Multipurpose Projectile For Use In Sporting Competition Or Armor Penetration
Jones; Austin Thomas
U.S. patent application number 16/737895 was filed with the patent office on 2020-09-10 for multipurpose projectile for use in sporting competition or armor penetration. The applicant listed for this patent is Austin Thomas Jones. Invention is credited to Austin Thomas Jones.
| Application Number | 20200284563 16/737895 |
| Document ID | / |
| Family ID | 1000004868368 |
| Filed Date | 2020-09-10 |











View All Diagrams
| United States Patent Application | 20200284563 |
| Kind Code | A1 |
| Jones; Austin Thomas | September 10, 2020 |
MULTIPURPOSE PROJECTILE FOR USE IN SPORTING COMPETITION OR ARMOR PENETRATION
Abstract
A type of multipurpose projectile is presented which comprises a metal core fixed within a polymer jacket, both of which are independently producible, and may be bonded together with an adhesive. Said projectile is capable of higher velocity and lower recoil than other like projectiles when properly used in a firearm. In some embodiments, said projectile also excels at penetrating armor, and in others is also desirable for use with hard sporting targets. Preferred embodiments for penetrating armor are also uniquely legal to be manufactured or imported for general use under US federal law. Said projectile may find appreciable use against modern engineered armors, against dangerous or threatening animals, in game hunting, and in sport and competition shooting, and is specifically designed to be produced with cheaper and/or more available tools relative to other jacketed projectiles.
| Inventors: | Jones; Austin Thomas; (Norman, OK) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 1000004868368 | ||||||||||
| Appl. No.: | 16/737895 | ||||||||||
| Filed: | January 8, 2020 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62789521 | Jan 8, 2019 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | F42B 12/78 20130101; F42B 12/06 20130101 |
| International Class: | F42B 12/06 20060101 F42B012/06; F42B 12/78 20060101 F42B012/78 |
Claims
1. A solid and cohesive multicomponent projectile which may be used in a handgun or a long gun comprising: a. an independently producible voluminous polymer jacket, and b. an independently producible metal core fixed within said polymer jacket.
2. The projectile of claim 1 in which further a quantity of adhesive between corresponding joint surfaces on the polymer jacket and metal core is utilized to bond together said core and jacket and ensure cohesion of the entire projectile during the course of ballistic flight.
3. The projectile of claim 1 in which also the composition of the metal core excludes compositions entirely (excluding the presence of traces of other substances) of one or a combination of Tungsten alloys, Steel, Iron, Brass, Bronze, Beryllium Copper, or Depleted Uranium, and in which also the weight of the polymer jacket is less than 25 percent that of the entire projectile.
4. The projectile of claim 2 in which also the composition of the metal core excludes compositions entirely (excluding the presence of traces of other substances) of one or a combination of Tungsten alloys, Steel, Iron, Brass, Bronze, Beryllium Copper, or Depleted Uranium, and in which also the weight of the polymer jacket is less than 25 percent that of the entire projectile.
5. The projectile of claim 3 in which also the metal core is specifically composed of Cobalt or a Cobalt alloy.
6. The projectile of claim 4 in which also the metal core is specifically composed of Cobalt or a Cobalt alloy.
7. The projectile of claim 3 in which also the metal core is composed of metal of sufficiently low durability as to fail to in any way deform 1/4'' thick steel plate of 500 Brinell hardness on impact when fired at the plate in an otherwise usual manner.
8. The projectile of claim 4 in which also the metal core is composed of metal of sufficiently low durability as to fail to in any way deform 1/4'' thick steel plate of 500 Brinell hardness on impact when fired at the plate in an otherwise usual manner.
9. The projectile of claim 1 in which also the polymer jacket is specifically composed of PEI (polyetherimide) polymer.
10. The projectile of claim 2 in which also the polymer jacket is specifically composed of PEI (polyetherimide) polymer.
11. The projectile of claim 1 in which also the polymer jacket forms a cup around the metal core so that the rear of the metal core is enclosed by the polymer jacket while the polymer jacket is open at the forward end of the projectile such to expose the tip of the metal core.
12. The projectile of claim 2 in which also the polymer jacket forms a cup around the metal core so that the rear of the metal core is enclosed by the polymer jacket while the polymer jacket is open at the forward end of the projectile such to expose the tip or forward end of the metal core.
13. The projectile of claim 1 in which also said metal core is pointed at the forward end of the projectile so to minimize general sectional area of the tip of said metal core orthogonal to the axis of general symmetry of the projectile.
14. The projectile of claim 2 in which also said metal core is pointed at the forward end of the projectile so to minimize general sectional area of the tip of said metal core orthogonal to the axis of general symmetry of the projectile.
15. The projectile of claim 1 in which also said metal core is blunt or concave toward the forward end of the projectile so to maximize general sectional area of the tip of said metal core orthogonal to the axis of general symmetry of the projectile.
16. The projectile of claim 2 in which also said metal core is blunt or concave toward the forward end of the projectile so to maximize general sectional area of the tip of said metal core orthogonal to the axis of general symmetry of the projectile.
17. The projectile of claim 11 in which also the polymer jacket ogive extends forward of the joint surface of the metal core such to produce a cavity or hollow bounded by the wall of the polymer jacket and the forward tip and/or end of the metal core such to initiate and/or augment fragmentation and/or expansion of the polymer jacket by hydrostatic shock upon impact into a dense ballistically fluid medium.
18. The projectile of claim 12 in which also the polymer jacket ogive extends forward of the joint surface of the metal core such to produce a cavity or hollow bounded by the wall of the polymer jacket and the forward tip and/or end of the metal core such to initiate and/or augment fragmentation and/or expansion of the polymer jacket by hydrostatic shock upon impact into a dense ballistically fluid medium.
19. The projectile of claim 2 in which also the quantity of adhesive is of any type of adhesive, including but not limited to, epoxy, cyanoacrylate, acrylate, methacrylate, urethane, and silicone.
Description
CROSS REFERENCES TO RELATED APPLICATIONS
[0001] This non-provisional application claims the benefit of U.S. Provisional patent application Ser. No. 62/789,521, filed Jan. 8, 2019, pursuant to 35 U.S.C. .sctn. 119(e). The No. 62/789,521 provisional patent application is herein incorporated by this reference in its entirety.
FIELD OF THE DISCLOSURE
[0002] The present inventive subject matter relates to ballistic projectiles for use in firearms. More particularly, the inventive subject matter relates to projectiles designed and/or intended to easily penetrate armor when used in a firearm by virtue of their construction. Said inventive matter also particularly relates to projectiles which may be preferable for use in target shooting for exhibiting inability to inflict damage to hard sporting targets by virtue of their construction.
BACKGROUND
[0003] Conventional projectiles include commercially available projectiles of solid Lead alloy and projectiles of a Lead or Lead alloy core which are jacketed or plated in a Copper or Copper alloy, which account for the vast majority of projectiles for use in firearms. Conventional projectiles further include commercially available projectiles of a Lead alloy core which are jacketed in a polymer coating of a thickness less than 0.02'' (inches). Further still, conventional projectiles include projectiles otherwise identical to projectiles described above except in which Zinc alloy and/or Bismuth alloy compose the projectile or projectile core in lieu of Lead or Lead alloy. Further still, conventional projectiles include commercially available projectiles composed of monolithic solid Copper or Copper alloy, and those composed of a Copper composite or sintered Copper or Copper alloy. Those knowledgeable of firearms will agree that it is rare to find ammunition now in use which is not described above, and the above descriptions are to be referenced in conjunction with "more conventional projectiles" and other terms used herein to refer to more typical projectile construction.
[0004] More conventional projectiles are limited in ability to penetrate targets, including armor, because of compositions of non-durable materials, excessive weight which limits ballistic velocity, and/or a non-ideal shape for maximizing penetration ability. Projectiles have therefore been designed and used to penetrate armor which reliably penetrate armor by virtue of composition of high durability material, increased velocity, and/or ideal shape for armor penetration. Typically, such projectiles either comprise a Steel or Tungsten alloy core in a metal jacket, or a Steel or Tungsten alloy projectile contained within a discarding sabot.
[0005] However, the Law Enforcement Officers Protection Act of 1985, the text of which is incorporated by reference herein, effectively criminalized the manufacture and importation of "armor piercing ammunition" for use by the general population. "Armor piercing ammunition" is defined in the Act and in 18 U.S.C. .sctn. 921(a)(17)(B) as: [0006] "(i) a projectile or projectile core which may be used in a handgun and which is constructed entirely (excluding the presence of traces of other substances) from one or a combination of tungsten alloys, steel, iron, brass, bronze, beryllium copper, or depleted uranium; or [0007] (ii) a full jacketed projectile larger than .22 caliber designed and intended for use in a handgun and whose jacket has a weight of more than 25 percent of the total weight of the projectile." Despite this definition, a projectile or projectile core of sufficient durability, velocity, and shape may maximize armor penetration, and this may be achieved by projectiles which do not fit the given definition of "armor piercing ammunition". The language of the prohibition applies only to handgun ammunition, but the advent of pistols chambered for rifle cartridges has allowed controllers to enforce the regulation on projectiles for many common rifle cartridges as well Now there is a market demand for armor-piercing ammunition which is partially filled by illegal and/or black-market sources. Consumers wish to possess such ammunition for antipersonnel capability, for use against animals, to utilize the unique ballistic properties of such ammunition, out of curiosity, and for sport and entertainment.
[0008] The word "armor" used in any description of this inventive subject matter is to be broadly interpreted to mean any protective layer on and/or around and/or in front of any ballistic target, including but not limited to, garments and barriers intended for ballistic protection, garments and barriers not intended for ballistic protection, and/or animal hide and tissue Therefore, projectiles designed and used to penetrate armor may find broad and appreciable application in hunting and protection from dangerous and/or threatening wildlife and/or animals in addition to antipersonnel application.
[0009] Projectiles designed and used to penetrate armor are typically significantly lacking in terminal performance associated with projectile expansion and/or fragmentation relative to projectiles intended to increase wound trauma, including but not limited to more conventional projectiles of a "hollow point" design, described later. Such terminal trauma is typically desirable in hunting and combat applications, but users must choose between projectiles which optimize wound trauma and those which maximize armor penetration. A projectile may then be uniquely desirable for versatility if it may expand and/or fragment while also able to penetrate armor.
[0010] In addition, conventional projectiles which more easily and/or greatly experience structural failure on impact with hard targets are typically preferred for shooting sport and competition targets, including but not limited to those cut from steel plate of at least 500 Brinell hardness and at least 1/4'' in thickness, as they may fail to damage, or minimize damage to, said targets. However, the lighter mass and increased velocity typical of projectiles designed and used to penetrate armor may also be favorable in sporting competitions to reduce recoil and flatten ballistic trajectory, respectively A projectile may then be uniquely desirable for use in sport and/or competition if it is lighter and faster than more conventional projectiles while also unable to significantly damage hard targets used in sport and competition.
[0011] Conventional projectiles may be relatively easy to produce with tools appropriate for home manufacture by casting if composed only of a solid castable element or alloy, or with general tools if machined of Copper or Copper alloy, but conventional projectiles and many designed and used to penetrate armor which bear any type of jacket require special equipment to apply jackets as a coating or plating, or swage them on, as with sheet copper. Further then, a jacket cannot be fully formed until simultaneously assembled with the core. The first of these factors limits the production of such ammunition only to facilities which possess such specialized tools, potentially increasing cost and decreasing availability. The second of these factors prevents modularity in projectile construction, and precludes the versatility and efficiency benefits of interchangeable parts. A projectile construction in which both the core and jacket are independently producible, that is, able to be fully formed independent of the other, may not be limited by either factor.
SUMMARY
[0012] The term "armor" used herein is to be broadly interpreted to mean any outer protective layer on and/or around and/or in front of any ballistic target, including but not limited to, garments and barriers intended for ballistic protection, garments and barriers not intended for ballistic protection, and animal hide, bone, and tissue.
[0013] A projectile to be used in a firearm is comprised of: [0014] i. a polymer jacket and [0015] ii. a metal core which is enveloped by and fixed within said jacket.
[0016] In exemplary embodiments, a quantity of adhesive is utilized for fixing the metal core into the polymer jacket.
[0017] In exemplary embodiments, the compositions and weights of said core and said jacket are such as to disqualify said projectile as "armor piercing ammunition" defined by the Code of Federal Regulations and/or United States Code, including but not limited to 18 U.S.C. .sctn. 921(a)(17)(B), when used in a handgun.
[0018] In some exemplary embodiments, the physical properties of this specified projectile are such as to enable this specified projectile to exhibit an initially flatter trajectory than more conventional projectiles when fired in an otherwise identical fashion without causing excessive damage to many hard sporting targets, including but not limited to targets composed of steel of 500 Brinell Hardness, by virtue of a non-durable composition, blunt shape, and light weight (which enables high velocity).
[0019] In other exemplary embodiments, the physical properties of this specified projectile are such as to enable this specified projectile to penetrate armor more effectively than more conventional projectiles when fired in an otherwise identical fashion, by virtue of durable composition, pointed shape, and light weight (which enables high velocity).
[0020] According to some exemplary embodiments, the physical geometry of this specified projectile is further constructed such as to promote and/or augment expansion and/or fragmentation in terminal ballistics upon impact relative to other projectile designs intended to penetrate armor when fired in an otherwise identical fashion.
[0021] According to some exemplary embodiments, there is provided a metal core of said projectile of composition and properties which mitigate damage to hard sporting targets shot with said projectile, such as those cut from steel plate of at least 500 Brinell hardness and at least 1/4'' in thickness, and a method for producing said core.
[0022] According to other exemplary embodiments, there is provided a metal core of said projectile of composition and properties which enhance armor penetration ability of said core, and a method for producing said core.
[0023] According to one aspect, there is provided a polymer jacket of said projectile and a method for producing said jacket.
[0024] According to an exemplary embodiment, there is provided a method for assembling and producing said projectile with said constituent components.
[0025] According to preferred embodiments, the construction of the specified projectile is such as to ensure easier and/or cheaper home or light commercial manufacture than more conventional projectiles of multipart construction.
[0026] According to another aspect, both the metal core and the polymer jacket of the specified projectile are produced independent of the other such that said components are interchangeable with others of the same.
[0027] According to some embodiments, said projectile may be used for hunting game animals which may possess armor which may otherwise be more difficult to penetrate or when there may be armor positioned between a hunter and a game animal.
[0028] According to some embodiments, said projectile may be used in the course of defense against dangerous wildlife and hostile animals, including but not limited to, canines, bears, wildcats, cervids, and bovine which may possess armor which may otherwise be more difficult to penetrate or when there may be armor positioned between a shooter and dangerous wildlife or hostile animals.
[0029] According to some embodiments, said projectile may be used for combat against personnel in which there may exist armor positioned between a shooter and the bodies of target personnel.
[0030] According to some embodiments, said projectile may be used for combat or hunting or sporting competition in which low recoil may be favored.
[0031] According to yet another aspect, said projectile may be used for hunting and/or defense against animals and/or combat and/or sporting competition in which a projectile of high velocity and/or flat trajectory and/or lighter recoil is favored.
BRIEF DESCRIPTION OF THE FIGURES
[0032] Some exemplary embodiments of the present invention are illustrated to more completely confer the matter, mode, and advantages of the present disclosure, and the inventive matter is not limited by the figures of the accompanying drawings, in which like reference characters designate same or similar elements throughout the several views, and in which:
[0033] FIG. 1 depicts an isometric view of a preferred embodiment of the described projectile, specifically of 9 mm caliber, which is preferred for use in penetrating armor, comprised of a Cobalt alloy core within a PEI (Ultem.RTM.) jacket.
[0034] FIG. 2 depicts a profile view of the embodiment depicted in FIG. 1, in which the forward end of the projectile faces upward.
[0035] FIG. 3 depicts a view of the embodiment depicted in FIG. 1, sectioned on the plane 1-1 indicated in FIG. 2. Further, a detail view is pulled out to better depict the joint surfaces of the core and jacket and the gap between them.
[0036] FIG. 4 depicts a dimensioned, profile-view mechanical drawing of the Cobalt alloy core found in the embodiment depicted in FIG. 1, in which the forward end of the projectile faces upward. Dimensions are in inches.
[0037] FIG. 5 depicts a dimensioned, profile-view mechanical drawing of the PEI jacket found in the embodiment depicted in FIG. 1, in which the forward end of the projectile faces upward. Dimensions are in inches.
[0038] FIG. 6 depicts an isometric view of another exemplary embodiment of the described projectile for use in another exemplary caliber, which is generally shaped such to minimize air drag.
[0039] FIG. 7 depicts a profile view of the embodiment depicted in FIG. 6, in which the forward end of the projectile faces upward.
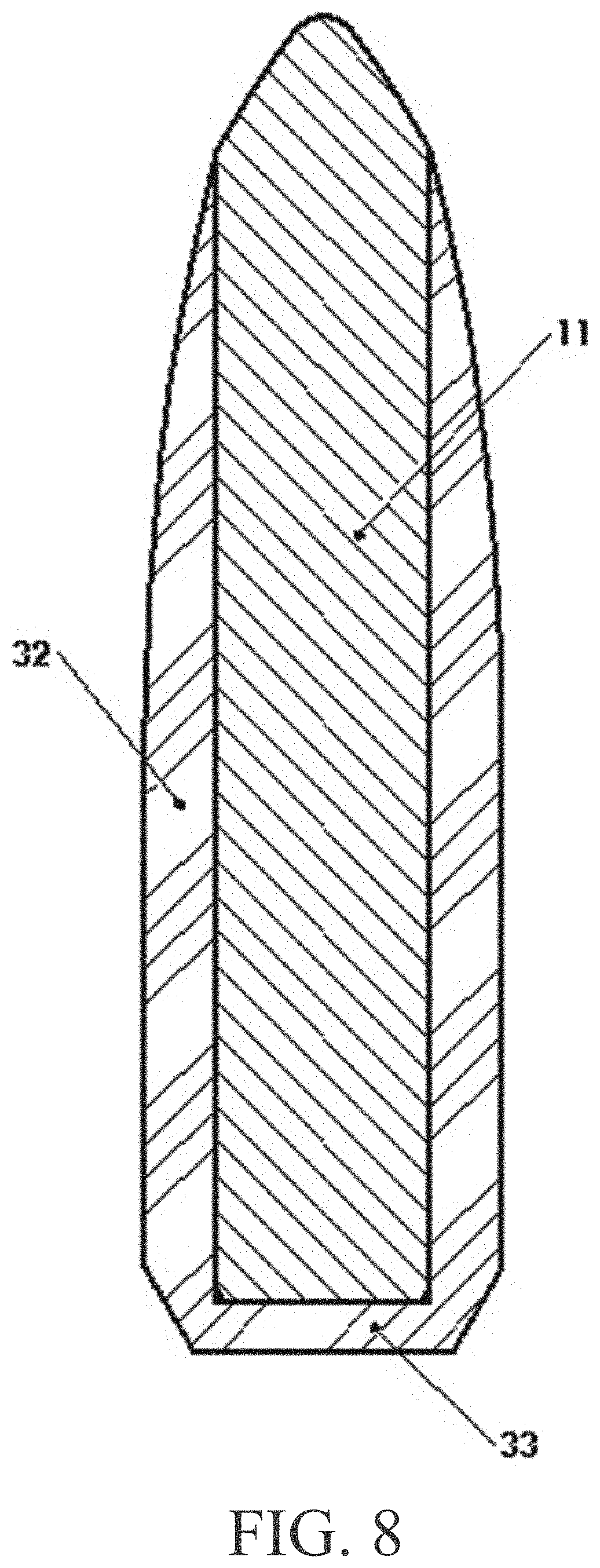
[0040] FIG. 8 depicts a view of the embodiment depicted in FIG. 6, sectioned on the plane 2-2 indicated in FIG. 7.
[0041] FIG. 9 depicts an isometric view of yet another exemplary embodiment of the described projectile, which is preferred for use in sporting and/or competition purposes in which it is favorable to avoid damage to hard targets, comprised of a frangible Sintered Copper core within a polymer jacket.
[0042] FIG. 10 depicts a profile view of the embodiment depicted in FIG. 9, in which the forward end of the projectile faces upward.
[0043] FIG. 11 depicts a view of the embodiment depicted in FIG. 9, sectioned on the plane 3-3 indicated in FIG. 10.
DETAILED DESCRIPTION
[0044] This non-provisional application claims the benefit of U.S. Provisional patent application Ser. No. 62/789,521, filed Jan. 8, 2019, pursuant to 35 U.S.C. .sctn. 119(e). The No. 62/789,521 provisional patent application is herein incorporated by this reference in its entirety.
[0045] The present inventive subject matter comprises ammunition which when properly employed may enable handguns and long guns to more easily penetrate armor than the same operating with more conventional projectiles, while maintaining compliance with federal prohibitions on the manufacture and importation of "armor piercing ammunition" for general use. The term "armor" used herein is to be broadly interpreted to mean any outer protective layer on or around any ballistic target, including but not limited to, garments and barriers intended for ballistic protection, garments and barriers not intended for ballistic protection, and animal hide, bone, and tissue. Therefore the present disclosure pertains to both use against animals, including but not limited to cases of game hunting and protection from dangerous or threatening animals, and against personnel, including but not limited to personnel who may be wearing body armor and the same who may be obscured by substantial barriers. Additionally, the higher velocity and lower recoil featured in such a projectile may offer significant advantages in sport and/or competition shooting when deviated somewhat from embodiments preferred for armor penetration.
[0046] The presently described projectile comprises: [0047] 1. a metal core 11 and [0048] 2. a polymer jacket 12 in which said metal core 11 is centered and fixed within said polymer jacket 12 to form a cohesive projectile which survives intact during ballistic flight until impact, and in which both said core and said jacket may be produced independent of the other. Preferred embodiments also utilize a quantity of adhesive for fixing said core 11 within said jacket 12.
[0049] In embodiments of the described projectile preferred to penetrate armor, while the core 11 and jacket 12 remain fixed and cohesive during the course of ballistic flight, the metal core 11 functions as a penetrator on impact with armor, while the jacket 12 is intended to cause auxiliary damage and/or disintegrate on impact, being shed from the core 11 by drag forces induced by the target or armor thereof. In embodiments of the described projectile preferable to shoot hard sporting targets, including but not limited to those cut from steel plate of at least 500 Brinell hardness and at least 1/4'' in thickness, both metal core 11 and polymer jacket 12 are intended to disintegrate easily and quickly on impact, experiencing total structural failure such that the intended metal target remains significantly undamaged.
[0050] Features and aspects of the described projectile will be disclosed in light of exemplary and/or preferred embodiments which are not to be construed as limiting of the scope and variation of the inventive matter Discussed first are features, aspects, and embodiments of the metal core 11, followed by those of the polymer jacket 12, then those of the whole projectile and assembly thereof, and finally concise instructions for the production of an exemplary embodiment.
[0051] Pertaining to the metal core 11 present in the described projectile:
[0052] The most critical features of the specified metal core 11 to maximize ability to penetrate armor are a composition and geometry of high density and high resistance to deformation. Maximizing resistance to deformation of a ballistic penetrator, in this case said metal core 11, is in part further accomplished by maximizing toughness, that is the ability to resist structural failure on impact in both the ductile and brittle modes. A ballistic penetrator of high density is desirable for the penetration of armor to increase penetrator ballistic momentum per unit of penetrator volume, so to minimize velocity loss during momentum transfer on impact. Desirable density is further driven by the inability of firearms in general to impart as much kinetic energy into a projectile of lower mass as into a projectile of higher mass, in addition to lighter projectile mass causing an increase in adverse kinetic effects of air drag on ballistic trajectory and characteristics. Further still, many autoloading firearms rely on a projectile of sufficiently heavy mass to impart sufficient recoil into the firearm as to cycle the action of the firearm, and projectiles of insufficient mass may cause failure to cycle a firearm action. It is therefore evident to the inventor that only metals of densities exceeding about 7 g/cc (grains per cubic centimeter) should be considered for use in the composition of the core 11 of the described projectile, and all preferable embodiments of the presently described projectile possess a metal core 11 of at least 7 g/cc in density. However, high velocity is also an aspect of a ballistic penetrator effective against armor, which may be enabled by weight reduction. In light of the preceding, it may advantageous to utilize a metal to compose said core 11 which is less dense than the Lead or Lead alloys (about 11 g/cc) which compose the majority of more conventional projectiles.
[0053] To ensure that neither the specified projectile nor the core 11 of the projectile is generally restricted under federal law to manufacture if it may be used in a handgun, said core 11 must not be composed entirely (excluding the presence of traces of other substances) of one or a combination of Tungsten alloys, Steel, Iron, Brass. Bronze, Beryllium Copper, Depleted Uranium. or any other material which may classify a projectile or projectile core 11 as "armor piercing ammunition" under the Code of Federal Regulations and/or United States Code, including but not limited to 18 U.S.C. .sctn. 921(a)(17)(B). Of the few material options of desirable density and toughness which remain excluded from the definition of "armor piercing ammunition", the inventor understands elemental Cobalt and Cobalt alloys to be the only practical materials for use in a penetrator more capable of penetrating modern engineered armors, that is armors which utilize modern technology and are specifically designed to function as armor, than more conventional projectiles which may be used in a handgun and fired in an otherwise identical manner.
[0054] Turning now to the figures, FIG. 1 illustrates a preferred embodiment for use in a 9 mm caliber firearm in applications in which it is favorable to maximize ability to penetrate armor. The same embodiment is further illustrated in FIG. 2 and FIG. 3. A specific Cobalt alloy known by compositional designation UNS R30035, and commonly referred to by the trademark name MP35N.TM., composes the core 11 of said embodiment of the projectile, which is further illustrated in FIG. 4, and the core 11 of other embodiments preferred to penetrate armor. Illustrated in FIG. 6, FIG. 7, and FIG. 8 is another embodiment of the described projectile in another caliber which may maximize legally unrestricted armor penetration when the core 11 is composed of Cobalt or a Cobalt alloy including but not limited to UINS R30035 In other embodiments, the core 11 may be composed of one or more of the materials said above to define "armor piercing ammunition" under the Code of Federal Regulations and/or United States Code, including but not limited to 18 U.S.C. .sctn. 921(a)(17)(B), many of which may also be useful to compose a penetrator effective in penetrating modern engineered armors, and many of which may be useful to penetrate other types of armor.
[0055] In still other embodiments, the core 11 may be composed of any metal of desirable density which is not Cobalt or Cobalt alloy nor would classify the projectile or projectile core 11 as "armor piercing ammunition" under the Code of Federal Regulations and/or United States Code, including but not limited to 18 U.S.C. .sctn. 921(a)(17)(B). Such embodiments may be intended and/or more appropriate for the penetration of armor other than modem engineered armor, including but not limited to, animal hide, bone, animal flesh, construction materials, and natural objects. Some projectiles intended for use against such non-engineered armors may be often referred to as "barrier blind", and embodiments of the described projectile intended for use against such non-engineered armors may find useful purpose in applications including but not limited to, hunting and protection from dangerous and/or threatening animals and more general personal defense, in which the user may desire lower recoil and/or increased ballistic velocity and/or a small increase in penetration ability relative to more conventional projectiles.
[0056] In another preferred embodiment illustrated in FIG. 9, FIG. 10, and FIG. 11, the core 11 is composed of a desirably dense metal which is also sufficiently weak, and/or brittle, and/or soft as to experience such structural failure upon ballistic impact, in either brittle or ductile modes, with a hard sporting and/or competition target, including but not limited to those cut from steel plate of at least 500 Brinell Hardness and at least 1/4'' in thickness, as to fail to damage or deform said target, such as but not limited to Zinc or Zinc alloys or Copper or Copper alloys or Lead or Lead alloys or Bismuth or Bismuth alloys. Sintered Copper often composes more conventional projectiles of a frangible construction (as exhibited by U.S. Pat. No. 6,074,454, the text of which is incorporated herein by reference) and also composes the core 11 of embodiments most preferred for applications involving hard sporting targets or other targets which are unfavorable to penetrate or damage while it is favorable to maximize velocity and/or minimize recoil relative to more conventional ammunition such as that illustrated in FIG. 9, FIG. 10, and FIG. 11.
[0057] Seen also in FIG. 1, FIG. 2, FIG. 3, FIG. 4, FIG. 6, FIG. 7, and FIG. 8, which depict embodiments preferred for penetrating armor, and present also in other embodiments preferred for penetrating armor, is a metal core 11 which is pointed on the forward end of the projectile so to produce a tip 41 geometry which reduces sectional area at the forward end, or tip 41, of the core 11 relative to the widest section of said core 11, sectioned in planes orthogonal to the axis of general symmetry of the projectile. The exemplary preferred embodiments for armor penetration illustrated in said figures possess a conic and conicoid (solid of revolved conic section), respectively, as a tip 41 geometry which minimizes sectional area. Other embodiments possessing reduced tip 41 sectional area may utilize any geometry which reduces sectional area at the tip 41, including but not limited to, revolution of a conic section, conicoid, revolution of a spline, cone, wedge, and pyramid. Such reduction in tip 41 sectional area may increase armor penetration ability by further increasing resistance to deformation of the metal core 11, by presenting a more stable geometry for on which the target body to act. Such reduction in tip 41 geometry may still further increase armor penetration ability by concentrating impact loading on the armor imparted by the penetrator on a smaller volume of the armor.
[0058] In another preferred embodiment, illustrated in FIG. 9, FIG. 10, and FIG. 11, and in other embodiments which are preferred for sporting and/or competition shooting in which is unfavorable damage to hard targets, including but not limited to those cut from steel plate of at least 500 Brinell hardness and at least 1/4'' in thickness, the metal core 11 of the described projectile is blunt on the forward end or tip 41 such that the sectional area of the tip 41 is not generally significantly smaller than that of the widest section of the core 11, sections in planes orthogonal to the symmetrical axis of the projectile. In the preferred embodiment illustrated in said figures, the tip 41 of the core 11 is flat and orthogonal to the symmetrical axis of the projectile. In other embodiments, preferred for such use in sport and/or competition shooting, the tip 41 geometry may be slightly concave or slightly convex or of any other geometry which does not generally significantly reduce the sectional area of the tip 41 relative to the widest section of the core 11. Such a blunt tip 41 decreases armor penetration ability of a projectile and/or penetrator due to same mechanics described above which cause pointed tips 41 to increase armor penetration ability.
[0059] The core 11 of the described projectile possesses a body 42, which is the portion of the core 11 which lies rearward of any distinct forward end or tip 41 geometry and/or forward of any distinct geometry at the rear end 43 of the core 11, depending on the presence or non-presence of distinct forward end 41 and/or rear end 43 geometry. In the absence of any distinct geometry at either end of the core 11, the entire core 11 is the body 42 of the core 1, such as a core 11 in the shape of a perfect sphere or perfect cylinder. In preferred embodiments, the described projectile possesses a core 11 of a cylindrical body 42. In less preferred embodiments, the body 42 of said core 11 may be in the shape of a linear extrusion of any sectional shape including but not limited to a regular polygon or star pattern. In still other embodiments, said body 42 of said core 11 of preferred embodiments is tapered from one end to the other, spherical, of conicoid shape, or otherwise irregular and/or non-constant in profile. The outer surface of said core 11 body constitutes the "joint surface" 34 of the metal core 11, which interfaces at least somewhat with an associated joint surface 35 on the polymer jacket 12 of the described projectile.
[0060] Another feature of preferred embodiments of the described projectile is clearly seen in FIG. 3, FIG. 4, FIG. 8, and FIG. 11, wherein the depicted metal core 11 features a small chamfer at the rear end 43 (the end of the core 11 opposing the forward end) of the core 11. Such a chamfer may be useful in the preferred assembly method of the projectile discussed later herein. In other embodiments, the chamfer may be of different dimensions or replaced with a fillet or other distinct rear end 43 geometry or no rear end core geometry may be present at all.
[0061] In preferred embodiments of the described projectile, said core 11 is of a nearly same length, measured rear end to forward end, as that of said entire projectile, as illustrated in the sectioned images of exemplary embodiments in FIG. 3, FIG. 8, and FIG. 11. Maximizing the length of the core 11 may be favorable for achieving a desirable projectile weight for ballistic dynamics as discussed above. Maximizing core length may be further advantageous for penetrating armor as this also maximizes sectional density relative to an otherwise identical projectile of shorter core length, which increases armor penetration ability by similar mechanics discussed above which cause high compositional density to be favorable for armor penetration. In exemplary preferred embodiments as shown in these figures, and evident also in context of FIG. 5 of a polymer jacket 12 of the embodiment depicted in FIG. 3, and in other preferred embodiments, the difference between the length of core and that of the entire projectile is about 0.03'' (inches). In other embodiments, the difference in end-to-end length between said core 11 and said entire projectile may be a larger or smaller non-zero quantity, and in still other embodiments, the length of said core 11 and said entire projectile may be equal.
[0062] In embodiments preferred for penetrating armor, said metal core 11 of the described projectile is produced by machining of solid metal stock. In other embodiments, said core 11 may be produced by any one or more processes fit for producing metal parts of the described core composition and geometry, including but not limited to, machining, sintering, casting, swaging, and forging. In embodiments preferred for shooting hard sporting targets, including but not limited to those cut from steel plate of at least 500 Brinell hardness of of at least 1/4'' in thickness, such to prevent damage to said targets, said metal core 11 is produced by sintering in such a way as to impart a frangible quality to said produced core 11 similar to more conventional projectiles of frangible construction, but may also be produced by any one or more processes fit for producing metal parts of the described core shape and density, including but not limited to, machining, casting, swaging, and forging.
[0063] In preferred embodiments, such as shown in the figures, the metal core 11 of the described projectile is monolithic, comprised of a single piece of homogeneous material. In other embodiments, said core 11 may be multipart, comprised of more than one piece of homogeneous material.
[0064] Pertaining to the polymer jacket 12 present in the described projectile:
[0065] A bare ballistic penetrator of Cobalt alloy or other alloy preferable to compose a ballistic penetrator for armor penetration fired through the barrel of a firearm may induce major and/or catastrophic damage to the firearm barrel as said penetrator of said alloys may not readily take the form of the interior of said barrel and/or may be abrasive to the metal which composes the barrel. Other metals desirable for composing a ballistic penetrator to penetrate armor, or a projectile for sport and/or competition shooting, may transfer residue, or fouling, to the barrel. For these reasons, the described projectile comprises a jacket 12 in addition to a metal core 11, one or more outer surfaces of which function as the bearing surface 21 of the projectile in and against a firearm barrel. Many modern polymers may be adequately durable for use as a projectile jacket 12, and projectile jackets 12 composed of said polymers may readily take the form of a firearm barrel, may minimize barrel wear relative to jackets of more conventional construction, and may leave no detectable fouling residue when fired through said barrel. Further, polymers may be generally cheaper than materials which compose more conventional projectile jackets, may lend to simpler and/or cheaper and/or more easily achievable projectile construction methods than more conventional materials for composing projectile jackets, including sheet copper, and may deform more readily and consistently than more conventional materials for composing projectile jackets so to ensure more predictable and/or proper disintegration on impact into armor or on a hard sporting target, in turn producing more consistent terminal behavior. For these reasons, the jacket 12 of the described projectile is composed of polymer, which may also include composite materials thereof.
[0066] Another feature of the described projectile is a manufacturing process from raw materials to complete projectile which may be simpler, and/or which may require simpler and/or more available and/or cheaper tools than manufacturing processes typically employed to produce more conventional projectiles of multi-part construction. Projectiles for use in firearms may require relatively tight and/or precise and/or controllable and/or repeatable geometric dimensioning and/or tolerances. Of production technologies in common use for producing polymer parts of a desired dimension, machining may be generally capable of producing parts of the most precise and/or controllable and/or repeatable dimensions, and therefore preferred embodiments of the described projectile possess a jacket 12 which is produced by machining solid round bar stock. Other embodiments may possess a jacket 12 which is produced by any one or more of manufacturing processes commonly referred to as "3D printing", including but not limited to, stereolithography, fused deposition modeling, and selective laser sintering. Stereolithography in particular may be able to produce said polymer jacket 12 of sufficient precision and other desirable qualities. In still other embodiments, said jacket 12 may be produced using one or more processes suitable to produce polymer parts of a particular shape, including but not limited to, machining, casting, forging, swaging, molding, sintering, and any manufacturing process commonly referred to as "3D printing". Tools for producing said jacket by machining or stereolithography may also be cheaper and more available for home and/or light industrial production. Further, the production of the jacket independent of the core of the described projectile is unique relative to more conventional projectiles, and may see benefit in modularity of the multi-part projectile, allowing the use of interchangeable parts, in this case said core and said jacket, and enjoying the understood manufacturing and/or versatility benefits thereof.
[0067] Turning to FIG. 5 which illustrates the polymer jacket 12 of an exemplary embodiment of the described projectile, the polymer jacket 12 is further comprised of geometric features, including a wall 32 on which is found at least the projectile bearing surface 21 on the exterior of the wall 32, and a "joint surface" 35 on the interior surface of said wall 32, which closely follows the geometry of at least a portion of the joint surface 34 of the metal core 11. Sections of said wall 32 in planes orthogonal to the axis of general symmetry of the projectile are generally ring-shaped, the outer bounds of said rings typically being circles and the inner bounds of said ring typically being a circle or closed polygon or conic section. The bearing surface 21 found on said wall 32 may be continuous, as in the embodiment illustrated in FIG. 5, or interrupted so to cause discontinuities between rings which engage a firearm barrel when fired in a firearm. Other features, including but not limited to ogive 22, may or may not also be found on the jacket wall 32. In preferred embodiments, said polymer jacket 32 also comprises a floor 33, which at least partially, or more preferably entirely, encloses the rear end 43 of the metal core 11 and also comprises the rear of the projectile Such a floor 33 may be desirable for aspects of projectile assembly discussed later, and to better fix the metal core 11 within the polymer jacket 12, and other embodiments may or may not exhibit a floor 33 feature. Further, preferred embodiments of the polymer jacket 12 exhibit a projectile ogive 22, which is projectile geometry forward of the bearing surface 21, which may include the location on the exterior of the projectile which first engages barrel rifling when fired in a rifled firearm. Other embodiments may or may not exhibit distinct ogive 22 geometry on the polymer jacket 12. Further still, preferred embodiments of the polymer jacket 12 of the described projectile possess a distinct geometry at the rear 23 of the jacket 12 such to taper the sectional area of the bearing surface 21 of said projectile into a smaller sectional area at the rear end 23 of said projectile, sectioned in planes orthogonal to the axis of general symmetry of the projectile. In preferred embodiments, said distinct geometry serves to ease loading of the described projectile into a cartridge case and/or to function as a "boat tail" to reduce air drag on said projectile during ballistic flight. The polymer jacket 12 of the preferred embodiment of the described projectile in 9 mm caliber for armor penetration illustrated in FIG. 5 exhibits a rear end taper 23 which is a minimal chamfer of about 30 degrees. Other exemplary embodiments illustrated in the figures also exhibit a chamfer 23 of about 30 degrees at the rear of the polymer jacket 12, but that depicted in FIG. 7 and FIG. 8 is larger to function better as a boat tail. Other embodiments may exhibit no distinct feature at the rear of the jacket 12, or a feature of any geometry, including but not limited to one or more of, chamfer of any angle, fillet, rotation of a conic section, cone, pyramid, and/or wedge.
[0068] Both the most preferred process for producing said polymer jacket 12, machining, and the second most preferred process for producing said polymer jacket 12, stereolithography, may require the geometry of parts to be somewhat self-supportive during said processes to achieve sufficient dimensional precision. To provide said support, preferred embodiments of the described projectile possess a "voluminous" polymer jacket 12, which is a polymer jacket 12 exhibiting a wall 32 of at least 0.035'' (inches) in thickness, significantly thicker than that of more conventional projectiles, including those of sheet copper.
[0069] In further consideration of machinability of the polymer jacket 12, some species of polymer are easier to machine than others of the same, and some species of polymer are capable of holding more precise and/or repeatable machined dimensions than others of the same. It is preferred that the polymer species which composes a jacket 12 be of properties favorable to dimensional stability and/or ease of machining if said jacket 12 is to be machined. Polymer species which exhibit such favorable properties include but are not limited to PEI, PMMA, POM, and PI Of these, PEI (polyetherimide), or trademark name Ultem.RTM., may be most favorable according to the inventor for its relatively high durability, economy, machinability, and dimensional stability. Therefore, preferred embodiments of the described projectile possess a polymer jacket 12 composed of PEI. Other embodiments may possess a jacket 12 composed of one or more of any polymer or polymer composite species, including but not limited to those specified above and composites of those specified above.
[0070] In preferred embodiments, such as shown in the figures, the polymer jacket 12 of the described projectile is monolithic, comprised of a single piece of homogeneous material. In other embodiments, said jacket 12 may be multipart, comprised of more than one piece of homogeneous material.
[0071] In embodiments of the described projectile preferred for applications in which capability may be desirable for more severe wounding, such as antipersonnel, hunting, and defense against dangerous and/or threatening animals, an exemplary embodiment of which is illustrated in FIG. 1, FIG. 2, and FIG. 3, the wall 32 of said polymer jacket 12 extends forward of the joint surface 34 of the core 11, so to form a cavity or hollow 31 which is partially bounded by the jacket wall 32, and one or both of the core tip 41 and core body 42. On an occasion that such an embodiment of said projectile is fired into a soft body, that is one which may reasonably be considered a fluid when modeling terminal ballistics, hydrostatic pressure within said jacket wall 32 extension may initiate and/or assist expansion and/or fragmentation of said jacket 12 off of and/or away from said core 11, similar to the understood expansion dynamics exhibited in more conventional "hollow point" projectiles (U.S. Pat. No. 3,157,137, the text of which is incorporated herein by reference). Said expansion and/or fragmentation may increase severity of a resulting wound, which may be favorable in further incapacitating living targets, including but not limited to game animals and dangerous and/or threatening animals, and personnel. The integration of such increased capacity to expand and/or fragment in soft targets into a projectile which also may excel in penetrating armor, including but not limited to modern engineered armors, is a novel and notable feature which may significantly increase the versatility of said embodiments of the described projectile. For example, a firearm loaded with such ammunition may be more immediately capable of causing maximal damage to both unarmored living targets AND those which may possess armor.
[0072] Pertaining to Projectile Assembly
[0073] After production of both the metal core 11 and the polymer jacket 12 described above, said parts are assembled to compose the entire described projectile, such that said metal core 11 is fixed within said polymer jacket 12, and the joint surface 34 of said metal core 11 at least partially interfaces with the joint surface 35 of said polymer jacket 12. In preferred embodiments as illustrated in FIG. 3, FIG. 8, and FIG. 11, this is achieved by first aligning the metal core 11 and polymer jacket 12 such that the axes about which each is generally symmetrical are coincident and/or the joint surfaces 34,35 of each component are concentric, further orienting both components so that the forward end of each faces upward and the metal core 11 lies above the polymer jacket 12, and then pressing or otherwise moving said core 11 into the interior space within the wall 32 of said polymer jacket 12 so that the rear end of said core 11 abuts the floor 33 of said jacket 12. The tapered rear geometry 43 exhibited by the core 11 of said preferred embodiments is helpful here for proper alignment and/or fitment during this described preferred assembly process. Other embodiments may be assembled in this same or any manner which positions and fixes said metal core 11 properly within said polymer jacket 12 such that the components are properly oriented and positioned relative to each other after assembly, so that the joint surface 34,35 of each component at least partially interfaces with that of the other.
[0074] Further in preferred embodiments, a quantity of adhesive is utilized to fix said metal core 11 within said polymer jacket 12. In other embodiments, said metal core 11 may be fixed within said polymer jacket 12 by any one or more mechanisms, including but not limited to, adhesive bonding, friction, mechanical fastening, and normal contact force. Further still, the species of adhesive present in preferred embodiments is a tough, low-viscosity cyanoacrylate adhesive such as, but not limited to, LOCTITE.RTM. 435.TM., a rubber-toughened ethyl cyanoacrylate adhesive with increased flexibility and peel strength Other embodiments which may utilize adhesive to fix the metal core 11 within the polymer jacket 12 may utilize any one or more adhesives of any one or more chemistries, including but not limited to cyanoacrylate, epoxy, acrylic, methacrylate, urethane, and silicone.
[0075] In particular, in preferred embodiments, said quantity of adhesive is dispensed onto the center of the floor 33 of the polymer jacket 12 of the described projectile just before mating with the associated metal core 11. When said metal core 11 is then pressed into said polymer jacket 12 per described preferred assembly, said quantity of adhesive may be pressed adequately into and throughout a gap 36 which may lie between the interfacing joint surfaces 34,35 of said core 11 and said jacket 12. In other embodiments which may utilize a quantity of adhesive to fix said core 11 within said jacket 12, said adhesive may be applied by any method which fixes said core 11 within said jacket 12 during the course of ballistic flight, and additional adhesive may be used at locations other than the gap 36 between said joint surfaces 34,35 to fix said core 11 within said jacket 12.
[0076] Pertaining to the Entire Assembled Projectile:
[0077] To ensure legally non-restricted manufacture of the described projectile, in preferred embodiments, the weight of said jacket is less than 25 percent that of said projectile, so to preclude classification as "armor piercing ammunition" by the Code of Federal Regulations and/or United States Code, including but not limited to 18 U.S.C. .sctn. 921(a)(17)(B). Such a weight distribution is also a likely result of preferred tailoring of projectile mass, discussed below. Other embodiments, such as those non-compliant to said US federal regulations or for use in exempted purposes, may posses a jacket of more than 25 percent that of said projectile.
[0078] The exemplary embodiments illustrated in the figures are just 3 of innumerably many useful embodiments of the described projectile. There exist preferred embodiments of the described projectile for each caliber of firearm for each described useful application. An aspect of all preferred embodiments of the described projectile is that the total projectile weight is significantly less than that of a more conventional projectile, preferably by at least 35%, and more preferably by as much as possible, but still high enough to ensure desirable projectile kinetic energy, momentum transfer, and ballistic mechanics as discussed earlier in conjunction with metal core 11 density. This is because a lighter projectile may be propelled faster and with less recoil from a firearm than a heavier projectile fired in an otherwise identical manner, gaining the associated benefits to armor penetration ability and/or ballistic trajectory and/or recoil reduction. Projectile weight may be further tailored in any embodiment by altering the volume of said metal core 11 of the said projectile. In an exemplary embodiment illustrated in FIG. 1, FIG. 2, and FIG. 3, which is also the preferred embodiment for a 9 mm projectile for use in applications which may include armor penetration, the total projectile weight is about 50 gr. (grains).
[0079] A further quality of preferred embodiments of said projectile is that any volume of void internal to said projectile is minimized. Exemplary embodiments illustrated in FIG. 3, FIG. 8, and FIG. 11 exhibit a minimally small void between the polymer jacket 12 and the chamfer 43 at the rear of the core 11. Such voids between said jacket 12 and said core 11 are preferably as diminutive as possible, as said voids may compromise structural integrity of said projectile, while maintaining the advantages of the geometry which de facto defines and/or bounds them. Further mitigating the structural weakness which may be attributed to said void exhibited in said exemplary embodiments, the quantity of adhesive distributed during assembly at least partially, and preferably entirely, fills said void.
[0080] Another important consideration of the design and/or configuration of an embodiment of the described projectile is the width of the gap 36 between the joint surface 34 of the metal core 11 and that 36 of the polymer jacket 12. In preferred embodiments, said gap 36 is between about 0.0005'' (inches) and 0.001'' (inches) in width. A gap 36 which is excessively wide may not sufficiently center said core 11 within said jacket 12, which may induce unfavorable ballistic dynamics when fired, and may also inhibit the ability of an adhesive to wick throughout said gap 36 and/or adhere to the entirety of both joint surfaces 34,35. A gap 36 which is excessively narrow may also inhibit adhesive flow throughout said gap 36 and/or cause excessive hydraulic pressure during assembly, which may in turn cause structural failure of the polymer jacket 12. In other embodiments, there may be no such measurable gap 36, such as but not limited to embodiments which utilize an interference fit to fix the metal core 11 within the polymer jacket 12. In still other embodiments, said gap 36 may be of a different width, such as but not limited to embodiments which utilize a more viscous adhesive species.
[0081] In preferred embodiments of the described projectile in which said projectile is loaded into a cartridge case for use in a firearm for fixed ammunition, to maximize velocity, the projectile is seated as far forward as possible in said case without exceeding specified cartridge maximum overall length. Further in preferred embodiments, a cartridge of fixed ammunition which includes said projectile contains a propellant charge which, when fired through an exemplary firearm of appropriate caliber and chambering, produces the highest pressure suitable for the given firearm and/or ammunition specification, which may often be referred to as "+P" and/or "+P+". Further still in preferred embodiments, said propellant charge is such to ensure that the action of said firearm, if autoloading, is able to cycle when used with said cartridge including said projectile. Further still in preferred embodiments, projectile geometry, including but not limited to ogive 22, overall projectile length, and bearing surface 21, are such as to allow said projectile to be loaded into said cartridge case and fired in said firearm so that overall length of said cartridge is equal to specified maximum cartridge overall length while still maintaining proper fit in the chamber of said firearm, and still maintaining proper function in said firearm, including but not limited to loading, feeding, and extraction functions.
[0082] Concisely, to present the complete assembly of an exemplary embodiment of the described projectile illustrated in FIG. 1, FIG. 2, and FIG. 3, which is also the preferred embodiment in 9 mm caliber to penetrate armor:
[0083] The metal core 11 illustrated in FIG. 4 is produced of solid UNS R30035, preferably by turning on a lathe. FIG. 4 illustrates proper dimensions for this preferred embodiment of 9 mm caliber for armor penetration. Exact dimensions and critical tolerances are obvious to comprehend by those skilled in reading mechanical drawings. Critical dimensions and features of the metal core 11 include: [0084] 1. Cylindrical joint surface 34 0.2500-0.0005'' in diameter [0085] 2. Overall length of 0.523'' [0086] 3. Conical tip 41 at 30 degrees from the joint surface 34, such that said tip 41 ends at a sharp point [0087] 4. Slight chamfer of about 30 degrees at the rear end 43. The polymer jacket 12 illustrated in FIG. 5 is produced, preferably by stereolithography, or more preferably by turning PEI (Ultem.RTM.) on a lathe FIG. 5 illustrates proper dimensions for this embodiment of 9 mm caliber for armor penetration. Exact dimensions and critical tolerances are obvious to comprehend by those skilled in reading mechanical drawings. Critical dimensions and features of the polymer jacket 12 include: [0088] 1. A cylindrical bearing surface 21 of 0.356'' in diameter, the front edge of which is 0.15'' from the rear end 23 [0089] 2. An overall length of 0.492'' [0090] 3. Flat floor 33 0.031'' in thickness [0091] 4. Front end chamfer of 30 degrees producing a sharp front-end edge coincident to the joint surface 35 [0092] 5. Cylindrical joint surface 35 of 0 251+0.0005'' in diameter and running from the floor 33 to the front-end edge [0093] 6. Slight chamfer of about 30 degrees at rear end 23, similar to that on the core [0094] 7. Cylindrical ogive 22 portion 0.336'' in diameter [0095] 8. Taper of 5 degrees from bearing surface 21 to cylindrical ogive 22 portion.
[0096] Then both said core 11 and said jacket 12 are cleaned of all debris, oil, and/or grease, and thoroughly dried, and said jacket 12 positioned on a digital scale sitting on its rear end.
[0097] Next, a single drop of a low viscosity, rubber-toughened adhesive, such as LOCTITE.RTM. 435.TM., is dispensed onto the center of the floor 33 of said jacket 12, and said core 11 is immediately and quickly pressed into said jacket 12 until said core 11 is pressed against said floor 33 with a force of 50 lbs (pounds) as shown on said digital scale. The final position and orientation of said core 11 relative to said jacket 12 should match what is illustrated in FIG. 3. It is recommended to use tools to press said core 11 which maximize control of said assembly and preclude damage to the tip 41 of said core 11, including but not limited to a small arbor press and setter head which does not contact the point of said tip 41.
[0098] Finally, said adhesive is allowed to fully cure before loading into a firearm or cartridge case. Optionally, additional adhesive may be dispensed into the hollow 31 at the forward end of the assembled projectile, so to form a "moat" of adhesive which may partially or completely fill said hollow 31 if additional structural cohesion is necessary or desired.
[0099] The finished projectile is to be seated in a cartridge case at maximum cartridge overall length as specified by SAAMI for 9 mm Luger (1.169''), and the inventor finds that a propellant charge of 9.0 gr. (grains) of Winchester AutoComp smokeless powder produces about 38.5 ksi (kilo-pounds per square inch) of pressure, commonly referred to as "+P" for a 9 mm Luger cartridge, when used in said cartridge case in which also is loaded said projectile at said length, in a firearm of SAAMI specification for 9 mm Luger. However, other users may find pressure produced by said loading of fixed ammunition to vary considerably per small differences in production.
[0100] Said loading may reliably penetrate some modern engineered armors, including some body armors, by virtue of said core 11 being composed of a Cobalt alloy.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.