Gas Turbine Disk Material And Heat Treatment Method Therefor
TANAKA; Hiroki ; et al.
U.S. patent application number 16/637903 was filed with the patent office on 2020-05-28 for gas turbine disk material and heat treatment method therefor. The applicant listed for this patent is Mitsubishi Hitachi Power Systems, Ltd.. Invention is credited to Yuichi HIRAKAWA, Tomoyuki HIRATA, Kazuharu HIROKAWA, Takayoshi IIJIMA, Yoshikuni KADOYA, Hiroki TANAKA.
| Application Number | 20200165709 16/637903 |
| Document ID | / |
| Family ID | 65810301 |
| Filed Date | 2020-05-28 |

| United States Patent Application | 20200165709 |
| Kind Code | A1 |
| TANAKA; Hiroki ; et al. | May 28, 2020 |
GAS TURBINE DISK MATERIAL AND HEAT TREATMENT METHOD THEREFOR
Abstract
A gas turbine disk material according to the present invention contains: C: from 0.05 to 0.15%; Ni: from 0.25 to 1.50%; Cr: from 9.0 to 12.0%; Mo: from 0.50 to 0.90%; W: from 1.0 to 2.0%; V: from 0.10 to 0.30%; Nb: from 0.01 to 0.10%; Co: from 0.01 to 4.0%; B: from 0.0005 to 0.010%; N: from 0.01 to 0.05%; Mn: 0.40% or less; Si: 0.10% or less; and Al: 0.020% or less. A balance is of Fe and unavoidable impurities. Additionally, as a heat treatment method, a quenching temperature of a forged material having the component composition is set within a range from 1050 to 1150.degree. C.
| Inventors: | TANAKA; Hiroki; (Tokyo, JP) ; HIRAKAWA; Yuichi; (Tokyo, JP) ; KADOYA; Yoshikuni; (Hiroshima-shi, JP) ; HIRATA; Tomoyuki; (Yokohama-shi, JP) ; IIJIMA; Takayoshi; (Yokohama-shi, JP) ; HIROKAWA; Kazuharu; (Yokohama-shi, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 65810301 | ||||||||||
| Appl. No.: | 16/637903 | ||||||||||
| Filed: | September 19, 2018 | ||||||||||
| PCT Filed: | September 19, 2018 | ||||||||||
| PCT NO: | PCT/JP2018/034683 | ||||||||||
| 371 Date: | February 10, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C21D 8/00 20130101; C22C 38/52 20130101; C22C 38/46 20130101; C22C 38/54 20130101; C22C 38/04 20130101; C22C 38/48 20130101; C22C 38/44 20130101; C21D 9/0068 20130101; C22C 38/00 20130101; C21D 9/00 20130101 |
| International Class: | C22C 38/54 20060101 C22C038/54; C22C 38/52 20060101 C22C038/52; C22C 38/48 20060101 C22C038/48; C22C 38/46 20060101 C22C038/46; C21D 9/00 20060101 C21D009/00; C22C 38/44 20060101 C22C038/44; C22C 38/04 20060101 C22C038/04 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Sep 21, 2017 | JP | 2017-181196 |
Claims
1. A gas turbine disk material comprising, by mass %: C: from 0.05 to 0.15%; Ni: from 0.25 to 1.50%; Cr: from 9.0 to 12.0%; Mo: from 0.50 to 0.90%; W: from 1.0 to 2.0%; V: from 0.10 to 0.30%; Nb: from 0.01 to 0.10%; Co: from 0.01 to 4.0%; B: from 0.0005 to 0.010%; N: from 0.01 to 0.05%; Mn: 0.40% or less; Si: 0.10% or less; and Al: 0.020% or less, wherein a balance is of Fe and unavoidable impurities.
2. The gas turbine disk material according to claim 1, wherein a ratio of N content [N %] to Al content [Al %], [N %]/[Al %], is 2.4 or greater.
3. The gas turbine disk material according to claim 1, wherein a B equivalent ([B %]+0.5 [N %]) expressed as a sum of content B [B %] and 0.5 times of content N [N %] is from 0.0055 to 0.030%.
4. The gas turbine disk material according to claim 1, wherein an absorption energy in a room temperature Charpy impact test is 40 J or greater.
5. The gas turbine disk material according to claim 1, wherein a creep rupture time at 596.degree. C..times.310 MPa is 750 hours or more.
6. A heat treatment method for a gas turbine disk material, wherein when a heat treatment of heating and quenching a forged material having the component composition according to claim 1 and then tempering the forged material is implemented, a quenching heating temperature is set within a range from 1050 to 1150.degree. C.
7. The gas turbine disk material according to claim 1, wherein a Ni content is 0.79 to 1.50% by mass.
8. The gas turbine disk material according to claim 1, wherein a Cr content is 10.17 to 12.0% by mass.
9. The gas turbine disk material according to claim 1, wherein a content of the unavoidable impurities is 0.015% or less by mass.
Description
TECHNICAL FIELD
[0001] The present invention relates to a gas turbine disk material and a heat treatment method therefor.
[0002] This application claims priority based on JP 2017-181196 filed in Japan on Sep. 21, 2017, of which the contents are incorporated herein.
BACKGROUND ART
[0003] In the related art, so-called I2Cr heat-resistant steel that contains approximately from 8 to 12% of Cr has been widely used as a gas turbine disk material. This type of gas turbine disk material contains Ni to ensure toughness and contains Mo, V, and the like in addition to Cr to achieve solid solution strengthening of a base structure and dispersion strengthening by carbide and carbonitride, thus improving creep strength.
[0004] As an example, Patent Document 1 describes a gas turbine disk material containing: C: from 0.05 to 0.15%. Si: 0.10% or less, Mn: 0.40% or less, Cr: from 9.0 to 12.0%, Ni: from 1.0 to 3.5%. Mo: from 0.50 to 0.90%, W: from 1.0 to 2.0%, V: from 0.10 to 0.30%, Nb: from 0.01 to 0.10%, and N: from 0.01 to 0.05%, and the balance is Fe and unavoidable impurities. Contents of Ni, Mo, and W meet a relationship of -1.5%.ltoreq.Mo W/2-Ni.ltoreq.0.5%. In addition to the above-described respective components, one kind or two kinds of Co: from 0.01 to 4.0% and B: from 0.0001 to 0.010% are contained.
CITATION LIST
Patent Document
[0005] Patent Document 1: JP 1111-209851 A
SUMMARY OF INVENTION
Technical Problem
[0006] Recently, in accordance with an improved performance of a gas turbine, a temperature of a gas turbine disk has been a usage temperature greater than 500.degree. C. and further improvement in creep strength is required. From a perspective of the creep strength, Ni base alloy is excellent but substantially increases a cost. Therefore, improving the creep strength while maintaining toughness of the 12Cr heat-resistant steel of Patent Document 1 has been desired.
[0007] The present invention has been made in the context of the circumstances described above, and an object of the present invention is to provide a gas turbine disk material having an excellent creep property and sufficient toughness, and a heat treatment method for manufacturing the same.
Solution to Problem
[0008] The present inventors have conducted diligent experiments and studies to solve the problems described above. An amount of Ni is set to be within an appropriate range lower than a conventional 12C heat-resistant steel, and further effective component ranges of N, Al, and B have been revealed. Thus, it has been found that while toughness as a gas turbine disk material is ensured, a creep property can be significantly improved compared with that of a conventional one. Thus, a gas turbine disk material has been invented.
[0009] Furthermore, the present inventors have found that the creep property and the toughness can be reliably ensured by optimizing a quenching temperature of a forged material as heat treatment in a production of the gas turbine disk material, and thus a heat treatment method for manufacturing the gas turbine disk material has been invented.
[0010] Specifically, a gas turbine disk material of a fundamental aspect (first aspect) of the present invention includes, by mass %:
[0011] C: from 0.05 to 0.15%;
[0012] Ni: from 0.25 to 1.50%;
[0013] Cr: from 9.0 to 12.0%;
[0014] Mo: from 0.50 to 0.90%;
[0015] W: from 1.0 to 2.0%;
[0016] V: from 0.10 to 0.30%;
[0017] Nb: from 0.01 to 0.10%;
[0018] Co: from 0.01 to 4.0%;
[0019] B: from 0.0005 to 0.010%;
[0020] N: from 0.01 to 0.05%;
[0021] Mn: 0.40% or less;
[0022] Si: 0.10% or less; and
[0023] Al: 0.020% or less.
[0024] A balance is of Fe and unavoidable impurities.
[0025] In a gas turbine disk material according to a second aspect of the present invention, which is in the gas turbine disk material of the first aspect, a ratio of N content [N %] to Al content [Al %], [N %]/[Al %], is 2.4 or greater.
[0026] In a gas turbine disk material according to a third aspect of the present invention, which is in the gas turbine disk material of the first or the second aspect, a B equivalent ([B %]+0.5 [N %]) expressed as a sum of content B [B %] and 0.5 times of content N [N %] is from 0.0055 to 0.030%.
[0027] In a gas turbine disk material according to a fourth aspect of the present invention, which is in the gas turbine disk material of any one of the first to the third aspects, an absorption energy in a room temperature Charpy impact test is 40 J or greater.
[0028] In a gas turbine disk material according to a fifth aspect of the present invention, which is in the gas turbine disk material of any one of the first to the fourth aspects, a creep rupture time at 596.degree. C..times.310 MPa is 750 hours or more.
[0029] Further, in a heat treatment method for a gas turbine disk material according to a six aspect of the present invention, when a heat treatment of heating and quenching a forged material having the component composition according to any one of the first to the third aspects and then tempering the forged material is implemented, a quenching temperature is set within a range from 1050 to 1150.degree. C.
Advantageous Effect of Invention
[0030] According to the gas turbine disk material according to the first aspect of the present invention, a balanced material property achieving both of high creep strength and high toughness can be ensured.
[0031] In addition, according to the minor component specification according to the second aspect or the third aspect and the heat treatment method according to the sixth aspect of the present invention, it is further possible to reliably and stably obtain the gas turbine disk material having the high toughness while improving creep strength.
BRIEF DESCRIPTION OF DRAWINGS
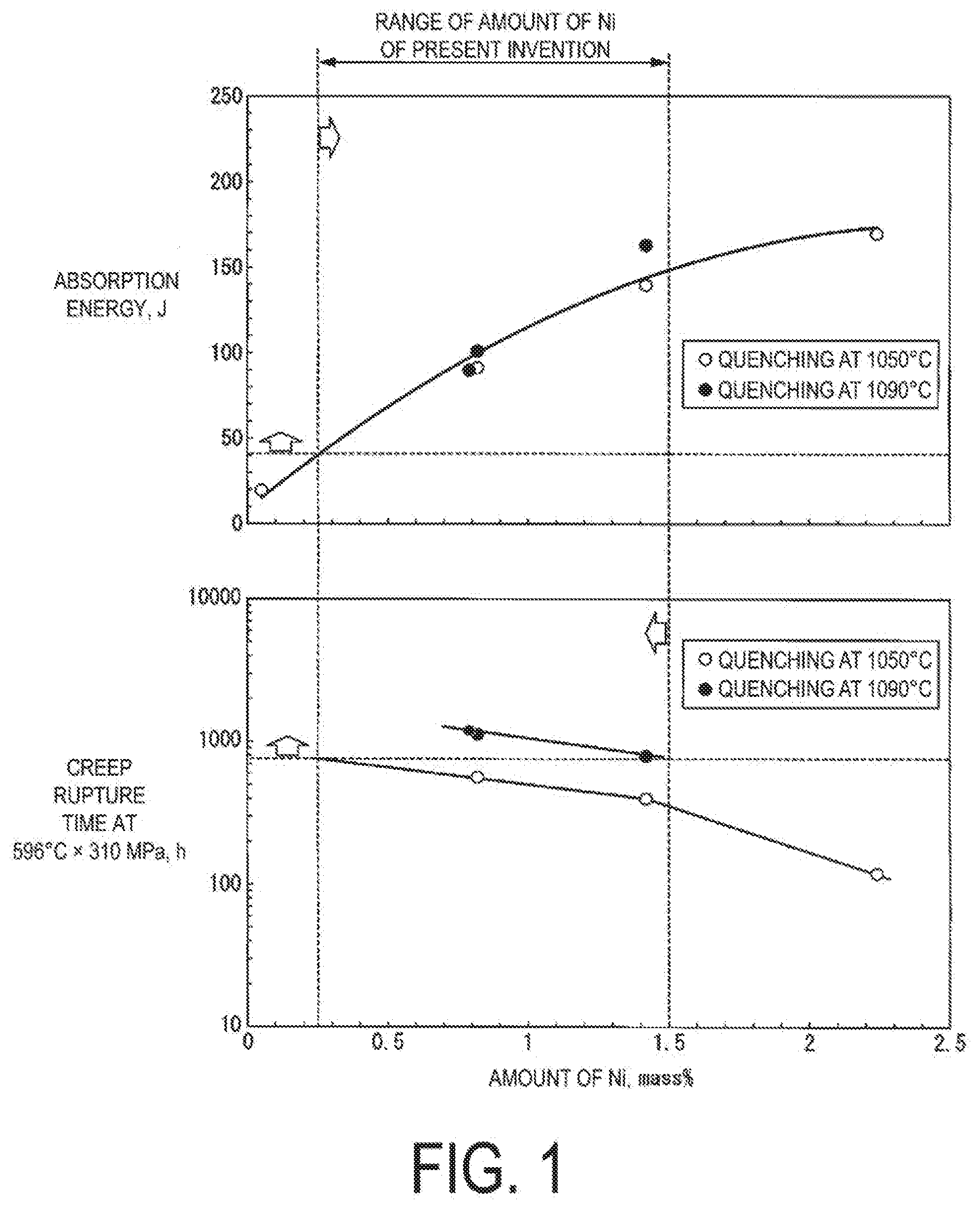
[0032] FIG. 1 includes graphs illustrating a relationship between Ni content and an evaluation score of toughness (absorption energy), and between Ni content and an evaluation score of high-temperature creep property (creep rupture time) of a gas turbine disk material.
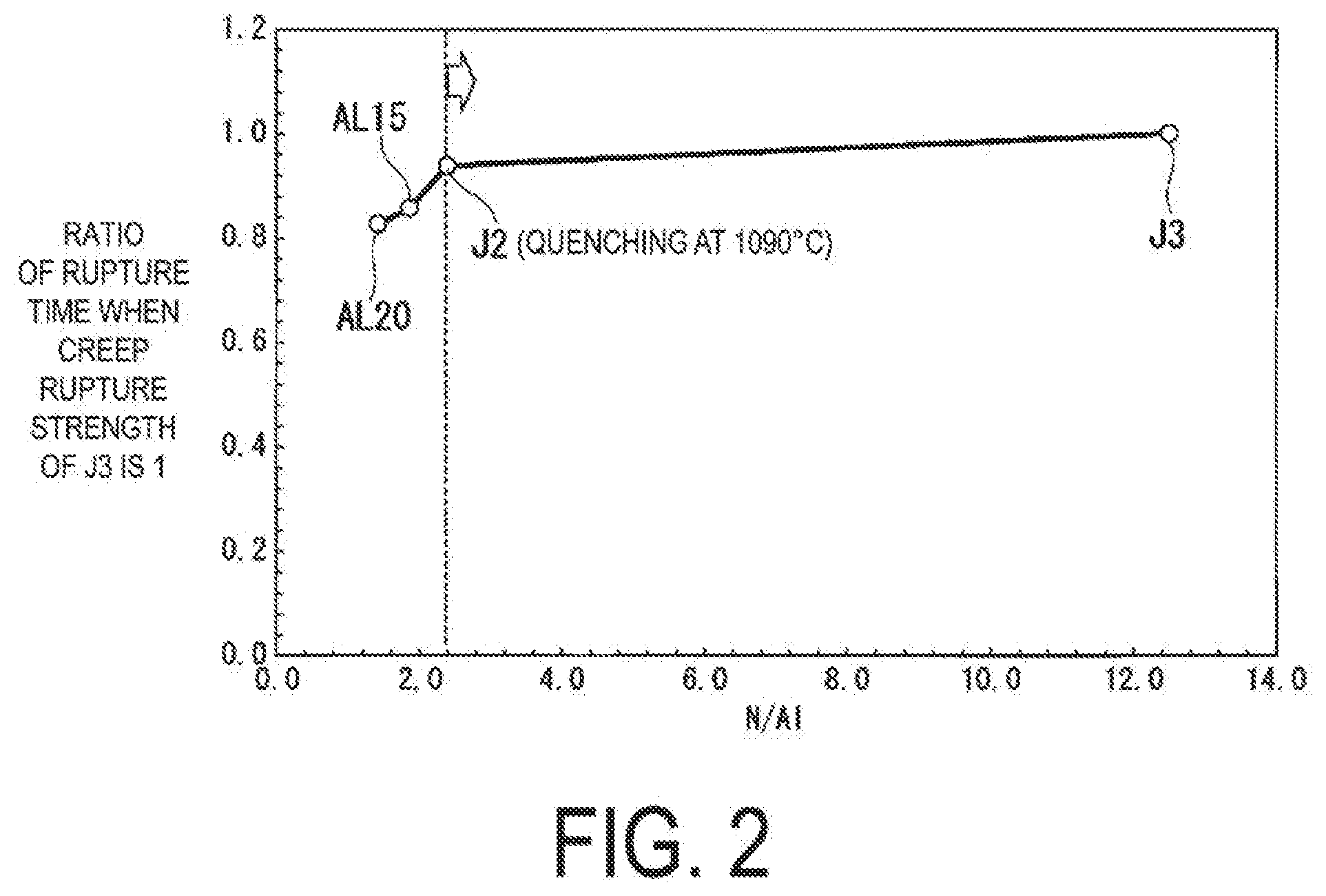
[0033] FIG. 2 is a graph illustrating a relationship between a ratio of Ni content [N %] to Al content [Al %], [N %]/[Al %], and the evaluation score of the high-temperature creep property (creep rupture time) of the gas turbine disk material.
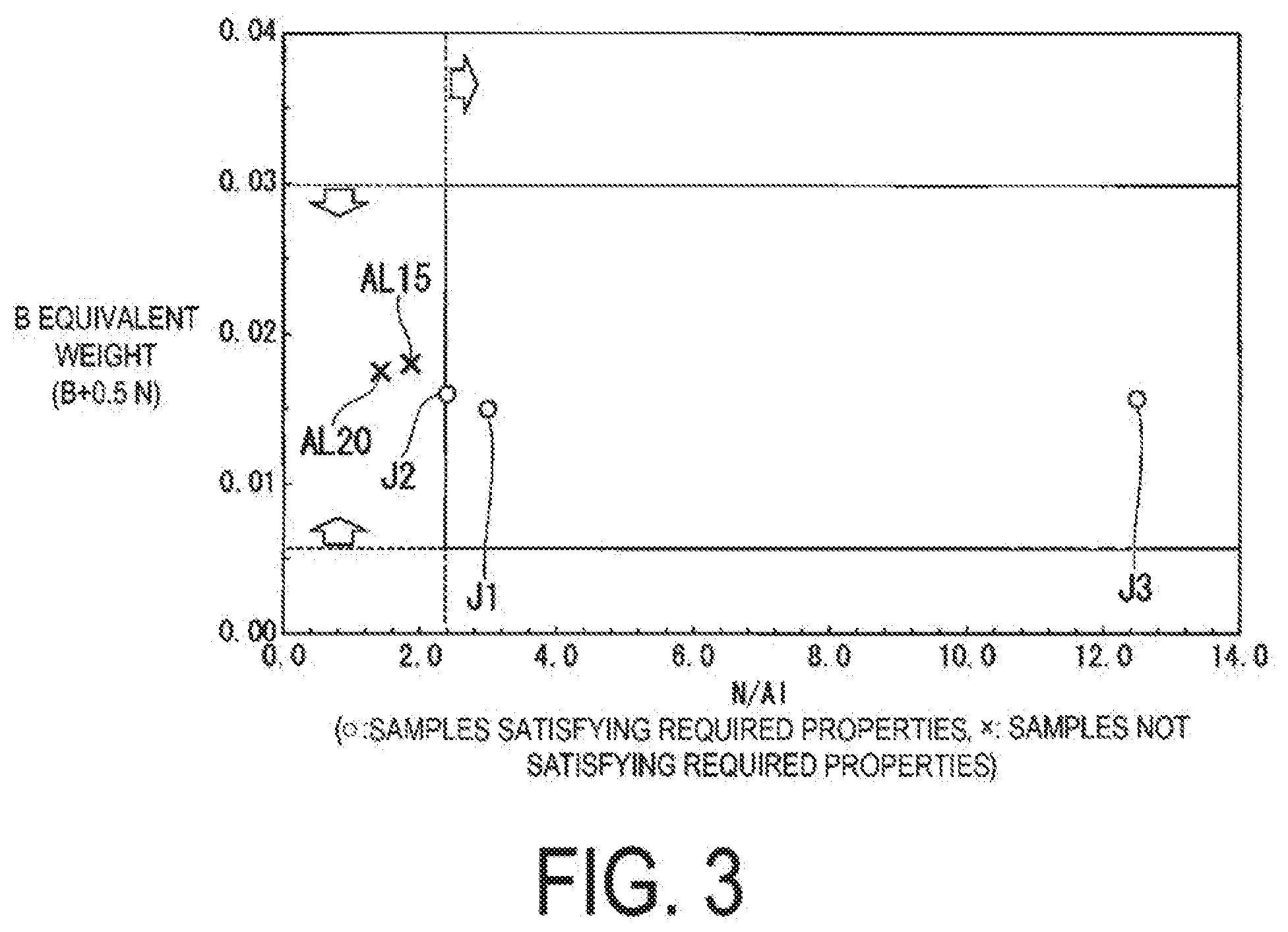
[0034] FIG. 3 is a graph illustrating preferred ranges of the ratio of the N content [N %] to the Al content [Al %], [N %]/[Al %], in the gas turbine disk material and a B equivalent expressed by a sum of B content [B %] and 0.5 times of the N content [N %] ([B %]+0.5[N %]).
DESCRIPTION OF EMBODIMENTS
[0035] First, reasons for limiting a component composition of a gas turbine disk material according to one aspect of the present invention will be described.
Reasons for Limiting Component Composition
[0036] C: from 0.05 to 0.15%
[0037] C is an element that ensures a quenching property, forms fine and high-hardness carbide and carbonitride through bonding with Cr, Mo, Nb, V, Nb, and the like in a tempering process, and greatly affects high-temperature strength. However, the content of less than 0.05% fails to produce sufficient amounts of carbide and carbonitride and fails to obtain a uniform martensite structure. In other words, the C content of less than 0.05% generates a mixed structure of martensite, delta ferrite, and the like, significantly decreasing the high-temperature strength and high-temperature fatigue strength. On the other hand, when the content exceeds 0.15%, not only toughness is decreased but an aggregation of carbide and carbonitride in use at a high temperature becomes significantly coarse, causing decrease in creep rupture strength. Therefore, the C content is set to be from 0.05 to 0.15%.
Ni: from 0.25 to 1.50%
[0038] Ni is an element that can improve hardenability and toughness at normal temperature, and can satisfy the desired toughness at 0.25% or greater. On the other hand, when the amount of Ni increases exceeding 1.50%, the toughness is improved; however, the creep rupture strength is significantly decreased, and the gas turbine disk material becomes inappropriate as a gas turbine disk material used at a high temperature exceeding 500.degree. C. Therefore, the Ni content is designed to be from 0.25 to 1.50%. Thus, Ni is an element that affects the toughness and the creep property in the opposite direction, and therefore the amount of Ni has been defined within a range from 0.25 to 1.50% as an appropriate Ni amount range that can achieve both of the high-temperature creep property and the toughness. Thus, a fact that from 0.25 to 1.50% is appropriate as the amount of Ni has been newly found by experiments by the present inventors, and the experiments will be described later again.
[0039] Note that, considering the high-temperature creep property, the Ni content may be designed to be from 0.25% to 0.99% or from 0.25% to 0.90%.
Cr: from 9.0 to 12.0%
[0040] Cr improves an oxidation-resisting property and the creep rupture strength. However, the Cr content of less than 9.0% fails to obtain sufficient oxidation-resisting property and creep rupture strength. On the other hand, containing Cr in excess of 12.0% does not decrease the creep rupture strength as much, but delta ferrite deposits and the toughness and the high-temperature fatigue property are decreased. Therefore, the Cr content is designed to be from 9.0 to 12.0%.
Mo: from 0.50 to 0.90%
[0041] Mo improves the high-temperature strength and the creep rupture strength through both actions of solid solution strengthening and precipitation quenching. However, when the Mo content is less than 0.50%, the effects are small, and when the Mo content is greater than 0.90%, delta ferrite is produced, which possibly degrades the toughness and the creep rupture strength. Therefore, the Mo content is designed to be from 0.50 to 0.90%.
W: from 1.0 to 2.0%
[0042] W is an element that improves the high-temperature strength and the creep rupture strength. However, the W content of less than 1.0% fails to sufficiently obtain the effects. In addition, the W content in excess of 2.0% possibly precipitates delta ferrite, which is harmful to the high-temperature property. Therefore, the W content is designed to be from 1.0 to 2.0%.
V: from 0.10 to 0.30%
[0043] V is an element that forms carbide (V.sub.4C.sub.3) and nitride (VN), also forms composite carbonitride with Nb (Nb, V) (C, N), and increases the high-temperature strength and the creep rupture strength. However, when the V content is less than 0.10%, the effects are not sufficient, and when the V content exceeds 0.30%, the carbide and the carbonitride form coarse aggregate during use over a long period, decreasing the creep rupture strength. Therefore, the V content is designed to be from 0.10 to 0.30%.
Nb: from 0.01 to 0.10%
[0044] Nb is an element that forms carbide (NbC), forms composite carbonitride with V (Nb, V) (C, N), and increases the high-temperature strength and creep rupture strength. However, when the Nb content is less than 0.01%, the effects are small, and when the content exceeds 0.10%, the carbide and the carbonitridc are not sufficiently dissolved even at a high quenching temperature of 1100.degree. C. or more, the precipitated carbide and carbonitride form coarse aggregate during creep, and the creep rupture strength decreases. Therefore, the Nb content is designed to be from 0.01 to 0.10%.
Co: from 0.01 to 4.0%
[0045] Co is an element that increases amounts of solid solution of carbide and carbonitridc to a matrix. Co itself exhibits solid solution strengthening action and has an effect of improving the high-temperature strength and the creep rupture strength. However, when the Co content is less than 0.01%, the effects are small, and when Co exceeds 4.0%, the toughness and the creep rupture strength are decreased. Therefore, the Co content is designed to be from 0.01 to 4.0%.
B: from 0.0005 to 0.010%
[0046] B is an element that increases the high-temperature strength and the creep rupture strength. However, when the B content is less than 0.0005%, the effects are small, and when B is contained in excess of 0.010%, eutectic Fe2B and BN are generated when B is heated to 900 to 1200.degree. C. during forging, which adversely affects hot workability and a mechanical property. Therefore, the B content is set to be from 0.0005 to 0.010%. As will be described later again, it is desirable that the B content be adjusted so that a B equivalent (B+0.5 N) expressed by a sum of the B content [B %] and 0.5 times of the N content [N %] becomes 0.030% or less.
N: from 0.01 to 0.05%
[0047] N is an element that contributes to improvement in high-temperature strength and creep rupture strength through precipitation of carbonitrides of Nb and V by appropriate heat treatment, and exhibits an effect of reducing the generation of delta ferrite. However, when the N content is less than 0.01%, the effects do not sufficiently appear, and when the N content exceeds 0.05%, the toughness is decreased. Therefore, the N content is designed to be from 0.01 to 0.05%. Note that when Al is contained in a steel, N is fixed as AlN; therefore, an amount of N (amount of effective nitrogen) contributing to produce the carbonitrides of Nb and V is reduced. Therefore, as will be described later again, it is desirable to adjust the N content according to the amount of Al in the steel such that a ratio of the N content [N %] to the Al content [Al %] in the steel becomes 2.4 or greater.
[0048] Furthermore, to suppress the generation of BN, which is harmful to the hot workability and the mechanical property, it is desirable to adjust the amount of N according to the B content such that the B equivalent (B+0.5N) expressed by the sum of the B content [B %] and 0.5 times of the N content [N %] becomes 0.030% or less.
Mn: 0.40% or less
[0049] Mn is an element often used as a deoxidizer while the steel is smelted and often contained as an impurity in steel. An effect as a deoxidation material is sufficiently achieved with the Mn content of 0.40% or less. Additionally, because Mn is an element that promotes embrittlement, the content is desirably small. Therefore, the Mn content is regulated to be 0.40% or less.
Si: 0.10% or less
[0050] Si is an element often used as a deoxidizer when the steel is smelted similarly to Mn, and often contained as an impurity. At the Si content exceeding 0.10%, segregation in a large steel ingot becomes significant and the toughness after use over a long period is decreased. Therefore, the Si content is regulated to be 0.10% or less.
Al: 0.020% or less
[0051] A trace amount of Al is contained as an impurity derived from Al used as the deoxidation material when the steel is smelted. Since Al fixes N as AlN to reduce the amount of effective nitrogen and decreases the high-temperature strength and the creep rupture strength by reducing an amount of produced carbon nitride, such as Nb and V, the amount of Al is desirably reduced as much as possible. Therefore, the amount of Al is regulated to be 0.020% or less. Note that the amount of N is associated with the amount of produced carbon nitride, as described later, the ratio of [N %]/[Al %] is preferably designed to be 2.4 or greater.
[0052] The balances of the respective elements described above are Fe and unavoidable impurities. Examples of the impurities include P, S, and the like. However, these elements make the material brittle and adversely affect an impact property; therefore, the content is desirably small as much as possible. The content is preferably designed to be 0.015% or less.
[0053] Furthermore, the appropriate ranges of the amount of Ni and the ratio of [N %]/[Al %] described in the above-mentioned reasons for limiting components will be described next on the basis of the experiments by the present inventors.
Appropriate Range of Amount of Ni
[0054] The 12Cr heat-resistant steel of the turbine disk material described in Patent Document 1 contains Ni within a range from 1.0 to 3.5%. However, with such a turbine disk material, the creep rupture strength is insufficient at a usage temperature greatly exceeding 500.degree. C., and the creep strength needs to be improved further.
[0055] Therefore, as results of detailed experiments and studies, the present inventors have found the following. Designing an amount of Ni within a range from 0.25 to 1.50%, which is lower than that of the turbine disk material of Patent Document 1, allows further improving a high-temperature creep property while ensuring toughness desired as a gas turbine disk material and allows the gas turbine disk material to be used at a usage temperature greatly exceeding 500.degree. C.
[0056] Note that, considering the high-temperature creep property, the Ni content according to the present invention may be designed to be from 0.25% to 0.99%, which is a range lower than the Ni content of the turbine disk material of Patent Document 1, or may be designed to be from 0.25% to 0.90%.
[0057] That is, the present inventors investigated toughness and a high-temperature creep property under high stress of forged materials after heat treatment of 12Cr heat-resistant steels where amounts of Ni were variously changed, and results such as illustrated in FIG. 1 are obtained. Here, components in the 12Cr heat-resistant steels provided to the experiment are test materials J1 to J3 of examples and test materials C1, C4, AL15, and AL20 of comparative examples in Table 1. The forged material was heated to 1050.degree. C. or 1090.degree. C., held for 3.5 hours, quenched by oil cooling, and then tempered at 670.degree. C. for material test.
[0058] Table 2 shows results of a room temperature tensile test and a room temperature Charpy impact test. Table 3 shows a creep rupture time under test conditions of 596.degree. C..times.310 MPa. The test results in the tables are organized with amounts of Ni in the test materials, and the results are illustrated in FIG. 1.
[0059] From Table 2 and FIG. 1, although both of proof stress at 0.2% and tensile strength are similar, absorption energy changes greatly. As the amount of Ni becomes large, the absorption energy increases and the toughness increases. The amount of Ni of 0.25% or greater allows obtaining the absorption energy of 40 J or more required for the gas turbine disk material.
[0060] From Table 3 and FIG. 1, the smaller the amount of Ni is, the longer the creep rupture time becomes and the high-temperature creep property is improved. In addition, the higher the quenching temperature is, the longer the creep rupture time becomes. In quenching at 1090.degree. C., even when the amount of Ni is designed to be the maximum of 1.5%, the creep rupture time of more than 750 hours required for the gas turbine disk material can be obtained. On the other hand, in quenching at 1050.degree. C., designing the amount of Ni to be 0.25%, which is the lowest value required to ensure the toughness described above, allows obtaining the creep rupture time of 750 hours or more required for the gas turbine disk material.
[0061] From the test results described above, from 0.25 to 1.50% has been defined as the appropriate range of the amount of Ni at the quenching temperature of 1050.degree. C. or higher as a range in which both of the toughness required for the gas turbine disk material (absorption energy by the room temperature Charpy impact test of 40 J or greater) and the creep strength (creep rupture time at 596.degree. C..times.310 MPa of 750 hours or more) are achieved.
[N %]/[Al %] Ratio
[0062] To improve the creep rupture strength on the high temperature and low stress side, an increase in an amount of precipitation of fine precipitates mainly containing carbonitrides of Nb and V is effective. To do so, a sufficient amount of N effective to contribute to the production of carbonitride needs to be dissolved in a matrix in the steel during quenching.
[0063] On the other hand, when this type of steel is smelted, Al is often used as the deoxidation material, and therefore Al is often present in the steel. The Al bonds with N to fix N as AlN. Therefore, when the amount N is too small relative to the amount of Al, the amount of N (amount of effective nitrogen) effective to produce the carbonitrides of Nb and V is reduced, and the sufficient amount of carbonitride is not precipitated.
[0064] The present inventors investigated an effect of the ratio of the N content [N %] to the Al content [Al %] in the steel [N %]/[Al %] given to the creep strength and have found that, as illustrated in FIG. 2, the creep rupture time is decreased dramatically in a material quenched at 1090.degree. C. at [N %]/[Al %] of less than 2.4. Therefore, in order to sufficiently ensure the amount of effective nitrogen not fixed as AlN, sufficiently precipitate the carbon nitrides of Nb and V, and ensure the high creep rupture strength, [N %]/[Al %] is preferably 2.4 or greater.
[0065] In order to produce 2.4 or greater of [N %]/[Al %], a method that increases the amount of N or regulates the amount of Al to be a small amount is considered. However, when the amount of N becomes an overabundance exceeding 0.05%, as described above, there is a possibility that BN, which is harmful to the hot workability and the mechanical property, is generated and therefore means to restrict the amount of Al is desirably applied.
B Equivalent ([B %].+-.0.5 [N %])
[0066] When large amounts of B and N are added, eutectic Fc2B and BN are produced during heating to 900 to 1200.degree. C. during forging, adversely affecting the hot workability and the mechanical property. Therefore, as described in JP 2948324 B, it is desirable to adjust the amount of N according to the B content such that the B equivalent (B+0.5N) expressed by the sum of the B content [B %] and 0.5 times of the N content [N %] becomes 0.030% or less. On the other hand, since B and N are elements effective for improving the high-temperature strength. B needs to be contained by 0.0005% or greater and N needs to be contained by 0.01% or greater. Accordingly, a lower limit value of the B equivalent ([B %]+0.5 [N %]) was set to be 0.0055%.
[0067] FIG. 3 illustrates preferred ranges of [N %]/[Al %] and the B equivalent ([B %]+0.5 [N %]) in the present invention.
Manufacturing Method (Heat Treatment Method)
[0068] The method for manufacturing the gas turbine disk material is described next, including the heat treatment method according to another aspect of the present invention.
[0069] The alloy with the above-described component composition is smelted in accordance with a usual method, and is casted to produce an ingot. After the resulting ingot is homogenized as needed, the ingot is heated to, for example, to 900 to 1200.degree. C. and hot forging is performed. The resulting forged material is subjected to a heat refining treatment from quenching through tempering. This step of the heat refining treatment is a heat treatment method as another aspect of the present invention.
[0070] The heat refining treatment is a step necessary to obtain the high strength desired for the gas turbine disk material by making a steel structure into a substantially uniform martensite structure and to improve the creep strength by precipitating carbide and carbonitride. That is, the heat refining treatment is a process necessary to austenize the steel structure through heating the forged material to a high temperature, to martensize it by dissolving an element contributing to the formation of the carbide and the carbonitride in the matrix and then quenching (rapidly cooling) it, and to finely precipitate the carbide and carbonitride through tempering by supersaturatedly dissolving the element contributing to the formation of the carbide and the carbonitride in the steel.
[0071] Here, as the quenching temperature (heating temperature for quenching) becomes high, the amounts of solid solution of C, N, Nb, and V, which contribute to the production of carbonitride, can be increased. Consequently, the amount of precipitation of the carbonitrides of Nb and V precipitated by tempering is increased, thereby ensuring improving the creep strength. On the other hand, the excessively high quenching temperature coarsens crystal grains, resulting in decrease in toughness. Therefore, there is an appropriate temperature range for the quenching temperature to avoid the decrease in toughness while improving the creep strength.
[0072] The present inventors investigated an effect of the quenching temperature given to the toughness and the creep strength using test materials quenched at a quenching temperature of 1050.degree. C. or 1090.degree. C. and tempered at 670.degree. C. and obtained results shown in Table 2, Table 3, and FIG. 1.
[0073] Components in the 12Cr heat-resistant steels provided to the experiment are the respective test materials of the examples and the respective test materials of the comparative examples of Table 1. The forged material was heated to 1050.degree. C. or 1090.degree. C., held for 3.5 hours, quenched by oil cooling, and then tempered at 670.degree. C. for material test.
[0074] From Table 2, Table 3, and FIG. 1, the absorption energies of the test pieces at the quenching temperature of 1050.degree. C. and 1090.degree. C. are equivalent, and an effect of the quenching temperature given to the absorption energy is not observed. On the other hand, the creep rupture time in quenching at 1090.degree. C. is longer than that in quenching at 1050.degree. C. and the higher the quenching temperature is, the higher the creep rupture strength becomes.
[0075] From the results described above, as the quenching temperature increases, the creep rupture time becomes long and the high-temperature creep strength becomes high. Additionally, even in quenching at 1050.degree. C., as long as the amount of Ni is designed to be 0.25%, which is the lowest value required to ensure the toughness described above, the creep rupture time of 750 hours or more required for the gas turbine disk material can be obtained, and therefore 1050.degree. C. was set to be the lowest temperature. When the temperature exceeds 1150.degree. C., the temperature enters a temperature range in which the delta ferrite is precipitated and the grain size becomes significantly coarse to reduce the toughness; therefore, the temperature range of quenching was set from 1050 to 1150.degree. C. The temperature is preferably around 1090.degree. C.
EXAMPLES
[0076] Examples of the present invention will be described below together with comparative examples. Note that the following examples are examples for validating the effects of the present invention, and obviously, the conditions of the examples do not limit the scope of the present invention.
[0077] A steel ingot was manufactured by electroslag remelting method so as to be chemical components shown in the test materials J1 to J3 of examples and the test materials C1, C4, AL15, and AL20 of comparative examples in Table 1. This was heated to 900 to 1200.degree. C. and forged to produce a disc-shaped forged material. The forged material was heated to 1050.degree. C. or 1090.degree. C., held for 3.5 hours, quenched by oil cooling, and then tempered at 670.degree. C.
[0078] A tensile test piece was manufactured from each forged material after tempered, and a room temperature tensile test was conducted in accordance with the tensile test method in JIS Z 2241. Additionally, a piece for Charpy V notch impact test was manufactured to conduct an impact test in accordance with the Charpy impact test method in JIS Z 2242. The results are shown in Table 2.
[0079] In addition, a round-bar-shaped smooth test piece for creep rupture test was manufactured from the same test piece, and the creep rupture test was conducted under conditions of 596.degree. C..times.310 MPa in accordance with the high-temperature creep test method in JIS Z 2272. The results are shown in Table 3.
TABLE-US-00001 TABLE 1 Chemical Component (mass %) B-0.5 Sample Code C Si Mn Ni Cr Mo W V Al Mb Co B N Fe N/Al N Examples J1 0.12 0.01 0.09 1.42 10.17 0.66 1.73 0.20 0.008 0.04 2.48 0.0030 0.024 Bal. 3.0 0.0150 J2 0.13 0.03 0.06 0.82 10.36 0.66 1.77 0.20 0.010 0.05 2.51 0.0040 0.024 Bal. 2.4 0.0160 J3 0.11 0.06 0.07 0.79 10.26 0.66 1.74 0.20 0.002 0.05 2.47 0.0032 0.025 Bal. 12.5 0.0157 C1 0.12 0.07 0.06 2.24 10.38 0.70 1.76 0.20 0.003 0.05 2.57 0.0039 0.026 Bal. 8.7 0.0169 Comparative C4 0.11 0.08 0.05 0.05 10.60 0.71 1.74 0.20 0.002 0.05 2.57 0.0040 0.025 Bal. 12.5 0.0165 Examples AL15 0.12 0.03 0.07 0.80 10.30 0.70 1.75 0.20 0.015 0.05 2.50 0.0040 0.028 Bal. 1.9 0.0180 AL20 0.12 0.03 0.07 0.80 10.30 0.70 1.75 0.20 0.019 0.05 2.50 0.0040 0.027 Bal. 1.4 0.0175
TABLE-US-00002 TABLE 2 Quenching Tempering Proof Stress Tensile Absorption Temperature Temperature at 0.2% Strength Energy Sample Code .degree. C. .degree. C. MPa MPa J Examples J1 1050 670 817 942 163 1090 670 817 947 140 J2 1050 670 800 939 91 1090 670 837 951 101 J3 1090 670 830 950 90 Comparative C1 1050 670 796 994 170 Examples C4 1050 670 786 937 20
TABLE-US-00003 TABLE 3 Ratio When Creep Rupture Strength of J3 Is 1 (Comparison Only Rupture Time with Material Quenching Tempering at 596.degree. C. .times. with 0.8% Ni Temperature Temperature 310 MPa Quenched at Sample Code .degree. C. .degree. C. MPa 1090.degree. C.) Examples J1 1050 670 398 -- 1090 670 794 -- J2 1050 670 564 -- 1090 670 1125 0.94 J3 1090 670 1199 1.0 Comparative C1 1050 670 119 -- Examples AL15 1090 670 1028 0.86 AL20 1090 670 991 0.83
[0080] The test materials J1 to J3 of the examples are examples of the present invention within the range of component composition defined by the present invention. A room temperature impact absorption energy satisfied 40 J, which is required for the gas turbine disk material. Additionally, a material quenched at 1090.degree. C. satisfied the creep rupture time required for the gas turbine disk material, 596.degree. C..times.310 MPa.times.750 hours or more.
[0081] On the other hand, it has been proved that, in Comparative Example C1 in which the amount of Ni is high, the creep rupture time is significantly short and the high-temperature strength is inferior. This Comparative Example C1 is a comparative example equivalent to the material described in. Patent Document 1. In contrast to this, it is clear that in the creep strengths of the examples of the present invention J1 to J3 are greatly improved. Furthermore, in Comparative Example C2 in which the amount of Ni is small, the room temperature absorption energy is low, 20 J, not satisfying 40 J, which is required for the gas turbine disk material.
[0082] Furthermore, as illustrated in FIG. 2, it has been seen that, in Comparative Examples AL15 and AL20, the creep strengths sharply decrease in a low N/Al region compared with those of Examples J1 to J3. It is seen that N/Al needs to be increased to 2.4 or more in order to stably ensure the creep rupture strength.
[0083] While preferred embodiments and examples of the present invention were described above, these embodiments and examples are no more than examples within the scope of the spirit of the present invention, and additions, omissions, substitutions, and other changes to the configuration may be made only within a scope that does not deviate from the spirit of the present invention.
INDUSTRIAL APPLICABILITY
[0084] According to the gas turbine disk material according to the present invention, a balanced material property achieving both of high creep strength and high toughness can be ensured.
[0085] In addition, according to the minor component specification and the heat treatment method according to the present invention, it is further possible to reliably and stably obtain the gas turbine disk material having the high toughness while improving creep strength.
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.