Method For Piercing Titanium Alloy Solid Billet
YANG; Yanhui ; et al.
U.S. patent application number 16/822057 was filed with the patent office on 2020-09-24 for method for piercing titanium alloy solid billet. The applicant listed for this patent is Northwestern Polytechnical University. Invention is credited to Dong LIU, Jianguo WANG, Yanhui YANG.
| Application Number | 20200298297 16/822057 |
| Document ID | / |
| Family ID | 1000004746117 |
| Filed Date | 2020-09-24 |




| United States Patent Application | 20200298297 |
| Kind Code | A1 |
| YANG; Yanhui ; et al. | September 24, 2020 |
METHOD FOR PIERCING TITANIUM ALLOY SOLID BILLET
Abstract
A method for piercing a titanium alloy solid billet, the method including: 1) providing a Mannesmann rotary piercer including two rollers, a feed channel, a plurality of centering devices, and a mandril including a plug; fixing the mandril using the plurality of centering devices, where the Mannesmann rotary piercer has a feeding angle of 6-18.degree., a cross angle of 15.degree., and a roll speed of 30-90 rpm; 2) heating a titanium alloy solid billet to 930-990.degree. C.; 3) transferring the titanium alloy solid billet to the feed channel of the Mannesmann rotary piercer; and 4) aligning the titanium alloy solid billet with the plug of the mandril, and driving the titanium alloy solid billet to pass through the plug of the mandril, thereby piercing the titanium alloy solid billet and yielding a titanium alloy tube.
| Inventors: | YANG; Yanhui; (Xi'an, CN) ; LIU; Dong; (Xi'an, CN) ; WANG; Jianguo; (Xi'an, CN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000004746117 | ||||||||||
| Appl. No.: | 16/822057 | ||||||||||
| Filed: | March 18, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B21C 23/085 20130101; B21C 23/002 20130101 |
| International Class: | B21C 23/08 20060101 B21C023/08; B21C 23/00 20060101 B21C023/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Mar 18, 2019 | CN | 201910201337.1 |
Claims
1. A method, comprising: 1) providing a Mannesmann rotary piercer comprising two rollers, two guide plates, a feed channel, a plurality of centering devices, and a mandril comprising a plug; fixing the mandril using the plurality of centering devices; wherein the Mannesmann rotary piercer has a feeding angle of 6-18.degree., a cross angle of 15.degree., and a roll speed of 30-90 rpm, and a plug advance of 5-15 mm; the feeding angle refers to a projection of an included angle between an axis of one of the two rollers and an axis of a billet along a connection line of rotation centers of the two rollers, and the cross angle refers to a projection of an included angle between the axis of one of the two rollers and the axis of the billet on a plane formed by a connection line of the rotation centers of the two rollers and the axis of the billet; the plug advance refers to a distance between a front end of the plug and a roll gorge along the axis of the billet, the roll gorge refers to the position of a minimum distance between the two rollers; a diameter reduction ratio of the billet is set as 6-12%; 2) heating a titanium alloy solid billet to 930-990.degree. C.; 3) transferring the titanium alloy solid billet to the feed channel of the Mannesmann rotary piercer; and 4) aligning the titanium alloy solid billet with the plug of the mandril, and driving the titanium alloy solid billet to pass through the plug of the mandril, thereby piercing the titanium alloy solid billet and yielding a titanium alloy tube.
2. The method of claim 1, wherein the mandril comprises a free end and a fixed end, and the plug is disposed on the free end; the centering device is installed in batches; a distance between a first one of the plurality of centering devices and the fixed end is (2/3).sup.nl, where n refers to batch of installation of the centering devices, and l refers to a length of the mandril; the plurality of centering devices is 2.sup.n-1 in number, and the centering devices are exponentially added in each installation; a distance between a second one of the plurality of centering devices and the free end is 1/3.times.( ).sup.n-1l; when n is greater than 2, suppose a distance between two adjacent centering devices is a, additional centering devices are disposed between the two adjacent centering devices, and a distance between the additional centering devices and one of the two adjacent centering devices close to the free end is a.
3. The method of claim 1, wherein a heating time of the titanium alloy solid billet is D.times.(1.2 to 2) min, where D is a diameter of the titanium alloy solid billet with a unit of millimeter.
4. The method of claim 1, wherein the two rollers each are a conical roll with double helix.
5. The method of claim 1, wherein the Mannesmann rotary piercer comprises three cams for each centering device; an included angle of each two of the three cams is 120.degree., and the mandril is disposed in a hole enclosed by the three cams for each centering device.
6. The method of claim 1, wherein the Mannesmann rotary piercer comprises two guide plates disposed between the two rollers, and the distance between the two guide plates is 1.05-1.1 times that of the two rollers in a cross section perpendicular to the axis of the billet, and a minimum distance between the two rollers is D-(1-diameter reduction ratio), where D is the diameter of the titanium alloy solid billet with a unit of millimeter.
7. The method of claim 1, further comprising cooling the titanium alloy tube in air.
8. The method of claim 1, further comprising machining a head and a tail of the titanium alloy tube.
9. The method of claim 1, wherein in 4), the titanium alloy solid billet is pierced in the Mannesmann rotary piercer at a temperature between 860 and 1000.degree. C.
Description
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] Pursuant to 35 U.S.C. .sctn. 119 and the Paris Convention Treaty, this application claims foreign priority to Chinese Patent Application No. 201910201337.1 filed Mar. 18, 2019, the contents of which, including any intervening amendments thereto, are incorporated herein by reference. Inquiries from the public to applicants or assignees concerning this document or the related applications should be directed to: Matthias Scholl P.C., Attn.: Dr. Matthias Scholl Esq., 245. First Street, 18th Floor, Cambridge, Mass. 02142.
BACKGROUND
[0002] The disclosure relates to a method for piercing a titanium alloy solid billet.
[0003] Compared with steel, titanium alloy has large elastic modulus and high deformation resistance. Thus, in the process of two-roll rotary piercing, the titanium alloy billet is too hard and tends to be stuck in the rotary piercer, and the mandril for piercing the billet tends to lose the working position. The microstructure of titanium alloy is greatly affected by the deformation process parameters, so it is important to set the process parameters reasonably to obtain ideal microstructure.
SUMMARY
[0004] The disclosure provides a method for piercing a titanium alloy solid billet, the method comprising:
[0005] 1) providing a Mannesmann rotary piercer comprising two rollers, two guide plates, a feed channel, a plurality of centering devices, and a mandril comprising a plug; fixing the mandril using the plurality of centering devices; wherein the Mannesmann rotary piercer has a feeding angle of 6-18.degree., a cross angle of 15.degree., a roll speed of 30-90 rpm, and a plug advance of 5-15 mm; the feeding angle refers to a projection of an included angle between an axis of one of the two rollers and an axis of a billet along a connection line of rotation centers of the two rollers, and the cross angle refers to a projection of an included angle between the axis of one of the two rollers and the axis of the billet on a plane formed by a connection line of the rotation centers of the two rollers and the axis of the billet; the plug advance refers to the distance between the front end of plug and the roll gorge along the axis of the billet; the roll gorge refers to the position of minimum distance between the two rollers; a diameter reduction ratio of the billet is set as 6-12%;
[0006] 2) heating a titanium alloy solid billet to 930-990.degree. C.;
[0007] 3) transferring the titanium alloy solid billet to the feed channel of the Mannesmann rotary piercer; and
[0008] 4) aligning the titanium alloy solid billet with the plug of the mandril, and driving the titanium alloy solid billet to pass through the plug of the mandril, thereby piercing the titanium alloy solid billet and yielding a titanium alloy tube.
[0009] The mandril comprises a free end and a fixed end, and the plug is disposed on the free end; the centering device is installed in batches; a distance between a first one of plurality of centering devices and the fixed end is (2/3).sup.nl, where n refers to batch of installation of the centering devices, and l refers to a length of the mandril; the plurality of centering devices is 2.sup.n-1 in number, and the centering devices are exponentially added in each installation; a distance between a second one of the plurality of centering devices the free end is 1/3.times.( ).sup.n-1l; when n is greater than 2, suppose a distance between two adjacent centering devices is a, additional centering devices are disposed between the two adjacent centering devices, and a distance between the additional centering devices and one of the two adjacent centering devices close to the free end is a. The strength of the centering devices is checked. When the strength of the mandril is not satisfied, the time (n+1) of installation of the centering devices is provided until all the strength of the centering devices is satisfied.
[0010] The heating time of the titanium alloy solid billet is D.times.(1.2 to 2) min, where D is the diameter of the titanium alloy solid billet with a unit of millimeter.
[0011] The two rollers each comprises a conical roll with double helix.
[0012] The Mannesmann rotary piercer comprises three cams for each centering device; an included angle of each two of the three cams is 120.degree., and the mandril is disposed in a hole enclosed by the three cams for each centering device.
[0013] The Mannesmann rotary piercer comprises two guide plates disposed between the two rollers, and the distance (Ddx) between the two guide plates is 1.05-1.1 times the distance (Dgx) of the two rollers in a cross section perpendicular to the axis of the billet, and a minimum distance between the two rollers is D.times.(1-diameter reduction ratio), where D is the diameter of the titanium alloy solid billet with a unit of millimeter.
[0014] The method further comprises cooling the titanium alloy tube in air.
[0015] The titanium alloy solid billet is prepared by melting in vacuum consumable electric arc furnace, forging and machining.
[0016] The method further comprises machining the head and tail of the titanium alloy tube.
[0017] In 4), the titanium alloy solid billet is pierced in the Mannesmann rotary piercer at the temperature between 860 and 1000.degree. C.
BRIEF DESCRIPTION OF THE DRAWINGS
[0018] FIG. 1 is a flow chart of a method for piercing a titanium alloy solid billet according to one embodiment of the disclosure;
[0019] FIG. 2 is a schematic diagram of a Mannesmann rotary piercer in one angle of view showing the feeding angle of two rollers according to one embodiment of the disclosure;
[0020] FIG. 3 is a schematic diagram of a Mannesmann rotary piercer in another angle of view showing the cross angle of two rollers according to one embodiment of the disclosure; and
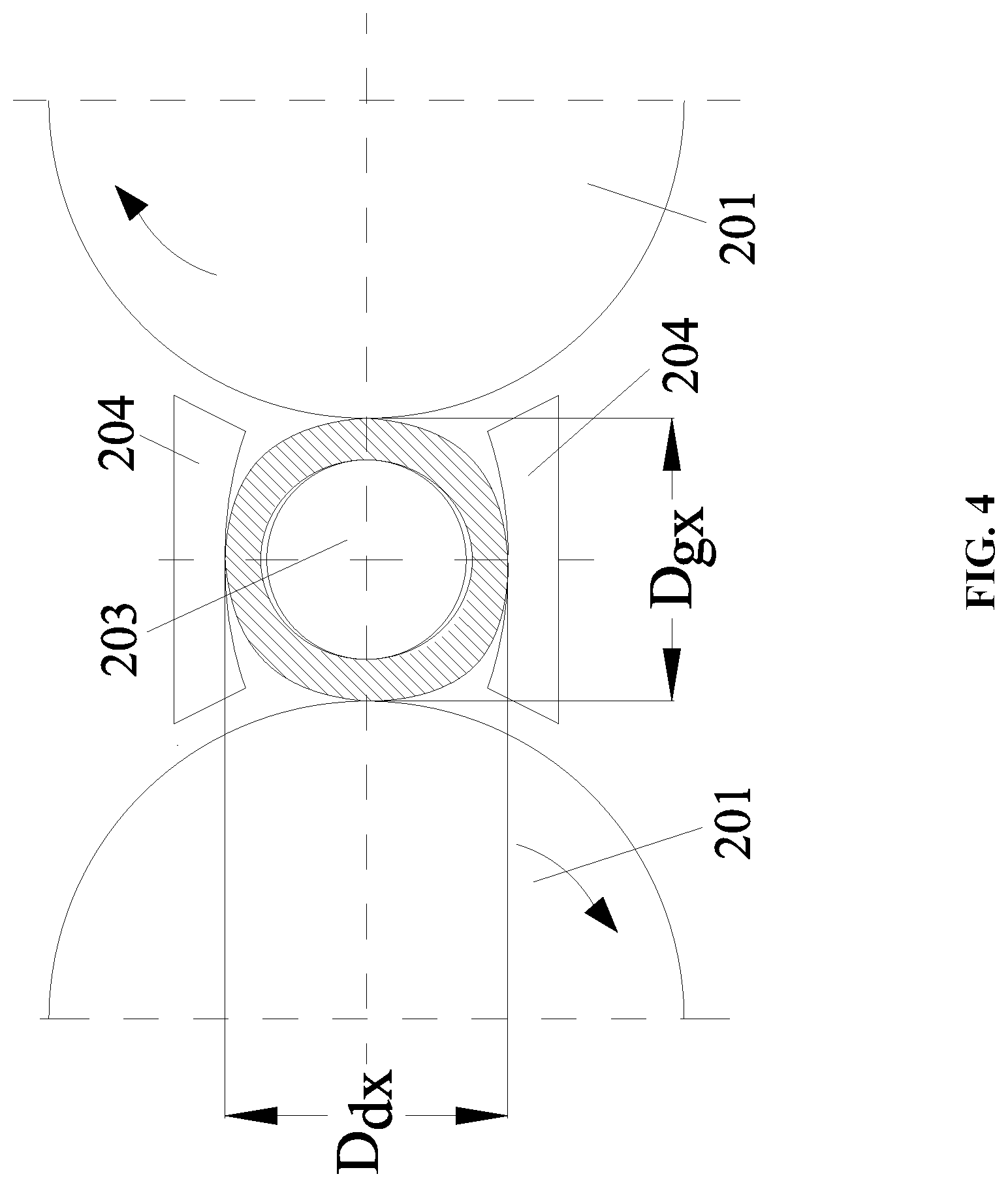
[0021] FIG. 4 is a sectional view taken from line A-A in FIG. 2.
DETAILED DESCRIPTION
[0022] To further illustrate, embodiments detailing a method for piercing a titanium alloy solid billet are described below. It should be noted that the following embodiments are intended to describe and not to limit the disclosure.
[0023] As shown in FIG. 1, provided is a flow chart of a method for piercing a titanium alloy solid billet. The method is detailed as follows:
[0024] 1) Providing a Mannesmann rotary piercer comprising two rollers 201, two guide plates 204, a feed channel, a plurality of centering devices, and a mandril 202 comprising a plug 203; fixing the mandril using the plurality of centering devices. Specifically, three centering devices are provided, that is, one primary centering device and two secondary centering devices. The mandril comprises a free end and a fixed end. The distance between the one primary centering device and the fixed end is approximately 513 mm. The distances between the two secondary centering devices and the fixed end and the free end are approximately 342 mm and 103 mm, respectively. The uneven distribution of the centering devices improves the stability of the mandril, and reduces the occurrence of the rolling block phenomenon (the alloy billet is stuck in the middle of the rotary piercer). The distance Ddx between the two guide plates is 1.05-1.1 times the distance Dgx of the two rollers in a cross section perpendicular to the axis of the billet, and a minimum distance between the two rollers is D.times.(1-diameter reduction ratio), where D is the diameter of the titanium alloy solid billet with a unit of millimeter.
[0025] 2) As shown in FIGS. 2, 3 and 4, the Mannesmann rotary piercer has a feeding angle of 6-18.degree., a cross angle of 15.degree., a diameter reduction ratio of 6-12%, a roll speed of 30-90 rpm, and a plug advance of 5-15 mm. Specifically, the Mannesmann rotary piercer has a feeding angle .alpha. of 15.degree., a cross angle .beta. of 15.degree., a diameter reduction ratio of 8%, and a roll speed of 60 rpm. The feeding angle refers to the projection of an included angle between the axis of one of the two rollers and the axis of the titanium alloy solid billet along the connection line of rotation centers of the two rollers, and the cross angle refers to the projection of an included angle between the axis of one of the two rollers and the axis of the titanium alloy solid billet on the plane formed by a connection line of rotation centers of the two rollers and the axis of the titanium alloy solid billet. The plug advance refers to the distance between the plug nose and the roll gorge along the axis of the billet; the plug nose refers to the front end of plug; the roll gorge refers to the position of minimum distance between the two rollers.
[0026] 3) Heating a titanium alloy solid billet to 930-990.degree. C.
[0027] In this disclosure, the titanium alloy solid billet is prepared by melting in vacuum consumable electric arc furnace, forging and machining. Specifically, three titanium alloy solid billets TC4 are provided, with dimension of .PHI.45.times.200 mm, .PHI.45.times.280 mm, and .PHI.45.times.420 mm, respectively. The microstructure of each part of the billets is even, and no defects such as inclusions and pores are found. The phase transformation temperature of the titanium alloy cylindrical billets is 1000.degree. C..+-.5.degree. C.; the initial microstructure of each part of the cylindrical billets is bimodal microstructure with 44% primary a phase, and the average grain size of primary a phase is 20 .mu.m.
[0028] The three titanium alloy cylindrical billets are heated in a heating furnace. The heating temperature is 960.degree. C..+-.10.degree. C. and the heating time is 60 min. The shape of two rollers are all conical roll with double helix; The Mannesmann rotary piercer comprises three cams for each centering device; the included angle of each two of the three cams is 120.degree., and the mandril is placed in the holes enclosed by three cams for each centering device.
[0029] 4) Transferring the titanium alloy solid billet to the feed channel of the Mannesmann rotary piercer. The transit time is less than or equal to 5 seconds.
[0030] 5) Aligning the titanium alloy solid billet with the plug of the mandril, and driving the titanium alloy solid billet to pass through the plug of the mandril, thereby piercing the titanium alloy solid billet and yielding a titanium alloy tube.
[0031] The rolling temperature of the titanium alloy solid billet is 860-1000.degree. C.
[0032] Following 5), the titanium alloy tube is cooled in air, and the head and tail of the titanium alloy tube are machined.
[0033] After the piercing, the dimensions of the head and tail of the three titanium alloy tubes are shown in Table 1.
TABLE-US-00001 TABLE 1 Dimensions of three titanium alloy tubes Head of Tail of titanium alloy tubes titanium alloy tubes Outer Inner Wall Outer Inner Wall diameter diameter thickness diameter diameter thickness Items (mm) (mm) (mm) (mm) (mm) (mm) .PHI.45 .times. 200 mm 47.10 19.90 13.20 46.90 19.80 13.55 .PHI.45 .times. 280 mm 47.20 20.10 13.40 47.00 20.00 13.50 .PHI.45 .times. 420 mm 47.00 19.80 12.70 46.80 19.80 13.8 Variance -- 0.09 0.01 0.05 0.02 0.03
[0034] As shown in Table 1, the variances between the inner diameter and the wall thickness of the three tubes with different lengths is less than 0.1, which indicates that the piercing method of the disclosure is accurate and stable, and the tubes with a diameter thickness ratio of about 3.5 are obtained.
[0035] The microstructure of different parts of the billet with a length of 230 mm is studied. The samples are selected from the head, middle part and tail of the tube for metallographic analysis. Each sample is provided with three observation points which are recorded as a, b and c along the radial direction and the microstructure of the head, middle part and tail of the tube are observed through the three observation points. The radial and axial microstructure of the tube with bimodal microstructure is even across the section. According to statistics, the primary a phase of each part is about 30%, and the length-width ratio of the primary a phase is the same.
[0036] The obtained titanium alloy tubes of the disclosure have a bimodal microstructure. The primary a phase is equiaxed and accounts for 15%-35%. The diameter-thickness ratio of the titanium alloy bimodal microstructure tube is less than 4. The disclosure adopts a conical roll with double helix, a large feeding angle and cross angle, and the rolling parameters such as diameter reduction rate and the roll speed are reasonably designed, which can effectively avoid the temperature rise in the whole process of rotary piercing, and obtain a titanium alloy tube with bimodal microstructure.
[0037] By reasonably designing the feeding angle, cross angle, roll speed, diameter reduction rate of the Mannesmann rotary piercer and the length of the plug, the temperature rise of the alloy billet in the process of rotary piercing can be effectively controlled, thereby avoiding the formation of the Widmanstatten microstructure, and improving the quality of the titanium alloy tube with bimodal microstructure. The centering devices of the Mannesmann rotary piercer are unevenly distributed, thus improving the strength and rigidity of the centering devices acting on the mandril, and reducing the occurrence rate of the rolling block phenomenon.
[0038] It will be obvious to those skilled in the art that changes and modifications may be made, and therefore, the aim in the appended claims is to cover all such changes and modifications.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.