Densified Wood Including Process For Preparation
Bjorkman; Travis E ; et al.
U.S. patent application number 16/959122 was filed with the patent office on 2020-10-22 for densified wood including process for preparation. This patent application is currently assigned to AHF, LLC d/b/a AHF Products, AHF, LLC d/b/a AHF Products. The applicant listed for this patent is ARMSTRONG HARDWOOD FLOORING COMPANY. Invention is credited to Brian W Beakler, Travis E Bjorkman, Luke P Marra.
| Application Number | 20200331164 16/959122 |
| Document ID | / |
| Family ID | 1000005003268 |
| Filed Date | 2020-10-22 |

| United States Patent Application | 20200331164 |
| Kind Code | A1 |
| Bjorkman; Travis E ; et al. | October 22, 2020 |
DENSIFIED WOOD INCLUDING PROCESS FOR PREPARATION
Abstract
A wood substrate or member is included, having an increased density with respect to natural, untreated wood. The process includes drying the wood prior to application of heat and pressure, which are controlled to reduce or eliminate color change on a surface of the wood member where heat and pressure are applied.
| Inventors: | Bjorkman; Travis E; (Lancaster, PA) ; Beakler; Brian W; (York, PA) ; Marra; Luke P; (Mountville, PA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | AHF, LLC d/b/a AHF Products Mountville PA |
||||||||||
| Family ID: | 1000005003268 | ||||||||||
| Appl. No.: | 16/959122 | ||||||||||
| Filed: | December 28, 2018 | ||||||||||
| PCT Filed: | December 28, 2018 | ||||||||||
| PCT NO: | PCT/US2018/067849 | ||||||||||
| 371 Date: | June 29, 2020 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62611953 | Dec 29, 2017 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B27K 5/007 20130101; B27K 5/06 20130101; B27K 5/001 20130101; B27N 3/08 20130101 |
| International Class: | B27K 5/00 20060101 B27K005/00; B27K 5/06 20060101 B27K005/06; B27N 3/08 20060101 B27N003/08 |
Claims
1. A treated wood member comprising a density about 10% to about 150% greater than untreated wood wherein the cellular structure of the wood is substantially intact.
2. The treated wood member of claim 1, wherein the density is about 40% to about 100% greater than untreated wood.
3. The treated wood member of claim 1, wherein the density of the treated wood member has been increased throughout a thickness of said wood member.
4. The treated wood member of claim 1, having a thickness that is 30% to about 70% less than the untreated wood.
5. The treated wood member of claim 1, wherein said member has a surface color difference (.DELTA.E) less than 20 compared to a surface color of untreated wood.
6. The treated wood member of claim 1, wherein said member has density greater than about 50 pcf (lbs/ft.sup.3).
7. The treated wood member of claim 6, wherein said member has a density about 50 pcf to about 85 pcf.
8. The treated wood member of claim 6, wherein said member has a density about 60 pcf to about 70 pcf.
9. The treated wood member of claim 1, wherein said treated wood member is a hardwood or softwood.
10. The treated wood member of claim 1, wherein the treated wood thickness is greater than about 0.025 in.
11. The treated wood member of claim 1, wherein the treated wood thickness is greater than about 0.25 in.
12. The treated wood member of claim 1, wherein the treated wood thickness is about 0.5 in to about 8 in.
13. The treated wood member of claim 1, wherein the treated wood thickness is about 0.5 in to about 3 in.
14. The treated wood member of claim 1, further comprising a core, wherein the treated wood member is a veneer.
15. Flooring comprising the treated wood member of claim 1.
16. A method for increasing the density of a wood member including: (a) providing a wood member having a moisture content less than about 19%; (b) preheating the wood member; (c) optionally, applying water to a surface of the wood member; (d) applying pressure to the wood member for a press time; and (e) providing a post-treatment conditioning of the wood member.
17. The method of claim 16, further comprising: cooling the wood member before the post-treatment conditioning.
18. The method of claim 16, wherein the post-treatment conditions includes the introduction of steam, humidity, heat or combinations thereof.
19. The method of claim 16, wherein the preheating is conducted at temperature of about 250.degree. F. to about 500.degree. F.
20. The method of claim 16, wherein the preheating is for a time sufficient to obtain a temperature for a core of the wood member to about 250.degree. F. to about 500.degree. F. and a moisture content of 0 to about 5%.
21. The method of claim 16, wherein heat is applied during pressing to maintain a preheat temperature.
22. The method of claim 16, wherein the moisture content of the wood prior to pre-heating is about 0 to about 10%.
23. The method of claim 16, wherein said pressure is about 500 psi to about 5,000 psi.
24. The method of claim 16, wherein the density of the wood member is increase by about 10% to about 150%.
25. The method of claim 16, wherein the water is applied in the form of steam to the surface of the member.
26. The method of claim 16, wherein said press time is about 10 seconds to about 60 minutes.
27. The method of claim 16, wherein the applying pressure is conducted with a heated platen press, a continuous press, a series of mills, or a combination thereof.
28. The method of claim 16, wherein the applying pressure is a single press cycle or multiple press cycles.
Description
BACKGROUND OF THE INVENTION
Field of the Invention
[0001] The invention includes a compressed wood member providing dimensional stability and not destroying or crushing the cellular structure of untreated wood. The process includes compression of wood after specific conditioning to increase the density of the wood member.
Summary of Related Art
[0002] There have been numerous attempts to improve properties of wood by increasing the density. Each of these processes focuses on maintaining or increasing the moisture content of the wood and/or are limited to veneer thicknesses.
[0003] U.S. Pat. No. 7,404,422 to Kamke et al. includes a process of increasing the temperature and moisture content of wood followed by mechanosorption, i.e., rapid movement of water out of the wood cell wall. The process is conducted with lower density veneers or composite panels.
[0004] Diouf et al. also describe a process for increasing the density of wood veneers in "Effects of thermo-hygro-mechanical densification on the surface characteristics of trembling aspen and hybrid poplar wood veneers." Applied Surface Science, vol. 257, issue 8, Feb. 1, 2011, p. 3558. The process uses thermo-hygro-mechanical densification, which includes the introduction of heat, steam and pressure to increase density. The article notes that a significant color change in the wood is observed above 200.degree. C. (approx. 390.degree. F.).
[0005] Arruda et al. describe another process for increasing wood density in "Utilization of a Thermomechanical Process to Enhance Properties of Hardwood Used for Flooring." Ciencia da Madeira, Brazillian Journal of Wood Science, vol. 6, no. 3, (2015). These processes were conducted on 30 mm.times.30 mm square wood samples having a thickness of 20 to 25 mm. There was no pre-treatment of the samples which are subjected to both heat and pressure. Before treatment, the samples had a before treatment moisture content of 9.49% to 12.48% and an after treatment moisture content of 5.36% to 9.36% depending on the sample.
SUMMARY OF THE INVENTION
[0006] One common feature of previous attempts to successfully increase the density of wood is the required introduction of water to increase and/or maintain a high moisture content in the wood prior to compression. The inventors have noted that as heat is applied in the prior processes, the water becomes steam, which is trapped in the porous structure of the wood. As the steam escapes, the cellular structure of the wood is damaged.
[0007] The issues of cellular structure damage and darkening of the wood surface have been resolved by the process provided herein. The result of this process is a treated wood member having a density about 10% to about 150% greater than untreated wood wherein the cellular structure of the wood is substantially intact. Furthermore, the treated wood member exhibits dimensional stability with a significant reduction or elimination of the darkening of the wood surface, which resulted from previous processes.
[0008] A process for preparing a treated wood member having an increased density includes: [0009] (a) providing a wood member having a moisture content less than about 19%; [0010] (b) preheating the wood member; [0011] (c) optionally, applying water to a surface of the wood member; [0012] (d) applying pressure to the wood member for a press time; and [0013] (e) providing a post-treatment conditioning of the wood member.
BRIEF DESCRIPTION OF THE DRAWINGS
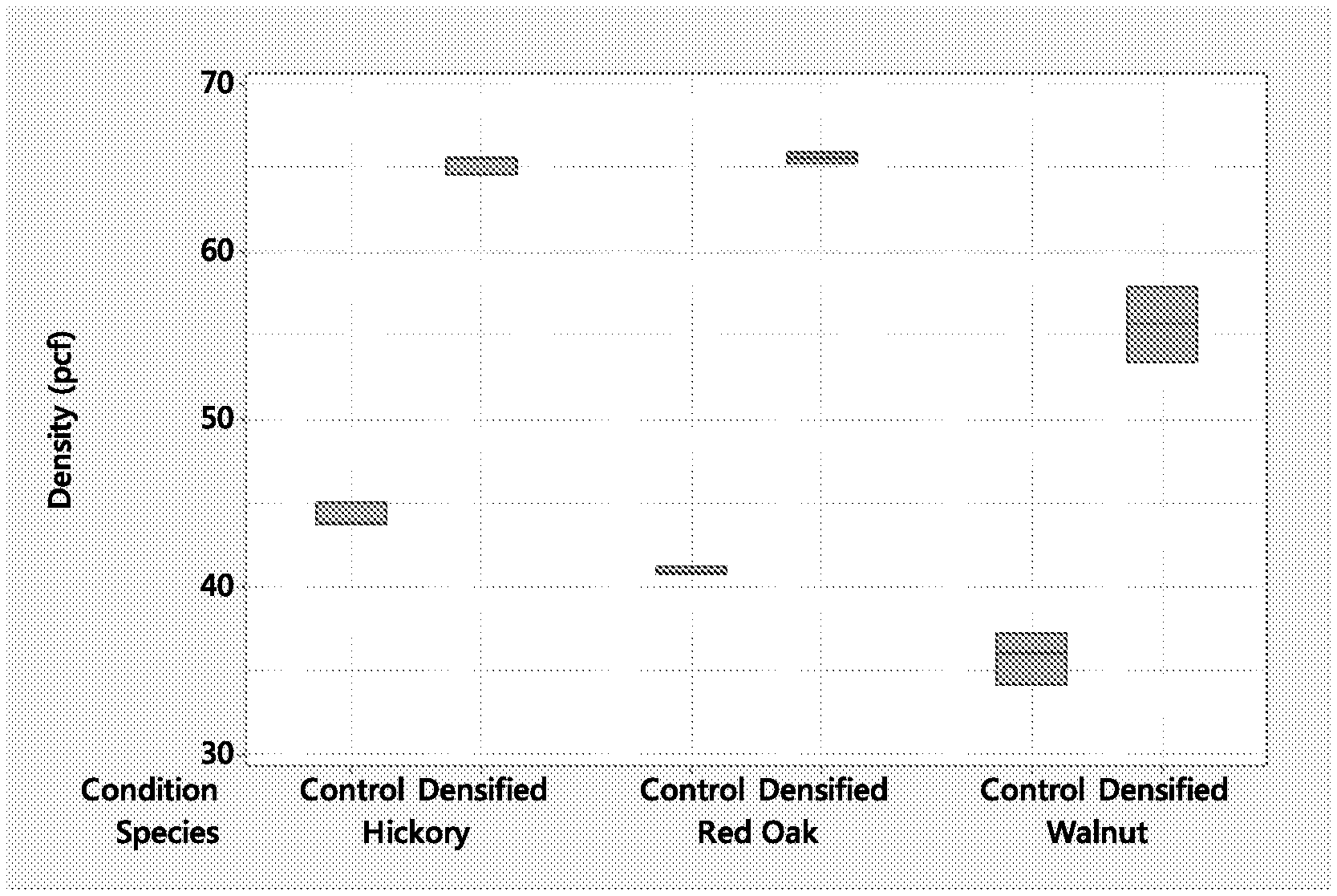
[0014] FIG. 1 is a chart showing comparison of density for similar species.
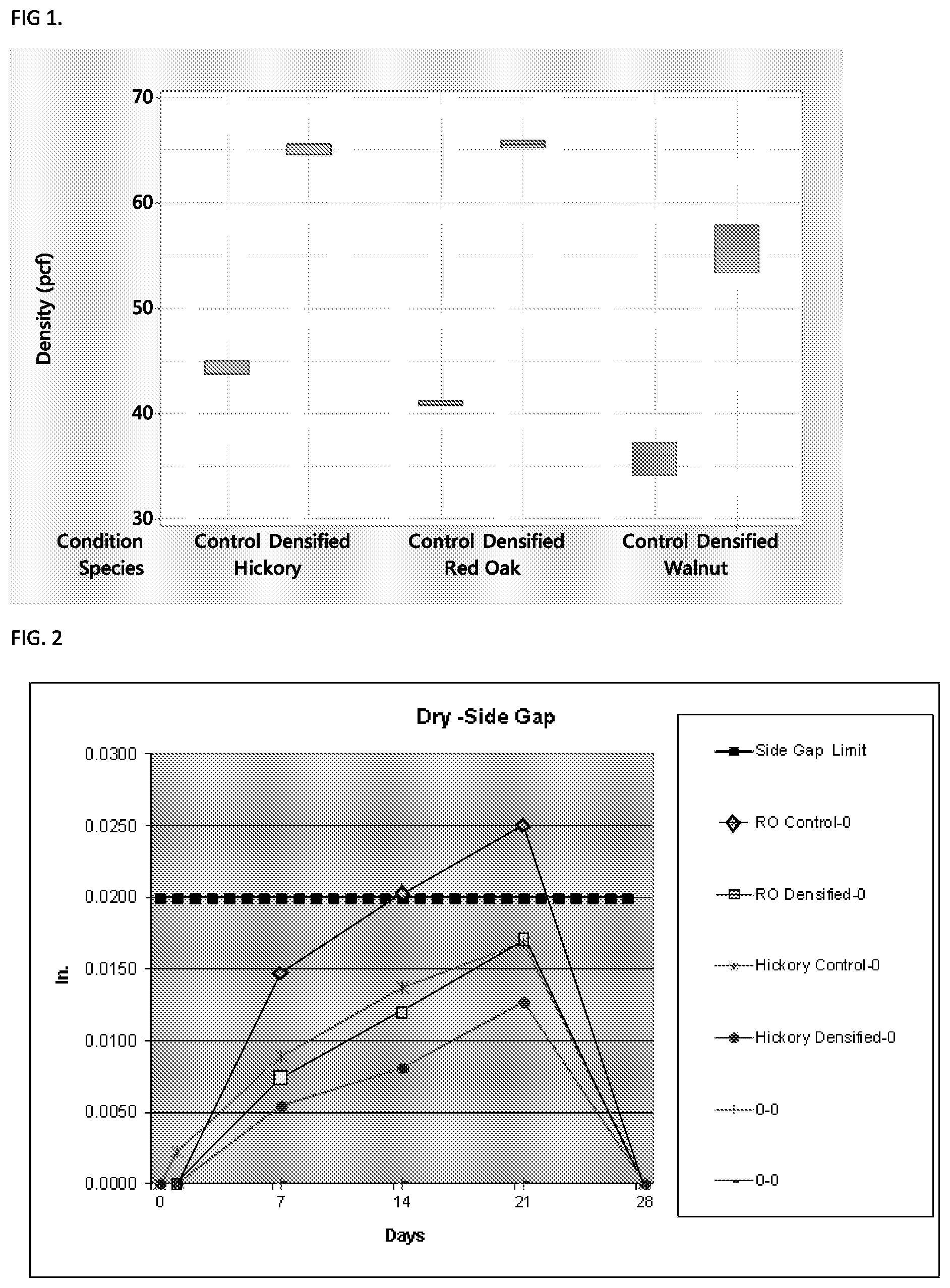
[0015] FIG. 2 is a chart showing the Dry Side Gap during the time after treatment.
[0016] FIG. 3 is a chart demonstrating the vertical density profile.
DETAILED DESCRIPTION OF THE INVENTION
[0017] The process for preparing a treated wood member having an increased density is useful with a variety of different wood species. For example, the process may be used with either hardwood or softwood. However, the increase in density will depend on various factors including the original, untreated density of the wood, as well as other factors. Any of a variety of different wood species may be included. Suitable examples include, but are not limited to Red Oak, White Oak, Hickory, Walnut, Aspen, Basswood, Maple, Poplar, Pine, Cherry, and Ash.
[0018] The treated wood member will have advantages over untreated wood, such as an increased dimensional stability throughout a variety of temperature and humidity conditions, increased strength, and especially important for a flooring application, resistance to denting, which is a current drawback of existing wood floors.
[0019] The treated wood member will have advantages over untreated wood, including an increased dimensional stability throughout a variety of temperature and humidity conditions, increased strength, and/or increase resistance to denting. Susceptibility to denting and other physical deformation is a well-know drawback of wood products in almost any application, including, for example, flooring, construction, cabinetry, moldings, finishes, counter tops, furniture, walls, ceilings, decking. Tilus, the improved properties of the treated wood member of the present process make it useful for any application in which a wood surface is left exposed or is subject to physical insult
[0020] When the treated wood is used in flooring, it may be used by itself, as a solid hard wood floor or as a component of flooring such as a veneer for engineered hardwood, laminate, or any other core material, such as plastic-based flooring substrates. The flooring may also include a tongue in groove, connection or a locking profile, many of which are known to those of skill in the art.
[0021] Depending on the species and type of wood being subjected to the present process, the increase in densification may be about 10% to about 150% greater than untreated wood. This includes an about 40% to about 100% comparative density increase. The density increase is typically uniform throughout the thickness of the wood. This can be observed by the vertical density profile. The density of the treated wood will typically be greater than 50 pcf (pound per cubic foot). Suitable densities may be about 50 pcf to about 85 pcf, or about 60 pcf to about 70 pcf.
[0022] The thickness of the treated wood will be less than the untreated wood. For example, the treated wood may have a thickness that is about 30% to about 70% less than untreated wood. The treated wood member may have a thickness greater than about 0.025 in, such as greater than about 0.25 in, including a range of about 0.5 in to about 8 in, and about 0.5 in to about 3 in. Various other suitable thicknesses may also be provided.
[0023] The color change of the top and bottom surfaces of the treated wood member may be significantly less than that seen with previous processes. For example, the surface color difference (.DELTA.E) of a treated wood member may be less than 20 compared to a surface color of untreated wood. In order to provide a minimal color change, the process/press temperature may be reduced to about 400.degree. F.
[0024] Other benefits have been observed by the densification process. The present process reduces the bowing, cupping, and other lumber defects (e.g., distortion out of a flat plane) after the process is completed. The process has been observed to fuse knots that were loose prior to pressing. Also, after pressing the surface of the material is "smooth" compared to untreated material. Saw marks, rough fiber, and other surface imperfections are pressed smooth by the present process.
[0025] One significant difference between the current and previous processes is the pre-treatment of the wood to reduce the moisture content (MC). Previous attempts to increase density of wood did not reduce the MC of wood prior to compression.
[0026] The overall process includes (a) providing a wood member having a moisture content (MC) less than about 19%; (b) preheating; (c) optionally applying surface water; (d) applying pressure; and optionally cooling the treated wood member prior to (e) providing post-treatment conditioning.
Providing Reduced MC Wood Member (Initial Moisture Content of Wood)
[0027] The wood member to which the present treatment is applied has a reduced moisture content (MC) compared to green wood. The reduction in MC may be achieved by any suitable method such as treatment in a kiln. The MC of the wood member will be less than about 19% or less than about 15%. Suitable ranges include MC of about 3% to about 19%, about 5% to about 15%, about 5% to about 12%, and about 5% to about 10%.
Pre-Heating
[0028] The pre-heating step may also be conducted by any suitable method. The pre-heating step is included to increase the temperature of the wood throughout the thickness of the wood and may also result in a further MC reduction. The preheating may be conducted in any suitable temperature range including about 250.degree. F. to about 500.degree. F. The preheating should be applied for a sufficient time to obtain a core temperature of about 250.degree. F. to about 500.degree. F. The MC of the wood member may about 5% or less at the completion of the preheating, such as about 2% to about 5%
Optional Water Application
[0029] Water may be applied to the surface only of the wood member, if desired. If used, the water may be applied in the form of liquid or steam. The addition of water may provide additional resistance and/or reduction of cupping and/or bowing in the wood member.
Applying Pressure
[0030] During the application of pressure, heat may also be applied to maintain the preheated core temperature of the wood member. The pressure may be applied by any known device such as a heated platen press, a continuous press, a series of mills, or a combination thereof. The pressing time may be about 10 seconds to about 60 minutes about 30 seconds to about 10 min. The pressure may be selected based on the species of wood and desired increase in density. Suitable ranges of pressures include about 500 psi to about 5000 psi, such as about 1500 psi to about 3500 psi. The pressing process may include a single press cycle or multiple press cycles. If desired, the wood member may be cooled after pressing.
Post-Treatment Conditioning
[0031] The post-treatment conditioning is important to maintaining the dimensional stability of the wood member. The post treatment may include the introduction of steam, humidity, heat, or combinations thereof. The post-treatment conditioning should raise the MC of the wood member. The MC may be that of any suitable construction material and may depend on the desired end use of the wood member. For example, the MC may be about 5 to about 10%, or about 7% to about 8%.
[0032] The features and advantages of the present invention are more fully shown by the following examples which are provided for purposes of illustration, and are not to be construed as limiting the invention in any way.
Examples
Color Change of the Material Appearance
[0033] Conditions [0034] Control [0035] 1.5 hour preheat at 375 F [0036] 1.5 hour preheat at 475 F [0037] Control [0038] 1.5 hour preheat at 375 F and 4 minute pressing 375 F and 3000 psi [0039] 1.5 hour preheat at 425 F and 4 minute pressing 425 F and 3000 psi [0040] Three samples per board. Each group had untreated controls [0041] Three replicates per condition [0042] Measured the color change on both top and bottom face of the specimen using X-Rite Model SP64 Spectrometer
[0042] .DELTA.E.sub.ab*= {square root over ((L.sub.2*-L.sub.1*).sup.2+(a.sub.2*-a.sub.1*).sup.2+(b.sub.2*-b.sub.1*).- sup.2)} [0043] Material [0044] Red Oak [0045] Hickory [0046] 13''.times.5.5'' 4/4 Lumber The color change table below indicates a greater color change for processing at 425 F, compared to 375 F.
TABLE-US-00001 [0046] Color change table Species and conditions Top - .DELTA.E Bottom - .DELTA.E HICKORY - Control No Preheat/No Press HICKORY - Preheat/Press 3.645698 1.943353852 375/375/4 min. HICKORY - Preheat/Press 9.478496 8.378549736 425/425/4 min. HICKORY - Control No Preheat/No Press HICKORY - Preheat 375/No Press 2.637723 2.668513909 HICKORY - Preheat 425/No Press 5.336167 5.013005495 Red Oak - Control No Preheat/No Press Red Oak - Preheat/Press 8.931624 6.42765546 375/375/4 min. Red Oak - Preheat/Press 21.99234 21.15111906 425/425/4 min. Red Oak - Control No Preheat/No Press Red Oak - Preheat 375/No Press 2.571813 4.201487458 Red Oak - Preheat 425/No Press 11.85161 7.752267843
Impact Resistance
Material
[0047] Red Oak, Walnut, Hickory and Basswood [0048] 15'' ball drop with a mass of 16 ounces [0049] Maximum depth measured with a Mitutoyo depth gauge [0050] 3 replicates per group [0051] 6 drops per replicate (specimen) [0052] The table, below, indicates that a greater resistance to denting results from an increase in pressure, i.e., increase in density.
TABLE-US-00002 [0052] Impact Resistance Table Species Pressure (psi) Average Depth (inches) Red Oak control 0.01997 Red Oak 1,529 0.00683 Red Oak 2,038 0.00622 Red Oak 2,548 0.00406 Red Oak 3,058 0.00372 Walnut control 0.02525 Walnut 1,154 0.00813 Walnut 1,538 0.01363 Walnut 1,923 0.00654 Hickory control 0.01058 Hickory 1,529 0.00753 Hickory 2,038 0.00744 Hickory 2,548 0.00489 Hickory 3,058 0.00506 Basswood Control 0.03781 Basswood 769 0.01044 Basswood 1,019 0.00719 Basswood 1,154 0.01531 Basswood 1,529 0.00686
FIG. 1 demonstrates the density increase (Mass/(Width, Length & Thickness)) for several treated samples and controls.
Environmental Chambers--4.6% EMC Conditions
[0053] Red Oak control and densified 5/8''.times.5''.times.RL material were machined and finished into finished flooring. This material was installed using mechanical fasteners to an already conditioned to 4.6 MC OSB subfloor in the environmental chamber. Measurements were taken using a set of feeler gauges at the side seams of joints of the flooring planks. This was completed initially, after 1 day, 7 day, 14 day and 21 day (28 day data is being collected today and tomorrow). The results can be seen in FIG. 2.
Vertical Density Profile (VDP)
[0054] 2''.times.2'' specimens were measured for the density through the thickness using an X-Ray analyzer to measure density at 0.001'' frequency through the thickness of the material. Quintek Measurement System Model QDP-01X was used for measuring VDP. FIG. 3 shows the reduction in variation in the VDP for Red Oak and Hickory.
Janka Testing
[0055] Resistance to denting was measure by a test commonly referred to as the Janka test. According to ASTM D143-14, the amount of force was measured as needed to embed a 0.444'' steel ball to half of its diameter into a wood sample. The densified values represent the average of six sample and the control values represent the published values from the Wood Handbook. The Janka values in the table, below demonstrate that significantly more force was required to dent the densified samples
TABLE-US-00003 Wood Type Janka Ball value (lb-f) Densified Hickory 3687 Densified Red Oak 3228 Brazilian Cherry - Control 2350 Mesquite- Control 2345 Hickory- Control 1820 Hard Maple- Control 1450 White Oak- Control 1360 Ash- Control 1320 Red Oak- Control 1290 Black Walnut- Control 1010 Black Cherry- Control 950
[0056] While there have been described what are presently believed to be the preferred embodiments of the invention, those skilled in the art will realize that changes and modifications may be made thereto without departing from the spirit of the invention, and it is intended to include all such changes and modifications as fall within the true scope of the invention.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.