Titanium Alloy-based Sheet Material For Low-temperature Superplastic Deformation
Leder; Michael ; et al.
U.S. patent application number 16/607592 was filed with the patent office on 2020-05-14 for titanium alloy-based sheet material for low-temperature superplastic deformation. This patent application is currently assigned to The Boeing Company. The applicant listed for this patent is The Boeing Company Public Stock Company VSMPO-AVISMA Corporation. Invention is credited to Alexander Berestov, Robert D. Briggs, Michael Leder, Natalia G. Mitropolskaya, Igor Puzakov, Natalia Tarenkova.
| Application Number | 20200149133 16/607592 |
| Document ID | / |
| Family ID | 63918626 |
| Filed Date | 2020-05-14 |





| United States Patent Application | 20200149133 |
| Kind Code | A1 |
| Leder; Michael ; et al. | May 14, 2020 |
TITANIUM ALLOY-BASED SHEET MATERIAL FOR LOW-TEMPERATURE SUPERPLASTIC DEFORMATION
Abstract
Herein disclosed includes the manufacture of sheets from a titanium alloy having a chemical composition efficiently balanced with manufacturability based on known conventional manufacturing techniques for finished products exhibiting low temperature superplastic forming properties. The result is achieved by a sheet material for low temperature superplastic made of titanium alloy with the following content of element by % wt.: 4.5-5.5Al, 4.5-5.5V, 0.1-1.0Mo, 0.8-1.5Fe, 0.1-0.5Cr, 0.1-0.5Ni, 0.16-0.25O, remainder is titanium and residual elements and having molybdenum structural equivalent [Mo]eqiv.>5 and aluminum structural equivalent [Al]equiv.<8; the equivalent values are calculated from the expressions: [Mo]eqiv.=[Mo]+[V]/1.5+[Cr].times.1.25+[Fe].times.2.5+[Ni]/0.8 [Al]eqiv.=[Al]+[O].times.10+[Zr]/6.
| Inventors: | Leder; Michael; (Verkhnyaya Salda, RU) ; Puzakov; Igor; (Verkhnyaya Salda, RU) ; Tarenkova; Natalia; (Verkhnyaya Salda, RU) ; Berestov; Alexander; (Verkhnyaya Salda, RU) ; Mitropolskaya; Natalia G.; (Moscow, RU) ; Briggs; Robert D.; (Auburn, WA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | The Boeing Company Chicago IL Public Stock Company VSMPO-AVISMA Corporation Verkhnyaya Salda, Sverdlovsk Region |
||||||||||
| Family ID: | 63918626 | ||||||||||
| Appl. No.: | 16/607592 | ||||||||||
| Filed: | April 25, 2017 | ||||||||||
| PCT Filed: | April 25, 2017 | ||||||||||
| PCT NO: | PCT/RU2017/000266 | ||||||||||
| 371 Date: | October 23, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C22F 1/183 20130101; C22C 14/00 20130101 |
| International Class: | C22C 14/00 20060101 C22C014/00; C22F 1/18 20060101 C22F001/18 |
Claims
1-5. (canceled)
6. Sheet material for low temperature superplastic forming made of titanium alloy with the following content of element by % wt.: 4.5-5.5Al, 4.5-5.5V, 0.1-1.0Mo, 0.8-1.5Fe, 0.1-0.5Cr, 0.1-0.5Ni, 0.16-0.25O, remainder is titanium and residual elements, having molybdenum structural equivalent [Mo]eqiv.>5 and aluminum structural equivalent [Al]equiv.<8; the equivalent values are calculated from the expressions: [Mo]eqiv.=[Mo]+[V]/1.5+[Cr].times.1.25+[Fe].times.2.5+[Ni]/0.8 [Al]eqiv.=[Al]+[O].times.10+[Zr]/6.
7. Sheet material for low temperature superplastic forming of claim 1 with the structure consisting of grains with the size below 8 .mu.m.
8. Sheet material for low temperature superplastic forming of claim 1 exhibiting superplastic properties at a temperature of 775.+-.10.degree. C.
9. Sheet material for low temperature superplastic forming of claim 1 exhibiting at a temperature of 775.+-.10.degree. C. .alpha./.beta. phase ratio from 0.9 to 1.1.
10. Sheet material for low temperature superplastic forming of claim 1 with the amount of alloying elements diffusible between .alpha.- and .beta.-phases during SPF process equal to 0.5% minimum and which is determined from the following relation: where: Q=.SIGMA..sub.j=1.sup.n|.DELTA.m|.gtoreq.0.5% wt. Q--amount of diffusible alloying elements in the material during SPF, % wt., n--amount of alloying elements in the material, |.DELTA.m|--absolute variation value of alloying element content in .beta.- and .alpha.-phases, % wt. during SPF process, |.DELTA.m|--is calculated from the formula: |.DELTA.m|=(m.beta.1-m.alpha.1)-(m.beta.2-m.alpha.2), % wt. where: m.beta.1--content of alloying element in .beta.-phase before SPF, % wt., m.beta.2--content of alloying element in .beta.-phase after SPF, % wt., m.alpha.1--content of alloying element in .alpha.-phase before SPF, % wt., m.alpha.2--content of alloying element in .alpha.-phase after SPF, % wt.
11. Sheet material for low temperature superplastic forming of claim 1, wherein iron is present in an amount of 1.0% to 1.5%.
12. Sheet material for low temperature superplastic forming of claim 1, wherein said sheet material has a thickness of about 2 mm.
13. Sheet material for low temperature superplastic forming of claim 1, wherein said sheet material is used to make a semi-finished aerospace product having grain size over 2 .mu.m.
14. Sheet material for low temperature superplastic forming of claim 1, wherein said sheet material is in the form of a bar, tube, section, open- and close-dye forging, plate, sheet, strip or foil.
15. Sheet material for low temperature superplastic forming of claim 1, wherein said sheet material is used in a structure used in one of an airborne vehicle, a rocket or a medical implant.
Description
FIELD
[0001] Disclosed herein are materials and products, such as sheet materials, and sheet semi-products, such materials and products comprising titanium alloys, the materials being suitable for product fabrication by methods including low temperature superplastic forming (SPF) at a temperature of 775.degree. C. The materials and products can be used as cost-effective options to sheet products made of Ti-6Al-4V alloy.
BACKGROUND
[0002] The term "superplastic forming" is generally applicable to a process in which a material (alloy) is being superplastically formed under exceeded conventional limit of plastic strain (over 500%). SPF may be applied to certain materials exhibiting superplastic properties within the limited ranges of temperatures and strain rates. For example, titanium alloy sheets are normally able to undergo superplastic forming (deformation) within the temperature range of about 900 to 1010.degree. C. at the strain rate of about 310.sup.-4 s.sup.-1.
[0003] From a production point of view, as a result of a decrease in forming temperatures at SPF, significant advantages may be gained. For example, a decrease in the SPF forming temperature may result in a reduction of die cost, an increase of its life and may potentially lead to an introduction of less expensive steel dyes. Additionally, formation of an oxygen-rich layer (alpha case) and scale may be mitigated, thus improving product yield and reducing or eliminating the requirement of chemical etching. Additionally, the advantage of retaining the presence of finer grains after completion of SPF operations may result in lower deformation temperatures, which may lead to restrain in grain growth.
[0004] Currently, there are two known approaches to improvement of superplastic forming capability of sheet material from titanium alloys. The first approach involves developing special-purpose thermomechanical processing to produce fine grains with sizes just between 2 .mu.m and 1 .mu.m and finer, thus resulting in enhancement of grain boundary sliding. In particular, there is a known method of manufacture of a sheet for deformation at the temperature lower than that of conventional products formed from Ti-6Al-4V material (Patent RF No. 2243833, IPC B21B1/38, published 10 Jan. 2005).
[0005] The second approach involves developing of new system of titanium alloy sheet materials exhibiting superplasticity at coarser material granularity because of: [0006] enhancement of two phase volume fraction and morphology, [0007] faster diffusion process which speeds up grain boundary sliding due to the content of, i.e., Fe and Ni in the alloy as fast diffusers. [0008] lower beta transus temperature (BTT).
[0009] Thus, in case of efficient selection of an alloy chemical makeup it is possible to obtain satisfactory superplastic forming (deformation) properties at low temperature without any use of special-purpose processing techniques required for ultrafine grains formation.
[0010] Two-phase (.alpha.+.beta.)-titanium alloys, depending on the level of alloying elements addition, are classified as alloys having molybdenum structural equivalents--[Mo]equiv.--equal to 2.5 up to 10%. (Kolachev B. A., Polkin I. S., Talalayev V. D. Titanium alloys of various countries: Reference book. Moscow. VILS. 2000. 316 p.-p. 13-16). Such alloys are usually being alloyed with aluminum and .beta.-stabilizers to retain the .beta.-phase. The amount of .beta.-phase may vary from 5% to 50% in as-annealed alloys belonging to this group. Therefore, mechanical properties change over relatively wide range. These alloys had widespread use in both Russia and foreign countries, in particular, Ti-6Al-4V alloy due to successful addition of alloying elements. (Materials Properties Handbook: Titanium Alloys. R. Boyer, G. Welsch, E. Collings. ASM International, 1998. 1048 p.-p. 486-488). In this alloy, the aluminum tends to increase the strength and heat resisting properties, whereas the vanadium is among one of the few elements that increases not only strength properties, but also improves plasticity. Alloys belonging to Ti-6Al-4V group are used to produce bars, tubes, sections, open- and close-dye forgings, plates, sheets, strips and foil. They are used for fabrication of welded and prefabricated structures in airborne vehicles, a number of aviation and rocketry structural components, as well as for fabrication of medical implants to be applied in traumatology, orthopedics and odontology.
[0011] There is a known method of manufacture of titanium alloy sheet semi-products suitable for low temperature superplastic forming from VT5 alloy which is an analog of Ti-6Al-4V alloy (Patent RF No. 2224047, IPC C22F1/18, B21B3/00, published 20 Feb. 2004). The method allows for the manufacture of titanium alloy sheet semi-products having uniform submicrocrystalline structure (grain size is below 1 .mu.m) suitable for low temperature superplastic forming. The method can be costly, low-efficient and require availability of special-purpose equipment.
[0012] Ti-6Al-4V alloy has been known to have a sub-microcrystalline structure produced by severe plastic deformation (SPD) with the use of all-round forging technique and exhibiting superplastic properties. The alloy microstructure is defined by .alpha.- and .beta.-phase grains and subgrains having an average size of 0.4 .mu.m, high level of crystal lattice internal stresses and elastic distortions as evidenced by non-uniform diffraction contrast, and high density of dislocations on images of the structure obtained by electron microscopy. (S. Zherebtsov, G. Salishchev, R. Galeyev, K. Maekawa, Mechanical properties of Ti-6Al-4V titanium alloy with submicrocrystalline structure produced by severe plastic deformation.//Materials Transactions. 2005; V. 46(9): 2020-2025). To manufacture sheet semi-products from this alloy, non-intensive and low-cost SPD operations with the use of all-round forging technique are required that significantly increase finished product value.
[0013] There is a known method of manufacture of thin sheets from two-phase titanium alloy and for fabrication of products out of said sheets. The method involves manufacture of sheet semi-products from the alloy with the following content of element by % wt.: 3.5-6.5 Al, 4.0-5.5 V, 0.05-1.0 Mo, 0.5-1.5 Fe, 0.10-0.2 O, 0.01-0.03 C, 0.005-0.07 Cr, 0.01-0.5 Zr, 0.001-0.02 N, remainder is titanium; at that chemical composition is adjusted with the values of aluminum [Al].sub.equiv..sup.str.=6.0-11.55 and molybdenum [Mo].sub.equiv..sup.str.=3.5-5.6 strength equivalents (Patent RF No. 2555267, IPC C22F1/18 B21B3/00, published 10 Jul. 2015)--prototype.
[0014] Sheet semi-products with the thickness of <3 mm manufactured within the patent may not be suitable for industrial production due to the low stability of properties required for SPF. The reason is that the use of strength equivalents as adjusters of the alloy chemical composition does not allow the adjustment required and appropriate relations between alloying elements in the alloy and structural properties of the alloy required for performance of SPF operations with sheet semi-products. Besides that, the presence of Si and Zr in the alloy may form silicides on the grain surfaces thereby hindering intergranular sliding and resulting in process instability.
SUMMARY
[0015] Disclosed herein is manufacture of (.alpha.+.beta.)-titanium alloy sheet material with the ability to lower temperature superplastic forming with the grain size exceeding 2 .mu.m. The sheet material exhibits stable properties and, in examples, is a cost-effective option to sheet semi-products made of Ti-6Al-4V alloy with finer grains.
[0016] Disclosed herein is the manufacture of sheets from titanium alloy having chemical composition efficiently balanced with manufacturability based on known conventional manufacturing techniques for finished products exhibiting low temperature superplastic forming properties.
BRIEF DESCRIPTION OF THE DRAWINGS
[0017] FIGS. 1 and 2 show the alloys structure in initial condition.
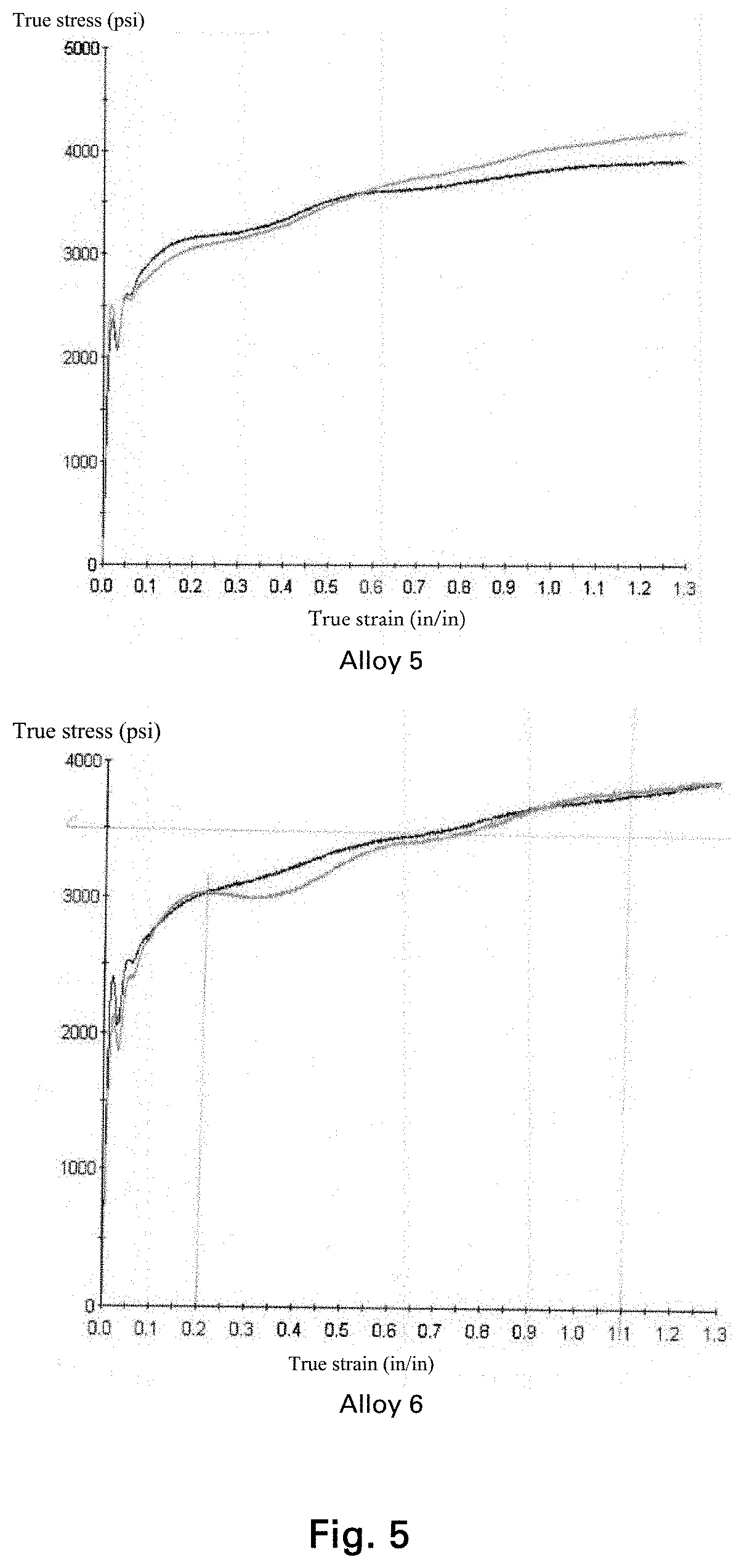
[0018] FIGS. 3, 4 and 5 are loading curves obtained during SPF.
[0019] FIG. 6 is a graph showing true stress vs. strain curve at strain degree of 0.2 and 1.1 (in longitudinal direction) depending on [Mo]equiv.
DETAILED DESCRIPTION
[0020] Examples of sheet material for low temperature superplastic forming can made of titanium alloy with the following content of element by % wt.: 4.5-5.5Al, 4.5-5.5V, 0.1-1.0Mo, 0.8-1.5Fe, 0.1-0.5Cr, 0.1-0.5Ni, 0.16-0.25O, remainder is titanium and residual elements and having molybdenum structural equivalent [Mo]eqiv.>5 and aluminum structural equivalent [Al]equiv.<8; the equivalent values are calculated from the expressions:
[Mo]eqiv.=[Mo]+[V]/1.5+[Cr].times.1.25+[Fe].times.2.5+[Ni]/0.8
[Al]eqiv.=[Al]+[O].times.10+[Zr]/6.
[0021] Sheet material for low temperature superplastic forming has the structure consisting of grains with the size below 8 .mu.m.
[0022] Sheet material for low temperature superplastic forming may exhibit superplastic properties at a temperature of 775.+-.10.degree. C.
[0023] Sheet material for low temperature superplastic forming at a temperature of 775.+-.10.degree. C. exhibits .alpha./.beta. phase ratio from 0.9 to 1.1.
[0024] Sheet material for low temperature superplastic forming with the amount of alloying elements diffusible between .alpha.- and .beta.-phases during SPF process equal to 0.5% minimum and which is determined from the relation:
Q=.SIGMA..sub.j=1.sup.n|.DELTA.m|.gtoreq.0.5% wt.
where: [0025] Q--amount of diffusible alloying elements in the material during SPF, % wt. [0026] n--amount of alloying elements in the material, [0027] |.DELTA.m|--absolute variation value of alloying element content in .beta.- and .alpha.-phases, % wt. during SPF process. [0028] |.DELTA.m|--is calculated from the formula:
[0028] |.DELTA.m|=(m.beta.1-m.alpha.1)-(m.beta.2-m.alpha.2), % wt.
where: [0029] m.beta.1--content of alloying element in .beta.-phase before SPF, % wt., [0030] m.beta.2--content of alloying element in .beta.-phase after SPF, % wt., [0031] m.alpha.1--content of alloying element in .alpha.-phase before SPF, % wt., [0032] m.alpha.2--content of alloying element in .alpha.-phase after SPF, % wt.
[0033] The provided sheet material, in examples herein, exhibits a set of high processing and structural properties. This is achieved by efficient selection of alloying elements and their ratio in the material alloy.
[0034] Group of .alpha.-stabilizers.
[0035] Aluminum, which is used in substantially all commercial alloys, is the most efficient strengthener and improves the strength and heat resisting properties of titanium. Oxygen increases the temperature of titanium allotropic transformation. The presence of oxygen within the range of between 0.16% to 0.25% increases the strength of the alloy and does not have a significant negative impact on plasticity.
[0036] Group of .beta.-stabilizers (V, Mo, Cr, Fe, Ni) are widely used in commercial alloys.
[0037] Vanadium in the amount of 4.5% to 5.5%, iron in the amount of 0.8% to 1.5% and chromium in the amount of 0.1% to 0.5% increase the alloy strength and have relatively little or no negative impact on plasticity.
[0038] Introduction of molybdenum ranging between 0.1% to 1.0% ensures its almost complete to complete dissolution in .alpha.-phase, thus the required strength properties may be achieved, in examples, with little to no negative impact on plastic properties.
[0039] The provided alloy contains iron in the amount of 0.8% to 1.5, or 1.0% to 1.5% and nickel in the amount of 0.1% to 0.5%. These elements are the most diffusible .beta.-stabilizers that have a positive impact on intergranular sliding at SPF.
[0040] Among structural factors having an impact on SPF efficiency, the first to be distinguished is the size of grain which is not to exceed 8 .mu.m (experimental data) for the provided material.
[0041] It is known that superplastic flow of material may occur due to phase transformations in two-phase titanium alloys provided that .alpha./.beta. phase ratio at SPF temperature is close to 1 (Kaibyshev O. Superplastic properties of commercial alloys. Moscow. Metallurgy. 1984. p. 179-218.). This facilitates formation of equiaxial structure which contributes to intergranular sliding. The driving force of structural spheroidizing is the trend of surface energy degradation. The growth of intergranular boundary due to increase of .beta.-phase results in a change of surface energy level at the intergranular boundary that, in turn, results in activation of spheroidizing. In order to have the required amount of .beta.-phase during SPF process at .alpha./.beta. ratio close to 1, the value of molybdenum structural equivalent [Mo]equiv. shall be greater than 5 and the value of aluminum structural equivalent [Al]equiv. shall not exceed 8. Besides that aluminum equivalent value above that stated above results in BTT increase and consequently to increase of SPF temperature.
[0042] Optimum temperature to effect superplastic properties of the provided material equals 775.+-.10.degree. C.
[0043] The amount of alloying elements diffusible between .alpha.- and .beta.-phases shall not be less than 0.5%. This is due to the fact that the activation energy of grain-boundary diffusion is less than the activation energy of volume diffusion, and the diffusion transport of atoms is being carried out at grain boundaries. Those areas of grain boundaries being influenced by normal tension stress and exhibit increased concentration of vacancies. Those areas being influenced by compressive stress exhibit less concentration of vacancies: resulting in a difference in concentrations causing direct diffusion of vacancies. Since migration of vacancies involves interchange with atoms, the latter will move in opposite direction thus causing intensification of intergranular sliding.
Examples
[0044] For investigation purposes, sheet semi-products having thickness of 2 mm were used. To manufacture sheet materials, six experimental alloys of various chemical compositions given in Table 1 were melted.
[0045] Sheet materials of 2 mm thick were manufactured against known method of manufacture and intended for superplastic forming. Before being tested for superplastic properties, the materials were subject to annealing at a temperature of 720.degree. C. during 30 minutes and then subjected to subsequent air cooling. After the processing steps were completed, samples were taken from the sheets in longitudinal and transverse direction for tensile strength testing at room and elevated temperatures, and then the samples were subjected to typical testing at room temperature to determine strength, elastic and plastic properties.
TABLE-US-00001 TABLE 1 Chemical Composition of Sheet Materials under Investigation Heat Chemical Composition No. Al Mo V Cr Fe Ni O [Al]equiv [Mo]equiv 1 top 5.42 0.31 4.92 0.18 0.87 0.017 0.152 6.83 6.03 bottom 5.2 0.34 4.69 0.16 0.76 0.017 2 top 4.05 0.11 4.09 0.12 0.85 0.017 0.147 5.54 5.19 bottom 4.09 0.1 4.04 0.11 0.76 0.016 3 top 5.03 0.42 5.06 0.28 1.25 0.017 0.140 6.39 7.26 bottom 4.95 0.36 4.87 0.23 1.14 0.017 4 top 5.13 0.43 5.15 0.27 1.24 0.30 0.160 6.66 7.67 bottom 4.99 0.41 4.9 0.24 1.14 0.29 5 top 5.07 0.0032 5.18 0.27 1.26 0.02 0.146 6.54 6.93 bottom 5.09 0.0015 4.96 0.24 1.11 0.018 6 top 5.18 0.42 5.06 0.01 1.22 0.016 0.138 6.53 6.89 bottom 5.12 0.38 4.79 0.012 1.13 0.018
[0046] Evaluation of material structure in initial condition (FIG. 1 and FIG. 2) showed that the structure is similar to equiaxial structure and predominantly consists of alternating grains of .alpha.- and .beta.-phases that look like darker (.alpha.) or lighter (.beta.) elements. It should be noted that with increase of [Mo]equiv in the alloy, volume fraction of .beta.-phase grain tends to increase from estimated .alpha./.beta. ratio of 2/1 in Alloy 2 up to the value approaching to 1/1 in Alloy 3 and Alloy 4. Average size of phase grains measured on microstructure photographs by intercept method tends to increase some with the increase of [Mo]equiv. and is within the range of 2.8 to 3.8 .mu.m (minimum grain size is determined for Alloy 2). It should be noted that grain structure of Material 1 in initial condition is less uniform compared with other experimental alloys. Besides equiaxed grains, Material 1 demonstrates areas consisting of sufficiently bulk elongated grains. It also can be noted that morphology of .beta.-phase varies in some way from alloy to alloy. Alloy 2 has minimum amount of alloying elements and .beta.-phase is predominantly located as individual groups between .alpha.-phase particles; but beginning from Alloy 5 .beta.-phase has definite coherency and besides grain texture it is shaped as relatively thin layers between .alpha.-phase grains. With [Mo]equiv. increase, these layers tend to thickening.
Comparative Example
[0047] Comparative analysis of material structure in wrought (reduced section) and unwrought (head area) conditions after SPF (at a temperature of 775.degree. C. and strain rate of 3.times.10.sup.-4 s.sup.-1, longwise the sheet) showed that deformation in reduced section induces some grain growth compared with almost unwrought head as well as evolution of conglomerates from .alpha.- and .beta.-phase grains of more complex shapes.
[0048] Evaluation of grain size showed that addition of alloying elements does not significantly affect the size of phase grains in alloys with maximum addition of .beta.-stabilizers and it ranges between 3.5.+-.0.5 .mu.m (unwrought section) and 4.+-.0.5 .mu.m (wrought section). At the same time in case of Alloy 2 with minimum content of alloying elements, size of grains in reduced section increases almost twice up to 5 .mu.m and greater compared with initial condition.
[0049] By method of electron microprobe analysis (EMPA) distribution of alloying elements between .alpha.- and .beta.-phases was examined in the materials under investigation in initial condition and after testing of superplastic properties; the examination was performed on wrought reduced section and heads of longitudinal specimens, the results are given in Tables 2, 3 and 4.
TABLE-US-00002 TABLE 2 Average Chemical Composition of .quadrature..quadrature.phase (% wt.) in Sheet Materials after Various Processing based on EMPA results Alloy Al Ti V Cr Fe Ni Mo Initial Condition 2 4.17 93.00 2.74 0.00 0.10 0.00 0.00 1 5.71 90.79 3.35 0.00 0.15 0.00 0.00 6 5.28 89.48 4.33 0.00 0.65 0.00 0.27 5 6.03 91.67 2.31 0.00 0.00 0.00 0.00 3 5.45 90.77 3.78 0.00 0.00 0.00 0.00 4 5.54 91.01 3.21 0.00 0.24 0.00 0.00 Reduced Section after SPF in Longitudinal Direction 2 4.32 93.35 2.22 0.00 0.11 0.00 0.00 1 5.72 91.90 2.25 0.07 0.06 0.00 0.00 6 5.49 91.50 2.80 0.00 0.21 0.00 0.00 5 5.30 91.53 3.01 0.00 0.15 0.00 0.00 3 5.61 91.44 2.77 0.00 0.08 0.00 0.10 4 5.77 91.78 2.29 0.00 0.00 0.00 0.16 Reduced Section after SPF in Transverse Direction 2 4.47 93.13 2.40 0.00 0.00 0.00 0.00 1 5.58 91.30 2.87 0.05 0.00 0.11 0.09 3 5.79 91.17 2.74 0.00 0.07 0.12 0.12 4 5.79 91.86 2.27 0.00 0.08 0.00 0.00 Specimen Head after SPF in Longitudinal Direction 2 4.21 92.62 2.99 0.00 0.19 0.00 0.00 1 5.99 91.21 2.51 0.00 0.19 0.09 0.00 6 5.52 91.41 2.71 0.06 0.30 0.00 0.00 5 5.20 89.88 4.22 0.00 0.59 0.11 0.00 3 5.36 91.02 3.19 0.00 0.32 0.11 0.00 4 5.65 91.51 2.51 0.00 0.25 0.08 0.00 Specimen Head after SPF in in Transverse Direction 2 4.27 93.05 2.40 0.00 0.18 0.00 0.10 1 4.59 89.81 4.64 0.00 0.59 0.26 0.12 3 5.18 90.26 3.93 0.00 0.46 0.00 0.18 4 5.50 91.35 2.87 0.00 0.17 0.00 0.11
TABLE-US-00003 TABLE 3 Average Chemical Composition of .quadrature..quadrature.phase (% wt.) in Sheet Materials after Various Processing based on EMPA results Alloy Al Ti V Cr Fe Ni Mo Initial Condition 2 3.11 88.17 6.91 0.10 1.73 0.00 0.00 1 3.76 84.87 9.04 0.00 1.85 0.00 0.48 6 3.61 85.65 7.19 0.00 2.66 0.00 0.89 5 3.72 84.83 8.28 0.64 2.53 0.00 0.00 3 3.54 84.79 8.43 0.12 2.35 0.00 0.79 4 3.65 85.05 7.67 0.16 2.09 0.66 0.74 Reduced Section after SPF in Longitudinal Direction 2 2.80 87.72 7.74 0.00 1.74 0.00 0.00 1 3.70 84.58 8.90 0.12 2.06 0.00 0.66 6 3.61 84.34 8.43 0.00 2.79 0.08 0.75 5 3.58 85.44 8.16 0.20 2.55 0.07 0.00 3 3.57 84.99 7.96 0.38 2.37 0.00 0.73 4 3.83 84.46 8.15 0.21 1.91 0.75 0.70 Reduced Section after SPF in Transverse Direction 2 2.72 87.25 7.90 0.00 1.93 0.00 0.20 1 4.00 85.52 7.95 0.00 1.89 0.00 0.64 3 3.99 85.10 7.79 0.29 2.23 0.00 0.61 4 3.81 84.64 8.21 0.13 2.06 0.57 0.59 Specimen Head after SPF in Longitudinal Direction 2 2.79 88.09 7.15 0.00 1.71 0.00 0.27 1 3.96 86.06 7.53 0.14 1.90 0.00 0.40 6 3.70 85.43 7.70 0.00 2.49 0.14 0.54 5 3.82 86.76 7.58 0.00 1.83 0.00 0.00 3 3.66 85.19 7.97 0.08 2.34 0.00 0.76 4 3.77 85.92 7.13 0.28 1.86 0.36 0.69 Specimen Head after SPF in Transverse Direction 2 2.99 87.68 7.48 0.00 1.86 0.00 0.00 1 3.74 85.20 9.03 0.00 1.78 0.25 0.00 3 3.39 85.65 7.91 0.17 2.29 0.00 0.60 4 3.67 85.52 7.52 0.10 1.92 0.45 0.82
[0050] The amount of diffusible alloying elements in the material during SPF is determined from the formula:
Q=.SIGMA..sub.j=1.sup.n|.DELTA.m|% wt.
where: [0051] Q--amount of diffusible alloying elements in the material during SPF, % wt. [0052] n--amount of alloying elements in the material, [0053] |.DELTA.m|--absolute variation value of alloying element content in .alpha.- and .beta.-phases, % wt. during SPF process. [0054] |.DELTA.m|--is calculated from the formula:
[0054] |.DELTA.m|=(m.beta.1-m.alpha.1)-(m/.beta.2-m.alpha.2), % wt.
where: [0055] m.beta.1--content of alloying element in .beta.-phase before SPF, % wt., [0056] m.beta.2--content of alloying element in .beta.-phase after SPF, % wt., [0057] m.alpha.1--content of alloying element in .alpha.-phase before SPF, % wt., [0058] m.alpha.2--content of alloying element in .alpha.-phase after SPF, % wt.
[0059] Included in Table 4 are calculation data related to the amount of alloying elements diffusible during SPF process.
[0060] Analysis of change in .alpha.- and .beta.-phases in wrought sheet materials under investigation demonstrated greater difference in the alloying elements content between .alpha.- and .beta.-phases in reduced sections of specimens compared to that in heads of specimens that were not subject to plastic deformation (Tables 2, 3 and 4).
[0061] The obtained EMPA results were also used for assessment of phase volume fraction in the material under superplastic properties test temperature of 775.degree. C. and are given in Table 5.
TABLE-US-00004 TABLE 4 Total difference in variation of alloying elements Al- content between loy Al Ti V Cr Fe Ni Mo .alpha.- and .beta.-phases Data on specimen tested in longitudinal direction 2 -0.10 -1.10 1.36 0.00 0.11 0.00 -0.27 1.84 1 0.01 -2.16 1.63 -0.10 0.28 0.09 0.25 2.36 6 -0.06 -1.18 0.63 0.06 0.39 -0.06 0.21 1.41 5 -0.35 -2.98 1.78 0.20 1.16 0.18 0.00 3.67 3 -0.34 -0.62 0.40 0.29 0.28 0.11 -0.13 1.55 4 -0.06 -1.72 1.24 -0.07 0.29 0.46 -0.15 2.27 Data on specimen tested in transverse direction 2 -0.47 -0.51 0.43 0.00 0.25 0.00 0.30 1.45 1 -0.73 -1.18 0.69 -0.05 0.70 -0.10 0.68 2.95 3 0.00 -1.46 1.07 0.12 0.33 -0.12 0.07 1.71 4 -0.15 -1.39 1.29 0.02 0.23 0.12 -0.12 1.93
TABLE-US-00005 TABLE 5 .alpha./.beta. volume fraction at a temperature of 775.degree. C. based on EMPA results obtained after completion of testing in different directions (reduced section). Alloy [Mo]equiv longitudinal transverse average 2 5.19 66/34 70/30 68/32 1 6.03 62/38 62/38 62/38 6 6.89 61/39 -- 61/39 5 6.93 60/40 -- 60/40 3 7.26 58/42 56/44 57/43 4 7.67 46/54 54/46 50/50
[0062] Loading curves obtained during testing are shown in FIGS. 3, 4 and 5.
[0063] Properties of alloys at superplastic testing are given in Table 6.
[0064] True stress vs. strain curve at strain rates of 0.2 and 1.1 (in longitudinal direction) depending on [Mo]equiv is shown in FIG. 6.
TABLE-US-00006 TABLE 6 True Stress, MPa Longitudinal Transverse Direction Direction Strain Strain Strain Strain Structural Degree Degree Degree Degree Equivalents Alloy 0.2 1.1 0.2 1.1 [Al]equiv [Mo]equiv 2 25.32 27.25 25.01 28.81 5.54 5.19 1 23.22 29.01 24.88 29.11 6.83 6.03 6 20.81 26.08 20.93 26.37 6.53 6.89 5 21.77 26.82 21.06 28.72 6.54 6.93 3 21.82 26.52 21.24 26.83 6.39 7.26 4 19.71 26.78 19.32 27.12 6.66 7.67
[0065] Material 1 (FIG. 3) with the minimum content of alloying elements has the most unstable SPF process at a temperature of 775.degree. C. that is described by typical waviness of stress-strain curves caused by formation of floating neck. Such material behavior at SPF is attributed to relatively bulk initial grain (over 2.5 .mu.m) which has high growth rate at SPF (up to 5 .mu.m), at that .alpha./.beta. phase ratio (2/1) is not efficient and leads to activation of intragranular sliding which is less preferable for SPF instead of efficient intergranular slipping.
[0066] Material 2 (FIG. 3) has more additions of .beta.-stabilizers, thus instability of SPF process in form of stress-strain curve waviness decreased compared with Alloy 1 due to increase in .beta.-phase volume fraction in the structure. At that, no significant hardening was noted in the case of strain degree ranging from 0.6 to 0.8, due to the evolution of dynamic recrystallization within the areas of incompletely processed structure (presence of elongated grains) and this is not typical for all other alloys subjected to investigation.
[0067] Materials 3, 5 and 6 (FIGS. 4, 5) with the maximum content of .beta.-stabilizers, except for molybdenum (Alloy 5), chromium (Alloy 6), due to increase in .beta.-phase in the alloys structure with improved coherence and easier intergranular slipping are described with stress-strain curves having less waviness compared with Materials 1 and 2; also hardening becomes more prominent with the increase of degree of true strain (Table 3, FIG. 6). At that waviness is retained at degrees of strain of up to 0.6, specifically at testing in transverse direction that may be attributed to sheet initial texture as well as with not enough efficient .alpha./.beta. phase ratio .beta. close to 3 to 2). Absence of chromium in Material 6 impacts stress-strain curves to the lesser extent than absence of molybdenum in Material 5 compared with Material 3. One of the causes may be in the result of a stronger impact of molybdenum additions on stability of SPF process compared with chromium addition which is from 2 to 2.5 times less.
[0068] Material 4 contains maximum amount of .beta.-stabilizers and is additionally alloyed with 0.3% of nickel; it exhibited more stable superplastic behavior at a temperature of 775.degree. C. in both transverse and longitudinal directions, minimum stress at the beginning of the flow, absence of prominent curve waviness and monotonic hardening with the increase of strain degree. This is attributed to almost efficient .alpha./.beta. phase ratio (1/1) at deformation temperature as well as to maximum content of diffusible .beta.-stabilizers (nickel, iron) compared with all the alloys under investigation, thus facilitating mass transport processes at intergranular slipping (total difference in change of alloying elements content between .alpha.- and .beta.-phases during SPF process exceeds 1.9% wt.).
[0069] Among the investigated alloys, Material 4 demonstrated the best results in full compliance with the material requirements (Table 7). Tensile tests at constant strain rate and test temperature of (775.+-.7.degree.) C. (3.times.10.sup.-4 inch/inch/s of strain) are shown below in Table 7.
TABLE-US-00007 TABLE 7 Longitudinal Direction Transverse Direction Actual Stress Actual Stress Difference at True Strain Increase in at True Strain Increase in between (maximum) Actual (maximum) Actual Longitudinal 0.2 0.9 Stress between 0.2 0.9 Stress between and Transverse psi psi 0.4 and 0.9 psi psi 0.4 and 0.9 Directions .ltoreq.600 psi Material 4500 7400 yes 4500 7400 yes yes Requirements Alloy 4 2859 3884 yes 2802 3934 yes yes
[0070] Comparison of as-annealed sheet mechanical properties is given in Table 8.
TABLE-US-00008 TABLE 8 Longitudinal Direction Transverse Direction .sigma..sub.0.2, .sigma..sub.B, .sigma..sub.0.2, .sigma..sub.B, Material MPa MPa .delta., % MPa MPa .delta., % Material 4 963 999 10.8 988 1017 9.8 Requirements 866 920 8 866 920 8 to Ti--6Al--4V Material
[0071] The data given in Tables 7 and 8 shows that as a result of an exemplary embodiment, sheet material was manufactured from titanium alloy with chemical composition efficiently balanced with manufacturability based on known conventional manufacturing techniques for semi-finished products having grain size over 2 .mu.m and compliant with the requirements applicable to aerospace material.
[0072] It should be noted that the products manufactured in accordance herein may have various designs. The designs provided in the description shall be considered as exemplary and not as limiting ones and the limits of this invention are established by the provided claims.
* * * * *
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.