Steel And Part
YAMASHITA; Tomohiro ; et al.
U.S. patent application number 16/613765 was filed with the patent office on 2020-02-27 for steel and part. This patent application is currently assigned to NIPPON STEEL CORPORATION. The applicant listed for this patent is NIPPON STEEL CORPORATION. Invention is credited to Daisuke HIRAKAMI, Hideki IMATAKA, Yutaka NEISHI, Kosuke TANAKA, Tomohiro YAMASHITA.
| Application Number | 20200063246 16/613765 |
| Document ID | / |
| Family ID | 64274214 |
| Filed Date | 2020-02-27 |
| United States Patent Application | 20200063246 |
| Kind Code | A1 |
| YAMASHITA; Tomohiro ; et al. | February 27, 2020 |
STEEL AND PART
Abstract
Steel improved in all of the hardenability, toughness, surface-originated micropitting life, and bending fatigue strength and a part manufactured using such steel are provided having predetermined constituents having an Fn1 defined by the following formula (1) of 0.20 to 0.65 and having an Fn2 defined by the following formula (2) of 0.50 to 1.00: Fn1=4.2.times.[Cr]/(7.0.times.[Si]+16.0.times.[Mn]) (1) [Element]: mass % of element Fn2=A1/A2 (2) A1: total area (.mu.m.sup.2) of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2 A2: total area (.mu.m.sup.2) of sulfide-based inclusions having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
| Inventors: | YAMASHITA; Tomohiro; (Tokyo, JP) ; HIRAKAMI; Daisuke; (Tokyo, JP) ; NEISHI; Yutaka; (Tokyo, JP) ; TANAKA; Kosuke; (Tokyo, JP) ; IMATAKA; Hideki; (Tokyo, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | NIPPON STEEL CORPORATION Tokyo JP |
||||||||||
| Family ID: | 64274214 | ||||||||||
| Appl. No.: | 16/613765 | ||||||||||
| Filed: | May 15, 2018 | ||||||||||
| PCT Filed: | May 15, 2018 | ||||||||||
| PCT NO: | PCT/JP2018/018799 | ||||||||||
| 371 Date: | November 14, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C22C 38/20 20130101; C22C 38/001 20130101; C22C 38/32 20130101; C22C 38/00 20130101; C22C 38/44 20130101; C22C 38/04 20130101; C22C 38/002 20130101; C22C 38/06 20130101; C22C 38/22 20130101; C22C 38/26 20130101; C22C 38/54 20130101; C22C 38/28 20130101; C22C 38/02 20130101 |
| International Class: | C22C 38/44 20060101 C22C038/44; C22C 38/22 20060101 C22C038/22; C22C 38/20 20060101 C22C038/20; C22C 38/32 20060101 C22C038/32; C22C 38/28 20060101 C22C038/28; C22C 38/26 20060101 C22C038/26; C22C 38/06 20060101 C22C038/06; C22C 38/04 20060101 C22C038/04; C22C 38/02 20060101 C22C038/02; C22C 38/00 20060101 C22C038/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| May 15, 2017 | JP | 2017-096281 |
Claims
1. A steel having a chemical composition comprising, by mass %, C: 0.10 to 0.30%, Si: 0.01 to 0.25%, Mn: 0.20 to 1.50%, P: 0.001 to 0.015%, S: 0.001 to 0.010%, Cr: 0.50 to 2.00%, Mo: 0.10 to 0.50%, Al: 0.005 to 0.100%, Ca: 0.0002 to 0.0010%, N: 0.005 to 0.025%, O: 0.0015% or less, Cu: 0 to 0.20%, Ni: 0 to 0.20%, B: 0 to 0.005%, Nb: 0 to 0.05%, Ti: 0 to 0.10%, and a balance of Fe and impurities, wherein Fn1 defined by the following formula (1) is 0.20 to 0.65, and Fn2 defined by the following formula (2) is 0.50 to 1.00: Fn1=4.2.times.[Cr]/(7.0.times.[Si]+16.0.times.[Mn]) (1) [Element]: mass % of element Fn2=A1/A2 (2) A1: total area (.mu.m.sup.2) of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2 A2: total area (.mu.m.sup.2) of sulfide-based inclusions having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2.
2. The steel according to claim 1 wherein the chemical composition includes, by mass %, at least one of Cu: 0.20% or less, Ni: 0.20% or less, and B: 0.005% or less.
3. The steel according to claim 1 wherein the chemical composition includes, by mass %, at least one of Nb: 0.05% or less and Ti: 0.10% or less.
4. The steel according to claim 1, wherein the steel is a steel rod.
5. A part excellent in surface-originated micropitting life and bending fatigue strength, a chemical composition at a region of a depth of 500 .mu.m or more from the surface of the part comprising, by mass %, C: 0.10 to 0.30%, Si: 0.01 to 0.25%, Mn: 0.20 to 1.50%, P: 0.001 to 0.015%, S: 0.001 to 0.010%, Cr: 0.50 to 2.00%, Mo: 0.10 to 0.50%, Al: 0.005 to 0.100%, Ca: 0.0002 to 0.0010%, N: 0.005 to 0.025%, O: 0.0015%, Cu: 0 to 0.20%, Ni: 0 to 0.20%, B: 0 to 0.005%, Nb: 0 to 0.05%, Ti: 0 to 0.10%, and a balance of Fe and impurities, wherein Fn1 defined by the following formula (1) is 0.20 to 0.65, and Fn2 defined by the following formula (2) is 0.50 to 1.00, Fn1=4.2.times.[Cr]/(7.0.times.[Si]+16.0.times.[Mn]) (1) [Element]: mass % of element Fn2=A1/A2 (2) A1: total area (.mu.m.sup.2) of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2 A2: total area (.mu.m.sup.2) of sulfide-based inclusions having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2.
6. The part according to claim 5, wherein the chemical composition includes at least one of, by mass %, Cu: 0.20% or less, Ni: 0.20% or less, and B: 0.005% or less.
7. The part according to claim 5, wherein the chemical composition includes at least one of, by mass %, Nb: 0.05% or less and Ti: 0.10% or less.
8. The part according to claim 5 wherein at a center part, an absorption energy vE20 is 43 J/cm.sup.2 or more.
9. The steel according to claim 2 wherein the chemical composition includes, by mass %, at least one of Nb: 0.05% or less and Ti: 0.10% or less.
10. The steel according to claim 2, wherein the steel is a steel rod.
11. The steel according to claim 3, wherein the steel is a steel rod.
12. The steel according to claim 9, wherein the steel is a steel rod.
13. The part according to claim 6, wherein the chemical composition includes at least one of, by mass %, Nb: 0.05% or less and Ti: 0.10% or less.
14. The part according to claim 6 wherein at a center part, an absorption energy vE20 is 43 J/cm.sup.2 or more.
15. The part according to claim 7 wherein at a center part, an absorption energy vE20 is 43 J/cm.sup.2 or more.
16. The part according to claim 13 wherein at a center part, an absorption energy vE20 is 43 J/cm.sup.2 or more.
Description
FIELD
[0001] The present invention relates to steel improved in hardenability, toughness, surface-originated micropitting life, and bending fatigue strength and to a part produced using such steel.
BACKGROUND
[0002] A bearing or other part for machine structure use or a constant velocity joint, hub unit, or other auto part is repeatedly subjected to high contact pressure, so an excellent rolling fatigue characteristic is sought, but in recent years, along with the improved fuel efficiencies of automobiles and higher output of engines demanded, there have been much greater calls for making the above parts lighter in weight, smaller in size, and more able to handle high stress loads. The usage environment of the above parts has become harsher.
[0003] To meet with such demands, in materials for bearing parts, in general, attempts have been made to reduce as much as possible the amounts of nonmetallic inclusions such as Al.sub.2O.sub.3 which cause micropitting of rolling parts (below, sometimes referred to as simply "inclusions") so as to improve the rolling fatigue life.
[0004] However, recent advances in steelmaking technology have enabled oxides to be rendered smaller in size. As a result, the sulfides become relatively larger in size. With measures using only oxides as a parameter, sometimes the variation in rolling fatigue life becomes greater. For this reason, recently, attempts have been made to control the composition and morphology of inclusions so as to improve the rolling fatigue life.
[0005] For example, PTL 1 discloses steel for carburized bearing use which has a chemical composition comprising, by mass %, C: 0.1% to less than 0.4%, Si: 0.02 to 1.3%, Mn: 0.2 to 2.0%, P: 0.05% or less, S: less than 0.010%, Cr: 0.50 to 2.00%, Al: 0.01 to 0.10%, Ca: 0.0003 to 0.0030%, O: 0.0030% or less, and N: 0.002 to 0.030% and a balance of Fe and impurities and which has 0.75.ltoreq.Ca/O.ltoreq.2.0 and Ca/O.ltoreq.1250S-5.8.
[0006] On the other hand, a bearing is subjected to repeated bending stress, so bending fatigue strength is also sought. Recently, to raise the bending fatigue strength of bearings, it has been attempted to inhibit the formation of a grain boundary oxide layer.
[0007] For example, PTL 2 discloses a steel material for carburized part or carbonitrided part use which has a chemical composition comprising, by mass %, C: 0.1 to 0.3%, Si: 0.01 to 0.25%, Mn: 0.2 to 1.5%, S: 0.003 to 0.05%, Cr: 0.5 to 2.0%, Mo: 0.1 to 0.8%, Al: 0.01 to 0.05%, and N: 0.008 to 0.025% and a balance of Fe and impurities, which has impurities including Ti of 0.005% or less, O (oxygen) of 0.002% or less, and a total of P and Sn of 0.030% or less, and which has, in the steel material cross-section, a minimum value of A=(1+0.681 Si)(I+3.066Mn+0.329Mn.sup.2) (1+2.07Cr 1+3.14Mo) of 13 or more and a maximum length of a group of inclusions excluding sulfides in a cross-sectional area of 1500 mm.sup.2 of 30 .mu.m or less.
[0008] Further, PTL 3 discloses case hardened steel which has a chemical composition comprising, by mass %, C: 0.15 to 0.30%, Si: 0.02 to 1.0%, Mn: 0.30 to 1.0%, S: 0.030% or less, Cr: 1.80 to 3.0%, Al: 0.010 to 0.050%, and N: 0.0100 to 0.0250%, having contents of Si, Mn, Cr, and S having values of fn1 and fn2 expressed by formula (1) Mn/S and formula (2) Cr/(Si+2Mn) satisfying respectively 30.ltoreq.fn1.ltoreq.150 and 0.75.ltoreq.fn2.ltoreq.1.1, and having a balance of Fe and impurities and which has impurities including P, Ti, and O (oxygen) of respectively P: 0.020% or less, Ti: less than 0.005%, and O: 0.0015% or less.
[0009] Furthermore, PTL 4 discloses a method for smelting a steel material for carburized bearing steel use which has a chemical composition comprising, by mass %, C: 0.05 to 0.30%, Si: 0.05 to 1.0%, Mn: 0.10 to 2.0%, P: 0.050% or less, S: 0.008% or less, Cr: 0.4 to 2.0%, Al: 0.010 to 0.050%, N: 0.010 to 0.025%, and O: 0.0015% or less and having a balance of Fe and impurities, which smelting method comprises performing ladle refining treatment in the order of step 1: flux injection treatment, step 2: slag refining treatment, and step 3: molten steel reflux treatment so as to control the sulfide-based inclusions so that the average composition of S-containing compounds forming the sulfide-based inclusions becomes CaS: 1.0% or more, MgS: 0 to 20%, and a total of the three constituents of CaS, MgS, and MnS of 95% or more.
[0010] In addition, PTL 5 discloses a steel material for carburized bearing steel use containing specific amounts of C, Si, Mn, P, S, Al, Cr, N, and O, having a balance comprised of Fe and impurities, having a projected AREA.sub.max of oxides and sulfides in 30,000 mm.sup.2 calculated using extreme value statistical processing when measuring the maximum oxide size and maximum sulfide size in a 100 mm.sup.2 longitudinal direction vertical cross-section for 30 locations of 50 .mu.m or less and 60 .mu.m or less, having an average aspect ratio of the maximum oxides and maximum sulfides measured at the 30 locations of 5.0 or less, having contents in the average compositions of the maximum oxides at the 30 locations of CaO: 2.0 to 20%, MgO: 0 to 20%, and SiO.sub.2: 0 to 10% and having a balance of Al.sub.2O.sub.3, comprised of any of the oxides of specific two to four element systems, and having contents in the average compositions of the maximum sulfides at the 30 locations of single element system sulfides of CaS: 100% or specific two element system or three element system sulfides of CaS.gtoreq.1.0%, MgS: 0 to 20%, and a balance of MnS.
CITATIONS LIST
Patent Literature
[0011] [PTL 1] Japanese Unexamined Patent Publication No. 2015-129335 [0012] [PTL 2] Japanese Patent No. 4243852 [0013] [PTL 3] Japanese Patent No. 5163242 [0014] [PTL 4] Japanese Unexamined Patent Publication No. 2014-5520 [0015] [PTL 5] Japanese Unexamined Patent Publication No. 2013-147689
SUMMARY
Technical Problem
[0016] The steel for carburized bearing use disclosed in PTL 1 may fall in bending fatigue strength if the grain boundary oxide layer is formed thick. The steel material for carburized part or carbonitrided part use disclosed in PTL 2 and the case hardened steel disclosed in PTL 3 may not be given excellent rolling fatigue life if there are elongated coarse sulfides present. Therefore, in the arts disclosed in PTLs 1 to 3, not all of the characteristics of the hardenability, toughness, surface-originated micropitting life, and bending fatigue strength can be stably realized.
[0017] Further, in the art disclosed in PTLs 4 and 5, there is the possibility that not all of the hardenability, toughness, surface-originated micropitting life, and bending fatigue strength can be stably realized.
[0018] The present invention was made in consideration of the above state of the prior art and has as its object the provision of steel improved in all of the hardenability, toughness, surface-originated micropitting life, and bending fatigue strength and a part produced using such steel.
Solution to Problem
[0019] In general, rolling fatigue is the phenomenon where inclusions present in a steel material are subjected to repeated load, stress concentration causes cracks to form, and then repeated load causes the cracks to gradually advance finally leading to micropitting.
[0020] The present inventors engaged in various studies so as to solve the above problem. As a result, they obtained the findings of the following (a) and (b).
[0021] (a) By controlling the composition of sulfides, specifically by controlling the composition so as, for example, to add Ca into the molten steel so that the sulfides include (Mn, Ca)S, it is possible to disperse and reduce in size the coarse sulfides acting as the source of stress concentration in rolling fatigue.
[0022] (b) By rectifying the balance of the amounts of oxidizing elements, in particular Cr, Si, and Mn, it is possible to reduce the thickness of an abnormally carburized layer such as a grain boundary oxide layer and slack quenched layer and as a result possible to secure a high bending fatigue strength.
[0023] The present invention was made based on the above findings (a) and (b) and has as its gist the following:
[0024] [1] Steel which has a chemical composition comprising, by mass %,
[0025] C: 0.10 to 0.30%,
[0026] Si: 0.01 to 0.25%,
[0027] Mn: 0.20 to 1.50%,
[0028] P: 0.001 to 0.015%,
[0029] S: 0.001 to 0.010%,
[0030] Cr: 0.50 to 2.00%,
[0031] Mo: 0.10 to 0.50%,
[0032] Al: 0.005 to 0.100%,
[0033] Ca: 0.0002 to 0.0010%,
[0034] N: 0.005 to 0.025%,
[0035] O: 0.0015% or less,
[0036] Cu: 0 to 0.20%,
[0037] Ni: 0 to 0.20%,
[0038] B: 0 to 0.005%,
[0039] Nb: 0 to 0.05%.
[0040] Ti: 0 to 0.10%, and
[0041] a balance of Fe and impurities, wherein
[0042] Fn1 defined by the following formula (1) is 0.20 to 0.65, and
[0043] Fn2 defined by the following formula (2) is 0.50 to 1.00:
Fn1=4.2.times.[Cr]/(7.0.times.[Si]+16.0.times.[Mn]) (1)
[0044] [Element]: mass % of element
Fn2=A1/A2 (2)
[0045] A1: total area (.mu.m.sup.2) of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
[0046] A2: total area (.mu.m.sup.2) of sulfide-based inclusions having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
[0047] [2] The steel according to [1] wherein the chemical composition includes, by mass %, at least one of Cu: 0.20% or less, Ni: 0.20% or less, and B: 0.005% or less.
[0048] [3] The steel according to [1] or [2] wherein the chemical composition includes, by mass %, at least one of Nb: 0.05% or less and Ti: 0.10% or less.
[0049] [4] The steel according to any one of [1] to [3], wherein the steel is a steel rod.
[0050] [5] A part which is excellent in surface-originated micropitting life and bending fatigue strength and which, at a region of a depth of 500 .mu.m or more from the surface, has a chemical composition comprising, by mass %,
[0051] C: 0.10 to 0.30%,
[0052] Si: 0.01 to 0.25%,
[0053] Mn: 0.20 to 1.50%,
[0054] P: 0.001 to 0.015%,
[0055] S: 0.001 to 0.010%,
[0056] Cr: 0.50 to 2.00%,
[0057] Mo: 0.10 to 0.50%,
[0058] Al: 0.005 to 0.100%,
[0059] Ca: 0.0002 to 0.0010%,
[0060] N: 0.005 to 0.025%,
[0061] O: 0.0015%,
[0062] Cu: 0 to 0.20%,
[0063] Ni: 0 to 0.20%,
[0064] B: 0 to 0.005%,
[0065] Nb: 0 to 0.05%,
[0066] Ti: 0 to 0.10%, and
[0067] a balance of Fe and impurities, wherein
[0068] Fn1 defined by the following formula (1) is 0.20 to 0.65, and
[0069] Fn2 defined by the following formula (2) is 0.50 to 1.00,
Fn1=4.2.times.[Cr]/(7.0.times.[Si]+16.0.times.[Mn]) (1)
[0070] [Element]: mass % of element
Fn2=A1/A2 (2)
[0071] A1: total area (.mu.m.sup.2) of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
[0072] A2: total area (.mu.m.sup.2) of sulfide-based inclusions having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
[0073] [6] The part according to [5] wherein the chemical composition includes, by mass %, at least one of Cu: 0.20% or less, Ni: 0.20% or less, and B: 0.005% or less.
[0074] [7] The part according to [5] or [6] wherein the chemical composition includes, by mass %, at least one of Nb: 0.05% or less and Ti: 0.10% or less.
[0075] [8] The part according to any one of [5] to [7] wherein at a center part, an absorption energy vE20 is 43 J/cm.sup.2 or more.
Advantageous Effects of Invention
[0076] In the steel according to the present invention, a predetermined chemical composition is realized, a balance of Cr, Si, and Mn is made suitable, and in sulfide-based inclusions with a circle equivalent diameter of a predetermined value, a ratio of the sulfide-based inclusions with a ratio of Ca moles in the sulfides of a predetermined value is made suitable. For this reason, in the steel according to the present invention, all of the hardenability, toughness, surface-originated micropitting life, and bending fatigue strength can be improved.
BRIEF DESCRIPTION OF DRAWINGS
[0077] FIG. 1 is a view schematically showing one example of a distribution of brightness of an SEM image in an observation region.
[0078] FIG. 2 is a view schematically showing one example of an SEM image in an observation region.
[0079] FIG. 3 is a view showing a relationship between a temperature and time of quenching and tempering.
DESCRIPTION OF EMBODIMENTS
[0080] Below, the findings of the inventors leading up to the present invention and an embodiment of the steel according to the present invention, method of producing the same, and method of producing a part (present embodiment) will be explained in detail. Note that, below, the "%/" of the contents of the elements mean "mass %".
Findings of Present Inventors
[0081] The present inventors engaged in intensive studies for providing steel improved in all of hardenability, toughness, surface-originated micropitting life, and bending fatigue strength and a part produced using such steel. That is, the present inventors investigated and studied the effects of the chemical composition of steel, in particular the effects of Si, Mn, Cr, and Ca, on the surface-originated micropitting life and bending fatigue strength of a carburized part after a carburization process. As a result, the present inventors obtained the following findings regarding the bending fatigue strength, surface-originated micropitting life, hardenability, and toughness.
[0082] (a) Regarding Bending Fatigue Strength
[0083] In steel for carburized bearing use, to secure a high bending fatigue strength, it is necessary to reduce the thicknesses of abnormally carburized layers such as the grain boundary oxide layer and slack quenched layer, but by suitably setting the balance of amounts of the oxidizing elements, in particular Si, Mn, and Cr among them, it is possible to reduce the thicknesses of abnormally carburized layers such as the grain boundary oxide layer and slack quenched layer.
[0084] Specifically, if Fn1 defined by the following formula (1) is 0.20 to 0.65, it is possible to reduce the thicknesses of the grain boundary oxide layer and slack quenched layer:
Fn1=4.2.times.[Cr]/(7.0.times.[Si]+16.0.times.[Mn]) (1)
[0085] [Element]: mass % of elements
[0086] Fn1: 0.20 to 0.65
[0087] If Fn1 is less than 0.20, the abnormally carburized layers become thicker and it becomes difficult to secure a high bending fatigue strength, so Fn1 is made 0.20 or more. Preferably, it is made 0.25, more preferably 0.30 or more. On the other hand, if Fn1 exceeds 0.65, similarly the abnormally carburized layers become thicker and it becomes difficult to secure a high bending fatigue strength, so Fn1 is made 0.65 or less. Preferably it is made 0.60, more preferably 0.55 or less.
[0088] (b) Regarding Surface-Originated Micropitting Life
[0089] Sulfide-based inclusions usually easily deform at a high temperature, so easily deform and elongate at the time of hot working. The elongated sulfide-based inclusions become starting points of fatigue in the usage environment of carburized bearing parts whereby the surface-originated micropitting life becomes shorter. For this reason, to extend the surface-originated micropitting life, it is effective to raise the deformation resistance of the sulfide-based inclusions at a high temperature.
[0090] That is, if raising the deformation resistance of the sulfide-based inclusions at a high temperature, the sulfide-based inclusions become harder to elongate at the time of hot working and maintain their spherical shapes, so it becomes harder for sulfide-based inclusions to become starting points of fatigue.
[0091] Compared with sulfides not containing Ca, sulfides containing Ca are larger in deformation resistance. For this reason, if making Ca form a solid solution in sulfide-based inclusions, that is, if replacing the Mn in MnS with Ca, the result is that the deformation resistance at a high temperature becomes higher. The sulfide with the Mn in MnS replaced by Ca is made (Mn,Ca)S. Specifically, by making the oxygen concentration strongly drop and in that state performing secondary refining to make the sulfide inclusions become mainly (Mn,Ca)S, it is possible to include 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides.
[0092] In this way, sulfide-based inclusions containing Ca in solid solution can be maintained spherical in shape even after hot working, so the aspect ratio (long axis/short axis of sulfide-based inclusions) is small. Specifically, sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides are smaller in aspect ratio after hot working compared with sulfide-based inclusions only containing less than 1.0 mol % of Ca with respect to the total number of moles in the sulfides. Ninety percent has an aspect ratio of 3 or less. Note that, as a result of experiments, it is learned that the upper limit value of Ca with respect to the total number of moles in the sulfides is 50 mol %.
[0093] The present inventors discovered, based on the above findings, that if Fn2 defined by the following formula (2) in the steel for carburized bearing use is 0.50 to 1.00, the sulfide-based inclusions in steel for carburized bearing use become higher in deformation resistance at the time of hot working the sulfide-based inclusions and the surface-originated micropitting life of the carburized bearing part is extended.
Fn2=A1/A2 (2)
[0094] A1: total area (.mu.m.sup.2) of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
[0095] A2: total area (.mu.m.sup.2) of sulfide-based inclusions having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
Fn2(=A1/A2):0.50 to 1.00
[0096] Fn2 is a parameter relating to the aspect ratio of the sulfide-based inclusions in the hot worked steel for carburized bearing use. If Fn2 is 0.50 or less, at the time of hot working, the sulfide-based inclusions are elongated and the aspect ratio of the sulfide-based inclusions after hot working becomes greater.
[0097] If the aspect ratio of the sulfide-based inclusions after hot working becomes greater, in the environment of use of a carburized bearing part after carburization, the sulfide-based inclusions become starting points of fatigue and the surface-originated micropitting life becomes shorter, so Fn2 is made 0.50 or more. Preferably it is made 0.55 or more, more preferably 0.60 or more. The upper limit of Fn2 is, from its definition, 1.00.
[0098] (c) Regarding Hardenability and Toughness
[0099] In the past, in steel for carburized bearing use, it was difficult to improve the bending fatigue strength or the surface-originated micropitting life while maintaining the hardenability or toughness. If improving the bending fatigue strength or the surface-originated micropitting life, there was the problem that the hardenability or toughness fell.
[0100] The present inventors discovered that the steel according to the present embodiment satisfying a predetermined chemical composition and formula (1) and formula (2) improved the bending fatigue strength or the surface-originated micropitting life while also being excellent in hardenability and toughness.
[0101] Being excellent in hardenability means a hardness of HRC after hardening at 500 .mu.m or less from the surface of the part being 22 or more.
[0102] Being excellent in toughness means an absorption energy vE20 at the center part of 43 J/cm.sup.2 or more.
[0103] Steel
[0104] Chemical composition
[0105] Essential elements
[0106] C: 0.10 to 0.30%
[0107] C is an element raising the hardenability of steel and raising the strength and toughness of the core part of the steel material after hardening. Further, C is an element acting to extend the surface-originated micropitting life of the carburized bearing part after carburization.
[0108] If C is less than 0.10%, the effect of addition is not sufficiently obtained, so C is made 0.10% or more. Preferably it is made 0.13% or more, more preferably 0.15% or more. On the other hand, if C exceeds 0.30%, the toughness falls, so C is made 0.30% or less. Preferably it is made 0.29% or less, more preferably 0.28% or less, still more preferably 0.25% or less.
[0109] Si: 0.01 to 0.25%
[0110] Si is an element functioning as a deoxidant and also contributing to improvement of the hardenability. Further, Si is an element acting to raise the temper softening resistance and keep the steel from softening at a high temperature. However, Si is an oxidizing element. If the amount increases, it is selectively oxidized by the trace amounts of H.sub.2O and/or CO.sub.2 in the carburizing gas, whereby the abnormally carburized layers of the grain boundary oxide layer and slack quenched layer become thicker and the bending fatigue strength falls.
[0111] If Si is less than 0.01%, the effect of addition is not sufficiently obtained, so Si is made 0.01% or more. Preferably, it is made 0.03% or more, more preferably 0.06% or more. On the other hand, if Si exceeds 0.25%, the abnormally carburized layers of the grain boundary oxide layer and slack quenched layer become thicker and the bending fatigue strength fall, so Si is made 0.25% or less. Preferably it is made 0.20% or less, more preferably 0.15% or less.
[0112] Mn: 0.20 to 1.50%
[0113] Mn is an element which functions as a deoxidant and also contributes to the improvement of the hardenability. Mn, like Si, is an oxidizing element. If the amount increases, it is selectively oxidized by the trace amounts of H.sub.2O and/or CO.sub.2 in the carburizing gas, whereby the abnormally carburized layers of the grain boundary oxide layer and slack quenched layer become thicker and the bending fatigue strength falls.
[0114] If Mn is less than 0.20%, the effect of addition is not sufficiently obtained, so Mn is made 0.20% or more. Preferably it is made 0.30% or more, more preferably 0.40% or more. On the other hand, if Mn exceeds 1.50%, the hardness rises and the machineability remarkably falls and also the abnormally carburized layers become thicker and the bending fatigue strength remarkably falls, so Mn is made 1.50% or less. Preferably it is made 1.48% or less, more preferably 1.30% or less, still more preferably 1.10% or less.
[0115] P: 0.001 to 0.015%
[0116] P is an impurity element. It is an element which segregates at the crystal grain boundaries and impairs the toughness of the steel and the surface-originated micropitting life of a carburized bearing part.
[0117] If P exceeds 0.015%, the toughness of the steel and the surface-originated micropitting life of the carburized bearing part remarkably fall, so P is made 0.015% or less. Preferably, it is 0.013% or less, more preferably 0.010% or less. A smaller amount of P is preferable, but if lowering it to less than 0.001%, the manufacturing costs rise, so P is made 0.001% or more. Preferably, it is 0.003% or more.
[0118] S: 0.001 to 0.010%
[0119] S is an impurity element. It is an element which forms sulfides and impairs the toughness and the cold forgeability of the steel and which impairs the surface-originated micropitting life of the carburized bearing part.
[0120] If S exceeds 0.010%, the toughness of the steel and the cold forgeability remarkably fall and the surface-originated micropitting life of the carburized bearing part remarkably falls, so S is made 0.010% or less. Preferably it is made 0.008% or less, more preferably 0.005% or less. S is preferably low, but if lowering it to less than 0.001%, the manufacturing costs rise, so S is made 0.001% or more. Preferably, it is 0.002% or more, more preferably 0.003 or more, still more preferably 0.005% or more.
[0121] Cr: 0.50 to 2.00%
[0122] Cr is an element which acts to raise the hardenability and also raise the temper softening resistance and keep the steel from softening at a high temperature. However, Cr, like Si and Mn, is an oxidizing element. If the amount increases, it is selectively oxidized by the trace amounts of H.sub.2O and/or CO.sub.2 in the carburizing gas, the abnormally carburized layers of the grain boundary oxide layer and slack quenched layer become thicker, and the bending fatigue strength falls.
[0123] If Cr is less than 0.50%, the effect of addition is not sufficiently obtained, so Cr is made 0.50% or more. Preferably it is made 0.70% or more, more preferably 0.90% or more. On the other hand, if Cr exceeds 2.00%, the hardness rises and the machinability remarkably falls and, also, the abnormally carburized layers become thicker and the bending fatigue strength remarkably falls, so Cr is made 2.00% or less. Preferably it is made 1.98% or less, more preferably 1.80% or less, still more preferably 1.60% or less.
[0124] Mo: 0.10 to 0.50%
[0125] Mo is an element which raises the hardenability, improves the surface hardness, hardened layer depth, and core hardness after carburized hardening, and contributes to securing the strength of the carburized part. Further, Mo is a nonoxidizing element, so is an element acting to increase the strength and toughness of the steel surface and raise the bending fatigue strength without increase the thickness of the grain boundary oxide layer at the time of carburization.
[0126] If Mo is less than 0.10%, the effect of addition is not sufficiently obtained, so Mo is made 0.10% or more. Preferably it is made 0.20% or more, more preferably 0.30% or more. On the other hand, if Mo exceeds 0.50%, the hardness rises and the machineability remarkably falls. Furthermore, the surface-originated micropitting life of the carburized bearing part falls. Further, the manufacturing cost also rises, so Mo is made 0.50% or less. Preferably, it is made 0.48% or less, more preferably 0.45% or less.
[0127] Al: 0.005 to 0.100%
[0128] Al is an element acting to deoxidize steel. If A1 is less than 0.005%, the effect of addition cannot be sufficiently obtained, so A1 is made 0.005% or more. Preferably it is 0.010% or more, more preferably 0.015% or more. On the other hand, if A1 exceeds 0.100%, coarse oxides are formed and the surface-originated micropitting life of the carburized bearing part becomes shorter, so A1 is made 0.100% or less. Preferably, it is made 0.070% or less, more preferably 0.050% or less.
[0129] Ca: 0.0002 to 0.0010%
[0130] Ca is an element which forms a solid solution in sulfide-based inclusions to act to make the sulfide-based inclusions spheroidal. Further, Ca is an element which raises the deformation resistance of sulfide-based inclusions at a high temperature, inhibits elongation of sulfide-based inclusions to maintain the spherical form at the time of hot working, and extends the surface-originated micropitting life of the carburized bearing part.
[0131] If Ca is less than 0.0002%, the effect of addition is not sufficiently obtained, so Ca is made 0.0002% or more. Preferably it is made 0.0003% or more, more preferably 0.0004% or more. On the other hand, if Ca exceeds 0.0010%, coarse oxides are formed and the surface-originated micropitting life of the carburized bearing part becomes shorter, so Ca is made 0.0010% or less. Preferably it is made 0.0009% or less, more preferably 0.0008% or less.
[0132] N: 0.005 to 0.025%
[0133] N is an element bonding with A1, Nb, and/or Ti to form AlN, NbN, and/or TiN effective for refining the crystal grains and contributing to improvement of the bending fatigue strength.
[0134] If N is less than 0.005%, the effect of addition is not sufficiently obtained, so N is made 0.005% or more. Preferably it is made 0.010% or more, more preferably 0.012% or more. On the other hand, if N exceeds 0.025%, coarse nitrides are formed and the toughness and bending fatigue strength fall, so N is made 0.025% or less. Preferably it is made 0.022% or less, more preferably 0.020% or less.
[0135] O (oxygen): 0.0015% or Less
[0136] O (oxygen) is an element which forms oxides and impairs strength and which impairs the bending fatigue strength and the surface-originated micropitting life of a carburized bearing part.
[0137] If O (oxygen) exceeds 0.0015%, the strength and the bending fatigue strength and the surface-originated micropitting life of the carburized bearing part fall, so O (oxygen) is made 0.0015% or less. Preferably, it is made 0.0013% or less, more preferably 0.0010% or less. Less O (oxygen) is preferable, but if decreasing O (oxygen) to 0.0001% or less, the manufacturing costs greatly rise, so for practical steel, 0.0001% is the substantive lower limit.
[0138] Optional Elements
[0139] In the present embodiment, the chemical composition of the steel may contain, in addition to the above elements, to improve the characteristics of the steel, furthermore, by mass %, at least one type of element among the (a) group elements of Cu: 0.20% or less, Ni: 0.20% or less, and B: 0.005% or less and at least one type of element among the (b) group elements of Nb: 0.05% or less, and Ti: 0.10%.
[0140] (a) Group Elements
[0141] Cu: 0.20% or Less
[0142] Cu is an element acting to raise the hardenability. If Cu exceeds 0.20%, the hot workability falls and the steel cost rises, so Cu is preferably made 0.20% or less. More preferably it is made 0.16% or less. From the viewpoint of reliably obtaining the effect of addition of Cu, Cu is preferably made 0.05% or more. More preferably it is made 0.10% or more.
[0143] Ni: 0.20% or Less
[0144] Ni is an element which improves the hardenability and also contributes to the improvement of the toughness. Further, Ni is a nonoxidizing element. It is an element which acts to strengthen and toughen the steel surface without causing the grain boundary oxide layer to increase in thickness at the time of carburization.
[0145] If Ni exceeds 0.20%, the effect of addition becomes saturated and, further, the steel cost rises, so Ni is preferably made 0.20% or less. More preferably it is made 0.16% or less. From the viewpoint of reliably obtaining the effect of addition of Ni, Ni is preferably made 0.05% or more. More preferably it is made 0.10% or more.
[0146] B: 0.005% or Less
[0147] B is an element which acts to raise the hardenability and which also acts to keep P and S from segregating at the austenite grain boundaries at the time of quenching. If B exceeds 0.005%, BN forms and the toughness of the steel falls, so B is preferably made 0.005% or less. More preferably it is made 0.003% or less. From the viewpoint of reliably obtaining the effect of addition of B, B is preferably made 0.0003% or more. More preferably it is made 0.0005% or more.
[0148] (b) Group Elements
[0149] Nb: 0.05% or Less
[0150] Nb is an element bonding with C and/or N to form fine carbides, nitrides, and/or carbonitrides to refine the crystal grains and contributing to improvement of the bending fatigue strength.
[0151] If Nb exceeds 0.05%, the hot ductility remarkably falls and defects easily form at the steel surface at the time of hot rolling or hot forging and also the toughness of the steel falls, so Nb is preferably made 0.05% or less. More preferably it is made 0.02% or less. From the viewpoint of reliably obtaining the effect of addition of Nb, Nb is preferably made 0.005% or more. More preferably it is made 0.008% or more.
[0152] Ti: 0.10% or Less
[0153] Ti is an element which forms fine carbides etc. to refine the crystal grains and contributes to improvement of the strength of steel. If Ti exceeds 0.10%, the toughness of the steel and bending fatigue strength fall, so Ti is preferably made 0.10% or less. More preferably, it is made 0.08% or less. From the viewpoint of reliably obtaining the effect of addition of Ti, Ti is preferably made 0.005% or more. More preferably it is made 0.010% or more.
[0154] Balance
[0155] In the chemical composition of the steel according to the present embodiment, the balance is Fe and impurities. Here, "impurities" are elements unavoidably being mixed in from the steel raw materials (ore, scrap, etc.) and/or in the steelmaking process and elements allowed in a range not obstructing the characteristics of the steel according to the present embodiment. Specifically, Sb, Sn, W, Co, As, Mg, Pb, Bi, and H may be mentioned. Note that, Sb, Sn, W, Co, As, Mg, Pb, Bi, and H respectively may be allowed to be included respectively in 0.010%, 0.10%, 0.50%, 0.50%, 0.005%, 0.005%, 0.10%, 0.10%, and 0.0010% in realizing the effects of the present application.
[0156] Next, the Fn1 defined by the following formula (1) for the chemical composition of the steel according to the present embodiment and the Fn2 defined by the following formula (2) for the sulfide-based inclusions of the steel according to the present embodiment will be explained in detail.
[0157] Note that, in this Description, the sulfide-based inclusions may include MnS, (Mn,Ca)S, CaS, and FeS. The amount of FeS present is very small. In calculation, FeS is considered.
[0158] Fn1: 0.20 to 0.65
[0159] In the chemical composition of the steel according to the present embodiment, Fn1 defined by the following formula (1) is made 0.20 to 0.65.
Fn1=4.2.times.[Cr]/(7.0.times.[Si]+16.0.times.[Mn]) (1)
[0160] Note that, in the parentheses in formula (1), the mass % of the element is introduced.
[0161] Fn1 is a parameter relating to the thickness of the abnormally carburized layers. If Fn1 is less than 0.20 (amount of Si is excessively large), the grain boundary oxide layer etc. becomes thicker. Further, if Fn1 exceeds 0.65 (amount of Cr is excessively large), the trace amounts of H.sub.2O and/or CO.sub.2 in the carburizing gas cause the Cr to be selectively oxidized. For this reason, in each of these cases, the thicknesses of the abnormally carburized layers increase and the bending fatigue strength falls, so Fn1 is 0.20 or more and Fn1 is 0.65 or less. Fn1 is preferably 0.25 or more, more preferably 0.3 or more. Fn1 is preferably 0.60 or less, more preferably 0.55 or less.
[0162] Fn2: 0.50 to 1.00
[0163] Regarding the sulfide-based inclusions of the steel of the present invention, Fn2 defined by the following formula (2) is made 0.50 to 1.00:
Fn2=A1/A2 (2)
[0164] A1: total area (.mu.m.sup.2) of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
[0165] A2: total area (.mu.m.sup.2) of sulfide-based inclusions having a circle equivalent diameter of 1.0 .mu.m or more in observation regions of a total area of 4.0 mm.sup.2
[0166] Fn2 is a parameter relating to the aspect ratio of the sulfide-based inclusions after hot working. If Fn2 is less than 0.50, the ratio of the sulfide-based inclusions with large aspect ratios becomes greater.
[0167] Sulfide-based inclusions with large aspect ratios become starting points for fatigue in the environment of use of carburized bearing parts after carburizing and impair the surface-originated micropitting life, so to decrease the ratio of the sulfide-based inclusions with large aspect ratios, Fn2 is 0.5 or more. Fn2 is preferably 0.55 or more, more preferably 0.60 or more. Fn2, from its definition, is 1.00 or less.
[0168] Fn2 is found by the following method. A region of 1/10d- 7/16d from the surface of the cross-section parallel to the rolling direction including the diameter of the rod shaped or wire shaped steel was made the region for observation. Here, the diameter of the steel is shown by "d".
[0169] The cross-section parallel to the rolling direction, the region for observation, is polished by diamond to a mirror finish to obtain the surface for examination. The sulfide-based inclusions of the surface for examination are identified by a SEM (scanning electron microscope). Specifically, 100 locations of any observation regions in the surface for examination are selected by a magnification of 500.times.. That is, an observation region means any region of the surface for examination obtained by polishing the regions for observation to a mirror finish and observed by a magnification of 500.times.. The total area of the observation regions is made at least 4.0 mm.sup.2. The total area of the observation regions may also exceed 4.0 mm.sup.2. Note that, it is enough that the surface for examination be prepared so that the total area of the observation regions is at least 4.0 mm.sup.2. The size of the surface for examination itself is not particularly specified.
[0170] In each observation region, the sulfide-based inclusions are identified based on the contrast of the backscattered electron images observed by SEM. In the backscattered electron images, the observation regions are shown by grayscale images. The contrasts of the Fe base material, sulfide-based inclusions, and oxide-based inclusions in the backscattered electron images respectively differ.
[0171] The numerical range of the brightness showing sulfide-based inclusions (several levels) is determined in advance by SEM and EDS (energy dispersive type X-ray microanalyzer). Below, the numerical range determined in advance as brightness showing sulfide-based inclusions will be referred to as the "reference range". In an observation region, the region with a brightness within the reference range is determined. Below, a region with a brightness within the reference range will be referred to as a "sulfide region".
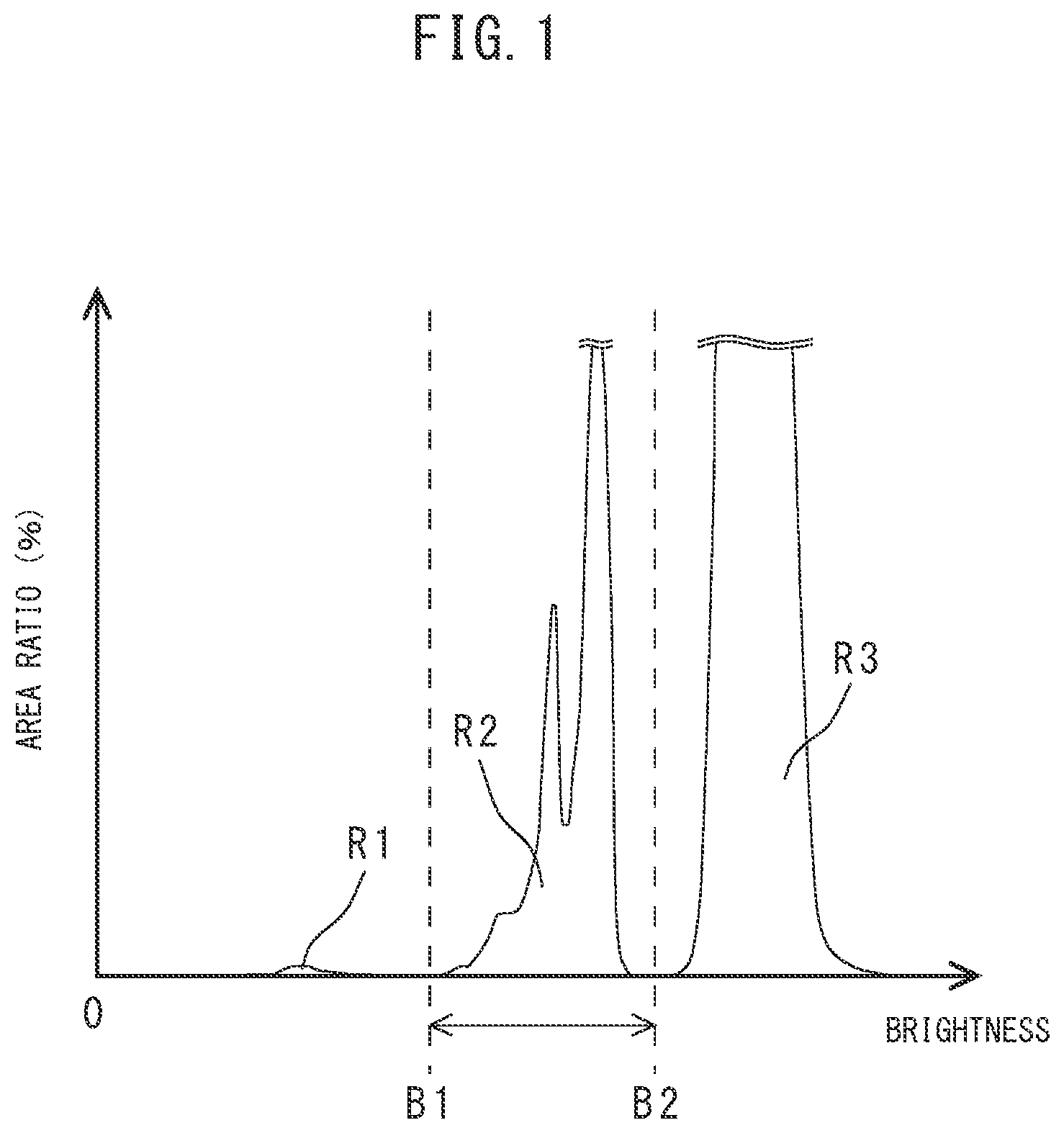
[0172] FIG. 1 schematically shows one example of the brightness distribution of an SEM image in an observation region. In FIG. 1, the ordinate shows the area ratio (%) in the observation region while the abscissa shows the brightness. In FIG. 1, the region R1 shows the region of oxide-based inclusions, the region R2 shows the region of sulfide-based inclusions, and the region R3 shows the region of the Fe base material.
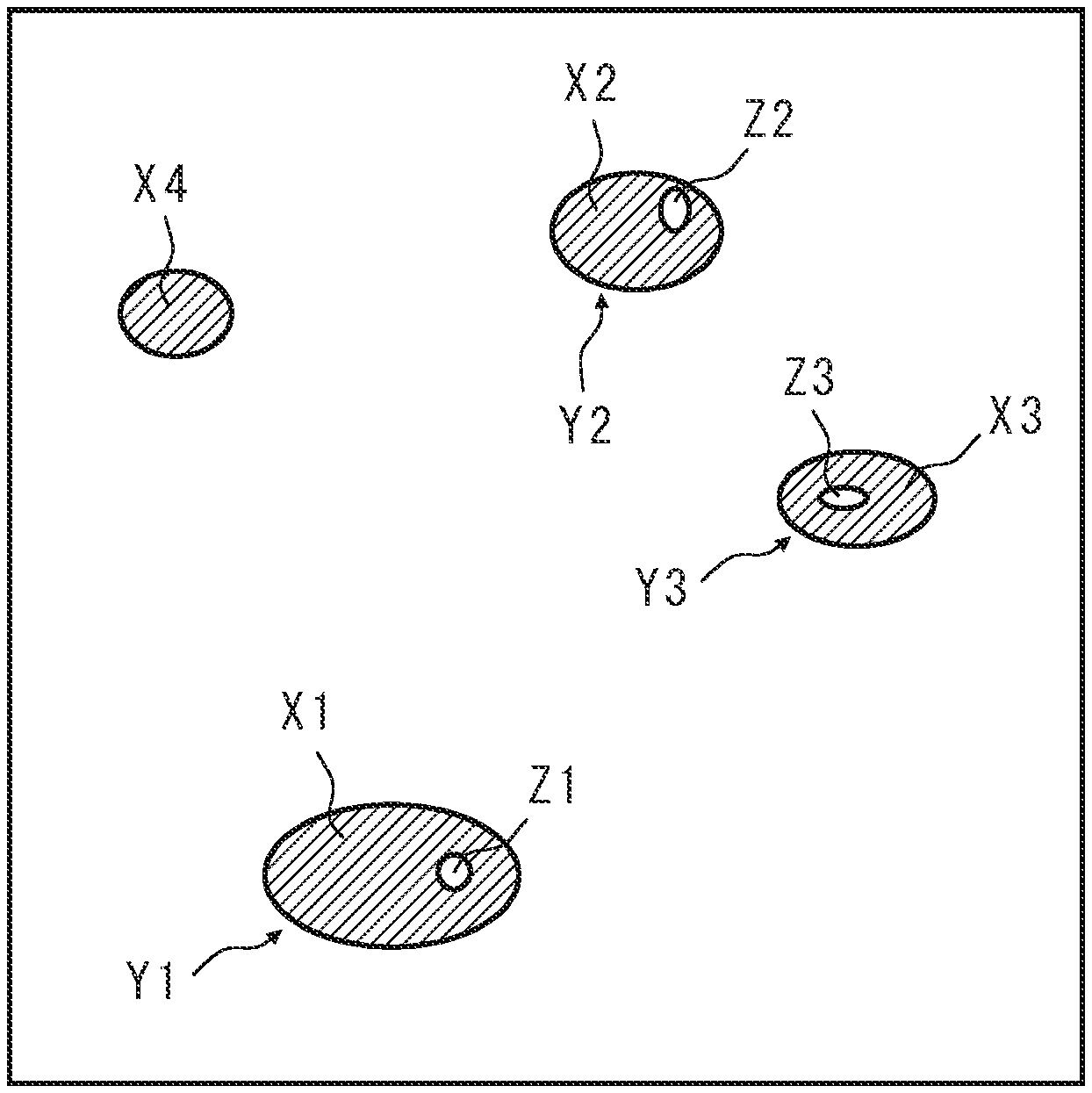
[0173] B1 to B2 in FIG. 1 are defined as reference ranges of brightness. Regions of the reference ranges B1 to B2 are selected from the observation region. FIG. 2 schematically shows one example of an SEM image in an observation region. In FIG. 2, the sulfide regions X1 to X4 are regions having brightnesses of the reference ranges B1 to B2. The regions correspond to regions of sulfide-based inclusions.
[0174] In FIG. 2, the regions Z1 to Z3 in the inclusions Y1 to Y3 correspond to regions of oxide-based inclusions. That is, the inclusions Y1 to Y3 are composite inclusions comprised of sulfide-based inclusions and oxide-based inclusions.
[0175] Next, the circle equivalent diameters of the identified sulfide regions X1 to X4 are calculated. A "circle equivalent diameter" is the diameter of the circle in the case of converting the area of a sulfide region into a circle having the same area. When calculating the circle equivalent diameters of the sulfide regions X1 to X4, the calculations are performed excluding the areas of the oxide-based inclusions (regions of Z1 to Z3 in FIG. 2) present in the respective sulfide regions. In the 100 locations of observation regions (total area of 4.0 mm.sup.2), the total area (.mu.m.sup.2) of the sulfide regions with calculated circle equivalent diameters of 1.0 .mu.m or more is defined as A2.
[0176] Next, the total area A1 of the sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more is found by the following method. In the above 100 locations of observation regions (total area 4.0 mm.sup.2), the regions of sulfides with circle equivalent diameters of 1.0 .mu.m or more are quantitatively analyzed by EDS. In the quantitatively analyzed sulfide regions, the regions of sulfide-based inclusions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides are identified.
[0177] When quantitatively analyzing the Ca in sulfide-based inclusions by EDS, the semiquantitative analysis method is used. In the observation regions, not only are individual sulfide-based inclusions present, but also, as explained above, composite inclusions containing sulfide-based inclusions and oxide-based inclusions are present.
[0178] Assume the case where the sulfide regions identified by the SEM image are sulfide-based inclusions of composite inclusions. In this case, even if firing electrons at the EDS apparatus aiming at the sulfide-based inclusions, sometimes not only the sulfide-based inclusions, but also the oxide-based inclusions adjoining the sulfide-based inclusions are hit by the incident electron beam.
[0179] In such a case, the results of analysis include analysis values of not only the sulfide-based inclusions, but also the oxide-based inclusions. The oxide-based inclusions may be Ca oxides. To avoid this problem, the semiquantitative measurement method is employed. The semiquantitative measurement method is as follows: The contents shown below are mol %.
[0180] Compare the S content and Mn content in sulfide-based inclusions measured by EDS quantitative analysis. With EDS quantitative analysis, for each inclusion, the measurement is conducted in a region where the inclusion as a whole fits. A 5 kV voltage and 20 nm beam diameter were used for analysis by a pitch of 100 nm.
[0181] (i) Case where S Content is Mn Content or Less
[0182] S is stronger in bonding force with Mn compared with Ca, so the S in the analyzed sulfide regions is formed as MnS. Ca is not included. That is, (Ca,Mn)S is not present. The area of the sulfide regions analyzed is not included in the A1 of the formula (2).
[0183] The Mn of the differential value obtained by subtracting from the Mn content the S content (below, [Mn]*) is calculated assuming inclusion in the oxide-based inclusions.
[Mn]*=Mn content-S content formula (A)
[0184] (ii) Case where S Content Exceeds Mn Content
[0185] When the Ca content is greater than the [S]* amount of the following formula (B), the Ca corresponding to [S]* is calculated as included in the sulfide regions as Ca as (Ca,Mn)S. The [Ca]* amount of the following formula (C) forms oxides as CaO. Accordingly, [Ca]* is excluded from the number of moles of the analyzed sulfur regions.
[0186] When the Ca content is less than the [S]* amount of the following formula (B), the S of the [S]* amount bonds with the Fe whereby FeS is formed. In this case, the Ca content is included in the sulfide regions as (Ca,Mn)S.
[S]*=S content-Mn content formula (B)
[Ca]*=Ca content-[S]* formula (C)
[0187] The above semiquantitative measurement method is used to identify the Ca content in sulfide regions with a circle equivalent diameter of 1.0 .mu.m or more. Further, the total area (.mu.m.sup.2) of the sulfide regions containing 1.0 mol % or more of Ca with respect to the total number of moles in the sulfides and having a circle equivalent diameter of 1.0 .mu.m or more is found. The found total area is defined as A1. When calculating A1 as well, the area of the oxide-based inclusions present in the sulfide regions (regions of Z1 to Z3 in FIG. 2) is excluded from the calculation.
[0188] The total area A1 and the total area A1 calculated by the above method are used to find Fn2.
[0189] The steel of the present invention is steel for carburized bearing use. Normally, steel rod or wire rod is used as the steel for carburized bearing use. The diameter of steel rods which are generally in circulation is 16 mm to 200 mm, while the diameter of wire rods is 4 mm to 20 mm. The steel of the embodiment of the present invention may be defined as steel rods with a diameter of 16 mm to 200 mm or wire rods with a diameter of 4 mm to 20 mm.
[0190] Method of Production of Steel
[0191] Next, one example of the method of production for producing the steel of the present invention will be explained.
[0192] Molten steel having the above chemical composition and satisfying the above formula (1) is continuous cast to form a cast slab. Ca is added by wire to the molten steel after addition of A1 and before insertion into the tundish. By adding Ca after adding A1, coarse Ca oxides become harder to form. By addition by wire to the molten steel before insertion into the tundish, it is possible to decrease the amount of coarse (Mn, Ca)S precipitating in the molten steel. Due to the presence of Ca forming a solid solution by supersaturation, fine (Mn,Ca)S more easily precipitates at the time of solidification and it becomes possible to satisfy the above formula (2). Note that, fine CaO and CaS may also be formed before fine (Mn,Ca)S. The molten steel may also be rendered into ingots by the ingot casting method.
[0193] The cast slab or ingot is hot worked to produce a steel slab. For example, blooming is used to form the cast slab or ingot into a steel slab. The steel slab is hot worked to produce a steel rod or wire rod or other steel material for carburized bearing use. The hot working may be hot rolling or may be hot forging. The steel material for carburized bearing use which is produced may, as needed, be normalized or spherodizing annealed. Due to the above process, steel for carburized bearing use is produced.
[0194] Method of Production of Part
[0195] One example of the method of production of a part (for example, carburized bearing) using the steel of the present embodiment is as follows. That is, first, the steel according to the present embodiment is worked into a predetermined shape to produce an intermediate part. The method of working it is for example machining such as cutting.
[0196] Next, the intermediate part is carburized. The carburizing process may be performed under known conditions. The quenching conditions and tempering conditions in the carburizing treatment are suitably adjusted by known methods to suitably adjust the surface hardness of the part, surface concentration of C, etc.
[0197] Due to the above processes, it is possible to produce a (carburized bearing) part. The part produced by known carburization using the steel according to the present embodiment is excellent in hardenability, toughness, surface-originated micropitting life, and bending fatigue strength.
[0198] The part obtained by the method of production of the part according to the present embodiment has a thickness of its carburized layer of 0.5 to 2.0 mm. By the thickness of the carburized layer being 0.5 mm or more, the surface-originated micropitting life can be improved. On the other hand, to render it 2.0 mm or more, the carburizing time would end up becoming longer and the cost would rise. The thickness of the carburized layer is preferably 0.5 to 2.0 mm.
[0199] The thus obtained part has an absorption energy vE20 at its center part of 43 J/cm.sup.2 or more and has an excellent toughness.
[0200] The shape of the part differs depending on the type of the part, so it is difficult to uniformly define the center part from the shape of the part. Therefore, the center part is defined with respect to the material before shaping to the part and after carburization. The "center part" means, in a material before shaping into a part and after carburization, a range of T to 3/5T from the surface in the cross-section parallel to the rolling direction. Here, "T" means the thickness of the material. Note that, the above center part can be found when analyzing a part.
EXAMPLES
[0201] Next, examples of the present invention will be explained, but the conditions in the examples just show single illustrations of conditions employed for confirming the workability and effects of the present invention. The present invention is not limited to these single illustrations. The present invention can employ various conditions so long as not departing from the gist of the present invention and achieving the object of the present invention.
Example 1
[0202] Preparation of Steel Rods
[0203] Molten steels having the chemical compositions shown in Table 1 were produced in a 300 kg vacuum melting furnace and cast into ingots. The ingots were heated at 1150.degree. C. for 30 minutes, then were hot forged to give finishing temperatures of 950.degree. C. or more to thereby produce diameter 60 mm steel rods.
TABLE-US-00001 TABLE 1 Chemical composition (mass %), balance: Fe and impurities Class Steel C Si Mn P S Cr Mo Al Ca N Inv. 1 0.10 0.10 0.82 0.008 0.008 1.80 0.38 0.030 0.0009 0.0059 ex. 2 0.30 0.08 0.30 0.009 0.007 0.68 0.45 0.035 0.0008 0.0067 3 0.25 0.01 1.25 0.008 0.003 1.71 0.26 0.025 0.0007 0.0070 4 0.21 0.25 0.64 0.010 0.004 1.46 0.37 0.026 0.0007 0.0095 5 0.17 0.20 0.20 0.012 0.007 0.71 0.28 0.029 0.0007 0.0075 6 0.12 0.05 1.50 0.011 0.004 1.69 0.18 0.037 0.0005 0.0060 7 0.23 0.07 0.51 0.010 0.008 0.50 0.24 0.029 0.0005 0.0095 8 0.22 0.19 0.81 0.009 0.005 2.00 0.21 0.017 0.0008 0.0089 9 0.22 0.24 0.68 0.007 0.005 1.32 0.10 0.035 0.0006 0.0080 10 0.11 0.02 0.42 0.007 0.010 0.86 0.50 0.029 0.0003 0.0096 11 0.23 0.08 0.78 0.008 0.004 1.02 0.37 0.028 0.0008 0.0058 12 0.24 0.09 0.86 0.009 0.004 1.06 0.36 0.034 0.0007 0.0110 13 0.21 0.10 0.87 0.009 0.003 1.08 0.38 0.037 0.0006 0.0094 14 0.23 0.20 0.86 0.008 0.005 1.07 0.36 0.034 0.0004 0.0058 15 0.17 0.05 0.69 0.011 0.008 0.61 0.41 0.078 0.0006 0.0076 16 0.22 0.04 0.73 0.007 0.004 1.04 0.45 0.025 0.0007 0.0105 17 0.29 0.24 1.48 0.009 0.002 1.98 0.49 0.097 0.0009 0.0248 Comp. 18 0.08 0.10 0.86 0.008 0.010 0.94 0.37 0.032 0.0008 0.0113 ex. 19 0.34 0.09 0.74 0.009 0.005 1.03 0.27 0.028 0.0008 0.0126 20 0.15 0.31 0.68 0.008 0.009 1.12 0.12 0.033 0.0007 0.0091 21 0.23 0.21 0.17 0.007 0.006 0.64 0.25 0.054 0.0008 0.0074 22 0.18 0.19 1.59 0.010 0.005 1.26 0.43 0.024 0.0009 0.0153 23 0.19 0.15 0.32 0.008 0.004 0.45 0.25 0.033 0.0007 0.0127 24 0.23 0.05 1.28 0.009 0.008 2.12 0.32 0.030 0.0008 0.0136 25 0.17 0.21 1.20 0.004 0.009 1.32 0.07 0.057 0.0008 0.0092 26 0.13 0.12 0.45 0.007 0.006 0.53 0.56 0.029 0.0010 0.0096 27 0.21 0.03 1.38 0.009 0.005 1.45 0.11 0.023 0.0009 0.0068 28 0.24 0.07 0.59 0.009 0.004 1.30 0.19 0.035 0.0001 0.0095 29 0.18 0.33 1.11 0.005 0.014 1.32 0.34 0.036 0.0001 0.0132 30 0.20 0.19 0.78 0.008 0.004 0.51 0.28 0.031 0.0008 0.0086 31 0.16 0.03 0.74 0.009 0.010 1.98 0.12 0.014 0.0009 0.0760 32 0.23 0.20 0.86 0.008 0.005 1.07 0.36 0.034 0.0004 0.0058 Chemical composition (mass %), balance: Fe and impurities Class Steel O Cu Ni B Nb Ti Fn1 Fn2 Inv. 1 0.0010 0.55 0.65 ex. 2 0.0009 0.53 0.63 3 0.0009 0.36 0.58 4 0.0008 0.51 0.59 5 0.0008 0.65 0.56 6 0.0008 0.29 0.55 7 0.0009 0.24 0.51 8 0.0010 0.59 0.76 9 0.0007 0.44 0.59 10 0.0009 0.53 0.52 11 0.0007 0.10 0.33 0.67 12 0.0008 0.18 0.31 0.65 13 0.0008 0.0005 0.31 0.62 14 0.0009 0.005 0.30 0.53 15 0.0080 0.050 0.22 0.70 16 0.0008 0.008 0.37 0.64 17 0.0014 0.33 0.66 Comp. 18 0.0009 0.27 0.63 ex. 19 0.0008 0.35 0.65 20 0.0008 0.36 0.61 21 0.0012 0.64 0.68 22 0.0009 0.20 0.69 23 0.0010 0.31 0.60 24 0.0008 0.43 0.65 25 0.0012 0.27 0.70 26 0.0009 0.28 0.73 27 0.0007 0.550 0.27 0.71 28 0.0008 0.008 0.55 0.49 29 0.0008 0.28 0.47 30 0.0009 0.16 0.63 31 0.0012 0.69 0.65 32 0.0009 0.30 0.67
[0204] Parts of diameter 60 mm steel rods were cut and the cut steel rods were hot forged to manufacture diameter 30 mm steel rods. These steel rods were held at 1250.degree. C. for 12 hours, then allowed to cool down to room temperature and furthermore were heated and held at 925.degree. C..times.1 hour, then were allowed to cool down to room temperature.
[0205] Various Evaluations Using Steel Rods
[0206] Normalized steel rods (diameter 60 mm and diameter 30 mm) were used, as shown below, to perform inclusion evaluation tests, hardenability evaluation tests, toughness evaluation tests, surface-originated micropitting life evaluation tests, and rotating bending fatigue strength evaluation tests.
[0207] Inclusion Evaluation Test
[0208] The inclusion evaluation test was performed by the following method. From diameter 30 mm steel rods, positions of 3.00 to 13.12 mm from the top surfaces of the observed surfaces parallel to the rolling directions of the steel rods were observed. The observed surfaces parallel to the rolling direction were polished by diamond to mirror finishes. The sulfide-based inclusions of the observed surfaces after polishing to a mirror finish were identified by the above method and Fn2 (=A1/A2) of the different test numbers were found. The results relating to the Fn2 are shown together with the results of calculation of Fn1 in Table 2.
[0209] Hardenability Evaluation Test
[0210] The hardenability evaluation test was performed by the following method. From diameter 30 mm steel rods, flanged diameter 25 mm, length 100 mm Jominy test pieces were prepared by machining. The test pieces of the different test numbers were subjected to Jominy tests based on JIS G 0561 (2011). Note that, the quenching temperature was made 950.degree. C. and the Steel Rods 1 to 32 were treated over 6 hours.
[0211] After each test, the hardness J.sub.11 at a position of 11 mm from the water cooling end was measured and the measured hardness J.sub.11 was used to evaluate the hardenability. The hardness test was performed using a tip radius 0.2 mm and tip angle 120 degree diamond conical indenter for measurement under 150 kgf conditions. If the hardness J.sub.11 was a Rockwell hardness HRC of 22 or more, it was judged that the hardenability was high ("G (good)" in Table 2). If the hardness J.sub.11 was a Rockwell hardness HRC of less than 22, it was judged that the hardenability was low ("P (poor)" in Table 2). The results are shown together in Table 2.
[0212] Toughness Evaluation Test
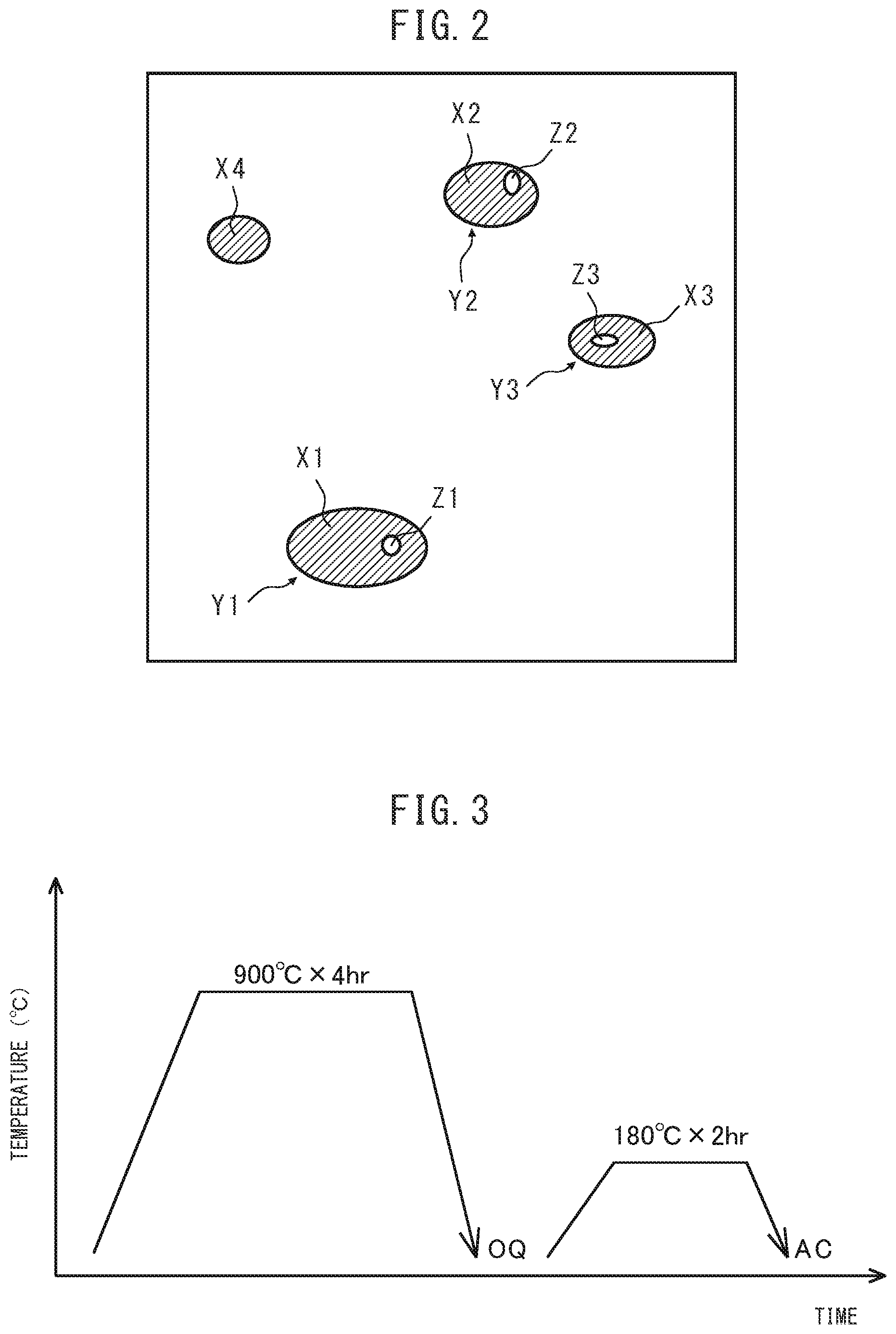
[0213] The toughness evaluation test was performed by the next method. A diameter 30 mm steel rod was quenched and tempered by the heat pattern shown in FIG. 3. Specifically, a diameter 30 mm steel rod was held at 900.degree. C. for 4 hours, then was oil quenched ("OQ" in FIG. 3). The oil quenched steel rod was further held at 180.degree. C. for 2 hours for tempering, then was air cooled ("AC" in FIG. 3).
[0214] From the above steel rod quenched and tempered, Charpy test pieces having V-notches were prepared so that the centers of the V-notch side surfaces in the width direction became the 1/8D' positions. The Charpy test pieces of the different test numbers were subjected to Charpy impact tests based on JIS Z 2242 (2009) at room temperature. Here, D' shows the diameter of the steel rod quenched and tempered.
[0215] The absorption energy obtained by each test was divided by the original cross-sectional area of the notched part (cross-sectional area of notched part of test piece before the test) to find the impact value vE.sub.20 (J/cm.sup.2). If the impact value vE.sub.20 is 43 J/cm.sup.2 or more, it was judged that the toughness was high ("G (good)" in Table 2). If the impact value vE.sub.20 is less than 43 J/cm.sup.2, it was judged that the toughness was low ("P (poor)" in Table 2). The results are shown together in Table 2.
[0216] Surface-Originated Micropitting Life Evaluation Test
[0217] The surface-originated micropitting life evaluation test was performed by the following method. From a diameter 60 mm steel rod, diameter 60 mm, thickness 5.5 mm disk shaped crude test piece were prepared. The thicknesses of the crude test pieces (5.5 mm) correspond to the longitudinal directions of the steel rods.
[0218] The crude test pieces of the different number test were treated for carburization in a gas atmosphere with a carbon equivalent of 0.8 mass % at 950.degree. C. for 6 hours (carburizing condition A) or in a gas atmosphere with a carbon equivalent of 0.8 mass % at 950.degree. C. for 3 hours (carburizing condition B) and quenched in 60.degree. C. oil, immediately tempered at 150.degree. C. for 1.5 hours, then allowed to cool to prepare test pieces simulating carburized bearing parts. Next, the surfaces of the prepared test pieces were made to engage in sliding motion in a state containing free abrasives (polishing agent) and the rolling contact surfaces were slightly machined while polishing by lapping to prepare rolling fatigue test pieces.
[0219] A thrust type rolling fatigue tester was used to perform the rolling fatigue tests. The maximum contact pressure at the time of the tests was made 5.0 GPa and the speed of repetition was made 1800 cpm (cycles per minute). The lubrication oil used at the time of the tests contained gas atomized powder as foreign matter. The gas atomized powder was converted to fine powder by gas atomization using high speed steel with a Vickers' hardness of 750 Hv to prepare powder classified into granularities of 100 to 180 .mu.m. The amount of gas atomized powder mixed in was made 0.02% with respect to the lubrication oil. The Vickers' hardness was the average value of any five points with a measurement load of 10 kgf. As the steel balls used at the time of the tests, the quenched and tempered material of SUJ2 prescribed in JIS G 4805 (2008) was used.
[0220] The results of the rolling fatigue test were plotted on weibull probability paper. The L10 lifetime, showing a 10% probability of breakage, was defined as the "surface-originated micropitting life". In a harsh usage environment (present test) of entry of foreign matter, if the L10 lifetime is 7.0.times.10.sup.5 or more, it was judged that the surface-originated micropitting life was excellent ("G (good)" in Table 2). If the L10 lifetime was less than 7.0.times.10.sup.5, the surface-originated micropitting life was judged to be short ("P (poor)" in Table 2). The results are shown together in Table 2.
[0221] Rotating Bending Fatigue Strength Evaluation Test
[0222] The rotating bending fatigue strength evaluation test was performed by the following method. From diameter 30 mm steel rods, Ono type rotating bending fatigue test pieces with diameters and lengths of parallel parts of respectively 8 mm and 25 mm and radii of shoulder parts of 12 mm were prepared. The longitudinal directions of the Ono type rotating bending fatigue test pieces correspond to the longitudinal directions of the steel rods.
[0223] The Ono type rotating bending fatigue test pieces of the different number tests were treated for carburization in a gas atmosphere with a carbon equivalent of 0.8 mass % at 950.degree. C. for 6 hours (carburizing condition A) or in a gas atmosphere with a carbon equivalent of 0.8 mass % at 950.degree. C. for 3 hours (carburizing condition B) and quenched in 60.degree. C. oil, immediately tempered at 150.degree. C. for 1.5 hours, then allowed to cool to prepare test pieces simulating carburized bearing parts.
[0224] The number of test rods in the Ono type rotating bending fatigue test was made seven each. The usual method was used to conduct the test at ordinary temperature in the atmosphere. The highest stress in rods which did not break even up to 1.0.times.10.sup.7 repetitions was deemed the "rotating bending fatigue strength". If the rotating bending fatigue strength is 800 MPa or more, it is judged that the test piece is excellent in bending fatigue strength ("G (good)" in Table 2). If the rotating bending fatigue strength is less than 800 MPa, it is judged that the bending fatigue strength is inferior ("P (poor)" in Table 2). The results are shown together in Table 2.
[0225] Further, Steel Rods 1 to 17 which passed all of the tests in the above test results (hardenability evaluation test, toughness evaluation test, surface-originated micropitting life evaluation test, and rotating bending fatigue strength evaluation test) were evaluated overall as "G (good)", while Steel Rods 18 to 32 which failed in at least one of the test results were evaluated overall as "P (poor)". The results are shown together in Table 2.
TABLE-US-00002 TABLE 2 Surface-originated Bending Hardenability Toughness micropitting life fatigue strength Test Carburizing J.sub.11 vE20 Eval- L10 Eval- Overall Class no. Steel Fn1 Fn2 condition (HRC) Evaluation (J/cm2) uation (.times.10.sup.5 cycles) Evaluation (MPa) uation evaluation Inv. 1 1 0.55 0.65 A 22 G 78.6 G 39.0 G 860 G G ex. 2 2 0.53 0.63 A 46 G 43.6 G 28.0 G 840 G G 3 3 0.36 0.58 A 40 G 54.6 G 10.0 G 850 G G 4 4 0.51 0.59 A 35 G 63.8 G 12.0 G 860 G G 5 5 0.65 0.56 A 39 G 45.7 G 23.0 G 845 G G 6 6 0.29 0.55 A 25 G 75.4 G 18.0 G 840 G G 7 7 0.24 0.51 A 34 G 54.1 G 21.0 G 865 G G 8 8 0.59 0.76 A 31 G 64.2 G 29.0 G 850 G G 9 9 0.44 0.59 A 38 G 62.4 G 27.0 G 810 G G 10 10 0.53 0.52 A 24 G 77.4 G 33.0 G 850 G G 11 11 0.33 0.67 A 39 G 63.7 G 31.0 G 840 G G 12 12 0.31 0.65 A 40 G 60.8 G 30.0 G 840 G G 13 13 0.31 0.62 A 36 G 64.0 G 26.0 G 830 G G 14 14 0.30 0.53 A 38 G 64.2 G 29.0 G 840 G G 15 15 0.22 0.70 A 38 G 57.4 G 34.0 G 870 G G 16 16 0.37 0.64 A 38 G 60.5 G 32.0 G 850 G G 17 17 0.33 0.66 A 45 G 77.7 G 34.0 G 860 G G Comp. 18 18 0.27 0.63 A 17 P 83.7 G 32.0 G 770 P P ex. 19 19 0.35 0.65 A 52 G 29.6 P 25.0 G 850 G P 20 20 0.36 0.61 A 31 G 67.6 G 21.0 G 780 P P 21 21 0.64 0.68 A 21 P 55.0 G 8.0 G 780 P P 22 22 0.20 0.69 A 33 G 58.4 G 18.0 G 790 P P 23 23 0.31 0.60 A 35 G 56.8 G 5.8 P 770 P P 24 24 0.43 0.65 A 40 G 61.8 G 26.0 G 790 P P 25 25 0.27 0.70 A 41 G 48.6 G 5.4 P 750 P P 26 26 0.28 0.73 A 27 G 72.2 G 5.7 P 800 G P 27 27 0.27 0.71 A 36 G 34.3 P 16.0 G 820 G P 28 28 0.55 0.49 A 41 G 62.1 G 6.1 P 810 G P 29 29 0.28 0.47 A 30 G 65.5 G 6.0 P 830 G P 30 30 0.16 0.63 A 36 G 66.6 G 11.0 G 790 P P 31 31 0.69 0.65 A 35 G 67.1 G 36.0 G 790 P P 32 32 0.30 0.67 B 38 G 64.0 G 2.6 P 780 P P
[0226] As clear from Tables 1 and 2, it will be understood that in Steel Rods 1 to 17 having the predetermined constituents of the present application, having an Fn1 of 0.20 to 0.65, and having an Fn2 of 0.50 to 1.00, good results were obtained for each of the hardenability evaluation test, toughness evaluation test, surface-originated micropitting life evaluation test, and rotating bending fatigue strength evaluation test.
[0227] As opposed to this, it will be understood that in Steel Rods 18 to 31 not satisfying at least one of the predetermined constituents of the present application and the predetermined Fn1 (0.20 to 0.65) and Fn2 (0.50 to 1.00) of the present application, excellent results were not obtained for either of the hardenability evaluation test, toughness evaluation test, surface-originated micropitting life evaluation test, and rotating bending fatigue strength evaluation test. Below, the results for the comparative examples will be given together individually and specifically.
[0228] Regarding the Steel Rod 18, the C concentration is low and the hardenability (J 1) is small, so the bending fatigue strength becomes low.
[0229] Regarding the Steel Rod 19, the C concentration is high, so the toughness becomes low.
[0230] Regarding the Steel Rod 20, the Si concentration is high, so the bending fatigue strength becomes low.
[0231] Regarding the Steel Rod 21, the Mn concentration is low and the hardenability (J 1) is small, so the bending fatigue strength becomes low.
[0232] Regarding the Steel Rod 22, the Mn concentration is high, so the bending fatigue strength becomes low.
[0233] Regarding the Steel Rod 23, the Cr concentration is low, so both of the surface-originated micropitting life and bending fatigue strength become low.
[0234] Regarding the Steel Rod 24, the Cr concentration is high, so the bending fatigue strength becomes low.
[0235] Regarding the Steel Rod 25, the Mo concentration is low, so both of the surface-originated micropitting life and bending fatigue strength become low.
[0236] Regarding the Steel Rod 26, the Mo concentration is high, so the surface-originated micropitting life becomes low.
[0237] Regarding the Steel Rod 27, the Nb concentration is high, so the toughness becomes low.
[0238] Regarding the Steel Rods 28 and 29, the Ca concentration is low and the Fn2 is low, so the surface-originated micropitting life becomes low.
[0239] Regarding the Steel Rod 30, the Fn1 is low, so the bending fatigue strength becomes low.
[0240] Regarding the Steel Rod 31, the Fn1 is high, so the bending fatigue strength becomes low.
[0241] Regarding the Steel Rod 32, the constituents predetermined in the present application are realized, the Fn1 is 0.20 to 0.65, and the Fn2 is 0.50 to 1.00, but the carburization is insufficient, so it is learned that the surface-originated micropitting life and bending fatigue strength are not obtained.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.