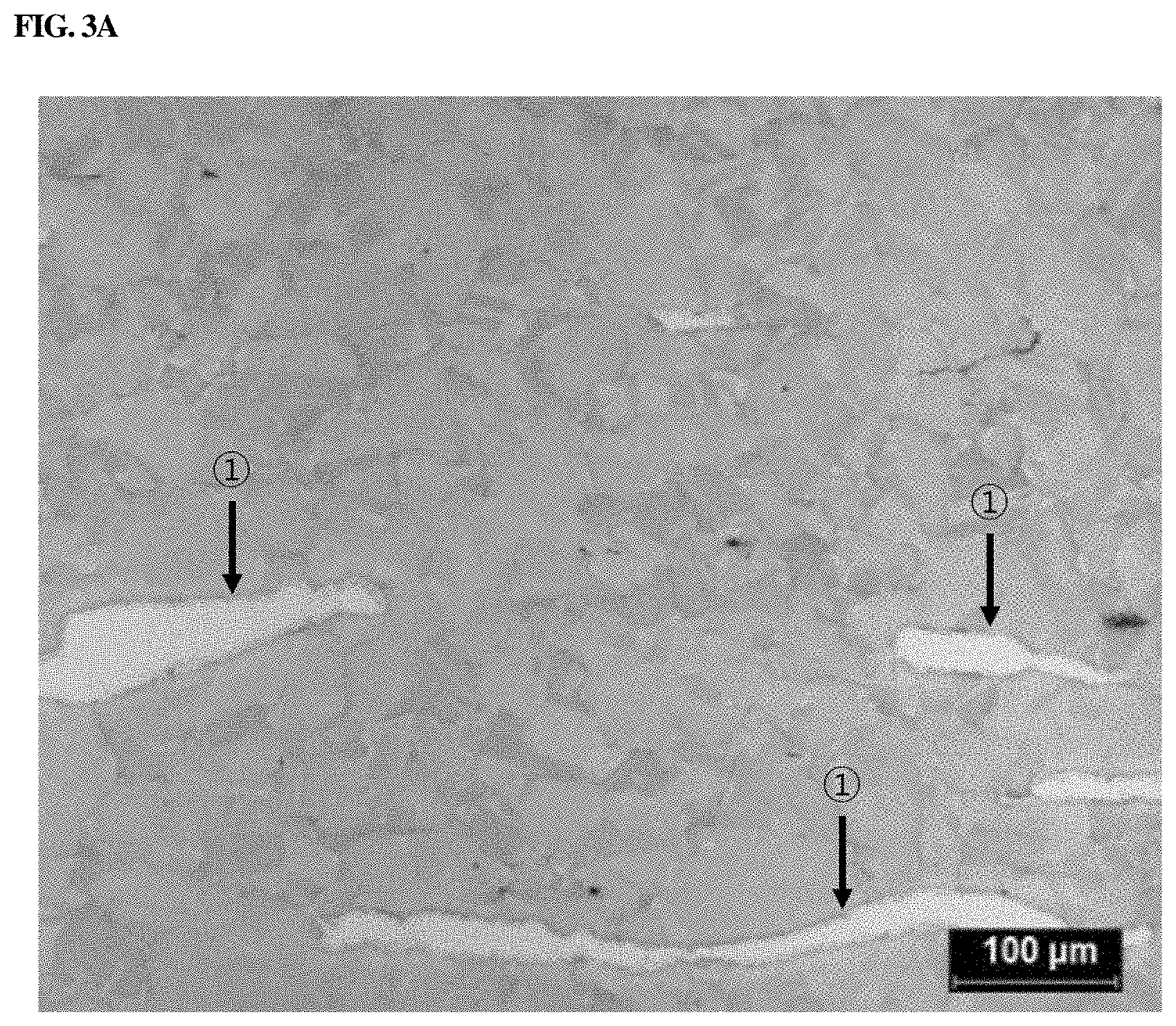
[0067] Meanwhile, FIGS. 3A and 3B are photographs of a microstructure of the austenitic light weight steel according to Inventive Examples, and are photographs of the microstructure of the austenitic light weight steel according to Example 1 of FIG. 1.
[0068] As shown from FIGS. 3A and 3B, in Example 1, a trace amount of ferrite structure, the .kappa.-carbide and the Fe--Al intermetallic compound were observed in the austenitic matrix.
[0069] In FIG. 3A, portions indicated by an arrow {circle around (1)} are the ferrite structure and the remainder is the austenite structure. From this, it can be confirmed that a trace amount of ferrite structure is formed in the austenite structure as the matrix in Example 1.
[0070] In FIG. 3B, portions indicated by an arrow {circle around (2)} are the .kappa.-carbide and a portion indicated by an arrow {circle around (3)} is the Fe--Al intermetallic compound. Accordingly, it can be confirmed that a trace amount of the .kappa.-carbide and the Fe--Al intermetallic compound were formed in the austenite structure as the matrix.
[0071] In addition, most of the .kappa.-carbide was mostly observed in the form of needles at the ferrite-austenite grain boundary, but some was distributed in austenite-austenite grain boundary. In addition, most of the Fe--Al intermetallic compound was found in the form of stripes at the austenite-austenite grain boundary.
[0072] The relationship between the grain size and the elongation of the specimens according to Examples and Comparative Examples was examined. The results are shown in FIGS. 4A, 4B, and 5.
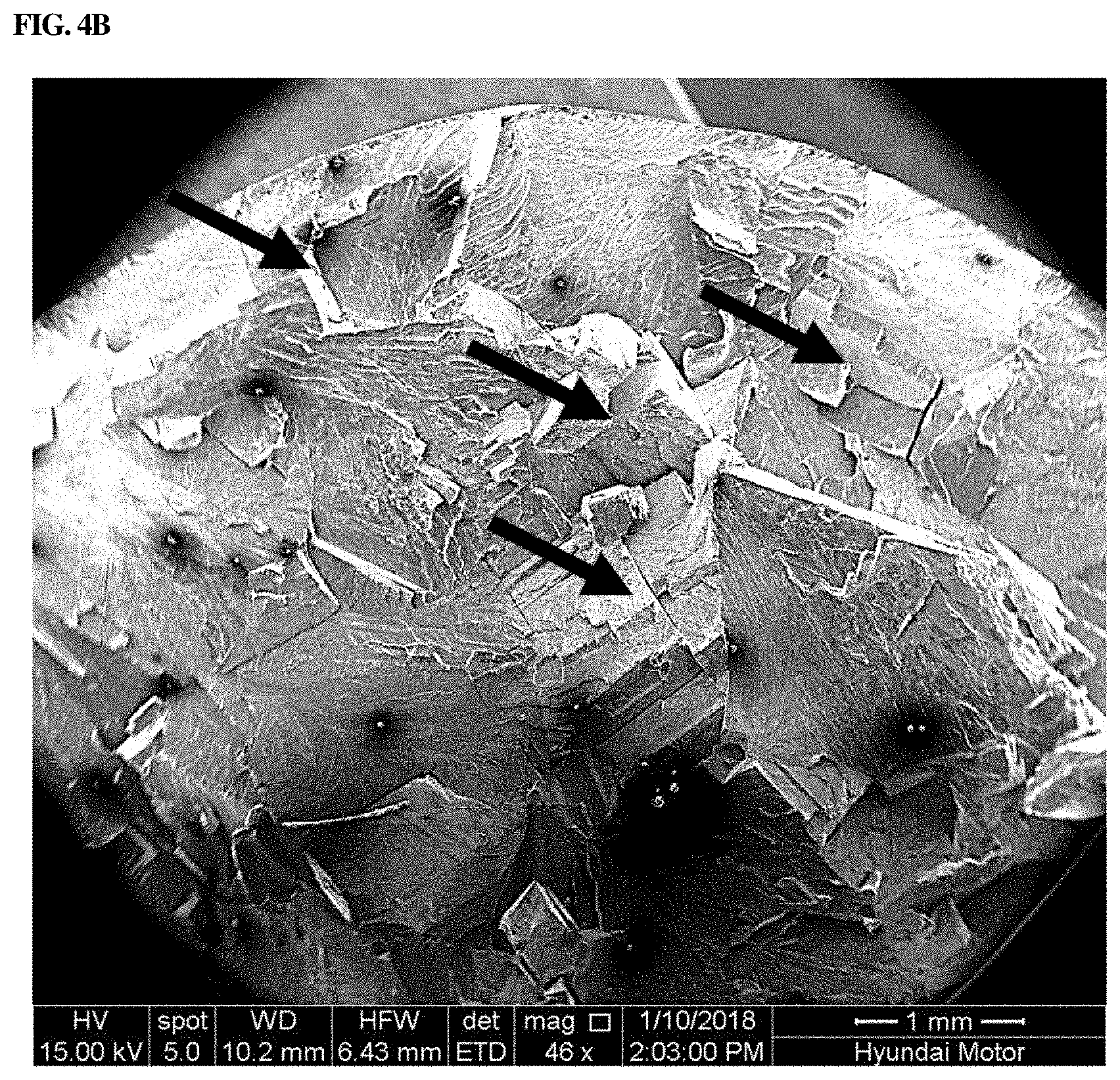
[0073] FIG. 4A is an enlarged photograph of the austenitic light weight steel according to Example, FIG. 4B is an enlarged photograph of the austenitic light weight steel according to the Comparative Example, and FIG. 5 is a graph for explaining the relationship of stress-elongation for the specimens according to Example and Comparative Example.
[0074] Particularly, FIG. 4A is the enlarged photograph of the austenitic light weight steel according to Example 3 of FIG. 1 and FIG. 4B is the enlarged photograph of the austenitic light weight steel according to Comparative Example 5 of FIG. 1.
[0075] As shown in FIG. 4A, it was confirmed that the size of a grain is formed in the range of 25 to 38 pm in Example 3.
[0076] In addition, as shown in FIG. 4B, it was confirmed that the size of the grain was formed in the range of 50 to 100 .mu.m in Comparative Example 5.
[0077] When the size of the grain exceeds 40 .mu.m, even if the same thermal treatment is performed, crack surfaces of a specific direction (arrows in FIG. 4B) develop in the coarse grain, which lead to premature failure, such that it is impossible to secure sufficient elongation and rolling properties.
[0078] Therefore, the grain of the light weight steel according to an embodiment of the present invention may be formed to have a length of about 40 .mu.m or less in a rolling direction.
[0079] In addition, as shown in FIG. 5, in Comparative Example 5, the elongation was about 15%, and in Example 3, the elongation was about 27%. As shown in FIG. 5, according to an exemplary embodiment of the present invention, it was confirmed that the elongation may be secured to have 20% or more.
[0080] According to various exemplary embodiments of the present invention, the proportion of the ferrite structure, and the amount of the .kappa.-carbide and the Fe--Al intermetallic compound which are formed in an austenitic matrix may be suitably controlled by adjusting the content of the main alloy component, thereby obtaining an austenitic light weight steel capable of securing an elongation of about 20% or greater and reducing specific gravity, while maintaining an excellent yield strength and tensile strength.
[0081] In addition, according to various exemplary embodiments of the present invention, an excellent elongation may be ensured, thereby improving hot workability and cold workability.
[0082] Although the present invention has been shown and described with respect to specific embodiments, it will be apparent to those having ordinary skill in the art that the present invention may be variously modified and altered without departing from the spirit and scope of the present invention as defined by the following claims.
* * * * *
D00001
D00002
D00003
D00004
D00005
D00006
D00007
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.