Fabric-Backed Roofing Membrane Composite
TANG; Jiansheng ; et al.
U.S. patent application number 16/088175 was filed with the patent office on 2020-09-24 for fabric-backed roofing membrane composite. This patent application is currently assigned to Firestone Building Products Company, LLC. The applicant listed for this patent is FIRESTONE BUILDING PRODUCTS COMPANY, LLC. Invention is credited to Brian ALEXANDER, Joseph R. CARR, Michael J. HUBBARD, Joseph KALWARA, Jiansheng TANG, Todd D. TAYKOWSKI, Carl E. WATKINS, JR..
| Application Number | 20200299966 16/088175 |
| Document ID | / |
| Family ID | 1000004917447 |
| Filed Date | 2020-09-24 |

| United States Patent Application | 20200299966 |
| Kind Code | A1 |
| TANG; Jiansheng ; et al. | September 24, 2020 |
Fabric-Backed Roofing Membrane Composite
Abstract
A membrane composite comprising a membrane panel having opposed first and second planar surfaces and a fabric backing secured to a first planar surface through a UV-cured adhesive disposed on said planar surface of said membrane.
| Inventors: | TANG; Jiansheng; (Carmel, IN) ; HUBBARD; Michael J.; (Murfreesboro, TN) ; KALWARA; Joseph; (Indianapolis, IN) ; WATKINS, JR.; Carl E.; (Mount Juliet, TN) ; ALEXANDER; Brian; (Westfield, IN) ; TAYKOWSKI; Todd D.; (Lebanon, TN) ; CARR; Joseph R.; (Indianapolis, IN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Firestone Building Products
Company, LLC Nashville TN |
||||||||||
| Family ID: | 1000004917447 | ||||||||||
| Appl. No.: | 16/088175 | ||||||||||
| Filed: | March 25, 2017 | ||||||||||
| PCT Filed: | March 25, 2017 | ||||||||||
| PCT NO: | PCT/US2017/024190 | ||||||||||
| 371 Date: | September 25, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62313225 | Mar 25, 2016 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B32B 27/32 20130101; B32B 25/10 20130101; E04D 5/148 20130101; B32B 27/06 20130101; B32B 7/12 20130101; B32B 2262/0284 20130101; B32B 5/24 20130101; B32B 25/04 20130101; B32B 27/12 20130101; B32B 2419/06 20130101; B32B 2262/101 20130101; E04D 5/06 20130101; B32B 5/022 20130101; E04D 5/08 20130101 |
| International Class: | E04D 5/14 20060101 E04D005/14; E04D 5/08 20060101 E04D005/08; E04D 5/06 20060101 E04D005/06; B32B 7/12 20060101 B32B007/12; B32B 5/02 20060101 B32B005/02; B32B 5/24 20060101 B32B005/24; B32B 25/04 20060101 B32B025/04; B32B 25/10 20060101 B32B025/10; B32B 27/06 20060101 B32B027/06; B32B 27/32 20060101 B32B027/32; B32B 27/12 20060101 B32B027/12 |
Claims
1. A membrane composite comprising: i. a membrane panel having opposed first and second planar surfaces; and ii. a fabric backing secured to a planar surface through a cured adhesive disposed on said planar surface of said membrane.
2. The membrane of claim 1, where said membrane panel includes a width defined between a first lateral edge and a second lateral edge, and where said fabric backing extends across a portion of said width, thereby providing an exposed planar surface of said membrane panel.
3. The membrane of claim 1, where said adhesive extends across the entire width of the membrane panel.
4. The membrane of claim 1, where the adhesive is UV cured.
5. The membrane of claim 4, where the adhesive is an acrylic-based hot-melt adhesive.
6. The membrane of claim 5, where the adhesive is a polyacrylate.
7. The membrane of claim 1, where the fabric backing is a fleece backing.
8. A method for preparing a membrane composite, said method comprising: i. providing a polymeric membrane having opposed planar surfaces; ii. applying a curable adhesive onto a planar surface of the membrane to form a curable layer; iii. curing the curable layer to formed a cured layer; and iv. after said step of curing, applying a fabric to the cured layer.
9. The method of claim 8, where said membrane includes a width defined between a first lateral edge and a second lateral edge, and where said step of applying a curable adhesive onto a planar surface of the membrane includes applying the adhesive to only a portion of the planar surface to thereby provide an exposed planar surface of said membrane panel.
10. The method of claim 8, where said step of applying an adhesive includes melt extruding the adhesive onto the planar surface of the membrane.
11. The membrane of claim 8, where said membrane includes a width defined between a first lateral edge and a second lateral edge, and where said step of applying a curable adhesive onto a planar surface of the membrane includes applying the adhesive across the entire width of the membrane.
12. The membrane of claim 10, where said step of curing includes UV curing.
13. The membrane of claim 12, where the adhesive is an acrylic-based hot-melt adhesive.
14. The membrane of claim 13, where the adhesive is a polyacrylate.
15. The membrane of claim 8, where the fabric is a fleece backing.
Description
[0001] This application claims the benefit of U.S. Provisional Application Ser. No. 62/313,225, filed on Mar. 25, 2016, which is incorporated herein by reference.
FIELD OF THE INVENTION
[0002] Embodiments of the present invention are directed toward fabric-backed (also known as fleece-backed) roofing membranes wherein the fabric backing is adhesively secured to the membrane through a cross-linked adhesive that is applied to the membrane as a hot-melt.
BACKGROUND OF THE INVENTION
[0003] Flat or low-sloped roofs can be covered with polymeric membranes such as EPDM membranes. The membranes can be secured to the roof using several attachment mechanisms including ballasting, mechanical attachment, and adhesive attachment. Attachment of the membrane to the roof is important because the membranes can be subjected to severe wind uplift forces.
[0004] Adhesive attachment is typically employed to form adhered roofing systems. The membrane may be adhered to the roof substrate substantially across the entire planar surface of the membrane to form fully-adhered systems. Fully-adhered roofing systems are advantageously installed where maximum wind uplift prevention is desired. Also, fully-adhered systems are desirable in re-roofing situations, especially where the new membrane is placed over an existing membrane (a technique that is commonly referred to as re-skinning).
[0005] Several techniques are employed to prepare fully-adhered roofing systems. One technique includes the use of a fleece-backed EPDM membrane that is secured to the substrate by using a low-rise polyurethane foam adhesive that is sprayed over the substrate. Once the adhesive polyurethane foam is applied, the fleece-backed membrane is applied to the adhesive layer, which attaches itself to the fleece backing. Alternatively, nitrile-based bonding adhesive can be applied to the substrate and the fleece-backed EPDM membrane can be secured thereto.
[0006] While fleece-backed membranes typically offer superior wind-uplift resistance, which superiority stems from the strong adhesive bond formed between the fleece and the adhesive applied to the roof surface, a potential point of failure is the adhesion between the fleece and the membrane. In the case of thermoplastic membranes, the fleece is often attached to the membrane by heating or partially melting the membrane and mating the fleece to the membrane while in its molten or partially molten state. In a case of thermoset membranes, such as EPDM membranes, the fleece is often attached by employing a hot-melt adhesive. For example, it is common to employ ethylene vinyl acetate as an adhesive to secure the fleece to the membrane. In either event, extreme temperatures can negatively impact the adhesion between the fleece and the membrane. For example, in the case of ethylene vinyl acetate, as the membrane temperature nears the softening point of the ethylene vinyl acetate, the adhesive forces could be compromised.
SUMMARY OF THE INVENTION
[0007] One or more embodiments of the present invention provide a membrane composite comprising a membrane panel having opposed first and second planar surfaces and a fabric backing secured to a planar surface through a UV-cured adhesive disposed on said planar surface of said membrane.
[0008] Other embodiments of the present invention provide a method for preparing a membrane composite, said method comprising (i) providing a polymeric membrane having opposed planar surfaces, (ii) applying a curable adhesive onto a planar surface of the membrane to form a curable layer, (iii) curing the curable layer to formed a cured layer, (iv) applying a fabric to the cured layer.
BRIEF DESCRIPTION OF THE DRAWINGS
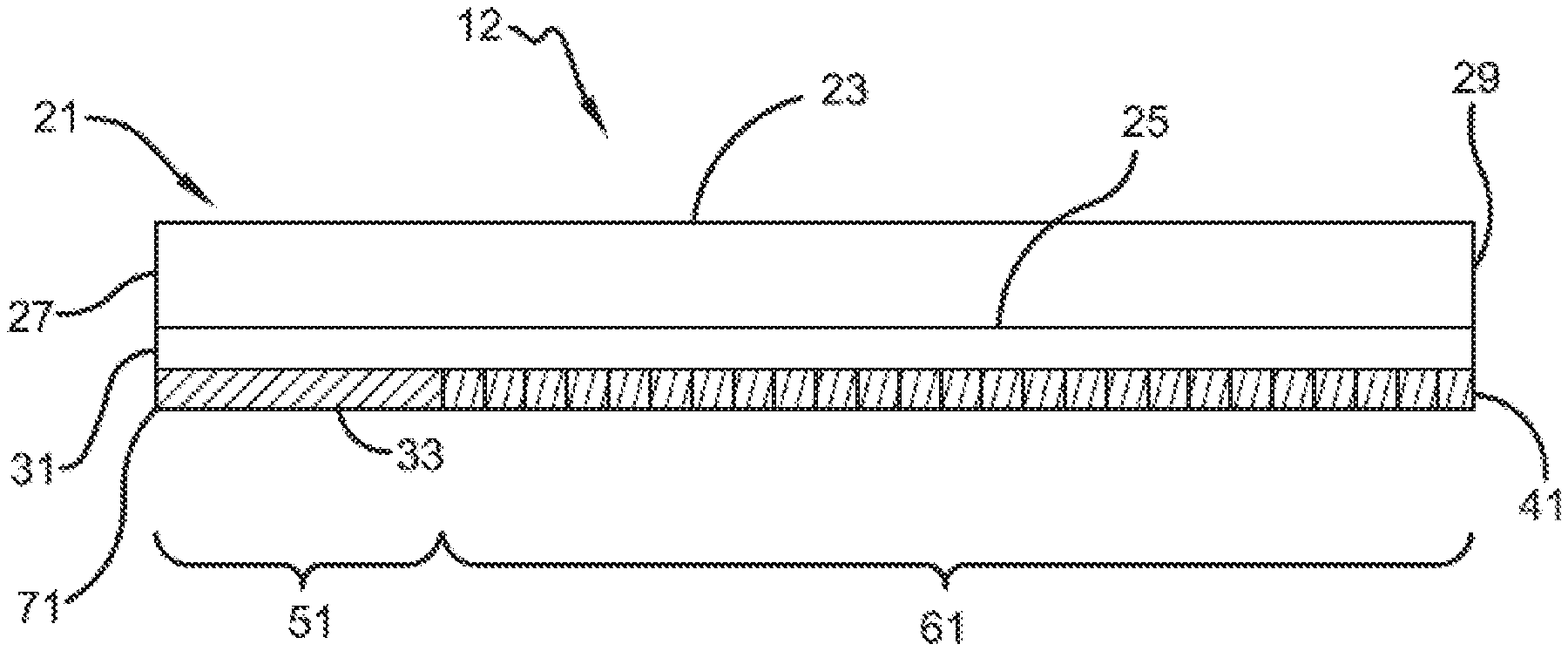
[0009] FIG. 1 is a cross-sectional side view of a fabric-backed roofing membrane composite according to aspects of the invention.
[0010] FIG. 2 is a cross-sectional side view of a roofing composite employed in alternate embodiments of the present invention.
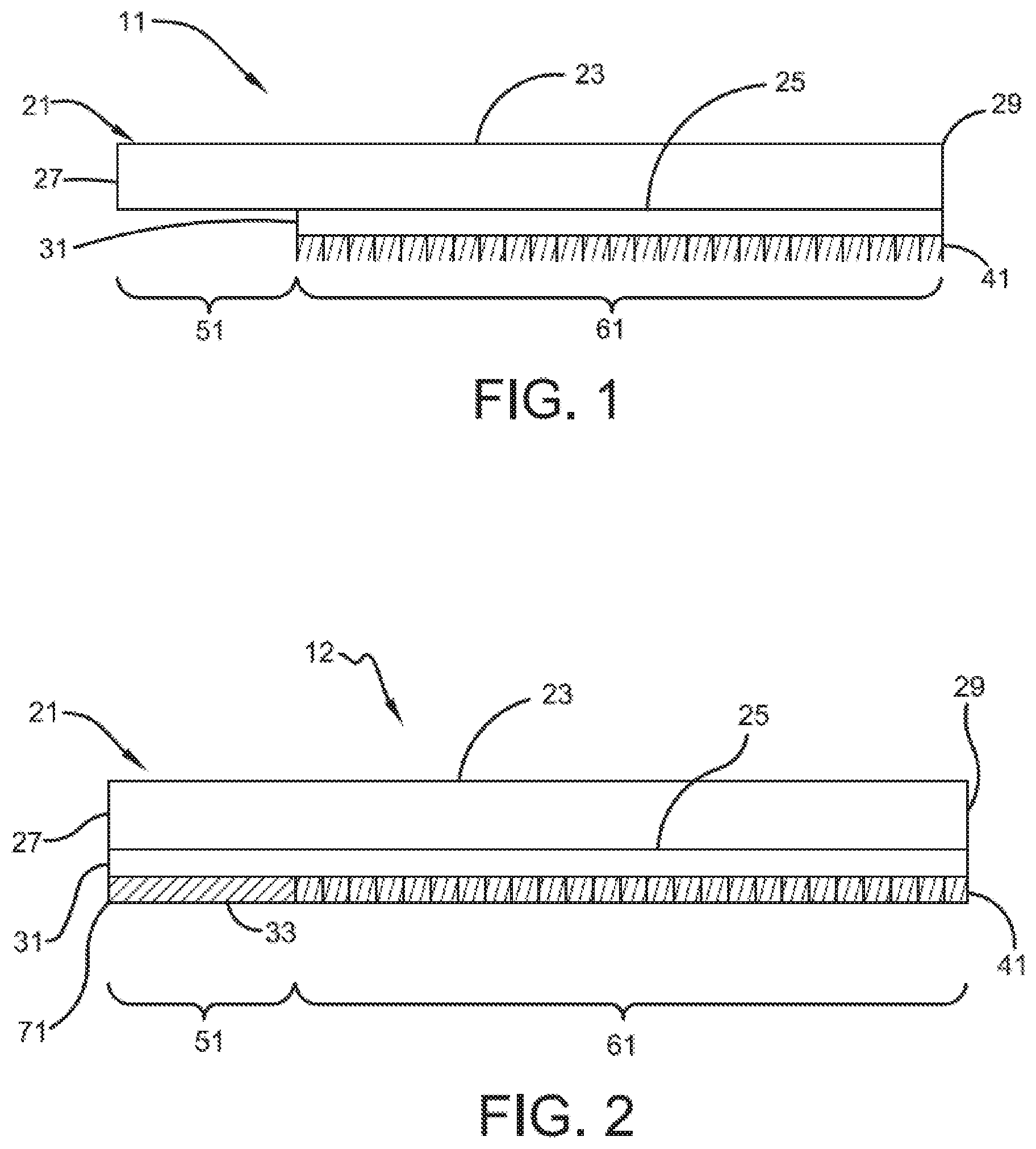
[0011] FIG. 3 is a cross-sectional of a side view of a roofing composite employed in alternate embodiments of the present invention.
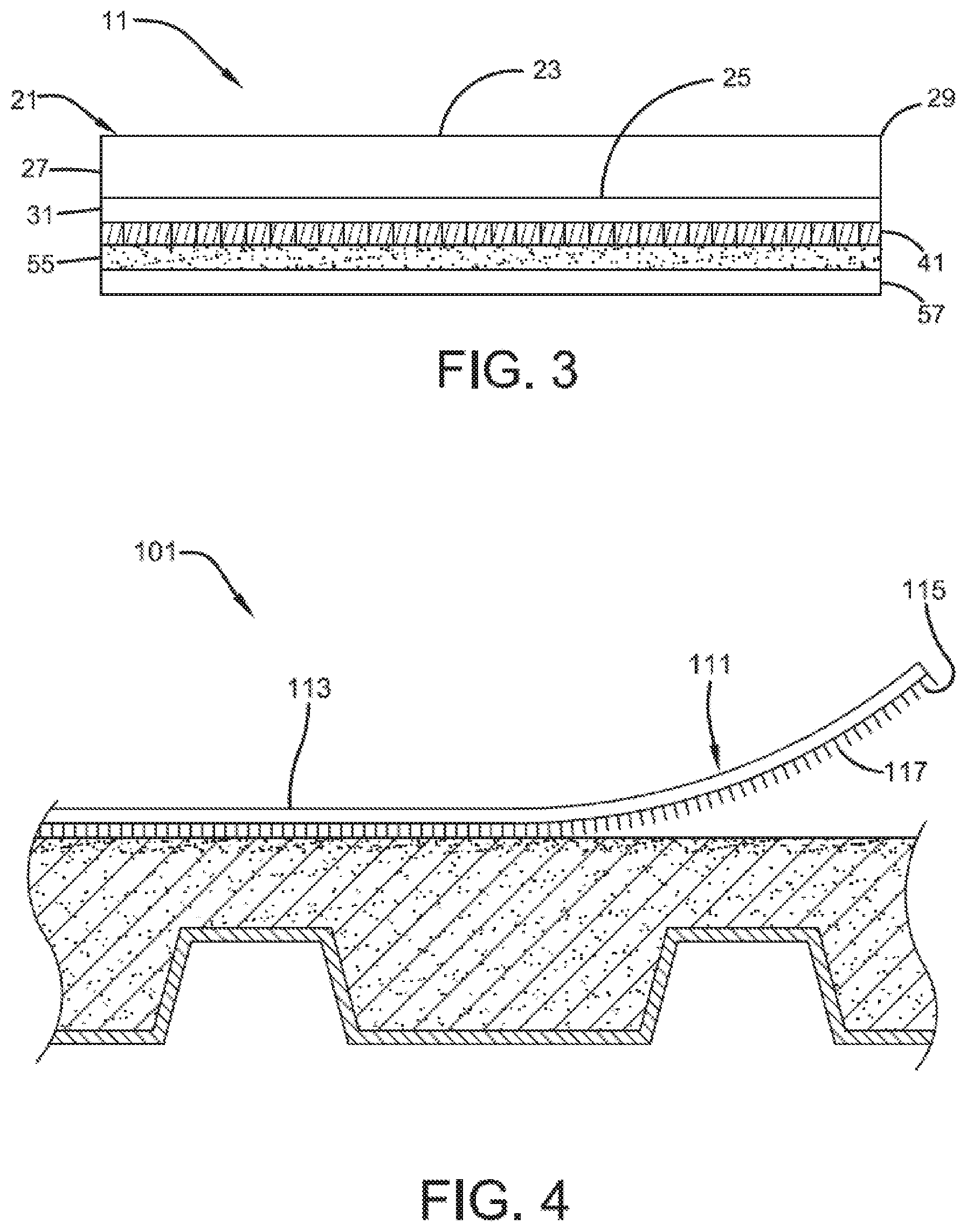
[0012] FIG. 4 is a cross-sectional side view of a roof system according to embodiments of the present invention.
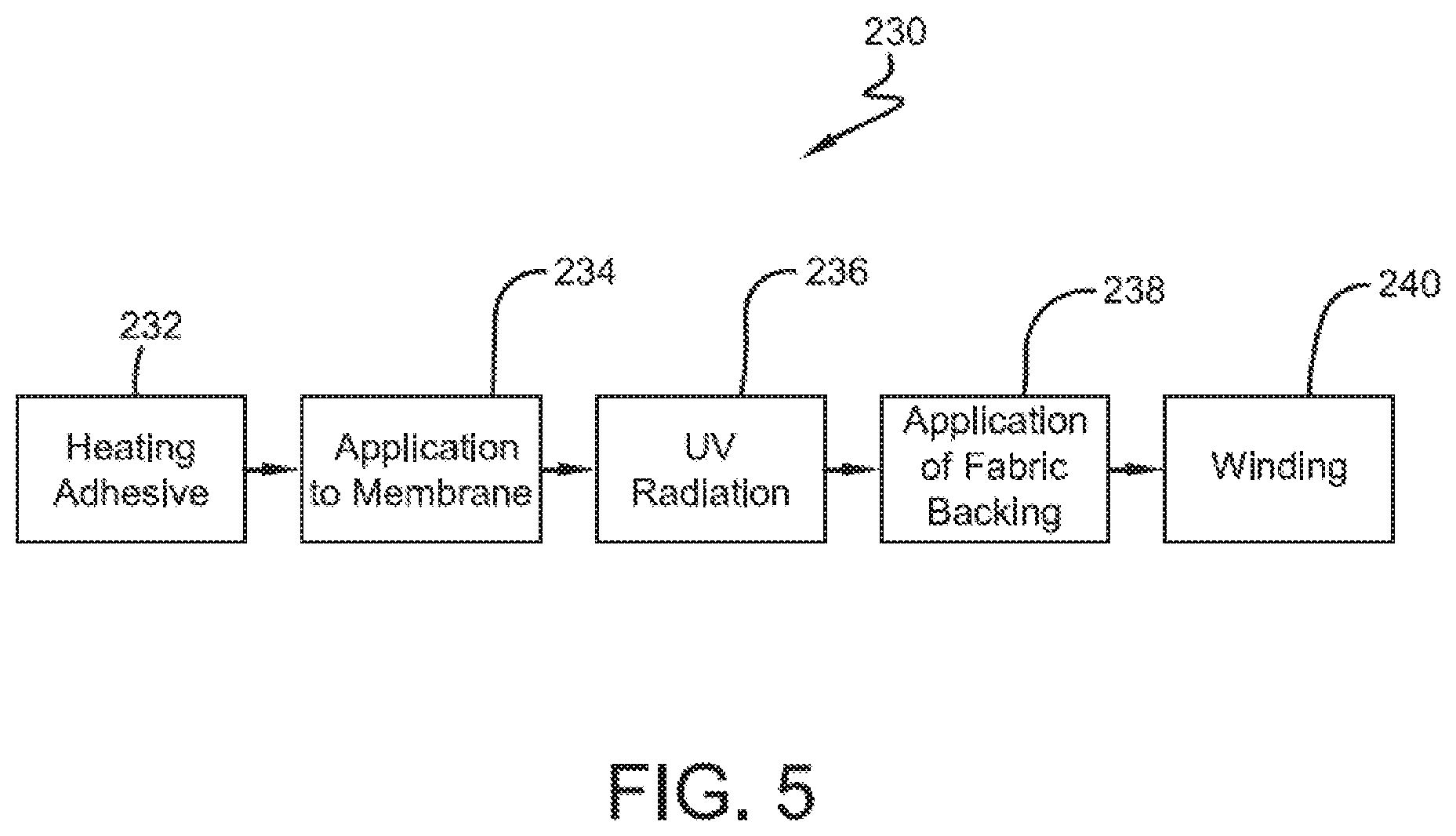
[0013] FIG. 5 is a flow chart describing a process for making membrane composite according to embodiments of the present invention.
[0014] FIG. 6 is a schematic of a continuous process for making membrane composite according to the present invention.
DETAILED DESCRIPTION OF ILLUSTRATIVE EMBODIMENTS
[0015] Embodiments of the invention are based, at least in part, on the discovery of a roofing membrane composite including a fabric backing adhered to a polymeric membrane through a cross-linked adhesive that is applied to the membrane as a hot-melt. While the prior art employs holt-melt adhesives to secure fabric backing to membranes, use of the adhesive proposed by the present invention provides superior bond strength at elevated temperatures without compromising other attributes of the composite system.
Membrane Composite
[0016] A membrane composite according to embodiments of the present invention can be described with reference to FIG. 1, which shows membrane composite 11 including polymeric planar body 21, adhesive layer 31, and fabric backing 41. Planar body 21 includes top planar surface 23, bottom planar surface 25, first lateral edge 27, and second lateral edge 29. Adhesive layer 31, which is a pressure-sensitive adhesive as described herein, is disposed on bottom planar surface 25 along at least a portion of the width of planar body 21. Fabric backing 41 is adhesively mated to planar body 21 through adhesive 31. As suggested in FIG. 1, the area of bottom surface 25 of planar body 21 carrying fabric backing 41 can be secured to a roof substrate through fabric backing 41, and therefore this area may be referred to as roof-surface contacting portion 61. That area of bottom surface 25 of planar body 21 that may be exposed (i.e. does not include adhesive 31 nor fabric backing 41) may be referred to as lap area 51.
[0017] An alternate embodiment of the membrane composites of the present invention may be described with reference to FIG. 2, which shows composite 12 including polymeric planar body 21, adhesive layer 31, which is a pressure-sensitive adhesive as described herein, fabric backing 41, and release member 71. Planar body 21 includes top planar surface 23, bottom planar surface 25, first lateral edge 27, and second lateral edge 29. Adhesive layer 31, which is a pressure-sensitive adhesive as described herein, is disposed on bottom planar surface 25 and extends the entire width of planar body 21 from first lateral edge 27 to second lateral edge 29. As with the embodiments in FIG. 1, fabric backing 41 partially extends across the width of planar body 21 thereby leaving exposed, at surface 33, a portion of adhesive layer 31. In lieu of fabric backing 41, a release member 71 may be removably affixed to adhesive layer 31 at surface 33. As a skilled person will appreciate, composite 12 can be secured to a roof substrate through fabric backing 41, and therefore this area of composite 12 may be referred to as roof-surface contacting portion 61. That portion of adhesive layer 31 represented by surface 33, and which may be covered with release member 71, can be employed to form a lap seal between overlapping, adjacent membranes.
[0018] An alternate embodiment of the membrane composites of the present invention may be described with reference to FIG. 3, which shows composite 13 including polymeric planar body 21, adhesive layer 31, which is a pressure-sensitive adhesive as described herein, fabric layer 41, external adhesive layer 55, and release member 57. Planar body 21 includes top planar surface 23, bottom planar surface 25, first lateral edge 27, and second lateral edge 29. Adhesive layer 31, which is a pressure-sensitive adhesive as described herein, is disposed on bottom planar surface 25 and extends the entire width of planar body 21 from first lateral edge 27 to second lateral edge 29. Fabric layer 41 is mated to adhesive layer 31 and can extend the entire width of planar body 21 from first lateral edge 27 to second lateral edge 29. External adhesive layer 55, which is a pressure-sensitive adhesive as described herein, is disposed on fabric layer 41 and extends the entire width of fabric layer 41 across the entire width of planar body 21 from first lateral edge 27 to second lateral edge 29. External adhesive layer 55 includes an outer surface, which is opposite fabric layer 41, to which release member 59 may be removably mated. According to one or more embodiments of the present invention, external adhesive layer 55 can be used to secure membrane composite 13 to a roof surface or adjoining membrane. Fabric layer 41 advantageously serves to provide impact strength and/or resistance to the composite, which will facilitate certain applications of the membrane composite, such as re-skinning procedures.
UV-Curable Hot-Melt Pressure-Sensitive Adhesive
[0019] In one or more embodiments, the pressure-sensitive adhesive layer (e.g. layer 31 in FIG. 1 and FIG. 2) is a cured pressure-sensitive adhesive. In sub-embodiments thereof, this cured pressure-sensitive adhesive layer is formed from a curable hot-melt adhesive. In other words, and as will be described in greater detail below, an uncured adhesive composition is applied to the membrane as a hot-melt composition (i.e. the composition is heated and applied as a flowable composition in the absence or appreciable absence of solvent), and then the composition is subsequently crosslinked (i.e. cured) to form the cured pressure-sensitive layer.
[0020] In one or more embodiments, the cured pressure-sensitive adhesive layer may be an acrylic-based hot-melt adhesive. In one or more embodiments, the adhesive is a polyacrylate such as a polyacrylate elastomer. In one or more embodiments, useful polyacrylates include one or more units defined by the formula:
##STR00001##
where each R.sup.1 is individually hydrogen or a hydrocarbyl group and each R.sup.2 is individually a hydrocarbyl group. In the case of a homopolymer, each R.sup.1 and R.sup.2, respectively, throughout the polymer are same in each unit. In the case of a copolymer, at least two different R.sup.1 and/or two different R.sup.2 are present in the polymer chain.
[0021] In one or more embodiments, hydrocarbyl groups include, for example, alkyl, cycloalkyl, substituted cycloalkyl, alkenyl, cycloalkenyl, substituted cycloalkenyl, aryl, substituted aryl, aralkyl, alkaryl, allyl, and alkynyl groups, with each group containing in the range of from 1 carbon atom, or the appropriate minimum number of carbon atoms to form the group, up to about 20 carbon atoms. These hydrocarbyl groups may contain heteroatoms including, but not limited to, nitrogen, oxygen, boron, silicon, sulfur, and phosphorus atoms. In particular embodiments, each R.sup.2 is an alkyl group having at least 4 carbon atoms. In particular embodiments, R.sup.1 is hydrogen and R.sup.2 is selected from the group consisting of butyl, 2-ethylhexyl, and mixtures thereof.
[0022] In one or more embodiments, the polyacrylate elastomers that are useful as adhesives in the practice of this invention may be characterized by a glass transition temperature (Tg) of less than 0.degree. C., in other embodiments less than -20.degree. C., in other embodiments less than -30.degree. C. In these or other embodiments, useful polyacrylates may be characterized by a Tg of from about -70 to about 0.degree. C., in other embodiments from about -50 to about -10.degree. C., and in other embodiments from about -40 to about -20.degree. C.
[0023] In one or more embodiments, the polyacrylate elastomers that are useful as adhesives in the practice of this invention may be characterized by a number average molecular weight of from about 90 to about 800 kg/mole, in other embodiments from about 100 to about 350 kg/mole, in other embodiments from about 100 to about 700 kg/mole, in other embodiments from about 150 to about 270 kg/mole, in other embodiments from about 120 to about 600 kg/mole, and in other embodiments from about 180 to about 250 kg/mole.
[0024] In one or more embodiments, the polyacrylate elastomers that are useful as adhesives in the practice of this invention may be characterized by a Brookfield viscosity at 150.degree. C. of from about 10,000 to about 200,000 cps, in other embodiments from about 30,000 to about 60,000 cps, in other embodiments from about 30,000 to about 170,000 cps, in other embodiments from about 25,000 to about 150,000 cps, in other embodiments from about 30,000 to about 60,000 cps, and in other embodiments from about 40,000 to about 50,000 cps.
[0025] Specific examples of polyacrylate elastomers that are useful as adhesives in the practice of the present invention include poly(butylacrylate), and poly(2-ethylhexylacrylate). These polyacrylate elastomers may be formulated with photoinitiators, solvents, plasticizers, and resins such as natural and hydrocarbon resins. The skilled person can readily formulate a desirable adhesive composition. Useful adhesive compositions are disclosed, for example, in U.S. Pat. Nos. 6,720,399, 6,753,079, 6,831,114, 6,881,442, and 6,887,917, which are incorporated herein by reference.
[0026] In other embodiments, the polyacrylate elastomers may include polymerized units that serve as photoinitiators. These units may derive from copolymerizable photoinitiators including acetophenone or benzophenone derivatives. These polyacrylate elastomers and the adhesive compositions formed therefrom are known as disclosed in U.S. Pat. Nos. 7,304,119 and 7,358,319, which are incorporated herein by reference.
[0027] Useful adhesive compositions are commercially available in the art. For example, useful adhesives include those available under the tradename acResin (BASF), those available under the tradename AroCure (Ashland Chemical), and NovaMeltRC (NovaMelt). In one or more embodiments, these hot-melt adhesives may be cured (i.e., crosslinked) by UV light.
[0028] In one or more embodiments, the hot-melt adhesive is at least partially cured after being applied to the membrane, as will be discussed in greater detail below. In one or more embodiments, the adhesive is cured to an extent that it is not thermally processable in the form it was prior to cure. In these or other embodiments, the cured adhesive is characterized by a cross-linked infinite polymer network. While at least partially cured, the adhesive layer of one or more embodiments is essentially free of curative residue such as sulfur or sulfur crosslinks and/or phenolic compounds or phenolic-residue crosslinks.
[0029] As indicated above, the pressure-sensitive adhesive, in its cured stated, provides sufficient tack to allow the membrane composites of this invention to be used in roofing systems that meet industry standards for wind uplift resistance. In one or more embodiments, this tack may be quantified based upon the peel strength when adhered to another membrane in accordance with ASTM D-1876-08. In one or more embodiments, the cured pressure-sensitive adhesive of the present invention is characterized by a peel strength, according to ASTM D-1876-08, of at least 1.8 lbf/in, in other embodiments at least 3.6 lbf/in, in other embodiments at least 8.0 lbf/in, in other embodiments at least 15 lbf/in, and in other embodiments at least 20 lbf/in.
[0030] Similarly, the tack of the pressure-sensitive adhesive, in its cured state, may be quantified based upon the peel strength when adhered to a construction board (e.g. insulation board) having a kraft paper facer in accordance with ASTM D-903-98 (2010). In one or more embodiments, the cured pressure-sensitive adhesive of the present invention is characterized by a peel strength, according to ASTM D-903-98 (2010) using an insulation board with kraft paper facer, of at least 1.5 lbf/in, in other embodiments at least 2.0 lbf/in, in other embodiments at least 2.5 lbf/in, in other embodiments at least 3.0 lbf/in, and in other embodiments at least 3.5 lbf/in.
Release Member
[0031] In one or more embodiments, the release member (e.g. release member 71 and 57), which may also be referred to as a release member or release paper, may include a polymeric film or extrudate, or in other embodiments it may include a cellulosic substrate. In one or more embodiments, the polymeric film and/or cellulosic substrate can carry a coating or layer that allows the polymeric film and/or cellulosic substrate to be readily removed from the adhesive layer after attachment. This polymeric film or extrudate may include a single polymeric layer or may include two or more polymeric layers laminated or coextruded to one another.
[0032] Suitable materials for forming a release member that is a polymeric film or extrudate include polypropylene, polyester, high-density polyethylene, medium-density polyethylene, low-density polyethylene, polystyrene or high-impact polystyrene. The coating or layer applied to the film and/or cellulosic substrate may include a silicon-containing or fluorine-containing coating. For example, a silicone oil or polysiloxane may be applied as a coating. In other embodiments, hydrocarbon waxes may be applied as a coating. As the skilled person will appreciate, the coating, which may be referred to as a release coating, can be applied to both planar surfaces of the film and/or cellulosic substrate. In other embodiments, the release coating need only be applied to the planar surface of the film and/or cellulosic substrate that is ultimately removably mated with the adhesive layer.
[0033] In one or more embodiments, the release member is characterized by a thickness of from about 15 to about 80 .mu.m, in other embodiments from about 18 to about 75 .mu.m, and in other embodiments from about 20 to about 50 .mu.m.
Thickness of Adhesive Layer
[0034] In one or more embodiments, the thickness of the pressure-sensitive adhesive layer (e.g. layer 31) may be at least 15 .mu.m, in other embodiments at least 30 .mu.m, in other embodiments at least 45 .mu.m, and in other embodiments at least 60 .mu.m. In these or other embodiments, the thickness of the pressure-sensitive adhesive layer may be at most 1000 .mu.m, in other embodiments at most 600 .mu.m, in other embodiments at most 300 .mu.m, in other embodiments at most 150 .mu.m, and in other embodiments at most 75 .mu.m. In one or more embodiments, the thickness of the pressure-sensitive adhesive layer may be from about 15 .mu.m to about 600 .mu.m, in other embodiments from about 15 .mu.m to about 1000 .mu.m, in other embodiments from about 30 .mu.m to about 300 .mu.m, and in other embodiments from about 45 .mu.m to about 150 .mu.m.
Membrane Panel
[0035] In one or more embodiments, the membrane, which may be referred to as a panel (e.g. panel 21) may be a thermoset material. In other embodiments the membrane may be a thermoformable material. In one or more embodiments, the membrane may be EPDM based. In other embodiments, the membrane may be TPO based. In these or other embodiments, the membrane may be flexible and capable of being rolled up for shipment. In these or other embodiments, the membrane may include fiber reinforcement, such as a scrim. In one or more embodiments, the membrane includes EPDM membranes including those that meet the specifications of the ASTM D-4637. In other embodiments, the membrane includes thermoplastic membranes including those that meet the specifications of ASTM D-6878-03. Still other membranes may include PVC, TPV, CSPE, and asphalt-based membranes.
[0036] In one or more embodiments, the roofing membrane panels are characterized by conventional dimensions. For example, in one or more embodiments, the membrane panels may have a thickness of from about 500 .mu.m to about 3 mm, in other embodiments from about 1,000 .mu.m to about 2.5 mm, and in other embodiments from about 1,500 .mu.m to about 2 mm. In these or other embodiments, the membrane panels of the present invention are characterized by a width of about 1 m to about 20 m, in other embodiments from about 2 m to about 18 m, and in other embodiments from about 3 m to about 15 m.
Fabric Backing
[0037] In one or more embodiments, the fabric backing (e.g. fabric backing 41) may include a synthetic fabric including glass or polymeric fibers or filaments. In particular embodiments, the fabric backing is a fleece, such as a napped fleece. Fleece backings of the type that are useful as fabric backings for roofing membranes are generally known in the art as described in U.S. Pat. Nos. 4,996,812, 5,422,179, 5,981,030, and 6,502,360 which are incorporated herein by reference. In particular embodiments, the fabric backing is fleece prepared from polyester filaments such as those prepared from polyethylene terephthalate. In one or more embodiments, the fabric backing is a continuous filament polyester, needle punched, nonwoven fabric. In other embodiments, the fabric backing is a scrim reinforced nonwoven polyester mat. In yet other embodiments, the fabric backing is a glass fiber mat.
[0038] In one or more embodiments, where the fabric backing is a glass fiber mat, the fabric may be characterized by a basis weight of at least 50, in other embodiments at least 60, and in other embodiments at least 70 g/m.sup.2. In these or other embodiments, the glass fiber mat may be characterized by a basis weight of at most 150, in other embodiments at most 130, and in other embodiments at most 100 g/m.sup.2. In one or more embodiments, the glass fiber mat may be characterized by a basis weight of from about 50 to about 150 g/m.sup.2, in other embodiments from about 60 to about 130 g/m.sup.2, and in other embodiments from about 70 to about 110 g/m.sup.2.
[0039] In one or more embodiments, where the fabric backing is a glass fiber mat, the glass mat may be characterized by a thickness of at least 0.5 mm, in other embodiments at least 0.7 mm, and in other embodiments at least 1.0 mm. In these or other embodiments, the glass mat may be characterized by a thickness of at most 2.0 mm, in other embodiments at most 1.5 mm, and in other embodiments at most 1.2 mm. In one or more embodiments, the glass mat may be characterized by a thickness of from about 0.5 to about 2.0 mm, in other embodiments from about 0.7 to about 1.5 mm, and in other embodiments from about 1.0 to about 1.2 mm.
[0040] In one or more embodiments, where the fabric backing is a polyester fleece, the fabric may be characterized by a basis weight of at least 70, in other embodiments at least 85, and in other embodiments at least 100 g/m.sup.2. In these or other embodiments, the polyester fleece may be characterized by a basis weight of at most 400, in other embodiments at most 300, and in other embodiments at most 280 g/m.sup.2. In one or more embodiments, the polyester fleece may be characterized by a basis weight of from about 70 to about 400 g/m.sup.2, in other embodiments from about 85 to about 300 g/m.sup.2, and in other embodiments from about 100 to about 280 g/m.sup.2.
[0041] In one or more embodiments, where the fabric backing is a polyester fleece, the glass mat may be characterized by a thickness of at least 0.5 mm, in other embodiments at least 0.7 mm, and in other embodiments at least 1.0 mm. In these or other embodiments, the polyester fleece may be characterized by a thickness of at most 4.0 mm, in other embodiments at most 2.0 mm, and in other embodiments at most 1.5 mm. In one or more embodiments, the polyester fleece may be characterized by a thickness of from about 0.5 to about 4.0 mm, in other embodiments from about 0.7 to about 2.0 mm, and in other embodiments from about 1.0 to about 1.5 mm.
Preparation of Membrane Composite
[0042] The membrane panels employed in the membrane composites of the present invention may be prepared by conventional techniques. For example, thermoplastic membrane panels may be formed by the extrusion of thermoplastic compositions into one or more layers that can be laminated into a membrane panel. Thermoset membranes can be formed using known calendering and curing techniques. Alternatively, thermoset membranes can be made by continuous process such as those disclosed in WO 2013/142562, which is incorporated herein by reference.
[0043] Once the membrane is formed, the curable hot-melt adhesive can be extruded onto the membrane by using known apparatus such as adhesive coaters. The adhesive can then subsequently be cured by using, for example, UV radiation. Once the adhesive has been sufficiently cured (e.g. by exposure to UV curing), a fabric backing can be applied to the cured coating, and then the composite can be wound into a roll for storage and shipment. Advantageously, where the membrane panel is made by using continuous techniques, the process can be supplemented with continuous techniques for applying and curing the adhesive coatings according to embodiments of the present invention to thereby prepare usable membrane composites within a single continuous process.
[0044] As generally shown in FIG. 5, process 230 for preparing a composite membrane according to the present invention generally begins with a step of heating 232, wherein a pressure-sensitive adhesive is heated to a sufficient temperature to allow the adhesive to be applied as a coating within a coating step 234. Within coating step 234, the adhesive is applied to the membrane to form a coating layer. Following formation of the coating, the coating is subjected to a UV-curing step 236 where sufficient UV energy is applied to the coating to thereby effect a desirable curing or crosslinking of the adhesive. Once the adhesive has been sufficiently cured by exposure to UV curing step 236, a fabric backing can be applied to the cured coating in an application step 238. Following application of the fabric, the composite can be wound into a roll at winding step 240.
[0045] In one or more embodiments, heating step 232 heats the adhesive to a temperature of from about 120 to about 160.degree. C., in other embodiments from about 125 to about 155.degree. C., and in other embodiments from about 130 to about 150.degree. C.
[0046] In one or more embodiments, adhesive step 234 applies an adhesive to the surface of a membrane to form an adhesive layer of adhesive that has a thickness of at least 51 .mu.m (2 mil), in other embodiments at least 102 .mu.m (4 mil), in other embodiments at least 127 .mu.m (5 mil), and in other embodiments at least 152 .mu.m (6 mil). In one or more embodiments, adhesive step 234 applies an adhesive to the surface of a membrane to form a adhesive layer of adhesive that has a thickness of from about 51 to about 381 .mu.m (about 2 to about 15 mil), in other embodiments from about 102 to about 305 .mu.m (about 4 to about 12 mil), and in other embodiments from about 127 to about 254 .mu.m (about 5 to about 10 mil). In one or more embodiments, the adhesive has a uniform thickness such that the thickness of the adhesive at any given point on the surface of the membrane does not vary by more than 51 .mu.m (2 mil), in other embodiments by more than 38 .mu.m (1.5 mil), and in other embodiments by more than 25 .mu.m (1 mil).
[0047] In one or more embodiments, UV curing step 236 subjects the adhesive to a UV dosage of from about 30 to about 380 millijoule/cm.sup.2, in other embodiments from about 35 to about 300 millijoule/cm.sup.2, in other embodiments from about 40 to about 280 millijoule/cm.sup.2, in other embodiments from about 45 to about 240 millijoule/cm.sup.2, and in other embodiments from about 48 to about 235 millijoule/cm.sup.2. It has advantageously been discovered that the required dosage of energy can be exceeded without having a deleterious impact on the adhesives of the present invention. For example, up to ten times, in other embodiments up to five times, and in other embodiments up to three times the required dosage can be applied to the adhesive composition without having a deleterious impact on the adhesive composition and/or its use in the present invention.
[0048] In one or more embodiments, UV curing step 236 subjects the adhesive to a UV intensity, which may also be referred to as UV irradiance, of at least 150 milliWatts/cm.sup.2, in other embodiments at least 200, and in other embodiments at least 250 milliWatts/cm.sup.2. In these or other embodiments, UV curing step 36 subjects the adhesive to a UV intensity of from about 150 to about 500 milliWatts/cm.sup.2, in other embodiments from about 200 to about 400 milliWatts/cm.sup.2, and in other embodiments from about 250 to about 350 milliWatts/cm.sup.2. It has advantageously been discovered that the ability to appropriately cure the adhesive compositions of the present invention, and thereby provide a useful pressure-sensitive adhesive for the roofing applications disclosed herein, critically relies on the UV intensity applied to the adhesive. It is believed that the thickness of the adhesives (and therefore the thickness of the pressure-sensitive adhesive layer) employed in the present invention necessitates the application of greater UV intensity.
[0049] In one or more embodiments, the energy supplied to the adhesive layer within UV radiation step 236 is in the form of UV-C electromagnetic radiation, which can be characterized by a wave length of from about 250 to about 260 nm. In one or more embodiments, the UV dosage applied during UV curing step 236 is regulated based upon a UV measuring and control system that operates in conjunction with UV curing step 236. According to this system, UV measurements are taken proximate to the surface of the adhesive layer using known equipment such as a UV radiometer. The data from these measurements can be automatically inputted into a central processing system that can process the information relative to desired dosage and/or cure states and automatically send signal to various variable-control systems that can manipulate one or more process parameters. For example, the power supplied to the UV lamps and/or the height at which the UV lamps are positioned above the adhesive layer can be manipulated automatically based upon electronic signal from the central processing unit. In other words, the UV intensity, and therefore the UV dosage, can be adjusted in real time during the manufacturing process.
[0050] In one or more embodiments, an exemplary process for preparing the membrane composites of the present invention can be described with reference to FIG. 6. Continuous process 250 includes a heating step 252 where UV-curable hot-melt adhesive 251 is heated to a desired temperature within a heated tank 253. Adhesive 251 is fed into an extrusion device, such as a coater 255, which may include a pump, such as a gear pump 257, and a slot die 259. Within coating step 254, coater 255 extrudes adhesive 251, which is in its molten, liquid or flowable state, and deposits a coating layer 261 of adhesive 251 onto a planar surface 263 of membrane 265.
[0051] As shown in FIG. 6, coating step 254 can include a roll-coating operation, where adhesive 251 is applied to membrane 265 while membrane 265 is at least partially wound around a coating mandrel 267. Membrane 265 carrying coating layer 261 is fed to a crosslinking step 256, where coating layer 261 of adhesive 251 is subjected to a desired dosage of UV radiation 269, which may be supplied by one or more UV lamps 271. UV lamps 271 may include, for example, mercury-type UV lamps or LED UV lamps. As the skilled person appreciates, the desired dosage of UV energy can be supplied to coating 261 by adjusting the UV intensity and exposure time. The intensity can be manipulated by the power supplied to the respective lamps and the height (H) that the lamps are placed above the surface of coating 261 of adhesive 251. Exposure time can be manipulated based upon the line speed (i.e., the speed at which membrane 265 carrying coating layer 261 is passed through UV curing step 256).
[0052] Following UV curing step 256, fabric 273 may be applied to upper surface 275 of coating layer 261 within fabric application step 258. As shown in FIG. 6, fabric 273 may be supplied from a mandrel 277 and mated to upper surface 275 through pressure supplied by nip rolls 279. After application of fabric 273, the composite product may be wound within winding step 260 to provide wound rolls 281 of composite products 283.
Installation of Membrane Composite
[0053] In one or more embodiments, the membrane composites of the present invention can be adhesively secured to a roof system (i.e. secured to an underlying roof substrate) by employing techniques well known in the art of securing fabric-backed roofing membranes. For example, a liquid-based adhesive can be applied to the roof surface and then the membrane composite can be unrolled onto the adhesive to contact the fabric backing to the adhesive. Various liquid-based adhesives can be employed including polyurethane, one-part and two-part adhesives (which are often foaming adhesives), as well as those bonding adhesives based upon polychloroprenes and neoprenes. Other adhesive systems include solvent-free bonding adhesive such as those polymeric systems that rely upon silicon functionalities for crosslinking. Exemplary solvent-free bonding systems include those described in U.S. Publ. No. 2016/0340905, which is incorporated herein by reference. Using conventional techniques, adjacent membranes are typically overlapped, and a lap seam is formed between overlapping membranes. In the case of thermoplastic membranes, the lap seam can be formed by heat welding. Alternatively, especially in the case of EPDM membranes, a lap seam can be formed by using a solid tape or liquid adhesive (e.g. butyl-based adhesive). In yet other embodiments, as suggested with respect to FIG. 2, the adhesives employed in the present invention for securing the fabric backing to the membrane can also be used in securing a seam between adjacent, overlapping membranes. In other embodiments, such as those described with reference to FIG. 3, the outer adhesive layer can be used, after exposing the layer by removal of the release liner, to secure the membrane composite to the roof deck and/or to adjacent membranes by employing standard peel-and-stick techniques.
Roof System
[0054] A roof system according to embodiments of the present invention can be described with reference to FIG. 4, which shows roof system 101 including membrane composite 111, which includes planar body 113 and fabric backing 115 secured to planar body 113 through pressure-sensitive adhesive layer 117.
[0055] Various modifications and alterations that do not depart from the scope and spirit of this invention will become apparent to those skilled in the art. This invention is not to be duly limited to the illustrative embodiments set forth herein.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.