Free-cut Warp-knitted Elastic Fabric And Method For Production Thereof
Peng; Changsheng ; et al.
U.S. patent application number 16/569664 was filed with the patent office on 2020-09-17 for free-cut warp-knitted elastic fabric and method for production thereof. The applicant listed for this patent is Pacific (Panyu) Textiles Ltd. Invention is credited to Baohong Hu, Yanfang Lai, Changsheng Peng, Lihong Qiu, Junbiao Wan, Xue Xiao, Xiangjiao Xie, Hualan Xu, Chun Wah Samuel Yeung, Gui Zhang, Shuying Zhang.
| Application Number | 20200291556 16/569664 |
| Document ID | / |
| Family ID | 1000004348256 |
| Filed Date | 2020-09-17 |
| United States Patent Application | 20200291556 |
| Kind Code | A1 |
| Peng; Changsheng ; et al. | September 17, 2020 |
FREE-CUT WARP-KNITTED ELASTIC FABRIC AND METHOD FOR PRODUCTION THEREOF
Abstract
The present invention provides a free-cut warp-knitted elastic fabric and a method for production thereof. The method uses a first guide bar and a second guide bar of a tricot warp knitting machine for knitting, wherein a non-elastic yarn passes across a guide needle of the first guide bar and forms the surface of the fabric by knitting via two needles in a 1.times.1 warp plain stitch loop mode, and an elastic yarn passes across a guide needle of the second guide bar and forms the inside of the fabric by knitting with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 double warp plain stitch loop mode. Finally the fabric which has good resilience, can be arbitrarily cut, and has low raveling property, good elasticity and high snagging level is obtained.
| Inventors: | Peng; Changsheng; (Guangzhou, CN) ; Yeung; Chun Wah Samuel; (Guangzhou, CN) ; Hu; Baohong; (Guangzhou, CN) ; Xie; Xiangjiao; (Guangzhou, CN) ; Qiu; Lihong; (Guangzhou, CN) ; Zhang; Gui; (Guangzhou, CN) ; Xiao; Xue; (Guangzhou, CN) ; Lai; Yanfang; (Guangzhou, CN) ; Zhang; Shuying; (Guangzhou, CN) ; Xu; Hualan; (Guangzhou, CN) ; Wan; Junbiao; (Guangzhou, CN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000004348256 | ||||||||||
| Appl. No.: | 16/569664 | ||||||||||
| Filed: | September 12, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D04B 21/18 20130101; D04B 21/20 20130101 |
| International Class: | D04B 21/18 20060101 D04B021/18; D04B 21/20 20060101 D04B021/20 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Mar 12, 2019 | CN | 201910185025.6 |
Claims
1. A method for producing a free-cut warp-knitted elastic fabric, which uses a first guide bar and a second guide bar of a tricot warp knitting machine for knitting, comprising: making a non-elastic yarn pass across a guide needle of the first guide bar and form the surface of the fabric by knitting via two needles in a 1.times.1 warp plain stitch loop mode, and making an elastic yarn pass across a guide needle of the second guide bar and form the inside of the fabric by knitting with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 double warp plain stitch loop mode.
2. The method according to claim 1, wherein the non-elastic yarn comprises a chemical fiber straight yarn and/or a draw textured yarn; and preferably, the non-elastic yarn has a fineness of 11-77 dtex.
3. The method according to claim 1, wherein the elastic yarn has a fineness of 22-88 dtex; and preferably, the elastic yarn comprises spandex.
4. The method according to claim 1, wherein the temperature of a knitting environment of the method is 20-30.degree. C., and the humidity of the knitting environment of the method is 60-70 RH %.
5. The method according to claim 1, wherein the 1.times.1 warp plain stitch loop mode is a 1.times.1 closed warp plain stitch loop mode for the first guide bar, and the 1.times.1 double warp plain stitch loop mode is a 1.times.1 closed double warp plain stitch loop mode for the second guide bar.
6. The method according to claim 1, wherein the 1.times.1 warp plain stitch loop mode is a 1.times.1 open warp plain stitch loop mode for the first guide bar, and the 1.times.1 double warp plain stitch loop mode is a 1.times.1 closed double warp plain stitch loop mode for the second guide bar.
7. The method according to claim 1, wherein the 1.times.1 warp plain stitch loop mode is a 1.times.1 closed warp plain stitch loop mode for the first guide bar, and the 1.times.1 double warp plain stitch loop mode is a 1.times.1 open double warp plain stitch loop mode for the second guide bar.
8. The method according to claim 1, wherein a dyeing and finishing process of the method comprises: refining the knitted fabric, and then dehydrating for the first time; after dehydration, executing a presetting process, and then performing dyeing treatment; drying the dyed fabric, and finally subjecting a finished product to setting.
9. A fabric produced by using the method according to claim 1.
Description
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application claims priority to and benefits of Chinese patent application No.
[0002] 201910185025.6 filed on Mar. 12, 2019, the entire content of which is incorporated herein by reference.
TECHNICAL FIELD
[0003] The present invention belongs to the technical field of textiles and relates to a free-cut warp-knitted elastic fabric and a method for production thereof.
BACKGROUND
[0004] Free-cut fabrics are free-cut fabrics that have recently received more attention from the market. The free-cut fabrics are each usually a four-sided elastic fabric made of a chemical fiber and spandex. The woven raw materials are generally nylon fiber and low-temperature spandex. The made fabric has the advantages of no curling, no raveling and not thread dropping, can be cut freely, and has a softer and smoother hand feeling than a fabric cut tracelessly.
[0005] At present, there are two types of free-cut warp-knitted elastic fabrics in the market. One is a fabric where two guide bars fully thread by using a two-needle open warp plain stitch structure. This structure has a rough cloth cover, and there will inevitably be a loss to make the structure flat and elastic. The wearability of a finished product is limited. Moreover, once a coil is broken, the fabric will be raveled easily. The other is a fabric where a front guide bar uses cord stitch and where a back guide bar uses double loop stitch. This fabric overcomes the shortcoming that fabrics are raveled easily. However, the cloth cover is easily subjected to looped pile reversal, and the fabric is rough and poor in hand feeling and the elasticity is not excellent enough.
[0006] CN202043638U discloses a free-cut elastic underwear fabric, including an ultra-fine soft first fiber line with a moisture-absorbing effect and a flexible and elastic second fiber line. The ultra-fine soft first fiber line with a moisture-absorbing effect and the flexible and elastic second fiber line form an extension line by alternate knitting. Due to the above structure, by adjusting the feed ratio of the two fibers, the free-cut elastic underwear fabric reduces the tension of the extension line, and reduces the stress of the two fibers in the fabric, so that the fabric is prevented from being curled and raveled when cut open. However, the above-mentioned technical features of the prior art are vague and cannot improve the hand feeling and wearability of the fabric.
[0007] Therefore, it is necessary to develop an elastic fabric that is not raveled easily, is not easily subjected to looped pile reversal and is good in handfeeling and apply the elastic fabric to underwear, corsets or sportswear, and the elastic fabric has a good market prospect.
SUMMARY
[0008] Against the shortcomings in the prior art and according to the actual demand, the present invention provides a free-cut warp-knitted elastic fabric and a method for production thereof. Through the selection of a yarn raw material, a warp plain stitch structure combination is adopted to fully thread yarns, a knitting process is optimized, production process parameters are adjusted, steps and conditions synergistically interact and match each other to finally obtain the fabric which has good resilience, can be arbitrarily cut, has low raveling property, good elasticity and high snagging level and is not curled, and the fabric has broad application prospects and great market value.
[0009] In the preceding text, several terms are explained as follows:
[0010] Warp plain stitch structure: The warp plain stitch structure is one of the most basic warp-knitted structures, and is in such a configuration that the coils formed by the same yarn are alternately arranged in two adjacent coil wales. An extension line of the warp plain stitch structure is shorter, so the elasticity is relatively better.
[0011] Arbitrary cutting: When garments such as underwear are sewn, a neckline, a lower hem and cuffs and the like do not need to bind off, which improves the wearing comfort of the garments. The present invention achieves this performance by utilizing a special knitting structure.
[0012] Raveling property: The raveling property refers to the phenomenon that coils are separated from each other when a yarn of a knitted fabric breaks or loses an interlacing connection. Once a loop breaks, the wales will be raveled from top to bottom, causing the fabric to split into two parts. The present invention adopts the double warp plain stitch structure, and the structure has the raveling property. In order to overcome the structural defects, with reference to the characteristics of the low-temperature spandex, the spandex is micro-melted by a post-finishing process and adheres to each other, and the goal that the spandex is not raveled and can be freely cut is achieved.
[0013] Snagging: A fiber or a yarn in a knitted fabric is hooked by an external object to form a yarn ring on the surface, which is a snagging. Generally, the longer the extension line is, the worse the snagging level will be, and the snagging level is also related to a fabric stitch.
[0014] Curling property: A knitted fabric is subjected to fabric edge roll wrapping in a free state, which results from that the internal stress of a curved line segment in a loop tries to straighten the line segment.
[0015] For this objective, the present invention adopts the following technical solutions:
[0016] On the one hand, the present invention provides a method for producing a free-cut warp-knitted elastic fabric, and the method uses a first guide bar and a second guide bar of a tricot warp knitting machine for knitting;
[0017] wherein a non-elastic yarn passes across a guide needle of the first guide bar and forms the surface of the fabric by knitting via two needles in a 1.times.1 warp plain stitch loop mode, and an elastic yarn passes across a guide needle of the second guide bar and forms the inside of the fabric by knitting with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 double warp plain stitch loop mode.
[0018] The inventor has obtained through a large amount of experimental data in long-term production practice that the finished fabric with a two-needle warp plain stitch structure has better elasticity than other stitch structures such as a three-needle stitch structure or a four-needle stitch structure, and has a relative good snagging level; a large number of experimental data proves that in the fabric developed using two guide bars, the guide bar movements of a front guide bar and a back guide bar are kept as swing in the same direction, and most of the finished fabric has free cutting characteristics. Based on the above two research findings, the present invention uses the two guide bars for knitting through the selection of yarn raw materials, and the front guide bar and the back guide bar select the two-needle warp plain stitch and lay yarns in the same direction, a knitting process is optimized by combination with different combinations of an open structure and a closed structure, production process parameters are adjusted, steps and conditions synergistically interact and match each other, so that the fabric which has good resilience, can be arbitrarily cut, has low raveling property, good elasticity and high snagging level and is not curled is obtained finally, and the fabric has broad application prospects and great market value.
[0019] The two-needle warp plain stitch, is also referred to as warp plain stitch, and is in such a configuration that the loop formed by the same yarn are alternately arranged in two adjacent loop wales, and the yarn laying digital of the stitch is 1-0/1-2// or 1-2/1-0//.
[0020] The three-needle warp plain stitch structure, is also referred to as cord stitch, and is in such a configuration that the coils formed by the same yarn are alternately arranged in three adjacent loop wales, and the yarn laying digital of the stitch is 1-0/2-3// or 2-3/1-0//.
[0021] The four-needle warp plain stitch, is also referred to as satin stitch, and is in such a configuration that the loops formed by the same yarn are alternately arranged in four adjacent coil wales, and the yarn laying digital of the stitch is 1-0/3-4// or 3-4/1-0//.
[0022] Closed loop: A loop with two extension lines intersecting and overlapping at a base of the loop is a closed loop.
[0023] Open loop: A loop with two extension lines not intersecting and overlapping at a base of the loop is an open loop.
[0024] Preferably, the non-elastic yarn includes a chemical fiber FDY yarn and/or a draw textured yarn;
[0025] where the FDY yarn is a chemical fiber filament which has a draft during the spinning process, and the degree of orientation and crystallinity are relatively high, and the knitted fabric is relatively flat and smooth.
[0026] Draw textured yarn: The draw textured yarn is also referred to a textured yarn, which is obtained by stretching and deformation processing during the spinning process, and is fluffy and curly and has certain elasticity. The woven fabric gives a relative cotton feeling, the fabric texture is not clear, and the fabric is soft in hand feeling.
[0027] Preferably, the non-elastic yarn has a fineness of 11-77 dtex, and may be, for example, 11 dtex, 22 dtex, 33 dtex, or 44 dtex.
[0028] Preferably, the elastic yarn has a fineness of 22-88 dtex, and may be, for example, 22 dtex, 33 dtex, 44 dtex, or 55 dtex.
[0029] Preferably, the elastic yarn includes spandex.
[0030] Preferably, the temperature of a knitting environment of the method is 20-30.degree. C., and may be, for example, 20.degree. C., 23.degree. C., 25.degree. C., 27.degree. C., 29.degree. C. or 30.degree. C.
[0031] Preferably, the humidity of the knitting environment of the method is 60-70%, and may be, for example, 60%, 62%, 64%, 66%, 68% or 70%.
[0032] Preferably, the non-elastic yarn passes across a guide needle of a first guide bar and is knitted via two needles in a 1.times.1 closed warp plain stitch loop mode, and the elastic yarn passes across a guide needle of a second guide bar and is knitted with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 closed double warp plain stitch loop mode.
[0033] Preferably, the non-elastic yarn passes across a guide needle of a first guide bar and is knitted via two needles in a 1.times.1 open warp plain stitch loop mode, and the elastic yarn passes across a guide needle of a second guide bar and is knitted with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 closed double warp plain stitch loop mode.
[0034] Preferably, the non-elastic yarn passes across a guide needle of a first guide bar and is knitted via two needles in a 1.times.1 closed warp plain stitch loop mode, and the elastic yarn passes across a guide needle of a second guide bar and is knitted with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 open double warp plain stitch loop mode.
[0035] Preferably, a threading mode of the method is full threading; that is, modes for threading of the first guide bar and the second guide bar are full-set threading.
[0036] Preferably, a dyeing and finishing process of the method comprises: refining the knitted fabric, and then dehydrating for the first time; after dehydration, executing a presetting process, and then performing dyeing treatment; drying the dyed fabric, and finally subjecting a finished product to setting, where the objective of refining is to remove impurities on the fabric, make the fabric white and soft and have good penetrating properties, and prepare for post-dyeing. A refining device is generally a cooking device, such as a cloth cooking pot. A first-time dehydration device includes a rolling dehydrator, or a vacuum dehydrator, a dryer, a centrifugal dehydrator, or the like; presetting and setting devices adopt a tentering setting machine; a dyeing device adopts a high temperature and high pressure dyeing machine, a skein dyeing machine, a sizing and dyeing combination machine, a spray dyeing device, a foam dyeing device, or the like; and a drying device adopts a dryer.
[0037] In a second aspect, the present invention provides a fabric produced by using the method as described in the first aspect.
[0038] Compared with the prior art, the present invention has the following beneficial effects:
[0039] The two kinds of yarns of the fabric provided by the present invention adopts the combination of the warp plain stitch structure, and the finished fabric meets the requirements of free cutting, and can meet the requirements on various occasions; the setting of full threading of the elastic yarn by the second guide bar makes the free-cut warp-knitted elastic fabric of the present invention have excellent elasticity, and expands the range of practical applications. Moreover, the combination of the warp plain stitch structure makes the snagging level of the fabric better, and the horizontal straight tension is moderate. The free-cut warp-knitted elastic fabric does not curl, can be cut freely, has good wearability, can be applied to underwear, corsets or sportswear, and has a good market prospect.
BRIEF DESCRIPTION OF THE DRAWINGS
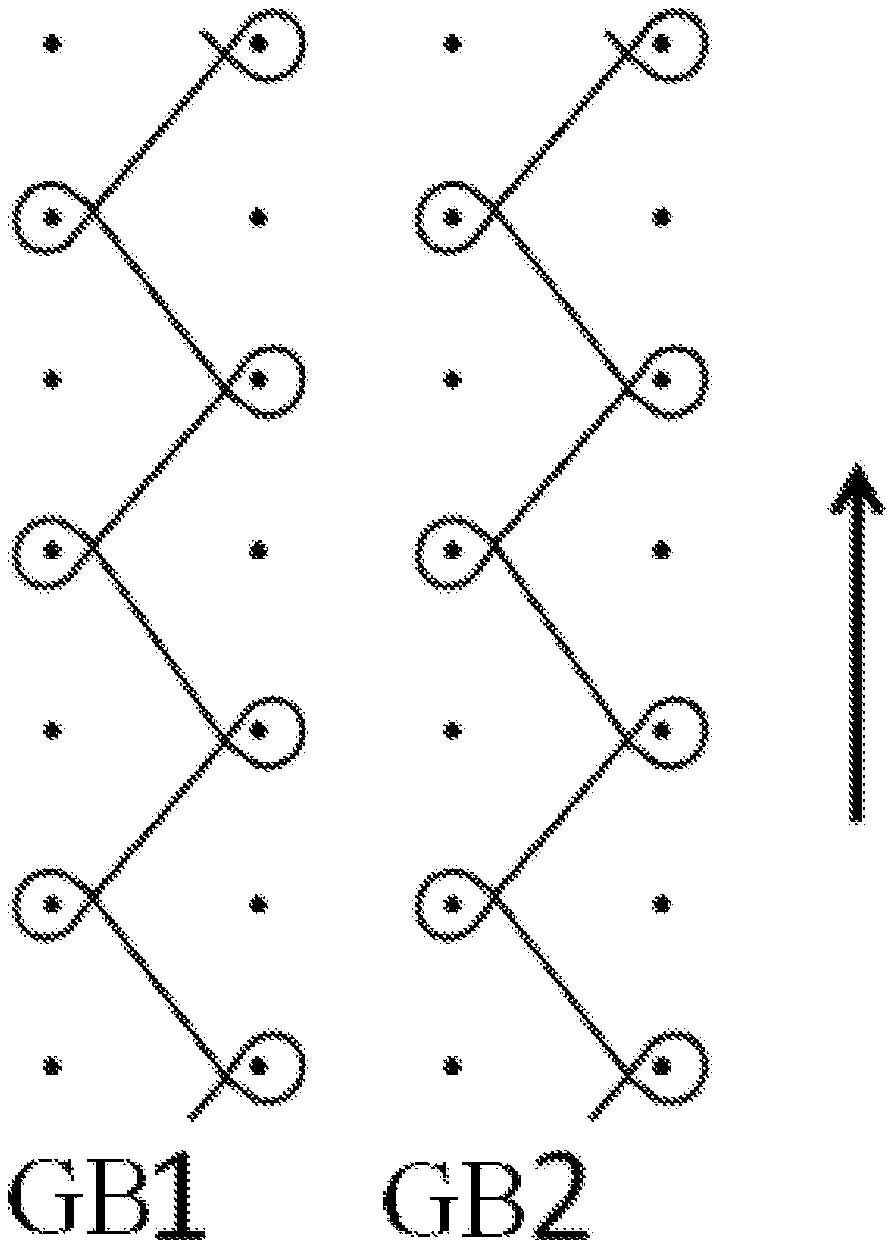
[0040] FIG. 1 shows a kintted structure of Embodiment 1 of the present invention, in which a non-elastic yarn and an elastic yarn form closed loops;
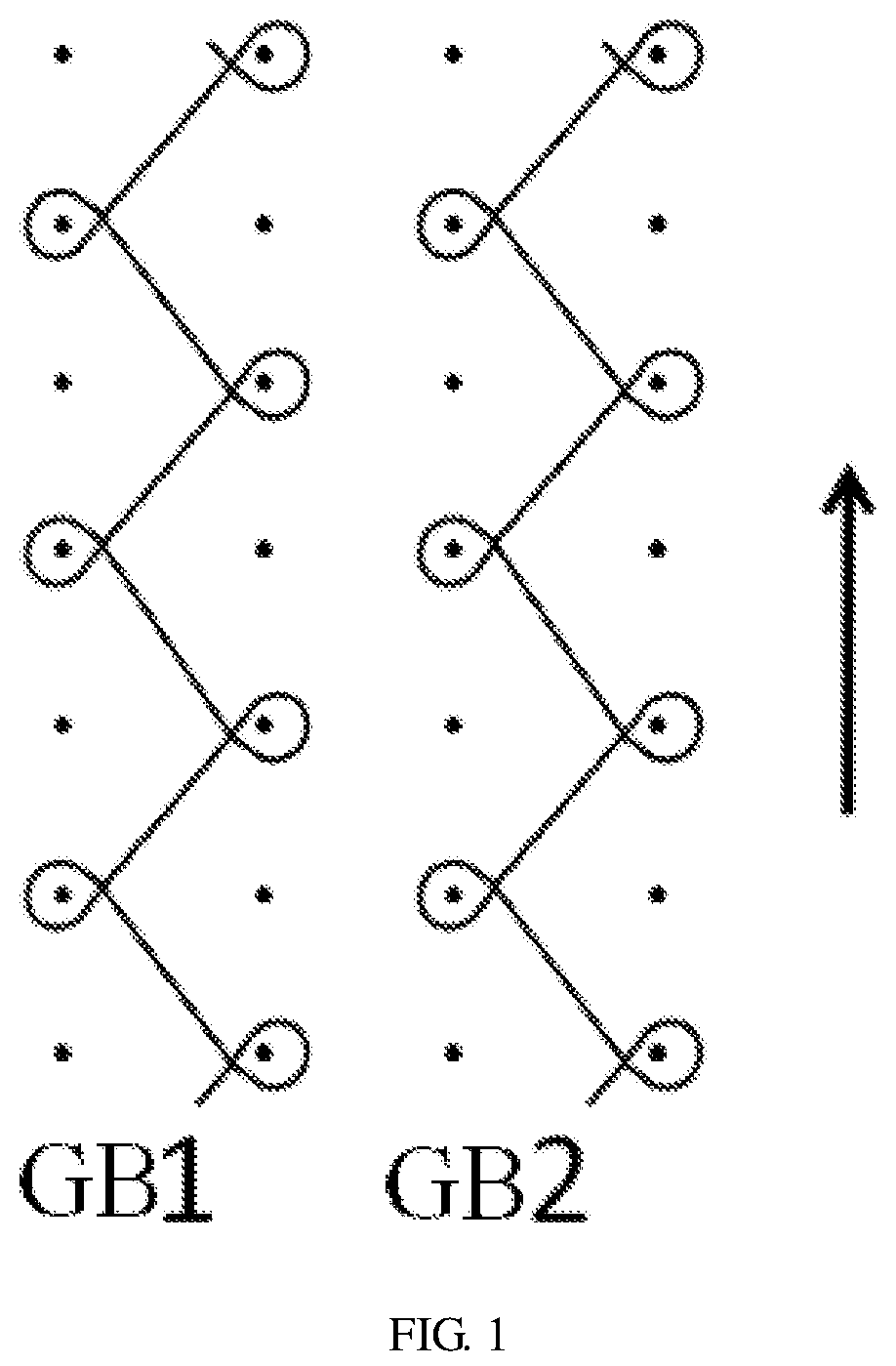
[0041] FIG. 2 shows a kintted structure of Embodiment 2 of the present invention, in which a non-elastic yarn forms open loops and an elastic yarn forms closed loops;
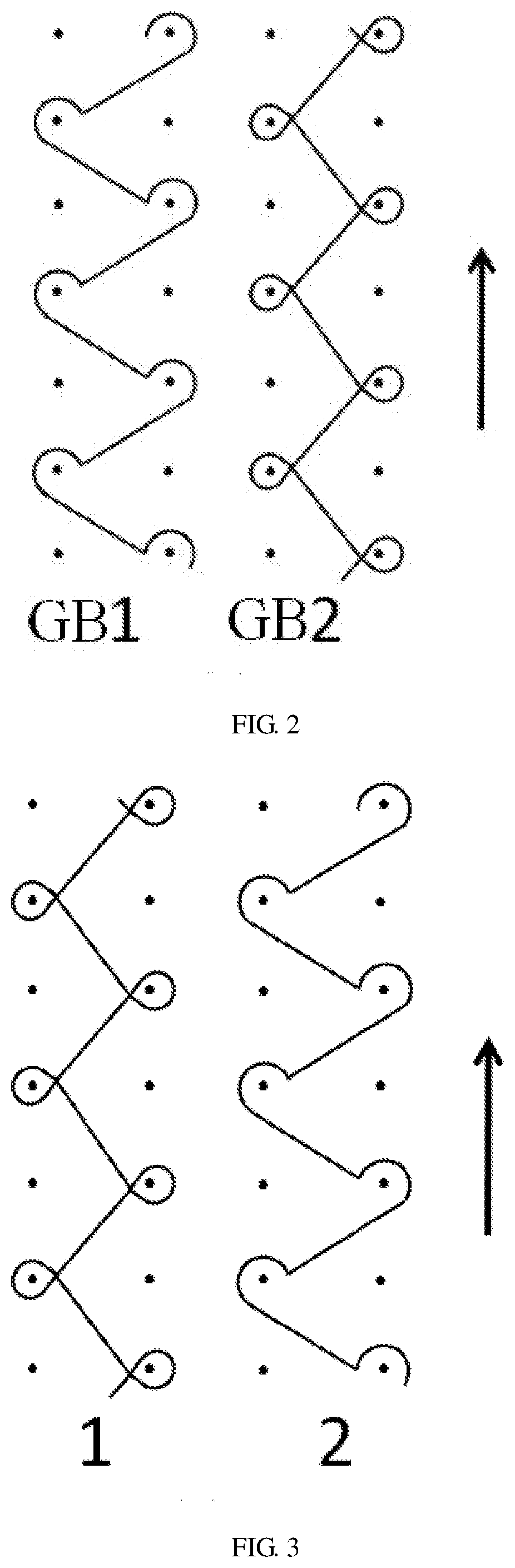
[0042] FIG. 3 shows a kintted structure of Embodiment 3 of the present invention, in which a non-elastic yarn forms closed loops and an elastic yarn forms open loops.
DETAILED DESCRIPTION OF THE EMBODIMENTS
[0043] In order to further explain the technical means adopted by the present invention and effects thereof, the technical solutions of the present invention will be further described with reference to the accompanying drawings and specific embodiments, but the present invention is not limited to the scope of the embodiments.
[0044] The present invention uses a commercially available tricot warp knitting machine, and the basic structure thereof includes a let-off mechanism, a knitting mechanism, a guide bar traverse movement mechanism, a pulling and curling mechanism, a transmission mechanism, and the like. The knitting mechanism includes a needle bed, a first guide bar, a second guide bar, and the like.
Embodiment 1
TABLE-US-00001 [0045] Knitting parameters Machine Karl Mayer HKS 2-3E type Tricot warp knitting machine Machine gauge E40 Guide bar number 2 bars Temperature 25.degree. C. Humidity 65%
[0046] A threading method: modes for threading of a first guide bar GB1 and a second guide bar GB2 are full-set threading.
[0047] Raw materials: The fabric uses two different types of yarns, the non-elastic yarn is the chemical fiber FDY yarn, 22 dtex; and the elastic yarn is spandex, 44 dtex.
[0048] A knitting process: a non-elastic yarn passes across a guide needle of the first guide bar GB1 and is knitted via two needles in a 1.times.1 closed warp plain stitch loop mode (a movement mode of yarn laying digital is 1-0/1-2//), and an elastic yarn passes across a guide needle of the second guide bar GB2 and is knitted with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 closed double warp plain stitch loop mode (a movement mode of yarn laying digital is 1-0/1-2//), to form a free-cut warp-knitted elastic gray fabric. The fabric structure diagram is shown in FIG. 1.
[0049] A dyeing and finishing process:
[0050] A knitted fabric is refined in a cloth cooking pot to remove impurities on the fabric, make the fabric white and soft and have good penetrating properties, and prepare for post-dyeing, and then dehydration is performed for the first time through a rolling dehydrator; after the dehydration, the fabric enters a tentering setting machine for presetting, and then dyeing treatment is performed by using a spray dyeing device; the dyed fabric is placed in a dryer for drying, and finally a finished product is subjected to setting through the tentering setting machine.
Embodiment 2
TABLE-US-00002 [0051] Knitting parameters Machine Karl Mayer HKS 2-3E type Tricot warp knitting machine Machine gauge E40 Guide bar number 2 bars Temperature 25.degree. C. Humidity 65%
[0052] A threading method: modes for threading of a first guide bar GB1 and a second guide bar GB2 are full-set threading.
[0053] Raw materials: The fabric uses two different types of yarns, the non-elastic yarn is the chemical fiber FDY yarn, 11 dtex; and the elastic yarn is spandex, 22 dtex.
[0054] A knitting process: a non-elastic yarn passes across a guide needle of the first guide bar GB1 and is knitted via two needles in a 1.times.1 open warp plain stitch loop mode (a movement mode of yarn laying digital is 0-1/2-1//), and an elastic yarn passes across a guide needle of the second guide bar GB2 and is knitted with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 closed double warp plain stitch loop mode (a movement mode of yarn laying digital is 1-0/1-2//), to form a free-cut warp-knitted elastic gray fabric. The fabric structure diagram is shown in FIG. 2.
[0055] A dyeing and finishing process:
[0056] A knitted fabric is refined in a cloth cooking pot to remove impurities on the fabric, make the fabric white and soft and have good penetrating properties, and prepare for post-dyeing, and then dehydration is performed for the first time through a rolling dehydrator; after the dehydration, the fabric enters a tentering setting machine for presetting, and then dyeing treatment is performed by using a spray dyeing device; the dyed fabric is placed in a dryer for drying, and finally a finished product is subjected to setting through the tentering setting machine.
Embodiment 3
TABLE-US-00003 [0057] Knitting parameters Machine Karl Mayer HKS 2-3E type Tricot warp knitting machine Machine gauge E40 Guide bar number 2 bars Temperature 25.degree. C. Humidity 65%
[0058] A threading method: modes for threading of a first guide bar GB1 and a second guide bar GB2 are full-set threading.
[0059] Raw materials: The fabric uses two different types of yarns, the non-elastic yarn is the chemical fiber FDY yarn, 44 dtex; and the elastic yarn is spandex, 55 dtex.
[0060] A knitting process: a non-elastic yarn passes across a guide needle of the first guide bar GB1 and is knitted via two needles in a 1.times.1 closed warp plain stitch loop mode (a movement mode of yarn laying digital is 1-0/1-2//), and an elastic yarn passes across a guide needle of the second guide bar GB2 and is knitted with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 open double warp plain stitch loop mode (a movement mode of yarn laying digital is 0-1/2-1//), to form a free-cut warp-knitted elastic fabric. The fabric structure diagram is shown in FIG. 3.
[0061] A Dyeing and Finishing Process
[0062] A knitted fabric is refined in a cloth cooking pot to remove impurities on the fabric, make the fabric white and soft and have good penetrating properties, and prepare for post-dyeing, and then dehydration is performed for the first time through a rolling dehydrator; after the dehydration, the fabric enters a tentering setting machine for presetting, and then dyeing treatment is performed by using a spray dyeing device; the dyed fabric is placed in a dryer for drying, and finally a finished product is subjected to setting through the tentering setting machine.
Comparative Example 1
[0063] Other materials and processes are the same as embodiment 1 except that in the knitting process, "a non-elastic yarn passes across a guide needle of a first guide bar GB1 and is knitted via two needles in a 1.times.1 closed warp plain stitch loop mode (a movement mode of yarn laying digital is 1-0/1-2//), and an elastic yarn passes across a guide needle of the second guide bar GB2 and is knitted with the aforementioned non-elastic yarn in opposite directions via two needles in a 1.times.1 open warp plain stitch loop mode (a movement mode of yarn laying digital is 0-1/2-1//)".
[0064] The formed fabric has a poor snagging and the curling performance is not good.
Comparative Example 2
[0065] Other materials and processes are the same as embodiment 1 except that in the knitting process, "a non-elastic yarn passes across a guide needle of a first guide bar GB1 and is knitted via three needles in a 1.times.1.times.1 closed warp plain stitch loop mode (a movement mode of yarn laying digital is 2-3/1-0//), and an elastic yarn passes across a guide needle of a second guide bar GB2 and is knitted with the aforementioned non-elastic yarn in the same direction via in a double open warp plain stitch loop mode (a movement mode of yarn laying digital is 3-1/0-2//), to form a free-cut warp-knitted elastic fabric".
[0066] The cloth cover of the formed fabric is easily subjected to looped pile reversal, and the fabric surface is rough, which causes a certain irritation to the skin in touch. The fabric is poor in handfeel, and the elongation is not excellent enough.
[0067] The double loop open warp stitch structure: A warp-knitted structure in which one yarn continuously forms two coils on one course is called double loop stitch, and two extension lines of the open double loop stitch coil do not intersect and overlap at the base of the coil. The yarn laying digital is 0-2/3-1// or 3-1/0-2//.
[0068] Looped pile reversal: The coils in the knitted fabric are formed on the surface of the fabric, and some fabrics are smooth in hand feeling in the knitting direction, while in the reverse direction of the knitting direction, the fabric gives a pricking feeling in touch, and this phenomenon is called looped pile reversal.
Comparative Example 3
[0069] Except that a knitting machine is a Raschel warp knitting machine, others are the same as embodiment 1. The knitting process: a non-elastic yarn passes across a guide needle of a first guide bar GB1 and is knitted via two needles in a 1.times.1 closed warp plain stitch loop mode (a movement mode of yarn laying digital is 1-0/1-2//), and an elastic yarn passes across a guide needle of a second guide bar GB2 and is knitted with the aforementioned non-elastic yarn in the same direction via two needles in a 1.times.1 closed double warp plain stitch loop mode (a movement mode of yarn laying digital is 1-0/1-2//), to form a free-cut warp-knitted elastic fabric. The formed fabric has a poor effect and the cloth cover is rough and not flat enough.
[0070] In conclusion, the present invention provides a free-cut warp-knitted elastic fabric and a method for production thereof. Through the selection of a yarn raw material and a knitting machine, a warp plain stitch structure combination is adopted to fully thread yarns, a knitting process is optimized, production process parameters are adjusted, steps and conditions synergistically interact and match each other to finally obtain the fabric which has good resilience, can be arbitrarily cut, has low raveling property, good elongation and high snagging level, and the fabric has broad application prospects and great market value.
[0071] Experimental Test
[0072] a. Stretch Property
[0073] Refer to the LTD-03 tension test method (Victoria's Secret customer-specific test), this standard is for standard testing of the elongation of the woven or knitted elastic fabric under the agreed tension; and the test sample size is 9*3 inch. Fabrics of embodiments and comparative examples are taken in the transverse direction and the longitudinal direction. A tension instrument used is Zwick/Roell's H01-LLJ-004 tensile machine, using a force of 7.5 lb, the intermediate clamping distance is 127 mm, the stretching speed is 20 in/min, and the cyclic stretching is performed twice.
[0074] b. Snagging Performance:
[0075] Refer to BS-8479 method for Measuring Textile Spinning Tendency--Rotating Chamber Method. Under the James Heal Snagging Tester instrument, the snagging testing of fabrics of the embodiments and the comparative examples was carried out. The test sample size was 140*140 mm, forward rotation for 50 revolutions and reverse rotation for 50 revolutions were performed at a speed of at 60 r/min, the cycling was carried out 10 times, 1000 revolutions were performed in total, then the samples were taken out for a comparison with a standard rating picture, and the snag yarn levels were given. The levels are 1-5, level 5 is the best, and level 1 is the worst.
[0076] c. Handfeeling
[0077] Three textile industry technicians were chosen to make a touch feeling on these three fabrics, and the fabric touch levels were comprehensively evaluated. The levels are 1-5, and level 5 is the best.
[0078] The elongation properties, snagging and handfeeling of the finished fabrics obtained in Embodiments 1-3 and Comparative Examples 1-3 were evaluated. The results are shown in
TABLE-US-00004 TABLE 1 Snagging/ Handfeeling/ Sample Elongation/% level level Embodiment 1 Longitudinal 120 3.0 4 Transverse 200 3.5 Embodiment 2 Longitudinal 136 3.5 4.5 Transverse 180 3.0 Embodiment 3 Longitudinal 175 3.0 4.5 Transverse 240 3.5 Comparative Longitudinal 135 1.5 5 example 1 Transverse 180 1.5 Comparative Longitudinal 120 1.5 3.0 example 2 Transverse 81 2.0 Comparative Longitudinal 110 2.5 2.5 example 3 Transverse 150 2.0
[0079] It can be obviously seen from the data in Table 1 that fabrics knitted by the use of the TRICOT machine for knitting is better than fabrics obtained by the RASCHEL machine for knitting in terms of hand feeling and elasticity. With respect to the use of reverse yarn laying movement, although the handfeeling is better, the requirement of free cutting are not met, and the snag yarn is relatively poor. The use of the three-needle warp plain stitch structure in the same direction meets the requirements of free cutting, but the elongation is not good, and the handfeeling is too bad. In summary, the present invention is superior to the prior art in both structure and properties of finished fabrics.
[0080] The applicant declares that detailed methods of the present invention are described by the above-described embodiments, but the present invention is not limited to the above detailed methods, that is, it does not mean that the present invention must be implemented by the above detailed methods. It should be apparent to those skilled in the art that any modifications of the present invention, equivalent substitutions of various materials of products of the present invention, addition of auxiliary components, selection of specific means, and the like are all within the protection scope and disclosure scope of the present invention.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.