Hair Fasteners And Methods Of Manufacture Thereof
SZE; Ka Chuen
U.S. patent application number 16/184544 was filed with the patent office on 2020-05-14 for hair fasteners and methods of manufacture thereof. This patent application is currently assigned to TUNG HING PLASTIC MANUFACTORY LTD.. The applicant listed for this patent is TUNG HING PLASTIC MANUFACTORY LTD.. Invention is credited to Ka Chuen SZE.
| Application Number | 20200146417 16/184544 |
| Document ID | / |
| Family ID | 70552111 |
| Filed Date | 2020-05-14 |



| United States Patent Application | 20200146417 |
| Kind Code | A1 |
| SZE; Ka Chuen | May 14, 2020 |
HAIR FASTENERS AND METHODS OF MANUFACTURE THEREOF
Abstract
There is disclosed a hair fastener. The hair fastener is in the form of a loop for securing a log of hair within the loop. The hair fastener has an inner elastic core and an outer fabric enveloping the inner elastic core, wherein the elastic core is made of a band with a width of 2 to 6 mm and a thickness of 1 to 3 mm, and made of thermoplastic elastomer (TPE). The hair fastener is adapted to assume a first, default, configuration in which an opening defined and surrounded by the loop has a first area and a second, fully expanded, configuration in which the opening defined and surrounded by the loop has a second area. Due to the physical configuration and material characteristics of the band, the band is elongateable up to 8.5 to 10 times of its original length thus enabling the first area of the loop to expand to the second area by a factor 72.3 to 100.
| Inventors: | SZE; Ka Chuen; (Kowloon, HK) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | TUNG HING PLASTIC MANUFACTORY
LTD. Kowloon HK |
||||||||||
| Family ID: | 70552111 | ||||||||||
| Appl. No.: | 16/184544 | ||||||||||
| Filed: | November 8, 2018 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | A45D 8/34 20130101; A45D 8/36 20130101 |
| International Class: | A45D 8/36 20060101 A45D008/36 |
Claims
1. A hair fastener in the form of a loop for securing a log of hair within the loop, comprising an inner elastic core and an outer fabric enveloping the inner elastic core, wherein the elastic core is made of a band with a width of 2 to 6 mm and a thickness of 1 to 3 mm, and made of thermoplastic elastomer (TPE), wherein the fastener is adapted to assume a first, default, configuration in which an opening defined and surrounded by the loop has a first area and a second, fully expanded, configuration in which the opening defined and surrounded by the loop has a second area, and wherein, due to the physical configuration and material characteristics of the band, the band is elongateable up to 8.5 to 10 times of its original length thus enabling the first area of the loop to expand to the second area by a factor 72.3 to 100.
2. A hair fastener as claimed in claim 1, wherein the tensile strength of the band has a value of 3.02 to 4.08 Mpa.
3. A hair fastener as claimed in claim 2, wherein the tensile modulus of the band has a value of 0.37 to 0.49 Mpa.
4. A hair fastener as claimed in claim 3, wherein the tensile stress of the band at 100% has a value of 0.38 to 0.52 Mpa.
5. A hair fastener as claimed in claim 4, wherein the band has a Shore Hardness A of 23.8 to 32.2.
6. A hair fastener as claimed in claim 5, wherein the maximum pull strength of the band is 57.31N.
7. A hair fastener as claimed in claim 6, wherein the specific gravity of the band has a value of substantially 0.9.
8. A hair fastener as claimed in claim 1, wherein the outer fabric is sufficiently loose to provide room for maximum expansion of the band.
9. A hair fastener as claimed in claim 1, wherein the band resembling a circle has a joint connecting opposite free ends of the band by adhesives and enveloped in the outer fabric.
10. A hair fastener as claimed in claim 1, wherein the band resembling a circle has an integral structure made from one injection molding step free of a joint and enveloped within the outer fabric.
11. A method of manufacture of a hair fastener as claimed in claim 1, comprising a step of forming the elastic core by the thermoplastic elastomer by way of injection molding using a melt flow rate of 7.57 to 10.23.
Description
FIELD OF THE INVENTION
[0001] The present invention is concerned with an improved hair fastener and a method of manufacture thereof.
BACKGROUND OF THE INVENTION
[0002] There are many hair fastening devices in the market to suit different needs of securing hair. Such devices include hair claws, barrettes, etc. One type of hair fasteners known as hair loop is commonly used to maintain a pony tail of a user. Nevertheless, such hair loops often suffer from different drawbacks. For example, an inner structure of such hair loops made of a fabric material often retains moisture which hinders the tying performance of the hair loop, increases weight to the hair loop, and/or would cause hygiene problems. Further, hair loops in the market often are not sufficiently accommodative to secure hair logs of vastly different sizes of different users. The present invention seeks to address at least both issues of tying performance and tying comfort as well increasing tying adaptability to suit different users, or at least to provide an alternative to the public.
SUMMARY OF THE INVENTION
[0003] According to a first aspect of the present invention, there is provided a hair fastener in the form of a loop for securing a log of hair within the loop, comprising an inner elastic core and an outer fabric enveloping the inner elastic core, wherein the elastic core is made of a band with a width of 2 to 6 mm and a thickness of 1 to 3 mm, and made of thermoplastic elastomer (TPE), wherein the fastener is adapted to assume a first, default, configuration in which an opening defined and surrounded by the loop has a first circular area "a" and a second, fully expanded, configuration in which the opening defined and surrounded by the loop has a second circular area, and wherein, due to the physical configuration and material characteristics of the band, the band is elongateable up to 8.5 to 10 times of its original length thus enabling the first area of the loop to expand to the second area by a factor 72.3 to 100. It is to be noted that this combination of parameters is not arbitrary and are arrived at after much research and development efforts. With this configuration, in a hair tying exercise, a user can stretch the hair fastener its default length up to the maximum length, wrap around a log of hair by the hair fastener multiple times (at least four times) in a more easily manipulating manner, and when finished the hair fastener can attain a tight fit to the hair log thus achieving hair tying reliably.
[0004] Preferably, the tensile strength of the band may have a value of 3.02 to 4.08 Mpa. The tensile modulus of the band may have a value of 0.37 to 0.49 Mpa. The tensile stress of the band at 100% may have a value of 0.38 to 0.52 Mpa. The band may have a Shore Hardness A of 23.8 to 32.2. The maximum pull strength of the band may be substantially 57.31N. The specific gravity of the band may have a value of substantially 0.9. These characteristics further enhance the physical characteristics so that the fastener is sufficiently elastic, resilient and accommodative enough to suit the needs of pony tail tying.
[0005] Suitably, the outer fabric may be sufficiently loose to provide room for maximum expansion of the band.
[0006] Advantageously, the band resembling a circle may have a joint connecting opposite free ends of the band by adhesives and enveloped in the outer fabric. Alternatively, the band resembling a circle may have an integral structure made from one injection molding step free of a joint and enveloped within the outer fabric.
[0007] According to a second aspect of the present invention, there is provided a method of manufacture of a hair fastener as described, comprising a step of forming the elastic core by the thermoplastic elastomer by way of injection molding using a melt flow rate of 7.57 to 10.23. This range of melt flow rate can enhance the elasticity and resilience of the elastic core.
BRIEF DESCRIPTION OF THE DRAWINGS
[0008] Some embodiments of the present invention will now be explained, with reference to the accompanied drawings, in which:
[0009] FIG. 1 is a perspective view of an example of a conventional hair loop fastener;
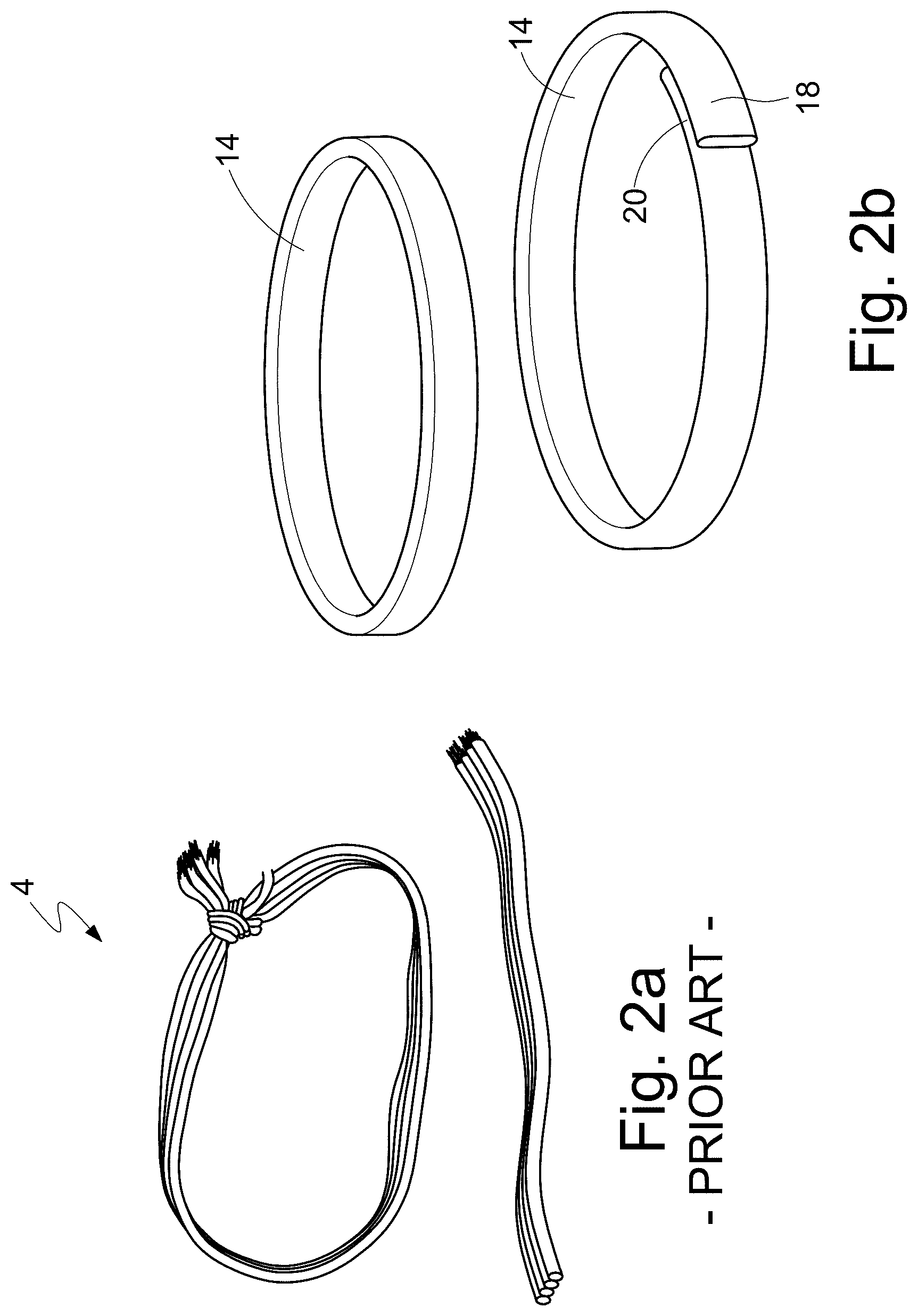
[0010] FIG. 2a shows an elastic core of the conventional hair loop fastener of FIG. 1;
[0011] FIG. 2b shows an embodiment of an elastic core of a hair loop fastener according to the present invention;
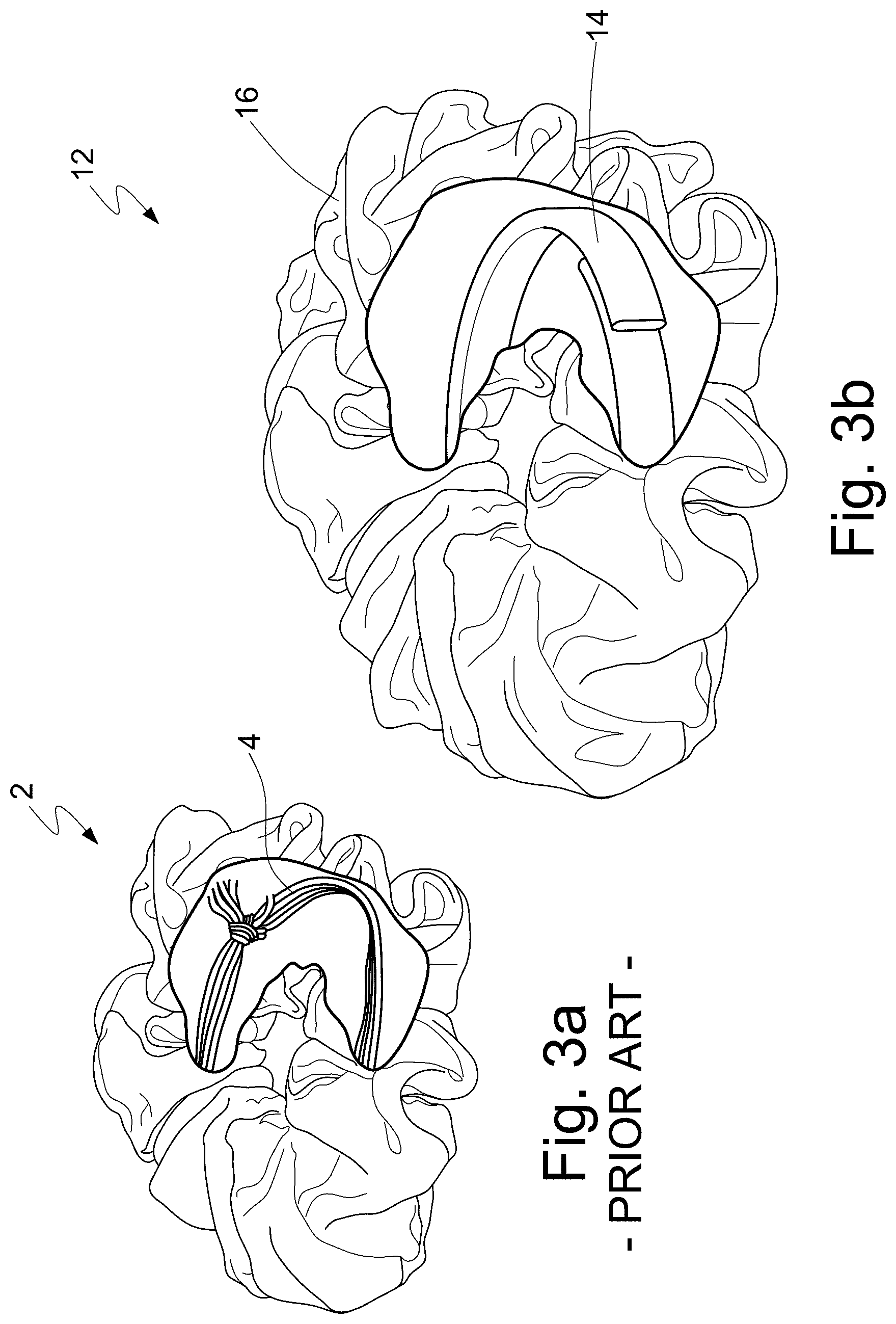
[0012] FIG. 3a corresponds to FIGS. 1 and 2b and schematically illustrates the conventional hair loop fastener of FIG. 1;
[0013] FIG. 3b shows an embodiment of a hair loop fastener according to the present invention incorporated with an elastic core of FIG. 2b;
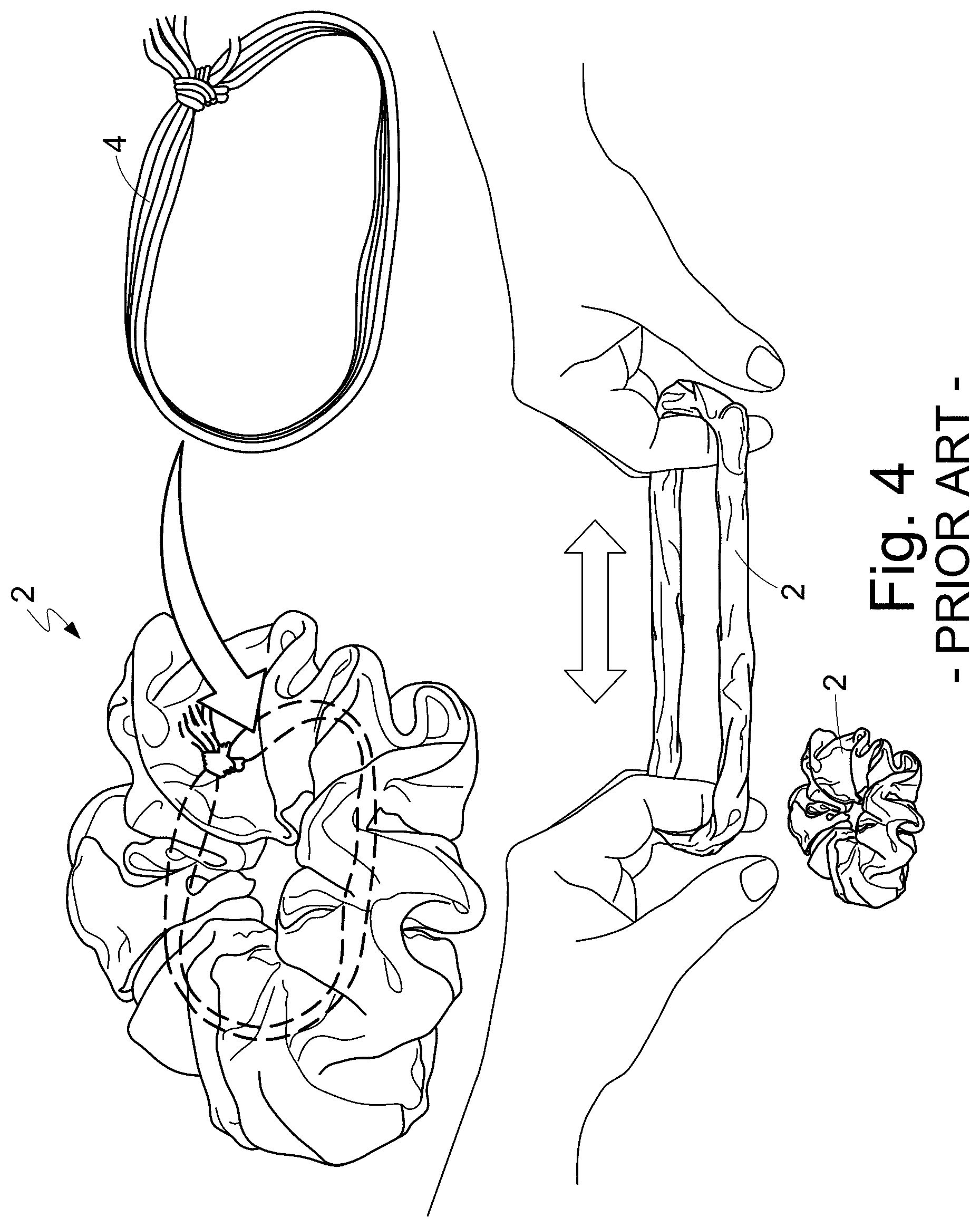
[0014] FIG. 4 is a series of schematic diagrams illustrating the expansion of the conventional hair loop fastener of FIGS. 1 and 3a;
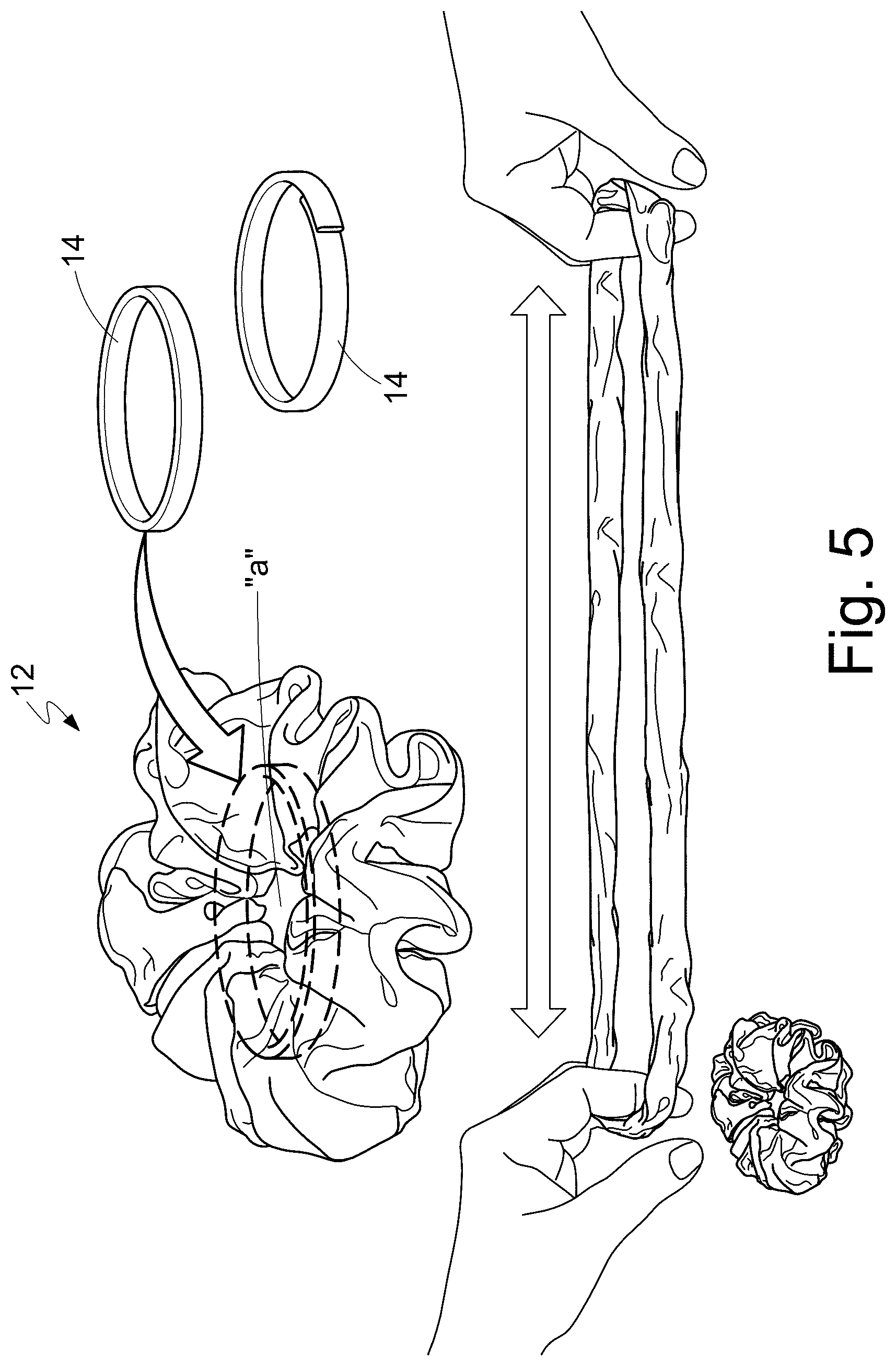
[0015] FIG. 5 is a series of schematic diagrams illustrating the expansion of the hair loop fastener of FIG. 3b; and
[0016] FIG. 6 shows the hair loop fastener of FIGS. 3b and 5 during use by a user.
DETAILED DESCRIPTION OF PREFERRED EMBODIMENTS OF THE INVENTION
[0017] By way of background, a conventional hair fastener is firstly explained. FIG. 1 shows such a conventional hair fastener 2. FIG. 2a illustrates an elastic core 4 disposed in the hair fastener 2 of FIG. 1. FIG. 3a illustrates the hair fastener 2 with the elastic core 4 positioned therein. The elastic core 4 is made of a knitted structure comprising a fabric material essentially made of or comprising non-polymeric materials. FIG. 4 shows that such hair fasteners can expand in length up to at most four times its original length.
[0018] The present invention is concerned with a hair fastener, and in particular a hair fastener in the form of a loop typically used to tie and maintain a pony tail of a user. Such hair fasteners have improved performance.
[0019] Referring firstly to FIG. 3b, the hair fastener, generally designated 12, has an outer fabric covering 16 loosely enveloping or otherwise enclosing an inner elastic core 14. Referring to FIG. 2b, the elastic core 14 is in the form of a band with a width from 2 to 6 mm and a thickness of 1 to 3 mm. The elastic core 14 is made essentially of thermoplastic elastic (TPE). In the embodiment of FIG. 3b, the elastic core 14 is made of a band with opposite open ends 18, 20 connected together by adhesives. Alternatively, the elastic core 14 may be formed to a loop structure in one injection molding step. Please see FIG. 2b upper diagram. By way of these physical characteristics, the elastic core 14 can elongate from its default state to an expanded state which is 8.5 to 10 times of its original length. The hair fastener 12 in the form of the loop defines an area in which a log of hair is secured. Accordingly, the circular area defined by the loop can expand significantly from its default configuration to its maximum expanded configuration of 72.3 to 100 times. It is envisaged that with such large degree of expansion, a log of hair can be wrapped around by the loop multiple times, at least four of more times. Further, during a hair tying exercise, the hair fastener 12 can be fully stretched to allow a user to more easily manipulate the loop to go around the hair log. Yet further, the use of TPE as the inner elastic core 14 can minimize moisture trapped within the fabric covering.
[0020] While in different embodiments the circumferential length of the band of the elastic core 14 may assume any length, research and development leading to the present invention have indicated that the length would impact the tying performance in the context of the present invention. In this regard, studies have identified that the elastic core 14 preferably has a circumferential length of 8 to 18 cm in order to produce the desired tying performance.
[0021] Studies have shown that the hair fastener 12 as described can enhance the ease and reliability of hair tying. The following table shows further preferred characteristics of the inner elastic core in one experiment.
TABLE-US-00001 TABLE 1 Experimental Data of Inner Elastic Core of Hair Loop Fastener Properties Test Condition Typical Value Unit Melt Flow Rate 190.degree. C./5 Kg 8.9 g/10 min Specific Gravity 25.degree. C. 0.9 N/A Shore Hardness A 25.degree. C./5 sec 28 A Tensile Strength 25.degree. C./500 3.55 Mpa mm/min Ultimate elongation 25.degree. C./500 1018.13 % mm/min Maximum pull 25.degree. C./500 57031 N mm/min Tensile Modulus 25.degree. C./500 0.43 Mpa mm/min Tensile Stress @ 25.degree. C./500 0.45 Mpa 100% mm/min Hardness in Air 100.degree. C./168 / A Shore A hours Tensile Strength 100.degree. C./168 / % in Air hours Average shrinkage 25.degree. C./168 / % hours ROHS EDX3000B ND ppm
Further experiments have identified that the test results stay within a .+-.15% margin.
[0022] In a first embodiment of a method of manufacture, the elastic core 14 may first be formed to an elongate band. The fabric covering 16 is then produced to form an essentially closed enveloped but with a small opening such resembling a pocket thus allowing the elongate band to fit through fabric covering 16 through the opening. Opposite ends of the band 14 are then connected together by adhesives to a form a loop. The opening of the fabric covering 16 is then closed by stitching so as to fully enclose the loop. In an alternative embodiment, the elastic core 14 may be formed to a loop by one injection molding step followed by placing the loop within the fabric covering. An inner circumference of the hair fastener 12 is then closed by stitching the fabric covering 16 together thus fully concealing the loop.
[0023] In an embodiment of a method of manufacture of such a hair fastener, there is provided a step of forming the elastic core 14 by the thermoplastic elastomer by way of injection molding using a melt flow rate of 7.57 to 10.23. The use of such a flow rate allows the manufacture elastic core 14 to behave with the desired tying performance as discussed above.
[0024] It should be understood that certain features of the invention, which are, for clarity, described in the content of separate embodiments, may be provided in combination in a single embodiment. Conversely, various features of the invention which are, for brevity, described in the content of a single embodiment, may be provided separately or in any appropriate sub-combinations. It is to be noted that certain features of the embodiments are illustrated by way of non-limiting examples. Also, a skilled person in the art will be aware of the prior art which is not explained in the above for brevity purpose.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.