Fibers, Woven Fabrics Including The Fibers, And Methods Of Manufacturing The Same
JAIN; Mohit Kumar
U.S. patent application number 16/600981 was filed with the patent office on 2020-02-06 for fibers, woven fabrics including the fibers, and methods of manufacturing the same. This patent application is currently assigned to INDO COUNT INDUSTRIES LTD.. The applicant listed for this patent is INDO COUNT INDUSTRIES LTD.. Invention is credited to Mohit Kumar JAIN.
| Application Number | 20200040490 16/600981 |
| Document ID | / |
| Family ID | 66542482 |
| Filed Date | 2020-02-06 |




View All Diagrams
| United States Patent Application | 20200040490 |
| Kind Code | A1 |
| JAIN; Mohit Kumar | February 6, 2020 |
FIBERS, WOVEN FABRICS INCLUDING THE FIBERS, AND METHODS OF MANUFACTURING THE SAME
Abstract
Fibers, yarns, woven fabric including the yarns and fibers, and methods of manufacturing the same are disclosed. Fibers can include base material staple fibers and dissolvable or water-soluble fibers that are mixed together to define an ultra-homogenous yarn comprising base material and dissolvable material, which is provided in at least the warp direction to form a woven fabric having a 7-end, 8-end or 10-end sateen weave. A processing step provides for the removal of the dissolvable fibers to produce a yarn defining a plurality of pores that are uniformly distributed throughout the structure of the yarn. The woven fabric has a thread count between 450-1200. The woven fabric is thermally-insulative, breathable and moisture-wicking.
| Inventors: | JAIN; Mohit Kumar; (Maharashtra, IN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | INDO COUNT INDUSTRIES LTD. Thane (West) IN |
||||||||||
| Family ID: | 66542482 | ||||||||||
| Appl. No.: | 16/600981 | ||||||||||
| Filed: | October 14, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 16346279 | ||||
| PCT/IN2019/050307 | Apr 15, 2019 | |||
| 16600981 | ||||
| 62678148 | May 30, 2018 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D03D 13/00 20130101; D01D 5/11 20130101; D10B 2401/02 20130101; D10B 2401/04 20130101; D03D 1/0017 20130101; D10B 2503/06 20130101; D02G 3/406 20130101 |
| International Class: | D03D 13/00 20060101 D03D013/00; D03D 1/00 20060101 D03D001/00; D01D 5/11 20060101 D01D005/11 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Apr 16, 2018 | IN | 201821014465 |
Claims
1. A process for making a breathable, moisture-wicking and thermal-insulating fabric, comprising: mixing cleaned cotton slivers comprising cleaned cotton fibers with cleaned water-soluble slivers comprising cleaned water-soluble fibers at a blow-room stage to produce one or more homogenously-blended slivers; drawing the homogenously-blended slivers on a draw frame to produce a twice-mixed ultra-homogenous sliver; spinning the twice-mixed ultra-homogenous sliver using low twist multipliers which produces a twice-mixed ultra-homogenous yarn with a bulkier surface; using the twice-mixed ultra-homogenous yarn in preparatory to make beam; and weaving the twice-mixed ultra-homogenous yarn into a greige fabric for better thermal comfort, the greige fabric comprising a 7-end, 8-end or 10-end sateen weave.
2. The process of claim 1, further comprising dissolving the water-soluble fiber to form a plurality of micro passageways in the yarn of the greige fabric, the plurality of micro passageways extending from a plurality of locations at an outer surface of the twice-mixed ultra-homogenous yarn to a central core portion thereof.
3. The process of claim 1, wherein the fabric has a thread count from about 450 thread count to about 1200 thread count.
4. The process of claim 1, wherein the step of weaving the twice-mixed ultra-homogenous yarn includes orienting the twice-mixed ultra-homogenous yarn in the warp direction of the fabric.
5. The process of claim 4, wherein the step of weaving the twice-mixed ultra-homogenous yarn further includes orienting more of the twice-mixed ultra-homogenous yarn in the weft direction of the fabric to produce maximum thermal comfort.
6. The process of claim 2, further comprising crosslinking to fix up the micro passageways produced from the dissolved water-soluble fibers, wherein the crosslinking provides durability to the micro passageways such that they maintain their shape and resist shrinking throughout the lifetime of the fabric.
7. The process of claim 1, wherein the water-soluble fiber is a fine PVA fiber, about 0.9 Dn to about 1.2 Dn, with a 38 mm staple length, which helps uniform mixing at the blow-room stage.
8. The process of claim 1, wherein the step of mixing with water-soluble fiber includes mixing a PVA fiber in an amount of about 10% to about 25% by weight in the yarn.
9. The process of claim 1, wherein the step of spinning includes spinning the cotton fiber with water-soluble fiber using an S or Z twist only.
10. The process of claim 1, wherein the step of spinning includes spinning the twice-mixed ultra-homogenous sliver using a low twist multiplier of about 3.2 to about 4.0 depending upon yarn count.
11. The process of claim 1, wherein the woven fabric is thermally insulative, breathable and moisture-wicking.
12. The process of claim 1, wherein the woven fabric comprises a warp float size of at least 1 millimeter.
13. The process of claim 1, wherein the woven fabric comprises a warp float size of 2 millimeters or less.
14. A thermally-insulating and moisture-wicking woven, high-thread-count fabric having superior breathability and performance, the woven fabric comprising at least one specialized yarn, the specialized yarn comprising a plurality of base material fibers and a plurality of micro passageways extending from a plurality of positions along an outer surface of the at least one specialized yarn and to within a central core portion thereof, the micro passageways being uniformly distributed throughout the structure of the yarn so as to define an ultra-homogenous blend of base material fibers and micro passageways for permitting air ventilation and the absorption of heat and moisture from a user covering at least a portion thereof with the woven fabric, wherein the woven fabric comprises a thread count of between 450-1200.
15. The woven fabric of claim 14, wherein the woven fabric comprises a 7-end, 8-end or 10-end sateen weave.
16. The woven fabric of claim 15, wherein the 7-end sateen weave can comprise move numbers of 2, 3, 4 or 5, the 8-end sateen weave can comprise move numbers of 3 or 5, and the 10-end sateen weave can comprise move numbers of 3 or 7.
17. The woven fabric of claim 14, wherein the at least one specialized yarn is single ply.
18. The woven fabric of claim 14, wherein the at least one specialized yarn is 2-ply or 3-ply.
19. The woven fabric of claim 14, wherein the at least one specialized yarn is provided in the warp direction of the fabric.
20. The woven fabric of claim 14, wherein the specialized yarn is provided in the warp and weft directions of the fabric.
21. The woven fabric of claim 14, wherein the woven fabric comprises a warp float size of between 1-2 millimeters.
22. The woven fabric of claim 14, wherein the plurality of base material fibers can be selected from a group consisting of cotton, silk, bamboo, sea shell, sea weed, cupro, wool, milk, modal, acrylics, poly(trimethylene terephthalate), Lyocell, silver, charcoal, viscose or other cellulosic fibers, a blend of cotton and polyester, a blend of polyester and viscose, a blend of poly(trimethylene terephthalate) and cotton, a blend of cotton and TENCEL, a blend of Lyocell and cotton, a blend of cotton and bamboo, a blend of cotton and sea weed, a blend of cotton and silver, a blend of cotton and charcoal, and a blend of cotton and modal and/or any combination thereof.
23. The woven fabric of claim 14, wherein the dissolvable fibers comprise polyvinyl alcohol.
24. The woven fabric of claim 14, wherein the dissolvable fibers of the specialized yarn are between about 10%-25% of the weight of the sum of the dissolvable fibers and the base material fibers.
25. The woven fabric of claim 15, wherein the woven fabric comprises an EPI value of between about 100-260, a PPI value of between about 1100-940, a yarn count ranging from between about 60 s-120 s for warp and between about 60 s-160 s for weft, a warp crimp and weft crimp value between about 1.40% to about 5.97%, and a fabric thickness between about 0.18 millimeters to about 0.37 millimeters.
Description
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] This application is a continuation-in-part of U.S. Non-Provisional patent application Ser. No. 16/346,279 filed Apr. 30, 2019, which is a U.S. National Phase Patent Application of PCT/IN2019/050307 filed Apr. 15, 2019, which claims priority to U.S. Provisional Patent Application Ser. No. 62/678,148 filed May 30, 2018 and Indian Provisional Patent Application Serial No. 201821014465 filed Apr. 16, 2018, the entireties of which are hereby incorporated by reference herein.
TECHNICAL FIELD
[0002] The present invention relates generally to the field of woven fabrics and textiles, and more particularly to yarn forming flat bedding products such as sheets that are thermally insulating, breathable, moisture-wicking, and soft, as well as methods of making the same.
BACKGROUND
[0003] There are many thermal-insulation bed sheets and related flat bedding products available in the marketplace and made using various materials and techniques. One example includes injecting a phase-change material into viscose fibers, mixing the resulting viscose fibers with cotton fibers, and using the resulting specialized fibers to make fabric having better thermal insulation properties. Another example includes making a synthetic yarn having a hollow core structure and using this yarn to make fabric, for instance the synthetic yarn can be polyester, nylon, or the like. These products provide enhanced insulation properties, but they have their drawbacks, for example, related to viscose fabric strength and customers preferring natural/cotton fibers for bedding.
[0004] To address this, bedding products have been developed using yarn fibers made by mixing cotton fiber with PVA fiber (polyvinyl alcohol) at different stages in the yarn spinning. The PVA dissolves at (and over) 90 degrees C. thereby creating air pockets in the spaces occupied by the dissolved PVA. These air pockets provide for enhanced thermal-insulation properties of the fabric, but they still have their drawbacks, for example, related to improper PVA mixing, desizing from conventional spinning, and fabric dimensional stability.
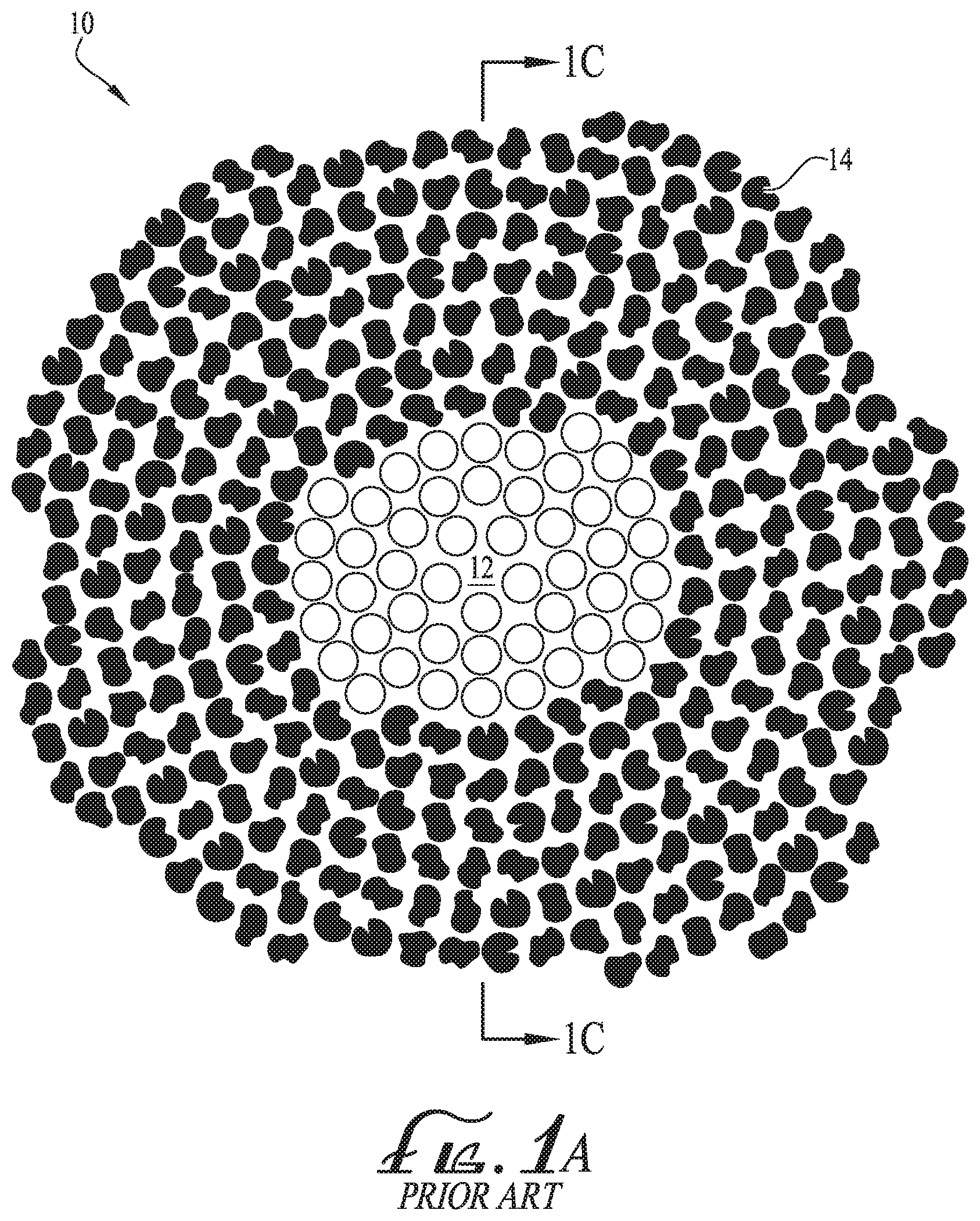
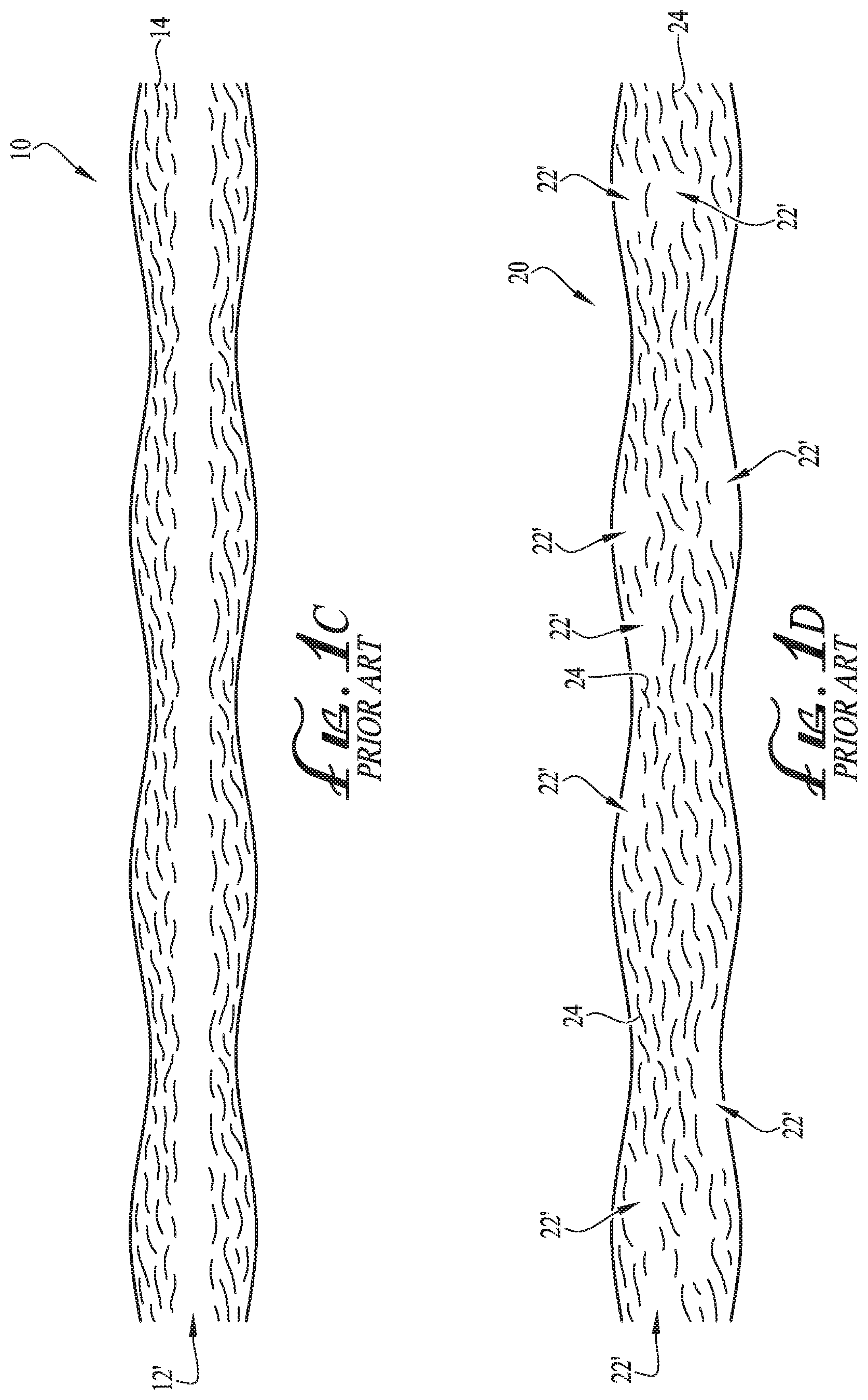
[0005] U.S. Published Patent Application No. 2007/0087162 to Mandawewala discloses a PVA core yarn, for example, where the yarn defines a single continuous free air space channel at the core of the yarn to provide for a hollow yarn core structure (see FIGS. 1A & 1C). Mandawewala discloses that the PVA core yarn can be provided by either using the core-spinning machine for feeding PVA roving in the path of cotton roving in the drafting zone of the ring frame, or for example, that the PVA roving is introduced in the path of cotton roving on the roving machine. In either case, Mandawewala discloses that the PVA fibers are to be positioned in the middle of the cotton sliver or roving such that the resulting yarn comprises a single continuous free air space channel at the core of the yarn. As shown in FIG. 1A, a cross section of Mandawewala's yarn structure is shown and includes a central core having a plurality of PVA fibers 12 and an outer ring of cotton fibers 14 surrounding the central core. Once the PVA fibers are dissolved, the yarn comprises an outer ring of cotton fiber 14 defining the single continuous free air space channel 12' at the core thereof (see FIG. 1C).
[0006] And U.S. Pat. No. 10,196,763 to Debnath discloses a yarn comprising cotton slivers and PVA slivers are blended together in a draw frame of a cotton spinning system. As shown in FIG. 1B, a cross section of Debnath's yarn structure 20 includes an uneven distribution of PVA fibers 22 and cotton fibers 24 which lack both uniformity and homogeneity. According to the disclosure of Debnath, the resulting blended draw frame sliver is the first time the PVA is blended with the cotton. Typically, during drafting there is little lateral movement of fibers, and wherein little improvement in fiber intermingling is provided during condensing the slivers into one sliver, for example, as each sliver tends to retain its entity. Other drawbacks of initially blending on the draw frame include the required longer process and average quality of blending, required additional equipment and time, the blend variation being at least about 3% and inconsistent quality of the blended slivers. Typically, sliver-to-sliver blending also presents drawbacks such as being vertically porous, for example, wherein vertical voids are formed due to blending larger fiber portions (e.g., slivers). For example, FIG. 1D shows a side cross-sectional view of Debnath's yarn 20, which depicts a plurality of cotton fibers 24 non-uniformly positioned along the length of the yarn 20, and wherein a plurality of vertical voids 22' are unevenly and non-homogenously provided along random portions of the yarn due to the larger PVA fiber sliver portions remaining together throughout drawing process (e.g., and being dissolved after forming and weaving the yarn).
[0007] Furthermore, it is commonly known that it is difficult to attain a homogenous arrangement of fibers in the cross section by blending the slivers on a draw frame, for example, as even multiple draw frame passages only provide up to about 80% homogenous blend of cotton and PVA fibers. For example, FIG. 2 shows an example first passage of a draw frame wherein a plurality of slivers enter the draw frame (see A) and a plurality of slivers exiting the draw frame (see B). As shown at the entrance A, seven slivers are shown being fed into the draw frame, for example, wherein about five of the slivers are cotton slivers 24S and about two of the slivers are PVA slivers 22S. And as depicted at the draw frame exit B, the spread-apart sliver substantially lacks homogeneity, for example, as the slivers are only capable of being vertically blended with little to no lateral movement of the fibers of the slivers. Even with additional draw frame passages, the resulting sliver will still only be up to about 80% homogenous.
[0008] Moreover, due to the inconsistent quality and lack of homogenous blend of cotton and PVA fibers provided by multiple draw frame passages, further complications can include less effective and productive dyeing, for example, as the dissolved PVA fibers can cause uneven porosity in the yarn which can cause variation in dye saturation or pickup. For example, referring back to FIG. 10, the voids 22' yarn 20 are substantially likely to cause a large variation in dye saturation such that multiple dyeing treatments would be required to be effective.
[0009] As such, only providing an air space at the core of the yarn (e.g., Mandawewala) limits the thermal properties of the yarn as the air space is not capable of directly communicating with the absorbable air and moisture. And by only blending cotton and PVA together in sliver form (e.g., Debnath) substantially limits the resulting homogeneity of the cotton and PVA, for example, capable of only being about 80% homogenous. Furthermore, draw frame blending is strictly sliver-to-sliver blending of larger fiber groupings (e.g. slivers). Thus, even performing a plurality of draw frame passages still results in larger fiber groupings of cotton and PVA, for example, whereby the dissolving of the PVA fibers results in the presence of a plurality of non-uniform and uneven voids 22' along the length of the yarn 20. In some known cases, the resulting non-uniform and uneven voids 22' can likely cause portions of the yarn 20 to be substantially weak, thereby lessening the strength and durability of a fabric woven by the yarn 20.
[0010] Additionally, higher thread count sheets, which are typically about 450 thread count and above (generally termed "luxury sheets") commonly lack attributes or characteristics such as being thermally insulating, moisture-wicking, and breathable. Typically, one or more of these lacking attributes or characteristics can be found in lower thread count sheets, however, higher thread count sheets typically have a greater number of "threads per square inch" and undesired weave structures which in turn prevents air from being transmitted/trapped between the threads of the sheet (or fabric), and thus, limits the sheet from being thermally insulating, moisture wicking and/or breathable.
[0011] Accordingly, it can be seen that needs exist for improvements in fibers, sheets made of fibers, and methods of making the fibers and sheets, to provide enhanced thermal insulation properties for better sleep without the drawbacks of the prior art. It is to the provision of solutions meeting these and other needs that the present invention is primarily directed.
SUMMARY
[0012] The present invention relates to improved yarns, thermal-insulating fabrics made from the yarns, flat bedding products made from the fabric, and methods of making the yarns, fabrics, and products. The resulting thermal-insulation flat bedding products can include sheets, pillow cases, comforters, blankets, duvets, and duvet covers, and even mattress covers, mattress pads and skirts.
[0013] In example embodiments, the yarns are made of a cotton fiber and a specialized fiber mixed together at a blow-room stage for ultra-homogenous mixing. For example, the specialized fiber can be a water-soluble fiber such as polyvinyl alcohol (PVA) or another water-soluble synthetic polymer. The PVA fiber can be fine, about 0.9 Dn to about 1.2 Dn, with a 38 mm staple length, which helps uniform mixing. Also, the PVA fiber can be present in an amount of about 10% to about 25% by weight in the yarn.
[0014] In addition, the cotton fiber and the specialized fiber are spun into the yarn using a relatively low twist multiplier to get maximum thermal comfort in the flat woven fabric. For example, the twist multiplier can be about 3.2 to about 4.0, which results in the fabric being relatively bulkier but still relatively light in weight, which makes for improved thermal-resistance properties. Also, the cotton and specialized fibers can be spun using an S or Z twist only. The mixing at the blow-room stage and the low twist multipliers produces outer air voids and inner air voids in the yarn.
[0015] The fabric is weaved with the yarns oriented in the warp direction (and sometimes in the weft direction). Also, the specialized fiber in the yarn is dissolved in a controlled way (e.g., in water) that does not damage the cotton fiber, with the vacated locations where the specialized fiber was dissolved from now forming air voids (e.g., homogenous in size, shape, and location) throughout in the yarn, which results in excellent thermal insulation in the fabric soft handle and better breathability of the fabric. For example, the fabric can be hot washed (e.g., after desizing it) at about 98 degrees Celsius for about 15 minutes on a jigger machine or other conventional dyeing machine to provide increased contact time of the water-soluble fiber and water. Also, the method can include crosslinking to fix up the air pockets for the lifetime of the fabric.
[0016] The resulting woven fabric typically is a greige fabric and can have a thread count from about 80 thread count to about 1200 thread count, a thermal resistance index of about 0.024 C.degree. M.sup.2/W to about 0.350 C.degree. M.sup.2/W at about 23 degrees Celsius ambient temperature, a total insulation value of about 0.12 Clo to about 0.20 Clo, and a dry heat flux of about 100 W/m.sup.2 to about 161 W/m.sup.2. The other steps of making the yarns, fabrics, and flat bedding products can all be of a conventional type well-known in the art.
[0017] In one aspect, the invention relates to an improved process for making a thermal-insulating fabric including mixing cleaned cotton slivers containing cleaned cotton fibers with cleaned water-soluble slivers containing cleaned water-soluble fibers at a blow-room stage to produce one or more homogenously-blended slivers; drawing the homogenously-blended slivers on a draw frame to produce a twice-mixed ultra-homogenous sliver; spinning the twice-mixed ultra-homogenous sliver using low twist multipliers which produces a twice-mixed ultra-homogenous yarn with a bulkier surface; using the twice-mixed ultra-homogenous yarn in preparatory to make beam; and weaving the twice-mixed ultra-homogenous yarn into a greige fabric for better thermal comfort.
[0018] In example embodiments, the process further includes dissolving the water-soluble fiber to form a plurality of micro passageways in the yarn of the greige fabric, the plurality of micro passageways extending from a plurality of locations at an outer surface of the twice-mixed ultra-homogenous yarn to a central core portion thereof. In example embodiments, the fabric has a thread count from about 80 thread count to about 1000 thread count. In example embodiments, the step of weaving the twice-mixed ultra-homogenous yarn includes orienting the twice-mixed ultra-homogenous yarn in the warp direction of the fabric. In example embodiments, the step of weaving the twice-mixed ultra-homogenous yarn further includes orienting more of the twice-mixed ultra-homogenous yarn in the weft direction of the fabric to produce maximum thermal comfort. In example embodiments, the process further includes hot washing the greige fabric, after desizing it, at about 98 degrees Celsius for about 15 minutes on a jigger machine or other dyeing machine to provide increased contact time of the water-soluble fiber with water. In example embodiments, the process further includes crosslinking to fix up the micro passageways produced from the dissolved water-soluble fibers, wherein the crosslinking provides durability to the micro passageways such that they maintain their shape throughout the lifetime of the fabric. In example embodiments, the water-soluble fiber is a fine PVA fiber, about 0.9 Dn to about 1.2 Dn, with a 38 mm staple length, which helps uniform mixing at the blow-room stage. In example embodiments, the step of mixing with water-soluble fiber includes mixing a PVA fiber in an amount of about 10% to about 25% by weight in the yarn. In example embodiments, the step of spinning includes spinning the cotton fiber with water-soluble fiber using an S or Z twist only. In example embodiments, the step of spinning includes spinning the twice-mixed ultra-homogenous sliver using a low twist multiplier of about 3.2 to about 4.0 depending upon yarn count. In some example embodiments, the woven fabric has a thermal resistance index of about 0.024 C.degree. M.sup.2/W to about 0.030 C.degree. M.sup.2/W at about 23 degrees Celsius ambient temperature. In example embodiments, the woven fabric has a total insulation value of about 0.12 Clo to about 0.20 Clo. In example embodiments, the woven fabric has a dry heat flux of about 100 W/m.sup.2 to about 140 W/m.sup.2.
[0019] In another aspect, the present invention relates to a method of forming a twice-blended ultra-homogenous specialized yarn including mixing a plurality of base material staple fibers, cleaning the base material staple fiber, carding the base material staple fiber and forming a cleaned base material staple sliver; mixing a plurality of dissolvable fibers, cleaning the dissolvable fiber, carding the dissolvable fiber and forming a cleaned dissolvable sliver; combining the cleaned base material staple sliver and the cleaned dissolvable sliver for mixing in a blow room to produce a homogenous blend of base material staple fibers and dissolvable fibers; cleaning the homogenous blend of base material staple fibers and dissolvable fibers; carding the homogenous blend of base material staple fibers and dissolvable fibers; forming a homogenously-blended sliver comprising a homogenous blend of base material staple fibers and dissolvable fibers; drawing the homogenously-blended sliver on a draw frame; and spinning the homogenously-blended sliver to produce the twice-blended ultra-homogenous specialized yarn, the twice-blended ultra-homogenous specialized yarn having an ultra-homogenous blend of base material staple fibers and dissolvable fibers that are evenly and uniformly distributed throughout the cross section thereof.
[0020] In example embodiments, each of the plurality of base material staple fibers can be selected from a group consisting of cotton, silk, modal, acrylics, a blend of cotton and polyester, a blend of polyester and viscose, a blend of poly(trimethylene terephthalate) and cotton, a blend of Lyocell and cotton, a blend of cotton and bamboo, a blend of cotton and sea weed, a blend of cotton and silver, a blend of cotton and charcoal, and a blend of cotton and modal or any combination thereof. In example embodiments, the dissolvable fibers are polyvinyl alcohol. In example embodiments, the polyvinyl alcohol fibers are between about 0.9 Dn-1.2 Dn with a staple length of about 38 mm.
[0021] In example embodiments, the method further includes producing an ultra-homogenous blended roving on the roving machine after drawing the homogenously-blended sliver on the draw frame. In example embodiments, the method further includes spinning the ultra-homogenous blended roving on a ring frame to produce the twice-blended ultra-homogenous specialized yarn, the twice-blended ultra-homogenous specialized yarn having an ultra-homogenous blend of base material staple fibers and dissolvable fibers that are evenly and uniformly distributed throughout the cross section thereof. In example embodiments, the method further includes weaving a fabric from the twice-blended ultra-homogenous specialized yarn. In example embodiments, the twice-blended ultra-homogenous specialized yarn is provided in the warp direction of the fabric. In example embodiments, the twice-blended ultra-homogenous specialized yarn is provided in both the warn and weft directions of the fabric. In example embodiments, the method further includes dissolving the dissolvable fibers of the twice-blended ultra-homogenous specialized yarn so as to form a plurality of pores in the twice-blended ultra-homogenous specialized fiber, the pores being uniformly distributed throughout the structure of the yarn so as to provide a plurality of micro passageways extending from a plurality of positions along an outer surface thereof and to within a central core portion of the twice-blended ultra-homogenous specialized yarn.
[0022] In yet another aspect, the present invention relates to a specialized yarn having an ultra-homogenous blend of base insoluble fibers and dissolvable fibers, the dissolvable fibers being uniformly distributed and evenly dispersed throughout the structure of the yarn, the base insoluble fibers and dissolvable fibers being first homogenously and intimately mixed together in a blow room and then cleaned and carded so as to form one or more homogenously-blended slivers having base insoluble fibers and dissolvable fibers, and wherein the one or more homogenously-blended slivers are mixed again on a draw frame to produce an ultra-homogenous blended sliver.
[0023] In example embodiments, the specialized yarn further includes producing an ultra-homogenous roving by passing the ultra-homogenous sliver through a roving machine. In example embodiments, the specialized yarn further includes spinning the ultra-homogenous roving using an S or Z twist to produce the specialized yarn. In example embodiments, the spinning includes spinning the homogenously-blended roving on a ring frame at a low twist multiplier. In example embodiments, the twist multiplier is between about 3.2 to about 4.0. In example embodiments, the specialized yarn further includes weaving a fabric having a plurality of yarns, and wherein at least one of the yarns includes the specialized yarn. In example embodiments, the fabric includes at least one specialized yarn in the warp direction and at least one specialized yarn in the weft direction.
[0024] In yet another example embodiment, the present invention relates to a woven fabric including at least one specialized yarn, the specialized yarn having a plurality of base material fibers and a plurality of micro passageways extending from a plurality of positions along an outer surface of the at least one specialized yarn and to within a central core portion thereof, the micro passageways being uniformly distributed throughout the structure of the yarn so as to define an ultra-homogenous blend of base material fibers and micro passageways for permitting the absorption of heat and moisture from a user covering at least a portion thereof with the woven fabric.
[0025] In example embodiments, the plurality of micro passageways are formed by a plurality of dissolvable fibers, the base material fibers and the dissolvable fibers being first homogenously mixed together in a blow room to produce at least one homogenously-blended sliver, and wherein the at least one homogenously-blended sliver is further blended together on a draw frame to produce a twice-mixed ultra-homogenous sliver having a plurality of base material fibers and dissolvable fibers uniformly distributed throughout the structure of the sliver. In example embodiments, the twice-mixed ultra-homogenous sliver is further passed through a roving machine to produce a twice-mixed ultra-homogenous roving. In example embodiments, the twice-mixed ultra-homogenous roving is spun on a spinning machine to produce a twice-mixed ultra-homogenous yarn having an ultra-homogenous blend of base material fibers and dissolvable fibers, the dissolvable fibers being distributed ultra-homogenously throughout the base material fibers.
[0026] In example embodiments, the twice-mixed ultra-homogenous yarn is provided for weaving the fabric, the twice-mixed ultra-homogenous yarn being used in the warp and/or weft directions. In example embodiments, the fabric including the twice-mixed ultra-homogenous yarn in the warp and/or weft directions is processed through a hot bath at least once so as to dissolve the dissolvable fiber to form the plurality of micro passageways extending from a plurality of positions along an outer surface of the at least one specialized yarn and to within a central core portion thereof.
[0027] In example embodiments, at least one micro passageway, extending from a plurality of positions along an outer surface of the at least one specialized yarn and to within a central core portion thereof, is provided about every 0.5-15 degrees around the entire 360 degrees of the outer surface of the specialized yarn. In example embodiments, the plurality of base material staple fibers can be selected from a group consisting of cotton, silk, modal, acrylics, a blend of cotton and polyester, a blend of polyester and viscose, a blend of poly(trimethylene terephthalate) and cotton, a blend of Lyocell and cotton, a blend of cotton and bamboo, a blend of cotton and sea weed, a blend of cotton and silver, a blend of cotton and charcoal, and a blend of cotton and modal or any combination thereof. In example embodiments, the dissolvable fibers are polyvinyl alcohol.
[0028] According to yet another aspect, the present invention relates to a method of forming a twice-blended ultra-homogenous specialized yarn including mixing a plurality of base material staple fibers, cleaning the base material staple fiber, carding the base material staple fiber and forming a cleaned base material staple web; providing a plurality of dissolvable fibers; combining the cleaned base material staple web and the plurality of dissolvable fibers for mixing in a blow room to produce a homogenous blend of base material staple fibers and dissolvable fibers; cleaning the homogenous blend of base material staple fibers and dissolvable fibers; carding the homogenous blend of base material staple fibers and dissolvable fibers; forming a homogenously-blended sliver comprising a homogenous blend of base material staple fibers and dissolvable fibers; drawing the homogenously-blended sliver on a draw frame to produce a twice-blended ultra-homogenous sliver; and spinning the twice-blended ultra-homogenous sliver to produce the twice-blended ultra-homogenous specialized yarn, the twice-blended ultra-homogenous specialized yarn comprising an ultra-homogenous blend of base material staple fibers and dissolvable fibers that are evenly and uniformly distributed throughout the cross section thereof.
[0029] In example embodiments, the method further includes mixing the plurality of dissolvable fibers, cleaning the dissolvable fibers, carding the dissolvable fibers and forming a cleaned dissolvable fiber web, and wherein the cleaned base material staple web and the dissolvable fiber web are combined in the blow room and intimately mixed together to produce a homogenous blend of base material staple fibers and dissolvable fibers.
[0030] According to another aspect, the present invention relates to a process for making a breathable, moisture-wicking and thermal-insulating fabric including mixing cleaned cotton slivers including cleaned cotton fibers with cleaned water-soluble slivers including cleaned water-soluble fibers at a blow-room stage to produce one or more homogenously-blended slivers; drawing the homogenously-blended slivers on a draw frame to produce a twice-mixed ultra-homogenous sliver; spinning the twice-mixed ultra-homogenous sliver using low twist multipliers which produces a twice-mixed ultra-homogenous yarn with a bulkier surface; using the twice-mixed ultra-homogenous yarn in preparatory to make beam; and weaving the twice-mixed ultra-homogenous yarn into a greige fabric for better thermal comfort, the greige fabric including a 7-end, 8-end or 10-end sateen weave.
[0031] In example embodiments, the process further includes dissolving the water-soluble fiber to form a plurality of micro passageways in the yarn of the greige fabric, the plurality of micro passageways extending from a plurality of locations at an outer surface of the twice-mixed ultra-homogenous yarn to a central core portion thereof. In example embodiments, the fabric has a thread count from about 450 thread count to about 1200 thread count. In example embodiments, the step of weaving the twice-mixed ultra-homogenous yarn includes orienting the twice-mixed ultra-homogenous yarn in the warp direction of the fabric.
[0032] In example embodiments, the step of weaving the twice-mixed ultra-homogenous yarn further includes orienting more of the twice-mixed ultra-homogenous yarn in the weft direction of the fabric to produce maximum thermal comfort. In example embodiments, the process further includes crosslinking to fix up the micro passageways produced from the dissolved water-soluble fibers, wherein the crosslinking provides durability to the micro passageways such that they maintain their shape and resist shrinking throughout the lifetime of the fabric. In example embodiments, the water-soluble fiber is a fine PVA fiber, about 0.9 Dn to about 1.2 Dn, with a 38 mm staple length, which helps uniform mixing at the blow-room stage. In example embodiments, the step of mixing with water-soluble fiber includes mixing a PVA fiber in an amount of about 10% to about 25% by weight in the yarn. In example embodiments, the step of spinning includes spinning the cotton fiber with water-soluble fiber using an S or Z twist only.
[0033] In example embodiments, the step of spinning includes spinning the twice-mixed ultra-homogenous sliver using a low twist multiplier of about 3.2 to about 4.0 depending upon yarn count. In example embodiments, the woven fabric is thermally insulative, breathable and moisture-wicking. In example embodiments, the woven fabric includes a warp float size of at least 1 millimeter. In example embodiments, the woven fabric includes a warp float size of 2 millimeters or less.
[0034] In yet another aspect, the present invention relates to a thermally-insulating and moisture-wicking woven, high-thread-count fabric having superior breathability and performance. In example embodiments, the woven fabric includes at least one specialized yarn, the specialized yarn including a plurality of base material fibers and a plurality of micro passageways extending from a plurality of positions along an outer surface of the at least one specialized yarn and to within a central core portion thereof. In example embodiments, the micro passageways are uniformly distributed throughout the structure of the yarn so as to define an ultra-homogenous blend of base material fibers and micro passageways for permitting air ventilation and the absorption of heat and moisture from a user covering at least a portion thereof with the woven fabric. In example embodiments, the woven fabric includes a thread count of between 450-1200.
[0035] In example embodiments, the woven fabric includes a 7-end, 8-end or 10-end sateen weave. In example embodiments, the 7-end sateen weave can comprise move numbers of 2, 3, 4 or 5, the 8-end sateen weave can comprise move numbers of 3 or 5, and the 10-end sateen weave can comprise move numbers of 3 or 7. In example embodiments, the at least one specialized yarn is single ply. In example embodiments, the at least one specialized yarn is 2-ply or 3-ply. In example embodiments, the at least one specialized yarn is provided in the warp direction of the fabric. In example embodiments, the specialized yarn is provided in the warp and weft directions of the fabric. In example embodiments, the woven fabric includes a warp float size of between 1-2 millimeters.
[0036] In example embodiments, the plurality of base material fibers can be selected from a group consisting of cotton, silk, bamboo, sea shell, sea weed, cupro, wool, milk, modal, acrylics, poly(trimethylene terephthalate), Lyocell, silver, charcoal, viscose or other cellulosic fibers, a blend of cotton and polyester, a blend of polyester and viscose, a blend of poly(trimethylene terephthalate) and cotton, a blend of cotton and TENCEL, a blend of Lyocell and cotton, a blend of cotton and bamboo, a blend of cotton and sea weed, a blend of cotton and silver, a blend of cotton and charcoal, and a blend of cotton and modal and/or any combination thereof. In example embodiments, the dissolvable fibers are polyvinyl alcohol. In example embodiments, the dissolvable fibers of the specialized yarn are between about 10%-25% of the weight of the sum of the dissolvable fibers and the base material fibers. In example embodiments, the woven fabric includes an EPI value of between about 100-260, a PPI value of between about 1100-940, a yarn count ranging from between about 60 s-120 s for warp and between about 60 s-160 s for weft, a warp crimp and weft crimp value between about 1.40% to about 5.97%, and a fabric thickness between about 0.18 millimeters to about 0.37 millimeters.
[0037] In example embodiments, the woven fabric comprises a thread count from about 450 thread count to about 1200 thread count, a thermal resistance index of about 0.024 C.degree. M.sup.2/W to about 0.350 C.degree. M.sup.2/W at about 23 degrees Celsius ambient temperature, a total insulation value of about 0.12 Clo to about 0.30 Clo, and a dry heat flux of about 100 W/m.sup.2 to about 161 W/m.sup.2.
[0038] These and other aspects, features, and advantages of the invention will be understood with reference to the drawing figures and detailed description herein, and will be realized by means of the various elements and combinations particularly pointed out in the appended claims. It is to be understood that both the foregoing general description and the following brief description of the drawings and detailed description of example embodiments are explanatory of example embodiments of the invention and are not restrictive of the invention, as claimed.
BRIEF DESCRIPTION OF THE DRAWINGS
[0039] FIG. 1A is an end cross section view of a prior art yarn, the yarn including a hollow central core.
[0040] FIG. 1B is an end cross section view of another prior art yarn, the yarn including random pores passing through portions thereof.
[0041] FIG. 1C is a side cross-sectional view of the prior art yarn of FIG. 1A taken along line 1C-1C.
[0042] FIG. 1D is a side cross-sectional view of the prior art yarn of FIG. 1B taken along line 1D-1D.
[0043] FIG. 2 is a plan view of a prior art drawing process for blending slivers to produce the yarn of FIGS. 1B and 1D.
[0044] FIG. 3A is a flow diagram of a pre-spinning process for manufacturing a specialized yarn according to an example embodiment of the present invention.
[0045] FIG. 3B is a flow diagram of a spinning process for manufacturing a specialized yarn according to an example embodiment of the present invention.
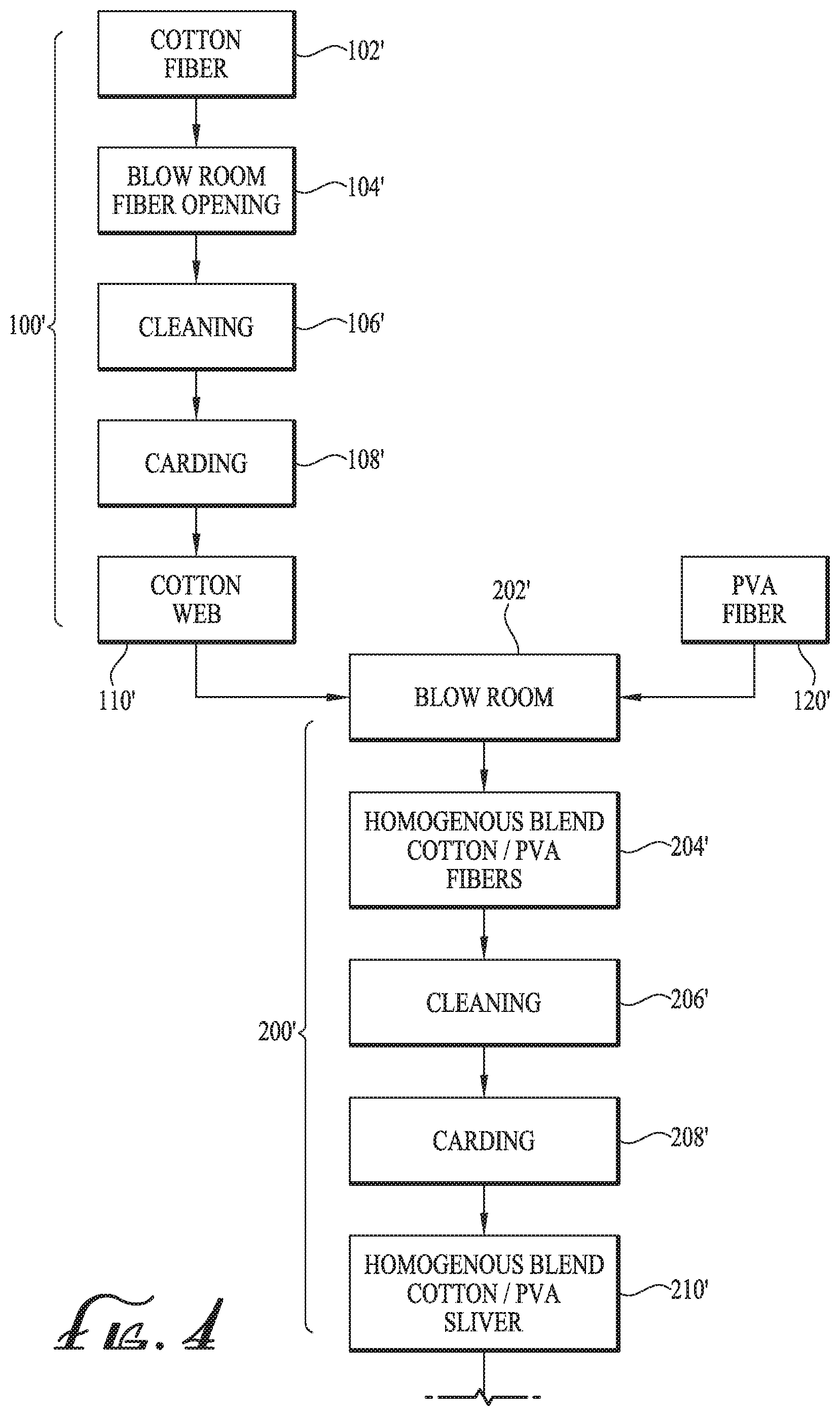
[0046] FIG. 4 is a flow diagram of a pre-spinning process and an initial portion of a spinning process for manufacturing a specialized yarn according to another example embodiment of the present invention.
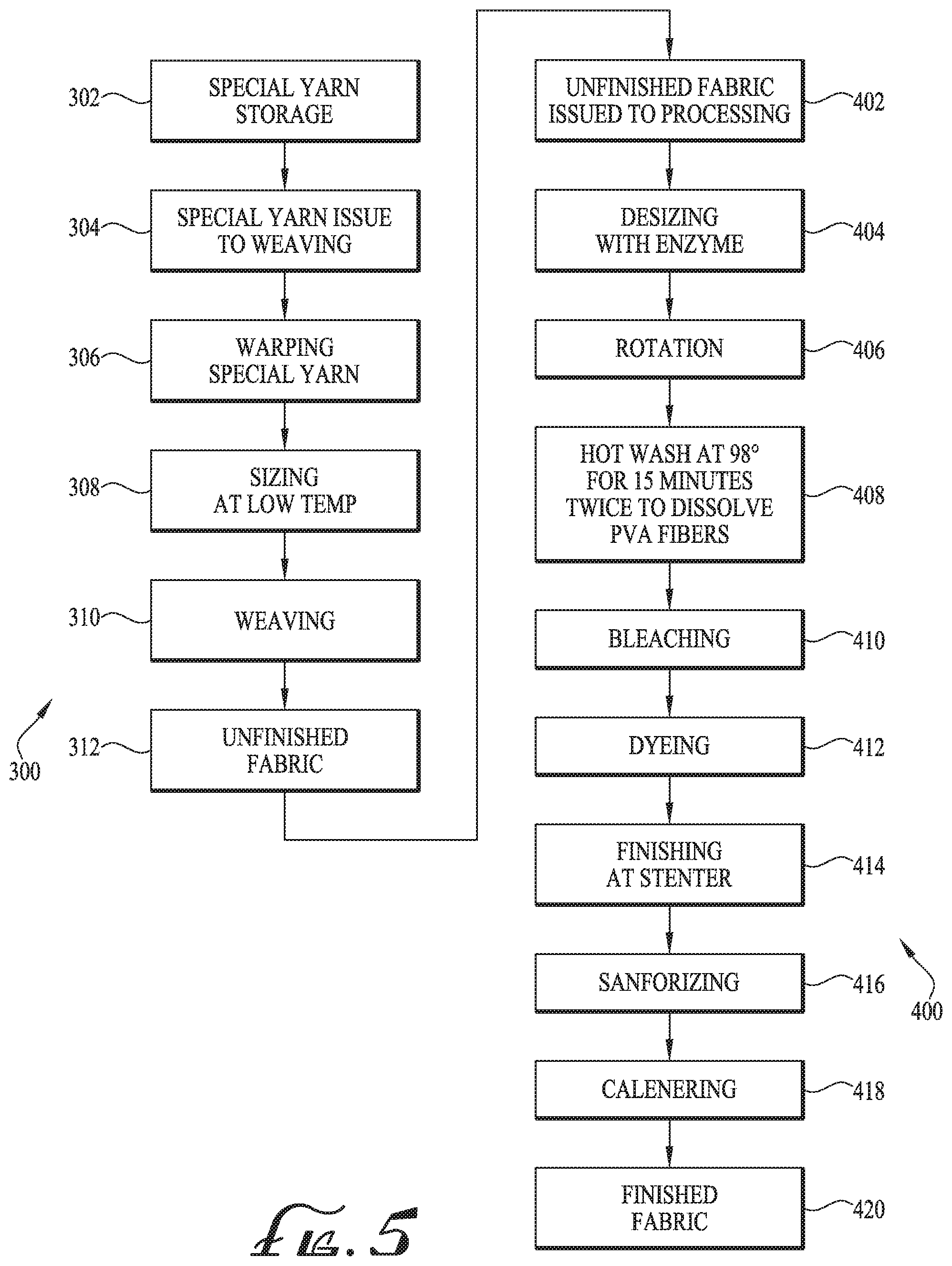
[0047] FIG. 5 is a flow diagram of a weaving process and a finishing process for manufacturing a specialized fabric from the specialized yarn according to an example embodiment of the present invention.
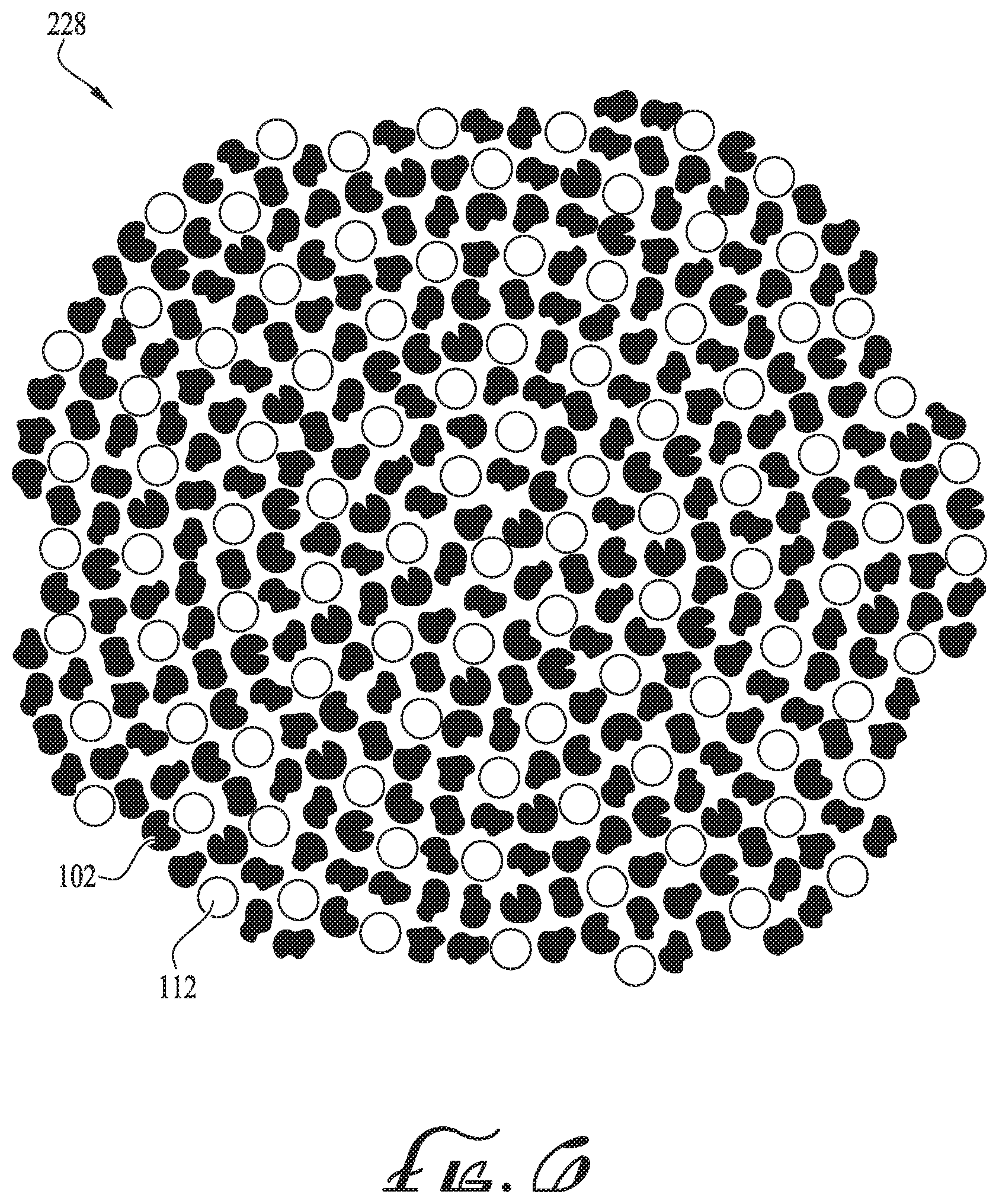
[0048] FIG. 6 shows an end cross section of the specialized yarn produced from the spinning process of FIG. 4.
[0049] FIG. 7A shows the end cross section of the specialized yarn of FIG. 6, and showing pores formed thereby after the dissolvable or water-soluble fibers have been dissolved therefrom.
[0050] FIG. 7B shows a side cross-sectional view of the specialized yarn of FIG. 7A taken along lines 7B-7B.
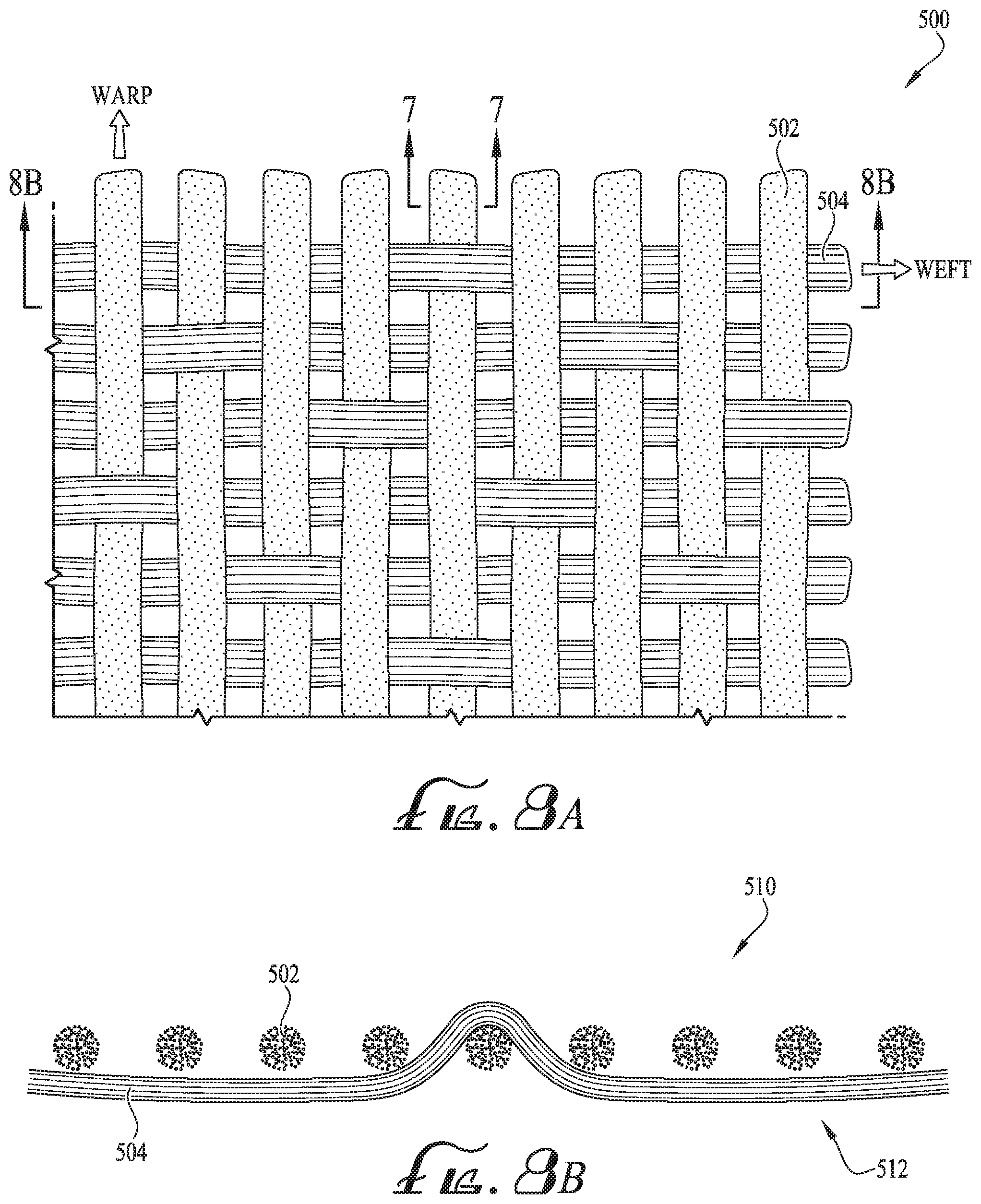
[0051] FIGS. 8A-B show a woven fabric including the specialized yarn of FIG. 7A according to an example embodiment of the present invention.
[0052] FIGS. 9A-B show a woven fabric including a specialized yarn of FIG. 7A according to an example embodiment of the present invention.
[0053] FIGS. 10A-D show a woven fabric including a specialized yarn of FIG. 7A according to an example embodiment of the present invention.
[0054] FIGS. 11A-B show a woven fabric including a specialized yarn of FIG. 7A according to an example embodiment of the present invention.
[0055] FIGS. 12A-B show a woven fabric including a specialized yarn of FIG. 7A according to an example embodiment of the present invention.
DETAILED DESCRIPTION OF EXAMPLE EMBODIMENTS
[0056] The present invention may be understood more readily by reference to the following detailed description of example embodiments taken in connection with the accompanying drawing figures, which form a part of this disclosure. It is to be understood that this invention is not limited to the specific devices, methods, conditions, or parameters described and/or shown herein, and that the terminology used herein is for the purpose of describing particular embodiments by way of example only and is not intended to be limiting of the claimed invention. Any and all patents and other publications identified in this specification are incorporated by reference as though fully set forth herein.
[0057] Also, as used in the specification including the appended claims, the singular forms "a," "an," and "the" include the plural, and reference to a particular numerical value includes at least that particular value, unless the context clearly dictates otherwise. Ranges may be expressed herein as from "about" or "approximately" one particular value and/or to "about" or "approximately" another particular value. When such a range is expressed, another embodiment includes from the one particular value and/or to the other particular value. Similarly, when values are expressed as approximations, by use of the antecedent "about," it will be understood that the particular value forms another embodiment.
[0058] In example embodiments, the present invention relates to a specialized yarn and to methods of making and using the specialized yarn. In example embodiments, the specialized yarn is preferably porous and provides for excellent thermal insulation properties, and thus, provides for greater thermal insulation compared to known yarns. In example embodiments, as will be described below, the specialized yarn comprises an ultra-homogenous blend of insoluble fibers (e.g., base material staple fibers) and dissolvable (or water-soluble) fibers. According to one example embodiment, the insoluble fiber comprises cotton and the dissolvable fibers comprise polyvinyl alcohol (PVA). Preferably, after producing the yarn or after the yarn is used for weaving a fabric, the dissolvable yarns are exposed to a treatment process, for example, such that they dissolve and disappear, thereby causing a plurality of pores to form in the specialized yarn. Accordingly, the specialized yarn preferably defines a plurality of insoluble yarns (comprising pores defined by the dissolved fibers) that are homogenously and uniformly distributed through the cross section thereof. According to example embodiments, the plurality of pores throughout the structure of the yarn defines a plurality of micro passageways extending from a plurality of positions along an outer surface of the specialized yarn and to within a central core portion thereof. In example embodiments, one or more fabrics can be woven from the specialized yarn. Preferably, fabric that is woven from the specialized fabric is preferably thermally-insulating and highly absorbent, for example, so as to provide for improved heat and moisture absorbency properties. According to some example embodiments, the fabric produced by at least one of the specialized yarns comprises a thread count of between about 80-1000. According to some example embodiments, the fabric comprises a thread count of between 80-500. According to other example embodiments, the fabric comprises a thread count of between 450-1000.
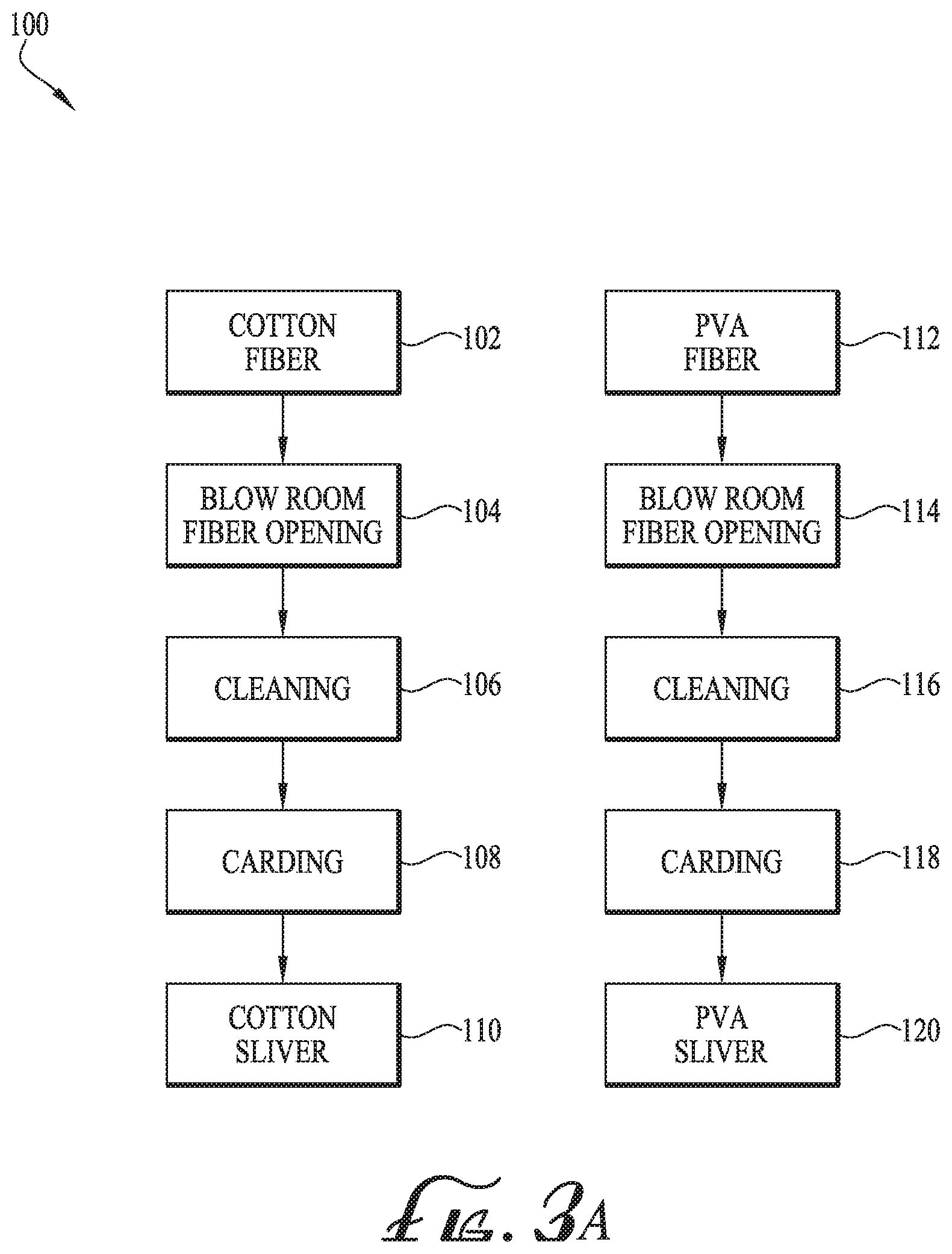
[0059] With reference now to the drawing figures, wherein like reference numbers represent corresponding parts throughout the several views, FIG. 3A shows a pre-spinning process 100 for manufacturing a specialized yarn according to an example embodiment of the present invention. In example embodiments, the pre-spinning process 100 includes providing a cotton fiber 102 (e.g., base material staple fibers) and a PVA fiber 112 for example a water-soluble or dissolvable fiber such as polyvinyl alcohol (PVA), raw wool and/or other dissolvable fibers as desired. In alternate embodiments, the cotton fiber 102 can comprise various other insoluble fibers or mixtures such as a cotton/poly blend, or other blends including bamboo, linen, silk, wool, milk, poly (trimethylene terephthalate), acrylics, Lyocell, sea weed, silver, charcoal, viscose, modal, TENCEL or other cellulosic fibers, and/or other conventional fibers. According to example embodiments, the cotton fiber 102 is mixed at a blow-room stage 104, followed by a cleaning stage 106 and a carding stage 108 to result in producing a cotton sliver 110. Similarly, PVA fiber 112 is mixed at a blow-room stage 114, followed by a cleaning stage 116 and a carding stage 118 to result in producing a PVA sliver 120.
[0060] According to example embodiments, the cotton and PVA fibers 102, 112 are typically first introduced to the pre-spinning process 100 as bales, for example, which are presented to the bale opener and further carried to the blow-room stage 104, 114, followed by cleaning 106, 116, carding 108, 118, to produce cotton and PVA slivers 110, 120. According to example embodiments, a processing line can be provided for each of the cotton and PVA materials, for example, such that the cotton and PVA fibers are independently processed to produce, for example, one or more cotton slivers 110 on a first processing line and one or more PVA slivers 120 on a second processing line. For example, according to one example embodiment, at least a first bale opener and blow room can be provided for the pre-spinning processing of the cotton and at least a second bale opener and blow room can be provided for the pre-spinning processing of the PVA. In alternate example embodiments, a single bale opener and blow room can be configured for processing both the cotton and PVA, for example, so long as they are processed independently to produce a clean cotton sliver 110 and a clean PVA sliver 120.
[0061] According to example embodiments, the dissolvable fibers are between about 0.9 Dn-1.2 Dn with a staple length of about 38 mm. According to one example embodiment, the dissolvable fibers have a denier of between 0.9-1.2 and a staple length of 38 mm. According to another example embodiment, the PVA fibers are between 0.5 Dn-2.5 Dn with a staple length that is equal to or more than 28 mm and equal to or shorter than 55 mm. In other example embodiments, the PVA fibers can preferably comprise a desired denier and length.
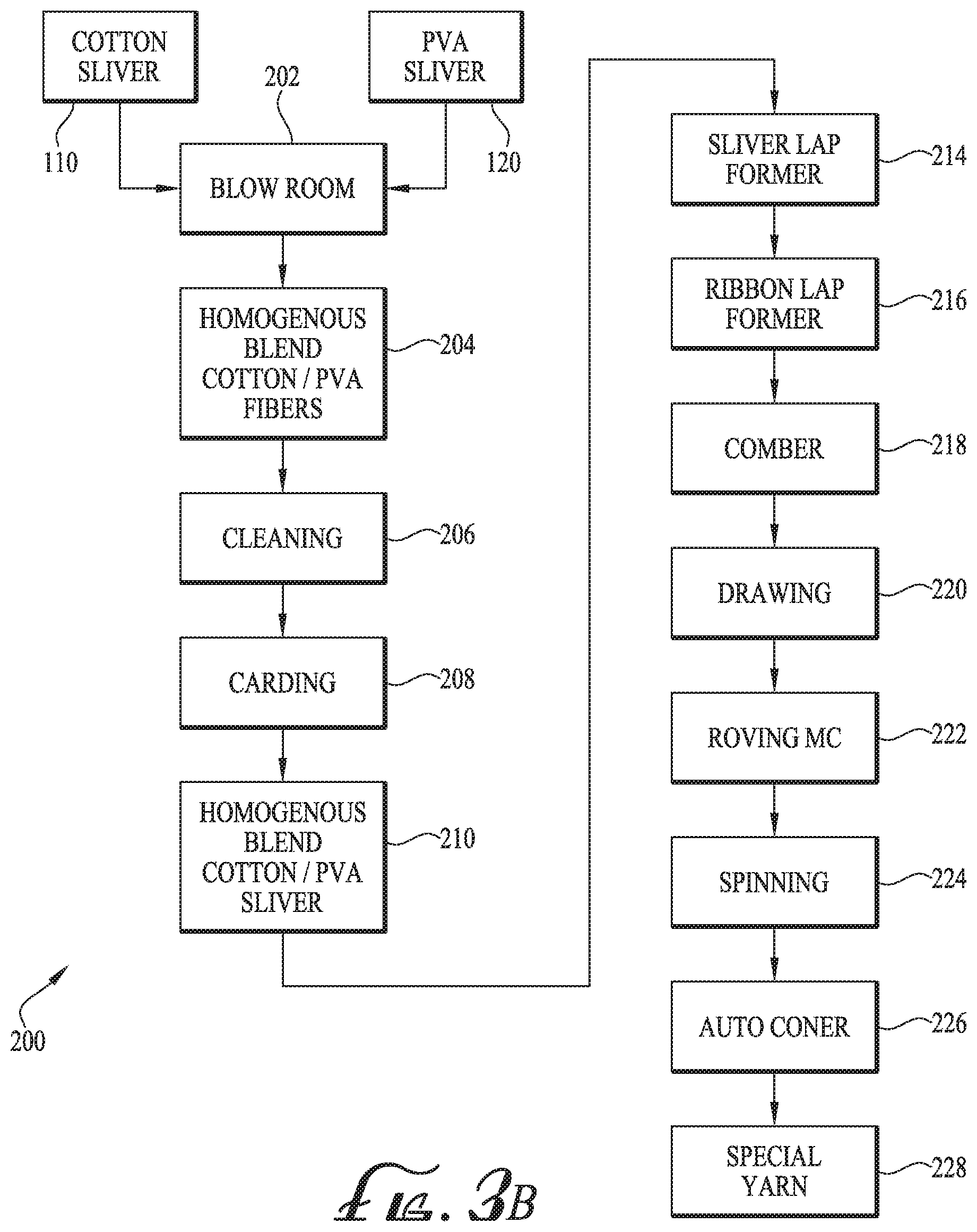
[0062] As depicted in FIG. 3B, once the cotton and PVA fibers are independently cleaned and formed into slivers, the spinning process 200 can begin. In example embodiments, the cotton sliver 110 and the PVA sliver 120 are returned to the blow-room stage 202 to be mixed together in desirable proportions to produce a homogenous mixture of cotton and PVA fibers (see stage 204). Accordingly, the independently cleaned and prepared cotton and PVA slivers 110, 120 are broken down back into cotton and PVA fibers 102, 112, however, the broken-down cotton and PVA fibers 102, 112 have been thoroughly cleaned, and thus any contaminants, trash, and/or other impurities have been removed from the broken-down cotton and PVA fibers 102, 112. Accordingly, it is clean cotton fibers and clean PVA fibers that are homogenously mixed together at the blow-room stage 202. According to example embodiments, the mixture of the clean cotton fibers and clean PVA fibers produced by the blow room is at least about 97% homogenous, for example, at least about 99% homogenous according to some example embodiments. According to one example embodiment, the mixture is 97% homogenous. According to another example embodiment, the mixture is 98% homogenous. According to another example embodiment, the mixture is 99% homogenous.
[0063] Next, the homogenous mixture of cotton and PVA fibers proceed with a cleaning stage 206 and a carding stage 208 to result in producing a homogenously blended cotton/PVA sliver 210. According to example embodiments, the mixture can be varied so as to contain a desired amount of PVA fiber mixed with the cotton fiber (as will be described below).
[0064] The spinning process 200 then includes a series of steps to complete the making/spinning of the specialized yarn 228. For example, the spinning process 200 can include conventional steps using conventional equipment as are known to persons of ordinary skill in the art. For example, the depicted spinning process 200 includes steps using equipment related to a sliver and ribbon lap former at 214 and 216 (optionally using a unilap), combing at 218, drawing at 220, speed frame/roving at 222, spinning at 224 (optionally ring frame with low twist multiplier (TM)), and auto coner at 226, to produce the specialized yarn 228. The specialized yarn 228 can then be packaged for example in a carton for transporting to a weaving location.
[0065] According to example embodiments, during drawing at 220, two or more homogenously blended cotton/PVA slivers 210 are drawn together in the draw frame of a spinning system and output as a single, ultra-homogenous cotton/PVA sliver. Thus, according to preferred example embodiments of the present invention, the cotton and PVA fibers are first blended together at the blow room stage 202 to produce the homogenous mixture of cotton/PVA fibers, for example, which is carded at 208 to produce the homogenously blended cotton/PVA sliver at 210. Then, at the drawing step 220, two or more of the homogenously blended cotton/PVA slivers 210 are further blended together (drawn together in draw frame) to form an ultra-homogenous cotton/PVA sliver, for example, such that the cotton and PVA fibers are uniformly distributed throughout the sliver and thereby resulting in the specialized yarn 228 comprising an ultra-homogenous and uniformly-blended structure defining cotton and PVA fibers 102, 112.
[0066] Preferably, by both mixing/blending together at the blow room stage 202 and then further mixing/blending at drawing stage 220, an ultra-homogenous yarn structure of uniformly distributed cotton and PVA fibers is achievable (e.g., specialized yarn 228). In example embodiments, by initially mixing/blending the cotton and PVA fibers 102, 112 in the blow room stage 202, intimate mixing of fibers 102, 112 is achievable so as to produce a 97%-99% homogenous mixture of the cotton and PVA fibers 204. This is quite different from the prior art yarns as shown in FIGS. 1-2, for example, where only the core of the yarn comprises the dissolvable fibers (e.g., defining an air space channel at the core of the yarn--no homogeneity) or where an uneven distribution of cotton and PVA fibers (lacking uniformity and homogeneity--only up to 80% homogenous) are produced by only blending at the draw frame.
[0067] According to one example embodiment, in the step for spinning at 224, a roving formed from the roving step of 222 (comprising an ultra-homogenous mixture of cotton and PVA fibers 102, 112) is spun on a ring frame using a relatively low TM (aka twist factor) to form the yarn. For example, the TM can be about 3.2 to about 4.0. In other embodiments, the TM is about 3.2 to about 3.7, and in yet other embodiments the TM is about 3.2 to about 3.3. The specific TM selected can be based on the yarn count. This results in providing a relatively bulkier surface without adding any extra weight to the yarn, which provides improved thermal comfort in the resulting fabric. This is because lower density and greater mass result in better thermal insulation because there is a larger volume of air pockets throughout the yarn (similarly to for example wool).
[0068] Thus, according to example embodiments of the present invention, finer yarns of higher counts can be produced by spinning on a ring frame at a low TM, for example, as described above. In example embodiments, the ring frame can be configured for accepting a homogenous sliver or roving. In some example embodiments, coarser yarns of lower counts can be produced by spinning on an open end spinning machine. In some example embodiments, the open end machine is configured for accepting a homogenously blended and uniformly distributed sliver comprising base staple fibers and dissolvable fibers.
[0069] According to another example embodiment, the pre-spinning process 100 and at least an initial portion of the spinning process 200 can be altered as desired. For example, FIG. 4 shows a pre-spinning process 100' and an initial portion of a spinning process 200'. According to example embodiments, the resulting homogenously-blended cotton/PVA sliver 210, 210' is the same, however, the pre-spinning and spinning processes 100', 200' are altered with respect to the pre-spinning and spinning processes 100, 200.
[0070] Starting with the pre-spinning process 100', cotton fiber 102' is provided in bale form, which is drawn by a bale opener to be opened and mixed at a blow-room stage 104', followed by a cleaning stage 106' and a carding stage 108' to result in producing a cotton web 110'. Preferably, additional equipment or processes including conventional steps using conventional equipment as are known to persons of ordinary skill in the art can be provided so as to produce the cotton web 110'. According to example embodiments, the cotton web 110' can be moved along a conveyor or other transportation means so as to be directed to a blow room 202' for mixing with a PVA fiber 120'.
[0071] For example, after producing the cotton web 110', the cotton web 110' and PVA fiber 120' are homogenously mixed together in the blow room 202' in a desired proportion (e.g., the PVA fiber not being more than about 25% of the entire weight of the combination of cotton fibers and PVA fibers). Thus, rather than introducing cotton slivers 110 and PVA slivers 120 in the blow room 202 of the spinning process 100 for mixing the same, a cotton web 110' and PVA fibers 120' are introduced in the blow room 202' and are homogenously mixed together. Thereafter, the spinning process 200' is generally similar to the spinning process 200, for example, wherein the blow room 202' produces a homogenous blend of cotton/PVA fibers 204'. The homogenous blend of cotton/PVA fibers 204' then proceed through a cleaning stage 206', and then are carded at carding stage 208', which produces a homogenously-blended cotton/PVA sliver 210'. The homogenously-blended cotton/PVA sliver 210' can then be processed as similarly described above, including processing the homogenously-blended cotton/PVA sliver 210' through a sliver and ribbon lap former at 214 and 216 (optionally using a unilap), combing at 218, drawing at 220, speed frame/roving at 222, spinning at 224 (optionally ring frame with low twist multiplier (TM)), and auto coner at 226, to produce the specialized yarn 228.
[0072] Accordingly, as depicted in FIG. 4, the cotton fiber 102' is opened, cleaned, carded and formed into a web (e.g., cotton web 110') before being mixed together in the blow room 202' with the PVA fiber 120'. According to one alternate example embodiment, rather than introducing the cotton web 110' and PVA fiber 120' in the blow room 202', the PVA fiber 120' can go through a pre-spinning process similar to the pre-spinning process 100', for example, wherein the PVA fiber 120' is processed through a blow room, cleaned and carded to produce a PVA web. Accordingly, in some example embodiments, rather than introducing the cotton web 110' and PVA fiber 120' in the blow room 202', the cotton web 110' and a PVA web are introduced in the blow room 202' to be homogenously mixed together.
[0073] Accordingly, according to example embodiments of the present invention, the base staple material and dissolvable material can be processed in various ways so as to produce the specialized yarn 228. As described above, according to one example embodiment, cotton and PVA fibers are opened and mixed independently from each other to produce cotton slivers and PVA slivers, for example, which are then returned to the blow room for mixing together in desired proportions. According to another example embodiment, a cotton sliver can be returned to the blow room for mixing together with PVA fibers. According to another example embodiment, a cotton web can be returned to the blow room for mixing with PVA fibers. According to another example embodiment, a cotton web and a PVA web can be returned to the blow room for mixing together in desired proportions. Thus, according to example embodiments of the present invention, preferably the base staple material is at least cleaned independently before being returned to the blow room to be mixed with the dissolvable fibers. In some examples, the base staple material is opened, cleaned, carded and formed into a sliver. In other examples, the base staple material is opened, cleaned and formed into a web. The base staple material sliver or web is then mixed together in the blow room with the raw PVA fibers, or for example, the PVA fibers can be introduced into the blow room in the form of a sliver or web.
[0074] FIG. 5 shows a weaving process 300 for manufacturing a specialized fabric 420 according to an example embodiment of the present invention. According to one example embodiment, the specialized fabric is woven from the specialized yarn 228 that is formed by the spinning process 200. As will be described below, the specialized yarn 228 can be woven in the warp and/or weft directions, and for example, can be single ply or multiple ply.
[0075] In example embodiments, the weaving process 300 can include conventional steps using conventional equipment as are known to persons of ordinary skill in the art. For example, the depicted weaving process 300 includes steps using equipment related to special yarn storage at 302, special yarn issue to weaving at 304, setting up special yarn at 306, sizing at low temperature at 308, and weaving at 310, to produce the unfinished raw fabric 312. The greige fabric 312 is typically inspected for quality control purposes.
[0076] Preferably, the step of setting up special yarn at 306 includes setting up the special yarn 228 in the warp direction for weaving at 310. Using the special yarn 228 in the warp direction results in yarn coverage in the flat bedding product (e.g., bed sheets) with increased surface area contact with the user, so that when the user sleeps, more of their released body heat is trapped in the air pockets for enhanced thermal properties. Typically, the special warp yarns 228 are woven together with conventional yarns (e.g., 100 percent cotton, cotton/poly blend, or other blends including bamboo, linen, silk, wool, milk, TENCEL or other cellulosic fibers, and/or other conventional fibers) in the weft direction to make the fabric. To weave some fabrics, the special yarn 228 is also used in the weft direction for weaving at 310, for example for sateen weave fabrics for which users tend to touch the warp surface of the fabric, including for fitted sheets and flat sheets. According to alternate example embodiments, the conventional yarns can be selected from a group consisting of modal, acrylics, a blend of polyester and viscose, a blend of poly(trimethylene terephthalate) and cotton, a blend of Lyocell and cotton, a blend of cotton and bamboo, a blend of cotton and sea weed, a blend of cotton and silver, a blend of cotton and charcoal, and a blend of cotton and modal or any combination thereof.
[0077] FIG. 5 shows a finishing process 400 for the specialized woven fabric according to an example embodiment of the present invention. The finishing process 400 can include conventional steps using conventional equipment as are known to persons of ordinary skill in the art. For example, the depicted finishing process 400 includes steps using equipment related to fabric issue to processing at 402, desizing with enzyme at 404, rotation at 406, hot wash (to dissolve the PVA fiber 112, 120' to create the hollow pores) at 408, bleaching at 410, dyeing at 412, finishing at stenter at 414, sanforizing at 416, and calenering at 418, to produce the finished fabric 420. According to some example embodiments, an additional step can be added to the finishing process 400, for example, such as crosslinking so that that the plurality of pores resulting from the dissolved PVA are durable and maintain their shape throughout the lifetime of the fabric. Thus, according to example embodiments, the finishing process 400 can further include the step of crosslinking the fabric, for example, so as to set or fix up the porosity of the pores to remain therein throughout the life of the fabric. As such, the fabric comprising the specialized yarn is preferably configured so as to not be affected by one or more washes or other process or actions that the fabric may go through during its lifetime, for example, such that the pores of the specialized yarn are prevented from shrinking over time.
[0078] The finished fabric 420 can then be made into flat bedding products such as sheets, pillow cases, comforters, blankets, duvets, mattress covers and skirts, and the like. Such flat bedding products can be made from the finished fabric 420 using conventional steps using conventional equipment as are known to persons of ordinary skill in the art. For example, according to some example embodiments, one or more cutting/stitching routines can be performed such as length cutting, length stitching, cross cutting, cross stitching, and/or other various routines to produce desired flat bedding products.
[0079] FIG. 6 shows a cross section of the specialized yarn 228 according to an example embodiment of the present invention. As shown, the specialized yarn 228 preferably comprises an ultra-homogenous blend of cotton fibers 102 and PVA fibers 112, for example, which provides for the uniform distribution of PVA fibers 112 throughout the structure of the specialized yarn 228. According to example embodiments, the ultra-homogenous blend is attainable by a combination of 1) first mixing/blending the cotton and PVA fibers at the blow-room stage 202 to produce a homogenously blended cotton/PVA sliver 210; and 2) further mixing/blending one or more homogenously blended cotton/PVA slivers 210 on the draw frame of the drawing stage 220 (see FIG. 4). Furthermore, according to some example embodiments as depicted in FIG. 3A, the cotton fibers 102 and PVA fibers 112 can be first independently mixed, cleaned and carded to produce the clean cotton sliver 110 and clean PVA sliver 120. Thereafter, the clean cotton sliver 110 and clean PVA sliver 120 can be combined together (in desired proportions) in the blow-room stage 202, for example, such that the clean cotton sliver 110 and clean PVA sliver 120 are broken back down into a homogenous blend of cotton/PVA fibers 204. Furthermore, as described above, the cleaned cotton web 110' and PVA fibers 120' can be mixed together in the blow-room stage 202', or for example, the cleaned cotton web 110' and a cleaned PVA web can be mixed/blended together in the blow-room stage 202', both of which result in a homogenous mixture or blend of cotton/PVA fibers 204, 204' for producing a homogenous mixture/blend cotton/PVA sliver 210, 210'.
[0080] FIG. 7A shows a cross section of a processed specialized yarn 228', for example, wherein the PVA fibers 112 have been dissolved to define a porous yarn structure comprising a plurality of hollow pores, channels or conduits P uniformly distributed throughout the cotton fibers 102. In example embodiments, pores P are provided throughout the yarn structure such that pores P are present at an outer surface or periphery of the yarn 228' and proximal the central core thereof, for example, so as to provide a plurality of channels or conduits for permitting fluid communication from an outer surface of the yarn 228' to the central core thereof. As depicted in FIG. 7B, the yarn 228' comprises a homogenous distribution (between 97%-99%) of cotton fibers 102 and pores P (e.g., formed form the PVA fibers 112) provided throughout the length of the yarn 228'. In some example embodiments, the pores P can be configured so as to permit fluid communication from a first outer surface of the yarn, through the central core thereof, and to a second outer surface of the yarn, for example, wherein the first and second outer surfaces of the yarn are generally on opposite or at least partially different outer side surfaces of the yarn.
[0081] According to one example embodiment, at least one micro passageway (e.g., defined by a plurality of interconnected or spaced-apart pores P), extending from a plurality of positions along an outer surface of the at least one specialized yarn and to within a central core portion thereof, is provided at least about every 1-30 degrees around the entire 360 degrees of the outer surface of the processed specialized yarn 228'. According to another example embodiment, at least one micro passageway (extending from an outer surface to the central core) is provided every 0.5-15 degrees around the entire 360 degrees of the outer surface of the processed specialized yarn 228' (see FIG. 7A).
[0082] FIGS. 8A-9B show woven fabrics according to example embodiments of the present invention. According to one example embodiments, the woven fabrics can comprise the specialized yarn incorporated therein, for example, in only the warp direction, or for example, in both the warp and weft direction. For example, FIG. 8A shows a woven fabric 500 defining a 3-move sateen weave comprising a plurality of warp and weft yarns 502, 504. As depicted, the warp yarns 502 comprise the specialized yarn 228 and the weft yarn 504 comprises a desired yarn, for example, 100% cotton, cotton/poly blend, and/or other yarn as desired. According to some example embodiments, the weft yarn 504 comprises two or more yarns, for example, as provided by multi-pick insertion. As shown in FIG. 8B, the woven fabric 500 defines a top side 510 and a bottom side 512. Preferably, the sateen weave structure is such that the top side 510 of the fabric 500 comprises a plurality of the specialized yarns 228 exposed thereon, and thus, provides for more contract with the skin of a user, for example, when the fabric 500 is a sheet that is being used for covering (or contacting) the user while sleeping. According to example embodiments, with the specialized yarn 228 being exposed to the user's skin, the pores P preferably help absorb body heat and moisture from the user.
[0083] FIG. 9A shows a woven fabric 600 defining a 3-move, 5-end sateen weave comprising a plurality of warp and weft yarns 602, 604. As depicted, both the warp yarn 602 and the weft yarns 604 comprise the specialized yarn 228. According to some example embodiments, the weft yarn 604 can comprise two or more yarns, for example, as provided by multi-pick insertion. As shown in FIG. 9B, the woven fabric 600 defines a top side 610 and a bottom side 612, and wherein both the top and bottom sides 610, 612 comprise the specialized yarn 228 exposed thereon. According to alternate example embodiments, other sateen weave configurations are possible, for example, a 2-move, 5-end sateen weave. In further example embodiments, the specialized yarn 228 can be used for making fabrics of other weaves or configurations as desired. For example, according to some example embodiments, a 6-end, 7-end, 8-end or 10-end sateen weave fabric can be woven wherein at least one of the yarns comprises the specialized yarn 228. According to some example embodiments, the specialized yarn 228 is provided for making a fabric comprising a 5-move, 7-end sateen weave fabric, for example, with the thread count being between about 450-1200 (as described below). According to some example embodiments, multi-pick insertion can be provided in either of the warp and/or weft directions. According to alternate example embodiments, at least one of the specialized yarns 228 can be provided for making fabrics comprising other weaves such as a plain weave, an oxford weave, a basket weave or a twill weave. Optionally, other weaves can be provided as desired.
[0084] According to the depicted example embodiments, the specialized yarn 228 is a single ply yarn, and for example, can be woven together with another specialized yarn 228, or for example, can be woven with another conventional yarn comprising cotton, a cotton/poly blend, or for example, a desired material and/or composition. According to some example embodiments, the specialized yarn can comprise a 2-ply yarn, or for example, a 3-ply yarn. In such a case, preferably two or three single ply specialized yarns can be twisted together, for example, using an S or Z twist such that additional bulk, strength and/or absorbency can be provided in the finished fabric. According to some example embodiments, the warp and/or weft yarn can comprise a 2-ply or 3-ply yarn comprising a combination of one or more specialized yarns 228 and one or more conventional yarns. Accordingly, according to some example embodiments, a fabric can comprise at least one of a warp or weft yarn that is at least 2-ply or 3-ply, for example, wherein at least one of the yarns of the 2-ply or 3-ply yarns comprises the specialized yarn 228.
[0085] According to another example embodiment, the warp and/or weft yarns of the fabric can comprise a 3-ply parallel specialized yarn 228 configuration, for example, wherein three specialized yarns 228 run parallel with respect to each other in either of the warp and/or weft directions. According to example embodiments, by providing three specialized yarns 228 (e.g., 3-ply parallel warp and/or weft), a greater amount of surface area of the specialized yarns 228 (and thus pores P) are exposed to the skin of the user, and thus, a greater amount of heat and moisture absorbency is attainable. On alternate example embodiments, a 4-ply, 5-ply or 6-ply parallel yarn configuration can be provided, for example, for providing even greater heat and moisture absorbency.
[0086] Referring back to FIG. 5, additional details of example preparatory and weaving settings to perform the weaving process 300 are included in Tables 1-3. In particular, Table 1 relates to special yarn warping at 306, Table 2 relates to sizing at 308, and Table 3 relates to weaving at 310. In addition, Table 4 highlights some typical/representative machine settings in the warping at 306, sizing at 308 and the weaving at 310 for making the unfinished greige fabric 312 relative to for making conventional sheets.
TABLE-US-00001 TABLE 1 Example SOP followed during rewinding and warping 1) machine properly cleaned before rewinding cones and ensured not to mix the normal yarn fluff before starting the rewinding process. 2) Warping machine properly cleaned at creel, Headstock and ensured not to mix the normal yarn fluff before starting the set. 3) Identified board fixed during the warping. 4) Machine run at 650 RPM 5) The prepared warping beam with proper check of beam qulity being stored with proper identification. Machine parameter during process 1) Drum pressure 180 dan 2) Machine speed 650 mpm
TABLE-US-00002 TABLE 2 Example SOP followed during sizing 1) Machine properly cleaned at creel, headstock and ensured not to mix the normal yarn fluff before starting the set. 2) Previous set chemical being drained out and ensured the proper cleaning of cooker, storage tank and saw box. 3) Adequate moisture (6-6.5%) in beam managed with the synchronizing of cylinder temperature and machine speed. 4) Managed the warp stretch between 0.6 to 0.7% throughout the set. 5) Managed the size pick up 9-10%. 6) Managed with 3-4 lappers in a beam by proper creel tension, saw box roll pressure. Machine parameter during process 1) Machine speed 55 mpm 2) Creel tension 600-650N 3) Zone 4 2300-2500N 4) Zone 5 3100-3300N 5) Press roll value 2950-3100N 6) Cyl. Temp. (Zones 1 & 2) 120-125 deg. C. 7) Cyl. Temp. (Zone 3) 105-110 deg. C. 8) Squeezing pressure @ 5 mpm 5-6 kN 9) Squeezing pressure @ 100 mpm 10-12 kN 10) Saw box temp. 88 deg. C. 11) Cooking temp. 130 deg. C. 12) Chemical holding time 25 min. 13) RF 9% 14) Viscosity 8 sec. 15) The sized beam being drawn with identified board and loaded on loom.
TABLE-US-00003 TABLE 3 Example SOP followed in loom shed 1) Properly cleaning being followed before loading the set. 2) Before starting the production, ensure the standard setting of the loom. 3) Ensure the quality of fabric before starting the loom for bulk production. 4) 70 meter of roll being doffed and ensured for the quality of woven fabric. 5) The doffed roll being covered with proper polythene to free from dust. 6) The doffed roll being inspected at 4 point system. Machine setting during process 1) Loom speed 505 RPM 2) Head frame height in mm 70.70.68.67.70.72 3) Backrest position 15/3 4) Shed crossing 290 deg (angular) 5) Weft insertion-start 80 deg (angular) 6) Weft insertion-arrival 240 deg (angular) 7) Loom efficiency 80%
TABLE-US-00004 TABLE 4 Comparison of Sizing and Loom Settings Present Invention Prior Art During warping, the creel tension on yarn maintained with 3 Gms/meter as against 3 Gms/meter 5 Gms/meter 5 Gms/meter for normal yarn. During sizing, managed the warp stretch below 0.6% as against 0.9% for normal yarn, warp stretch below warp stretch @ for better loom performance with minimum warp breaks. 0.6% 0.9% During weaving, loom shed setting maintained for minimum stress on warp by 15 mm 30 mm setting the back rest height @ 15 as against 30 for normal yarn; and Setting the shed crossing 290 deg. as against 310 deg. for normal yarn. 290 deg 310 deg
[0087] As shown in Table 4, several machine settings in the warping at 306, sizing at 308 and the weaving at 310 for making the unfinished greige fabric 312 are shown in comparison to the machine settings used for making conventional sheets. In example embodiments, at warping 306 the creel tension on the yarn is maintained at 3 GMs/meter as compared to conventional warping at 5 Gms/meter. During sizing at 308, the warp stretch is managed below about 0.6% for better loom performance and minimum warp breaks, for example compared to a warp stretch of about 0.9% for conventional sizing settings. During weaving at 310, the loom shed setting is maintained for minimum stress on the warp yarn by setting the back rest height to 15 mm compared to 30 mm for conventional weaving. And the shed crossing is set to 290 degrees compared to 310 degrees for conventional machine settings.
[0088] According to example embodiments, testing was done to confirm the improved thermal properties of the finished fabric 420, including the following thermal resistance test. According to one example embodiment, a test plate is set to 35 C (roughly equivalent to skin temperature) while the ambient conditions are set to 20 C to 25 C (23 C according to one example embodiment) and 65% relative humidity. Due to the temperature difference, heat leaves the plate and travels through the test fabric 420 into the ambient air. This heat loss causes the test plate temperature to drop whereby the instrument supplies more power to the plate to bring the temperature back up to and maintain it at 35 C. This power input (in W/m.sup.2) is then used to calculate the thermal resistance. This test is driven by the temperature differential between the plate and ambient air. The results of the thermal resistance test conducted on a dry hot plate are detailed in Table 5. In example embodiments, the total thermal resistance (R.sub.ct) can be calculated using the following formula: R.sub.ct=(T.sub.plate-T.sub.air).times.A.sub.plate/H.sub.input. In example embodiments, R.sub.ct is the total thermal resistance, A.sub.plate is the area of the plate test section (mm.sup.2), T.sub.plate is the surface temperature of the plate (.degree. C.), T.sub.air is the ambient air temperature, and H.sub.input is the power input (W).
TABLE-US-00005 TABLE 5 Wool Research Association Thermal Insulation Test by Hot Plate Value Test Method: ASTM D 1518-11a (Ambient temp-23 degree celsius) Test Result (Thermal Dry Insulation Value) Heat Flux S. No TC Product Construction Weave Blend Shade Article .degree. C.m.sup.2/W Clo (W/M2) 1 400 Aero-1 80 s .times. 60 s/205 .times. 66 * 3 Sateen 100% Cotton Clay Brick Fabric 0.0242 0.156 120.76 2 400 Aero-2 80 s .times. 60 s/205 .times. 66 * 3 Sateen 100% Cotton Aqua Ocean Fabric 0.0274 0.1768 116.23 3 400 Conventional 60 s .times. 80 s/185 .times. 72 * 3 Sateen 100% Cotton Bright White Fabric 0.016 0.105 122.8 Sheet
[0089] The thermal testing was conducted based on ASTM D 1518-11A (Standard Test Method for Thermal Resistance of Batting Systems Using a Hot Plate) at the Wool Research Association in India. Three specimens were used, with Specimen 1 labeled "Aero-1," Specimen 2 labeled "Aero-2," and Specimen 3 labeled "Conventional Sheet" in Table 5. Specimens 1 and 2 were the samples of the finished fabric 420, and their test results demonstrate the improved thermal properties of the finished fabric 420. As can be seen from Table 5, the two tested Specimens 1 and 2 of the finished fabric 420 have a better thermal insulation index than the tested conventional sheet (Specimen 3). The clo value for the Specimen 1 and 2 fabric sheets are in fact far superior to the Specimen 3 conventional sheet.
[0090] The dry heat flux, which is the heat loss to keep the human body at 35 degrees Celsius, was calculated based on the thermal insulation index (R.sub.ct) and clo value, with the heat loss parameter calculated from the thermal transport measurements. The clo value is a unit of thermal resistance that indicates the insulating ability of the test material, with materials having higher clo values providing more thermal insulation. Total dry heat flux (Qdry)(W/m.sup.2), gives the measured heat loss at the thermal hot plate from which the fabric insulation values are calculated. The test was conducted at 23 degrees Celsius ambient temperature to calculate total heat loss. In example embodiments, A.sub.plate is the area of the plate test section (mm.sup.2), for example, which is sized to be at least about 254 mm.sup.2 according to example embodiments.
[0091] According to another example embodiment, the present invention relates to a method of forming a twice-blended ultra-homogenous specialized yarn. According to example embodiments, the method comprises mixing a plurality of base material staple fibers, cleaning the base material staple fiber, carding the base material staple fiber and forming a cleaned base material staple sliver; mixing a plurality of dissolvable fibers, cleaning the dissolvable fiber, carding the dissolvable fiber and forming a cleaned dissolvable sliver; combining the cleaned base material staple sliver and the cleaned dissolvable sliver for mixing in a blow room to produce a homogenous blend of base material staple fibers and dissolvable fibers; cleaning the homogenous blend of base material staple fibers and dissolvable fibers; carding the homogenous blend of base material staple fibers and dissolvable fibers; forming a homogenously-blended sliver comprising a homogenous blend of base material staple fibers and dissolvable fibers; drawing the homogenously-blended sliver on a draw frame; and spinning the homogenously-blended sliver to produce the twice-blended ultra-homogenous specialized yarn, the twice-blended ultra-homogenous specialized yarn having an ultra-homogenous blend of base material staple fibers and dissolvable fibers that are evenly and uniformly distributed throughout the cross section thereof.
[0092] According to another example embodiment, the present invention relates to a method of forming a twice-blended ultra-homogenous specialized yarn. The method comprises mixing a plurality of base material staple fibers, cleaning the base material staple fiber, carding the base material staple fiber and forming a cleaned base material staple web; providing a plurality of dissolvable fibers; combining the cleaned base material staple web and the plurality of dissolvable fibers for mixing in a blow room to produce a homogenous blend of base material staple fibers and dissolvable fibers; cleaning the homogenous blend of base material staple fibers and dissolvable fibers; carding the homogenous blend of base material staple fibers and dissolvable fibers; forming a homogenously-blended sliver comprising a homogenous blend of base material staple fibers and dissolvable fibers; drawing the homogenously-blended sliver on a draw frame to produce a twice-blended ultra-homogenous sliver; and spinning the twice-blended ultra-homogenous sliver to produce the twice-blended ultra-homogenous specialized yarn, the twice-blended ultra-homogenous specialized yarn comprising an ultra-homogenous blend of base material staple fibers and dissolvable fibers that are evenly and uniformly distributed throughout the cross section thereof.
[0093] According to another example embodiment, the present invention comprises woven fabrics 700, 720, 740, 760, 800, 820, 900, 920 comprising higher thread counts of between about 450 to about 1200. In example embodiments, the higher thread count fabrics (e.g., luxury fabrics) preferably comprise attributes or characteristics (e.g., performance features) such as being thermally insulating, moisture-wicking, and breathable. According to example embodiments, the specialized yarn 228 (as described above) is incorporated with the one or more woven fabrics as described below so as to provide superior thermal insulation, superior breathability, and superior moisture wicking at thread counts of 450 to about 1200.
[0094] To achieve attributes or characteristics in the woven fabric such as superior thermal insulation, superior breathability, and superior moisture wicking, the structure of the woven fabric is preferably modified so as to maximize the above-mentioned attributes or characteristics. In example embodiments, rather than the woven structure of the fabric being a 5-end sateen weave (as described above), a 7-end, 8-end, or 10-end sateen weave is preferably provided, for example, so as to utilize their unique diagonal structures for permitting a more open and more spacious weave structure with a greater porous surface so as to allow the maximum amount of air to become contained therein and therebetween. Furthermore, at least the warp yarns of the woven fabrics preferably comprise the specialized yarn 228, for example, so that the porosity and breathability of the resulting woven fabrics are further improved. Preferably, the specialized yarn 228 is spun with a low twist multiplier so that the resulting processed specialized yarn 228' is lofty (e.g., bulky and airy) and comprises improved ventilation and porosity.
[0095] FIG. 10A shows a woven fabric 700 defining a 5-move, 7-end sateen weave comprising a plurality of warp and weft yarns 702, 704. According to one example embodiment, the warp yarns 702 and the weft yarns 704 comprise the specialized yarn 228. According to another example embodiment, at least one of the warp and/or weft yarns 702, 704 comprise the specialized yarn 228. And according to preferred example embodiments, at least the warp yarns 702 comprise the specialized yarn 228. In example embodiments, the woven fabric 700 comprises a thread count of between about 450-1200, an EPI (ends per inch) value of between about 100-260, a PPI (picks per inch) value of between about 1100-940, and a yarn count ranging from between about 60 s-120 s for warp and between about 60 s-160 s for weft. According to one example embodiment, for example, for a 600 thread count woven fabric, the warp crimp is about 2.80%, the weft crimp is about 3.84%, and the fabric thickness ranges from between about 0.11 millimeters to about 0.35 millimeters, for example 0.23 millimeters according to one example embodiment. In alternate example embodiments, the woven fabric 700 defining the 5-move, 7-end sateen weave can be configured to comprise other move numbers. For example, FIG. 10B shows a woven fabric 720 comprising a 2-move, 7-end sateen weave comprising a plurality of warp and weft yarns 722, 724, FIG. 10C shows a woven fabric 740 comprising a 3-move, 7-end sateen weave comprising a plurality of warp and weft yarns 742, 744, and FIG. 10D shows a woven fabric 760 comprising a 4-move, 7-end sateen weave comprising a plurality of warp and weft yarns 762, 764. According to example embodiments, at least one of the warp and/or weft yarns 722, 724, 742, 744, 762, 764 comprises the specialized yarn 228. And according to preferred example embodiments, at least the warp yarns 722, 742, 762 comprise the specialized yarn 228.
[0096] According to another example embodiment, the specialized yarn 228 can be used for constructing other desired woven fabrics such as an 8-end or 10-end sateen weave. For example, FIGS. 11A-B show woven fabrics 800, 820 comprising an 8-end sateen weave. The woven fabric 800 comprises a 3-move, 8-end sateen weave and the woven fabric 820 comprises a 5-move, 8-end sateen weave. According to preferred example embodiments, at least the warp yarns 802, 822 can comprise the specialized fiber 228. According to other example embodiments, both the warp yarns 802, 822 and the weft yarns 804, 824 can comprise the specialized fiber 228. Optionally, at least one of the warp yarns 802, 822 or the weft yarns 804, 824 comprises the specialized fibers 228. And FIGS. 12A-B show woven fabrics 900, 920 comprising a 10-end sateen weave. The woven fabric 900 comprises a 3-move, 10-end sateen weave and the woven fabric 920 comprises a 7-move, 10-end sateen weave. As similarly described above, preferably at least the warp yarns 902, 922 can comprise the specialized fiber 228. According to other example embodiments, both the warp yarns 902, 922 and the weft yarns 904, 924 can comprise the specialized fiber 228. Optionally, at least one of the warp yarns 902, 922 or the weft yarns 904, 924 comprise the specialized fibers 228.
[0097] According to example embodiments and as described above, the woven fabrics 700, 720, 740, 760, 800, 820, 900, 920 can comprise one or more specialized yarns 228 in either of the warp and/or weft directions. According to example embodiments, the specialized yarns 228 can be manufactured as described above, for example, such that the resulting processed specialized yarn 228' comprises a homogenous distribution (between 97%-99%) of cotton fibers 102 and pores P (e.g., formed form the PVA fibers 112) provided throughout the length of the yarn 228'. According to example embodiments, the specialized yarns 228 can comprise various other mixtures beyond cotton fibers 102 and PVA fibers 112 (e.g., dissolvable fibers), for example, wherein the cotton fibers 102 can further comprise various other fibers and/or mixtures such as a cotton/poly blend, or other blends including a higher thread count luxury cotton or cotton and TENCEL blend, bamboo, modal, sea shell, cupro, silk, wool, milk, poly (trimethylene terephthalate), acrylics, Lyocell, sea weed, silver, charcoal, viscose or other cellulosic fibers, and/or other conventional fibers or blends. According to example embodiments, the various fibers as described above preferably provide for improved thermal insulation, higher breathability and moisture wicking and quick drying properties.
[0098] According to example embodiments, as similarly described above, the specialized yarn 228 is a single ply yarn, and for example, can be woven together with another specialized yarn 228, or for example, can be woven with another conventional yarn comprising cotton, a cotton/poly blend, or for example, a desired material and/or composition. According to some example embodiments, the specialized yarn can comprise a 2-ply yarn, or for example, a 3-ply yarn. In such a case, preferably two or three single ply specialized yarns can be twisted together, for example, using an S or Z twist such that additional bulk, strength and/or absorbency can be provided in the finished fabric. According to some example embodiments, the warp and/or weft yarn can comprise a 2-ply or 3-ply yarn comprising a combination of one or more specialized yarns 228 and one or more conventional yarns. Accordingly, according to some example embodiments, a fabric can comprise at least one of a warp or weft yarn that is at least 2-ply or 3-ply, for example, wherein at least one of the yarns of the 2-ply or 3-ply yarns comprises the specialized yarn 228.
[0099] According to another example embodiment, the warp and/or weft yarns of the fabrics can comprise a 3-ply parallel specialized yarn 228 configuration, for example, wherein three specialized yarns 228 run parallel with respect to each other in either of the warp and/or weft directions. According to example embodiments, by providing three specialized yarns 228 (e.g., 3-ply parallel warp and/or weft), a greater amount of surface area of the specialized yarns 228 (and thus pores P) are exposed to the skin of the user, and thus, a greater amount of heat and moisture absorbency is attainable. In alternate example embodiments, a 4-ply, 5-ply or 6-ply parallel yarn configuration can be provided, for example, for providing even greater breathability, and heat and moisture absorbency.
[0100] In example embodiments, the woven fabrics 700, 720, 740, 760, 800, 820, 900, 920 can comprise a thread count of between about 450-1200, an EPI (ends per inch) value of between about 100-260, a PPI (picks per inch) value of between about 1100-940, and a yarn count ranging from between about 60 s-120 s for warp and between about 60 s-160 s for weft. The warp crimp and weft crimp can preferably be within a range from between about 1.40% to about 5.97%, and the fabric thickness can range from between about 0.09 millimeters to about 0.45 millimeters, for example between about 0.18 millimeters to about 0.27 millimeters according to one example embodiment. Furthermore, the warp float size for each of the woven fabrics 700, 720, 740, 760, 800, 820, 900, 920 is preferably between about 1 millimeter to about 2 millimeters, for example, above 1 millimeter to about 2 millimeters according to one example embodiment. According to another example embodiment, the warp float size is at least about 1.01 millimeters. According to some example embodiments, the warp float size is 2 millimeters or less.
[0101] Furthermore, in addition to the attained performance features of the woven fabrics described herein, for example, comprising superior thermal insulation, superior breathability, and superior moisture wicking, the woven fabrics preferably also comprise additional performance features such as being resistant to shrinking and pilling. With respect to the prevention of the woven fabric shrinking, the woven fabric is crosslinked during the finishing process so as to set or fix up the porosity of the pores (of the processed specialized fiber 228') to remain therein throughout the life of the fabric. Furthermore, in addition to fixing up the porosity of the pores of the processed specialized fibers 228', the other fibers of the woven fabric in addition to the weave construction (e.g., 7-end, 8-end or 10-end) is preferably set or fixed up so as to prevent shrinking over the life of the fabric. As such, the woven fabrics 700, 720, 740, 760, 800, 820, 900, 920 comprising the specialized yarn 228 is preferably configured so as to not be affected by one or more washes or other process or actions that the fabric may go through during its lifetime, for example, such that the pores of the specialized yarn (and the other yarns and fabric construction) are prevented from shrinking or degrading over time. Similarly, one or more processes provided during the finishing of the woven fabrics 700, 720, 740, 760, 800, 820, 900, 920 so as to be pill-proof or resistant to pilling.
[0102] With reference to Table 6 below, three separate performance tests are summarized, for example, a thermal insulation test, a breathability test and a moisture wicking test. According to example embodiments, fabrics according to the present invention (see Aireolux.TM.) perform substantially better and have far superior performance properties compared to conventional sheets (see Sateen) undergoing the same performance tests. In example embodiments, the fabric of the present invention was tested against a conventional fabric of the same thread count, for example thread count of 500, 600 and 700 according to example embodiments of the present invention. In other example embodiments, performance tests were performed on fabrics of higher thread counts, for example thread counts up to about 1200. In example embodiments, the performance tests as described herein were tested after undergoing one wash and tumble dry. According to example embodiments, the thermal resistance test was conducted according to ASTM D 1518-11A (Option #2), the breathability test was conducted according to ASTM D737, and the moisture wicking test was conducted according to AATCC 197.
[0103] In example embodiments, the thermal resistance is expressed in square meters Celsius per watt (C.degree. m.sup.2/W), which can be used to determine the dry heat flux (W/m.sup.2) across a given area in response to a steady applied temperature gradient. As described above, the total thermal resistance (R.sub.ct) can be calculated using the following formula: R.sub.ct=(T.sub.plate-T.sub.air).times.A.sub.plate/H.sub.input. In example embodiments, R.sub.ct is the total thermal resistance (C.degree. M.sup.2/W), A.sub.plate is the area of the plate test section (mm.sup.2), T.sub.plate is the surface temperature of the plate (.degree. C.), T.sub.air is the ambient air temperature (.degree. C.), and H.sub.input is the power input (W). Other values obtained that are related to the thermal resistance include a clo value and tog value (described in greater detail below). In example embodiments, the breathability test (e.g., air permeability--measured in cubic feet per minute (CFM)) is conducted at a pressure of 125 pa and a test area of 38 cm.sup.2. In example embodiments, the moisture absorbency test defines the distance (measured in millimeters) that a liquid is able to be transported along vertically aligned fabric specimens over a given time.
[0104] In example embodiments, a tog is a measure of thermal insulance of a unit area, also known as thermal resistance. As described above, total thermal resistance (R.sub.ct) can be expressed as: R.sub.ct=(T.sub.plate-T.sub.air).times.A.sub.plate/H.sub.input. In example embodiments, 1 tog is equivalent to 0.1 R.sub.ct. And a clo, another thermal insulation measurement, can be expressed as 1 clo=0.155 R.sub.ct or 1.55 tog.
TABLE-US-00006 TABLE 6 Performance Tests Composition Thermal Resistance - Hot Plate (ASTM D Moisture 1518-11a Dry Breathability Wicking Option 2) Heat Flux (ASTM D737) (AATCC 197) S. no Tech TC Construction Pretreatment (C.degree. m{circumflex over ( )}2/W) (W/m.sup.2) (CFM) (mm) Remarks 1 Sateen 500 80 s .times. 100 s/216 .times. 71 * 4 1 Wash 0.0333 150.91 16.80 Warp-123, Weft 120 2 Aireoflux 500 80 s .times. 100 s .times. 216 .times. 71 * 4 1 Wash 0.0427 138.70 32.25 Warp-145, Available thead Weft 132 count-450 to 1200 3 Sateen 600 80 s .times. 120 s .times. 216 .times. 76 * 5 1 Wash 0.0248 217.50 16.53 Warp-137, Weft 137 4 Aireoflux 600 80 s .times. 120 s/216 .times. 76 * 5 1 Wash 0.3490 148.55 17.40 Warp-159, Available thead Weft 151 count-450 to 1200 5 Sateen 700 80 s .times. 120 s .times. 216 .times. 80/6 1 Wash 0.0268 222.20 4.80 Warp-116, Weft 110 6 Aireoflux 700 80 s .times. 120 s .times. 216 .times. 80/6 1 Wash 0.0266 161.00 12.10 Warp-141, Available thead Weft 143 count-450 to 1200
[0105] According to example embodiments and for comparison purposes, a 500, 600 and 700 thread count conventional fabric (see samples 1, 3 and 5) were tested against a 500, 600 and 700 thread count fabric according to an example embodiment of the present invention (see samples 2, 4 and 6). In example embodiments, each of the samples (1-6) were first pretreated by undergoing a single cold wash per AATCC 135 (40.degree. C.) followed by tumble drying. Each of the samples then underwent several tests as shown in Table 6.
[0106] Starting with the conventional samples, the conventional 500 thread count fabric (sample 1) yielded a thermal resistance value of 0.0333 C.degree. m.sup.2/W (clo=0.215, tog=0.333), a heat flux of 150.91 W/m.sup.2, a breathability value of 16.80 CFM, and moisture wicking values of 123 mm in the warp direction and 120 mm in the weft direction. The conventional 600 thread count fabric (sample 3) yielded a thermal resistance value of 0.0248 C.degree. m.sup.2/W (clo=0.160, tog=0.248), a heat flux of 217.50 W/m.sup.2, a breathability value of 16.53 CFM, and moisture wicking values of 137 mm in the warp direction and 137 mm in the weft direction. The conventional 700 thread count fabric (sample 5) yielded a thermal resistance value of 0.0268 C.degree. m.sup.2/W (clo=0.1729, tog=0.268), a heat flux of 222.20 W/m.sup.2, a breathability value of 4.80 CFM, and moisture wicking values of 116 mm in the warp direction and 110 mm in the weft direction.
[0107] The 500 thread count fabric of the present invention (sample 2) yielded a thermal resistance value of 0.0427 C.degree. m.sup.2/W (clo=0.275, tog=0.427), a heat flux of 138.70 W/m.sup.2, a breathability value of 32.25 CFM, and moisture wicking values of 145 mm in the warp direction and 132 mm in the weft direction. The 600 thread count fabric (sample 4) of the present invention yielded a thermal resistance value of 0.3490 C.degree. m.sup.2/W (clo=0.226, tog=0.349), a heat flux of 148.55 W/m.sup.2, a breathability value of 17.40 CFM, and moisture wicking values of 159 mm in the warp direction and 151 mm in the weft direction. The 700 thread count fabric (sample 6) of the present invention yielded a thermal resistance value of 0.0266 C.degree. m.sup.2/W (clo=0.172, tog=0.266), a heat flux of 161.00 W/m.sup.2, a breathability value of 12.10 CFM, and moisture wicking values of 141 mm in the warp direction and 143 mm in the weft direction.
[0108] Table 7 shown below highlights the specific performance tests in detail and provides conclusions based on the test results. As such, the fabric of the present invention comprises supreme breathability, moisture absorbency and thermal insulation compared to conventional fabrics of the same thread count. Furthermore, as depicted in Table 8 below, the fabrics of the present invention (samples 2, 4, 6) comprise far superior characteristics than the conventional fabric (samples 1, 3, 5). For example, according to example embodiments, sample 2 is superior to sample 1 in each of the performance tests, sample 4 is superior to sample 3 in each of the performance tests, and sample 6 is superior to sample 5 in each of the performance tests. For example, as detailed in Table 8, the thermal resistance (e.g., temperature regulation) of sample 2 is about 8% better than sample 2, the thermal resistance of sample 4 is about 31% better than sample 3, and the thermal resistance of sample 6 is about 28% better than sample 5. The breathability of sample 2 is about 192% better than sample 1, the breathability of sample 4 is about 105% better than sample 3, and the breathability of sample 6 is about 252% better than sample 5. And the moisture absorption of sample 2 is about 14% better than sample 1, the moisture absorption of sample 4 is about 16% better than sample 3, and the moisture absorption of sample 6 is about 25.67 better than sample 5.
TABLE-US-00007 TABLE 7 Test Description Which is best? Standard Conclusion from above table Sweat guarded Hot It measures the heat transfer from a warm, dry, Higher the value, no extablished std Thermal resistance of AireoLux is Plate constant-temperature, horizontal flat-plate up better is the better than conventional sheets through a layer of the test material to a cool thermal resistance therefore AireoLux is the best atmosphere and calculates the resistance of the performer in Luxury segment. material. Breathability Air permeability is defined as the rate of Higher the value, 30 AireoLux In luxury segment is the airflow passing perpendicularly through a known better the best performer area under a prescribed air pressure differential Breathability between the two surfaces of a material. Moisture Wicking This test method is used to evaluate the ability Higher the value 5 Cm @ 30 Min. AireoLux in Luxury segment is the of vertically alligned fabric specimens to shows better best performer transport liquid along and/or through them capability of the fabric to wick away the moisture & keep you cool
TABLE-US-00008 TABLE 8 Temperature Moisture Samples Regulation Breathability Absorption 1 Sateen 500 Aireolux Aireolux Aireolux 2 Aireolux 500 8% better 192% better 14% better than Sateen than Sateen than Sateen 3 Sateen 600 Aireolux Aireolux Aireolux 4 Aireolux 600 31% better 105% better 16% better than Sateen than Sateen than Sateen 5 Sateen 700 Aireolux Aireolux Aireolux 6 Aireolux 700 28% better 252% better 25.67% better than Sateen than Sateen than Sateen
[0109] Thus, according to example embodiments, example embodiments of the present invention comprise luxury fabrics of higher thread counts (e.g., 450-1200), which comprise unique and superior attributes and characteristics (e.g., superior thermal insulation, superior breathability, and superior moisture wicking) compared to known higher thread count fabrics. Preferably, by utilizing the unique diagonal weave structures of the 7-end, 8-end and 10-end sateen weaves in combination with the specialized, low twist multiplier yarns 228 and a warp float size of 1 millimeter or greater, higher thread count fabrics, or for example, luxury fabrics, can achieve attributes and characteristics that were previously unattainable. According to example embodiments, the luxury, high-thread-count fabrics as described herein are provided for bedding, for example, for bed sheets including a fitted sheet, a top sheet, one or more pillow cases, etc. In example embodiments, the bed sheets preferably continuously adjust to the body temperature of a user that is lying on or between the bed sheets, for example, such that when the user becomes hotter or heats up moisture is wicked away to keep the user cool. And in a similar manner, when the user cools down, the bed sheets wick away moisture to keep the user warm. Preferably, moisture is wicked away from the user's skin to keep them cool and comfortable throughout their rest or sleep. Preferably, the specialized yarn and ultra-homogenous porosity thereof causes the sheets to be exceptionally breathable to provide a comfortable and restful sleep or rest. Furthermore, the bed sheets preferably comprise a soft hand and feel to deliver a superior degree of comfort.
[0110] While the invention has been described with reference to example embodiments, it will be understood by those skilled in the art that a variety of modifications, additions and deletions are within the scope of the invention, as defined by the following claims.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
D00012
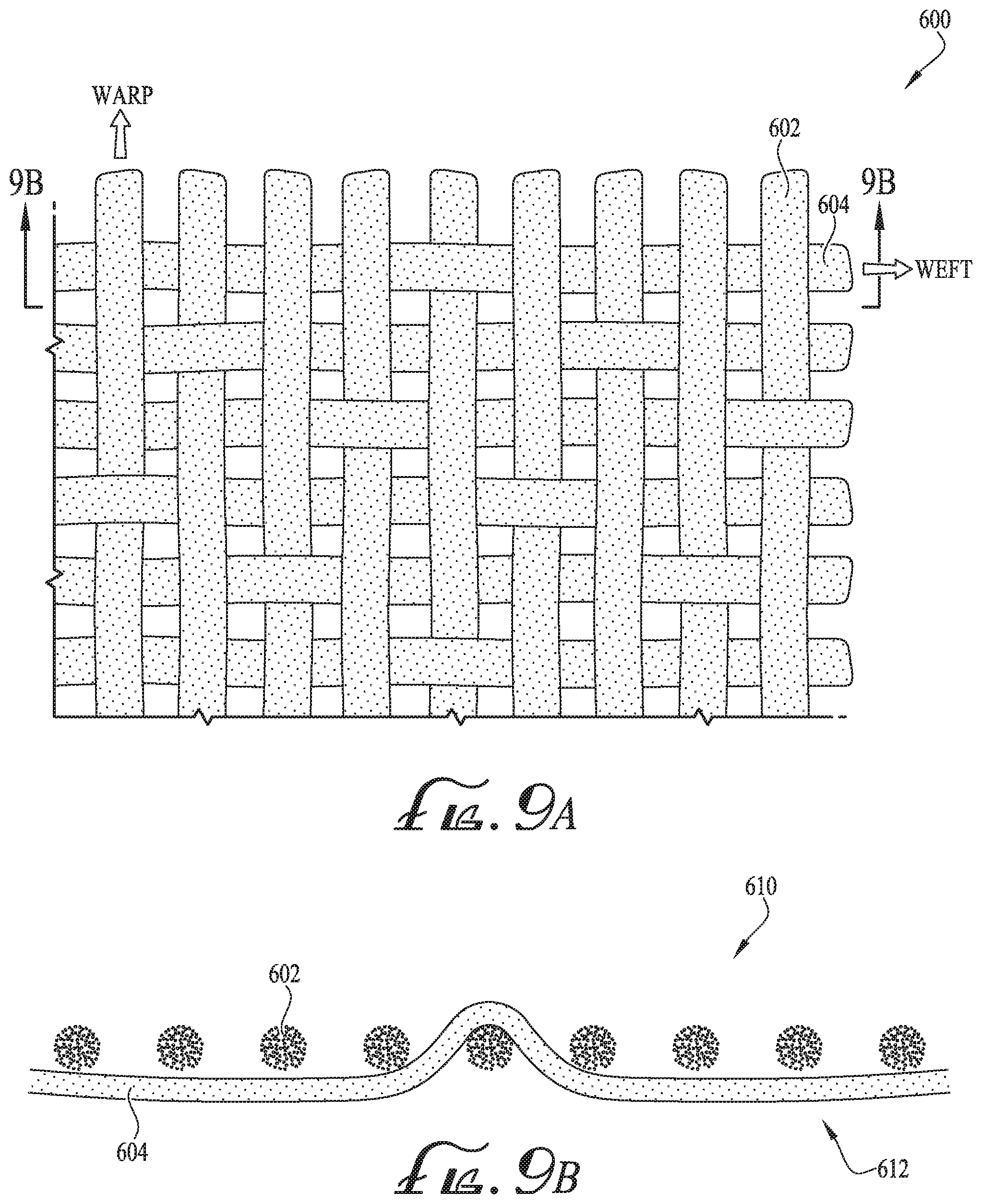
D00013
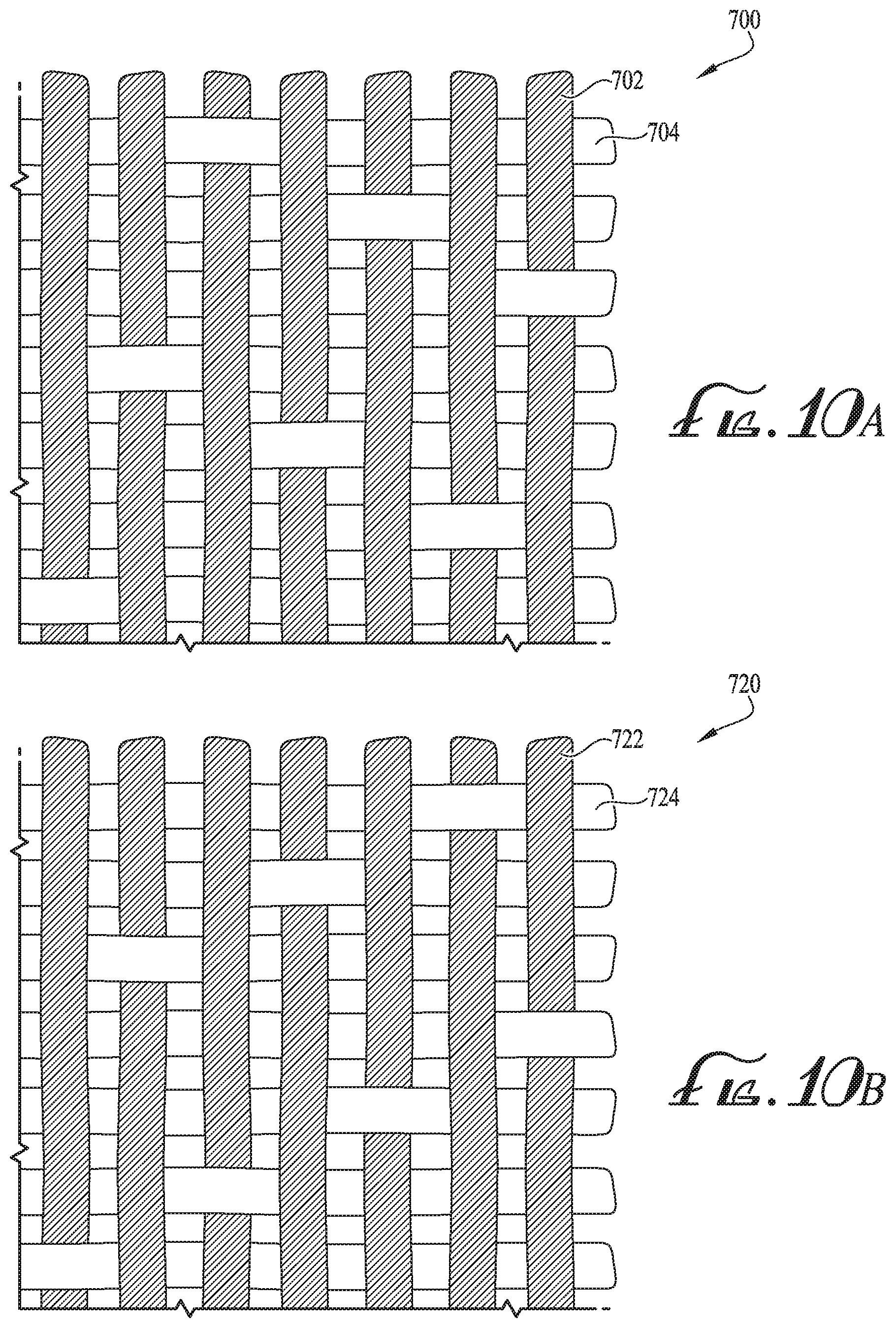
D00014
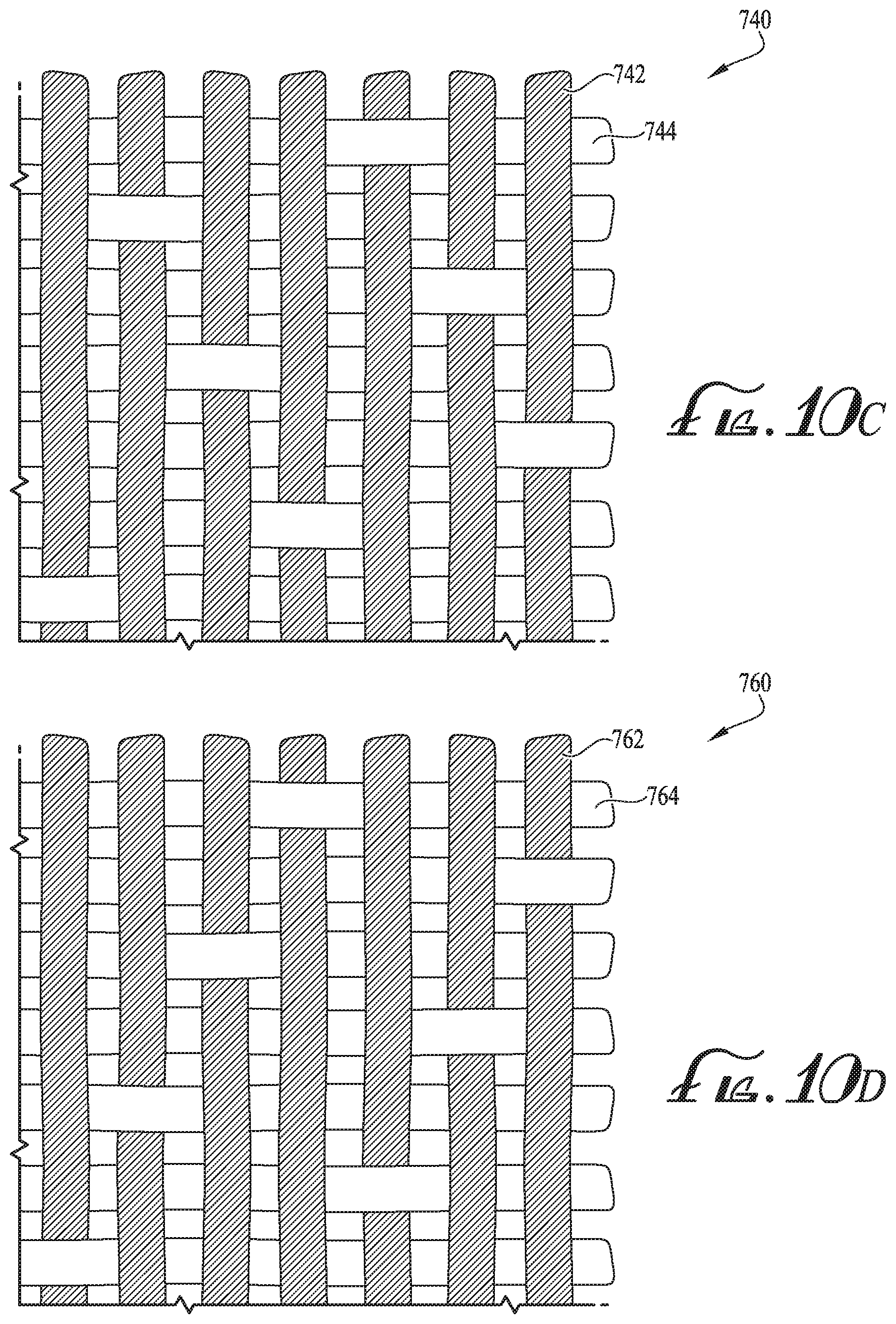
D00015

D00016
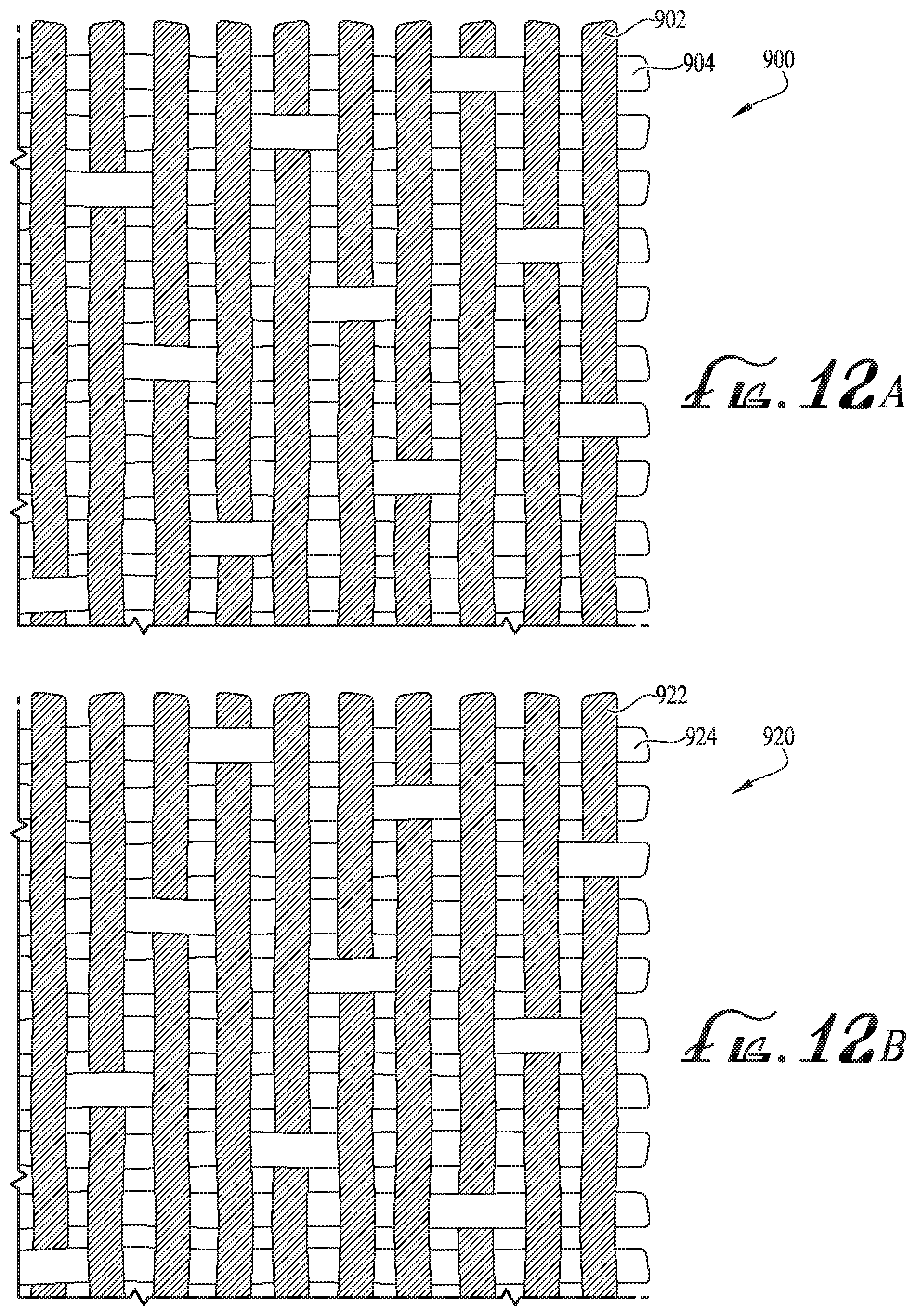
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.