Air Spinning Method For The Production Of Large Yarns With Count Lower Than Ne20 And Relative Yarn
D'AGNOLO; Fabio ; et al.
U.S. patent application number 16/699342 was filed with the patent office on 2020-06-04 for air spinning method for the production of large yarns with count lower than ne20 and relative yarn. The applicant listed for this patent is SAVIO MACCHINE TESSILI S.p.A.. Invention is credited to Fabio D'AGNOLO, Luca DEOTTO.
| Application Number | 20200173062 16/699342 |
| Document ID | / |
| Family ID | 65767192 |
| Filed Date | 2020-06-04 |


| United States Patent Application | 20200173062 |
| Kind Code | A1 |
| D'AGNOLO; Fabio ; et al. | June 4, 2020 |
AIR SPINNING METHOD FOR THE PRODUCTION OF LARGE YARNS WITH COUNT LOWER THAN NE20 AND RELATIVE YARN
Abstract
An air spinning method comprising the steps of: preparing at least one web of textile fibers (N1), to be fed by at least one introducer element (24) upstream of an air spinning device (28), drawing said at least one web (N1) with at least one drawing device (32), feeding said web (N1), previously drawn, in a spinning chamber (36) of the air spinning device (28), spinning the fibers (12) inside the spinning chamber (36) by means of compressed air jets, so as to: obtaining a yarn (4) comprising internal fibers (20) surrounded by external fibers (16), wherein the yarn (4) has an overall thread count lower than Ne20 and wherein the total number of internal (20) and external (16) fibers is less than 200.
| Inventors: | D'AGNOLO; Fabio; (PORDENONE, IT) ; DEOTTO; Luca; (PORDENONE, IT) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 65767192 | ||||||||||
| Appl. No.: | 16/699342 | ||||||||||
| Filed: | November 29, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D01H 1/11 20130101; D02G 1/168 20130101; D02G 3/00 20130101; D02G 3/36 20130101 |
| International Class: | D02G 1/16 20060101 D02G001/16; D02G 3/36 20060101 D02G003/36 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Dec 3, 2018 | IT | 102018000010751 |
Claims
1. Air spinning method comprising the steps of: preparing at least one web of textile fibres, to be fed by at least one introducer element upstream of an air spinning device, drawing said at least one web with at least one drawing device, feeding said web, previously drawn, in a spinning chamber of the air spinning device, spinning the fibres inside the spinning chamber by means of compressed air jets, so as to: obtain a yarn comprising internal fibres surrounded by external fibres, wherein the yarn has an overall thread count not exceeding Ne20 and wherein the total number of internal and external fibres is less than 200.
2. An air spinning method according to claim 1, wherein said overall thread count is greater than or equal to Ne10.
3. An air spinning method according to claim 1, wherein the method comprises the step of increasing the average cross-section or diameter of the fibres of the yarn gradually as the yarn count of the yarn to be produced decreases, so as to maintain the total number of internal and external fibres below 200.
4. An air spinning method according to claim 2, wherein the method comprises the step of increasing the average cross-section or diameter of the fibres of the yarn gradually as the yarn count of the yarn to be produced decreases, so as to maintain the total number of internal and external fibres below 200.
5. Air spinning method according to claim 1, wherein the method comprises the steps of preparing two textile fibre webs, to be fed by at least one corresponding introducer element upstream of the air spinning device, drawing each of said webs with at least one drawing device, joining said webs inside the spinning chamber and spinning the fibres so as to obtain a yarn with a total thread count of less than Ne20 and wherein the total number of internal and external fibres is less than 200.
6. Air spinning method according to claim 2, wherein the method comprises the steps of preparing two textile fibre webs, to be fed by at least one corresponding introducer element upstream of the air spinning device, drawing each of said webs with at least one drawing device, joining said webs inside the spinning chamber and spinning the fibres so as to obtain a yarn with a total thread count of less than Ne20 and wherein the total number of internal and external fibres is less than 200.
7. Air spinning method according to claim 3, wherein the method comprises the steps of preparing two textile fibre webs, to be fed by at least one corresponding introducer element upstream of the air spinning device, drawing each of said webs with at least one drawing device, joining said webs inside the spinning chamber and spinning the fibres so as to obtain a yarn with a total thread count of less than Ne20 and wherein the total number of internal and external fibres is less than 200.
8. Air spinning method according to claim 1, wherein the working pressures, i.e. of the compressed air jets inside the spinning chamber, are between 0.45 and 0.6 MPa.
9. Air spinning method according to claim 1, wherein the working speeds of the compressed air in output from relative nozzles, inside the spinning chamber, are between 400 m/min and 500 m/min.
10. The yarn obtained by means of a spinning method according to claim 1.
11. The yarn according to claim 7, wherein said yarn has an overall thread count of less than Ne20 and wherein the total number of inner and outer fibres of the yarn is less than 200.
12. The yarn according to claim 7, wherein said overall thread count is greater than or equal to Ne10.
13. The yarn according to claim 8, wherein said overall thread count is greater than or equal to Ne10.
Description
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] The present invention claims priority to Italian Patent Application No. 102018000010751 filed on Dec. 3, 2018.
FIELD OF APPLICATION
[0002] The present invention relates to an air spinning method for the production of yarns with a count lower than or equal to Ne20 and greater than or equal to Ne10, and a relative yarn obtained with said method.
PRIOR ART
[0003] In particular, the air spinning of yarns having lower counts than Ne20 is complicated since the tenacity and regularity of the yarn tend to decrease drastically when making yarns with such low counts.
[0004] The yarns that are normally processed on air-spinning machines are PES, Viscose (and its modal, tencel variants, etc.), cotton and the various compounds.
[0005] The prior art of the production of such yarns involves the use of high quality fiber webs, that is with an average length of 38 mm and fiber diameter between 1.3 and 1.5 dtex for artificial fibers and, in the case of cotton, with micronair lower than 4.2.
[0006] An empirical formula defines the following link: micronair=2,824 deniers=2,824*1,111 dtex; so it follows that: dtex=micronair/3,135.
[0007] The commonly accepted idea in the art is that in air spinning machines it is necessary to have many fibers, indeed, as many fibers as possible to obtain yarn with high strength and elasticity.
[0008] The formula that calculates the number of fibers per section is given as follows:
Number_fibers_section=5917/(Yarn_Count (Ne)*fibre count (dtex))=15030/(Yarn_Count (Ne)*micronair(.mu.).
[0009] Clearly the first formula can be used in the case of artificial fibers, the second for cotton.
[0010] There are even formulas of the American Ministry of Agriculture which provide the maximum tenacity that can be reached in spinning as a function, among the various parameters, of the number of fibers that contribute to the formation of the yarn.
[0011] This formula of the American FDA, valid for ring cotton carded yarns is the following:
cN/tex)=(1/count (Ne))*(19-52*Count (Ne)+6618*Fiber_length (Inches)-236*micronair(.mu.)+51*Fiber_resistance (g/tex). Expected_Yarn_Resistance
[0012] From the above formula, considering that lower micronair values mean longer and more resistant fibers, it is evident that greater resistances are obtained with lower micronairs.
[0013] Therefore, summarizing, the idea of increasing the number of fibers in yarns in order to improve the strength and elasticity of the yarn produced is known and consolidated in the art.
[0014] Thus the idea of making yarns with a high count, with a high number of fibers, in which said fibers are relatively thin, to increase their mechanical strength, is consolidated in the art.
[0015] It has instead been verified that this solution, in the case of applications with air spinning, does not always give the optimum compromise between strength and quality of the yarn thus obtained.
DISCLOSURE OF THE INVENTION
[0016] The need to solve the drawbacks and limitations mentioned with reference to the prior art is therefore felt.
[0017] Such a need is met by an air spinning method according to claim 1 and by a yarn obtained by the air spinning according to claim 4.
DESCRIPTION OF THE DRAWINGS
[0018] Further features and advantages of the present invention will appear more clearly from the following description of preferred non-limiting embodiments thereof, in which:
[0019] FIG. 1 shows a schematic view of an air spinning device for implementing a spinning method according to an embodiment of the present invention;
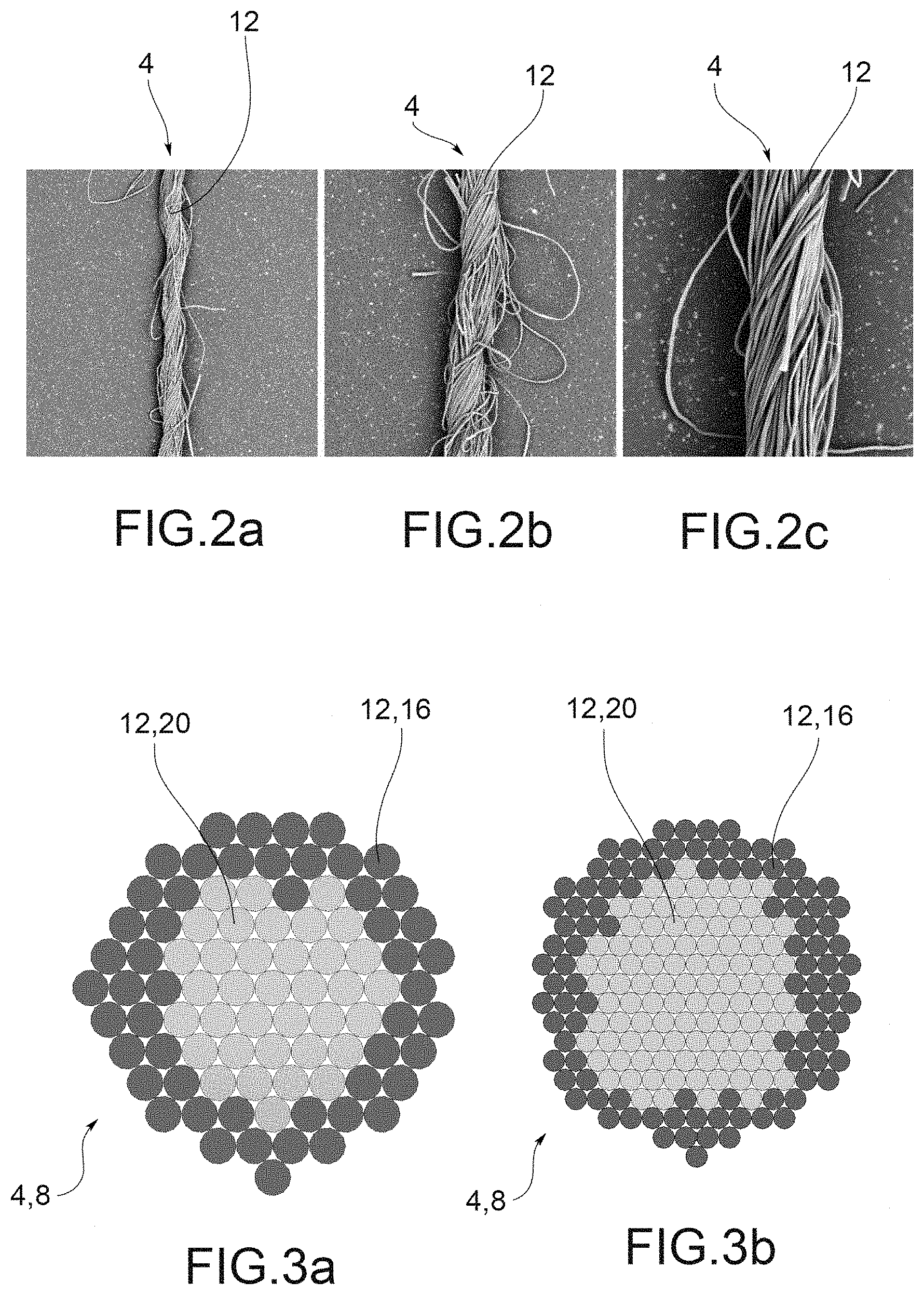
[0020] FIGS. 2a, 2b, 2c show a view, with increasing magnifications, of a yarn made with air spinning, of the prior art;
[0021] FIGS. 3a-3b show schematic sectional views of two yarns obtained according to the method of the present invention and according to the teachings of the prior art, respectively.
[0022] Elements or parts of elements in common to the embodiments described below are referred to with the same reference numerals.
DETAILED DESCRIPTION
[0023] With reference to the aforesaid figures, reference numeral 4 indicates a yarn, in particular obtained by means of an air spinning, preferably with multiple feeding.
[0024] The present invention finds application in particular in the use on man-made/synthetic fibers and possibly fibers mixed with cotton, but not 100% cotton.
[0025] The yarn 4 comprises a plurality of threads 8 each comprising a plurality of fibers 12.
[0026] By analyzing the threads 8 in section, a plurality of fibers 12 can be seen which can be divided into external fibers 16 and internal fibers 20.
[0027] The internal fibers 20 are those which constitute the core of the thread 8 in turn surrounded by the external fibers 16.
[0028] Advantageously, the present invention provides to obtain yarns 4 with an overall number of fibers 12 lower than a maximum value, preferably equal to 200.
[0029] Advantageously, it has been found that it is useful to use thicker fibers as the yarn count decreases, so as to keep the total number of fibers 12 ideally below the aforementioned maximum value, preferably equal to 200.
[0030] The optimum is to have a number of fibers 12 sufficient to give substance to the thread 8 but not too high to worsen its technical features.
[0031] All this is due to the fact that, in air spinning, there is no real twist as in traditional ring spinning: rather, in air spinning, bundles of fibers are obtained that are wound more or less regularly around a core of "neutral" central fibers, that is, substantially not twisted.
[0032] Therefore in the air spinning it has been verified that the external fibers 16 are twisted, while the internal fibers 20 are neutral as can easily be seen in FIGS. 2a, 2b and 2c.
[0033] Typically, in the solutions of the prior art, a yarn Pes 100% of count Ne20, produced with air spinning machines, has a fiber length of 38 mm and a section of 1.3 dtex and contains about 227 fibers.
[0034] A yarn Ne16 of the prior art, with the same raw material, would contain 285 fibers.
[0035] The solution of the present invention provides instead to maintain the fibers 12 under 200 units (maximum value) and the reason is shown in FIGS. 3a, 3b.
[0036] In fact, in air spinning only the outermost fibers 16 are involved in the "twisting" while the central or internal ones 20 remain substantially neutral. This means that the ratio between external fibers 16 and internal fibers 20 must remain high, in order to have a yarn with adequate mechanical features.
[0037] Regardless of the count being worked, it can be said that the number of external fibers that are involved in the twisting always remains the same, which is why the more fibers are in the section, the more unfavorable, that is, low, the ratio between external fibers (twisted) and internal fibers (not twisted).
[0038] In the accompanying figures (3a, 3b), a yarn with a count Ne20 is ideally represented, made with 1.5 dtex fibers (FIG. 3a) and 1.0 dtex fibers (FIG. 3b). It is clearly seen that in the first case (FIG. 3a), having fibers of an average greater diameter, the number of external fibers 16 or twisted, which are wound, with respect to the internal ones 20 which remain neutral, is much higher than in the second case (FIG. 3b), where the individual fibers 12 (whether they are external fibers 16 or internal fibers 20) have a lower average diameter.
[0039] The present invention (FIG. 3a), as the counts decrease, provides to increase the section of the fibers 12 used and therefore reduce the total number thereof, to a maximum value preferably equal to 200.
[0040] This section increase becomes extremely useful in synthetic fibers where the value of the elongation at break increases with the increase in the section of the fibers, with obvious benefits in the final yarn: more resistance and more elasticity mean greater quality and workability of the same yarn.
[0041] The air spinning method provides the steps of preparing at least one web of textile fibers N1, to be fed by at least one introducer element 24 upstream of an air spinning device 28.
[0042] The web N1 is previously drawn with at least one drawing device 32, and then, after drawing, said web N1 is fed into a spinning chamber 36 of an air spinning device 40.
[0043] Inside the spinning chamber 36 the fibers 12 are spun by means of jets of compressed air, so as to obtain a yarn F comprising internal fibers 20 surrounded by external fibers 16, in which the yarn has an overall count lower than or equal to Ne20 and greater than or equal to Ne10, and in which the total number of internal and external fibers is less than 200.
[0044] In particular, the working pressures, i.e. the jets of compressed air inside the spinning chamber 36, are preferably between 0.45 and 0.6 MPa, i.e. between 4.5 and 6 bar.
[0045] The working speeds of the compressed air leaving the relative nozzles are comprised between 400 m/min and 500 m/min.
[0046] Obviously, it is possible to feed two or more webs N1, N2, with respective introducer elements 24, into the air spinning device 28: these webs are joined together inside the spinning chamber 36.
[0047] As can be seen from the above description, the air-jet spinning method according to the invention allows the drawbacks of the prior art to be overcome.
[0048] In particular, the present invention allows obtaining, by means of air spinning, yarns with a count lower than or equal to Ne20 and greater than or equal to Ne10. These yarns have features of resistance and elasticity which are superior to the solutions obtainable with the methods of the prior art.
[0049] In fact, as seen, as the counts decrease, it is provided to increase the section of the fibers used and therefore reduce the total number thereof, to a maximum value preferably equal to 200.
[0050] In this way, increasing the average diameter of the fibers, the number of external fibers, twisted, which are wound, with respect to the internal ones which remain neutral, is much higher: this aspect determines the improvement of the mechanical features of the yarn obtained.
[0051] Moreover, as seen, the section increase becomes extremely useful in synthetic fibers where the value of the elongation at break increases with the increase in the section of the fibers: therefore more resistance and more elasticity are obtained and, consequently, even greater quality and workability of the same yarn.
[0052] Substantially, the present invention goes against the known and consolidated idea in the art of increasing the number of fibers in yarns in order to improve the strength and elasticity of the yarn produced. The present invention teaches exactly the opposite, namely to decrease the number of fibers in the yarns, increasing their average size, in order to improve their mechanical and workability features. Such teaching finds advantageous application in the air-jet spinning sector.
[0053] In order to satisfy contingent and specific needs, a man skilled in the art will be able to make numerous modifications and variations to the air spinning methods for mixed yarns described above, all of which fall within the scope of the invention as defined by the following claims.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.