Aseptic And Liquid Food Packaging With Aqueous Multibarrier Coatings And Methods Of Making Same
Fortin; Lori Jeanne
U.S. patent application number 15/948568 was filed with the patent office on 2020-10-08 for aseptic and liquid food packaging with aqueous multibarrier coatings and methods of making same. The applicant listed for this patent is Georgia-Pacific Bleached Board LLC. Invention is credited to Lori Jeanne Fortin.
| Application Number | 20200317413 15/948568 |
| Document ID | / |
| Family ID | 1000003334776 |
| Filed Date | 2020-10-08 |


| United States Patent Application | 20200317413 |
| Kind Code | A1 |
| Fortin; Lori Jeanne | October 8, 2020 |
ASEPTIC AND LIQUID FOOD PACKAGING WITH AQUEOUS MULTIBARRIER COATINGS AND METHODS OF MAKING SAME
Abstract
Coatings for packaging materials and, more specifically, aqueous coatings for paperboard substrates and methods of applying the coatings. The aqueous coatings may include light blocking particles.
| Inventors: | Fortin; Lori Jeanne; (Peachtree Corners, GA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000003334776 | ||||||||||
| Appl. No.: | 15/948568 | ||||||||||
| Filed: | April 9, 2018 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D21H 19/826 20130101; B65D 2565/387 20130101; D21H 19/38 20130101; D21H 5/22 20130101; D21H 19/828 20130101; D21H 19/84 20130101; D21H 19/24 20130101; D21H 5/003 20130101; D21H 19/824 20130101; B65D 65/42 20130101; B65D 2565/382 20130101 |
| International Class: | B65D 65/42 20060101 B65D065/42; D21H 21/36 20060101 D21H021/36; D21H 19/82 20060101 D21H019/82; D21H 19/84 20060101 D21H019/84; D21H 19/24 20060101 D21H019/24; D21H 19/38 20060101 D21H019/38; D21H 23/56 20060101 D21H023/56 |
Claims
1. A substrate for aseptic packaging, the substrate comprising at least a first layer and a second layer, wherein the first layer is disposed on a side of the substrate and the second layer disposed on the first layer, wherein each layer comprises a composition comprising an aqueous polymeric solution or dispersion dried to form a continuous film to provide distinct barrier functions.
2. The substrate of claim 1, wherein the first layer composition forms an oxygen gas barrier and the second layer composition forms a moisture vapor or liquid barrier.
3. The substrate of claim 2, wherein the first layer composition comprises a polyvinyl alcohol and the second layer composition comprises an acrylic latex dispersion.
4. The substrate of claim 1, wherein the first and second layers are coated on a side of the substrate intended for contact with food or liquid contents for the aseptic packaging.
5. The substrate of claim 4, further comprising a third layer, wherein the first, second, and third layers are coated on the side of the substrate, the third layer disposed on the second layer and being the top most layer.
6. The substrate of claim 1, wherein one of the first layer or the second layer forms a barrier to light.
7. The substrate of claim 6, wherein the barrier to light composition comprises a mixture of a carbon-black or aluminum particles and the composition of the other layer comprises a second polymer.
8. The substrate of claim 1, further comprising a third layer and a fourth layer placed on a second side of the substrate opposite the first and second layers.
9. The substrate of claim 1, wherein the substrate comprises a layer of paper or paperboard.
10. A method of manufacturing aseptic packaging, comprising the steps of: a. providing a substrate, wherein the substrate comprises a layer of paper or paperboard; b. providing a first coating composition; c. providing a second coating composition; and d. forming a plurality of barrier layers on a first side of the substrate.
11. The method of claim 10, wherein the forming a plurality of barrier layers on a first side of the substrate comprises: i. forming first barrier layer by coating the first coating composition as a film onto a first side of the substrate and drying the first coating composition; and ii. forming a second barrier layer by coating the second coating composition as a film on top of the first barrier layer and drying the second coating composition.
12. The method of claim 11, before forming a plurality of barrier layers, providing a third coating composition, and when forming the plurality of barrier layers further comprises forming a third barrier layer by coating the third coating composition as a film on top of the second barrier layer and drying the third coating composition.
13. The method of claim 12, wherein the third coating composition is the same as the first coating composition.
14. The method of claim 10, wherein the forming a plurality of barrier layers on a first side of the substrate comprises forming the plurality of barriers simultaneously by applying the first and the second coating compositions via curtain-coating or slide hopper coating
15. The method of claim 10, wherein the combination of the first barrier layer and the second barrier layer block oxygen and water vapor.
16. The method of claim 10, wherein the plurality of barrier layers forms a barrier to light.
17. The method of claim 10, wherein the first coating composition comprises a solution comprising a polyvinyl alcohol and the second coating composition comprises an acrylic latex dispersion.
Description
FIELD OF THE INVENTION
[0001] The present invention is directed to coatings for a variety of aseptic and liquid food packaging materials that provide improved total barrier properties for long-term storage. More specifically, the present invention is directed to aqueous coatings for packaging for foods and liquids and methods of applying the coatings. The aqueous coatings may include light blocking particles.
BACKGROUND OF THE INVENTION
[0002] Various materials have been used for the packaging of foods, liquids, and other materials that need protection from handling, moisture, water (liquid and vapor) oxygen, and light. Conventional barrier layers or films that are intended to reduce or inhibit the permeation of vapor typically include polyolefins, polyesters, polyvinylidene chloride, acrylic polymers, styrene acrylate, styrene butadiene, polyurethanes, polyamides, and metallic foils (aluminum). Polyvinyl alcohol (PVOH) and copolymers such as ethylene vinyl alcohol copolymer (EVOH) are known to have good oxygen barrier properties, but the performance is highly dependent on ambient relative humidity. Indeed, while a thin dispersion coated layer of PVOH or EVOH or a similar polymer may be suitable for packaging of dry products in a dry environment, such a layer is not ideal for liquid packaging unless encapsulated by water-vapor and liquid impervious layers. As such, a barrier layer including polyvinyl alcohol or copolymers thereof typically include additives, cross-linking agents, multivalent cations, and/or platy fillers; however, even with such additives, the oxygen barrier performance about 75 percent relative humidity is generally poor. In addition, crosslinking the polymer or including additives to improve the moisture resistance makes processing more difficult and more expensive and also may run afoul of existing food safety regulations for food packaging. Moreover, the crosslinking and inclusion of additives may affect pot life and therefore manufacturability.
[0003] Water-based polyurethanes can also have good oxygen barrier properties, but lack high gas and moisture vapor barrier under high humidity conditions. As such, a barrier layer including water-based polyurethane typically includes an inorganic filler or requires pre-treatment of the underlying substrate with a metal oxide layer or the use of a metallized film. For example, U.S. Patent Publication No. 2005/0084686 generally discloses aqueous gas barrier coatings that include dispersed polyurethane resins and layered inorganic materials, but the disclosure is limited to a one-coat system on the surface of the substrate or within a laminate system. U.S. Patent Publication No. 2008/0070043 generally discloses aqueous gas barrier coatings that include a polyurethane, but uses a metal oxide layer applied to the base film, i.e., underneath the coating, to achieve the desired gas water vapor barrier properties.
[0004] Metallized substrates have also been independently employed to provide a gas barrier. However, such metallized substrates are typically expensive and, because of their low flexibility, are commonly used as an intermediate layer of a laminated structure.
[0005] Indeed, as a result of the shortcomings of the conventional coatings used in packaging materials for food and liquid materials, the packaging material is generally always coated with a laminate, i.e., a bulk core layer of paper or paperboard and an outer laminate layer that includes multiple liquid barrier layers of thermoplastics. And, in order to ensure that the packaging for liquids and aseptic packaging has both water vapor barrier properties and oxygen barrier properties, the outer laminate layer generally includes at least one foil layer, e.g., aluminum foil. As long as the aluminum foil is not damaged, the presence in the laminate effectively prevents any molecules existing in the environment around the package or in the packaged product from migrating in any direction through the foil. In fact, there are few known aseptic packaging materials or liquid packaging materials that do not include a foil laminate and those known are typically difficult to process because they require expensive co-extruded layers or are much thicker than foil laminates and, thus, more expensive to produce.
[0006] In addition to the use of laminates to provide barrier properties to packaging materials, conventional barrier layers or films for liquid packaging materials and those materials intended for aseptic packaging are also commonly applied via melt extrusion coating. However, as generally discussed above, melt extrusion coating complicates processing of the packaging and increases the expense. European Patent Publication No. 2 199 077 generally describes aseptic packaging for liquid or wet food that includes a core substrate, a first heat sealable polyolefin layer applied to the outside of the core substrate, an oxygen gas barrier layer formed by liquid film coating and applied to the inner side of the core substrate, a water vapor barrier layer disposed on the oxygen gas barrier layer, and a second heat sealable polyolefin layer applied on to the water vapor barrier layer. The water vapor barrier layer is laminated to the oxygen gas barrier layer via direct extrusion or co-extrusion coating of the polyolefin-based water vapor barrier layer. The second heat sealable polyolefin layer is also directly extruded onto the water vapor barrier layer or co-extrusion coated together with the water vapor barrier layer. As such, even though this reference teaches a non-foil paper or paperboard packaging laminate for aseptic packaging, the formation of the packaging requires laminates and extrusion coating.
[0007] It has been recognized that barrier layers applied by liquid film or aqueous coating may help to reduce complexity in converting operations. In addition, such liquid film coating may reduce overall material usage and eliminate manufacturing steps. However, as discussed above, such liquid film coating applications only exist in single water-based barrier layer coatings in combination with melt extruded or laminated layers.
[0008] Moreover, while light shielding is typically accomplished through the paperboard itself, manufacturers currently use an additional metal foil lamination layer to further block light from transmitting through the packaging. It would be advantageous to eliminate the need for the additional lamination step and accomplish the light shielding trait through aqueous coating.
[0009] As such, there remains a need in the art for aqueous multi-barrier coatings and methods of application that reduce the need for or completely eliminate additional extrusion or lamination steps but still achieve the desired moisture resistance, water vapor barrier properties, and light shielding.
SUMMARY OF THE INVENTION
[0010] The present invention is directed to aqueous coating compositions for use in packaging materials for aseptic and liquid packaging, the packaging materials derived therefrom, and methods of making the packaging materials. In an aspect, the invention is directed to a packaging material having a substrate comprising at least two layers thereon, wherein the at least two layers comprise a first layer and a second layer disposed on the first layer, wherein the first and second layers each comprise a composition comprising an aqueous polymeric solution or dispersion, and wherein the composition is dried to form a continuous film to provide distinct barrier functions. In an aspect, the substrate can include treated or untreated paper and/or paperboard.
[0011] The first and second layers can be different compositions from one another. In an aspect, the first layer composition, coated onto the substrate, can be used to form an oxygen gas barrier and the second layer, coated on the first layer, can form a water liquid and vapor barrier. In such instances, the first layer composition can include an acrylic latex dispersion and the second layer composition can include a polyvinyl alcohol. In other embodiments, the first and second layers can form gas barriers and barriers to light. In one aspect, the layers can be coated on the inside side of a substrate (i.e., the side intended for contact with the packaged liquid or food). If only one side of the substrate is to be coated, it is preferable that the inside side of the substrate be coated. In some instances, compositions are applied at a wet thickness to the substrate of about 100 g/m.sup.2 or less. In another instances, the compositions are applied at a dry thickness of about 30 g/m.sup.2 or less.
[0012] The substrate can also include a third layer composition comprising an aqueous polymeric solution or dispersion. In such instances, the first layer and the third layer can be same composition, or different compositions. In other embodiments, the substrate can include six layers, where the fourth, fifth, and sixth layers are placed on a side of the substrate exposed to a product contained in the packaging. In such aspects, the first and fourth layers can have the same composition. In other aspects, the substrate can include four layers of an aqueous polymeric solution or dispersion compositions. In such aspects, the third and fourth layers can be placed on a side of the substrate that is exposed to the atmosphere.
[0013] In an aspect, the food packaging material can include least two barrier providing layers, with the first layer forming a liquid and water vapor barrier. In such aspects, the composition can include an acrylic latex dispersion. In an aspect, the composition of the second layer forms an oxygen gas barrier, and can be made of a polyvinyl alcohol. In an embodiment, the liquid barrier layer can be between the outer layer and the substrate. In other embodiments, the oxygen barrier can between the substrate and the outer layer. In instances where the substrate includes three layers, the second layer can be between the first and third layers, with the first layer adjacent the substrate and the third layer being the topmost layer. In an aspect, the first, second, and third layers are coated on the inside of the substrate. In an aspect, the third layer can comprise an acrylic latex dispersion.
[0014] In an aspect, the compositions of the first and second layers of the substrate of the food packaging product can vary. For example, in one embodiment, the first layer comprises a polyurethane latex dispersion and the composition of the second layer comprises an acrylic latex dispersion. In such an embodiment, the second layer can be the topmost layer, adjacent to the first layer opposite the substrate, and vice versa. Further, the first and second layers can be coated on the side of the substrate intended for the interior of the container. In another aspect, the composition of the first layer can include a mixture of polyvinyl acetate dispersion and a carbon-black dispersion and the composition of the second layer can include a polyolefin dispersion.
[0015] In another embodiment, the compositions of the layers coated on the substrate can include additives. For example, any of the compositions of the layers can include additives. In such aspects, the additives can include fillers designed to enhance barrier characteristics, manufacturability, or other functions. For example, the fillers can include light absorbing fillers, odor control additives, light scattering particles (e.g., applied in a polymeric matrix), scavengers (oxygen, CO2, ethylene, etc.), thickeners, surfactants, inorganics, antimicrobials, preservatives, friction control, anti-blocking, and the like.
[0016] In another aspect, the invention is directed at a method of manufacturing aseptic packaging. The method can include the steps of providing a substrate, providing a first and second coating composition, and forming a plurality of barrier layers on a first side of the substrate by forming a first barrier layer by coating and drying the first coating composition as a film onto the substrate, and forming a second barrier layer by coating and drying the second coating as a film on top of the first barrier layer. In one embodiment, the plurality of barrier layers can be coated simultaneously. In an aspect, the substrate can include a layer of paper or paperboard. In another aspect, the first composition can include an acrylic latex dispersion. The second composition can include a polyvinyl alcohol. The method can also include forming a third barrier layer by coating and drying a third coating composition on top of the second barrier layer. In such aspects, the first and third compositions can be the same or different. In some aspects, the first and second barrier layers are formed to block oxygen and water vapor. In other aspect, the second layer can form a barrier to light.
[0017] This summary does not limit the scope of the claimed subject matter. Furthermore, the claimed subject matter is not constrained to the limitations that solve any or all disadvantages noted in any part of this disclosure. Features, aspects and advantages of the present invention are understood with reference to the following description, appended claims and accompanying figures.
BRIEF DESCRIPTION OF THE DRAWINGS
[0018] Further features and advantages of the invention can be ascertained from the following detailed description that is provided in connection with the drawing(s) described below:
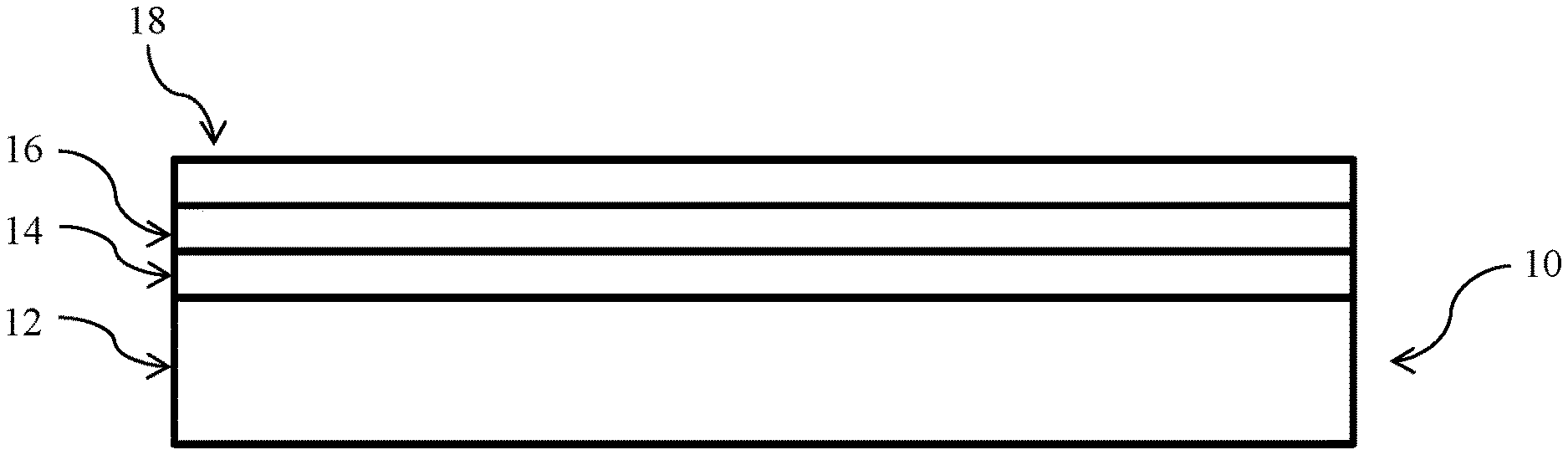
[0019] FIG. 1 is a cross-section of an embodiment of a packaging material produced according to the invention;
[0020] FIG. 2 is a cross-section of another embodiment of a packaging material produced according to the invention;
[0021] FIG. 3 is a cross-section of another embodiment of a packaging material produced according to the invention; and
[0022] FIG. 4 is a cross-section of another embodiment of a packaging material produced according to the invention.
DETAILED DESCRIPTION OF THE INVENTION
[0023] The present invention is directed to aqueous coating compositions for use in packaging materials for aseptic and liquid packaging, the packaging materials derived therefrom, and methods of making the packaging materials. As used herein, "aseptic packaging" refers to packaging in which a previously sterilized food is packed in a similarly previously sterilized package under aseptic conditions. An aseptic package is distinguishable from other types of liquid packaging in that the contents of the package may be stored in the package for up to months and even longer at ambient temperature, without the contents deteriorating or being ruined. However, packaging in which the food must, throughout its entire storage time in the package, be kept refrigerated (at most approx. 8.degree. C.) in order not to deteriorate or be completely ruined is also contemplated for use with the present invention. Moreover, retortable packages that are intended to be filled with food and, after sealing, be subjected to a heat treatment for the purposes of extending shelf-life at elevated temperature in an atmosphere of high relative humidity are also contemplated for use with the present invention. The aqueous coating compositions described herein may be applied to suitable substrates to achieve improved moisture resistance, water vapor barrier, oxygen barrier, and light shielding.
[0024] The packaging materials of the present invention may include multiple barrier layers applied via aqueous coating onto an untreated or pre-treated substrate. For example, according to some aspects of the invention, a packaging material of the present invention may include a substrate and at least two aqueous coating barrier layers disposed thereon. In other aspects, a packaging material of the present invention may include a substrate and at least three aqueous coating barrier layers disposed thereon. In an aspect, such coatings are applied in-line on the same machine forming the paper base. The coating compositions, packaging, and methods of making are described in greater detail below.
Aqueous Coating Compositions
[0025] The aqueous coating compositions may vary depending on the objective of the barrier layer formed therefrom and the placement of the particular barrier layer in the multi-barrier layer coating system.
Polymeric Dispersions and Solutions
[0026] The aqueous coating compositions described herein may be in the form of a continuous phase solution. That is, the barrier-forming polymeric components of the aqueous formulation are completely dissolved in the base solvent (e.g., water). In this aspect, the polymer resin is dissolved in an aqueous medium, for example, water. In another embodiment, the aqueous coating compositions described herein may be in the form of a dispersion. That is, the polymer resin is dispersed (for example, is present as small particles) in an aqueous medium such as water.
[0027] In one aspect, the aqueous coating compositions may include acrylic latex dispersions. Without being bound by any particular theory, it is believed that the use of acrylics in the aqueous coating composition of the invention may provide superior liquid and water vapor barrier properties. For instance, an aqueous coating layer including the use of one or more acrylic latex dispersions is resistant to aqueous liquids and provides a moisture vapor barrier. Additionally, the use of one or more acrylics in the aqueous coating composition of the invention provides superior heat sealing characteristics. Suitable examples of acrylic polymers useful in forming acrylic latex dispersions for use with the present invention include, but are not limited to, acrylic polymers, styrene-acrylic copolymers, styrene-acrylic acrylonitrile terpolymers, and derivatives thereof. Examples of commercially available acrylic latex dispersions for use with the present invention include JONCRYL.RTM. 74, 89, 537, and 538 from BASF Corporation, ACRONAL.RTM. dispersions from BASF Corporation, RHOPLEX.TM. dispersions from The Dow Chemical Company, and dispersions from Mallard Creek Polymers, Trinseo, Archroma, and Synthomer.
[0028] In another embodiment, the aqueous coating composition of the invention includes a polyvinyl alcohol (PVOH) solution, an ethyl vinyl alcohol (EVOH) solution, or combinations thereof. Without being bound by any particular theory, since PVOH and EVOH have high oxygen gas barrier properties, are relatively easy to use as a liquid film coating, and have high odor barrier properties, it is believed that the use of an aqueous coating including PVOH, EVOH, or a combination thereof in at least one coating layer will improve overall barrier properties of packaging material for aseptic and liquid packaging. One example of a commercially available PVOH for use in this aspect of the invention includes SELVOL.TM. Polyvinyl Alcohol 21-205 Solution from Sekisui Specialty Chemicals America, LLC. An example of a commercially available EVOH for use in this aspect of the invention includes EXCEVAL.TM. RS-2117 from Kuraray.
[0029] In this aspect, the coating composition may include, along with the PVOH, EVOH, or combination thereof, a polymer or compound with functional carboxylic acid groups. Suitable examples of such a polymer with functional carboxylic acid groups include, but are not limited to ethylene acrylic acid copolymer (EAA), ethylene methacrylic acid copolymers (EMAA), or mixtures thereof. If included, this polymer may be present in an amount of about 1 percent to about 20 percent by weight of the dry coating, preferably about 5 percent to about 15 percent by weight of the dry coating. The coating composition may also include inorganic compounds such as metal oxides.
[0030] In yet another embodiment, the aqueous coating composition of the invention includes a polyurethane latex dispersion. As used herein, the term "polyurethane" refers to a polymer including multiple urethane (--NH--C(O)--O--) linkages within the backbone and, optionally, urea linkages (NH--C(O)--NH--) within the backbone. As used herein, a "polyurethane latex dispersion" refers to a polyurethane resin that, when neutralized, forms a stable dispersion in water or a water-miscible solvent. In this regard, the water-miscible solvent may be a single solvent or a blend of solvents, e.g., methanol, ethanol, propanol, and combinations thereof. The water-miscible solvent may also be a mixture of water and at least one water-miscible solvent.
[0031] Without being bound to any particular theory, the use of certain polyurethane latices in the aqueous coating composition of the invention confers an array of beneficial properties to the packaging material. For example, the polyurethane latex dispersion can provide good oxygen-barrier properties, high flexibility, and good adhesion with various substrates. In this aspect, the polyurethane latex dispersion may incorporate a neutralizable acid group or other anionic hydrophilic group that may be neutralized with a neutralizing agent. Suitable polyurethanes generally include the reaction product of at least one isocyanate-containing component, a polyisocyanate, and at least one isocyanate-reactive component, e.g., a hydroxy-terminated component or an amine-terminated component. Any isocyanate-containing component available to one of ordinary skill in the art is suitable for use according to the present invention including, but not limited to, 4,4'-diphenylmethane diisocyanate (MDI); polymeric MDI; carbodiimide-modified liquid MDI; 4,4'-dicyclohexylmethane diisocyanate (H.sub.12MDI); p-phenylene diisocyanate (PPDI); m-phenylene diisocyanate (MPDI); toluene diisocyanate (TDI); 3,3'-dimethyl-4,4'-biphenylene diisocyanate (TODI); isophoronediisocyanate (IPDI); hexamethylene diisocyanate (HDI); naphthalene diisocyanate (NDI); xylene diisocyanate (XDI); p-tetramethylxylene diisocyanate (p-TMXDI); m-tetramethylxylene diisocyanate (m-TMXDI); ethylene diisocyanate; propylene-1,2-diisocyanate; tetramethylene-1,4-diisocyanate; cyclohexyl diisocyanate; 1,6-hexamethylene-diisocyanate (HDI); dodecane-1,12-diisocyanate; cyclobutane-1,3-diisocyanate; cyclohexane-1,3-diisocyanate; cyclohexane-1,4-diisocyanate; 1-isocyanato-3,3,5-trimethyl-5-isocyanatomethylcyclohexane; methyl cyclohexylene diisocyanate; triisocyanate of HDI; triisocyanate of 2,4,4-trimethyl-1,6-hexane diisocyanate (TMDI); tetracene diisocyanate; napthalene diisocyanate; anthracene diisocyanate; isocyanurate of toluene diisocyanate; uretdione of hexamethylene diisocyanate; and mixtures thereof.
[0032] Any hydroxy-terminated component available to one of ordinary skill in the art is suitable for use in forming the polyurethane latex dispersion including, but not limited to, polyether polyols, hydroxy-terminated polybutadiene (including partially/fully hydrogenated derivatives), polyester polyols, polycaprolactone polyols, and polycarbonate polyols. Any amine-terminated component available to one of ordinary skill in the art is suitable for use in forming the polyurethane latex dispersion including, but not limited to, 3,5-dimethylthio-2,4-toluenediamine and isomers thereof 3,5-diethyltoluene-2,4-diamine and isomers thereof, such as 3,5-diethyltoluene-2,6-diamine; 4,4'-bis-(sec-butylamino)-diphenylmethane; 1,4-bis-(sec-butylamino)-benzene, 4,4'-methylene-bis-(2-chloroaniline); 4,4'-methylene-bis-(3-chloro-2,6-diethylaniline); polytetramethyleneoxide-di-p-aminobenzoate; N,N'-dialkyldiamino diphenyl methane; p,p'-methylene dianiline; m-phenylenediamine; 4,4'-methylene-bis-(2-chloroaniline); 4,4'-methylene-bis-(2,6-diethylaniline); 4,4'-methylene-bis-(2,3-dichloroaniline); 4,4'-diamino-3,3'-diethyl-5,5'-dimethyl diphenylmethane; 2,2',3,3'-tetrachloro diamino diphenylmethane; trimethylene glycol di-p-aminobenzoate; and mixtures thereof. The polyurethane latex dispersion may also include a curative that is an amine-terminated component or a hydroxy-terminated component. The polyurethane may be saturated or unsaturated.
[0033] The polyurethane latex dispersion may be formed according to any method known in the art including the one-shot technique or the prepolymer technique. In particular, in the one-shot technique, the isocyanate-containing component, isocyanate-reactive component, and curing agent are reacted in one step. The prepolymer technique involves a first reaction between an isocyanate-containing component and an isocyanate-reactive component to produce a prepolymer, and a subsequent reaction between the prepolymer and hydroxy and/or amine-terminated curing agent. In one embodiment, the polyurethane latex dispersion includes a prepolymer formed from the reaction product of an isocyanate and a polyol or a polyamine, which is then emulsified and reacted with an amine-terminated or hydroxy-terminated component. A particularly suitable commercially available polyurethane latex dispersion is TAKELAC.TM.WPB-341 from Mitsui Chemicals. Other examples of suitable commercially available polyurethane dispersions include, but are not limited to, BAYHYDROL.RTM. polyurethane dispersions from Covestro, SANCURE.TM. from Lubrizol, LUPHEN.RTM., EPOTAL.RTM., and EMULDUR.RTM. from the BASF Corporation, and polyurethane dispersions from Alberdinck Boley.
[0034] In still another embodiment, the aqueous coating composition includes a chlorinated polymer. For example, the aqueous coating composition may include a polyvinylidene chloride (PVdC) based latex. More specifically, the PVdC may be a homopolymer of PVDC and its copolymers and blends. Examples of copolymers suitable for use in this aspect of the invention include those with polyvinyl chloride (PVC) and chlorinated PVC (CPVC) and other copolymers containing any moiety derived from copolymerization with an active double bond such as an alkene, haloalkene or any of the acrylic containing monomers. Most commonly, in a latex dispersion, VdC is copolymerized with methyl methacrylate, methyl acrylate, butyl acrylate and/or acrylonitrile. One example of a commercially available family of PVdC copolymers for use with the present invention is DIOFAN.RTM. from Solvay Specialty Polymers. Another example of a commercially available PVdC for use with the present invention is DARAN.RTM. PVdC dispersions available from Owensboro Specialty Polymers, Inc.
[0035] In yet another embodiment, the aqueous coating composition includes a polyolefin dispersion. The polyolefin dispersion may be made by polymerizing olefins such as ethylene, propylene, butene-1, pentene-1,4-methylpent-1-ene, and the like, in any conventional manner. In an aspect, using mechanical dispersion technology developed by Dow (commonly practiced under the BLUEWAVE.TM. mark), large polyolefin pellets are processed with a specially designed high-temperature polymer dispersant system. Water and neutralizer are added, resulting in a High Internal-Phase Emulsion (HIPE) that locks in the particle size needed for thin-film coatings. The emulsion is then diluted with water to create a stable suspension of polymer particles that are approximately 1 micron in diameter. These particles remain suspended in water until applied to a surface. Non-limiting examples of polyolefins suitable for use in this aspect of the invention include high-density polyethylene (HDPE), polypropylene, low-density polyethylene (LDPE), very low-density polyethylene (VLDPE), linear low-density polyethylene (LLDPE), polybutylene (PB), and blends thereof. Examples of commercially available polyolefin dispersions for use with the present invention include HYPOD.TM. polyolefin dispersions from The Dow Chemical Company or Aquaseal dispersions available from Paramelt.
[0036] In still another embodiment, the aqueous coating composition may include a polyester aqueous dispersion. The present invention contemplates the use of any aliphatic, semi-aromatic, or aromatic polyester. Non-limiting examples of polyesters suitable for use in this aspect of the invention include polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, polyethylene terephthalate, vectran, and their derivatives. Examples of commercially available polyester aqueous dispersions for use with the present invention include EvCote.TM. polyester aqueous dispersions from AkzoNobel and Eastek.TM. polyester aqueous dispersions from Eastman Chemical Company. The aqueous coating composition may also include aqueous dispersions of biodegradable polyesters. Biodegradable polyesters are advantageous in that such polyesters are biocompatible and have short degradation times. In one embodiment, the biodegradable polyester is an aliphatic polyester. Examples of aqueous dispersions of biodegradable polyesters for use with the aqueous coating systems of the present invention include, but are not limited to, polylactic acid, polyhydroxyalkanoate, polyglycolic acid, poly- -caprolactone, polyhydroxybutyrate, and poly(3-hydroxy valerate).
[0037] In another embodiment, the aqueous coating composition may include styrene butadiene. Examples of commercially available styrene butadiene products include GenFlo from Omnova Solutions as well as products from BASF, Trinseo and Synthomer. In still another embodiment, the aqueous coating composition includes vinyl polymers or copolymers derived from moieties such as ethylene (for example, ethylene vinyl acetate), polystyrene, polyacrylonitrile, and polyvinyl acetate. One example of a commercially available polyvinyl acetate dispersion for use with the present invention is SUNBOND.TM. 3410 from Omnova Solutions.
[0038] The polymeric solutions and dispersions discussed above may be present in the aqueous coating composition in varying weight and volume percentages. The weight and volume percent of the polymeric solutions and dispersions will depend on the other components present in the composition. However, the volume percentage should be selected so that the barrier-providing polymeric solution or dispersion component forms a continuous and contiguous arrangement, in order to form an interconnected network. In addition, the volume percentage of the polymeric component should be selected so as to maintain the mechanical integrity of the substrate to be coated. In one embodiment, the polymeric component is present in the aqueous coating composition, on a dry volume basis, in an amount of about 35 volume percent to about 100 volume percent. In another embodiment, the polymeric component is present in the aqueous coating composition, on a dry volume basis, in an amount of about 50 volume percent to about 99 volume percent. In still another embodiment, the polymeric component is present in the aqueous coating composition, on a dry volume basis, in an amount of about 75 volume percent to about 95 volume percent.
[0039] In each of the coating compositions discussed above, the coating composition includes about 99 percent to about 60 percent of the dispersion, latex, or mixture by weight of the dry coating composition. In one embodiment, the coating composition includes about 99 percent to about 70 percent of the dispersion, latex, or mixture by weight of the dry coating composition. In another embodiment, the coating composition includes about 99 percent to about 75 percent of the dispersion, latex, or mixture by weight of the dry coating composition. In still another embodiment, the coating composition includes about 95 percent to about 80 percent of the dispersion, latex, or mixture by weight of the dry coating composition.
Additives
[0040] Any of the coating systems discussed herein may include one or more additives. In one embodiment, the polymeric solutions and dispersions of the present invention may include one or more light absorbing or scattering fillers. As used herein, the term "light absorbing filler" refers to an additive that is capable of absorbing light and providing opacity to the substrate after application of the aqueous coating composition, for example, the packaging material ultimately formed using the aqueous coating composition. Non-limiting examples of light absorbing fillers contemplated for use with the present invention include metal flakes, metal paste, metal nanoparticles, carbon black, dyes, pigmented colorants, titanium dioxide, and hollow sphere particles such as the commercially available ROPAQUE.TM. hollow sphere polymeric pigments from The Dow Chemical Company and Expancel Microspheres from AkzoNobel.
[0041] In one embodiment, the polymeric solutions and dispersions of the present invention may include aluminum flakes, paste, or nanoparticles as a light reflecting filler. For example, the aqueous coating composition may include a polyolefin dispersion and aluminum flakes or paste. One example of a commercially available aluminum paste for use with the present invention is STAPA IL HYDROLAN 801 55900/G from Eckart GmbH. The aluminum flakes may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 10 percent to about 90 percent by weight of the coating composition. In another embodiment, the aluminum flakes may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 12 percent to about 83 percent by weight of the coating composition. In still another embodiment, the aluminum flakes may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 25 percent to about 75 percent by weight of the coating composition. In yet another embodiment, the aluminum flakes may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 35 percent to about 65 percent by weight of the coating composition. The aluminum flakes may also be present in the aqueous coating composition, on a dry volume basis, in an amount of about 2 volume percent to about 65 volume percent. In another embodiment, the aluminum flakes may be present in the aqueous coating composition, on a dry volume basis, in an amount of about 10 volume percent to about 50 volume percent. In still another embodiment, the aluminum flakes may be present in the aqueous coating composition, on a dry volume basis, in an amount of about 15 volume percent to about 40 volume percent.
[0042] In another embodiment, any of the polymeric solutions and dispersions of the present invention may include carbon black, for example, a carbon black dispersion, as a light absorbing filler. For example, the aqueous coating composition may include a mixture of a polyvinyl acetate dispersion and a carbon-black dispersion. One example of a commercially available carbon black dispersion for use with the present invention is AQUABLAK.RTM. 8328 from Solution Dispersions. The carbon black may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 5 percent to about 80 percent by weight of the coating composition. In another embodiment, the carbon black may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 9 percent to about 77 percent by weight of the coating composition. In still another embodiment, the carbon black may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 15 percent to about 65 percent by weight of the coating composition. In yet another embodiment, the carbon black may be present in the aqueous coating composition, on a dry weight basis, in an amount of about 20 percent to about 55 percent by weight of the coating composition. The carbon black may also be present in the aqueous coating composition, on a dry volume basis, in an amount of about 2 volume percent to about 65 volume percent. In another embodiment, the carbon black may be present in the aqueous coating composition, on a dry volume basis, in an amount of about 10 volume percent to about 50 volume percent. In still another embodiment, the carbon black may be present in the aqueous coating composition, on a dry volume basis, in an amount of about 15 volume percent to about 40 volume percent.
[0043] The coating compositions may also include additives such as thickeners, surfactants, inorganics, oxygen scavengers, scavengers for other gases such as carbon dioxide or ethylene, antimicrobials, preservatives, friction control, anti-blocking, colorants, dispersion stabilizers, and combinations thereof.
[0044] Inorganic additives are also contemplated for use in the aqueous coating compositions of the invention. Examples of inorganic additives suitable for use with the present invention include, but are not limited to, calcium carbonate, talc, clays, and nanoparticulates such as nanoparticulate clays. In one embodiment, the inorganic additive is a platy nanoparticulate, i.e., a particulate with a high aspect ratio and a low particle size. In this aspect, the aspect ratio of the inorganic additive may be greater than about 20 in its exfoliated form. In one embodiment, the aspect ratio of the inorganic additive ranges from about 50 to about 10,000. In another embodiment, the aspect ratio of the inorganic additive ranges from about 50 to about 5,000. In yet another embodiment, the nanoparticulate preferably has a particle size in at least one dimension of less than about 100 nm. In one embodiment, the nanoparticulate has a particle size of about 50 nm or less. In another embodiment, the nanoparticulate has a particle size of about 20 nm or less. For example, the nanoparticulate may have a particle size of about 5 .mu.m or less. Without being bound by any particular theory, it is believed that the use of such play nanoparticulates improve the barrier properties by creating a more difficult path for gas molecules to traverse the barrier coating.
[0045] Suitable nanoparticulates include, but are not limited to, kaolin, kaolinite, antigorite, smectite, vermiculite, bentonite, illite, mica, laponite, dickite, nacrite, halloysite, antigorite, chrysotile, pyrophyllite, montmorillonite, hectorite, saponite, sauconite, sodium tetrasilicic mica, sodium taeniolite, margarite, vermiculite, phlogopite, xanthophyllite, atapulgite, zeolite, boehmite, diatomaceous and fuller's earth, calcined aluminium silicate, hydrated aluminium silicate, magnesium aluminium silicate, sodium silicate, magnesium silicate, and combinations thereof.
[0046] When included, the inorganic additive may be present in an amount of about 5 percent to about 40 percent by weight of the dry coating composition. In one embodiment, the inorganic additive is present in an amount of about 10 percent to about 40 percent by weight of the dry coating composition. The inorganic additive may also be present in the aqueous coating composition, on a dry volume basis, in an amount of about 2 volume percent to about 65 volume percent. In another embodiment, the inorganic additive may be present in the aqueous coating composition, on a dry volume basis, in an amount of about 10 volume percent to about 50 volume percent. In still another embodiment, the inorganic additive may be present in the aqueous coating composition, on a dry volume basis, in an amount of about 15 volume percent to about 40 volume percent.
[0047] When included, the dispersion stabilizer may be present in an amount of about 1 percent or less by weight of the dry coating composition.
Packaging Materials Formed According to the Invention
[0048] The packaging materials formed according to the invention may include multiple barrier layers formed from the coating compositions of the invention. For example, in one embodiment, the packaging material may include at least two barrier layers formed from the aqueous coating compositions of the invention. In another embodiment, the packaging material may include at least three barrier layers formed from the aqueous coating compositions of the invention. The multiple barrier layers may be coated on a single side of the substrate or may be coated on both sides of the substrate. Various embodiments are described below.
[0049] The underlying substrate may be paper, paperboard, or any fibrous board base conventionally used in aseptic packaging, liquid packaging, or retortable packaging. As such, the term "substrate" includes, without limitation, materials such as packaging films (including antiseptic, corrosion protective, vacuum and controlled atmosphere packages), paper, paperboard, carton, and other fibrous board bases used for packaging. The substrate may have a thickness of from about 100 .mu.m up to about 600 .mu.m. For instance, in the case of aseptic packaging, the substrate may have a caliper from about 9 pt. to about 20 pt. In the case of gable top cartons, the substrate may have a caliper from about 14 pt. to about 22 pt. The surface weight of the substrate may vary depending on factors such as the machine design and manufacturing conditions. However, in one embodiment, the surface weight of the substrate may be about 50 g/m.sup.2 to about 500 g/m.sup.2. In one embodiment, the surface weight of the substrate is about 200 g/m.sup.2 to about 300 g/m.sup.2. In another embodiment, the surface weight of the substrate is about 50 g/m.sup.2 to about 150 g/m.sup.2. For example, the surface weight of the substrate may be about 75 g/m.sup.2 to about 125 g/m.sup.2.
[0050] The substrate may be untreated or pre-treated. However, as used herein, when the substrate is pre-treated, the pre-treatment will be considered part of the substrate. A variety of pre-treatments may be used depending upon the identity and utility of the substrate. In one embodiment, a size press application may be applied in order to improve the holdout properties of the substrate. In another embodiment, the substrate may be coated with clay and/or calcium carbonate and a styrene-acrylate binder. In another embodiment, a pigmented smoothing layer and/or other pre-coats can be applied in the substrate. In still another embodiment, the paperboard may be calendared to improve smoothness. The substrate can be treated and/or selected to have other characteristics, including, but not limited to, flexibility (resistance to score cracking), brightness, and anti-wicking properties. In yet another embodiment, an adhesion promoter may be applied to the substrate.
[0051] In an aspect, the packaging material includes a substrate that has a first layer coated on a first side of the substrate, and a second layer coated on the first layer, placing the first layer between the substrate and the second layer. In an aspect, the second layer is oriented to be in contact with the contents that the packaging material is used to contain. In such aspects, the second layer can be configured to be a liquid and vapor barrier and the first layer is an oxygen gas barrier. In such instances, the barriers are placed closest to the most likely occurrence of exposure in which they are trying to block, protecting the adjacent layers to potential exposure to which they could be sensitive too. For example, when the packaging material is used to contain a food item, which can include liquid and other vapors, the second layer, acting as a vapor and liquid barrier, can operate more efficiently to block the adjacent materials from crossing into the first layer. Likewise, the first layer, being adjacent the substrate and hence oxygen from exterior exposure, can prevent oxygen from entering or reaching the second layer and the food items.
[0052] In one embodiment, as shown in FIG. 1, the packaging material 10 has barriers layers 14, 16, 18 on only one side of the substrate 12. However, in other aspects, the substrate 12 can be surrounded by three barrier layers on each side. As shown, the packaging material 10 includes a first aqueous coating layer 14 formed from a first aqueous coating composition, a second aqueous coating layer 16 formed from a second aqueous coating composition, and a third aqueous coating layer 18 formed from a third aqueous coating composition. In this aspect, the third aqueous coating layer 18 is the topmost layer, i.e., the layer exposed to the atmosphere or packaged food, the second aqueous coating layer 16 is located in between the third aqueous coating layer 18 and the first aqueous coating layer 14, and the first aqueous coating layer 14 is the bottommost layer, i.e., the layer disposed directly on the substrate 12. The first, second, and third aqueous coating compositions 14, 16, 18 respectively may be the same or different. For example, in one embodiment, the first aqueous coating composition 14 is the same as the third aqueous coating composition 18, but different from the second aqueous coating composition 16.
[0053] In another embodiment, as shown in FIG. 2, the packaging material 20 includes a first aqueous coating layer 24 formed from a first aqueous coating composition and a second aqueous coating layer 26 formed from a second aqueous coating composition. In this aspect, the second aqueous coating layer 26 is the topmost layer, i.e., the layer exposed to the atmosphere or the packaged food or liquid, and the first aqueous coating layer 24 is the bottommost layer, i.e., the layer disposed directly on the substrate 22. The first and second aqueous coating compositions may be the same or different. For example, in one embodiment, the first aqueous coating composition is different from the second aqueous coating composition.
[0054] In one embodiment, the packaging material 10 includes a first aqueous coating layer 14 formed from a coating composition including an acrylic latex dispersion, a second aqueous coating layer 16 formed from a coating composition including PVOH, EVOH, or a combination thereof, and a third aqueous coating layer 18 formed from a coating composition including the acrylic latex dispersion. In this aspect, as shown in FIG. 1, the third aqueous coating layer 18 is the topmost layer, i.e., the layer exposed to the atmosphere and/or the packaged food or liquid, and the first aqueous coating layer 14 is the bottommost layer, i.e., the layer disposed directly on the substrate 12. Without being bound to any particular theory, since PVOH, EVOH, or a combination thereof has good oxygen barrier properties but poor moisture vapor barrier properties and moisture resistance and acrylics have good liquid barrier and heat seal properties, the second aqueous coating layer 16 resides between coating layers 14 and 18 that each include an acrylic latex dispersion. Indeed, the PVOH, EVOH, or combination thereof is encapsulated with a moisture-resistant coating (i.e., the acrylic latex dispersion) in order to minimize or mask the humidity-dependence of the internal PVOH/EVOH oxygen barrier performance. This three-layer coating configuration may also be applied to the inside of a substrate, i.e., the third aqueous coating layer 18 is exposed to the contents of the packaging rather than the atmosphere.
[0055] In another embodiment, the packaging material 20 includes a first aqueous coating layer 24 formed from a coating composition including a polyurethane latex dispersion and a second aqueous coating layer 26 formed from a coating composition including an acrylic latex dispersion. In this aspect, as shown in FIG. 2, the second aqueous coating layer 26 is the topmost layer, i.e., the layer exposed to the atmosphere, and the first aqueous coating layer 24 is the bottommost layer, i.e., the layer disposed directly on the substrate 22. Without being bound to any particular theory, since water-based polyurethanes have high oxygen resistance but are often limited to non-direct-contact food packaging applications from a health and safety perspective, a second (top) layer formed from the acrylic dispersion is sufficient to achieve the desired overall oxygen barrier properties, liquid barrier, and heat seal properties. This two-layer coating configuration may also be applied to the inside of a substrate, i.e., the second aqueous coating layer 26 is exposed to the contents of the packaging rather than the atmosphere.
[0056] In yet another embodiment, the packaging material 20 includes a first aqueous coating layer 24 formed from a coating composition including a polyvinylidene chloride-based latex and a second aqueous coating layer 26 formed from a coating composition including a polyolefin dispersion. Without being bound to any particular theory, since polyvinylidene chloride-based polymers have high oxygen and moisture vapor barrier properties and polyolefin dispersions have desirable liquid barrier and heat seal properties, this two-layer coating system will provide the desired overall barrier properties. This two-layer coating configuration may also be applied to the inside of a substrate, i.e., the second aqueous coating layer 26 is exposed to the contents of the packaging rather than the atmosphere.
[0057] In still another embodiment, the packaging material 20 includes a first aqueous coating layer 24 formed from a coating composition including a mixture of a polyvinyl acetate dispersion and a carbon-black dispersion and a second aqueous coating layer 26 formed from a coating composition including a polyolefin dispersion. Without being bound to any particular theory, since polyvinyl acetate has desirable heat seal and oxygen barrier properties, carbon-black provides light shielding properties, and polyolefin dispersions have desirable liquid barrier and heat seal properties, this two-layer coating system will provide the desired overall barrier and light shielding properties. This two-layer coating configuration may also be applied to the inside of a substrate, i.e., the second aqueous coating layer 26 is exposed to the contents of the packaging rather than the atmosphere.
[0058] In yet another embodiment, the packaging material 20 includes a first aqueous coating layer 24 formed from a coating composition including a polyvinylidene chloride-based latex and a second aqueous coating layer 26 formed from a coating composition including a polyolefin dispersion and aluminum flake. Without being bound to any particular theory, since polyvinylidene chloride-based polymers have high oxygen and moisture vapor barrier properties, polyolefin dispersions have desirable liquid barrier and heat seal properties, and aluminum flake provides light shielding properties, this two-layer coating system will provide the desired overall barrier properties. This two-layer coating configuration may also be applied to the inside of a substrate, i.e., the second aqueous coating layer 26 is exposed to the contents of the packaging rather than the atmosphere.
[0059] In another embodiment, as shown in FIG. 3, the packaging material 30 includes a first aqueous coating layer 34a formed from a first aqueous coating composition, a second aqueous coating layer 36a formed from a second aqueous coating composition, and a third aqueous coating layer 38a formed from a third aqueous coating composition. In this aspect, the third aqueous coating layer 38a is the topmost layer, i.e., the layer exposed to the atmosphere, and the first aqueous coating layer 34a is the bottommost layer, i.e., the layer disposed directly on the substrate 32. The packaging material also includes a fourth aqueous coating layer 34b formed from a fourth aqueous coating composition, a fifth aqueous coating layer 36b formed from a fifth aqueous coating composition, and a sixth aqueous coating layer 38b formed from a sixth aqueous coating composition. In this aspect, the sixth aqueous coating layer 38b is the topmost layer, i.e., the layer exposed to the packaged product, and the fourth aqueous coating layer 34b is the bottommost layer, i.e., the layer disposed directly on the substrate 32. The various coating layers may be formed of the same or different aqueous coating compositions. For example, in one embodiment, the first and third aqueous coating compositions are the same as the fourth and sixth aqueous coating compositions and the second and fifth aqueous coating compositions are the same. However, other configurations are contemplated. For example, while not shown, the substrate 32 may have only two aqueous coating layers on the inside of the packaging, i.e., the side of the substrate that contacts the packaged contents. The aqueous coating compositions layered on the inside of the substrate may differ from the aqueous coating compositions layered on the outside of the substrate. In the alternative, only one of the aqueous coating compositions layered on the inside of the substrate may differ from the aqueous coating compositions layered on the outside of the substrate.
[0060] In another embodiment, the packaging material 40 includes a first aqueous coating layer 44a formed from a first aqueous coating composition and a second aqueous coating layer 46a formed from a second aqueous coating composition. In this aspect, as shown in FIG. 4, the second aqueous coating layer 46a is the topmost layer, i.e., the layer exposed to the atmosphere, and the first aqueous coating layer 44a is the bottommost layer, i.e., the layer disposed directly on the substrate 42. The packaging material also includes a third aqueous coating layer 44b formed from a third aqueous coating composition and a fourth aqueous coating layer 46b formed from a fourth aqueous coating composition. In this aspect, as shown in FIG. 4, the fourth aqueous coating layer 46b is the topmost layer, i.e., the layer exposed to the packaged product, and the third aqueous coating layer 44b is the bottommost layer, i.e., the layer disposed directly on the substrate 42. The various coating layers may be formed of the same or different aqueous coating compositions. For example, in one embodiment, the first aqueous coating composition is the same as the third aqueous coating composition. In another embodiment, the fourth aqueous coating composition may be a different aqueous coating composition than any of the first, second, or third aqueous coating compositions.
Wet Thickness
[0061] The aqueous coating compositions may be applied to the untreated or pre-treated substrates at a wet thickness of about 100 g/m.sup.2 or less for each layer. In one embodiment, the aqueous coating compositions may be applied to the untreated or pre-treated substrates at a wet thickness of about 50 g/m.sup.2 or less. In another embodiment, the aqueous coating compositions may be applied to the untreated or pre-treated substrates at a thickness of about 10 g/m.sup.2 to about 50 g/m.sup.2. In yet another embodiment, the aqueous coating compositions may be applied to the untreated or pre-treated substrates at a wet thickness of about 2 g/m.sup.2 to about 25 g/m.sup.2.
Dry Thickness
[0062] The aqueous coating compositions may be applied to the untreated or pre-treated substrates at a dry thickness of about 30 g/m.sup.2 or less for each layer. In one embodiment, the aqueous coating compositions may be applied to the untreated or pre-treated substrates at a dry thickness of about 20 g/m.sup.2 or less. In another embodiment, the aqueous coating compositions may be applied to the untreated or pre-treated substrates at a thickness of about 2 g/m.sup.2 to about 20 g/m.sup.2. In yet another embodiment, the aqueous coating compositions may be applied to the untreated or pre-treated substrates at a dry thickness of about 5 g/m.sup.2 to about 15 g/m.sup.2.
Coating Method
[0063] The aqueous coating compositions may be applied to the substrate using a variety of known techniques, including but not limited to spraying, rod coating, roll coating, blade coating, slot die coating, gravure coating (direct, reverse, and offset), flexographic coating, size press (puddle and metered), slide hopper, and curtain-coating. In one embodiment, the barrier layers are formed by applying the aqueous coating compositions by rod coating. In another embodiment, the barrier layers are formed by applying the aqueous coating compositions with a technique that allows for the deposition of multiple layers simultaneously. For example, the barrier layers may be formed by applying the aqueous coating compositions via curtain-coating or slide hopper coating. However, it is also contemplated that not all barrier layers are applied to the substrate using the same technique, e.g., a first barrier layer may be applied via rod coating, a second barrier layer may be applied via curtain-coating, etc.
Properties
[0064] Once applied to the underlying packaging material, the coating systems described herein provide packaging containers for aseptic packaging and liquid packaging with improved total barrier properties for long-term storage as well improved recyclability. The coating systems of the invention may also reduce costs associated with manufacturing. In one embodiment, the packaging containers are able to preserve the qualities of the packaged contents, i.e., nutritional value, hygienic safety and taste, at ambient conditions for at least 3 months. In another embodiment, the packaging containers are able to preserve the qualities of the packaged contents, i.e., nutritional value, hygienic safety and taste, at ambient conditions for at least 4 months. In most aseptic cases, however, the packaging is able to preserve the contents for longer periods than that. In addition, the coating systems of the invention are moisture-resistant and provide superior oxygen barrier properties and heat sealing characteristics.
Suitable Uses
[0065] As previously discussed, the multiple barrier layers described herein are intended for use in aseptic packaging, liquid packaging, and retortable packaging. Indeed, packaging containers of the single use disposable type for liquid foods such as milk, fruit juices, and the like intended for long term ambient storage are contemplated. Similarly, packaging of liquid food products intended for chilled storage and distribution are also contemplated. Likewise, packaging intended to be durable for sterilization of filled packages in autoclave of retort treatment such as for soups, pastes and semi-solid food are also contemplated.
EXAMPLES
[0066] The following non-limiting examples are merely illustrative of the preferred embodiments of the present invention, and are not to be construed as limiting the invention, the scope of which is defined by the appended claims.
[0067] In each of the examples, various coating systems of the present invention were applied to a substrate, for example, paperboard. Table 1 below provides the wet and dry thicknesses of each of the coating layers applied in the examples.
TABLE-US-00001 TABLE 1 Example or Approximate Approximate Comparative Coating Meyer wet dry Example material Rod thickness, .mu. thickness, .mu. 1, C, 2, E ALD 15 34 16 1, B PVA 25 57 12 2, D PUL 15 34 10 3, 5 DIOFAN .RTM. 15 34 17 B204 3, 5 HYPOD .TM. 15 34 15 9105 and 9105/Aluminum 4 SUNBOND .TM. 12 27 14 3410/C-black
Example 1: Three Layer Coating System
[0068] A solid bleached sulfate pre-coated with a composition including calcium carbonate and styrene-acrylate binder was used as the underlying substrate. The substrate was coated with an aqueous dispersion as shown in Table 2 below. Each coating layer was applied using a Meyer rod having the size designated in Table 2. After each coating, the layer was dried by forced air in a box oven at 200.degree. F.
[0069] Moisture vapor transmission rate (MVTR) was measured via the wet cup technique with the coated layers (if present) oriented toward the liquid-filled water receptacle and placed in standard Tappi conditions.
TABLE-US-00002 TABLE 2 Example 1 Comp. Ex. A Comp. Ex. B Comp. Ex. C Bottom Layer ALD.sup.1 -- PVA.sup.2 ALD.sup.1 Meyer Rod Size 15 25 15 Middle Layer PVA.sup.2 -- -- ALD.sup. Meyer Rod Size 25 15 Top Layer ALD.sup.1 -- -- -- Meyer Rod Size 15 MVTR 60 644 635 57 (g/m.sup.2/day) .sup.1Joncryl .RTM. 74-A from BASF Corporation. .sup.2Selvol .RTM. Polyvinyl Alcohol 21-205 Solution from Sekisui Specialty Chemicals America, LLC.
[0070] As shown above, the composition and method of the present invention resulted in a MVTR an order of magnitude less than Comparative Examples A and B. In addition, when comparing the results of Example 1 and the results of Comparative Example C, it can be seen that a middle PVA layer, which is resistant to oxygen transmission, does not disrupt or change the MVTR.
Example 2: Two Layer Coating System
[0071] A solid bleached sulfate pre-coated with a composition including calcium carbonate and styrene-acrylate binder was again used as the underlying substrate. The substrate was coated with an aqueous dispersion as shown in Table 3 below. Each coating layer was applied using a Meyer rod having the size as designated in Table 3. After each coating, the layer was dried by forced air in a box oven at 200.degree. F.
[0072] Moisture vapor transmission rate (MVTR) was measured via the wet cup technique with the coated layers (if present) oriented toward the liquid-filled water receptacle and placed in standard Tappi conditions. Oxygen Transmission Rate (OTR) was measured in accordance with ASTM D3985.
TABLE-US-00003 TABLE 3 Example 2 Comp. Ex. D Comp. Ex. E Bottom Layer PUL.sup.1 PUL.sup.1 ALD.sup.2 Meyer Rod Size 15 15 15 Top Layer ALD.sup.2 -- -- Meyer Rod Size 25 MVTR (g/m.sup.2/day) 99 180 95 OTR (cc/m2/day) 185 6400 8900 .sup.1Takelac .RTM. WPB-341 from Mitsui Chemicals America, Inc. .sup.2Joncryl .RTM. 74-A from BASF Corporation.
[0073] As shown above, the composition and method of the present invention resulted in a MVTR an order of magnitude less than Comparative Example D. In addition, when comparing the results of Example 2 and the results of Comparative Example E, it can be seen that an additional layer of PUL does not degrade the MVTR. Moreover, the two-layer system of Example 2 resulted in a large improvement in OTR.
Example 3: Two Layer Coating System with Heat-sealable Layer Over Oxygen Barrier
[0074] An uncoated paper substrate was used as the underlying substrate. A first layer of polyvinylidene chloride (Diofan.RTM. B 204 from Solvay Specialty Polymers USA, LLC) was applied to the substrate with the wet and dry thicknesses shown in Table 1 via a Meyer rod having a size of 15. The layer was then dried by forced air in a box oven at 200.degree. F. A second layer including a polyolefin dispersion (Hypod.RTM. 9105 from Dow Chemical Company) was then applied over the first layer with a wet and dry thickness of shown in Table 1 via a Meyer rod having a size of 15 and dried in the same manner as the first layer. The resulting coated substrate was visually inspected and found to be defect-free and smooth.
Example 4: Two Layer Coating System with Heat-sealable Layer Over Light-Blocking Layer
[0075] A solid bleached sulfate pre-coated with a composition including calcium carbonate and styrene-acrylate binder was used as the underlying substrate. The substrate was then coated with a mixture of a polyvinyl acetate dispersion and a carbon-black dispersion as shown in Table 4 below. The mixture was applied at the wet and dry thicknesses shown in Table 1 using a Meyer rod having a size of 12. After coating, the light-blocking layer was dried by forced air in a box oven at 200.degree. F. A polyolefin dispersion was then applied over the first layer at the wet and dry thicknesses shown in Table 1 using a Meyer rod having a size of 15 and dried in the same manner as the first layer.
TABLE-US-00004 TABLE 4 Example 4 Bottom Layer Polyvinyl Acetate Disperson.sup.1 20 g Carbon-Black Dispersion.sup.2 4.5 g Meyer Rod Size 12 Top Layer Polyolefin dispersion.sup.3 Meyer Rod Size 15 .sup.1SUNBOND .TM. 3410 from Omnova Solutions, Inc. .sup.2Aquablak .RTM. 8328 from Solution Dispersions .sup.3Hypod 9105 .TM. from The Dow Chemical Company.
[0076] The resulting coated substrate was visually inspected and found to be defect-free and smooth.
Example 5: Two Layer Coating System with Light-Blocking Layer Over Oxygen/Moisture Vapor Layer
[0077] A polyvinylidene chloride-based latex dispersion was applied to an uncoated paper substrate at the wet and dry thicknesses shown in Table 1 using a Meyer rod having a size of 15. After coating, the layer was dried by forced air in a box oven at 200.degree. F. A mixture of a polyolefin dispersion and aluminum flake (as shown in Table 5 below) was then applied over the first layer at the wet and dry thicknesses shown in Table 1 using a Meyer rod having a size of 15 and dried in the same manner as the first layer.
TABLE-US-00005 TABLE 5 Example 5 Bottom Layer Polyvinylidene Chloride- based Disperson.sup.1 Meyer Rod Size 15 Top Layer Polyolefin Dispersion.sup.2 20 g Aluminum Flake.sup.3 l.7 g .sup.1Diofan .RTM. B 204 from Solvay Specialty Polymers USA, LLC. .sup.2Hypod 9105 .TM. from The Dow Chemical Company. .sup.3STAPA IL HYDROLAN 801 5590/G Aluminum Paste from Eckart GmbH.
[0078] The resulting coated substrate was visually inspected and found to be defect-free with a metallic appearance (like a foil), smooth, and having improved opacity as compared with the uncoated paper substrate.
[0079] Notwithstanding that the numerical ranges and parameters setting forth the broad scope of the invention are approximations, the numerical values set forth in the specific examples are reported as precisely as possible. Any numerical value, however, inherently contain certain errors necessarily resulting from the standard deviation found in their respective testing measurements. Furthermore, when numerical ranges of varying scope are set forth herein, it is contemplated that any combination of these values inclusive of the recited values may be used. The invention described and claimed herein is not to be limited in scope by the specific embodiments herein disclosed, since these embodiments are intended as illustrations of several aspects of the invention. Any equivalent embodiments are intended to be within the scope of this invention. Indeed, various modifications of the invention in addition to those shown and described herein will become apparent to those skilled in the art from the foregoing description. Such modifications are also intended to fall within the scope of the appended claims. All patents and patent applications cited in the foregoing text are expressly incorporated herein by reference in their entirety.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.