Packaging with Three-Dimensional Loop Material
Alvarez; Eduardo ; et al.
U.S. patent application number 16/618618 was filed with the patent office on 2020-06-11 for packaging with three-dimensional loop material. The applicant listed for this patent is Dow Global Technologies LLC. Invention is credited to Eduardo Alvarez, Maria Isabel Arroyo Villan, Shaun Parkinson, Viraj Shah.
| Application Number | 20200180841 16/618618 |
| Document ID | / |
| Family ID | 59091448 |
| Filed Date | 2020-06-11 |






| United States Patent Application | 20200180841 |
| Kind Code | A1 |
| Alvarez; Eduardo ; et al. | June 11, 2020 |
Packaging with Three-Dimensional Loop Material
Abstract
The present disclosure provides a packaging article (10). In an embodiment, the packaging article comprises (A) a rigid container (12) having side walls (14) and a bottom wall (16), the walls defining a compartment (20), and (B) a sheet (22) of 3-dimensional random loop material (3DRLM) in the compartment. A food item (C) may be located in the compartment, the food item contacts the sheet of 3DRLM.
| Inventors: | Alvarez; Eduardo; (Tarragona South, ES) ; Arroyo Villan; Maria Isabel; (Tarragona South, ES) ; Parkinson; Shaun; (Tarragona South, ES) ; Shah; Viraj; (Freeport, TX) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 59091448 | ||||||||||
| Appl. No.: | 16/618618 | ||||||||||
| Filed: | June 19, 2018 | ||||||||||
| PCT Filed: | June 19, 2018 | ||||||||||
| PCT NO: | PCT/US2018/034631 | ||||||||||
| 371 Date: | December 2, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B65D 43/162 20130101; B65D 81/262 20130101; F25D 3/06 20130101; B65D 2581/051 20130101; B65D 81/051 20130101; B65D 81/18 20130101 |
| International Class: | B65D 81/26 20060101 B65D081/26; B65D 81/18 20060101 B65D081/18; F25D 3/06 20060101 F25D003/06; B65D 81/05 20060101 B65D081/05 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| May 31, 2017 | EP | 17382317.0 |
Claims
1. A packaging article comprising: A. a rigid container having side walls and a bottom wall, the walls defining a compartment; and B. a sheet of 3-dimensional random loop material (3DRLM) in the compartment.
2. The packaging article of claim 1 comprising (C) a food item in the compartment; and the food item contacts a surface of the sheet of 3DRLM.
3. The packaging article of claim 2 wherein a liquid from the food item passes through the 3DRLM and onto the bottom wall.
4. The packaging article of claim 3 wherein the 3DRLM separates the food item from the liquid on the bottom wall.
5. The packaging article of claim 2 comprising (D) a cold source in the compartment.
6. The packaging article of claim 5 wherein the cold source is ice in contact with the food item; and melted ice passes through the sheet of 3DRLM and onto the bottom wall.
7. The packaging article of claim 6 wherein the sheet of 3DRLM separates the food item from the liquid on the bottom wall when all of the ice is melted.
8. The packaging article of claim 1 wherein the sheet of 3DRLM extends across two opposing walls.
9. The packaging article of claim 1 wherein the container comprises a top wall.
Description
BACKGROUND
[0001] Many fresh foods such as such as meat, poultry, fish, vegetables, fruits, and berries are packaged in plastic trays with a shrink wrap or stretch wrap film for protection, unitization and transportation. These trays are typically thermoformed trays made from rigid- or semi-rigid materials such as polystyrene or polypropylene sheets. The fresh food item typically contains liquid that drains or flows from the food item during storage. The liquid accumulates in the bottom of the package. Liquid accumulation increases the risk of microbiological growth, which can deteriorate the fresh food, rendering the food unsafe for consumption. Liquid accumulation in the fresh food package also negatively impacts the appearance of the food item, during consumers away from purchasing the food item.
[0002] Conventional fresh food packaging utilizes an absorbent pad between the food item and the tray. Absorbent pads are typically made of cellulose pulp and/or super absorbent polyacrylates, encased in a non-woven textile wrapping bag. Absorbent pads can only retain the drained liquid to a limited extent. Absorbent pads do not completely eliminate microbiological growth inside of the food package because the liquid remains in contact with the food item at the interface of the absorbent pad. Also, the liquid in the absorbent pad remains in either liquid form or hydrogel form, increasing the risk of microbiological growth. Biocides cannot typically be used inside of absorbent packages or absorbent pads due to food contact regulations. Further, absorbent pads are known to easily tear and/or adhere to a food item when consumers remove the food item from a package, forcing consumers to contact the absorbent pad.
[0003] The art therefore recognizes the need for a food package that is capable of preventing liquid accumulation and minimizing microbiological growth without the need for an absorbent pad.
SUMMARY
[0004] The present disclosure provides a packaging article. In an embodiment, the packaging article comprises (A) a rigid container having side walls and a bottom wall, the walls defining a compartment, and (B) a sheet of 3-dimensional random loop material (3DRLM) in the compartment. A food item (C) may be located in the compartment, the food item contacts the sheet of 3DRLM.
Definitions and Test Methods
[0005] All references to the Periodic Table of the Elements herein shall refer to the Periodic Table of the Elements, published and copyrighted by CRC Press, Inc., 2003. Also, any references to a Group or Groups shall be to the Groups or Groups reflected in this Periodic Table of the Elements using the IUPAC system for numbering groups. Unless stated to the contrary, implicit from the context, or customary in the art, all components and percents are based on weight. For purposes of United States patent practice, the contents of any patent, patent application, or publication referenced herein are hereby incorporated by reference in their entirety (or the equivalent US version thereof is so incorporated by reference).
[0006] The numerical ranges disclosed herein include all values from, and including, the lower value and the upper value. For ranges containing explicit values (e.g., 1, or 2, or 3 to 5, or 6, or 7) any subrange between any two explicit values is included (e.g., 1 to 2; 2 to 6; 5 to 7; 3 to 7; 5 to 6; etc.).
[0007] Unless stated to the contrary, implicit from the context, or customary in the art, all components and percents are based on weight, and all test methods are current as of the filing date of this disclosure.
[0008] Apparent density. A sample material is cut into a square piece of 38 cm.times.38 cm (15 in.times.15 in) in size. The volume of this piece is calculated from the thickness measured at four points. The division of the weight by the volume gives the apparent density (an average of four measurements is taken) with values reported in grams per cubic centimeter, g/cc.
[0009] Bending Stiffness. The bending stiffness is measured in accordance with DIN 53121 standard, with compression molded plaques of 550 .mu.m thickness, using a Frank-PTI Bending Tester. The samples are prepared by compression molding of resin granules per ISO 293 standard. Conditions for compression molding are chosen per ISO 1872-2007 standard. The average cooling rate of the melt is 15.degree. C./min. Bending stiffness is measured in 2-point bending configuration at room temperature with a span of 20 mm, a sample width of 15 mm, and a bending angle of 40.degree.. Bending is applied at 6.degree./second (s) and the force readings are obtained from 6 to 600 s, after the bending is complete. Each material is evaluated four times with results reported in Newton millimeters ("Nmm").
[0010] "Blend," "polymer blend" and like terms is a composition of two or more polymers. Such a blend may or may not be miscible. Such a blend may or may not be phase separated. Such a blend may or may not contain one or more domain configurations, as determined from transmission electron spectroscopy, light scattering, x-ray scattering, and any other method known in the art. Blends are not laminates, but one or more layers of a laminate can comprise a blend. .sup.13C Nuclear Magnetic Resonance (NMR)
[0011] Sample Preparation
[0012] The samples are prepared by adding approximately 2.7 g of a 50/50 mixture of tetrachloroethane-d2/orthodichlorobenzene that is 0.025M in chromium acetylacetonate (relaxation agent) to 0.21 g sample in a 10 mm NMR tube. The samples are dissolved and homogenized by heating the tube and its contents to 150.degree. C.
[0013] Data Acquisition Parameters
[0014] The data is collected using a Bruker 400 MHz spectrometer equipped with a Bruker Dual DUL high-temperature CryoProbe. The data is acquired using 320 transients per data file, a 7.3 sec pulse repetition delay (6 sec delay+1.3 sec acq. time), 90 degree flip angles, and inverse gated decoupling with a sample temperature of 125.degree. C. All measurements are made on non-spinning samples in locked mode. Samples are homogenized immediately prior to insertion into the heated (130.degree. C.) NMR Sample changer, and are allowed to thermally equilibrate in the probe for 15 minutes prior to data acquisition.
[0015] "Composition" and like terms is a mixture of two or more materials. Included in compositions are pre-reaction, reaction and post-reaction mixtures, the latter of which will include reaction products and by-products as well as unreacted components of the reaction mixture and decomposition products, if any, formed from the one or more components of the pre-reaction or reaction mixture.
[0016] The terms "comprising," "including," "having," and their derivatives, are not intended to exclude the presence of any additional component, step or procedure, whether or not the same is specifically disclosed. In order to avoid any doubt, all compositions claimed through use of the term "comprising" may include any additional additive, adjuvant, or compound, whether polymeric or otherwise, unless stated to the contrary. In contrast, the term, "consisting essentially of" excludes from the scope of any succeeding recitation any other component, step or procedure, excepting those that are not essential to operability. The term "consisting of" excludes any component, step or procedure not specifically delineated or listed.
[0017] Crystallization Elution Fractionation (CEF) Method
[0018] Comonomer distribution analysis is performed with Crystallization Elution Fractionation (CEF) (PolymerChar in Spain) (B Monrabal et al, Macromol. Symp. 257, 71-79 (2007)). Ortho-dichlorobenzene (ODCB) with 600 ppm antioxidant butylated hydroxytoluene (BHT) is used as solvent. Sample preparation is done with autosampler at 160.degree. C. for 2 hours under shaking at 4 mg/ml (unless otherwise specified). The injection volume is 300 m. The temperature profile of CEF is: crystallization at 3.degree. C./min from 110.degree. C. to 30.degree. C., the thermal equilibrium at 30.degree. C. for 5 minutes, elution at 3.degree. C./min from 30.degree. C. to 140.degree. C. The flow rate during crystallization is at 0.052 ml/min. The flow rate during elution is at 0.50 ml/min. The data is collected at one data point/second. CEF column is packed by the Dow Chemical Company with glass beads at 125 .mu.m+6% (MO-SCI Specialty Products) with 1/8 inch stainless tubing. Glass beads are acid washed by MO-SCI Specialty with the request from The Dow Chemical Company. Column volume is 2.06 ml. Column temperature calibration is performed by using a mixture of NIST Standard Reference Material Linear polyethylene 1475a (1.0 mg/ml) and Eicosane (2 mg/ml) in ODCB. Temperature is calibrated by adjusting elution heating rate so that NIST linear polyethylene 1475a has a peak temperature at 101.0.degree. C., and Eicosane has a peak temperature of 30.0.degree. C. The CEF column resolution is calculated with a mixture of NIST linear polyethylene 1475a (1.0 mg/ml) and hexacontane (Fluka, purum, >97.0, 1 mg/ml). A baseline separation of hexacontane and NIST polyethylene 1475a is achieved. The area of hexacontane (from 35.0 to 67.0.degree. C.) to the area of NIST 1475a from 67.0 to 110.0.degree. C. is 50 to 50, the amount of soluble fraction below 35.0.degree. C. is <1.8 wt %. The CEF column resolution is defined in the following equation:
Resolution = Peak temperature of NIST 1475 a - Peak Temperature of Hexacontane Half - height Width of NIST 1475 a + Half - height Width of Hexacontane ##EQU00001##
[0019] where the column resolution is 6.0.
[0020] Density is measured in accordance with ASTM D 792 with values reported in grams per cubic centimeter, g/cc.
[0021] Differential Scanning Calorimetry (DSC). Differential Scanning Calorimetry (DSC) is used to measure the melting and crystallization behavior of a polymer over a wide range of temperatures. For example, the TA Instruments Q1000 DSC, equipped with an RCS (refrigerated cooling system) and an autosampler is used to perform this analysis. During testing, a nitrogen purge gas flow of 50 ml/min is used. Each sample is melt pressed into a thin film at about 175.degree. C.; the melted sample is then air-cooled to room temperature (approx. 25.degree. C.). The film sample is formed by pressing a "0.1 to 0.2 gram" sample at 175.degree. C. at 1,500 psi, and 30 seconds, to form a "0.1 to 0.2 mil thick" film. A 3-10 mg, 6 mm diameter specimen is extracted from the cooled polymer, weighed, placed in a light aluminum pan (ca 50 mg), and crimped shut. Analysis is then performed to determine its thermal properties. The thermal behavior of the sample is determined by ramping the sample temperature up and down to create a heat flow versus temperature profile. First, the sample is rapidly heated to 180.degree. C., and held isothermal for five minutes, in order to remove its thermal history. Next, the sample is cooled to -40.degree. C., at a 10.degree. C./minute cooling rate, and held isothermal at -40.degree. C. for five minutes. The sample is then heated to 150.degree. C. (this is the "second heat" ramp) at a 10.degree. C./minute heating rate. The cooling and second heating curves are recorded. The cool curve is analyzed by setting baseline endpoints from the beginning of crystallization to -20.degree. C. The heat curve is analyzed by setting baseline endpoints from -20.degree. C. to the end of melt. The values determined are peak melting temperature (Tm), peak crystallization temperature (Tc), onset crystallization temperature (Tc onset), heat of fusion (Hf) (in Joules per gram), the calculated % crystallinity for polyethylene samples using: % Crystallinity for PE=((Hf)/(292 J/g)).times.100, and the calculated % crystallinity for polypropylene samples using: % Crystallinity for PP=((Hf)/165 J/g)).times.100. The heat of fusion (Hf) and the peak melting temperature are reported from the second heat curve. Peak crystallization temperature and onset crystallization temperature are determined from the cooling curve.
[0022] Elastic Recovery. Resin pellets are compression molded following ASTM D4703, Annex A1, Method C to a thickness of approximately 5-10 mil. Microtensile test specimens of geometry as detailed in ASTM D1708 are punched out from the molded sheet. The test specimens are conditioned for 40 hours prior to testing in accordance with Procedure A of Practice D618.
[0023] The samples are tested in a screw-driven or hydraulically-driven tensile tester using flat, rubber faced grips. The grip separation is set at 22 mm, equal to the gauge length of the microtensile specimens. The sample is extended to a strain of 100% at a rate of 100%/min and held for 30 s. The crosshead is then returned to the original grip separation at the same rate and held for 60 s. The sample is then strained to 100% at the same 100%/min strain rate.
[0024] Elastic recovery may be calculated as follows:
Elastic Recovery = ( Initial Applied Strain - Permanent Set ) Initial Applied Strain .times. 100 % ##EQU00002##
[0025] An "ethylene-based polymer" is a polymer that contains more than 50 weight percent polymerized ethylene monomer (based on the total weight of polymerizable monomers) and, optionally, may contain at least one comonomer. Ethylene-based polymer includes ethylene homopolymer, and ethylene copolymer (meaning units derived from ethylene and one or more comonomers). The terms "ethylene-based polymer" and "polyethylene" may be used interchangeably. Nonlimiting examples of ethylene-based polymer (polyethylene) include low density polyethylene (LDPE) and linear polyethylene. Nonlimiting examples of linear polyethylene include linear low density polyethylene (LLDPE), ultra low density polyethylene (ULDPE), very low density polyethylene (VLDPE), multi-component ethylene-based copolymer (EPE), ethylene/.alpha.-olefin multi-block copolymers (also known as olefin block copolymer (OBC)), single-site catalyzed linear low density polyethylene (m-LLDPE), substantially linear, or linear, plastomers/elastomers, and high density polyethylene (HDPE). Generally, polyethylene may be produced in gas-phase, fluidized bed reactors, liquid phase slurry process reactors, or liquid phase solution process reactors, using a heterogeneous catalyst system, such as Ziegler-Natta catalyst, a homogeneous catalyst system, comprising Group 4 transition metals and ligand structures such as metallocene, non-metallocene metal-centered, heteroaryl, heterovalent aryloxyether, phosphinimine, and others. Combinations of heterogeneous and/or homogeneous catalysts also may be used in either single reactor or dual reactor configurations.
[0026] "High density polyethylene" (or "HDPE") is an ethylene homopolymer or an ethylene/.alpha.-olefin copolymer with at least one C.sub.4-C.sub.10 .alpha.-olefin comonomer, or C.sub.4-C.sub.8 .alpha.-olefin comonomer and a density from greater than 0.94 g/cc, or 0.945 g/cc, or 0.95 g/cc, or 0.955 g/cc to 0.96 g/cc, or 0.97 g/cc, or 0.98 g/cc. The HDPE can be a monomodal copolymer or a multimodal copolymer. A "monomodal ethylene copolymer" is an ethylene/C.sub.4-C.sub.10 .alpha.-olefin copolymer that has one distinct peak in a gel permeation chromatography (GPC) showing the molecular weight distribution. A "multimodal ethylene copolymer" is an ethylene/C.sub.4-C.sub.10 .alpha.-olefin copolymer that has at least two distinct peaks in a GPC showing the molecular weight distribution. Multimodal includes copolymer having two peaks (bimodal) as well as copolymer having more than two peaks. Nonlimiting examples of HDPE include DOW.TM. High Density Polyethylene (HDPE) Resins (available from The Dow Chemical Company), ELITE.TM. Enhanced Polyethylene Resins (available from The Dow Chemical Company), CONTINUUM.TM. Bimodal Polyethylene Resins (available from The Dow Chemical Company), LUPOLEN.TM. (available from LyondellBasell), as well as HDPE products from Borealis, Ineos, and ExxonMobil.
[0027] An "interpolymer" is a polymer prepared by the polymerization of at least two different monomers. This generic term includes copolymers, usually employed to refer to polymers prepared from two different monomers, and polymers prepared from more than two different monomers, e.g., terpolymers, tetrapolymers, etc.
[0028] "Low density polyethylene" (or "LDPE") consists of ethylene homopolymer, or ethylene/.alpha.-olefin copolymer comprising at least one C.sub.3-C.sub.10 .alpha.-olefin, preferably C.sub.3-C.sub.4 that has a density from 0.915 g/cc to 0.940 g/cc and contains long chain branching with broad MWD. LDPE is typically produced by way of high pressure free radical polymerization (tubular reactor or autoclave with free radical initiator). Nonlimiting examples of LDPE include MarFlex.TM. (Chevron Phillips), LUPOLEN.TM. (LyondellBasell), as well as LDPE products from Borealis, Ineos, ExxonMobil, and others.
[0029] "Linear low density polyethylene" (or "LLDPE") is a linear ethylene/.alpha.-olefin copolymer containing heterogeneous short-chain branching distribution comprising units derived from ethylene and units derived from at least one C.sub.3-C.sub.10 .alpha.-olefin comonomer or at least one C.sub.4-C.sub.8 .alpha.-olefin comonomer, or at least one C.sub.6-C.sub.8 .alpha.-olefin comonomer. LLDPE is characterized by little, if any, long chain branching, in contrast to conventional LDPE. LLDPE has a density from 0.910 g/cc, or 0.915 g/cc, or 0.920 g/cc, or 0.925 g/cc to 0.930 g/cc, or 0.935 g/cc, or 0.940 g/cc. Nonlimiting examples of LLDPE include TUFLIN.TM. linear low density polyethylene resins (available from The Dow Chemical Company), DOWLEX.TM. polyethylene resins (available from the Dow Chemical Company), and MARLEX.TM. polyethylene (available from Chevron Phillips).
[0030] "Ultra low density polyethylene" (or "ULDPE") and "very low density polyethylene" (or "VLDPE") each is a linear ethylene/.alpha.-olefin copolymer containing heterogeneous short-chain branching distribution comprising units derived from ethylene and units derived from at least one C.sub.3-C.sub.10 .alpha.-olefin comonomer, or at least one C.sub.4-C.sub.8 .alpha.-olefin comonomer, or at least one C.sub.6-C.sub.8 .alpha.-olefin comonomer. ULDPE and VLDPE each has a density from 0.885 g/cc, or 0.90 g/cc to 0.915 g/cc. Nonlimiting examples of ULDPE and VLDPE include ATTANE.TM. ultra low density polyethylene resins (available form The Dow Chemical Company) and FLEXOMER.TM. very low density polyethylene resins (available from The Dow Chemical Company).
[0031] "Multi-component ethylene-based copolymer" (or "EPE") comprises units derived from ethylene and units derived from at least one C.sub.3-C.sub.10 .alpha.-olefin comonomer, or at least one C.sub.4-C.sub.8 .alpha.-olefin comonomer, or at least one C.sub.6-C.sub.8 .alpha.-olefin comonomer, such as described in patent references U.S. Pat. Nos. 6,111,023; 5,677,383; and 6,984,695. EPE resins have a density from 0.905 g/cc, or 0.908 g/cc, or 0.912 g/cc, or 0.920 g/cc to 0.926 g/cc, or 0.929 g/cc, or 0.940 g/cc, or 0.962 g/cc. Nonlimiting examples of EPE resins include ELITE.TM. enhanced polyethylene (available from The Dow Chemical Company), ELITE AT.TM. advanced technology resins (available from The Dow Chemical Company), SURPASS.TM. Polyethylene (PE) Resins (available from Nova Chemicals), and SMART.TM. (available from SK Chemicals Co.).
[0032] "Single-site catalyzed linear low density polyethylenes" (or "m-LLDPE") are linear ethylene/.alpha.-olefin copolymers containing homogeneous short-chain branching distribution comprising units derived from ethylene and units derived from at least one C.sub.3-C.sub.10 .alpha.-olefin comonomer, or at least one C.sub.4-C.sub.8 .alpha.-olefin comonomer, or at least one C.sub.6-C.sub.8 .alpha.-olefin comonomer. m-LLDPE has density from 0.913 g/cc, or 0.918 g/cc, or 0.920 g/cc to 0.925 g/cc, or 0.940 g/cc. Nonlimiting examples of m-LLDPE include EXCEED.TM. metallocene PE (available from ExxonMobil Chemical), LUFLEXEN.TM. m-LLDPE (available from LyondellBasell), and ELTEX.TM. PF m-LLDPE (available from Ineos Olefins & Polymers).
[0033] "Ethylene plastomers/elastomers" are substantially linear, or linear, ethylene/.alpha.-olefin copolymers containing homogeneous short-chain branching distribution comprising units derived from ethylene and units derived from at least one C.sub.3-C.sub.10 .alpha.-olefin comonomer, or at least one C.sub.4-C.sub.8 .alpha.-olefin comonomer, or at least one C.sub.6-C.sub.8 .alpha.-olefin comonomer. Ethylene plastomers/elastomers have a density from 0.870 g/cc, or 0.880 g/cc, or 0.890 g/cc to 0.900 g/cc, or 0.902 g/cc, or 0.904 g/cc, or 0.909 g/cc, or 0.910 g/cc, or 0.917 g/cc. Nonlimiting examples of ethylene plastomers/elastomers include AFFINITY.TM. plastomers and elastomers (available from The Dow Chemical Company), EXACT.TM. Plastomers (available from ExxonMobil Chemical), Tafmer.TM. (available from Mitsui), Nexlene.TM. (available from SK Chemicals Co.), and Lucene.TM. (available LG Chem Ltd.).
[0034] Melt flow rate (MFR) is measured in accordance with ASTM D 1238, Condition 280.degree. C./2.16 kg (g/10 minutes).
[0035] Melt index (MI) is measured in accordance with ASTM D 1238, Condition 190.degree. C./2.16 kg (g/10 minutes).
[0036] "Melting Point" or "Tm" as used herein (also referred to as a melting peak in reference to the shape of the plotted DSC curve) is typically measured by the DSC (Differential Scanning Calorimetry) technique for measuring the melting points or peaks of polyolefins as described in U.S. Pat. No. 5,783,638. It should be noted that many blends comprising two or more polyolefins will have more than one melting point or peak, many individual polyolefins will comprise only one melting point or peak.
[0037] Molecular weight distribution (Mw/Mn) is measured using Gel Permeation Chromatography (GPC). In particular, conventional GPC measurements are used to determine the weight-average (Mw) and number-average (Mn) molecular weight of the polymer and to determine the Mw/Mn. The gel permeation chromatographic system consists of either a Polymer Laboratories Model PL-210 or a Polymer Laboratories Model PL-220 instrument. The column and carousel compartments are operated at 140.degree. C. Three Polymer Laboratories 10-micron Mixed-B columns are used. The solvent is 1,2,4 trichlorobenzene. The samples are prepared at a concentration of 0.1 grams of polymer in 50 milliliters of solvent containing 200 ppm of butylated hydroxytoluene (BHT). Samples are prepared by agitating lightly for 2 hours at 160.degree. C. The injection volume used is 100 microliters and the flow rate is 1.0 ml/minute.
[0038] Calibration of the GPC column set is performed with 21 narrow molecular weight distribution polystyrene standards with molecular weights ranging from 580 to 8,400,000, arranged in 6 "cocktail" mixtures with at least a decade of separation between individual molecular weights. The standards are purchased from Polymer Laboratories (Shropshire, UK). The polystyrene standards are prepared at 0.025 grams in 50 milliliters of solvent for molecular weights equal to or greater than 1,000,000, and 0.05 grams in 50 milliliters of solvent for molecular weights less than 1,000,000. The polystyrene standards are dissolved at 80.degree. C. with gentle agitation for 30 minutes. The narrow standards mixtures are run first and in order of decreasing highest molecular weight component to minimize degradation. The polystyrene standard peak molecular weights are converted to polyethylene molecular weights using the following equation (as described in Williams and Ward, J. Polym. Sci., Polym. Let., 6, 621 (1968)):
M.sub.polypropylene=0.645(M.sub.polystyrene).
[0039] Polypropylene equivalent molecular weight calculations are performed using Viscotek TriSEC software Version 3.0.
[0040] An "olefin-based polymer," as used herein, is a polymer that contains more than 50 weight percent polymerized olefin monomer (based on total amount of polymerizable monomers), and optionally, may contain at least one comonomer. Nonlimiting examples of olefin-based polymer include ethylene-based polymer and propylene-based polymer.
[0041] A "polymer" is a compound prepared by polymerizing monomers, whether of the same or a different type, that in polymerized form provide the multiple and/or repeating "units" or "mer units" that make up a polymer. The generic term polymer thus embraces the term homopolymer, usually employed to refer to polymers prepared from only one type of monomer, and the term copolymer, usually employed to refer to polymers prepared from at least two types of monomers. It also embraces all forms of copolymer, e.g., random, block, etc. The terms "ethylene/.alpha.-olefin polymer" and "propylene/.alpha.-olefin polymer" are indicative of copolymer as described above prepared from polymerizing ethylene or propylene respectively and one or more additional, polymerizable .alpha.-olefin monomer. It is noted that although a polymer is often referred to as being "made of" one or more specified monomers, "based on" a specified monomer or monomer type, "containing" a specified monomer content, or the like, in this context the term "monomer" is understood to be referring to the polymerized remnant of the specified monomer and not to the unpolymerized species. In general, polymers herein are referred to has being based on "units" that are the polymerized form of a corresponding monomer.
[0042] A "propylene-based polymer" is a polymer that contains more than 50 weight percent polymerized propylene monomer (based on the total amount of polymerizable monomers) and, optionally, may contain at least one comonomer.
BRIEF DESCRIPTION OF THE DRAWINGS
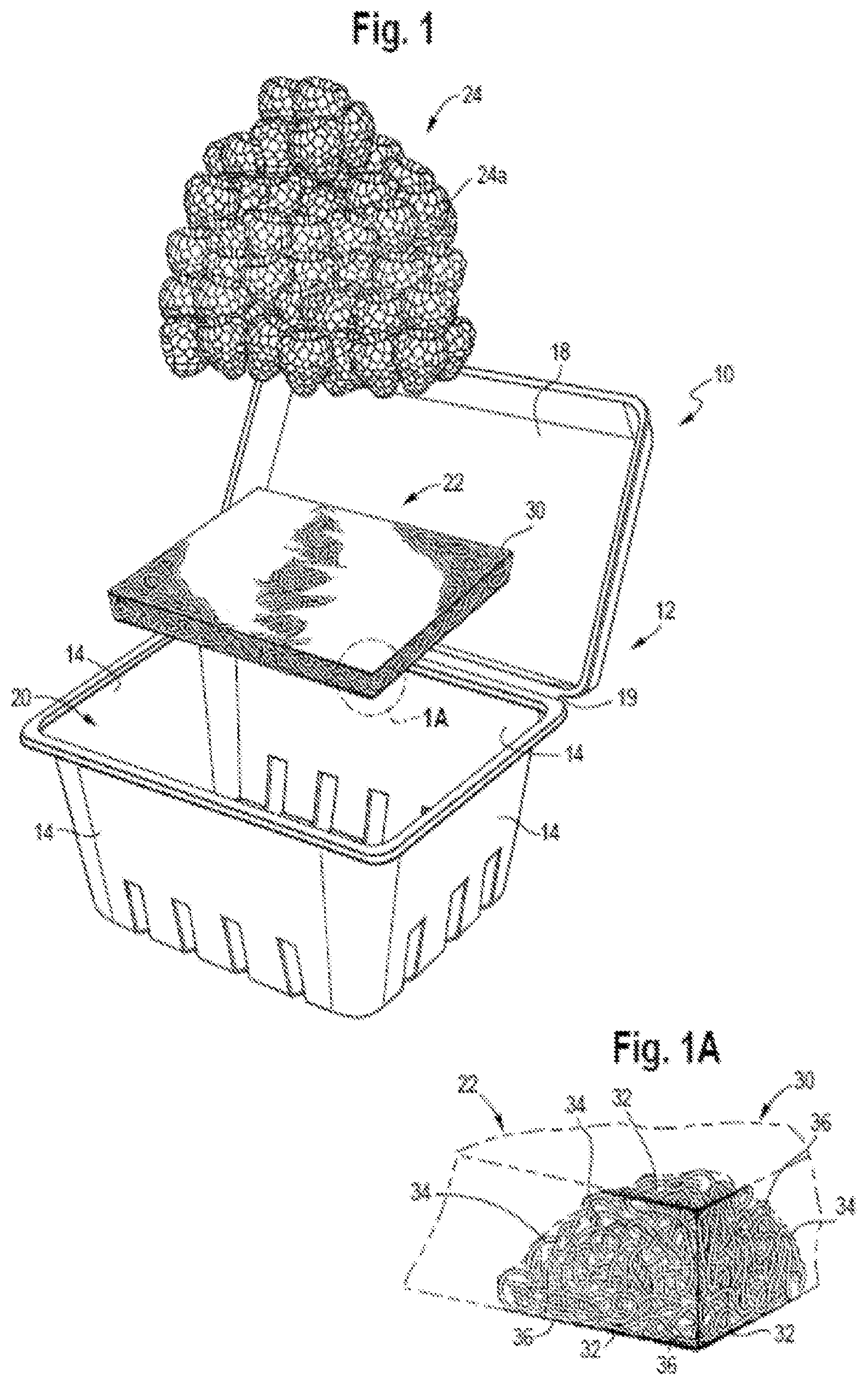
[0043] FIG. 1 is an exploded perspective view of a packaging article in accordance with an embodiment of the present disclosure.
[0044] FIG. 1A is an enlarged perspective view of Area 1A of FIG. 1.
[0045] FIG. 2 is a perspective view of the packaging article of FIG. 1.
[0046] FIG. 2A is a sectional view taken along line 2A-2A of FIG. 2.
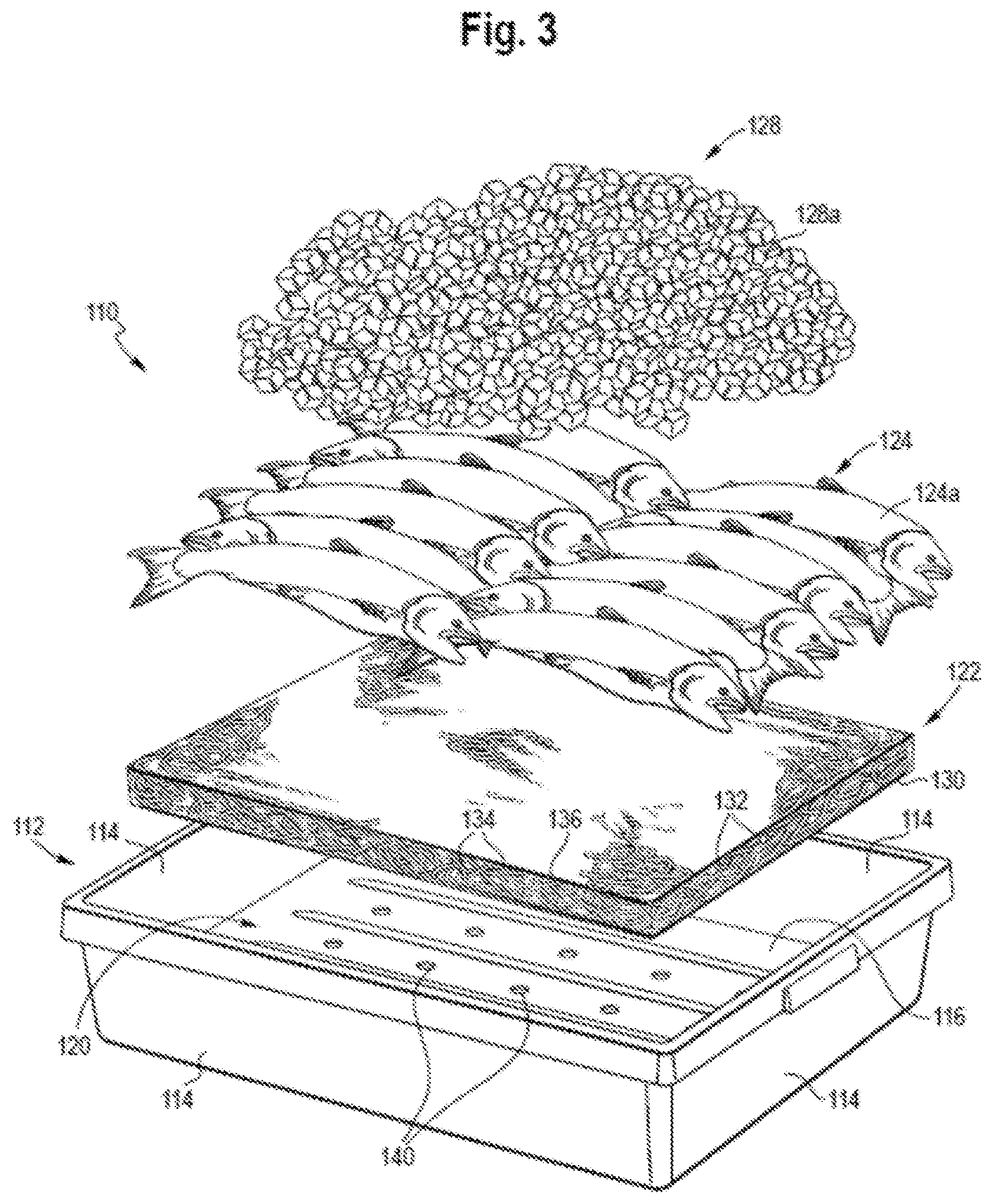
[0047] FIG. 3 is an exploded perspective view of a packaging article in accordance with another embodiment of the present disclosure.
[0048] FIG. 4 is a perspective view of the packaging article of FIG. 3.
[0049] FIG. 4A is a sectional view taken along line 4A-4A of FIG. 4.
[0050] FIG. 5 is a perspective view of a packaging article in accordance with another embodiment of the present disclosure.
[0051] FIG. 5A is a sectional view taken along line 5A-5A of FIG. 5.
DETAILED DESCRIPTION
[0052] The present disclosure provides a packaging article. In an embodiment, the packaging article includes (A) a rigid container having side walls and a bottom wall. The walls define a compartment. The packaging article also includes (B) a sheet of 3-dimensional random loop material (3DRLM) in the compartment.
A. Container
[0053] Referring to the drawings and initially to FIGS. 1-2, a packaging article is indicated generally by the reference numeral 10. The packaging article 10 includes a container 12. The container 12 includes sidewalls 14, a bottom wall 16 and an optional top wall 18. The sidewalls 14 extend between the bottom wall 16 and an optional top wall 18. Although FIG. 1 shows container 12 with four sidewalls 14, it is understood that the container can have from, three, or four, to five, or six, or seven, or eight, or more sidewalls.
[0054] The top wall 18 is optional. The container 12 can have an open top-void of a top wall. When the top wall is present, the top wall 18 may or may not be attached to one or more sidewalls.
[0055] In an embodiment, the top wall is present and the top wall is a discrete stand-alone component, that is placed on the sidewalls, forming a closed compartment (along with the bottom wall). Attachment between the stand-alone top wall may be by way of snap-fit, friction-fit, and combinations thereof.
[0056] In an embodiment, the top wall 18 is present and is hingedly attached to a sidewall 14, to provide a clamshell container as shown in FIGS. 1-2. A "clamshell container" is a rigid container with a top portion (top wall 18 wall) and a bottom portion (walls 14-16), the top portion heat formed to the bottom portion by way of a hinge 19. Clamshell containers are popular because they are inexpensive, versatile, provide excellent protection to food items such as produce, and present a pleasing consumer package. Clamshell containers are most often used with consumer packs of high value produce items like small fruit, berries, mushrooms, etc., or items that are easily damaged by crushing. Clamshells containers are used extensively with precut produce and prepared salads.
[0057] The walls 14-16 (an optionally top wall 18) form a compartment 20. The compartment 20 is accessible by removing the top wall 18 (when present) from the sidewalls 14.
[0058] The walls 14-18 are made of a rigid material. Nonlimiting examples of suitable material for the walls 14-18 include cardboard, corrugated cardboard, polymeric material, metal, wood, fiberglass, insulative material, and any combination thereof.
[0059] The container may comprise two or more embodiments disclosed herein.
B. Sheet of 3-Dimensional Random Loop Material
[0060] The packaging article 10 includes at least one sheet 22 of a 3-dimensional random loop material 30. As shown in FIG. 1A, a "3-dimensional random loop material" (or "3DRLM") is a mass or a structure of a multitude of loops 32 formed by allowing continuous fibers 34, to wind, permitting respective loops to come in contact with one another in a molten state and to be heat-bonded, or otherwise melt-bonded, at most of the contact points 36. Even when a great stress to cause significant deformation is given, the 3DRLM 30 absorbs the stress with the entire net structure composed of three-dimensional random loops melt-integrated, by deforming itself; and once the stress is lifted, elastic resilience of the polymer manifests itself to allow recovery to the original shape of the structure. When a net structure composed of continuous fibers made from a known non-elastic polymer is used as a cushioning material, plastic deformation is developed and the recovery cannot be achieved, thus resulting in poor heat-resisting durability. When the fibers are not melt-bonded at contact points, the shape cannot be retained and the structure does not integrally change its shape, with the result that a fatigue phenomenon occurs due to the concentration of stress, thus unbeneficially degrading durability and deformation resistance. In certain embodiments, melt-bonding is the state where all contact points are melt-bonded.
[0061] A nonlimiting method for producing 3DRLM 30 includes the steps of (a) heating a molten olefin-based polymer, at a temperature 10.degree. C.-140.degree. C. higher than the melting point of the polymer in a typical melt-extruder; (b) discharging the molten interpolymer to the downward direction from a nozzle with plural orifices to form loops by allowing the fibers to fall naturally (due to gravity). The polymer may be used in combination with a thermoplastic elastomer, thermoplastic non-elastic polymer or a combination thereof. The distance between the nozzle surface and take-off conveyors installed on a cooling unit for solidifying the fibers, melt viscosity of the polymer, diameter of orifice and the amount to be discharged are the elements which decide loop diameter and fineness of the fibers. Loops are formed by holding and allowing the delivered molten fibers to reside between a pair of take-off conveyors (belts, or rollers) set on a cooling unit (the distance therebetween being adjustable), bringing the loops thus formed into contact with one another by adjusting the distance between the orifices to this end such that the loops in contact are heat-bonded, or otherwise melt-bonded, as they form a three-dimensional random loop structure. Then, the continuous fibers, wherein contact points have been heat-bonded as the loops form a three-dimensional random loop structure, are continuously taken into a cooling unit for solidification to give a net structure. Thereafter, the structure is cut into a desired length and shape. The method is characterized in that the olefin-based polymer is melted and heated at a temperature 10.degree. C.-140.degree. C. higher than the melting point of the interpolymer and delivered to the downward direction in a molten state from a nozzle having plural orifices. When the polymer is discharged at a temperature less than 10.degree. C. higher than the melting point, the fiber delivered becomes cool and less fluidic to result in insufficient heat-bonding of the contact points of fibers.
[0062] Properties, such as, the loop diameter and fineness of the fibers constituting the cushioning net structure provided herein depend on the distance between the nozzle surface and the take-off conveyor installed on a cooling unit for solidifying the interpolymer, melt viscosity of the interpolymer, diameter of orifice and the amount of the interpolymer to be delivered therefrom. For example, a decreased amount of the interpolymer to be delivered and a lower melt viscosity upon delivery result in smaller fineness of the fibers and smaller average loop diameter of the random loop. On the contrary, a shortened distance between the nozzle surface and the take-off conveyor installed on the cooling unit for solidifying the interpolymer results in a slightly greater fineness of the fiber and a greater average loop diameter of the random loop. These conditions in combination afford the desirable fineness of the continuous fibers of from 100 denier to 100000 denier and an average diameter of the random loop of not more than 100 mm, or from 1 millimeter (mm), or 2 mm, or 10 mm to 25 mm, or 50 mm. By adjusting the distance to the aforementioned conveyor, the thickness of the structure can be controlled while the heat-bonded net structure is in a molten state and a structure having a desirable thickness and flat surface formed by the conveyors can be obtained. Too great a conveyor speed results in failure to heat-bond the contact points, since cooling proceeds before the heat-bonding. On the other hand, too slow a speed can cause higher density resulting from excessively long dwelling of the molten material. In some embodiments the distance to the conveyor and the conveyor speed should be selected such that the desired apparent density of 0.005-0.1 g/cc or 0.01-0.05 g/cc can be achieved.
[0063] In an embodiment, the 3DRLM 30 has, one, some, or all of the properties (i)-(iii) below:
[0064] (i) an apparent density from 0.016 g/cc, or 0.024 g/cc, or 0.032 g/cc, or 0.040 g/cc, or 0.050 g/cc, or 0.060 to 0.070, or 0.080, or 0.090, or 0.100, or 0.150; and/or
[0065] (ii) a fiber diameter from 0.1 mm, or 0.5 mm, or 0.7 mm, or 1.0 mm or 1.5 mm to 2.0 mm to 2.5 mm, or 3.0 mm; and/or
[0066] (iii) a thickness (machine direction) from 1.0 cm, 2.0 cm, or 3.0, cm, or 4.0 cm, or 5.0 cm, or 10 cm, or 20 cm, to 50 cm, or 75 cm, or 100 cm, or more. It is understood that the thickness of the 3DRLM 30 will vary based on the type of product to be packaged.
[0067] The 3DRLM 30 is formed into a three dimensional geometric shape to form a sheet (i.e., a prism). The 3DRLM 30 is an elastic material which can be compressed and stretched and return to its original geometric shape. An "elastic material," as used herein, is a rubber-like material that can be compressed and/or stretched and which expands/retracts very rapidly to approximately its original shape/length when the force exerting the compression and/or the stretching is released. The three dimensional random loop material 30 has a "neutral state" when no compressive force and no stretch force is imparted upon the 3DRLM 30. The three dimensional random loop material 30 has "a compressed state" when a compressive force is imparted upon the 3DRLM 30. The three dimensional random loop material 30 has "a stretched state" when a stretching force is imparted upon the 3DRLM 30.
[0068] The three dimensional random loop material 30 is composed of one or more olefin-based polymers. The olefin-based polymer can be one or more ethylene-based polymers, one or more propylene-based polymers, and blends thereof.
[0069] In an embodiment, the ethylene-based polymer is an ethylene/.alpha.-olefin polymer. Ethylene/.alpha.-olefin polymer may be a random ethylene/.alpha.-olefin polymer or an ethylene/.alpha.-olefin multi-block polymer. The .alpha.-olefin is a C.sub.3-C.sub.20 .alpha.-olefin, or a C.sub.4-C.sub.12 .alpha.-olefin, or a C.sub.4-C.sub.8 .alpha.-olefin. Nonlimiting examples of suitable .alpha.-olefin comonomer include propylene, butene, methyl-1-pentene, hexene, octene, decene, dodecene, tetradecene, hexadecene, octadecene, cyclohexyl-1-propene (allyl cyclohexane), vinyl cyclohexane, and combinations thereof.
[0070] In an embodiment, the ethylene-based polymer is a homogeneously branched random ethylene/.alpha.-olefin copolymer.
[0071] "Random copolymer" is a copolymer wherein the at least two different monomers are arranged in a non-uniform order. The term "random copolymer" specifically excludes block copolymers. The term "homogeneous ethylene polymer" as used to describe ethylene polymers is used in the conventional sense in accordance with the original disclosure by Elston in U.S. Pat. No. 3,645,992, the disclosure of which is incorporated herein by reference, to refer to an ethylene polymer in which the comonomer is randomly distributed within a given polymer molecule and wherein substantially all of the polymer molecules have substantially the same ethylene to comonomer molar ratio. As defined herein, both substantially linear ethylene polymers and homogeneously branched linear ethylene are homogeneous ethylene polymers.
[0072] The homogeneously branched random ethylene/.alpha.-olefin copolymer may be a random homogeneously branched linear ethylene/.alpha.-olefin copolymer or a random homogeneously branched substantially linear ethylene/.alpha.-olefin copolymer. The term "substantially linear ethylene/.alpha.-olefin copolymer" means that the polymer backbone is substituted with from 0.01 long chain branches/1000 carbons to 3 long chain branches/1000 carbons, or from 0.01 long chain branches/1000 carbons to 1 long chain branches/1000 carbons, or from 0.05 long chain branches/1000 carbons to 1 long chain branches/1000 carbons. In contrast, the term "linear ethylene/.alpha.-olefin copolymer" means that the polymer backbone has no long chain branching.
[0073] The homogeneously branched random ethylene/.alpha.-olefin copolymers may have the same ethylene/.alpha.-olefin comonomer ratio within all copolymer molecules. The homogeneity of the copolymers may be described by the SCBDI (Short Chain Branch Distribution Index) or CDBI (Composition Distribution Branch Index) and is defined as the weight percent of the polymer molecules having a comonomer content within 50 percent of the median total molar comonomer content. The CDBI of a polymer is readily calculated from data obtained from techniques known in the art, such as, for example, temperature rising elution fractionation (abbreviated herein as "TREF") as described in U.S. Pat. No. 4,798,081 (Hazlitt et al.), or in U.S. Pat. No. 5,089,321 (Chum et al.) the disclosures of all of which are incorporated herein by reference. The SCBDI or CDBI for the homogeneously branched random ethylene/.alpha.-olefin copolymers is preferably greater than about 30 percent, or greater than about 50 percent.
[0074] The homogeneously branched random ethylene/.alpha.-olefin copolymer may include at least one ethylene comonomer and at least one C.sub.3-C.sub.20 .alpha.-olefin, or at least one C.sub.4-C.sub.12 .alpha.-olefin comonomer. For example and not by way of limitation, the C.sub.3-C.sub.20 .alpha.-olefins may include but are not limited to propylene, isobutylene, 1-butene, 1-hexene, 4-methyl-1-pentene, 1-heptene, 1-octene, 1-nonene, and 1-decene, or, in some embodiments, 1-butene, 1-hexene, 4-methyl-1-pentene and 1-octene.
[0075] The homogeneously branched random ethylene/.alpha.-olefin copolymer may have one, some, or all of the following properties (i)-(iii) below:
[0076] (i) a melt index (1.sub.2) from 1 g/10 min, or 5 g/10 min, or 10 g/10 min, or 20 g/10 min to 30 g/10 min, or 40 g/10 min, or 50 g/10 min, and/or
[0077] (ii) a density from 0.075 g/cc, or 0.880 g/cc, or 0.890 g/cc to 0.90 g/cc, or 0.91 g/cc, or 0.920 g/cc, or 0.925 g/cc; and/or
[0078] (iii) a molecular weight distribution (Mw/Mn) from 2.0, or 2.5, or 3.0 to 3.5, or 4.0.
[0079] In an embodiment, the ethylene-based polymer is a heterogeneously branched random ethylene/.alpha.-olefin copolymer.
[0080] The heterogeneously branched random ethylene/.alpha.-olefin copolymers differ from the homogeneously branched random ethylene/.alpha.-olefin copolymers primarily in their branching distribution. For example, heterogeneously branched random ethylene/.alpha.-olefin copolymers have a distribution of branching, including a highly branched portion (similar to a very low density polyethylene), a medium branched portion (similar to a medium branched polyethylene) and an essentially linear portion (similar to linear homopolymer polyethylene).
[0081] Like the homogeneously branched random ethylene/.alpha.-olefin copolymer, the heterogeneously branched random ethylene/.alpha.-olefin copolymer may include at least one ethylene comonomer and at least one C.sub.3-C.sub.20 .alpha.-olefin comonomer, or at least one C.sub.4-C.sub.12 .alpha.-olefin comonomer. For example and not by way of limitation, the C.sub.3-C.sub.20 .alpha.-olefins may include but are not limited to, propylene, isobutylene, 1-butene, 1-hexene, 4-methyl-1-pentene, 1-heptene, 1-octene, 1-nonene, and 1-decene, or, in some embodiments, 1-butene, 1-hexene, 4-methyl-1-pentene and 1-octene. In one embodiment, the heterogeneously branched ethylene/.alpha.-olefin copolymer may comprise greater than about 50% by wt ethylene comonomer, or greater than about 60% by wt., or greater than about 70% by wt. Similarly, the heterogeneously branched ethylene/.alpha.-olefin copolymer may comprise less than about 50% by wt .alpha.-olefin monomer, or less than about 40% by wt., or less than about 30% by wt.
[0082] The heterogeneously branched random ethylene/.alpha.-olefin copolymer may have one, some, or all of the following properties (i)-(iii) below:
[0083] (i) a density from 0.900 g/cc, or 0.0910 g/cc, or 0.920 g/cc to 0.930 g/cc, or 0.094 g/cc;
[0084] (ii) a melt index (I.sub.2) from 1 g/10 min, or 5 g/10 min, or 10 g/10 min, or 20 g/10 min to 30 g/10 min, or 40 g/10 min, or 50 g/10 min; and/or
[0085] (iii) an Mw/Mn from 3.0, or 3.5 to 4.0, or 4.5.
[0086] In an embodiment, the 3DRLM 30 is composed of a blend of a homogeneously branched random ethylene/.alpha.-olefin copolymer and a heterogeneously branched ethylene/.alpha.-olefin copolymer, the blend having one, some, or all of the properties (i)-(v) below:
[0087] (i) a Mw/Mn from 2.5, or 3.0 to 3.5, or 4.0, or 4.5;
[0088] (ii) a melt index (I.sub.2) from 3.0 g/10 min, or 4.0 g/10 min, or 5.0 g/10 min, or 10 g/10 min to 15 g/10 min, or 20 g/10 min, or 25 g/10 min;
[0089] (iii) a density from 0.895 g/cc, or 0.900 g/cc, or 0.910 g/cc, or 0.915 g/cc to 0.920 g/cc, or 0.925 g/cc; and or
[0090] (iv) an I.sub.10/I.sub.2 ratio from 5 g/10 min, or 7 g/10 min to 10 g/10 min, or 15 g/10 min; and/or
[0091] (v) a percent crystallinity from 25%, or 30%, or 35%, or 40% to 45%, or 50%, or 55%.
[0092] According to Crystallization Elution Fractionation (CEF), the ethylene/.alpha.-olefin copolymer blend may have a weight fraction in a temperature zone from 90.degree. C. to 115.degree. C. or about 5% to about 15% by wt., or about 6% to about 12%, or about 8% to about 12%, or greater than about 8%, or greater than about 9%. Additionally, as detailed below, the copolymer blend may have a Comonomer Distribution Constant (CDC) of at least about 100, or at least about 110.
[0093] The present ethylene/.alpha.-olefin copolymer blend may have at least two, or three melting peaks when measured using Differential Scanning Calorimetry (DSC) below a temperature of 130.degree. C. In one or more embodiments, the ethylene/.alpha.-olefin copolymer blend may include a highest temperature melting peak of at least 115.degree. C., or at least 120.degree. C., or from about 120.degree. C. to about 125.degree. C., or from about from 122 to about 124.degree. C. Without being bound by theory, the heterogeneously branched ethylene/.alpha.-olefin copolymer is characterized by two melting peaks, and the homogeneously branched ethylene/.alpha.-olefin copolymer is characterized by one melting peak, thus making up the three melting peaks.
[0094] Additionally, the ethylene/.alpha.-olefin copolymer blend may comprise from about 10 to about 90% by weight, or about 30 to about 70% by weight, or about 40 to about 60% by weight of the homogeneously branched ethylene/.alpha.-olefin copolymer. Similarly, the ethylene/.alpha.-olefin copolymer blend may comprise from about 10 to about 90% by weight, about 30 to about 70% by weight, or about 40 to about 60% by weight of the heterogeneously branched ethylene/.alpha.-olefin copolymer. In a specific embodiment, the ethylene/.alpha.-olefin copolymer blend may comprise from about 50% to about 60% by weight of the homogeneously branched ethylene/.alpha.-olefin copolymer, and 40% to about 50% of the heterogeneously branched ethylene/.alpha.-olefin copolymer.
[0095] Moreover, the strength of the ethylene/.alpha.-olefin copolymer blend may be characterized by one or more of the following metrics. One such metric is elastic recovery. Here, the ethylene/.alpha.-olefin copolymer blend has an elastic recovery, Re, in percent at 100 percent strain at 1 cycle of between 50-80%. Additional details regarding elastic recovery are provided in U.S. Pat. No. 7,803,728, which is incorporated by reference herein in its entirety.
[0096] The ethylene/.alpha.-olefin copolymer blend may also be characterized by its storage modulus. In some embodiments, the ethylene/.alpha.-olefin copolymer blend may have a ratio of storage modulus at 25.degree. C., G' (25.degree. C.) to storage modulus at 100.degree. C., G' (100.degree. C.) of about 20 to about 60, or from about 20 to about 50, or about 30 to about 50, or about 30 to about 40.
[0097] Moreover, the ethylene/.alpha.-olefin copolymer blend may also be characterized by a bending stiffness of at least about 1.15 Nmm at 6 s, or at least about 1.20 Nmm at 6 s, or at least about 1.25 Nmm at 6 s, or at least about 1.35 Nmm at 6 s. Without being bound by theory, it is believed that these stiffness values demonstrate how the ethylene/.alpha.-olefin copolymer blend will provide cushioning support when incorporated into 3DRLM fibers bonded to form a cushioning net structure.
[0098] In an embodiment, the ethylene-based polymer is an ethylene/.alpha.-olefin interpolymer composition having one, some, or all of the following properties (i)-(v) below:
[0099] (i) a highest DSC temperature melting peak from 90.0.degree. C. to 115.0.degree. C.; and/or
[0100] (ii) a zero shear viscosity ratio (ZSVR) from 1.40 to 2.10; and/or
[0101] (iii) a density in the range of from 0.860 to 0.925 g/cc; and/or
[0102] (iv) a melt index (I.sub.2) from 1 g/10 min to 25 g/10 min; and/or
[0103] (v) a molecular weight distribution (Mw/Mn) in the range of from 2.0 to 4.5.
[0104] In an embodiment, the ethylene-based polymer contains a functionalized commoner such as an ester. The functionalized comonomer can be an acetate comonomer or an acrylate comonomer. Nonlimiting examples of suitable ethylene-based polymer with functionalized comonomer include ethylene vinyl acetate (EVA), ethylene methyl acrylate EMA, ethylene ethyl acrylate (EEA), and any combination thereof.
[0105] In an embodiment, the olefin-based polymer is a propylene-based polymer. The propylene-based polymer can be a propylene homopolymer or a propylene/.alpha.-olefin polymer. The .alpha.-olefin is a C.sub.2 .alpha.-olefin (ethylene) or a C.sub.4-C.sub.12 .alpha.-olefin, or a C.sub.4-C.sub.8 .alpha.-olefin. Nonlimiting examples of suitable .alpha.-olefin comonomer include ethylene, butene, methyl-1-pentene, hexene, octene, decene, dodecene, tetradecene, hexadecene, octadecene, cyclohexyl-1-propene (allyl cyclohexane), vinyl cyclohexane, and combinations thereof.
[0106] In an embodiment, the propylene interpolymer includes from 82 wt % to 99 wt % units derived from propylene and from 18 wt % to 1 wt % units derived from ethylene, having one, some, or all of the properties (i)-(vi) below:
[0107] (i) a density of from 0.840 g/cc, or 0.850 g/cc to 0.900 g/cc; and/or
[0108] (ii) a highest DSC melting peak temperature from 50.0.degree. C. to 120.0.degree. C.; and/or
[0109] (iii) a melt flow rate (MFR) from 1 g/10 min, or 2 g/10 min to 50 g/10 min, or 100 g/10 min; and/or
[0110] (iv) a Mw/Mn of less than 4; and/or
[0111] (v) a percent crystallinity in the range of from 0.5% to 45%; and/or
[0112] (vi) a DSC crystallization onset temperature, Tc-Onset, of less than 85.degree. C.
[0113] In an embodiment, the olefin-based polymer used in the manufacture of the 3DRLM 30 contains one or more optional additives. Nonlimiting examples of suitable additives include stabilizer, antimicrobial agent, antifungal agent, antioxidant, processing aid, ultraviolet (UV) stabilizer, slip additive, antiblocking agent, color pigment or dyes, antistatic agent, filler, flame retardant, and any combination thereof.
[0114] Returning to FIGS. 1-2, the packaging article 10 includes a sheet 22 made of 3DRLM 30 (hereafter "sheet 22"). The sheet 22 can move to/from a compressed state, to/from a neutral state, and to/from a stretched state. The composition, and/or the size, and/or the shape of the sheet 22 can be tailored to accommodate the size and shape of the compartment 20.
[0115] In an embodiment, the sheet 22 extends between and contacts at least two opposing sidewalls 14 of the container 12. In a further embodiment, the sheet 22 extends between and contacts four sidewalls 14. Although FIGS. 1-2 show a single sheet 22, it is understood two, three, four or more sheets can be placed within the compartment 20. In addition to lining the bottom wall 16, one or more additional sheets may line one, some, or all of the sidewalls, 14, for example. Alternatively, a single sheet may be configured to line each wall--sidewalls 14 and bottom wall 16.
[0116] In an embodiment, sheet 22 is sized and shaped to friction fit against the four sidewalls 14 and is also sized to line the bottom wall 16. In a further embodiment, sheet 22 is removable from the container 10. Sheet 22 is thereby reusable and/or recyclable.
C. Food Item
[0117] The packaging article 10 includes a food item 24 as shown in FIGS. 1-2. The food item 24 can be a meat item, a poultry item, a fish item, a shellfish item, a vegetable item, a fruit item, a berry item, derivative thereofs (such as slices and/or portions of the food item), and combinations thereof. Nonlimiting examples of suitable meat items include beef, pork, lamb, and goat. Nonlimiting examples of suitable poultry items include chicken, turkey, and duck. Nonlimiting examples of suitable fish items include tuna, salmon, pollock, catfish, swordfish, tilapia, and cod. Nonlimiting examples of suitable shellfish items include shrimp, crab, lobster, clams, mussels, oysters, and scallops. Nonlimiting examples of suitable fruit items include cherries, kiwi, peppers and tomatoes. Nonlimiting examples of suitable vegetable items include celery, lettuce, cauliflower, broccoli, carrots, and eggplant.
[0118] Nonlimiting examples of suitable berry items include acai berry, amalika, baneberry, barbados cherry, barberry, bearberry, bilberry, bittersweet berry, blackberry, blueberry, black mulberry, boysenberry, buffalo berry, bunchberry, chokeberry, chokecherry, cloudberry, cowberry, cranberry, currant, dewberry, elderberry, farkleberry, goji berry, gooseberry, grape, holly berry, huckleberry, Indian plum, ivy berry, juneberry, juniper berry, lingonberry, logan berry, mulberry, nannyberry, persimmon, pokeberry, raspberry, salmonberry, strawberry, sugarberry, tayberry, thimbleberry, wineberry, wintergreen, an youngberry.
[0119] The food item 24 has a liquid 26 that accumulates on and/or flows from the food item 24 over time during storage, as shown in FIG. 2A. The liquid 26 emanates from the food item 24 and thereby includes components of the food item. Nonlimiting examples of components of the liquid 26 include water, microorganisms, proteins, fats, blood, small particles of the food item (water soluble particles and/or water insoluble particles), juice from the food item, and combinations thereof.
[0120] The liquid 26 may manifest as a result of injury to one or more individual pieces of the food item during handling and/or storage, the injury triggering liquid drainage that emanates from the food item. Alternatively, the food item may naturally generate excess liquid over time during storage as is common with fresh cut meat, raw meat, fresh fish, or chicken, for example. Regardless of the origin of the liquid 26, it is known that prolonged contact between the food item 24 and the liquid 26 is detrimental to the freshness, consumption, and viability of the food item 24. Over time, microorganism growth in liquid 26 can degrade the food item 24. In sum, contact between the food item 24 and the liquid 26 increases the risk of spoilage to the bulk food item in the container 12.
[0121] FIGS. 1-2 show the food item as a raspberry 24a. During processing, handling, and/or storage, one or more individual raspberries may be injured, causing liquid, in this case raspberry juice 26a, to drain from the raspberry 24a. The open loop structure of the 3DRLM 30 enables the liquid 26a to drain through the sheet 22 and away from food item 24a. In this way, the sheet separates the food item 24a from the liquid 26a thereby advantageously increasing shelf life of the food item (the raspberries 24a), reducing spoilage of the food item, and protecting the food item from the liquid 26a.
[0122] FIG. 2A shows the liquid 26, as raspberry juice 26a, flowing through the 3DRLM 30. After flowing from the raspberries 24a, and through the 3DRLM 30, the raspberry juice 26a accumulates on the bottom wall 16. The sheet 22 (vis-a-vis the open loop structure of the 3DRLM 30) enables drainage of the raspberry juice 26a from the raspberries 24a and concomitantly the sheet 22 separates the raspberries 24a from the raspberry juice 26a accumulated on the bottom wall 16. The present packaging article provides the following synergistic advantages: (1) drainage of liquid 26 away from the food item 24, (2) separation between the food item and the liquid, and (3) prevention of contact between the food item and the accumulated liquid on the bottom wall. In this way, the sheet 22 separates the food item 24 from the liquid 26 thereby advantageously increasing shelf life, reducing spoilage, and protecting the food item 24 from the liquid 26.
[0123] The sheet 22 may include an optional a coating or a film layer containing an antimicrobial material that kills microorganisms or inhibits microbial growth.
[0124] In an embodiment the thickness of the sheet 22 is configured so that all, or substantially all, of the liquid 26 drained from the food item 24 during storage remains away from, and out of contact with, the food item 24. The sheet 22 separates the food item 24 from the liquid 26 on the bottom wall 16.
[0125] The container 10 may or may not include ports for draining the liquid from the compartment 20. In an embodiment, the container 10 includes ports 40 for draining, or otherwise removing, the accumulated liquid from the bottom wall 16.
D. Cold source
[0126] The present disclosure provides another packaging article as shown in FIGS. 3-5A. In an embodiment, a packaging article 110 is provided, the packaging article 110 including a container 112 having sidewalls 114 and a bottom wall 116. The walls 114-116 define a compartment 120. The container 112 may include an optional top wall (not shown). The packaging article includes a sheet 122 of 3DRLM 130 located in the compartment 120.
[0127] In an embodiment, the container 112 is an insulated container. An "insulated container," as used herein is a container that that prevents, or reduces, the passage of heat. Nonlimiting examples of an insulated container include a vacuum flask (Thermos.TM. bottle), a container with a thermal blanket or a thermal liner, a molded expanded polystyrene (EPS) container, a molded polyurethane foam container, a molded polyethylene foam container, a container with a liner of reflective material (metallized film), a container with a liner of bubble wrap, and any combination thereof.
[0128] In an embodiment, the sheet 122 extends between and contacts at least two opposing sidewalls 114 of the container 112 as disclosed above. In a further embodiment, the sheet 122 extends between and contacts four sidewalls 114 as disclosed above. Sheet 122 may be sized and shaped to friction fit against the four sidewalls 114 and also sized to line the bottom wall 116 as disclosed above. Sheet 122 is removable from container 112 and is thereby reusable and/or recyclable.
[0129] A food item 124 is present in the compartment 120.
[0130] The packaging article 110 includes a cold source 128. A "cold source," as used herein, is an object that produces, or radiates, cold. Nonlimiting examples of a suitable cold source include a wet ice pack, ice, a bottle of ice, a dry ice (frozen CO.sub.2) pack, a refrigerant pack (typically water and ammonium nitrate, and including a frozen gel pack), and any combination thereof.
[0131] The food item 124 contacts a surface of the sheet 122 and/or contacts the cold source 128. The cold source 128 is placed adjacent to, and/or on top of the food item 124. Alternatively, the cold source 128 is placed between the sheet 122 and the food item 124.
[0132] In an embodiment, the food item is fresh fish 124a and the cold source is ice 128a, as shown in FIGS. 3-5A. The fresh fish 124a contacts a surface of the sheet 122. Alternatively, the ice 128a is placed on the sheet 122, with the fresh fish 124a placed on the ice 128a. The ice 128a lies below, adjacent to, and on top of the fresh fish 124a. As the ice 128a melts, the fresh fish 124a eventually contacts the sheet 122.
[0133] As the ice 128a melts, liquid 126a is formed. The liquid 126a includes water, particles of the fish, microbes, and other organisms from the fish, and any combination thereof. The liquid 126a drains through the sheet 122 by way of the open loop structure of the 3DRLM 130, as shown in FIG. 4A. The sheet 122 separates the fresh fish 124a from the liquid 126a (melted ice or water) that accumulates on the bottom wall 116. In an embodiment, the sheet 122 is sized and shaped to have sufficient height to separate the fresh fish 124a from the accumulated liquid 126a when all the ice 128a is melted. In other words, when all the ice 128a is melted, the sheet 122 is thick enough to prevent contact between the fresh fish 124a (resting on the top surface of the sheet 122) and the liquid 126a that is accumulated on the bottom wall 116.
[0134] In an embodiment, the container 112 includes ports 140 for draining the accumulated liquid 126a from the container 112 as shown in FIG. 4A.
[0135] In an embodiment, the packaging article 110 includes two containers-container 112 and container 212. Container 212 is the same as, or substantially the same as, container 112. Container 212 has sidewalls 214 and bottom wall 216 the same as, or similar to, the respective walls 114, 116 of container 112. Containers 112, 212 are stackable with container 212 placed upon the container 112. Container 212 matingly fits on container 112, as shown in FIGS. 5, 5A.
[0136] The container 212 contains a sheet 222 of 3DRLM 230, and a second batch of the food item, in this case, a second batch of fresh fish 224a. It is understood that the second batch of the food item may be the same or different food item as the original food item. The container also contains a cold source, ice 228a.
[0137] In an embodiment, a third sheet of 3DRLM (not shown) is placed between the top of container 112 and the bottom of container 212. The third sheet provides support and stability to the container 212 as the ice 128 in the container 112 melts.
[0138] In an embodiment, the container 212 includes ports 240 which enable the liquid 226a to drain from the container 212. The liquid 226a drains into the container 112 and continues to drain through the sheet 122 and eventually to the bottom wall 116 of the container 112. The ports 140 enable the liquid 226a (from container 212) and the liquid 126a to drain from the container 112.
[0139] The packaging article 110 is scalable with the provision of one, two, three or more containers, each container having a respective sheet of 3DRLM, respective food item, and optional cold source. The present packaging article 110 provides the synergistic advantages: (1) drainage of liquid away from the food item 24 (located in multiple containers), (2) separation between the food item and the liquid, and (3) prevention of contact between the food item and the accumulated liquid on the bottom wall.
[0140] It is specifically intended that the present disclosure not be limited to the embodiments and illustrations contained herein, but include modified forms of those embodiments including portions of the embodiments and combinations of elements of different embodiments as come with the scope of the following claims.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.