Coreless Roll Of Absorbent Sheet And Method For Manufacturing The Same
Weisang; Nicolas ; et al.
U.S. patent application number 16/647990 was filed with the patent office on 2020-07-09 for coreless roll of absorbent sheet and method for manufacturing the same. The applicant listed for this patent is Essity Hygiene and Health Aktiebolag. Invention is credited to Alain Bohn, Yves Enggasser, Frederic Roesch, Nicolas Weisang.
| Application Number | 20200217018 16/647990 |
| Document ID | / |
| Family ID | 60857123 |
| Filed Date | 2020-07-09 |




| United States Patent Application | 20200217018 |
| Kind Code | A1 |
| Weisang; Nicolas ; et al. | July 9, 2020 |
CORELESS ROLL OF ABSORBENT SHEET AND METHOD FOR MANUFACTURING THE SAME
Abstract
A coreless roll of an absorbent sheet product such as napkins, toilet paper, towels, etc., is provided made of a spirally wound continuous web of absorbent material having a first end and a second end, wherein a coating composition comprising a nonionic cellulose ether is coated onto the second end. The coreless roll has excellent stiffness and resistance to collapsing, as well as sufficient flexibility and elasticity. Moreover, the coreless roll has excellent disintegrability in water and can be used up over its whole length. A process for the manufacture of the coreless roll is also provided.
| Inventors: | Weisang; Nicolas; (Kunheim, FR) ; Bohn; Alain; (Kunheim, FR) ; Roesch; Frederic; (Kunheim, FR) ; Enggasser; Yves; (Kunheim, FR) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 60857123 | ||||||||||
| Appl. No.: | 16/647990 | ||||||||||
| Filed: | September 29, 2017 | ||||||||||
| PCT Filed: | September 29, 2017 | ||||||||||
| PCT NO: | PCT/IB2017/001405 | ||||||||||
| 371 Date: | March 17, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B65H 18/28 20130101; D21H 27/002 20130101; D21H 27/30 20130101; A47K 2010/3206 20130101; D21H 19/34 20130101; A47K 10/16 20130101 |
| International Class: | D21H 27/00 20060101 D21H027/00; B65H 18/28 20060101 B65H018/28; A47K 10/16 20060101 A47K010/16; D21H 27/30 20060101 D21H027/30; D21H 19/34 20060101 D21H019/34 |
Claims
1. A coreless roll of an absorbent sheet product made of a spirally wound continuous web of absorbent material having a first end and a second end, the web of absorbent material being wound such as to define an axial hollow passageway centrally positioned relative to the coreless roll and extending from one edge to another edge of the coreless roll and such that the first end is located on the outer side of the roll and the second end is located at the axial hollow passageway; wherein the second end of the continuous web of absorbent material comprises a coating composition comprising a nonionic cellulose ether.
2. The coreless roll of claim 1, wherein the coreless roll is obtained by applying the coating composition to the second end of the continuous web of absorbent material.
3. The coreless roll of claim 1, wherein the nonionic cellulose ether has a number-average molecular weight of 1,000 to 1,000,000, preferably of 2,000 to 500,000, more preferably of 3,000 to 200,000, more preferably 5,000 to 100,000.
4. The coreless roll of claim 1, wherein the nonionic cellulose ether has a viscosity-average molecular weight of 5,000 to 2,000,000, preferably of 10,000 to 1,500,000, more preferably of 30,000 to 1,000,000.
5. The coreless roll of claim 1, wherein the nonionic cellulose ether has a solubility in water at 25.degree. C. of at least 40 g/l.
6. The coreless roll of claim 1, wherein the nonionic cellulose ether is an alkyl cellulose ether such as methylcellulose or ethylcellulose.
7. The coreless roll of claim 1, wherein the nonionic cellulose ether is a hydroxyalkyl cellulose ether such as hydroxyethyl cellulose or hydroxypropyl cellulose.
8. The coreless roll of claim 1, wherein the nonionic cellulose ether is a combination of an alkyl cellulose ether and a hydroxyalkyl cellulose ether.
9. The coreless roll of claim 1, wherein the coating composition comprises: (a) at least 50 wt.-%, preferably at least 65 wt.-%, more preferably at least 80 wt.-% of the nonionic cellulose ether; (b) not more than 50 wt.-%, preferably not more than 35 wt.-%, more preferably not more than 20 wt.-% of further additives such as plasticizers, reinforcing agents, fragrance, and dyes; each based on the total solids content of the coating composition.
10. The coreless roll of claim 1, wherein the coating composition is applied as an aqueous solution, wherein the aqueous solution preferably contains the nonionic cellulose ether in an amount of at least 0.1 wt.-%, more preferably at least 0.5 wt.-% based on the total weight of the aqueous solution.
11. The coreless roll of claim 1, wherein the coating composition is free of polyether polyol and/or free of other saccharides than the nonionic cellulose ether.
12. The coreless roll of claim 1, wherein the axial hollow passageway has a circumference and the coating composition is circumferentially applied and is preferably applied such that the resulting coating covers at least 50% of the second end, preferably at least 75%, more preferably at least 95% of the second end.
13. The coreless roll of claim 1, wherein the coating composition is applied continuously in the machine and axial direction or intermittently in the machine and/or axial direction.
14. The coreless roll of claim 1, wherein the second end consists of at least one turn, preferably of at least two turns, preferably at least three turns, for instance 3 to 50 turns, for instance 3 to 30 turns or 4 to 40 turns, preferably 3 to 30 turns, a turn being one circumvolution of the spirally wound continuous web about the axial hollow passageway.
15. The coreless roll of claim 1, wherein the second end consists of at least 5%, preferably at least 10%, more preferably at least 15% of the entire length of the continuous web of absorbent material in the machine direction.
16. The coreless roll of claim 1, wherein the amount of nonionic cellulose ether is from 0.001 to 20 g/roll, preferably 0.005 to 10 g/roll, more preferably 0.005 to 5 g/roll, in particular 0.01 to 2 g/roll.
17. The coreless roll of claim 1, wherein the web of absorbent material is composed of 1 tissue paper ply or 2 to 6, in particular 2 to 5 superposed tissue paper plies.
18. The coreless roll of claim 1 being in a compressed form.
19. The coreless roll of claim 1, which is an absorbent product chosen among the group comprising napkins, towels such as household towels, kitchen towels or hand towels, toilet papers, wipes, handkerchiefs, and facial tissues, wherein this absorbent product is preferably a toilet paper.
20. A manufacturing method for manufacturing a coreless roll of an absorbent sheet product comprising the steps of: conveying a continuous web of absorbent material having a first end and a second end, which is preferably composed of 1 tissue paper ply or 2 to 6, in particular 2 to 5 superposed tissue paper plies; optionally severing the continuous web of absorbent material substantially transversally to the machine direction to produce single but coherent sheets; applying a coating composition as defined in claim 1 to the second end; spirally winding the continuous web of absorbent material so as to produce a log of web of absorbent material, the web of absorbent material being wound such as to define an axial hollow passageway centrally positioned relative to the log and extending from one edge to another edge of the log and such that the first end is located on the outer side of the log and the second end is located at the axial hollow passageway; and cutting the log into multiple coreless rolls.
21. The manufacturing method of claim 20, comprising the further step of subjecting the coreless roll to compression in a direction perpendicular to the axial hollow passageway to produce a coreless roll in a compressed form.
22. (canceled)
Description
CROSS-REFERENCE TO RELATED APPLICATION
[0001] The present application is a national stage entry under 35 U.S.C. .sctn. 371 of, and claims priority to, International Application No. PCT/162017/001405, filed Sep. 29, 2017, the disclosure of which is hereby incorporated herein by reference in its entirety.
FIELD OF THE INVENTION
[0002] The present invention relates to a coreless roll of an absorbent sheet product such as napkins, toilet paper, towels, etc. In an aspect of the present invention, the coreless roll is provided in a compressed form. The present invention also pertains to a process for the manufacture of the coreless roll.
BACKGROUND OF THE INVENTION
[0003] Absorbent sheet products in rolled form find extensive use in modern society. Rolls of toilet paper, towels such as household (kitchen) towels or hand towels, etc., are staple items of commerce.
[0004] Rolls of absorbent sheet product for home use (e.g., toilet paper) typically consist of a continuous web of absorbent material that is spirally wound around a prefabricated core made of a stiff material such as cardboard or glued paper. The core defines an axial hollow passageway, which is centrally positioned relative to the roll and extends from one edge of the roll to the other edge. The axial hollow passageway enables the consumer to easily mount the roll on the spindle of a roll holder. However, the core is expensive, requires storage space and additional manual handling. Furthermore, the core remains after use of the absorbent sheet product, thus increasing the risk of clogging sewage systems.
[0005] To address these concerns, "coreless" rolls and rolls with water-soluble cores have been developed. Among the important properties of these products are their resistance to collapsing and their flexibility/elasticity.
[0006] "Collapsing", as used herein, refers to the phenomenon occurring when the absorbent sheet product constituting the first inner turns of the roll (i.e., the turns forming the axial hollow passageway at winding start) cannot be stably maintained such that an axial hollow passageway is clearly defined. Coreless rolls are generally associated with an increased risk of "collapsing". Collapsing typically occurs in the manufacture process of coreless rolls when the temporary core is extracted after completing the winding, or during storage and transport of the finished product. As a consequence of collapsing, it may become difficult to mount the roll on the spindle of a roll holder. Furthermore, collapsing generally creates a feeling of decreased product quality among consumers.
[0007] A "flexible" roll offers the benefit that it can be provided in a compressed form, which requires less space during storage and transport. As a result, storage and transport costs can be significantly reduced. The roll can be returned from its compressed (oval) form to the uncompressed (cylindrical) form by applying pressure along the longer diameter of the compressed (oval) form, i.e., perpendicular to the axis of the roll.
[0008] However, the absorbent sheet product constituting the first inner roll turns must be stably maintained when the roll is returned from the compressed form to the uncompressed form. That is, the axial hollow passageway must open itself and be clearly defined when the roll is returned to the cylindrical form. The roll must hence exhibit substantial flexibility and a certain level of elasticity, which means that the roll can be returned to its cylindrical form while reopening the axial hollow passageway in a clearly defined manner. This requires the first inner turns to newly and stably maintain the axial hollow passageway. As a result, there should be no substantially visible difference in appearance between a roll that has been returned from the compressed form to the uncompressed form and a roll that has not been previously subjected to compression.
[0009] Furthermore, the roll can be subjected to deformation forces during manufacturing, packaging, storage, transport, e.g., radial forces exerted in the rewinding and/or cutting unit, axial forces occurring during packaging and/or when packaged roll products are stacked on pallets for storage/shipment, etc. As a consequence of deformation forces, the continuous web of absorbent material can be irreversibly deformed, thus creating a feeling of decreased quality among consumers. Hence, the roll must also exhibit a certain level of axial and radial stiffness (sometimes also referred to as "rigidity") meaning that the roll is less likely to be deformed and/or damaged during manufacturing, packaging, etc.
[0010] The prior art describes processes for achieving flexible rolls of absorbent sheet product which can be provided in the compressed form.
[0011] WO 2009/027874 A1 discloses a roll including a nonwoven tissue web that is spirally wound around a flexible core. The flexible core consists of a polymeric sheet of synthetic polymers, which is attached to the inner layer of the nonwoven tissue web by means of an attachment mechanism such as an adhesive, heat bonding, etc. The flexible core is characterized by a higher tensile strength in the machine direction than that of the nonwoven tissue web. As a result, the roll exhibits flexibility for packaging and storage purposes.
[0012] However, the polymer sheet of synthetic polymers is prepared beforehand, stored, and manually handled. Furthermore, in the frame of industrial manufacturing, the continuous web of absorbent material is run at a speed of around 10 m/s. This renders the incorporation and attachment of the polymer sheet to the inner layer of the nonwoven tissue web technically complex and difficult to implement at the running speed required for industrial manufacturing.
[0013] WO 95/13183 A1 discloses a roll of elongated material having a core at the center of the roll. The core essentially includes a number of turns of the elongated material, which are fixed together by means of a binder such as latex, starch, polyvinyl alcohol, etc. WO 95/13183 A1 also discloses a process for producing such roll in the compressed form. More specifically, WO 95/13183 A1 indicates that a binder solution is sprayed or coated on the first turns of a conventional winding. After complete winding and removal from the winding shaft, the roll is immediately compressed to an elliptical or oval section form. The document teaches that the roll can be opened from the compressed position by applying pressure on the "shorter" sides of the ellipse.
[0014] However, the binder as described in WO 95/13183 A1 (e.g., latex, starch, polyvinyl alcohol, etc.) produces a stiff core which includes a number of turns of glued elongated material. Hence, the resulting core lacks flexibility and shows low elasticity. As a result, after the roll has been compressed, it is difficult to reopen the axial hollow passageway in a manner leading to a well-defined axial hollow passageway.
[0015] Moreover, the first inner turns of elongated material (i.e., the turns of elongated material forming the core) are cohesively maintained together by the binder. The delamination force needed for separating the first inner turns is generally greater than the tear strength of the elongated absorbent material. It is hence difficult to separate the first inner turns without tearing apart the elongated absorbent material on which the binder is applied. As a result, it is not possible to use the elongated absorbent material on its whole length, e.g., up to the last sheet.
[0016] WO 2011/126707 A2 discloses an aqueous adhesive for roll-shaped paper comprising (A) a saccharide, (B) a viscosity modifier, and (C) a glycol and/or triol. The adhesive of WO 2011/126707 A2 is said to exhibit good initial adhesiveness while it is wet and good peeling ability when it has dried. However, the paper onto which the adhesive is applied exhibits some stiffness. As a result, the roll-shaped paper product lacks flexibility and, after the roll has been compressed, it is difficult to reopen the axial hollow passageway in a manner leading to a well-defined axial hollow passageway.
[0017] It is desired to provide a coreless roll of an absorbent sheet product which combines an excellent stiffness (and thus also resistance to collapsing) with a suitable delamination force but is also sufficiently flexible and elastic.
[0018] It is also desired to provide a roll of an absorbent sheet product which can be used over essentially its whole length (i.e., essentially up to the last sheet) and prevents sewage systems from clogging up (disintegration time).
[0019] It is also desired to provide the coreless roll of an absorbent sheet product in the compressed form wherein, after the roll has been compressed, the axial hollow passageway can be reopened in a manner leading to a well-defined axial hollow passageway.
[0020] It is also desired to provide a process for manufacturing such coreless roll of an absorbent sheet product.
SUMMARY OF THE INVENTION
[0021] The present invention relates to a coreless roll of an absorbent sheet product such as napkins, toilet paper, towels, etc. made of a continuous web of absorbent material having a first end and a second end. The continuous web of absorbent material is wound such as to define an axial hollow passageway centrally positioned relative to the coreless roll and extending from one edge to another edge of the coreless roll and such that the first end is located on the outer side of the roll and the second end is located at the axial hollow passageway.
[0022] The second end of the continuous web of absorbent material comprises a coating composition comprising a nonionic cellulose ether.
[0023] The present invention also relates to such coreless roll which is provided in the compressed form.
[0024] The present invention also relates to a process for the manufacture of a coreless roll of an absorbent sheet product comprising the steps of:
[0025] conveying a continuous web of absorbent material having a first end and a second end, which is preferably composed of 1 tissue paper ply or 2 to 6, in particular 2 to 5 superposed tissue paper plies;
[0026] applying a coating composition comprising a nonionic cellulose ether to the second end;
[0027] spirally winding the continuous web of absorbent material so as to produce a log of web of absorbent material, the continuous web of absorbent material being wound such as to define an axial hollow passageway centrally positioned relative to the log and extending from one edge to the other edge of the log and such that the first end is located on the outer side of the log and the second end is located at the axial hollow passageway;
[0028] cutting the log into multiple coreless rolls; and
[0029] optionally subjecting the coreless roll to compression in a direction perpendicular to the axial hollow passageway to produce a coreless roll in a compressed form.
[0030] In one aspect of the present invention, the nonionic cellulose ether has a number-average molecular weight of 1,000 to 1,000,000, preferably of 2,000 to 500,000, more preferably of 3,000 to 200,000, more preferably 5,000 to 100,000.
[0031] In another aspect of the present invention, the nonionic cellulose ether is an alkyl cellulose ether such as methyl cellulose or ethyl cellulose. In yet another aspect of the present invention, the nonionic cellulose ether is a hydroxyalkyl cellulose ether such as hydroxyethyl cellulose or hydroxypropyl cellulose.
[0032] The coreless roll of an absorbent sheet product of the present invention is distinguished by an excellent stiffness and resistance to collapsing, while being as well sufficiently flexible and elastic. Moreover, the coreless roll of the present invention also exhibits excellent disintegrability in water and can be used up over its whole length.
[0033] The present invention according to an aspect includes the following exemplary embodiments ("Items"):
1. A coreless roll of an absorbent sheet product made of a spirally wound continuous web of absorbent material having a first end and a second end, the web of absorbent material being wound such as to define an axial hollow passageway centrally positioned relative to the coreless roll and extending from one edge to another edge of the coreless roll and such that the first end is located on the outer side of the roll and the second end is located at the axial hollow passageway; wherein the second end of the continuous web of absorbent material comprises a coating composition comprising a nonionic cellulose ether. 2. The coreless roll of item 1, wherein the coreless roll is obtained by applying the coating composition to the second end of the continuous web of absorbent material. 3. The coreless roll of item 1 or 2, wherein the nonionic cellulose ether has a number-average molecular weight of 1,000 to 1,000,000, preferably of 2,000 to 500,000, more preferably of 3,000 to 200,000, more preferably 5,000 to 100,000. 4. The coreless roll of claim 1 or 2, wherein the nonionic cellulose ether has a viscosity-average molecular weight of 5,000 to 2,000,000, preferably of 10,000 to 1,500,000, more preferably of 30,000 to 1,000,000. 5. The coreless roll of any of items 1 to 4, wherein the nonionic cellulose ether has a solubility in water at 25.degree. C. of at least 40 g/I. 6. The coreless roll of any of items 1 to 5, wherein the nonionic cellulose ether is an alkyl cellulose ether such as methylcellulose or ethylcellulose. 7. The coreless roll of any of claims 1 to 5, wherein the nonionic cellulose ether is a hydroxyalkyl cellulose ether such as hydroxyethyl cellulose or hydroxypropyl cellulose. 8. The coreless roll of any of items 1 to 5, wherein the nonionic cellulose ether is a combination of an alkyl cellulose ether and a hydroxyalkyl cellulose ether. 9. The coreless roll of any of items 1 to 8, wherein the coating composition comprises:
[0034] (a) at least 50 wt.-%, preferably at least 65 wt.-%, more preferably at least 80 wt.-% of the nonionic cellulose ether;
[0035] (b) not more than 50 wt.-%, preferably not more than 35 wt.-%, more preferably not more than 20 wt.-% of further additives such as plasticizers, reinforcing agents, fragrance, and dyes;
[0036] each based on the total solids content of the coating composition.
10. The coreless roll of any of items 1 to 9, wherein the coating composition is applied as an aqueous solution, wherein the aqueous solution preferably contains the nonionic cellulose ether in an amount of at least 0.1 wt.-%, more preferably at least 0.5 wt.-% based on the total weight of the aqueous solution. 11. The coreless roll of any of items 1 to 10, wherein the coating composition is free of polyether polyol and/or free of other saccharides than the nonionic cellulose ether. 12. The coreless roll of any of items 1 to 11, wherein the axial hollow passageway has a circumference and the coating composition is circumferentially applied and is preferably applied such that the resulting coating covers at least 50% of the second end, preferably at least 75%, more preferably at least 95% of the second end. 13. The coreless roll of any of items 1 to 12, wherein the coating composition is applied continuously in the machine and axial direction or intermittently in the machine and/or axial direction. 14. The coreless roll of any of items 1 to 13, wherein the second end consists of at least one turn, preferably of at least two turns, preferably at least three turns, for instance 3 to 50 turns, for instance 3 to 30 turns or 4 to 40 turns, preferably 3 to 30 turns, a turn being one circumvolution of the spirally wound continuous web about the axial hollow passageway. 15. The coreless roll of any of items 1 to 13, wherein the second end consists of at least 5%, preferably at least 10%, more preferably at least 15% of the entire length of the continuous web of absorbent material in the machine direction. 16. The coreless roll of any of items 1 to 15, wherein the amount of nonionic cellulose ether is from 0.001 to 20 g/roll, preferably 0.005 to 10 g/roll, more preferably 0.005 to 5 g/roll, in particular 0.01 to 2 g/roll. 17. The coreless roll of any of items 1 to 16, wherein the web of absorbent material is composed of 1 tissue paper ply or 2 to 6, in particular 2 to 5 superposed tissue paper plies. 18. The coreless roll of any of items 1 to 17 being in a compressed form. 19. The coreless roll of any of items 1 to 18, which is an absorbent product chosen among the group consisting of napkins, towels such as household towels, kitchen towels or hand towels, toilet papers, wipes, handkerchiefs, and facial tissues, wherein this absorbent product is preferably a toilet paper. 20. A manufacturing method for manufacturing a coreless roll of an absorbent sheet product comprising:
[0037] conveying a continuous web of absorbent material having a first end and a second end, which is preferably composed of 1 tissue paper ply or 2 to 6, in particular 2 to 5 superposed tissue paper plies;
[0038] optionally severing the continuous web of absorbent material substantially transversally to the machine direction to produce single but coherent sheets;
[0039] applying a coating composition as defined in any of items 1 to 16 to the second end;
[0040] spirally winding the continuous web of absorbent material so as to produce a log of web of absorbent material, the web of absorbent material being wound such as to define an axial hollow passageway centrally positioned relative to the log and extending from one edge to another edge of the log and such that the first end is located on the outer side of the log and the second end is located at the axial hollow passageway; and
[0041] cutting the log into multiple coreless rolls.
21. The manufacturing method of item 20, further comprising:
[0042] subjecting the coreless roll to compression in a direction perpendicular to the axial hollow passageway to produce a coreless roll in a compressed form.
22. Use of the coreless roll of any of item 1 to 19 as toilet paper, household towel, kitchen towel, hand towel, wipe, facial tissue, handkerchief or napkin.
[0043] Where the present description refers to "preferred" embodiments/features, combinations of these "preferred" embodiments/features shall also be deemed as disclosed as long as this combination of "preferred" embodiments/features is technically meaningful.
BRIEF DESCRIPTION OF THE DRAWINGS
[0044] FIG. 1 is a schematic drawing showing a perspective view of a coreless roll according to an embodiment of the present invention.
[0045] FIG. 2 is a schematic drawing showing a lateral view of a coreless roll according to an embodiment of the present invention. The second end as represented in FIG. 2 has three turns.
[0046] FIG. 3 is a schematic drawing of the second end of an unwound continuous web of absorbent material according to an embodiment of the present invention. The grey shading in FIG. 3 represents the coating composition which is applied continuously onto the second end.
[0047] FIGS. 4a and 4b are schematic drawings of the second end of an unwound continuous web of absorbent material according to an embodiment of the present invention. The grey shading in FIGS. 4a and 4b represents the coating composition which is applied intermittently onto the second end, as stripes and dots, respectively.
[0048] FIGS. 1 to 4b give a survey on the terminology used with respect to the coreless roll of embodiments of the present invention. In FIGS. 1 to 4b the following reference numbers represent: [0049] (1) Coreless roll [0050] (2) Spirally wound continuous web of absorbent material [0051] (3) Axial hollow passageway [0052] (4) Edge [0053] (5) First end [0054] (6) Second end [0055] (7) Coating composition [0056] (8) Perforation line
[0057] FIG. 5 is a schematic drawing showing a cross-section view of a converting machine (9) illustrating the manufacturing of coreless rolls according to one embodiment of the invention. FIG. 5 shows the application of the coating composition onto the continuous web of absorbent material by spraying.
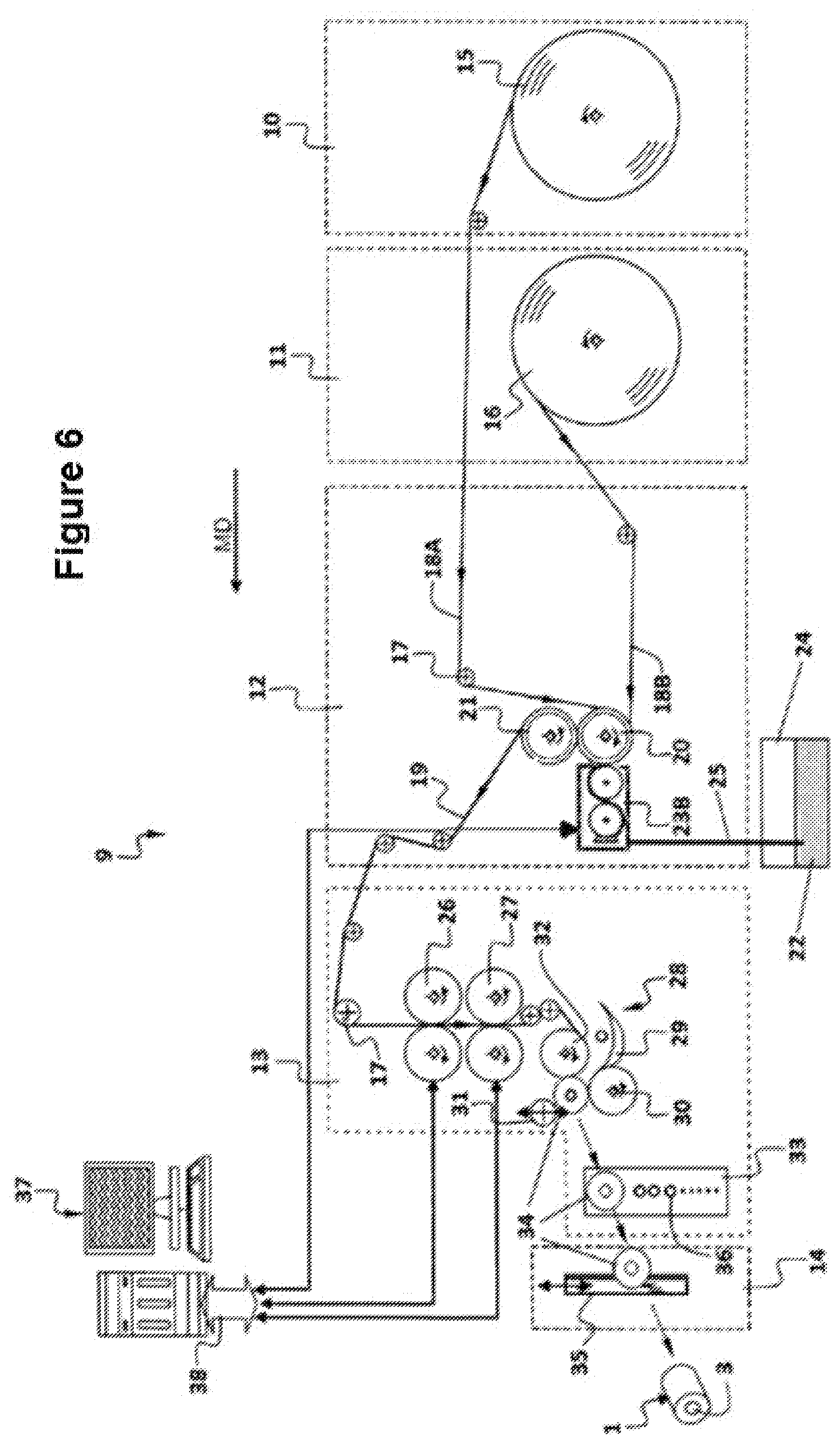
[0058] FIG. 6 is a schematic drawing showing a cross-section view of a converting machine (9) illustrating the manufacturing of coreless rolls according to another embodiment of the invention. FIG. 6 shows the application of the coating composition onto the continuous web of absorbent material by roll-coating.
[0059] FIGS. 7a, 7b and 7c are schematic drawings of an apparatus (dynamometer) (39) and a shaft assembly (40)-(43) suitable for measuring the intersheet adhesion (delamination force) of a tissue paper roll (44) according to the present invention. The dimensions in FIGS. 7a-7c are given in mm.
DETAILED DESCRIPTION OF THE INVENTION
1. Coreless Roll
[0060] The coreless roll of an absorbent sheet product of the present invention according to one embodiment is made of a spirally wound continuous web of absorbent material having a first end and a second end.
[0061] The continuous web of absorbent material may be made of a base tissue paper which can be obtained by the Conventional Wet Press or the Through Air Drying (TAD) manufacturing method or other manufacturing methods. As used herein, "base (raw) tissue paper" ("tissue paper web") means the one-ply base tissue as obtained from the tissue machine. The base tissue paper has a low basis weight, in the range of 8 to 60 g/m.sup.2, preferably 10 to 30 g/m.sup.2.
[0062] The term "ply" as used herein refers to the one or more plies of tissue paper in the final tissue paper product (e.g., toilet paper) as is/are obtained after processing ("converting") one or more base tissue paper webs.
[0063] Based on the underlying compatibility of the production processes (wet forming), "tissue" production is counted among the papermaking techniques. The production of tissue is distinguished from paper production by its extremely low basis weight and its much higher tensile energy absorption index.
[0064] The tensile energy absorption index is arrived at from the tensile energy absorption in which the tensile energy absorption is related to the test sample volume before inspection (length, width, thickness of sample between the clamps before tensile load). Paper and tissue paper also differ in general with regard to the modulus of elasticity that characterizes the stress-strain properties of these planar products as a material parameter.
[0065] A tissue's high tensile energy absorption index results from outer or inner creping. The former is produced by compression of the paper web adhering to a dry cylinder as a result of the action of a crepe doctor or in the latter instance as a result of a difference in speed between two wires ("fabrics"). This causes the still moist, plastically deformable paper web to be internally broken up by compression and shearing, thereby rendering it more stretchable under load than an uncreped paper. A high tensile energy absorption index can also be achieved by imparting to the tissue a 3D structure by means of the wires themselves. Most of the functional properties typical of tissue and tissue products result from the high tensile energy absorption index (see DIN EN 12625-4 and DIN EN 12625-5).
[0066] Typical properties of tissue paper include the ready ability to absorb tensile stress energy, their drapability, good textile-like flexibility, properties which are frequently referred to as bulk softness, a high surface softness, a high specific volume with a perceptible thickness, as well as high liquid absorbency and, depending on the application, a suitable wet and dry strength as well as an interesting visual appearance of the outer product surface. These properties allow tissue paper to be used, for example, as cleaning cloths (e.g., household towels), sanitary products (e.g., toilet paper, hand towels) and wipes (e.g., cosmetic wipes, facial tissues).
[0067] According to one embodiment of the present invention, the continuous web of absorbent material is preferably composed of 1 tissue paper ply or 2 to 5 superposed tissue paper plies.
[0068] The tissue paper can be produced from paper-making fibers according to "Conventional Processes" as in the manufacture of "Dry Crepe Tissue" or "Wet Crepe Tissue" or "Processes for Structured Tissue" such as the Through Air Drying (TAD) manufacturing method, the manufacture of uncreped through-air dried (UCTAD) tissue, or alternative manufacturing methods, e.g., the Advanced Tissue Molding System (ATMOS) of the company Voith, or Energy Efficient Technologically Advanced Drying eTAD of the company Georgia Pacific, or Structured Tissue Technology SST of the company Metso Paper. Hybrid processes like NTT (New textured Tissue) which are alterations of the conventional processes can be used, too.
[0069] The conventional dry crepe manufacturing method comprises:
[0070] pressing and drying the wet paper fibers as a sheet on a large-diameter, heated cylinder (also called Yankee dryer); and
[0071] subsequently detaching and creping the sheet of dried paper fibers by means of a metal blade applied against said cylinder, across its direction of rotation.
[0072] The creping operation creates undulations in the sheet across its direction of travel. The creping operation increases the thickness of the sheet, and confers elasticity and gives touch (soft touch) properties to the sheet.
[0073] The TAD manufacturing method comprises:
[0074] molding the sheet of wet paper fibers on a fabric; and
[0075] subsequently drying the sheet, at least partly, by means of a current of hot air passing through it.
[0076] Subsequently, the dried sheet may be creped.
[0077] Further, in the manufacture of a tissue web (as preferred embodiment of the continuous web of absorbent material to be used), a process as described in WO 2016/173641 A1 (title: "Tissue paper comprising pulp fibers originating from Miscanthus and method for manufacturing the same", incorporated herein by reference) can be used. Specifically, reference is made is to the description below according to item 3 and details of the TAD process (e.g., 3-D-shaped fabric, permeable drying cylinder, etc.) disclosed therein. The parameters described in this passage are also valid for the use of the ATMOS technology.
[0078] Once the tissue paper has been manufactured, a distinct manufacturing operation called converting operation is typically employed to form the tissue paper product (i.e., the paper towel, toilet tissue rolls, bathroom tissue, wiping tissue, kitchen tissue rolls, handkerchiefs, etc.).
[0079] In one further embodiment of the continuous web of absorbent material the absorbent material is a "nonwoven material". The term "nonwoven" is very common in the art and can be further defined in the manner described in ISO 9092:2011, also for the purpose of the present invention. Typical nonwoven manufacturing techniques include the air-laid technology, spun-laid technology, dry-laid technology, and wet-laid long fibers technology. The nonwoven web used according to this embodiment can be a single ply or multi-ply web.
[0080] According to one aspect of this embodiment, the absorbent nonwoven-based web used in the coreless roll of the invention comprises cellulosic fibers. In this case, the content of the cellulosic fibers, based on the total weight of all fibers present in the nonwoven web, is at least 20 wt.-%, more preferably at least 50 wt.-%, for instance at least 80 wt.-%. The remaining fibers are in these cases non-cellulosic fibers such as synthetic fibers.
[0081] The aforementioned paper-making fibers (which can also be referred to as "cellulosic fibers") can be produced from virgin and/or recycled paper pulp raw material. The cellulosic fibers which can be used in the invention typically contain as main structure-building component the long chain fibrous cellulose portion which is present in naturally occurring cellulose-containing cells, in particular those of lignified plants. Preferably, the fibers are isolated from lignified plants by digestion steps removing or reducing the content of lignin and other extractables and optional bleaching steps. The cellulosic fibers can also stem from non-wood sources such as annual plants.
[0082] Suitable cellulosic fibers which can be used may be of regenerated type (e.g., Lyocell), although the use of other types of pulps is preferred. The pulps employed can be a primary fibrous material ("virgin fibers") or a secondary fibrous material (recycled pulps). The pulp can stem from lignin-free or low lignin sources, such as cotton linters, esparto (alfa) grass, bagasse (e.g., cereal straw, rice straw, bamboo, or hemp), kemp fibers, Miscanthus grass fibers, or flax (also referred to as "non-wood fibers" in the description and the claims). Preferably the pulp is produced from ligno-cellulosic material, such as softwood (which typically originates from conifers) or hardwood (typically from deciduous trees).
[0083] It is possible to use "chemical pulps" or "mechanical pulps", whereby the use of chemical pulps may be preferred in one embodiment.
[0084] "Chemical pulps", as used herein, are, according to DIN 6730, fibrous materials obtained from plant raw materials of which most non-cellulosic components have been removed by chemical pulping without substantial mechanical post treatment. "Mechanical pulp", as used herein, is the general term for fibrous material made of wood entirely or almost entirely by mechanical means, optionally at increased temperatures. Mechanical pulp can be subdivided into the purely mechanical pulps (groundwood pulp and refined mechanical pulp) as well as mechanical pulps subjected to chemical pre-treatment, such as chemo-mechanical pulp (CMP), or chemo-thermo mechanical pulp (CTMP).
[0085] According to one embodiment of the present invention, referring to FIGS. 1 and 2, the continuous web of absorbent material (2) is spirally wound such as to define an axial hollow passageway (3) centrally positioned relative to the roll (1), and which extends from one edge (4) to the other edge (4) of the roll. As used herein, "axial hollow passageway" means a tubular opening that extends through the roll along its central axis. The axial hollow passageway enables the end user to mount the roll on the spindle of a roll holder. When the roll is mounted on the spindle of a roll holder, the absorbent material is dispensed from the first end (located at the outside of the roll) while the roll is allowed to freely rotate about its central axis. The axial hollow passageway has a diameter of from 10 mm to 70 mm, preferably from 20 to 50 mm.
[0086] In the present invention according to one embodiment, the axial hollow passageway (3) extends from one edge (4) to the other edge (4) of the coreless roll. The coreless roll of the present invention has a cylinder-shaped circumferential surface and opposite flat ends (i.e., edges), which are formed when the log roll is cut into multiple rolls at the end of the winding process. As used herein, "edge" means the flat portion which is located on one side of the roll perpendicular to its center axis.
[0087] In the present invention according to one embodiment, the continuous web of absorbent material (2) has a first end (5) and a second end (6). The first end (5) is located at the outside of the roll and the second end (6) is located at the axial hollow passageway (3). Hence, the continuous web of absorbent material consists, in the machine direction, of the first end and the second end and a middle portion located between these ends. The combined lengths of the first end, the second end and the middle portion define the length of the continuous web of absorbent material which forms one roll. In the coreless roll of the present invention according to one embodiment, the continuous web of absorbent material web comprises the coating composition described in the present application. The continuous web of absorbent material web may be obtained by applying the coating composition to the second end. This leads to a continuous web of absorbent material web wherein the remaining portions, i.e., the first end and the middle portion may be essentially or completely free of coating composition. The resulting continuous web of absorbent material web hence can be distinguished from known continuous webs of absorbent material, e.g., lotioned toilet paper, in which the same coating composition (e.g., lotion) is applied to the entire continuous web.
[0088] However, this does not exclude that the coating composition in the sense of the invention is applied to the second end of the continuous web of absorbent material while in addition a lotion (which necessarily differs from the coating composition) is applied to one side of the entire continuous web of absorbent material.
[0089] Further embodiments of the coreless roll making also use of the concept of the present invention relate to a continuous web of absorbent material obtained by applying the coating composition to the second end thereof wherein a part of the remaining portions, i.e., the first end and the middle portion, preferably less than 20%, more preferably less than 10%, more preferably less than 5% of the total area of the remaining portion also carry a coating composition, such as the same coating composition as applied to the second end.
[0090] In one embodiment, the second end (6) consists of at least one turn, preferably at least two turns, more preferably at least three turns, for instance three to fifty turns, for instance three to thirty turns or four to forty turns, preferably three to thirty turns or ten to forty turns. As used herein, "turn" means one circumvolution of the spirally wound continuous web about the axial hollow passageway. FIG. 2 shows for instance three turns at the second end (6) of the web.
[0091] In one further embodiment, the second and (6) consists of at least 5%, more preferably at least 10%, more preferably at least 15% of the entire length of the continuous web of absorbent material in the machine direction, and preferably not more than 40%, more preferably not more than 35% of the entire length of the continuous web of absorbent material in the machine direction.
[0092] In one embodiment, the coreless roll of the present invention is provided in a compressed form. As used herein, "compressed form" means a form in which the roll cross section has an oval shape. When the roll is in the compressed form, the axial hollow passageway adopts the shape of a thin, typically oval slit and is no longer able to receive the spindle of a roll holder. As a result, the roll requires less space and storage and transport costs can be reduced. The coreless roll of the present invention can be returned from the compressed form (oval) to the uncompressed form (cylindrical) by applying pressure along the longer side (diameter) of the oval-shaped roll, i.e., perpendicular to the axis of the roll.
2. Coating Composition
[0093] In the present invention according to one embodiment, a coating composition comprising a nonionic cellulose ether is applied to the second end of the continuous web of absorbent material. The nonionic cellulose ether is described in more detail in section 2.1 below.
[0094] The coating composition can be applied to the continuous web of absorbent material as an aqueous solution. This means that water is added to the coating composition and used as solvent for the nonionic cellulose ether and the further additives, if present. The aqueous solution of the coating composition preferably contains the nonionic cellulose ether in a total amount of at least 0.1 wt.-%, preferably at least 0.5 wt.-%, more preferably at least 1 wt.-% based on the total weight of the aqueous solution. Further additives such as plasticizers, reinforcing agents, fragrance, dyes, etc., may also be present. In this case, the preferred contents thereof explained below in connection with component (b) can also be employed (but refer to the total dry content of the aqueous solution).
[0095] Water may be present in an amount which is greater than 50 wt.-%, and more preferably in an amount greater than 65 wt.-%, more preferably greater than 80 wt.-%, based on the total weight of the aqueous solution.
[0096] This aqueous solution of the coating composition can be applied as it is, preferably at room temperature, to the second end, e.g., by spraying, roll-coating, or any other suitable application method known in the art. After the application of the aqueous solution, the continuous web of absorbent material can be dried, for instance by longer storage at ambient conditions or other suitable techniques known in the art.
[0097] In one embodiment, the coating composition usable in the present invention comprises:
[0098] (a) at least 50 wt.-% of the said nonionic cellulose ether, preferably at least 65 wt.-%, more preferably at least 80 wt.-%, more preferably at least 85 wt.-%, more preferably at least 90 wt.-%, more preferably at least 95 wt.-%;
[0099] (b) not more than 50 wt.-%, preferably not more than 35 wt.-%, preferably not more than 20 wt.-%, more preferably not more than 15 wt.-%, more preferably not more than 10 wt.-%, more preferably not more than 5 wt.-% of further additives such as plasticizers, reinforcing agents, fragrance, dyes, etc.;
[0100] each based on the total weight (total dry content) of the coating composition.
[0101] In one further embodiment, the coating composition consists of these ingredients in the stated amounts. In one further preferred embodiment the coating composition consists of the nonionic cellulose ether.
[0102] In one embodiment, the coating composition of the present invention is free of polyether polyol and/or free of other saccharides than the nonionic cellulose ether. The term "saccharide" is to be understood broadly and includes monosaccharides, disaccharides, oligosaccharides (at least 3 saccharide units) and polysaccharides such as starch as well as saccharide-based polymers other than the nonionic cellulose ether, e.g., carboxymethyl cellulose (CMC).
[0103] In the present invention according to one embodiment, the coating composition may be applied onto at least one of the two sides of the continuous web, i.e., the upper and/or the lower side of the continuous longitudinal web. The "upper" side may be the side of the continuous web that is oriented towards the outside of the roll when the web is spirally wound. In one embodiment the coating composition is applied onto the lower side, i.e., the side oriented towards the axial hollow passageway.
[0104] The coating composition may be applied onto the continuous web before it is spirally wound to produce the roll. As a result of winding, the coating composition is applied circumferentially with respect to the axial hollow passageway. In the present invention, the coating composition is preferably applied onto the web such that, with respect to the total area of the second end (i.e., the area carrying the resulting coating), at least 50%, preferably at least 75%, and in particular at least 95% are coated.
[0105] If the coating is applied to the second end of the web intermittently in the machine and/or axial direction, for instance with respect to the individual circumvolutions of the web about the axial hollow passageway, i.e., if one or more circumvolutions are not fully coated when viewed from the edges of the roll, it is also preferred that the area carrying the resulting coating constitutes at least 50% of the total coated area, preferably at least 75%, and in particular at least 95% of the total area of the second end.
[0106] In the present invention according to one embodiment, the coating composition can be applied onto the second end of the continuous web to provide a full or partial coating. As used herein, "full coating" means a coating that is applied continuously in the machine and the axial (cross) direction, i.e., the second end of the web does not include any uncoated portions (see, e.g., FIG. 3).
[0107] As used herein, "partial coating" means that the coating composition is applied onto the continuous web such that it partially covers the surface of the web (i.e., its second end). A partial coating occurs for instance if the coating is applied to the second end of the web intermittently in the machine and/or axial direction. The coating composition can be applied onto the web so as to form predetermined coating patterns. There is no particular limitation to the predetermined coating pattern. The partial coating may form coherent (e.g., stripes, lines, or waves) or separate deposits (e.g., dots, squares, circles or any other geometric shape).
[0108] In one embodiment of a partial coating, the coating is applied intermittently in the machine and/or axial direction, e.g.,
[0109] continuously in the machine direction, but intermittently in the axial (cross) direction, e.g. in the form of one or more parallel stripes running in the machine direction (see, e.g., FIG. 4a),
[0110] continuously in the axial (cross) direction, but intermittently in the machine direction, e.g., in the form of one or more parallel stripes running in the axial direction, i.e., from one edge of the roll to the other edge,
[0111] intermittently in the machine and axial (cross) direction, e.g., in the form of parallel stripes crossing each other.
[0112] In one embodiment of a partial coating, the coating is applied intermittently in the form of dots as shown in FIG. 4b. The dots can form a regular or irregular pattern, as results, e.g., from spraying or roll-coating.
[0113] In one embodiment, the coating composition is intermittently applied such that it covers at least 35% of the second end surface, preferably at least 50% of the second end surface, and more preferably at least 75%, e.g., at least 95% of the total surface of the second end.
2.1 Nonionic Cellulose Ether
[0114] In embodiments of the present invention, the coating composition comprises a nonionic cellulose ether to accomplish the desired technical effects.
[0115] In accordance with an exemplary embodiment of the present invention, the cellulose ethers to be used are described as follows. Cellulose ethers are polymers derived from cellulose, which are formed by substituting (fully or partially) the hydroxyl groups of cellulose. The use of one etherification agent (alkylating agent) in the substitution process results in a simple cellulose ether, whereas using different kinds of agents leads to mixed cellulose ethers (mixed ethers). The extent of substitution is described as the degree of substitution (DS) defined as the average number of hydroxyl groups substituted per anhydroglucose unit. The DS can vary between >0 and 3. If an etherification (alkylating) agent such as an alkylene oxide etherification agent is used, a new hydroxyl group can be generated, and can further react to give oligomeric chains. In this case, the extent of substitution is described as the molar substitution (MS) defined as the average number of moles of etherification agent combined per mole of anhydroglucose unit.
[0116] The degree of substitution (DS) and the molar substitution (MS) of (ionic or nonionic) cellulose ethers can be determined by techniques known in the art, e.g., by .sup.13C NMR or by the Zeisel gas chromatography (Zeisel-GC) method as described by Hodges et al. in Anal. Chem., 1979, 51(13), 2172-2176.
[0117] Cellulose ethers are divided into two categories, namely ionic cellulose ethers and nonionic cellulose ethers. Cellulose ethers of the ionic type, e.g., sodium carboxymethyl cellulose (CMC), contain substituents that are electrically charged, whereas cellulose ethers of the nonionic type, e.g., methyl cellulose, hydroxypropyl cellulose, etc., carry electrically neutral substituents. The cellulose ethers used in the present invention are of the nonionic type.
[0118] Without being bound to any theory, it is believed that nonionic cellulose ethers provide a fine-tuned degree of adhesion between the coating composition and the elongated absorbent material. As a result, it is possible to achieve excellent stiffness and resistance to collapsing as well as sufficient flexibility and elasticity. Furthermore, the delamination force can be maintained in an acceptable range, and hence it is possible to use the elongated absorbent material on its whole length, i.e., up to the last sheet. On the other hand, ionic cellulose ethers such as CMC can adhere strongly to the absorbent material, if they are used in greater amounts, so that the delamination force needed for the separating the first inner turns may become greater than the tear strength of the elongated absorbent material. As a result, it may become difficult to separate the first inner turns without tearing apart the elongated absorbent material.
[0119] As used herein, the term "nonionic cellulose ether" is to be understood broadly and includes all types of cellulose ethers--e.g., e.g., alkyl cellulose ethers, hydroxyalkyl cellulose ethers, alkyl hydroxyalkyl cellulose ethers, and mixed ethers thereof--provided that they are nonionic.
[0120] In one embodiment, the nonionic cellulose ether has a number-average molecular weight of 1,000 to 2,000,000, e.g., 1,000 to 1,000,000, preferably of 2,000 to 800,000, e.g., 2,000 to 500,000, more preferably of 3,000 to 200,000, more preferably 5,000 to 100,000. The number-average molecular weight of the nonionic cellulose ether used in the present invention can be determined by techniques known in the art, such as Gel Permeation Chromatography (GPC).
[0121] In one embodiment, the nonionic cellulose ether has a viscosity-average molecular weight of 5,000 to 2,000,000, preferably of 10,000 to 1,500,000, more preferably of 30,000 to 1,000,000. The viscosity-average molecular weight of the nonionic cellulose ether used in the present invention can be determined by techniques known in the art, such as viscometry.
[0122] In one further embodiment, the nonionic cellulose ether is an alkyl cellulose ether such as methyl cellulose or ethyl cellulose. As used herein, "alkyl cellulose ether" is to be understood as a (nonionic) cellulose ether, wherein some of the hydroxyl groups of cellulose (at least one hydroxyl group in one individual anhydroglucose unit) are substituted with an alkyl group, i.e., an linear or branched alkyl group having from 1 to 20 carbon atoms, preferably from 1 to 12 carbon atoms, more preferably from 1 to 6 carbon atoms, in particular a methyl group, an ethyl group or a propyl group. Furthermore, as used herein, the expression "alkyl cellulose ether" is meant to encompass alkyl cellulose ethers such as methyl cellulose or ethyl cellulose as well as their mixed ethers such as hydroxyalkyl methyl celluloses, e.g., hydroxyethyl methyl cellulose.
[0123] In one embodiment, the nonionic cellulose ether is an alkyl cellulose ether selected from methyl cellulose (MC), mixed ethers of MC such as hydroxyethyl methyl cellulose (HEMC), hydroxypropyl methyl cellulose (HPMC) and hydroxybutyl methyl cellulose (HBMC), ethyl cellulose (EC), mixed ethers of EC such as hydroxyethyl ethyl cellulose (HEEC), hydroxypropyl ethyl cellulose (HPEC) and hydroxybutyl ethyl cellulose (HBEC). Preferably, the alkyl cellulose ether is MC, EC, or HPMC, more preferably MC or EC.
[0124] MC as used herein can have a DS of 1.4 to 2.4, preferably of 1.6 to 2.0. HEMC as preferably used herein can have a (methyl) DS of 1.3 to 2.2 and a (hydroxyalkyl) MS of 0.06 to 0.5. HPMC as preferably used herein can have a DS of 1.1 to 2.0 and a MS of 0.1 to 1.0. HBMC as preferably used herein typically has a DS greater than 1.9 and not more than 2.4 and a MS greater than 0.04 and not more than 0.6. EC as preferably used herein can have a (ethyl) DS of 1.0 to 2.5, preferably a DS of 1.1 to 1.5.
[0125] In another embodiment, the nonionic cellulose ether is a hydroxyalkyl cellulose ether such as hydroxyethyl cellulose or hydroxypropyl cellulose. As used herein, "hydroxyalkyl cellulose ether" is to be understood as a (nonionic) cellulose ether, wherein some of the hydroxyl groups of cellulose are substituted with a hydroxyalkyl group, e.g., a linear or branched hydroxyalkyl group having from 1 to 20 carbon atoms, preferably from 1 to 12 carbon atoms, more preferably from 1 to 6 carbon atoms such as a (2-)hydroxypropyl group or a hydroxyethyl group.
[0126] In one embodiment, the nonionic cellulose ether is a hydroxyalkyl cellulose ether selected from hydroxyethyl cellulose (HEC), hydroxypropyl cellulose (HPC) and hydroxybutyl cellulose (HBC). Preferably, the hydroxyalkyl cellulose ether is HEC or HPC, more preferably HPC. HEC as used herein can have a MS of 0.1 to 3.6, preferably of 1.5 to 3.5. HPC as used herein can have a MS of 1.0 to 3.8, preferably of 2.0 to 3.6.
[0127] The definition of "nonionic cellulose ether" as used herein, also includes a blend (combination) of at least two, e.g., 2, 3 or 4, different nonionic cellulose ethers, especially a blend of an alkyl cellulose ether and a hydroxyalkyl cellulose ether such as a blend of MC and HPC.
[0128] In one embodiment, the nonionic cellulose ether exhibits a solubility in water at 25.degree. C. of at least 40 g/l, preferably 200 g/l, in particular 500 g/l. The solubility of the nonionic cellulose ether in water ensures that the absorbent sheet product of the present invention (in particular toilet paper, etc.) has good flushability and biodegradability. Due to the fairly high solubility of the nonionic cellulose ether it dissolves upon contact with water in the sewage system, or at least quickly forms a dispersion. As a result, sewage systems can be effectively prevented from clogging up. For other embodiments of the coreless roll which are normally not disposed via the sewage system such as napkins, towels, e.g., household towels, kitchen towels or hand towels, toilet papers, wipes and facial tissues, this feature is not required.
[0129] In the present invention according to one embodiment, the amount of nonionic cellulose ether in the coating composition is set such that the nonionic cellulose ether is applied to the second end in an amount of from 0.001 to 20 g/roll, preferably 0.005 to 10 g/roll, more preferably 0.005 to 5 g/roll, in particular 0.01 to 2 g/roll. When the amount of nonionic cellulose ether applied to the second end is less than 0.001 g/roll, the desired properties in terms of stiffness and resistance to collapsing may not be fully developed. Conversely, when the amount of nonionic cellulose ether applied to the second end is greater than 20 g/roll, the roll exhibits a high stiffness and resistance to collapsing, but manufacturing costs may become high.
2.2 Additives
Plasticizer
[0130] The coating composition of the present invention may include a plasticizer, for instance a known plasticizer of an ester type. The plasticizer may contribute to the film-forming properties of the coating composition. It is selected such as to be compatible with the nonionic cellulose ether described above. In one embodiment, the coating composition of the present invention is free of plasticizer.
[0131] One type of plasticizer may be used on its own or two or more types may be used in combination.
[0132] From the viewpoint of stability over time, the content of the plasticizer in the coating composition of the present invention is preferably no greater than 20 wt % of the total solids content, more preferably no greater than 10 wt %, yet more preferably no greater than 5 wt %.
Strengthening Agent
[0133] The coating composition of the present invention may include a strengthening agent.
[0134] In one embodiment, the coating composition of the present invention is free of strengthening chemical additives, such as strength resins, for instance free of water-soluble cationic or anionic polymers.
Other Additives
[0135] The composition may comprise as appropriate various types of known additives as long as the desired effects are not inhibited. Examples include a fragrance, a colorant, a surfactant, an anti-scaling agent, and an anti-bacterial agent as well as inorganic or organic fillers.
[0136] One type thereof may be used on its own or two or more types may be used in combination.
3. Absorbent Product
[0137] The coreless roll of the present invention has many applications in the field of sanitary or domestic absorbent products. In particular, the roll of the present invention can be an absorbent sheet product chosen among the group consisting of napkins, towels such as kitchen towels or hand towels, toilet paper, wipes and facial tissues.
[0138] In the present invention according to one embodiment, the absorbent sheet product is made of a continuous web of absorbent material having a first end and a second end, which consists of at least one ply of base tissue paper with typical basis weight of from 8 to 60 g/m.sup.2, preferably 10 to 30 g/m.sup.2.
[0139] In one embodiment, the continuous web of absorbent material is a single ply web made of tissue paper or a multiple-ply web made of, e.g., 2 to 5 superposed tissue paper plies. To achieve a multiple-ply absorbent sheet product, the one-ply base tissues are combined in a converting step to the final ply count, which may be from, e.g., 2 to 5 depending on the targeted properties of the final product. The total basis weight of the resulting multiple-ply web preferably does not exceed 120 g/m.sup.2, and more preferably is lower than 100 g/m.sup.2, e.g., lower than 90 g/m.sup.2.
[0140] In the present invention according to one embodiment, the second end of the continuous web is coated with the coating composition of the present invention (i.e., one comprising a nonionic cellulose ether as described above) and spirally wound to achieve a roll of absorbent sheet product, such as a toilet paper roll. The coating composition can be applied onto the second end by using techniques known in the art. "Spraying" and "roll coating" belong to these well-known techniques.
[0141] In the present invention according to one embodiment, the coating composition is applied onto at least one of the two sides of the continuous web, i.e., the upper and/or the lower side of the continuous longitudinal web, or between the base tissue paper plies forming the web.
[0142] When the web is a multiple-ply web, e.g., one having 2 to 5 superposed tissue paper plies, the coating composition can be applied onto one or both sides of one or more plies, e.g., onto all the plies. In one embodiment, the coating composition is applied onto one of the outer plies of the web, preferably onto the outer ply which is oriented towards the axial hollow passageway in the finished absorbent sheet product (i.e., the outer ply which is the one closest to the axial hollow passageway). The outer ply can be coated on one or both sides, preferably on its lower side, i.e., the side oriented towards the axial hollow passageway.
[0143] The absorbent sheet product of the present invention according to one embodiment is selected from napkins, towels such as kitchen towels or hand towels, toilet paper, wipes and facial tissues. As used herein, "toilet paper" means a soft and strong base tissue paper, which is used to clean the posterior after using the toilet (sometimes also referred to as "bathroom tissue").
[0144] The present invention also relates to the use of the coreless roll as toilet paper, household towel, kitchen towel, wipe, facial or napkin.
[0145] According to one embodiment, the absorbent sheet product is a toilet paper composed of 2 to 5 superposed tissue paper plies, e.g., 2 to 4 tissue paper plies, in which the coating composition is applied onto at least one outer ply of the continuous web, preferably on the lower side of the outer ply closest to the axial hollow passageway.
[0146] The dimensions of the exemplary coreless roll of the present invention are not limited and depend greatly on the target absorbent sheet product. An individual roll can for instance have a diameter (edge diameter) of from 5 cm to 50 cm, preferably from 8 cm to 20 cm. The axial hollow passageway can have a diameter of from 10 mm to 70 mm, preferably from 20 to 50 mm. The width of the roll (i.e., distance between one edge to another edge) can range from 60 mm to 800 mm, preferably from 70 mm to 400 mm, e.g., 80 mm to 150 mm.
[0147] The continuous web of absorbent material forming the absorbent sheet product may have a total length in the machine direction of from 1 m to 60 m, preferably from 1.5 m to 50 m, e.g., 2 m to 40 m. Optionally, the web can be partially severed in the machine direction such that it consists of consecutive single but coherent sheets. A single sheet can have a length (in the machine direction) of from 80 mm to 300 mm, e.g., 100 mm to 250 mm, especially of from 100 mm to 200 mm.
4. Process for the Manufacture of Coreless Rolls and Absorbent Products
[0148] The present invention also relates to a process for the manufacture of a coreless roll as described before and below, the process comprising:
(A) conveying a continuous web of absorbent material having a first end and a second end, which is optionally composed of one tissue paper ply or 2 to 5 superposed tissue paper plies; (B) applying a coating composition to the second end; (C) spirally winding the continuous web of absorbent material so as to produce a log of web of absorbent material, the web of absorbent material being wound such as to define an axial hollow passageway centrally positioned relative to the log and extending from one edge to another edge of the log and such that the first end is located on the outer side of the log and the second end is located at the axial hollow passageway; (D) optionally severing the continuous web of absorbent material substantially transversally to the machine direction to produce single but coherent sheets; and (E) cutting the log into multiple coreless rolls.
[0149] According to one embodiment of the present invention, the aforementioned process for the manufacture of a coreless roll further comprises:
(F) subjecting the coreless roll to compression in a direction perpendicular to the axial hollow passageway to produce a coreless roll in a compressed form.
[0150] The coreless roll of the present invention can be manufactured by using a commercially available converting machine. A suitable converting machine is available, for example, from the Paper Converting Machine Company (PCMC), Europe.
[0151] The description of the process below referring to machine modules/units is to be understood as an illustration of a machine suitable for manufacturing the roll of the present invention according to one embodiment. The use of other kinds of machines/units known in the art is also possible.
[0152] In the present invention according to one embodiment, referring to FIGS. 5 and 6, the process for the manufacture of a coreless roll comprises the steps of:
(A) Conveying a continuous web of absorbent material (19) having a first end and a second end.
[0153] The continuous web of absorbent material (19) to be used in the present invention consists of one or more plies of base tissue paper having a basis weight of from 8 to 60 g/m.sup.2, preferably from 10 to 30 g/m.sup.2. The base tissue paper is typically provided as large parent rolls (15) and (16) having a width of from 1.80 m to 7 m as obtained from the tissue machine. The parent rolls (15) and (16) are mounted on the unwinding units (10) and (11) of converting machine (9). The number of parent rolls to be used corresponds to the ply count in the target absorbent sheet product. In FIGS. 5 and 6, two parent rolls (15) and (16) each providing one ply of bathroom tissue (18A) and (18B) are employed to produce a two-ply toilet paper roll (1). In some aspects, the parent roll(s) can provide a multi-ply, e.g., 2 or more plies, tissue paper (e.g., in the event of a production line with an insufficient number of unwinders).
[0154] The plies (18A) and (18B) are fed from the unwinding units (10) and (11) to an embossing unit (12), in which the plies are superposed and combined (associated) in order to produce a continuous web of absorbent material (19).
[0155] The embossing unit includes an engraved cylinder (20) and a mating rubber cylinder (21), both rotating in opposite directions, and optionally a glue dispenser (not shown). The engraved cylinder can be engraved with a microstructure pattern combining various embossing tips. The engraved cylinder can perform a simple- or a double-level engraving into the superposed plies.
[0156] The glue dispenser, if any, typically includes a vat (a reservoir for glue), an applicator cylinder and a dipping cylinder. The applicator cylinder abuts the superposed base tissue plies against the engraved cylinder. The dipping cylinder (not shown) picks up the adhesive in the vat and transfers the adhesive to the applicator cylinder (not shown). The applicator cylinder is arranged to exercise a determined pressure on the engraved cylinder at the distal area of protuberances of the embossed web. At said determined pressure, the adhesive crosses through the web and bonds the plies. The amount of adhesive used for ply bonding is preferably from 0.1 g/m.sup.2 to 5.0 g/m.sup.2, preferably from 0.2 g/m.sup.2 to 1.0 g/m.sup.2. An example of a suitable adhesive for ply bonding is Swift.RTM.tak 1004 available from H. B. Fuller, Europe.
[0157] The embossing step described above is used to combine plies of base tissue and, also, to emboss or micro-emboss at least one of the plies in order to generate esthetical effects or modify the thickness, the softness, or the suppleness of the resulting continuous web (19).
(B) Applying a coating composition onto the second end of the continuous web so as to form a full or partial coating. The coating composition is applied onto the second end by techniques known in the art. In the present invention, it is possible to use, amongst other techniques, spraying or roll coating.
[0158] As used herein, "spraying" means that the coating composition is applied onto the continuous web in the form of a dispersion of fine liquid droplets in a gas (i.e., a spray). A spray is typically formed by using a spray nozzle (spray gun) having a fluid passage that is acted upon by mechanical forces which atomize the liquid. The liquid droplets can have a size of from 1 .mu.m to 1000 .mu.m, e.g., 10 .mu.m to 400 .mu.m.
[0159] The converting machine (9) can be equipped with one or more spray guns (23A), e.g., 1 to 8 spray guns, which can be placed at any location of the converting line as long as this is meaningful in view of the desired results (coatings of second end). The spray gun(s) (23A) can be placed before the embossing unit (12) such that the coating composition (22) is applied, e.g., onto an outer ply or between the plies. Preferably, the spray gun(s) (23A) is/are placed between the cutting module (27) and the winding module (28) such that the coating composition (22) is applied onto the lower side of an outer ply (as shown in FIG. 5).
[0160] The spraying system includes one or more spray gun(s) (23A), a vat (24) and pipes (25) feeding the coating composition (22) from the vat to the spray gun(s) (23A). Optionally, the spraying system is equipped with a heating system (e.g., heating jacket, heat guns, etc., not shown), which heats the coating composition in the vat (24), pipes (25) and/or gun(s) (23A) such that the composition is maintained at a constant temperature during spraying.
[0161] Spray guns suitable for spraying the coating composition of the present invention are available, e.g., from Walther Spritz- and Lackiersysteme GmbH, Germany.
[0162] As used herein, "roll coating" means that the coating composition is directly applied onto the second end by means of an applicator roll. "Roll-to-roll coating" and "reverse-roll coating" belong to well-known techniques which can be used in the present invention. Referring to FIG. 6, the roll-coating system includes dipping cylinder and applicator cylinders (23B), a vat (24) and pipes (25) feeding the coating composition (22) from the vat to the dipping and applicator cylinders (23B). The roll-coating system includes optionally a heating system as described above (not shown). The roll-coating system can be placed at any location of the converting line as long as this is meaningful. The roll-coating system can be placed, for example, on the embossing unit in a manner that the applicator cylinder (23B) abuts against the engraved cylinder (20) or another cylinder (as shown in FIG. 6).
[0163] The spray gun(s) (23A) or the roll-coater (23B) can be adjusted to apply a continuous coating in the machine and axial direction or an intermittent coating (e.g., stripes, dots, etc.) in the machine and/or axial direction.
(C) Spirally winding the continuous web (19) so as to produce a log of web of absorbent material (34).
[0164] The continuous web (19) is fed from the embossing unit (12) to the rewinding unit (13) in which the web (19) is spirally wound so as to produce a log of web of absorbent material (34). The rewinding unit (13) includes a perforating module (26), a cutting module (27), a winding module (28) and an extraction module (33). The rewinding unit (13) winds the continuous web (19) into multiple logs (34).
[0165] The winding module (28) is arranged to wind the continuous web (19) so as to produce logs of web (34). The winding module (28) can be of the peripheral type (center winding) or the surface type (surface winding). The winding module includes a rolling surface (29), a first winding roller (30), a second winding roller (31), a third winding roller (32), and a temporary core supplier (not shown). The log is formed by winding the continuous web onto a temporary core (36) which maintains a well-defined axial hollow passageway. The temporary cores (36) are sequentially provided by the core supplier through the rolling surface (29) before the beginning of a new log production cycle. The temporary core (36) can be made, for example, of plastic or cardboard. A "fugitive glue" (pick-up glue) can be used to pick up the second end of the web (19) onto the temporary core (36) at the beginning of a new production cycle.
[0166] The log (34) is maintained in position during the winding by the first, second and third winding rollers (30), (31) and (32) rotating in surface contact with the log (34). One of the winding rollers (30), (31) and (32) may impose a rotation movement to the log (surface winding).
[0167] Once the desired log diameter (corresponding to a substantially defined web length or number of individual sheets) is reached, the continuous web (19) is cut. The produced log (34) is separated from the web (19) and subsequently the production of a new log begins.
[0168] The cutting unit (27) is arranged to cut the web according to regularly spaced cutting lines substantially transversally to the machine direction. The cutting of the web occurs at a transition phase, namely when a first log is finished at the end of a log production cycle, and before a second subsequent log starts being wound at the beginning of a new log production cycle.
[0169] The cutting lines (not shown) are lines in the axial direction made in the thickness of the web (19). Two consecutive cutting lines define the total web length forming one roll. The space between two consecutive cutting lines, i.e., the roll length, is determined depending on the target product. Typically, roll length and roll diameter are selected depending on, e.g., the number of plies forming the web, the basis weight of the individual plies, etc. An individual roll of absorbent sheet product can have a total web length in the machine direction of from 1 m to 60 m, preferably from 1.5 m to 50 m, e.g., 2 m to 40 m.
[0170] The produced log (34) is then provided to the extraction module (33), which is arranged to extract the temporary cores (36) from the log (34) after the winding of a log is completed. The temporary cores (36) may be recycled after extraction towards the core supplier.
[0171] When the coating composition used in the process of the present invention is an aqueous solution as described hereinabove, the produced log can be subjected to drying after that the produced log is separated from the web of absorbent material and before extraction of the temporary core. The produced log can also be subjected to drying after extraction of the temporary core.
[0172] The produced log is preferably dried until the tissue paper forming the log contains an amount of water which does not exceed 10% of the total weight of the log, preferably 5% of the total weight of the log. For instance, the produced log can be dried by storing the log at room temperature (20.degree. C. to 25.degree. C.) and RH (relative humidity) of 10 to 60% for a period of 12 hours.
(D) Optionally severing the continuous web of absorbent material (19) substantially transversally to the machine direction to produce single but coherent sheets.
[0173] Before the continuous web (19) is spirally wound by the winding module (29) as described above, the web (19) reaches the perforating module (26), if any, which is arranged to provide the web (19) with regularly spaced perforation lines (8) substantially transversally to the machine direction, i.e., in the axial direction, so as to produce single but coherent sheets (as shown in FIGS. 3, 4a and 4b).
[0174] A perforation line (8) is a line in the axial direction made in the thickness of the web (19) and comprising alternating perforated segments and unperforated segments (i.e., two perforated segments being separated by one unperforated segment or vice-versa). Each unperforated segment forms an attachment area between two consecutive portions of the continuous web. Each perforated segment forms a detachment area between two consecutive portions of the continuous web. Considering the width of the individual roll, for example between 10 cm and 30 cm, the length of said unperforated/perforated segments can be from 1 mm to 15 mm, preferably from 4 mm to 10 mm. Other kinds of perforation lines are also possible as long as this is meaningful.
[0175] Two consecutive perforation lines (8) define the individual sheet length in the finished absorbent sheet product. The space between two consecutive perforation lines, i.e., the sheet length, is determined depending on the target product. A single sheet can have a length in the machine direction of from 80 mm to 300 mm, e.g., 100 mm to 250 mm. For example, a sheet of bathroom tissue can have a length of from 80 mm to 200 mm and a towel such as a household (kitchen) towel or hand towel can have a length of from 80 mm to 300 mm.
(E) Cutting the produced log (34) into multiple coreless rolls (1).
[0176] After winding, the log (34) is provided to the log cutting unit (14), in which the log (34) is cut parallel to the machine direction by multiple log saws (35) into multiple individual rolls (1). The multiple log saws (35) are regularly spaced in the axial direction such that the log (34) is cut into multiple individual rolls (1) having a determined width in the axial direction (i.e., distance from one edge to another edge). The width of an individual roll (1) is from 60 mm to 800 mm, preferably from 70 mm to 400 mm, e.g., 80 mm to 150 mm.
[0177] A control module (37) is coupled to the perforating module (26), to the cutting module (27) and to the spraying or roll-coating system by means of an interface (38). The control module (37) controls the operation of the perforating module (26) and the cutting module (27). In particular, the control module (37) activates the cutting module (27) to sever the web (19) at a transition phase between two consecutive logs. Furthermore, the control module (37) controls the operation of the perforating module (26) out of transition phases.
[0178] In addition, the control module (37) controls the operation of the spraying or roll-coating system, namely the appropriate application (spraying or roll coating) of the coating composition onto the second end of the continuous web (19). The appropriate application of the coating composition onto the second end can be controlled by sending, e.g., start/stop signals to the application (spraying or roll-coating) system, which are determined based on the length of the target product and the machine parameters, e.g., running speed.
[0179] Various rollers (17) are appropriately positioned in order to control the path of the continuous web (19) along the converting machine (9), within and between the various units.
(F) Optionally, subjecting the roll to compression in a direction perpendicular to the axial hollow passageway to produce a coreless roll in a compressed (oval) form (not shown).
[0180] As used herein, "compression" means that a pressure is applied on the roll in a direction perpendicular to the axial hollow passageway so as to produce a roll having an oval cross section, which requires less storage space. Roll compression occurs preferably immediately after winding has been terminated. An appropriate device known in the art can be used to operate the compression. In the present invention, it is possible to use for example the two converging synchronically driven conveyor bands described in WO 95/13183, a pneumatic or hydraulic pressing plate, or other devices.
[0181] Thereafter, the individual coreless rolls (1) are packaged and prepared for shipping (not shown).
5. Examples
[0182] The following test methods were used to evaluate the absorbent materials, the nonionic cellulose ethers and the coreless rolls produced.
5.1 Basis Weight
[0183] The basis weight was determined according to EN ISO 12625-6:2005, Tissue Paper and Tissue Products, Part 6: Determination of grammage.
5.2 Caliper
[0184] The measurement is made by a precision micrometer (precision 0.001 mm) according to a modified method based on EN ISO 12625-3:2014, Part 3. For this purpose, the distance created between a fixed reference plate and a parallel pressure foot is measured. The diameter of the pressure foot is 35.7.+-.0.1 mm (10.0 cm.sup.2 nominal area). The pressure applied is 2.0 kPa.+-.0.1 kPa. The pressure foot is movable at a speed rate of 2.0.+-.0.2 mm/s.
[0185] A usable apparatus is a thickness meter type L & W SE050 (available from Lorentzen & Wettre, Europe).
[0186] The tissue paper product to be measured is cut into pieces of 20.times.25 cm and conditioned in an atmosphere of 23.degree. C., 50% RH (Relative Humidity) for at least 12 hours.
[0187] For the measurement, one sheet is placed beneath the pressure plate which is then lowered. The thickness value for the sheet is then read off 5 seconds after the pressure has been stabilized. The thickness measurement is then repeated nine times with further samples treated in the same manner.
[0188] The mean value of the 10 values obtained is taken as thickness of one sheet ("one-sheet caliper") of the tissue paper product (e.g., a two-ply toilet paper) measured.
5.3. Number-Average Molecular Weight
[0189] The measurement is made by Gel Permeation Chromatography (GPC) using a PL-GPC 50 Integrated GPC/SEC System equipped with three PL aquagel-OH 8 .mu.m columns 7.5.times.300 mm (available from Agilent Technologies, Europe). The GPC system was calibrated using a pullulan polysaccharide calibration kit available from Agilent Technologies (for methyl cellulose) or, depending on the cellulose ether to be measured, with a suitable calibration kit such as hydroxyethyl cellulose, hydroxypropyl cellulose and hydroxypropylmethyl cellulose calibration kits all available from American Polymer Standards Corporation, USA.
[0190] A sample of the nonionic cellulose ether to be measured was dissolved in water at a concentration of 2 mg/m L. The sample was injected (injection volume: 100 .mu.L) and run at a flow rate of 1.0 mL/min and a temperature of 50.degree. C. using an aqueous buffer solution 0.05M NaH.sub.2PO.sub.4, 0.25M NaCl pH 7 as the eluent. The retention time (min) of the cellulose ether was recorded as a peak. The number-average molecular weight Mn of the cellulose ether was determined by comparing the recorded retention time with that of standard (calibration) cellulose ethers.
5.4. Viscosity-Average Molecular Weight
[0191] The measurement can be conducted as follows by viscometry using an Ubbelodhe capillary viscometer equipped with a capillary having an internal diameter of 0.63 mm (both available from SI Analytics, Europe).
[0192] A sample solution (concentration C.sub.1=10.0 g/l) of the cellulose ether in water is prepared and transferred to the Ubbelodhe capillary viscometer. The viscometer is suspended in a thermostatic bath for 30 minutes at a temperature of (25.+-.0.1.degree.) C. The flow time (the time taken for the sample solution to flow between the two calibrated marks) is measured. The measurement is repeated five times and the mean value of the five values obtained is taken as flow time of the sample solution. The same measurement is reproduced with a sample of water (without cellulose ether). The Hagenbach-Couette corrections (as provided by SI Analytics) were subtracted from the measured flow times.
[0193] The relative viscosity z.sub.1 of the sample of the cellulose ether can be calculated as follows:
z 1 = Flow time of the sample solution Flow time of water ##EQU00001##
[0194] The measurement is repeated using further sample solutions with concentrations C.sub.2=5.0 g/l, C.sub.3=3.33 g/l and C.sub.4=2.5 g/l. The relative viscosities z.sub.2, z.sub.3 and z.sub.4 are obtained.
[0195] The intrinsic viscosity n can be determined graphically by plotting the relative viscosity (y-axis) against the sample concentration (x-axis) and extrapolating the theoretical straight line backwards to zero concentration (the line cuts the y-axis at the height of the intrinsic viscosity).
[0196] The viscosity-average molecular weight M v of the cellulose ether can be calculated using the Mark-Houwink-Sakurada equation (1) and the constants K and a of the cellulose ether as indicated in Brandrup, J., Immergut, E. H., Grulke, E. A., Polymer Handbook 4.sup.th Edition, John Wiley & Sons, New York 1999 (hydroxyethyl cellulose: K=9.5310.sup.-3 ml/g, .alpha.=0.87).
M _ v = .eta. K .alpha. ( 1 ) ##EQU00002##
5.5. Axial Stiffness
[0197] The measurement is made by a vertical dynamometer equipped with a 2.5 kN cell. A usable apparatus is a dynamometer type ZwickiLine Z1.0 (available from Zwick Roell, Europe).
[0198] For the measurement, a roll was placed vertically between the pressure plates (on one of the two flat edges), and pressure was applied in a direction parallel to the axis of the hollow passageway. The roll was compressed between the plates at a constant speed of 60 mm/min. The compression force was measured and plotted against the displacement of the cell (y-axis: compression force; x-axis: cell displacement). The correlation between compression force and cell displacement was determined by linear regression in the elastic domain of the graph. The slope of the linear regression line was taken as the axial stiffness of the roll.
[0199] The measurement was repeated four times with further samples, and the mean value of the five values obtained is taken as the axial stiffness K.sub.ax of the roll.
5.6 Radial Stiffness
[0200] The measurement is made by a vertical dynamometer equipped with a 200N cell. A usable apparatus is a dynamometer type ZwickiLine Z1.0 (available from Zwick Roell, Europe).
[0201] For the measurement, the roll to be measured was placed horizontally between the pressure plates (on the round edge), and pressure was applied in a direction perpendicular to the axis of the hollow passageway. The roll was compressed between the plates at a constant speed of 60 mm/min. The compression force was measured and plotted against the displacement of the cell (y-axis: compression force; x-axis: cell displacement). The correlation between compression force and cell displacement was determined by linear regression in the elastic domain of the graph. The slope of the linear regression line was taken as the radial stiffness of the roll.
[0202] The measurement was repeated four times with further samples, and the mean value of the five values obtained is taken as the radial stiffness K.sub.rad of the roll.
5.7 Delamination Force
[0203] The measurement is made by a vertical dynamometer (39) (ZwickiLine Z1.0) equipped with a shaft assembly (40)-(43), a jaw (45) and a 50N cell (not shown) as depicted in FIGS. 7a, 7b and 7c.
[0204] For the measurement, the first inner turns of a coreless roll to be measured (44) were inserted on the upper shaft (41) of the shaft assembly, the outermost paper sheet was unwound and placed on the shaft assembly as shown in FIG. 7a, and the outermost paper sheet was inserted into the jaw (45). The turns were unwound at a constant speed of 300 mm/min. The delamination force needed for separating the paper sheets forming the turns was measured and plotted as a function of the displacement of the cell. The maximal force and the average force required to delaminate the sample were recorded within the displacement interval. The delamination force measurement was then repeated four times with further samples.
[0205] The mean value of the five values of the maximal force obtained is taken as the delamination force of the first inner turns.
5.8 Disintegrability
[0206] The disintegrability was determined according to NF Q34-20:1998, Sanitary and Domestic Articles-Bathroom Tissue-Determination of Disintegration.
5.9 Starting Materials, Chemicals and Converting Machine
Absorbent Material
[0207] A three-ply base tissue paper (1) (Conventional) having a basis weight of 55.6 g/m.sup.2
[0208] and a caliper of 0.62 mm (manufactured by SCA) was used as the continuous web of absorbent material in Reference Example 1 and Examples 1-3.
[0209] A three-ply base tissue paper (2) (Conventional) having a basis weight of 53.6 g/m.sup.2 and a caliper of 0.63 mm (manufactured by SCA) was used as the continuous web of absorbent material in Reference Example 2 and Examples 4-8.
[0210] The three-ply base tissue papers (continuous webs) (1) and (2) were prepared with a conventional converting machine by combining a one-ply base tissue paper to the final ply count (3) as follows:
[0211] A first unwinding unit provided a first ply of base tissue from a first parent roll having a width of 0.6 m. A second unwinding unit provided a second ply of base tissue from a second parent roll having a width of 0.6 m. A third unwinding unit provided a third ply of base tissue from a third parent roll having a width of 0.6 m. The plies of base tissue were fed to an embossing unit. The base tissues were superposed and combined (associated) using an adhesive in the embossing unit in order to form a continuous web of absorbent material. The engraved cylinder performed a double-level engraving into the superposed absorbent log base webs. The adhesive used for ply bonding was Swift.RTM.tak 1004 in an amount of 0.5 g/m.sup.2.
[0212] The resulting three-ply continuous web of absorbent material (1) or (2) was fed to a rewinding unit.
Chemicals
[0213] The chemicals used in the following examples are listed below:
For the coating composition:
[0214] Methylcellulose from Sigma-Aldrich with viscosity of about 400 cP (2% solution in water at 20.degree. C.) and number-average molecular weight of about 40,000 (as determined by GPC);
[0215] Hydroxyethyl cellulose from Sigma-Aldrich with viscosity-average molecular weight of about 90,000 (as determined by viscometry);
[0216] Hydroxyethyl cellulose from Sigma-Aldrich with viscosity-average molecular weight of about 720,000 (as determined by viscometry);
[0217] Hydroxypropyl cellulose from Sigma-Aldrich with number-average molecular weight of about 10,000 (as determined by GPC);
[0218] Hydroxypropylmethyl cellulose from Sigma-Aldrich with hydroxypropoxyl content of about 9% and viscosity of about 15 cP (2% solution in water at 25.degree. C.);
[0219] Carboxymethyl cellulose Blanose.RTM. 7ECL1 from Ashland.
Adhesives:
[0220] Swift.RTM.tak 1004 from H. B. Fuller (used for ply bonding);
[0221] Tissue Tak 604 from Henkel ("fugitive glue" used for winding).
Converting Machine
[0222] A conventional tissue paper converting machine was adapted to make a toilet paper having three plies. The machine involved two unwinding units, an embossing unit, a rewinding unit, and a log cutting unit.
[0223] The embossing unit comprised an engraved cylinder, a mating rubber cylinder and a glue dispenser. The engraved cylinder was engraved with a microstructure pattern combining various embossing tips. The glue dispenser comprised a vat, an applicator and a dipping cylinder.
[0224] The rewinding unit comprised a perforating module, a cutting module, a winding module and an extraction module. The perforating module comprised a perforator roll and a stationary anvil roll. The cutting module comprised a cutting roll and a stationary anvil roll.
[0225] The rewinding unit was furthermore equipped with a spraying system consisting of four spray guns type WA250 (available from Walther Pilot) having a nozzle diameter of 1.5 mm and working under a pressure of 1.5, 2.0 or 2.5 bars, a vat and pipes feeding the coating composition from the vat to the spray guns.
[0226] The spray guns were placed between the cutting module and the winding module such that the coating composition was applied/sprayed on the lower side of the continuous web of absorbent material upstream to a cutting line at the beginning of the log, thus defining the first web end (i.e., the turns of the log/roll close to the axial hollow passageway).
[0227] The log cutting unit comprised multiple log saws.
[0228] Various rollers are appropriately positioned in order to control the path of the absorbent log base webs along the converting machine, within and between the various units. The absorbent log base webs travel into the converting machine according to the machine direction (MD) from the unwinding units, towards the embossing unit, towards the rewinding unit and towards the log cutting unit.
[0229] A control module was coupled to the perforating module, the cutting module and the spray guns by means of an interface. The control module controlled the operations of the perforating module and the cutting module, as well as the appropriate spraying of the coating composition onto the second end.
[0230] The machine speed was kept throughout the trials at 100 m/m in.
Reference Example 1 (Reference Toilet Paper 1)
[0231] To obtain the desired coreless roll of toilet paper, a three-ply continuous web of absorbent material (1) (basis weight: 55.6 g/m.sup.2, caliper: 0.62 mm) was produced as described above, conveyed from the embossing unit and fed to the rewinding unit.
[0232] In the rewinding unit, the continuous web first reached the perforating module, which pinched the web to provide perforation lines transversally orientated relative to the machine direction (MD) and regularly spaced relative to the cross direction (CD). The size of the perforated segment was 4 mm and the size of the unperforated segment was 1 mm. The distance between two perforation lines was 125 mm.
[0233] After pinching, the web of absorbent material reached the winding module, in which the web was picked up onto a temporary core (external diameter: 38 mm) using Tissue Tak 604 as "fugitive adhesive". The web was then wound onto the core to form a log having a diameter of 120 mm (corresponding to 140 perforated sheets; approximate total length of the web: 17500 mm).
[0234] The produced log was separated from the web of absorbent material by the cutting module, which severed the web transversally relative to the MD. The produced log was stored at 20-22.degree. C., relative humidity of 50% for a period of 12 hours.
[0235] After storage, the temporary core was extracted from the log by the extraction module. The produced log was cut parallel to the MD by multiple log saws into multiple individual rolls having a width of 99 mm.
Reference Example 2 (Reference Toilet Paper 2)
[0236] A coreless roll was produced in the same manner as described in Reference Example 1 above except that a three-ply continuous web of absorbent material (2) (basis weight: 53.6 g/m.sup.2, caliper: 0.47 mm) produced as described above, was conveyed from the embossing unit and fed to the rewinding unit.
[0237] The produced log having a diameter of 120 mm was cut parallel to the MD by multiple log saws into multiple individual rolls having a width of 99 mm.
Example 1 (Toilet Paper with Hydroxypropylmethyl Cellulose)
[0238] A coating composition was prepared by dissolving hydroxypropylmethyl cellulose (HPMC) with viscosity 15 cP in water at a concentration of 3.7% by weight. The obtained coating composition was fed to the spray guns and applied at room temperature (22.degree. C.).
[0239] To obtain the desired coreless roll of toilet paper, a coreless roll was produced in the same manner as described in Reference Example 1 above except that, after pinching/severing and before winding the web, the coating composition was applied (sprayed) by means of the spray guns (pressure: 1.5 bars) onto a length of about 1800 mm (i.e., about 15 sheets) upstream from the cutting line.
[0240] The amount of HPMC applied onto the second end (length: 1800 mm; i.e., about 10% of the entire web length) was 0.019 g/roll (solid content of HPMC applied to one individual roll, i.e., after cutting the log).
Example 2 (Toilet Paper with Hydroxypropylmethyl Cellulose)
[0241] A coreless roll was produced in the same manner as Example 1 above except that the coating composition was applied onto a length of about 1800 mm at a pressure of 2.5 bars. The amount of HPMC applied onto the second end (length: 1800 mm) was 0.081 g/roll (solid content of HPMC applied to one individual roll).
Example 3 (Toilet Paper with Hydroxypropylmethyl Cellulose)
[0242] A coreless roll was produced in the same manner as Example 1 above except that the coating composition was applied onto a length of about 3500 mm (i.e., about 28 sheets) at a pressure of 2.0 bars. The amount of HPMC applied onto the second end (length: 3500 mm; i.e., about 20% of the entire web length) was 0.099 g/roll (solid content of HPMC applied to one individual roll).
Example 4 (Toilet Paper with Methylcellulose)
[0243] A coating composition was prepared by dissolving methylcellulose with viscosity 400 cP in water at a concentration of 2% by weight. The obtained coating composition was fed to the spray guns and applied at room temperature.
[0244] To obtain the desired coreless roll of toilet paper, a coreless roll was produced in the same manner as described in the Reference Example 2 above except that, after pinching/severing and before winding the web, the coating composition was applied (sprayed) by means of the spray guns (pressure: 2.5 bars) onto a length of about 1800 mm (i.e., about 15 sheets) upstream from the cutting line.
[0245] The amount of MC applied onto the second end (length: 1800 mm) was 0.066 g/roll (solid content of MC applied to one individual roll).
Example 5 (Toilet Paper with Hydroxyethyl Cellulose M v=90,000)
[0246] A coating composition was prepared by dissolving hydroxyethyl cellulose having a viscosity-average molecular weight of 90,000 (HEC90) in water at a concentration of 6% by weight. The obtained coating composition was fed to the spray guns and applied at room temperature.
[0247] The coreless roll was produced in the same manner as Example 4 except that the coating composition described above was applied at a pressure of 1.5 bars. The amount of HEC90 applied onto the second end (length: 1800 mm) was 0.09 g/roll (solid content of HEC90 applied to one individual roll).
Example 6 (Toilet Paper with Hydroxyethyl Cellulose M v=720,000)
[0248] A coating composition was prepared by dissolving hydroxyethyl cellulose having a viscosity-average molecular weight of 720,000 (HEC720) in water at a concentration of 4% by weight. The obtained coating composition was fed to the spray guns and applied at room temperature.
[0249] The coreless roll was produced in the same manner as Example 4 using the coating composition described above. The amount of HEC720 applied onto the second end (length: 1800 mm) was 0.03 g/roll (solid content of HEC720 applied to one individual roll).
Example 7 (Toilet Paper with Hydroxypropyl Cellulose)
[0250] A coating composition was prepared by dissolving hydroxypropyl cellulose having a number-average molecular weight of 10,000 (HPC) in water at a concentration of 6% by weight. The obtained coating composition was fed to the spray guns and applied at room temperature.
[0251] The coreless roll was produced in the same manner as Example 4 using the coating composition described above. The amount of HPC applied onto the second end (length: 1800 mm) was 0.06 g/roll (solid content of HPC applied to one individual roll).
Example 8 (Toilet Paper with Hydroxypropylmethyl Cellulose)
[0252] A coating composition was prepared by dissolving HPMC in water at a concentration of 3.7% by weight. The obtained coating composition was fed to the spray guns and applied at room temperature.
[0253] The coreless roll was produced in the same manner as Example 4 except that that coating composition described above was applied at a pressure of 2.0 bars. The amount of HPMC applied onto the second end (length: 1800 mm) was 0.042 g/roll (solid content of HPMC applied to one individual roll).
Comparative Example 1 (Toilet Paper with Carboxymethyl Cellulose)
[0254] A coating composition was prepared by dissolving carboxymethyl cellulose (CMC) Blanose.RTM. 7ECL1 (weight-average molecular weight of about 90,000) in water at a concentration of 5% by weight. The obtained coating composition was fed to the spray guns and applied at room temperature.
[0255] The coreless roll was produced in the same manner as Example 4 using the coating composition described above. The amount of CMC applied onto the second end (length: 1800 mm) was about 0.17 g/roll (solid content of CMC applied to one individual roll).
[0256] The properties of the toilet paper rolls produced were evaluated according to the procedures explained hereinbefore. Specifically, the stiffness properties of the rolls obtained in Reference Example 1 and Examples 1, 2 and 3 were evaluated. The results are shown in table 1 below. Moreover, the delamination and disintegration properties of the rolls obtained in Reference Example 2, and Examples 4, 5, 6, 7 and 8 were evaluated. The results are shown in table 2 below.
TABLE-US-00001 TABLE 1 Amount of coating Axial Radial composition stiffness K.sub.ax. stiffness K.sub.rad. Example (g/roll) (N/mm) (N/mm) Ref. Example 1 -- 190 0.41 Untreated Example 1 0.019 251 0.43 HPMC-treated 1800 mm Example 2 0.081 279 0.53 HPMC-treated 1800 mm Example 3 0.066 299 0.46 HPMC-treated 3500 mm
TABLE-US-00002 TABLE 2 Delamination Perforation force breakage and/or Disintegration Example (N) sheets damaged (s) Ref. Example 2 0.16 No 11 Untreated Example 4 0.73 No 20 MC-treated Example 5 0.64 No 12 HEC90-treated Example 6 0.43 No 13 HEC720-treated Example 7 0.47 No 12 HPC-treated Example 8 0.37 No -- HPMC-treated Comp. 1.75 Yes (5 out of 5) 6 Example 1 CMC-treated
[0257] These test data show that the use of a coating composition according to the present invention has led to an increased stiffness while the delamination force of the rolls is maintained in an acceptable range. The coating composition enables to stably maintain the first inner turns, and therefore the rolls according to the present invention are not prone to collapsing. This can be achieved with fairly low total amounts of nonionic cellulose ether. The rolls according to the present invention can be unwound up to the last sheet without tearing apart and/or damaging the sheets (i.e., no occurrence of perforation breakage and/or sheets damage in the delamination force measurement).
[0258] Furthermore, the good stiffness properties of the rolls according to the present invention are beneficial during the manufacturing process wherein the rolls are subjected to radial compression (e.g., radial force applied by the log saws in the cutting module), as well as during storage and transport wherein the rolls are subjected to axial compression, e.g., axial forces occurring when packaged roll products are stacked on pallets for storage, shipment, etc.
[0259] On the other hand, the use of a coating composition containing an ionic cellulose ether (CMC) provided a roll wherein the sheets of the first inner turns strongly adhere (glue) to each other. As a result, it was not possible to unwind the roll without tearing apart and/or damaging the last sheets. The roll of the reference example (onto which no coating composition was applied) was prone to collapsing. This leads to issues during packaging and contributes to a perception of decreased quality among consumers.
[0260] While the present invention has been illustrated by description of various embodiments and while those embodiments have been described in considerable detail, it is not the intention of Applicants to restrict or in any way limit the scope of the appended claims to such details. Additional advantages and modifications will readily appear to those skilled in the art. The present invention in its broader aspects is therefore not limited to the specific details and illustrative examples shown and described. Accordingly, departures may be made from such details without departing from the spirit or scope of Applicants' invention.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.