Monitoring Process For Nonwoven Fabrication Plants
HABERLE; Eberhard ; et al.
U.S. patent application number 16/763486 was filed with the patent office on 2020-09-24 for monitoring process for nonwoven fabrication plants. The applicant listed for this patent is AUTEFA SOLUTIONS GERMANY GMBH. Invention is credited to Eberhard HABERLE, Andreas MEIER.
| Application Number | 20200299870 16/763486 |
| Document ID | / |
| Family ID | 1000004903477 |
| Filed Date | 2020-09-24 |




| United States Patent Application | 20200299870 |
| Kind Code | A1 |
| HABERLE; Eberhard ; et al. | September 24, 2020 |
MONITORING PROCESS FOR NONWOVEN FABRICATION PLANTS
Abstract
A monitoring process is provided for a method for producing a nonwoven fabric (7) made of fibers (1, 2) in a nonwoven fabrication plant (15). Humidity and/or the electric charge of the fibers (1, 2) or a nonwoven pre-product (3) is detected by a detection unit (41) in a detection zone (5) and the detection results are processed in a data processing unit (42). An actuation command (45) is generated for at least one actuation unit (50) of the nonwoven fabrication plant (15). The actuation unit (50) is configured to set the humidity of the fibers (1, 2) and/or the humidity of the nonwoven pre-product (3) and/or the ambient conditions in at least one portion of the nonwoven pre-production plant (10).
| Inventors: | HABERLE; Eberhard; (Wildberg, DE) ; MEIER; Andreas; (Affing, DE) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000004903477 | ||||||||||
| Appl. No.: | 16/763486 | ||||||||||
| Filed: | November 14, 2018 | ||||||||||
| PCT Filed: | November 14, 2018 | ||||||||||
| PCT NO: | PCT/EP2018/081189 | ||||||||||
| 371 Date: | May 12, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D01G 31/003 20130101; D01H 13/32 20130101; D04H 1/74 20130101; D01H 13/304 20130101; D01G 31/006 20130101 |
| International Class: | D01G 31/00 20060101 D01G031/00; D01H 13/32 20060101 D01H013/32 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Nov 14, 2017 | DE | 10 2017 126 753.0 |
Claims
1. A monitoring process for a process of producing a nonwoven fabric from fibers in a nonwoven fabrication plant, the monitoring process comprising: detecting moisture content and/or the electrical charge of the fibers or of a nonwoven pre-product is with a detection unit in a detection zone; processing detection results in a data processing unit; generating an actuation command for at least one actuating unit of the nonwoven fabrication plant; and (15), wherein the actuating unit is configured to set a moisture content of the fibers and/or a moisture content of the nonwoven pre-product, and/or ambient conditions in at least one part of the nonwoven pre-production plant, wherein the fibers are moistened in a settable moistening unit.
2. A monitoring process in accordance with claim 1, wherein the fibers are moistened in the settable moistening unit by applying a liquid.
3. A monitoring process in accordance with claim 2, wherein the moistening unit is arranged in a production direction in front of a web forming device, comprising a card.
4. A monitoring process in accordance with claim 1, wherein the moistening unit for moistening fibers is integrated into a fiber processing device, comprising a bale opener, a fiber opening device or a fiber blending device.
5. A monitoring process in accordance with claim 1, wherein the moistening unit for moistening fibers is integrated into a web forming device.
6. A monitoring process in accordance with claim 1, wherein the nonwoven pre-production plant comprises at least one settable air conditioning system.
7. A monitoring process in accordance with claim 1, wherein the ambient conditions, comprising humidity of the air and/or temperature, can be set in a fiber processing device and/or in a web forming device by means of an air conditioning system.
8. A monitoring process in accordance with claim 7, wherein the nonwoven pre-production plant comprises at least one air-conditioned zone essentially separated from the surrounding area.
9. A monitoring process in accordance with claim 8, wherein the air-conditioned zone is limited in space to a fiber processing device or to a web forming device, especially to a card.
10. A monitoring process in accordance with claim 1, wherein the nonwoven pre-production plant comprises an air conditioning system or a moistening unit, which can be actuated via an actuation command.
11. A monitoring process in accordance with claim 1, wherein the moisture content and/or the electrical change of the fibers or of the nonwoven pre-product are regulated.
12. A monitoring process in accordance with claim 1, wherein the moisture content of a part of the fibers or of a local area of the non-woven pre-product can be set.
13. A monitoring process in accordance with claim 1, wherein the nonwoven pre-production plant comprises a moistening unit, which is configured to apply liquid in a settable actuation zone.
14. A monitoring process in accordance with claim 13, wherein the actuation zone extends only over a part of the fibers.
15. A monitoring unit for a nonwoven fabrication plant, the monitoring unit comprising: a detection device for detecting the moisture content and/or the electrostatic charge of fibers (1) or of a nonwoven pre-product, a processing unit cooperating with the detection device and configured to carry out a monitoring process comprising: processing detection results in the data processing unit; and generating an actuation command for at least one actuating unit of the nonwoven fabrication plant, wherein the actuating unit is configured to set a moisture content of the fibers and/or a moisture content of the nonwoven pre-product and/or ambient conditions in at least one part of the nonwoven pre-production plant, wherein the fibers are moistened in a settable moistening unit.
16. A nonwoven pre-production plant comprising: at least one nonwoven fabrication plant actuating unit; and a nonwoven fabrication plant monitoring unit comprising: a detection device for detecting the moisture content and/or the electrostatic charge of fibers or of a nonwoven pre-product; and a processing unit cooperating with the detection device and configured to carry out a monitoring process comprising: processing detection results in the data processing unit; and generating an actuation command for the at least one nonwoven fabrication plant actuating unit, wherein the nonwoven fabrication plant actuating unit is configured to set a moisture content of the fibers and/or a moisture content of the nonwoven pre-product and/or ambient conditions in at least one part of the nonwoven pre-production plant, wherein the fibers are moistened in a settable moistening unit.
Description
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] This application is a United States National Phase Application of International Application, PCT/EP2018/081189 filed Nov. 14, 2018, and claims the benefit of priority under 35 U.S.C. .sctn. 119 of German Application 10 2017 126 753.0, filed Nov. 14, 2017, the entire contents of which are incorporated herein by reference.
TECHNICAL FIELD
[0002] The present invention pertains to a monitoring process for nonwoven fabrication plants.
TECHNICAL BACKGROUND
[0003] Nonwoven fabrics from different types of fibers and fiber blends are used in many different areas (e.g., hygiene articles, automobile trims, packaging materials or building materials).
[0004] Synthetic fibers are preferably used as raw materials. Recycled fibers, i.e., fibers from synthetic or carbon materials, are processed nowadays into nonwoven fabrics as well.
[0005] The manufacture of nonwoven fabrics, i.e., finished nonwoven products, is carried out, in general, in a plurality of steps. Fibers are at first released and processed usually from pressed bales in fiber processing devices. Different types of fibers are possibly blended into a fiber blend. A still rather loose fiber web, a so-called nonwoven pre-product, is formed from the processed fibers. Web forming devices, especially mechanical or aerodynamic cards, are used for this. This nonwoven pre-product does not yet have the desired structure, especially thickness or strength, of the finished nonwoven fabric. The nonwoven pre-product is processed in further steps to produce the finished fabric. The structure of the fiber web formed previously is changed during the further processing, e.g., in a cross lapper or in a needling machine. Depending on the application, the nonwoven pre-product is processed in different numbers of processing steps and processes to form the finished nonwoven fabric.
[0006] Nonwoven fabrication plants, in which measurements are carried out on the finished nonwoven fabric at the end of the production plant or after a bonding machine, are known from practice.
SUMMARY
[0007] An object of the present invention is to show an improved monitoring process for nonwoven fabrication plants. The present invention accomplishes the object with the features described in the independent claims.
[0008] The disclosure covers a monitoring process, which comprises both the monitoring process and suitable devices. The disclosure covers, in particular, a nonwoven pre-production plant as well as a monitoring unit.
[0009] The combinations of prior-art processing steps and processing machines are many and diverse. The monitoring process being disclosed is especially suitable for use in different configurations of plants. Depending on the application, certain requirements are imposed on the quality of the finished nonwoven product. These requirements may pertain to the thickness, composition, structure, feel, color or load-bearing capacity of the nonwoven product.
[0010] There are many possible settings and process parameters along the multistep fabrication process of a nonwoven product, which affect the quality of the end product. It is especially advantageous to carry out the settings of the machine, especially in the early steps of fabrication, in an automated manner. The settings may be carried out once and/or continuously during the production at the start of a production run (set-up time).
[0011] The nonwoven pre-production plant may be a part of a larger nonwoven fabrication plant. The nonwoven pre-production plant processes fibers into a nonwoven pre-product. It represents a first process phase within the larger nonwoven fabrication plant. A nonwoven pre-production plant may comprise especially one or more fiber processing devices and one or more web forming devices, e.g., a card. The entire nonwoven fabrication plant processes fibers into the finished nonwoven fabric. The nonwoven pre-product is an intermediate product of the entire nonwoven production process.
[0012] The monitoring unit may be a part of a nonwoven pre-production plant. The nonwoven pre-product can be processed further into a nonwoven fabric in downstream processing machines.
[0013] A first essential aspect of the present invention pertains to the detection of properties of an unprocessed nonwoven pre-product.
[0014] An unprocessed fiber web, the nonwoven pre-product, is produced in the nonwoven pre-production plant. This first phase of the process is also called web formation. The production of the nonwoven pre-product, i.e., of the unprocessed web, may likewise be carried out in a plurality of steps. The nonwoven pre-product may be produced, for example, in a plurality of cards arranged one after another in order to reach a necessary web thickness for the further processing.
[0015] The unprocessed web of the nonwoven pre-product still has poor cohesion between the fibers. The nonwoven pre-product is unprocessed especially after the web formation (e.g., since the discharge from a card). The fiber web formed in the web forming device (nonwoven pre-product) is unchanged in the detection zone. A change in the structure of the nonwoven pre-product (e.g., due to bundling, bonding or laying) takes place only after the detection zone.
[0016] The structure of the nonwoven pre-product is changed normally following a nonwoven pre-production plant in a web processing device. The further processing comprises, e.g., a bonding of the web, also called "bonding." Different mechanical, thermal and chemical bonding techniques are known in practice. For example, the web is calendered, needled or bonded with water jets during the further processing. The structure of the web is changed (e.g., bonded) such that the desired product properties of the nonwoven product are obtained.
[0017] One aspect of the present invention is that the properties of a nonwoven pre-product are already detected in an automated manner in order to monitor the production process. The detected properties of the nonwoven pre-product may comprise, e.g., the weight per unit area, moisture content, fiber orientation, fiber opening degree, fiber blending ratio, temperature, density and/or the electrical or electrostatic charge of the fiber web. It is possible to detect both a plurality of properties or only a certain selection of properties by measurements.
[0018] The detection of the properties of the nonwoven pre-product has various advantages. The properties of the nonwoven pre-product substantially influence the processing in the web processing devices of the nonwoven fabrication plant. For example, the degree of opening of the fibers in the nonwoven pre-product may influence a subsequent bonding. The fiber orientation in the nonwoven pre-product influences the mechanical load-bearing capacity of the nonwoven product. It is therefore advantageous to already detect the properties of the nonwoven pre-product. It is advantageous, in particular, for optimizing the quality of the finished nonwoven fabric to detect the properties of the nonwoven pre-product. The detection of the properties on the nonwoven pre-product is also advantageous for optimizing the web processing devices of the nonwoven fabrication plant.
[0019] It is, furthermore, advantageous to detect the properties of the nonwoven pre-product before it is processed further. Certain properties can be measured with greater difficulty after a further processing. In particular, certain measuring methods, e.g., measurements with infrared radiation or radioactive radiation, can be used especially well on the thin fiber web of the nonwoven pre-product. For example, the irradiation can be measured better on a thin fiber web than on a nonwoven that had already been subjected to further processing. Measurements by means of infrared radiation and/or radioactive radiation on the nonwoven pre-product are especially advantageous.
[0020] Another essential aspect of the disclosure is the detection of a property of the nonwoven pre-product over the width thereof. The nonwoven pre-product is conveyed as a web-shaped fiber web in the production direction. The three-dimensional or two-dimensional distribution of the properties along and/or across the production direction is of particular significance for the quality of the product. Properties such as the weight per unit area, fiber opening degree or fiber orientation may show local differences. Local defects, accumulations of material, lumps or similar effects can be detected in the three-dimensional or two-dimensional distribution of the properties.
[0021] The properties are preferably detected over the entire width of the nonwoven pre-product. The width is defined in the sense of this disclosure as the extension of a fiber stream or of a nonwoven pre-product (i.e., of a nonwoven pre-product) at right angles to the production direction (i.e., conveying direction). The detection zone preferably extends over the entire working width of a web forming device (e.g., a card).
[0022] The detection may be carried out by means of a stationary or movable sensor. The detection is preferably carried out with constant accuracy over the entire width of the nonwoven pre-product. An (approximately) continuous distribution of the properties is advantageously detected. A cross-sectional profile and/or a curve describing the changes in the properties in the longitudinal direction can thus be determined.
[0023] In particular, consecutive measurements may be carried out at a plurality of local detection locations. The local detection locations may be offset in relation to one another in the longitudinal and/or transverse directions. The local detection locations preferably overlap each other. A continuous property profile can be generated especially from a combination of overlapping detection locations of constant measuring accuracy. Location information and/or time information is preferably detected for each detected property.
[0024] The two-dimensional distribution of a property is preferably detected. The weight is preferably detected as a weight per unit area distribution. The three-dimensional distribution of a property preferably pertains to the area of the nonwoven pre-product. The three-dimensional distribution is preferably defined as the two-dimensional distribution of a property parallel to the nonwoven pre-product. It is especially advantageous for an economical measuring technique not to detect a third dimension of a property distribution, especially at right angles to the nonwoven pre-product. Measuring inaccuracies in the distribution at right angles to the area of the nonwoven pre-product may lead to great distortions or noise in the result of the detection.
[0025] The properties of the nonwoven pre-product are already significant for the production of a high-quality nonwoven fabric. If the properties of the fiber web formed deviate from the desired properties, this may lead to production problems during the further processing of the nonwoven pre-product or to an impairment of the quality of the end product. For example, the moisture content in the nonwoven pre-product may affect the further processing in certain machines. It is therefore advantageous to detect the properties of the fiber web before a first further processing, especially if the web structure is changed in the process involved. Structural changes take place especially during the bonding of a web.
[0026] Higher requirements on quality can be complied with by automated actuating actions for regulating or controlling properties of the nonwoven pre-product.
[0027] The properties of the nonwoven product are checked in practice, if at all, only at the end of the production process. Settings for optimizing the quality of the nonwoven product are made, as a rule, manually by the operator of the machines and they strongly depend on the experience and qualification of the particular person. Settings are often made, moreover, only at the start of a production run. The quality of the product can be ensured by the automated monitoring independently from the operating staff.
[0028] Another advantage of the detection of properties of the nonwoven pre-product is the use of the detection results for an automated setting of the nonwoven pre-production plant. The detected properties may be used for a single-time setting during a retrofitting or a production start. In addition, the properties can be regulated on the basis of the detection results during the production process by setting the nonwoven pre-production plant. The regulation of a fiber processing device and/or of a web forming device on the basis of the detected properties of the nonwoven pre-product is especially advantageous. Detection of the properties close to the discharge of the nonwoven pre-product from a web forming device is especially advantageous for this.
[0029] The sooner the properties of the nonwoven pre-product are detected in the production process, the shorter idle times can be obtained in the regulation or control of the machines. Short idle times improve the control performance. The amount of rejects can be reduced by an early detection of deviations in the properties. It is possible, in particular, to obtain closer quality tolerances for the finished nonwoven product by detecting the properties of the unprocessed nonwoven pre-product.
[0030] A contactless measuring technique, e.g., infrared, X-ray or radioactive radiation, as well as optical measuring methods may be used for the detection of the properties of the nonwoven pre-product. One or more sensors or radiation sources may be arranged above and/or under the fiber web. The sensors may be arranged stationarily or movably. A combination of stationary and movable sensors is possible as well. In particular, sensors may be moved over the width of the nonwoven pre-product at right angles to the production direction. This is especially advantageous for detecting a three-dimensional or two-dimensional distribution of the properties. A sensor beam, which extends over the width of the nonwoven pre-product, may be used as well.
[0031] The measurements are carried out in a detection zone whose arrangement within the production plant is especially advantageous. Measurements may be carried out locally and/or globally at the nonwoven pre-product. In particular, sensors may carry out local measurements, e.g., for detecting the moisture content. In addition, sensors may carry out measurements over a certain area of the nonwoven pre-product.
[0032] The detection zone for the detection of the properties of the nonwoven pre-product is preferably located directly at or near the discharge of the nonwoven pre-product from the web forming device. This arrangement is advantageous because the detection of the properties takes place with the shortest possible time shift relative to the web formation process. Shorter idle times can be obtained due to the arrangement of the detection zone in the close proximity of the web forming device especially for the regulation of a fiber processing or web-forming process on the basis of the detected properties. The control performance can be improved in case of a regulation by shorter web run times between the web formation process and the measurement of the properties.
[0033] Furthermore, it is advantageous to measure the properties of the fiber web before it is processed in a next step and the structure of the web is changed in the process. Arrangement of the detection zone in the production direction in front of a web processing device, preferably in front of a first cross lapper or a first bonding device, is especially advantageous. Certain properties of the nonwoven pre-product, for example, the fiber orientation or the fiber opening degree, can be better detected in the unprocessed fiber web. The properties of the nonwoven pre-product, which are to be detected, may also be changed during the further processing. The assignment of deviations in properties to possible causes in the fiber-processing or web-forming processes is facilitated by this advantageous arrangement of the detection zone.
[0034] The monitoring process is used to monitor the production process and the product quality. Depending on use, high quality requirements may be imposed on the nonwoven fabric. Manufacturers of nonwoven fabrics have an interest in monitoring the production process within the framework of quality assurance. It is particularly advantageous to store and to document detected properties of the nonwoven pre-product. Causes of deviations in quality in the nonwoven fabric can thus be better determined.
[0035] An embodiment of the monitoring process for the automated setting of the nonwoven pre-production plant is especially advantageous.
[0036] The monitoring unit may be a part of a nonwoven pre-production plant, which is configured especially to carry out the monitoring process. Implementation of the monitoring unit in a production plant with a central plant control unit is especially advantageous. The monitoring unit may have actuating units specially configured for the setting and/or regulation of the nonwoven pre-production plant. These actuating units may have actuators, with which physical settings can be implemented at a fiber processing device or a web forming device.
[0037] Another essential aspect of the disclosure is the monitoring of the moisture content and/or electrostatic charge of the fibers or of the nonwoven pre-product. This aspect of the present disclosure is of inventive significance of its own.
[0038] Changing ambient conditions or fluctuating fiber properties do not have an adverse effect on the product quality due to the disclosed monitoring process. Deviations in quality can be prevented or mitigated. The amount of rejects can be reduced by the monitoring process.
[0039] Materials or components may become charged electrostatically due to friction. Airborne fibers or adhesion of fibers to components because of electrostatic fields may be undesired in the area of the nonwoven industry.
[0040] Electrically charged fibers may readily adhere to machine parts, e.g., conveyor belts, and interfere with the production process. Electrostatic charge of the fiber material may develop especially in the case of electrically non-conducting or only weakly conducting materials (e.g., plastics).
[0041] Electrical breakdowns with sparking can be prevented by monitoring the electrical charge.
[0042] The build-up of electrostatic fields is closely linked with the moisture content of the fiber material and the ambient air. Electrical charges of the fiber material can be reduced or even prevented above a certain moisture level. Both the moisture content of the fibers themselves and of the ambient air play a role concerning the quality of the production process.
[0043] In addition to electrostatic effects, moisture content may also have an adverse effect on machine parts. For example, corrosion may develop on machine parts in case of an excessively high moisture content. An excessively high moisture content of the fibers may lead to undesired properties in the nonwoven pre-product or finished nonwoven product (e.g., lump formation). An excessively low moisture content may facilitate electrostatic fields.
[0044] It is therefore advantageous for the quality of the product and the durability of the plant to monitor the moisture content and/or the electrical charge of the fibers and/or of the nonwoven pre-product. The moisture content is advantageously maintained in an optimal range. The relative humidity of the air is preferably taken into consideration as a function of the ambient temperature.
[0045] The climatic ambient conditions of a plant may vary considerably depending on the location in which the plant is used and the time of the year. Seasonal, climatic and weather-related differences in the ambient conditions at the production site can be mitigated by the monitoring process. The humidity of the air and the ambient temperature can be regulated independently from the external ambient conditions. Undesired airborne fibers and the adhesion of fibers can be prevented all over the world.
[0046] The properties of a plurality of fiber streams can be monitored separately especially in the case of fiber blends from different fiber types and fiber sources. Fibers are often supplied as the raw material as pressed bales. Depending on the storage and transportation conditions, the fibers introduced into the plant may possess different properties (e.g., moisture contents). An automated monitoring of the properties of the fibers or of the nonwoven pre-product may compensate external influencing factors.
[0047] The moisture content and/or the electrical charge of the fibers or of a nonwoven pre-product are detected with a detection unit. The detection unit may comprise one or more sensors. Infrared sensors are preferably used. The detection unit is arranged in the nonwoven fabrication plant such that the properties are detected in a suitable detection zone.
[0048] The detection results are processed for the automated monitoring in an electronic data processing device. The detection results represent an important source of data. In the sense of a digitized production (Industry 4.0), the detection results can be analyzed for various purposes. For example, the data can be used to regulate or control the plant. As an alternative or in addition, the detection results may be used to document the process and for quality assurance.
[0049] The data may be processed in real time and/or stored permanently.
[0050] Suitable actuating actions can be carried out at the plant in an automated manner on the basis of the detected moisture content or the detected electrical charge. An actuation command is generated for an actuating unit of the plant, of a machine or of a component. The actuation command is an electronic signal. The actuation command may be exchanged especially via a bus system between data processing units (e.g., the detection unit and a plant control unit).
[0051] The ambient conditions can advantageously be set in a certain range of air conditioning of the nonwoven fabrication plant with an air conditioning system. The air conditioning system is preferably configured to heat or to cool the ambient air. In addition, the air may be humidified and/or dried. Moisture can advantageously be applied directly to the fiber material (e.g., by spraying, coating or wetting). As an alternative or in addition, the moisture content can be increased or moisture can be removed indirectly via the ambient air. The air conditioning system may advantageously dry fibers or air.
[0052] The combination of direct moistening and indirect air conditioning is especially advantageous. For example, a liquid can be sprayed onto fibers by a moistening unit. The fibers can reduce their electrostatic charge due to the increase in the moisture content. In addition, the moisture content can be maintained at an optimal level by means of dry ambient air in an air conditioned zone (which is, for example, susceptible to corrosion). A specific moistening of the fibers may be advantageous especially in a phase of the process in which undesired airborne fibers may occur.
[0053] The air-conditioned zone of the nonwoven fabrication plant is advantageously limited locally. A separated air-conditioned zone increases the energy efficiency of the plant, especially compared to air conditioning of an entire hall.
[0054] The actuation command preferably comprises a set value for the quantity of a liquid, a temperature preset value or a moisture preset value. As an alternative or in addition, actuation commands may comprise set values for mechanical actuating units (e.g., speed for a drive, angle for a guiding device, position of an actuation zone, motion specifications).
[0055] The components of the plant have suitable interfaces for receiving and/or transmitting actuation commands.
[0056] A plurality of detection units or actuating units may advantageously be used for separate fiber streams (fiber sources). Differences between the properties of different fiber streams can be detected and compensated.
[0057] The detection zone may be arranged at different locations in the nonwoven fabrication plant. Arrangement of a detection zone at the outlet of a web forming device (e.g., card, airlay, spunbond device) or of a fiber processing device (e.g., bale opener, fiber opener, dispensing device, fiber blending device) is advantageous. A plurality of detection zones, especially with a plurality of detection units, may be arranged along the production process. For example, a detection zone may be arranged in a bale opener, after a fiber blending device and/or at the outlet of a flock feeder.
[0058] In a first embodiment, the monitoring process may be used for quality assurance purposes. The detected properties of the nonwoven pre-product are processed in a data processing unit. The detection results may comprise raw measured data or already pre-processed property data. Data processing algorithms, with which the measured data are enriched with time and space information, may be used when processing the detection results. Furthermore, patterns can be determined in the time- or space-related changes of the detection results. The detection results may be stored both in a memory, especially a suitable data bank for quality assurance purposes, and displayed on a suitable display device, e.g., a central terminal of the plant. This processing is advantageous because undesired properties can be detected during an early phase of the production process already in the nonwoven pre-product.
[0059] A transverse and/or longitudinal profile of the properties is preferably generated from the detection results. The longitudinal profile may contain especially a curve showing the changes in the properties over time and/or in space along the production direction. The transverse profile comprises a curve showing the properties over the width of the nonwoven pre-product and/or of a fiber stream. Location and/or time information is preferably stored for a detected property. For example, the location of a measurement can be stored in running meters in reference to a reference location (e.g., running meters since the start of the production). A production time (e.g., date and time) may also be linked with the detected properties. The linkage of the detected properties with the detection location is especially advantageous for an accurate control or regulation of the properties.
[0060] In another embodiment, the monitoring process can be used for setting the nonwoven pre-production plant, especially for regulation purposes. The detected properties can be compared with desired properties in order to detect deviations in the properties. Actuation commands are generated for the setting of the nonwoven pre-production plant by means of suitable decision rules. Both the detected properties and desired properties as well as determined deviations in the properties and/or other process parameters are taken into consideration when generating actuation commands.
[0061] The actuation commands are generated especially for setting fiber processing devices and/or web forming devices. In particular, the properties of the nonwoven pre-product can be regulated by setting the nonwoven pre-production plant. Additional information, e.g., from other sensors of the pant, may also be taken into consideration in the regulation. For example, the fiber opening degree can be measured and regulated by setting one or more fiber opening devices. Suitable actuation commands are generated and transmitted either to a plant control unit, directly to a fiber processing or web forming device or to a suitable actuating unit.
[0062] Based on the actuation commands, actuators of the nonwoven pre-production plant can change the fiber processing or web forming devices such that the detected properties will change in the desired direction. For example, an actuation command for an actuating unit may be transmitted at the feed shaft of a flock feeder. The width of the feed shaft is adjusted corresponding to the actuation command by means of an actuator, e.g., an electric motor.
[0063] Suitable control algorithms are used to regulate the properties of the nonwoven pre-product by setting the nonwoven pre-production plant. Both simply linear and complex nonlinear controls may be used to generate the actuation commands. In particular, trained artificial neural networks or fuzzy controls may be used for processing the detection results and for generating suitable actuation commands.
[0064] The various features of novelty which characterize the invention are pointed out with particularity in the claims annexed to and forming a part of this disclosure. For a better understanding of the invention, its operating advantages and specific objects attained by its uses, reference is made to the accompanying drawings and descriptive matter in which preferred embodiments of the invention are illustrated.
BRIEF DESCRIPTION OF THE DRAWINGS
[0065] In the drawings:
[0066] FIG. 1 is a schematic view of a nonwoven pre-production plant with monitoring unit, with a central plant control unit and with an air conditioning system;
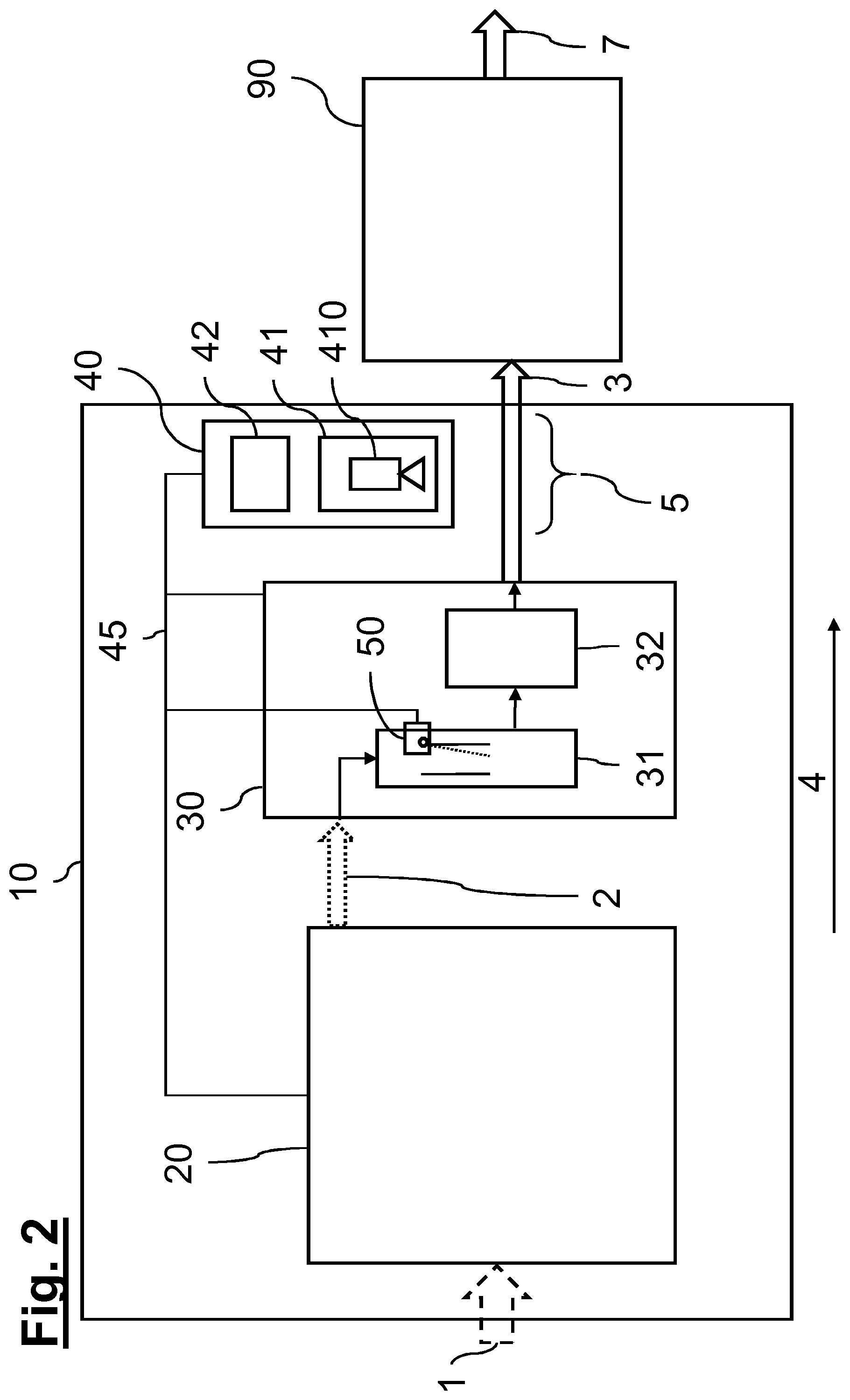
[0067] FIG. 2 is a schematic view of a nonwoven pre-production plant with a feeder, with a card and with an actuating unit;
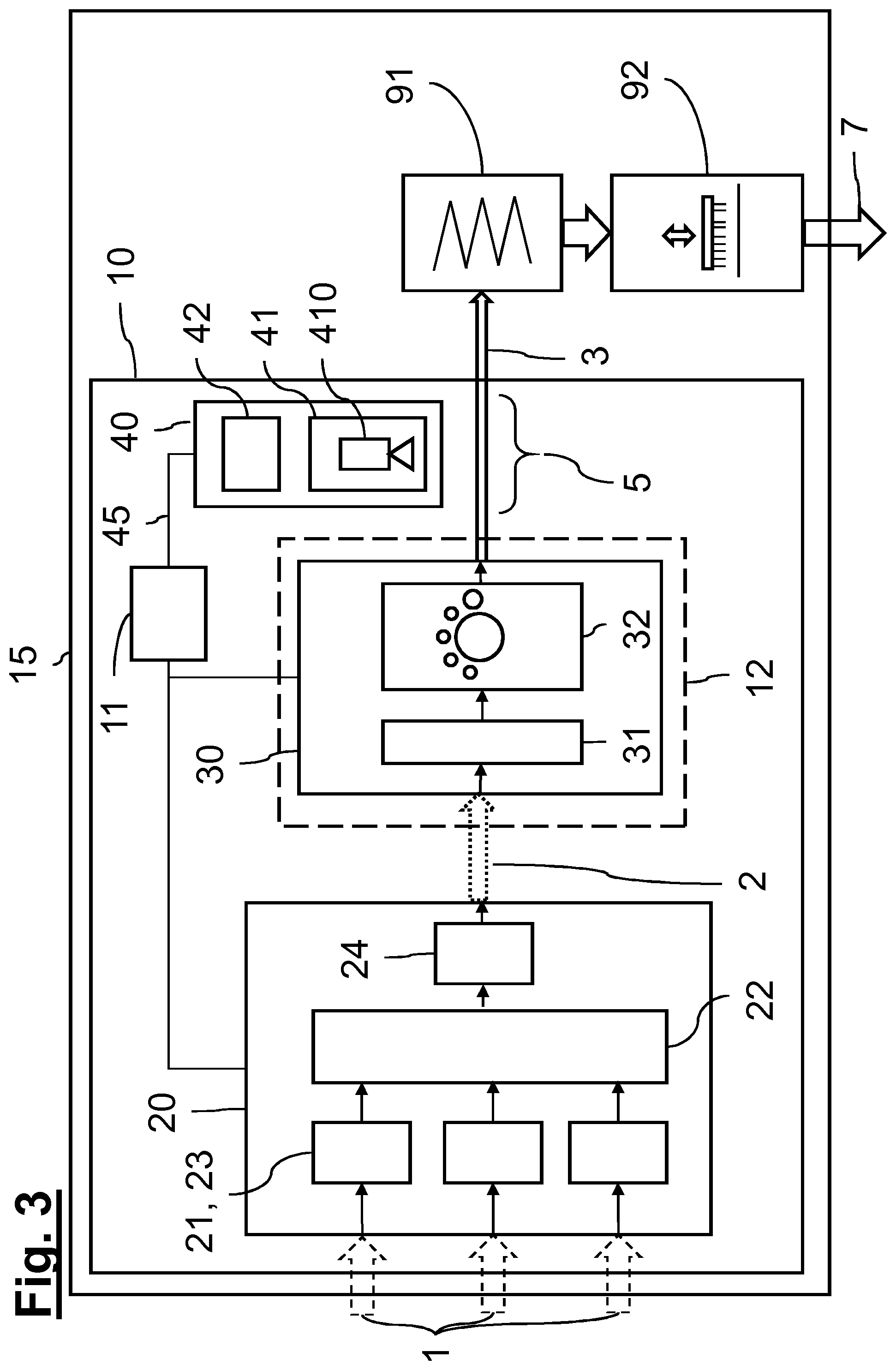
[0068] FIG. 3 is a schematic view of a nonwoven fabrication plant with a nonwoven pre-production plant as well as with a cross lapper and with a web bonding device;
[0069] FIG. 4 is a schematic top view of a nonwoven pre-product between a web forming device and a web processing device; and
[0070] FIG. 5 is a schematic view of a nonwoven pre-production plant with an air-conditioned card and with a plurality of moistening units.
DESCRIPTION OF PREFERRED EMBODIMENTS
[0071] Referring to the drawings, a nonwoven fabrication plant (15) may be configured with different numbers of machines depending on the nonwoven fabric to be produced. The nonwoven fabrication plant (15) comprises a nonwoven pre-production plant (10) for producing a nonwoven pre-product (3) as well as one or more web processing devices (90) for processing the nonwoven pre-product (3) into the finished nonwoven fabric (7). Different conveying devices may be used to transport the fibers and the fiber web between the individual machines.
[0072] FIG. 1 shows a nonwoven fabrication plant (15) with a nonwoven pre-production plant (10) and with a web processing device (10). The nonwoven pre-production plant (10) comprises a fiber processing device (20), a web forming device (30) as well as a monitoring unit (40). The nonwoven fabrication plant (15) preferably has, in addition, a plant control unit (11).
[0073] Fibers are processed in one or more fiber processing devices (20) in the nonwoven pre-production plant (10). A nonwoven pre-product (3) is then formed from the pre-processed fibers (2) in one or more web forming devices (30). The nonwoven pre-product (3) comprises a still unprocessed fiber web.
[0074] The monitoring unit (40) has a detection unit (41) with one or more sensors (410) for detecting the properties of the nonwoven pre-product (3). The properties of the nonwoven pre-product (3), especially the moisture content, the electrical charge, the weight distribution, the fiber orientation, the fiber blending ratio and/or the fiber opening degree thereof, are detected in a detection zone (5).
[0075] Arrangement of the detection zone (5) near the discharge of the nonwoven pre-product (3) from the web forming device (30) is especially advantageous. The detection unit (41) and/or the detection zone (5) may be located both within and outside the web forming device (30).
[0076] One or more web processing devices (90) follow after the detection zone (5) in the production direction. The nonwoven pre-product (3) is processed further into the finished nonwoven fabric (7) in one or more processing steps with the web processing devices (90). The structure of the fiber web is changed during the further processing. In particular, the web may be placed in a plurality of layers one on top of another in a cross lapper (91) in order to increase the thickness of the web. Especially the fiber orientation may change during the further processing. Other properties may also be changed by the further processing after the detection zone (5).
[0077] Parts of the nonwoven pre-production plant (10) are preferably air-conditioned. Especially in regions with humid climate, the embodiment is advantageous for influencing the moisture content and/or the temperature of the fibers and of the nonwoven pre-product (3). The nonwoven fabrication plant (15) may have one or more air conditioning systems (12). The process zone within the fiber processing device (20) and/or within the web forming device (30) is preferably air-conditioned. As an alternative, the entire production hall may be air-conditioned by an air conditioning system (12). The air conditioning system (12) can be set with the plant control unit (11) in this preferred embodiment. The air conditioning system (12) may, as an alternative, also receive actuation commands (45) directly from the monitoring unit (40).
[0078] The detection unit (41) carries out measurements on the nonwoven pre-product in the detection zone (5). One or more sensors (410) can be moved to and fro over the nonwoven pre-product (3). The movement of a sensor (410) may take place along or across the conveying direction of the nonwoven pre-product (3). The movement of a sensor (410) may be controlled as a function of the conveying speed of the nonwoven pre-product (3) in the detection zone (5). This is especially advantageous for facilitating an assignment of the detection results to the corresponding section of the running nonwoven pre-product (3). Individual sensors (410) or all sensors (410) may also be arranged stationarily. Especially advantageous is the stationary arrangement for local measurements, e.g., of the moisture content of the nonwoven pre-product (3). The sensors (410) may be arranged both above and under the nonwoven pre-product. In an alternative embodiment, the detection zone (5) may also be located within the web forming device (30), especially a card.
[0079] The measurements by means of a sensor (410) take place in a contactless manner. Infrared sensors are preferably used. Other contactless measuring methods with cameras or other active radiation sources, e.g., for X-ray, are also possible. The detection unit (41) is configured to arrange suitable sensors (410) at the nonwoven pre-product (3) such that the properties of the nonwoven pre-product can be reliably detected.
[0080] A monitoring unit (40) has, in addition, a data processing unit (42). The data processing unit (42) may comprise a digital memory with a data processing program and with a processor. The data processing unit (42) is configured to process detection results of the detection unit (41), especially in order to carry out processing steps of the monitoring process being claimed. The data processing unit (42) may also be configured as an embedded system of the detection unit (41) or as a part of the plant control unit (11). The monitoring unit (40) with the data processing unit (42) is configured to carry out the monitoring process being claimed.
[0081] The monitoring unit (40) is configured especially to generate actuation commands (45) for setting the nonwoven pre-production plant (10). The monitoring unit (40) preferably regulates the properties of the nonwoven pre-product (3). The actuation commands (45) may be generated according to a control algorithm. The actuation commands (45) preferably contain the manipulated variables for a closed loop. The controller is preferably implemented in the monitoring unit (40), especially in the data processing unit (42). The manufacturing process is adapted within the nonwoven pre-production plant (10) on the basis of the suitable actuation commands (45) such that the properties of the nonwoven pre-product (3) will change in the desired manner. The actuation commands (45) may also be used in another embodiment for a control in an open loop or for an anticipatory control.
[0082] The actuation commands (45) are transmitted in this preferred embodiment to the plant control unit (11). The plant control unit (11) may be used for the general control and monitoring of the entire nonwoven fabrication plant (15). It is configured, in particular, to process actuation commands (45) for the monitoring, especially the regulation, of the properties of the nonwoven pre-product (3). The plant control unit (11) may comprise especially driver stages in order to transform signal currents of the actuation commands (45) into power currents. As an alternative, the driver stages may also be arranged at another part of the nonwoven pre-production plant (10), especially at a fiber processing device (20) or at a web forming device (30). The central plant control unit (11) may communicate with different parts of the nonwoven pre-production plant (10), especially with the monitoring unit (40), especially via a bus network.
[0083] To generate suitable actuation commands (45), the monitoring unit (40) may process additional information of the nonwoven fabrication plant (10) in addition to the detection results of the detection unit (41). In particular, desired properties of the nonwoven pre-product (3) can be obtained or entered by a user. The monitoring unit (40) is configured to determine deviations between the detected properties and desired properties of the nonwoven pre-product (3). Desired properties may be present in fixed or variable values or value ranges. For example, the desired moisture content of the nonwoven pre-product may be predefined with a value range between a minimum moisture content and a maximum moisture content. Both the detected properties and the desired properties may be in the form of determined values and/or as statistical values. Properties of the nonwoven pre-product (3) may also be present as three-dimensional distributions and/or distributions over time.
[0084] A regulation of the properties of the nonwoven pre-product (3) to predefined desired properties is especially advantageous for reaching a high quality of the finished nonwoven fabric (7). A high-quality nonwoven pre-product (3) is advantageous for the further processing. Certain properties of the web, especially the fiber opening degree or the fiber orientation, are determined during an early phase of the production process, especially of fiber processing devices (20) and web forming devices (30). An early detection of these properties along the production direction (4) improves the possibilities of regulation. Furthermore, certain properties can be better detected before a first web structure-changing further processing. In particular, measuring methods, in which radiation that passes through the web is measured, can yield better information on properties of the web in case of thin and unbonded web. Arrangement of the detection zone (5) along the production direction (4) in front of a first cross lapper (91) and/or a needling machine is therefore advantageous. Short web run times between web formation and the detection zone (5) lead, in addition, to better control dynamics.
[0085] The economy of the plant can also be improved by an automated setting of a nonwoven pre-production plant (10) on the basis of the detection results of the monitoring unit (40). Set-up times can be shortened and the amount of rejects can be reduced.
[0086] FIG. 2 shows another embodiment of a nonwoven pre-production plant (10). The monitoring unit (40) generates actuation commands (45) and transmits these directly to a fiber processing device (20) and/or to a web forming device (30). The web forming device (30) preferably comprises a card (32) and a feeder (31). The feeder (31) feeds pre-processed fibers (2) to the card (32). A continuous fiber stream, which can be processed into a web in a card, is formed in the feeder (31), especially from the pre-processed fibers (2). The feeder (31) has guiding and conveying devices for the fibers, with which the fiber stream can be influenced. For example, the cross section of the feed shaft in the feeder (31) can be changed. An actuating unit (50) adjusts the fiber guiding devices corresponding to actuation commands (45).
[0087] The actuating unit (50) may comprise a driver stage and actuators, especially an electric motor. Actuating units (50) are preferably arranged at a fiber processing device (20) or at a web forming device (30). The actuating units (50) may have a uniform interface for receiving actuation commands (45). The interface may be compatible with a bus system of the web-forming plant (10) and communicate with this. Instead of an actuator of its own, the actuating unit (50) may also have a special machine interface, via which the actuator mechanism of the nonwoven pre-production plant is actuated. The actuating unit (50) may be used as a standardized interface for actuation commands (45) to different actuators. This is advantageous above all if the nonwoven pre-production plant comprises machines of different manufacturers.
[0088] The monitoring process may be supplied as a retrofitting component for existing nonwoven fabrication plants. The use of standardized interfaces at the actuating units (50) for the transmission of actuation commands (45) is especially advantageous in this case because only the actuating units need to be adapted to existing machines.
[0089] FIG. 3 shows a nonwoven pre-production plant (10) with a special fiber processing device (20). Different fiber types (1) are processed in this plant into a web. The fiber processing device (20) comprises a fiber-mixing device (22), in which the different fiber types (1) are blended.
[0090] The fiber blending device (22) is preferably configured to be able to be set with actuation commands (45). This is especially advantageous and to change or to regulate the detected fiber-blending conditions of the nonwoven pre-product (3).
[0091] The fibers (1) are usually fed to the plant in the form of pressed bales. The embodiment shown has bale openers (21), in which the fiber are released from the bales. Fiber lumps are opened in one or more steps. The fiber processing device (20) may have one or more bale openers (21) and/or fiber opening devices (23). The fibers (1) can be processed with this fiber processing device (20) such that a web can be formed from them in a web forming device (30), especially in a mechanical or aerodynamic card (32). The web forming device (30) may also comprise (additional) fiber opening devices, especially fine openers for multistep fiber-opening processes.
[0092] Both the bale openers (21) and the fiber opening devices (23) are adjustable. The fiber processing process can be set on the basis of the actuation commands (45). This is especially advantageous in the case of a regulation of the detected fiber opening degree of the nonwoven pre-product (3).
[0093] The fiber processing plant (20) may comprise, in addition, a moistening unit (24) (also called lubricating station). Fibers can be wetted or sprayed in a lubricating station with different chemical agents, especially with liquids. For example, an antistatic can be sprayed there onto the fibers in order to prevent or reduce the static charge thereof. Other chemical treatments are also possible. The moistening unit can likewise be set. In particular, the moisture of the fibers can be influenced by setting a moistening unit.
[0094] FIG. 4 shows a top view of a nonwoven pre-product (3) between a web forming device (30) and a web processing device (90). Properties of the nonwoven pre-product (3) are detected in a detection zone (5) by means of a monitoring unit (40). The figure shows a preferred embodiment of a detection unit (41) with a movable sensor (410). Likewise suggested is an embodiment with a sensor beam (411), which extends over the width of the nonwoven pre-product.
[0095] The nonwoven pre-product (3) is delivered continuously in the production direction (4). The detection zone (5) on the formed fabric web (3) is shifted by the conveying motion of the formed fabric web (3) and the movement of the sensor (410). A trajectory (5) of locations at which the properties of the nonwoven pre-product are detected is obtained. Measurements are carried out in the course of time in a zigzag or wave pattern, especially over the entire width of the formed fabric web (3).
[0096] A profile (6) of the properties can be determined from the detected properties, especially over the width of the nonwoven pre-product (3) across the production direction (4). The profile describes the distribution of the properties of the nonwoven pre-product.
[0097] A detected property is preferably provided at a detection location (5i) with location information and/or with time information.
[0098] An automated setting can be carried out by the detection of the properties and/of or a three-dimensional or two-dimensional distribution of the properties at an actuating unit (50) of a web forming device (30) (e.g., a card or a feed shaft) or of a fiber processing device (20).
[0099] A setting is preferably carried out at an actuating unit (50), which is configured to locally influence the properties of the nonwoven pre-product (3). The feed shaft of a feeder (31) is set in the embodiment shown. The feed shaft preferably has actuating units, which are configured to adjust the fiber stream over the entire width and/or at individual locations along the width of the nonwoven pre-product. The weight per unit area of the nonwoven pre-product can be controlled or regulated by the setting of the feed shaft locally and/or two-dimensionally and/or globally.
[0100] As an alternative or in addition, additional actuating units (50), for example, a bale opener, the fitting of a card (32), a dispensing device or a fiber opener, may be set in an automated manner at a fiber processing plant (20) or a web forming device (30).
[0101] The detection zone (5) is preferably arranged following a first card (32). In another embodiment, the detection zone (5) is arranged in the production direction (4) after a second, third or additional card (32) or other web forming device (30). The nonwoven pre-product (3) may be located in certain applications between a plurality of web-forming steps (e.g., cards). The nonwoven pre-product (3) in the detection zone (5) is a laid and unbonded fiber web in this embodiment. The structure-changing further processing may pertain to one or more properties of the nonwoven pre-product.
[0102] The detection zone (5) is preferably arranged in the production direction (4) behind the last card (32). The detection zone (5) is preferably arranged in front of a first bonding device. The cohesion between the fibers of the nonwoven pre-product is increased during the bonding.
[0103] The nonwoven pre-product may consist of a single-layer or multilayer fiber web. The fiber web may be laid especially one on top another within the framework of the web-forming process. The thickness of the fiber web can thus be increased.
[0104] FIG. 5 shows a schematic view of a nonwoven pre-production plant (10) with different embodiments of a monitoring process, especially for the moisture content and/or for the electrical charge.
[0105] The figure shows a possible embodiment of an air-conditioned zone (13). A web forming device (30) (e.g., a card (32)) comprises an air conditioning system (12). The air conditioning system (12) is configured to set the ambient conditions, especially the absolute or relative humidity of the air and/or the temperature, in an air-conditioned zone (13). The air-conditioned zone is integrated in the card (32) in this advantageous embodiment. The housing of the card is essentially separated from the surrounding area in terms of climate control.
[0106] The nonwoven fabrication plant may comprise one or more air-conditioned zones (13) or air conditioning systems (12). The air-conditioned zone (13) may also be built (e.g., for retrofitting) around a machine.
[0107] The nonwoven pre-production plant (10) may comprise one or more moistening devices (24). The moistening device (also called lubricating station) is configured to apply a liquid or a grease to fibers. The moistening device (24) may comprise especially a spray nozzle or other moistening devices. Distilled water is preferably sprayed on. A mist may also be formed. As an alternative or in addition, a chemical, an additive or a lubricant may be applied in a moistening station (24). A moistening device (24) may be combined with an air conditioning system (12). The moistening device preferably comprises one or more liquid tanks and/or controllable pumps. The air conditioning system (12) may comprise, as an alternative or in addition, drying devices (e.g., an infrared lamp, blower or heater).
[0108] The moistening device (24) may especially be integrated into a machine, a fiber processing device (20) or a web forming device (30).
[0109] An air conditioning system (12) and/or a moistening device (24) comprise an actuating unit (50). The actuating unit (50) is configured to receive actuation commands (45). In addition, the actuating unit (50) is configured to set the amount of moisture introduced (e.g., by dispensing a liquid) and/or the removal of moisture (e.g., by setting the temperature or radiation).
[0110] The figure shows a plurality of possible arrangements of a detection zone (5) and of a detection unit (41). In particular, the properties of a fiber stream can be detected behind, in or at a bale opener (21), at a fiber blending device (22) or at another fiber processing device (20). The properties are preferably detected in a detection zone (5) that is arranged in the production direction (4) behind an actuating unit (50). The properties can advantageously be regulated in a "feedback control" due to such an arrangement. As an alternative or in addition, the properties may also be controlled.
[0111] The detected properties of the nonwoven pre-product may also be used for other purposes, for example, for predictive maintenance and/or damage detection. In an advantageous embodiment, the detected properties are analyzed in an automated manner. The frequency characteristic of the properties is preferably analyzed. In particular, a Fourier transformation may be applied to the detected properties. The frequencies of the detected properties can be compared with frequencies of periodic movements (e.g., speeds of rotating or oscillating parts) or of already known machine parameters. Damage to a component is detected in a preferred embodiment by frequency patterns in the detected properties. An automated warning about a conspicuous frequency characteristic can be generated. In particular, a warning can be generated about a damage or need for maintenance of a certain component.
[0112] The nonwoven pre-product is a flat and/or web-shaped fiber web. The width of the nonwoven pre-product preferably equals 1 m to 4 m.
[0113] The monitoring unit preferably comprises an infrared sensor. As an alternative or in addition, radioactive radiation sensors or X-ray sensors may be used. In particular, isotope backscatter sensors can are suitable as well. Radioactive radiation of a krypton isotope is especially suitable for the detection of the properties of a nonwoven pre-product.
[0114] The use of radioactive radiation requires special radiation safety measures. The sensors or the radiation source must, as a rule, be replaced after the end of the half-life. Infrared sensors have the advantage that they can also detect moisture. In addition, the maintenance of infrared sensors is less expensive. Depending on the nonwoven product, different sensors may be advantageous. The special detection zone and the use of the detection results are advantageous in combination with different types of sensors.
[0115] In a preferred embodiment, the monitoring unit (40) is configured with the detection unit (41) and with a data processing unit (42) of its own. This embodiment has the advantage that the monitoring process can be used by retrofitting existing plants with a monitoring unit (40). The product quality is be improved hereby in existing plants as well.
[0116] In another embodiment, the monitoring unit (40) may be configured as a distributed system. In particular, the detection unit (41), the data processing unit (42) and the actuating unit (50) may be configured in separate hardware units. The data processing unit may be implemented, in particular, in a plant control unit.
[0117] Various variants of the present invention are possible. In particular, the features shown, described or claimed in connection with the respective exemplary embodiments may be combined with one another, replaced with one another, supplemented or omitted as desired.
[0118] The disclosure comprises as an independent aspect, which can be used in itself or in combination with the aspect towards which the independent claims are directed, a monitoring process having the following features.
[0119] A monitoring process for a production process of a nonwoven pre-product is characterized in that the properties of a nonwoven pre-product (3), especially the weight per unit area, fiber blending ratio and/or fiber opening degree, are detected with a detection unit (41) in a detection zone (5) and the detection results are processed in a data processing unit (42), wherein the nonwoven pre-product (3) is still an unprocessed fiber web in the detection zone (5) and the properties of the nonwoven pre-product (3) are detected over the width of the nonwoven pre-product (3) across the production direction (4).
[0120] A monitoring process is characterized in that the detection zone (5) is located directly at or close to the discharge of the nonwoven pre-product (3) from a web-forming device (30), especially a card, airlay or spunbond machine.
[0121] A monitoring process is characterized in that the detection zone (5) is located in the production direction (4) in front of a web structure-changing processing device (90), especially a cross lapper (91) or a bonding device (92).
[0122] A monitoring process is characterized in that the nonwoven pre-product (3) is unlaid and/or unbonded.
[0123] A monitoring process is characterized in that the nonwoven pre-product (3) is a single-layer or multilayer fiber web.
[0124] A monitoring process is characterized in that the three-dimensional distribution of properties of the nonwoven pre-product (3) is detected along and/or across the production direction (4), especially with a movable sensor (410) or with a stationary sensor beam (411).
[0125] A monitoring process is characterized in that local properties of the nonwoven pre-product (3) are detected at at least one local detection location (5i), especially with location information.
[0126] A monitoring process is characterized in that the detection results are stored in a memory of the data processing unit (42) and/or are displayed on a display device.
[0127] A monitoring process is characterized in that a frequency analysis of the detection results is carried out, especially on the basis of a Fourier transformation.
[0128] A monitoring process is characterized in that a damage to or a need for maintenance of a component of the nonwoven pre-production plant (10) is determined on the basis of the frequency analysis, especially by comparing a periodic movement of the component and the frequency analysis of the detection results.
[0129] A monitoring process is characterized in that the detection results are compared with desired properties of the nonwoven pre-product (3) and deviations of properties are determined.
[0130] Monitoring process are characterized in that actuation commands (45) are generated for a nonwoven pre-production plant (10), especially a fiber processing device (20) and/or a web forming device (30).
[0131] A monitoring process is characterized in that actuation commands (45) are generated, which are configured to influence and/or to set and/or to regulate properties of the nonwoven pre-product (3) locally in an actuation zone (46), especially in a partial area of the width of the nonwoven pre-product (3) across the production direction.
[0132] A monitoring process is characterized in that a property of the nonwoven pre-product (3), especially a local property or the three-dimensional and/or two-dimensional distribution of a property across and/or along the production direction (4), is regulated or controlled.
[0133] A monitoring process is characterized in that actuation commands (45) are transmitted to a central plant control unit (11), to an actuating unit (50), to a fiber processing device (20) or to a web forming device (30).
[0134] A monitoring process is characterized in that a process parameter, especially a fiber volume flow, the velocity of a fiber conveying device, the position of a fiber guiding device, or the air conditioning, is changed at the nonwoven pre-production plant (10), especially at a fiber processing device (20) and/or at a web forming device (30).
[0135] A monitoring process is characterized in that a detected property of the nonwoven pre-product (3) is influenced in a specific manner by changing a process parameter, especially in order to compensate deviations of properties.
[0136] A monitoring process is characterized in that the weight per unit area of the nonwoven pre-product (3), especially the distribution of the weight per unit area, is detected over the width of the nonwoven pre-product (3).
[0137] A monitoring process is characterized in that the weight per unit area, especially the three-dimensional and/or two-dimensional distribution along and/or across the production direction (4), of the nonwoven pre-product (3), is influenced in a specific manner by setting the fiber conveying speed of the nonwoven pre-production plant (10), the feed characteristic of a feeder (31) or the inlet of a web forming device (30).
[0138] A monitoring process is characterized in that the fiber orientation in the nonwoven pre-product (3) is influenced in a specific manner by setting a web forming device (30), especially a card or aerodynamic card (airlay).
[0139] A monitoring process is characterized in that the blending ratio of the fiber components in the nonwoven pre-product (3) is set in a specific manner by setting a bale opener (21), a dispensing device, a fiber opening device (23) or a fiber blending device (22).
[0140] A monitoring process is characterized in that the opening degree of the fibers in the nonwoven pre-product (3) is influenced in a specific manner by setting a fiber opening device (23) or a web forming device (30).
[0141] A monitoring process is characterized in that the temperature in the nonwoven pre-product (3) is influenced in a specific manner by setting a nonwoven pre-production plant (10), especially a spunbond device or an air conditioning system.
[0142] A monitoring unit (40) for a nonwoven fabrication plant is characterized in that the monitoring unit (40) has a detection unit (41) for detecting properties of a nonwoven pre-product (3) in a detection zone (5) as well as a data processing device (42), wherein the detection unit (41) comprises one or more sensors (410), especially an infrared sensor, radioactive radiation sensor and/or X-ray sensor, wherein the detection unit (41) is configured to detect properties of an unprocessed nonwoven pre-product (3) over the width of the nonwoven pre-product (3) across the production direction (4).
[0143] A monitoring unit (40) is characterized in that the monitoring unit (40) is configured to detect properties of a nonwoven pre-product (3), especially of a loose and/or unlaid and/or unbonded fiber web.
[0144] A monitoring unit (40) is characterized in that the monitoring unit (40) is configured to detect properties of the web in a detection zone (5) directly at or close to the discharge of the nonwoven pre-product (3) from a web forming device (30), especially from a mechanical or aerodynamic card.
[0145] A monitoring unit (40) is characterized in that the monitoring unit (40) is configured to detect the properties of the nonwoven pre-product (3) in a detection zone (5), which is located within or at a web forming device (30), especially at a card (32).
[0146] A monitoring unit (40) is characterized in that the monitoring unit (40) is configured to detect properties of the web in a detection zone (5) in the production direction (4) in front of a first web structure-changing processing device (90), especially a first cross lapper (91) and/or a first bonding machine (92) along the production direction.
[0147] A monitoring unit (40) is characterized in that a sensor (410) of the detection unit (41) is movable along and/or across the production direction (4) over the nonwoven pre-product (3).
[0148] A monitoring unit (40) is characterized in that the monitoring unit (40) is configured to carry out a monitoring process in accordance with one of the above claims.
[0149] A monitoring unit (40) is characterized in that the monitoring unit (40) is configured to generate actuation commands (45) for a nonwoven pre-production plant (10), especially a fiber processing device (20) and/or a web forming device (30).
[0150] A nonwoven pre-production plant (10) with a fiber processing device (20) and with a web forming device (30) for forming a nonwoven pre-product (3) is characterized in that the nonwoven pre-production plant (10) comprises a monitoring unit (40) in accordance with aspects of the above disclosure and is configured to carry out a monitoring process in accordance with aspects of the above disclosure.
[0151] A nonwoven pre-production plant (10) is characterized in that a fiber processing device (20) and/or a web forming device (30) can be set by the monitoring unit (40) in order to influence, especially to regulate, properties of a nonwoven pre-product (3).
[0152] A nonwoven fabrication plant (15) for producing a nonwoven fabric (7) is characterized in that the nonwoven fabrication plant (15) has a nonwoven pre-production plant (10) in accordance with one of the above claims as well as one or more web structure-changing processing devices (90), especially a cross lapper (91) and/or a web bonding device (92), wherein the detection zone (5) of the detection unit (41) is located between the nonwoven pre-production plant (10) and a processing device (90).
[0153] While specific embodiments of the invention have been shown and described in detail to illustrate the application of the principles of the invention, it will be understood that the invention may be embodied otherwise without departing from such principles.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.