Plated Steel Sheet For Hot Stamping, Method Of Manufacturing Plated Steel Sheet For Hot Stamping, Method Of Manufacturing Hot-st
KUBO; Masahiro ; et al.
U.S. patent application number 16/474512 was filed with the patent office on 2020-01-23 for plated steel sheet for hot stamping, method of manufacturing plated steel sheet for hot stamping, method of manufacturing hot-st. This patent application is currently assigned to NIPPON STEEL CORPORATION. The applicant listed for this patent is NIPPON STEEL CORPORATION. Invention is credited to Soshi FUJITA, Hideaki IRIKAWA, Masahiro KUBO, Yoshiaki NAKAZAWA, Narihiko NOMURA, Toshiya SUZUKI.
| Application Number | 20200024748 16/474512 |
| Document ID | / |
| Family ID | 62707456 |
| Filed Date | 2020-01-23 |



| United States Patent Application | 20200024748 |
| Kind Code | A1 |
| KUBO; Masahiro ; et al. | January 23, 2020 |
PLATED STEEL SHEET FOR HOT STAMPING, METHOD OF MANUFACTURING PLATED STEEL SHEET FOR HOT STAMPING, METHOD OF MANUFACTURING HOT-STAMPED COMPONENT, AND METHOD OF MANUFACTURING VEHICLE
Abstract
Provided are a plated steel sheet for hot stamping including: a plated steel sheet body including a steel sheet and an aluminum plating layer provided on one side or both sides of the steel sheet; and a zinc-based metal soap film provided on a surface of the plated steel sheet body on a side of the aluminum plating layer and having an adhesion amount of from 7.1 to 19.8 g/m.sup.2 based on a Zn amount (when, in the plated steel sheet body, a zinc oxide film is on the surface of an aluminum plating layer, the total adhesion amount of the zinc oxide film and the zinc-based metal soap film is from 7.1 to 19.8 g/m.sup.2 based on a Zn amount.), and a method of manufacturing such a sheet. Also provided are a method of manufacturing a hot-stamped component using the plated steel sheet for hot stamping, and a method of manufacturing a vehicle using a stamped component manufactured by a method of manufacturing a hot-stamped component.
| Inventors: | KUBO; Masahiro; (Tokyo, JP) ; NAKAZAWA; Yoshiaki; (Tokyo, JP) ; SUZUKI; Toshiya; (Tokyo, JP) ; NOMURA; Narihiko; (Tokyo, JP) ; FUJITA; Soshi; (Tokyo, JP) ; IRIKAWA; Hideaki; (Tokyo, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | NIPPON STEEL CORPORATION Tokyo JP |
||||||||||
| Family ID: | 62707456 | ||||||||||
| Appl. No.: | 16/474512 | ||||||||||
| Filed: | December 21, 2017 | ||||||||||
| PCT Filed: | December 21, 2017 | ||||||||||
| PCT NO: | PCT/JP2017/046035 | ||||||||||
| 371 Date: | June 27, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B21D 22/00 20130101; C21D 9/00 20130101; C23C 2/40 20130101; C23C 22/66 20130101; C23C 2/12 20130101; C22C 38/00 20130101; C23C 28/345 20130101; C23C 2/26 20130101; C23C 2/06 20130101; C23C 28/321 20130101; C21D 1/18 20130101; B21D 22/26 20130101; C23C 28/025 20130101; B21D 22/20 20130101 |
| International Class: | C23C 28/02 20060101 C23C028/02; C22C 38/00 20060101 C22C038/00; C23C 2/12 20060101 C23C002/12; C23C 2/06 20060101 C23C002/06; C23C 22/66 20060101 C23C022/66; B21D 22/00 20060101 B21D022/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Dec 28, 2016 | JP | 2016-256016 |
Claims
1. A plated steel sheet for hot stamping, comprising: a plated steel sheet body including a steel sheet and an aluminum plating layer provided on one side or both sides of the steel sheet; and a zinc-based metal soap film provided on a surface of the plated steel sheet body on a side of the aluminum plating layer and having an adhesion amount of an adhered portion of from 7.1 to 19.8 g/m.sup.2 based on a Zn amount.
2. A plated steel sheet for hot stamping, comprising: a plated steel sheet body including a steel sheet, an aluminum plating layer provided on one side or both sides of the steel sheet, and a zinc oxide film provided on a surface of the aluminum plating layer; and a zinc-based metal soap film provided on a surface of the zinc oxide film of the plated steel sheet body, a total adhesion amount of adhered portions of the zinc oxide film and the zinc-based metal soap film being from 7.1 to 19.8 g/m.sup.2 based on a Zn amount.
3. The plated steel sheet for hot stamping according to claim 2, wherein at least half of the total adhesion amount of the adhered portions of the zinc oxide film and the zinc-based metal soap film is an adhesion amount of an adhered portion of the zinc-based metal soap film.
4. The plated steel sheet for hot stamping according to claim 1, wherein the zinc-based metal soap film is a film of at least one zinc-based metal soap selected from the group consisting of zinc bis-octanoate, zinc octylate, zinc laurate, and zinc stearate.
5. (canceled)
6. A method of manufacturing a plated steel sheet for hot stamping, the method comprising a forming a zinc-based metal soap film on a surface of an aluminum plating layer side of a plated steel sheet body, including a steel sheet and an aluminum plating layer provided on one side or both sides of the steel sheet, in such a manner that an adhesion amount of an adhered portion is from 7.1 to 19.8 g/m.sup.2 based on a Zn amount.
7. A method of manufacturing a plated steel sheet for hot stamping, the method comprising a forming a zinc-based metal soap film on a surface of a zinc oxide film of a plated steel sheet body having a steel sheet, an aluminum plating layer provided on one side or both sides of the steel sheet, and the zinc oxide film provided on the aluminum plating layer, in such a manner that a total adhesion amount of an adhered portion of the zinc-based metal soap film together with an adhesion amount of an adhered portion of the zinc oxide film is from 7.1 to 19.8 g/m.sup.2 based on a Zn amount.
8. The method of manufacturing a plated steel sheet for hot stamping according to claim 7, wherein, in the forming the zinc-based metal soap film, at least half of the total adhesion amount of the adhered portions of the zinc oxide film and the zinc-based metal soap film is the adhesion amount of the adhered portion of the zinc-based metal soap film.
9. The method of manufacturing a plated steel sheet for hot stamping according to claim 6, comprising a heating the zinc-based metal soap film at 300.degree. C. or higher and obtaining a zinc oxide film.
10. The method of manufacturing a plated steel sheet for hot stamping according to claim 9, wherein a maximum value of a skewness Rsk of a surface roughness curve of the zinc oxide film formed by heating the zinc-based metal soap film is less than 0.
11. The method of manufacturing a plated steel sheet for hot stamping according to claim 6, wherein the zinc-based metal soap film is a film of at least one zinc-based metal soap selected from the group consisting of zinc bis-octanoate, zinc octylate, zinc laurate, and zinc stearate.
12. A method of manufacturing a hot-stamped component, the method comprising: a manufacturing a plated steel sheet for hot stamping according to the method of manufacturing a plated steel sheet for hot stamping according to claim 6, wherein, in the forming the zinc-based metal soap film, at least the zinc-based metal soap film is formed on a surface, which is to be in contact with a sliding surface of a mold for hot stamping in a later hot stamping, in the surface of the plated steel sheet body on the aluminum plating layer side; and a hot stamping of subjecting the plated steel sheet for hot stamping to hot stamping.
13. A method of manufacturing a hot-stamped component by hot stamping a plated steel sheet for hot stamping manufactured by the method of manufacturing a plated steel sheet for hot stamping according to claim 10.
14. A method of manufacturing a vehicle, wherein a stamped component manufactured by the method of manufacturing a hot-stamped component according to claim 12 is attached with the surface of the zinc oxide film facing an outer side of the vehicle.
15. A method of manufacturing a vehicle, wherein a stamped component manufactured by the method of manufacturing a hot-stamped component according to claim 13 is attached with the surface of the zinc oxide film facing an outer side of the vehicle.
Description
TECHNICAL FIELD
[0001] The present disclosure relates to a plated steel sheet for hot stamping, a method of manufacturing a plated steel sheet for hot stamping, a method of manufacturing a hot-stamped component, and a method of manufacturing a vehicle.
BACKGROUND ART
[0002] In recent years, there has been a growing demand for suppressing consumption of chemical fuels in order to protect the environment and to prevent global warming, and this demand has influence on a variety of manufacturing industries. For example, automobiles that are indispensable to daily life and activities as a means of transportation are no exception, and improvements in fuel economy, such as weight reduction of the car body, or the like is required. However, in automobiles, simply realizing weight reduction of vehicle body is not permitted due to product quality, and it is necessary to ensure adequate safety.
[0003] Many of the structures of automobiles are formed of iron, in particular steel sheets, and it is important for reducing the weight of car body to reduce the weight of the steel sheet. However, as mentioned above, simply reducing the weight of the steel sheet is not permitted, and it is also demanded to ensure the mechanical strength of the steel sheet. Such demands for steel sheets exist not only in the automobile manufacturing industry but also in a variety of manufacturing industries as well. Therefore, research and development is being conducted on steel sheets that can maintain or increase the mechanical strength even when the steel sheets are made thinner than the steel sheets previously used by increasing the mechanical strength of the steel sheets.
[0004] In general, materials having high mechanical strength tend to have lower shape freezing properties in forming such as bending processing, and when such materials are processed into complicated shapes, processing itself becomes difficult. As one means for solving the problem concerning the formability, a so-called "hot stamping method (hot stamping method, high temperature stamping method, die quenching method)" can be mentioned. In this hot stamping method, a material to be formed is temporarily heated to a high temperature, and the material softened by heating is stamped, molded, and then cooled.
[0005] According to this hot stamping method, a material is once heated to a high temperature and softened, and therefore, the material can be easily stamped. Therefore, by this hot stamping, a molded component satisfying both favorable shape freezing property and high mechanical strength can be obtained. Particularly when the material is steel, the mechanical strength of the stamped component can be enhanced by quenching effect by cooling after forming.
[0006] However, when this hot stamping method is applied to a steel sheet, for example, by heating to a high temperature of 800.degree. C. or higher, a scale (oxide) is generated by iron oxidation on the surface. Therefore, it is necessary to perform a process (descaling process) for removing this scale after performing hot stamping, resulting in a decrease in productivity. For a member or like that requires corrosion resistance, it is necessary to subject the surface thereof to rust prevention treatment or metal coating after processing, which requires a surface cleaning step and a surface treatment step, reducing the productivity as well.
[0007] Examples of a method of suppressing such a decrease in productivity include a method of applying coating to a steel sheet. In general, a variety of materials such as an organic material and an inorganic material are used as coating on a steel sheet. Among other things, a zinc-based plated steel sheet having sacrificial and corrosion-proof action against a steel sheet is widely used for an automobile steel sheet or the like from the viewpoint of corrosion protection performance and steel sheet production technology. The heating temperature in a hot stamping aims at a temperature higher than the Ac3 transformation point of steel in order to obtain quenching effect. In other words, the heating temperature is about from 700 to 1000.degree. C. However, this heating temperature is higher than the decomposition temperature of an organic material and the boiling point of a metal material such as a Zn-based material. Therefore, when heated for hot stamping, a plating layer on the surface evaporates, which may be a cause of remarkable deterioration of surface properties.
[0008] Therefore, it is preferable to use, for example, an Al-based metal coated steel sheet having higher boiling point than organic material coating or Zn-based metal coating, so-called an aluminum-plated steel sheet for a steel sheet subjected to hot stamping to be heated to high temperature.
[0009] By applying Al-based metal coating, it is possible to prevent a scale from adhering to the surface of a steel sheet, and a process such as a descaling step becomes unnecessary, by which the productivity is improved. Al-based metal coating also has anti-rust effect, and therefore, corrosion resistance after painting is also improved. A method of using an aluminum-plated steel sheet obtained by applying an Al-based metal coating to steel having a predetermined steel component for hot stamping is described in Patent Document 1.
[0010] However, when Al-based metal coating is applied, Al coating first melts depending on preheating conditions prior to stamping in a hot stamping method, and thereafter, an Al--Fe compound layer is formed by Fe diffusion from the steel sheet. The Al--Fe compound layer grows to the surface of a steel sheet as an Al--Fe compound layer in some cases. This compound layer is hereinafter referred to as an alloy layer. Since this alloy layer is extremely hard, a processed scratch is formed by contact with a mold during stamping.
[0011] In order to address this problem, Patent Document 2 discloses a method of forming a film of a wurtzite type compound such as a film of ZnO on the surface of an aluminum-plated steel sheet for the purpose of improving the hot lubricity, the chemical conversion treatment property, and corrosion resistance for preventing occurrence of processing damage.
[0012] On the other hand, Patent Document 3 discloses a method of forming a film of one or more Zn compounds selected from the group consisting of Zn hydroxide, Zn phosphate, and organic acid Zn on the surface of an Al-plated steel sheet for the purpose of enhancing adhesion of a film of ZnO during stamping. In the method of Patent Document 2, it is possible to improve hot lubricity, film adhesion, spot weldability, corrosion resistance after coating by forming a film of ZnO by heat generated by hot stamping an aluminum-plated steel sheet on which a film of a Zn compound is formed and forming a ZnO film having excellent adhesion.
[0013] Patent Document 1: Japanese Patent Application Laid-Open (JP-A) No. 2000-38640
[0014] Patent Document 2: WO2009/131233
[0015] Patent Document 3: JP-A No. 2014-139350
SUMMARY OF INVENTION
Technical Problem
[0016] Here, each of the plated steel sheets described in Patent Documents 2 to 3 is excellent in hot lubricity, and occurrence of processing flaws can be suppressed. By the way, generally, when hot stamping is performed using a non-plated material or a plated steel sheet, abrasion occurs on a sliding surface of a mold for hot stamping in which a plated steel sheet slides, such as a portion to be a vertical wall portion and a flange portion of a stamped component. For this reason, in a high surface pressure portion in hot stamping, it is necessary to perform mold maintenance as a countermeasure against wear occurring on a sliding surface of a mold. Although the plated steel sheets of Patent Documents 2 to 3 were expected to reduce die wear, even with Patent Documents 2 to 3, mold wear was not solved as with other non-plated materials or plated steel sheets.
[0017] In view of the above, an object of one embodiment of the disclosure is to provide a plated steel sheet for hot stamping that suppresses occurrence of wear of a sliding surface of a mold for hot stamping, and a method of manufacturing such a sheet.
[0018] Another object of one embodiment of the disclosure is to provide a method of manufacturing a hot stamped product for suppressing occurrence of wear of a sliding surface of a mold for hot stamping and a method of manufacturing a vehicle using a stamped component manufactured with a method of manufacturing a hot-stamped component by using the plated steel sheet for hot stamping.
Solution to Problem
[0019] The inventors studied and found the following. When a zinc oxide film layer (ZnO film) is formed on the surface of an aluminum plating layer, the surface properties of the aluminum plating layer having a convex portion on the surface is reflected on the surface properties of a zinc oxide film. When an aluminum plated steel sheet with a zinc oxide film layer formed on the surface slides on the surface of a mold for hot stamping, local pressure is applied to a convex portion of the zinc oxide film, causing wear on a sliding surface of the mold for hot stamping. Therefore, the inventors found that if a zinc oxide film having high smoothness could be formed, the occurrence of wear of the sliding surface of a mold for hot stamping could be suppressed.
[0020] The gists of the disclosure are as follows.
[0021] <1> A plated steel sheet for hot stamping including:
[0022] a plated steel sheet body including a steel sheet and an aluminum plating layer provided on one side or both sides of the steel sheet; and
[0023] a zinc-based metal soap film provided on a surface of the plated steel sheet body on a side of the aluminum plating layer and having an adhesion amount of an adhered portion of from 7.1 to 19.8 g/m.sup.2 based on a Zn amount. [0024] <2> A plated steel sheet for hot stamping, including:
[0025] a plated steel sheet body including a steel sheet, an aluminum plating layer provided on one side or both sides of the steel sheet, and a zinc oxide film provided on a surface of the aluminum plating layer; and
[0026] a zinc-based metal soap film provided on a surface of the zinc oxide film of the plated steel sheet body,
[0027] a total the adhesion amount of adhered portions of the zinc oxide film and the zinc-based metal soap film being from 7.1 to 19.8 g/m.sup.2 based on a Zn amount. [0028] <3> The plated steel sheet for hot stamping according to <2>, wherein at least half of the total adhesion amount of adhered portions of the zinc oxide film and the zinc-based metal soap film is an adhesion amount of an adhered portion of the zinc-based metal soap film. [0029] <4> The plated steel sheet for hot stamping according to any one of <1> to <3>, wherein the zinc-based metal soap film is a film of at least one zinc-based metal soap selected from the group consisting of zinc bis-octanoate, zinc octylate, zinc laurate, and zinc stearate. [0030] <5> A plated steel sheet for hot stamping including:
[0031] a plated steel sheet body including a steel sheet and an aluminum plating layer provided on one side or both sides of the steel sheet; and
[0032] a zinc oxide film provided on a surface of the plated steel sheet body on an aluminum plating layer side,
[0033] wherein a maximum value of a skewness Rsk of a roughness curve of a surface of the zinc oxide film is less than 0. [0034] <6> A method of manufacturing a plated steel sheet for hot stamping, the method including the forming a zinc-based metal soap film on a surface of a aluminum plating layer side of a plated steel sheet body, including a steel sheet and an aluminum plating layer provided on one side or both sides of the steel sheet, in such a manner that an adhesion amount of an adhered portion is from 7.1 to 19.8 g/m.sup.2 based on a Zn amount. [0035] <7> A method of manufacturing a plated steel sheet for hot stamping, the method including a forming a zinc-based metal soap film on a surface of a zinc oxide film of a plated steel sheet body having a steel sheet, an aluminum plating layer provided on one side or both sides of the steel sheet, and the zinc oxide film provided on the aluminum plating layer, in such a manner that a total adhesion amount of an adhered portion of the zinc-based metal soap film together with an adhesion amount of an adhered portion of the zinc oxide film is from 7.1 to 19.8 g/m.sup.2 based on a Zn amount. [0036] <8> The method of manufacturing a plated steel sheet for hot stamping according to <7>, wherein, in the forming the zinc-based metal soap film, at least half of the total adhesion amount of the adhered portions of the zinc oxide film and the zinc oxide film is the adhesion amount of the adhered portion of the zinc-based metal soap film. [0037] <9> The method of manufacturing a plated steel sheet for hot stamping according to any one of <6> to <8>, including a heating the zinc-based metal soap film at 300.degree. C. or higher and obtaining a zinc oxide film. [0038] <10> The method of manufacturing a plated steel sheet for hot stamping according to <9>, wherein a maximum value of a skewness Rsk of a surface roughness curve of the zinc oxide film formed by heating the zinc-based metal soap film is less than 0. [0039] <11> The method of manufacturing a plated steel sheet for hot stamping according to any one of <6> to <10>, wherein the zinc-based metal soap film is a film of at least one zinc-based metal soap selected from the group consisting of zinc bis-octanoate, zinc octylate, zinc laurate, and zinc stearate. [0040] <12> A method of manufacturing a hot-stamped component, the method including:
[0041] a manufacturing a plated steel sheet for hot stamping according to the method of manufacturing a plated steel sheet for hot stamping according to any one of <6> to <11>, wherein, in the forming the zinc-based metal soap film, at least the zinc-based metal soap film is formed on a surface, which is to be in contact with a sliding surface of a mold for hot stamping in a later hot stamping in the surface of the plated steel sheet body on the aluminum plating layer side; and
[0042] a hot stamping of subjecting the plated steel sheet for hot stamping to hot stamping. [0043] <13> A method of manufacturing a hot-stamped component by hot stamping a plated steel sheet for hot stamping manufactured by the method of manufacturing a plated steel sheet for hot stamping according to <10>. [0044] <14> A method of manufacturing a vehicle, wherein a stamped component manufactured by the method of manufacturing a hot-stamped component according to <12> or <13> is attached with the surface of the zinc oxide film facing an outer side of the vehicle.
Advantageous Effects of Invention
[0045] According to one embodiment of the disclosure, it is possible to provide a plated steel sheet for hot stamping for suppressing occurrence of wear of a sliding surface of a mold for hot stamping, and a method of manufacturing such a sheet.
[0046] According to one aspect of the disclosure, it is possible to provide a method of manufacturing a hot stamped product for suppressing occurrence of a flaw of a sliding surface of a mold for hot stamping and a method of manufacturing a vehicle using a stamped component manufactured with a method of manufacturing a hot-stamped component by using the plated steel sheet for hot stamping.
BRIEF DESCRIPTION OF DRAWINGS
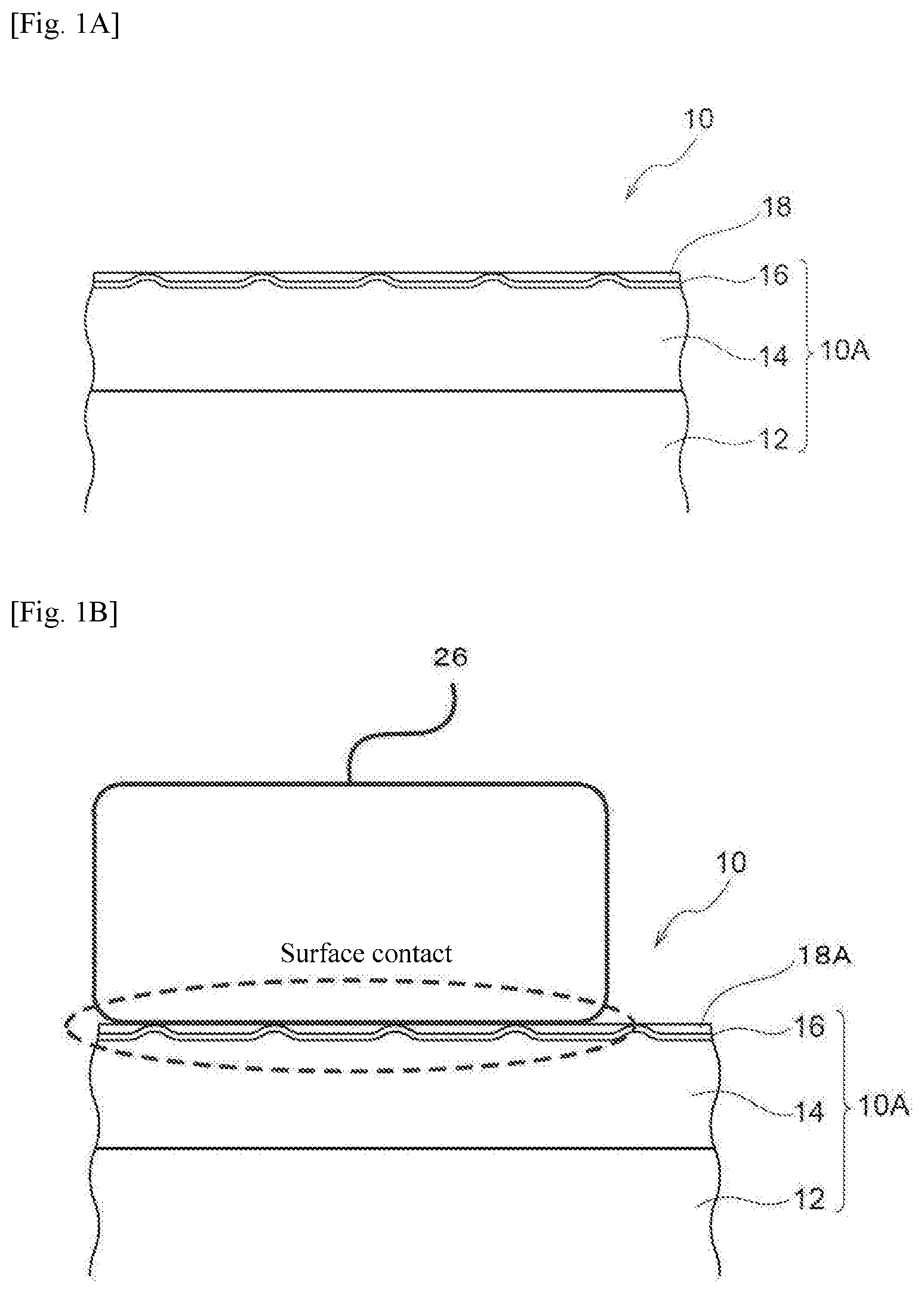
[0047] FIG. 1A is a schematic sectional view illustrating an example of a plated steel sheet for hot stamping according to the embodiment.
[0048] FIG. 1B is a schematic sectional view illustrating a state where a plated steel sheet for hot stamping according to the embodiment and a mold are in contact with each other.
[0049] FIG. 2A is a schematic sectional view illustrating an example of a conventional plated steel sheet for hot stamping.
[0050] FIG. 2B is a schematic sectional view illustrating a state where a conventional plated steel sheet for hot stamping and a mold are in contact with each other.
[0051] FIG. 3 is a process chart illustrating an example of a normal process from manufacturing of a plated steel sheet to hot stamping.
[0052] FIG. 4 is a schematic configuration diagram illustrating an apparatus for evaluating hot lubricity.
DESCRIPTION OF EMBODIMENTS
[0053] Next, an embodiment which is an example of the disclosure will be described in detail.
[0054] Preferred embodiments of the disclosure will be described in detail below with reference to the accompanying drawings.
[0055] In the specification and the drawings, the same reference numerals are attached to constituent elements having substantially the same functional configuration, and redundant explanation may be omitted in some cases.
[0056] Herein, the numerical range expressed by using "to" means a range including numerical values described before and after "to" as a lower limit value and an upper limit value.
[0057] The term "step" herein encompasses not only an independent step but also a step of which the desired object is achieved even in a case in which the step is incapable of being definitely distinguished from another step.
[0058] <Plated Steel Sheet>
[0059] A plated steel sheet according to one embodiment of the disclosure will be described. The plated steel sheet for hot stamping (hereinafter, also referred to as "plated steel sheet") according to the embodiment includes: a plated steel sheet body including a steel sheet and an aluminum plating layer (hereinafter, also referred to as "Al plating layer") provided on one side or both sides of the steel sheet; and a zinc-based metal soap film provided on the Al plating layer side surface of the plated steel sheet body and having an adhesion amount of an adhered portion of from 7.1 to 19.8 g/m.sup.2 based on Zn amount .
[0060] In the plated steel sheet according to the embodiment, the plated steel sheet body may include a zinc oxide film (hereinafter, also referred to as "ZnO film") provided on the Al plating layer. It is noted that, when the plated steel sheet body includes a ZnO film, the total adhesion amount of adhered portions of the ZnO film and the zinc-based metal soap film is set to from 7.1 to 19.8 g/m.sup.2 based on Zn amount.
[0061] With the above structure, the plated steel sheet according to the embodiment suppresses occurrence of wear of a sliding surface of a mold for hot stamping (hereinafter, also referred to as "mold") when hot stamped. The plated steel sheet according to the embodiment was found by the following findings.
[0062] First, the stamped component obtained by hot stamping the plated steel sheet (plated steel sheet on which a ZnO film was formed on the Al plating layer) and the mold were analyzed, and the following was confirmed. In the plated steel sheet of Patent Document 2, the ZnO film had a convex portion conforming to the surface properties of the Al plating layer (see FIG. 2A: in FIG. 2A, 12 denotes a steel sheet, 14 denotes an Al plating layer, and 16 denotes a ZnO film). When a plated steel sheet is hot-stamped, a local surface pressure is applied to a convex portion of a ZnO film from a sliding surface sliding on a mold, and as a result, a top portion of the convex portion of the ZnO film peels off, and an Al plating layer was exposed. A mold-derived substance was adhered to the vicinity of the exposed Al plating layer. This revealed that Al in the exposed Al plating layer reacted with Fe of the mold to form an intermetallic compound and wear the sliding surface of the mold.
[0063] That is, the following was found out: 1) In the plated steel sheet of Patent Document 2, since a thin ZnO film is formed on an Al plating layer, the maximum value of the skewness Rsk of the surface roughness curve exceeds 0, and a protruding convex portion is formed on the surface; 2) The protruding convex portion of the surface is in point contact with a mold; and 3) When the stamping pressure of hot stamping increases, a high surface pressure is generated at the convex portion of the surface, and a sliding surface of the mold is worn (see to FIG. 2B: in FIG. 2B, 12 denotes a steel sheet, 14 denotes an Al plating layer, 16 denotes a ZnO film, and 26 denotes a mold).
[0064] The inventors then found that the following is effective for suppressing wear of the sliding surface of the mold. 1) Applying lubricant to improve the smoothness of the ZnO film. 2) Using zinc-based metal soap containing Zn as a lubricant in consideration of chemical conversion treatment properties after hot stamping and corrosion resistance. Specifically, the inventors found the following.
[0065] Since zinc-based metal soap is used for lubricant applications, when the adhesion amount of the zinc-based metal soap is increased, it is difficult to be affected by the surface properties of an underlying plated steel sheet body (Al plating layer or ZnO film), and a zinc-based metal soap film having high smoothness can be formed (see FIG. 1A: 10 denotes a plated steel sheet, 10A denotes a plated steel sheet body, 12 denotes a steel sheet, 14 denotes an Al plating layer, 16 denotes a ZnO film, and 18 denotes a zinc-based metal soap film.). In this zinc-based metal soap film, zinc is oxidized by heating before stamping of hot stamping, and an organic substance (a fatty acid or the like) other than zinc is decomposed, resulting in a ZnO film. In other words, during stamping of hot stamping, a ZnO film having a high smoothness (for example, a ZnO film having a maximum value of the skewness Rsk of the surface roughness curve less than 0) is formed on the surface of a plated steel sheet. Before hot stamping, the zinc-based metal soap film may be heated to form a ZnO film.
[0066] Since the ZnO film on the outermost surface of the plated steel sheet is smooth, when hot stamping the plated steel sheet, the surface pressure applied to the ZnO film from the sliding surface sliding on the mold is reduced. In other words, the ZnO film of the plated steel sheet and the sliding surface on the mold are in surface contact, the true contact area between the ZnO film of the plated steel sheet and the sliding surface on the mold increases, and the contact surface pressure decreases. Therefore, peeling of the ZnO film is suppressed (see FIG. 1B: In FIG. 1B, 10 denotes a plated steel sheet, 10A denotes a plated steel sheet body, 12 denotes a steel sheet, 14 denotes an Al plating layer, 16 denotes a ZnO film, 18A denotes a ZnO film formed of a zinc-based metal soap film, and 26 denotes a metal mold.). Since peeling of the ZnO film is suppressed, it is possible to suppress the mold and the Al plating layer from contacting and reacting to form an intermetallic compound. As a result, since formation of a metal tube compound which causes wear of the mold is suppressed, wear of the sliding face of the mold on which a plated steel sheet slides is suppressed.
[0067] Based on the above findings, the inventors found that the plated steel sheet according to the embodiment suppresses occurrence of wear of a sliding surface of a mold for hot stamping when hot stamped by the above configuration.
[0068] Then, the inventors also found the following. In the plated steel sheet according to the embodiment, a ZnO film formed from a zinc-based metal soap film is difficult to peel off during hot stamping and after molding, and wear of a mold hardly occurs. Therefore, a molded component having high mass productivity, high chemical conversion processability, excellent adhesion between an Al plating layer and a ZnO film after molding, and high corrosion resistance (or corrosion resistance after coating) is obtained.
[0069] Hereinafter, details of the plated steel sheet according to the embodiment will be described.
[0070] <Plated Steel Sheet Body>
[0071] The plated steel sheet body includes a steel sheet and an Al plating layer provided on one side or both sides of the steel sheet. The plated steel sheet body may have a ZnO film provided on the Al plating layer.
[0072] (Steel Sheet)
[0073] As the steel sheet (steel sheet before plating), for example, it is preferable to use a steel sheet formed to have high mechanical strength (meaning properties related to mechanical deformation and fracture such as tensile strength, breakdown point, elongation, drawing, hardness, impact value, fatigue strength, or creep strength). An example of a steel sheet (steel sheet before plating) that realizes high mechanical strength used for the plated steel sheet according to the embodiment is as follows. The notation of % means % by mass unless otherwise specified.
[0074] A steel sheet preferably contains at least one of C: from 0.1 to 0.6%, Si: from 0.01 to 0.6%, Mn: from 0.5 to 3%, Ti: from 0.01 to 0.1%, and B: from 0.0001 to 0.1% based on % by mass, the balance being Fe and impurities.
[0075] C is included for securing an intended mechanical strength. When C is less than 0.1%, sufficient improvement in mechanical strength can not be obtained and the effect of containing C is poor. On the other hand, when C exceeds 0.6%, although a steel sheet can be further cured, melt cracking is likely to occur. Therefore, the C content is preferably from 0.1% to 0.6%.
[0076] Si is one of strength improving elements for improving the mechanical strength, and is contained in order to ensure an intended mechanical strength like C. When Si is less than 0.01%, a strength improving effect is hardly exerted, and sufficient improvement in mechanical strength can not be obtained. On the other hand, Si is also an easily oxidizable element. Therefore, when Si exceeds 0.6%, the wettability decreases and non-plating may occur when molten aluminum plating is performed. Therefore, the Si content is preferably from 0.01% to 0.6%.
[0077] Mn is one of the strengthening elements for strengthening steel, and is also one of elements which increase the hardenability. Further, Mn is also effective for preventing hot embrittlement caused by S which is one of impurities. When Mn is less than 0.5%, these effects can not be obtained, and when the Mn is 0.5% or more, the above effects are exerted. On the other hand, when Mn exceeds 3%, there is a fear that the residual y phase becomes too much and the strength decreases. Therefore, the Mn content is preferably from 0.5% to 3%.
[0078] Ti is one of the strength strengthening elements, and is also an element for improving the heat resistance of an Al plating layer. When Ti is less than 0.01%, a strength improving effect or an oxidation resistance improving effect can not be obtained, and these effects are exerted at 0.01% or more. On the other hand, when too much Ti is contained in a steel, there is a risk of, for example, forming a carbide or a nitride, and softening the steel. In particular, when Ti exceeds 0.1%, there is a high possibility that an intended mechanical strength can not be obtained. Therefore, the Ti content is preferably from 0.01% to 0.1%.
[0079] B acts during quenching and has an effect of improving the strength. When B is less than 0.0001%, such a strength improving effect is low. On the other hand, when B exceeds 0.1%, there is a risk of forming inclusions and embrittling and lowering the fatigue strength. Therefore, the B content is preferably from 0.0001% to 0.1%.
[0080] This steel sheet may contain impurities that may be mixed in other manufacturing processes or the like.
[0081] A steel sheet formed from such a chemical component can be quenched by heating by a hot stamping method or the like, and have a mechanical strength of about 1,500 MPa or higher. Although this steel sheet has such a high mechanical strength, when the steel sheet is processed by a hot stamping method, since a hot stamping can be performed with the steel sheet being softened by heating, the steel sheet can be easily molded. The steel sheet can realize high mechanical strength, and as a result, even when the sheet is thinned for weight reduction, mechanical strength can be maintained or improved.
[0082] (Al Plating Layer)
[0083] An Al plating layer is formed on one side or both sides of a steel sheet before plating. The Al plating layer is formed on one side or both sides of the steel sheet by, for example, a hot plating method, but the forming method is not limited thereto.
[0084] The component composition of the Al plating layer may be 50% or more of Al. The element other than Al is not particularly limited, and Si may be positively contained for the following reason.
[0085] When Si is contained, an Al--Fe--Si alloy layer is formed at the interface between plating and base steel, and formation of a brittle Al--Fe alloy layer generated at the time of hot plating can be suppressed. When Si is less than 3%, the Al--Fe alloy layer grows thickly at the stage of aluminum plating, which may promote cracking of the plating layer at the time of processing and adversely affect corrosion resistance. On the other hand, when Si exceeds 15%, on the contrary, the volume fraction of a Si-containing layer increases, possibly reducing the workability and corrosion resistance of the plating layer. Therefore, the Si content in the Al plating layer is preferably from 3 to 15%.
[0086] An Al plating layer prevents corrosion of a steel sheet. Further, when the plated steel sheet is processed by a hot stamp method, the Al plating layer does not oxidize the surface and does not generate a scale (iron oxide) even when heated to a high temperature. By preventing generation of a scale with the Al plating layer, it is possible to omit a step of removing the scale, a surface cleaning step, a surface treatment step, or the like, and the productivity of a molded component is improved. The Al plating layer has a higher boiling point and melting point than a plating layer of an organic material or a plating layer of another metal-based material (for example, a Zn-based material). Therefore, when forming by hot stamping is performed, since the plating layer does not evaporate, hot stamping at a high temperature becomes possible. Therefore, the formability in hot stamping can be further enhanced, and molding can be easily performed.
[0087] The Al plating layer can be alloyed with Fe in the steel sheet by heating during hot plating and hot stamping. Therefore, the Al plating layer is not necessarily formed of a single layer having a constant component composition, and includes a partially alloyed layer (alloy layer).
[0088] (ZnO Film)
[0089] A ZnO film (coating containing ZnO) is formed on the surface of the Al plating layer of the plated steel sheet body, if necessary. In particular, when a zinc-based metal soap film is formed on a part of the plated steel sheet body on the Al plating layer side surface, it is preferable that the ZnO film is formed on the entire surface of the Al plating layer of the plated steel sheet body. In a region where the ZnO film serves as the outermost surface layer of the plated steel sheet, the ZnO film gives the hot lubricity, the chemical conversion property, and the corrosion resistance to the plated steel sheet.
[0090] The method of forming the ZnO film is not particularly limited, and can be formed on the Al plating layer by the methods described in Patent Documents 1 and 2, for example.
[0091] The adhesion amount of an adhered portion of the ZnO film (hereinafter, also simply referred to as "adhesion amount") is preferably from 0.5 to 7 g/m.sup.2 based on Zn amount per one side of a steel sheet. When the adhesion amount of ZnO film is 0.5 g/m.sup.2 or more based on the Zn amount, a lubrication improving effect can be effectively exerted in a region in contact with a part other than the sliding surface of a mold in hot stamping. On the other hand, when the adhesion amount of ZnO film exceeds 7 g/m.sup.2 based on the Zn amount, the thickness of the Al plating layer and the ZnO film becomes too thick, and the weldability and paint adhesion may decrease.
[0092] The adhesion amount of the ZnO film is particularly preferably about from 1 to 4 g/m.sup.2 based on the Zn amount per one side of a steel sheet, lubricity at the time of hot stamping can also be secured in a region which is in contact with a part other than the sliding surface of a mold during hot stamping, and weldability and paint adhesion are also favorable.
[0093] As a method of measuring the adhesion amount of the ZnO film, a fluorescent X-ray method is used. Specifically, a calibration curve is prepared by using fluorescent X-ray method using several kinds of standard samples whose adhesion amount of the ZnO film (based on Zn amount) is known, the Zn intensity of a sample to be measured is converted into the adhesion amount of ZnO film, and the adhesion amount of the ZnO film is determined.
[0094] <Zinc-Based Metal Soap Film>
[0095] A zinc-based metal soap film (coating containing a zinc-based metal soap) is provided on the surface of the plated steel sheet body on the Al plating layer side. Specifically, when a ZnO film is not provided on the Al plating layer of the plated steel sheet body, a zinc-based metal soap film is provided on the surface (entire surface) of the Al plating layer. On the other hand, when a ZnO film is provided on the Al plating layer of the plated steel sheet body, a zinc-based metal soap film is provided on at least a part of the surface of the ZnO film.
[0096] Examples of the metal soap of the zinc-based metal soap film include a metal salt (fatty acid zinc salt) of a fatty acid (for example, a fatty acid having from 7 to 20 carbon atoms) and zinc. The fatty acid may be either a saturated fatty acid or an unsaturated fatty acid.
[0097] In particular, from the viewpoint of forming a zinc-based metal soap film having high smoothness, the metal soap of the zinc-based metallic soap coating is preferably a liquid metal soap at room temperature (25.degree. C.).
[0098] Specific examples of the zinc-based metal soap film include a film of at least one zinc-based metal soap selected from the group consisting of zinc bis-octanoate, zinc octylate, zinc laurate, and zinc stearate.
[0099] Since the zinc-based metal soap film is formed using a zinc-based metal soap for lubricant application, it becomes a film with high smoothness. On the other hand, in the zinc-based metal soap film, for example, zinc is oxidized by heating at 300.degree. C. or higher (heating before stamping by hot stamping or preheating before hot stamping), and an organic substance (a fatty acid or the like) other than zinc is decomposed to obtain a ZnO film. In other words, a region where the zinc-based metal soap film of the plated steel sheet body is provided becomes a region covered with the ZnO film derived from the zinc-based metal soap film by heating.
[0100] By heating the zinc-based metal soap film having high smoothness, a ZnO film having high smoothness (for example, a ZnO film satisfying the maximum value of the skewness Rsk of the surface roughness curve satisfying Rsk<0) can be formed. When a ZnO film having high smoothness is used to hot stamp a plated steel sheet, wear of the sliding surface of a mold on which the plated steel sheet slides is suppressed.
[0101] Here, when the plated steel sheet body does not have a ZnO film (or when a zinc-based metal soap film is formed on the surface of the Al plating layer of the plated steel sheet body), the adhesion amount of the adhered portion of the zinc-based metal soap film is affected by the surface properties of an underlying plated steel sheet body (Al plating layer) when the amount is too small or too large, and the smoothness of the zinc-based metal soap film and the smoothness of the ZnO film formed from a zinc-based metal soap film decrease. Therefore, the adhesion amount (hereinafter also simply referred to as "adhesion amount") of an adhered portion of the zinc-based metal soap film is, based on Zn amount, from 7.1 to 19.8 g/m.sup.2, and preferably from 8.82 to 16.3 g/m.sup.2. The adhesion amount may be in the range of, based on Zn amount, from 8.9 to 19.8 g/m.sup.2, 9.2 to 19.8 g/m.sup.2, or from 9.5 to 19.8 g/m.sup.2.
[0102] On the other hand, when the plated steel sheet body has a ZnO film (or when a zinc-based metal soap film is formed on the surface of the ZnO film of the plated steel sheet body), the adhesion amount of the zinc-based metal soap film is needed to be considered such that both the surface of the ZnO film of the underlying plated steel sheet body and the surface of the ZnO film formed of the zinc-based metal soap film are smooth. Accordingly, the total of the adhesion amount of a zinc-based metal soap film with the adhesion amount of a ZnO film of a plated steel sheet body (the total adhered amount of the ZnO film of the plated steel sheet body and the zinc-based metal soap film) is, based on Zn amount, from 7.1 to 19.8 g/m.sup.2, and preferably from 8.82 to 16.3 g/m.sup.2. The adhesion amount may be in the range of, based on Zn amount, from 8.9 to 16.3 g/m.sup.2, from 9.2 to 16.3 g/m.sup.2, or from 9.5 to 16.3 g/m.sup.2.
[0103] When a plated steel sheet body has a ZnO film (or when a zinc-based metal soap film is formed on the surface of a ZnO film of a plated steel sheet body), the adhesion amount of the zinc-based metal soap film to the total adhesion amount of the ZnO film and the zinc oxide film is not less than half, from the viewpoint of enhancing the smoothness of the surface of a ZnO film formed from the zinc-based metal soap film.
[0104] As a method of measuring the adhesion amount of the zinc-based metal soap film, for example, a fluorescent X-ray method is used. Specifically, a calibration curve is prepared by using a fluorescent X-ray method using several types of standard samples with known amounts of zinc-based metal soap film (based on Zn amount), the Zn intensity of a sample to be measured is converted into the adhesion amount of the zinc-based metal soap film, and the adhesion amount of the zinc-based metal soap film is determined.
[0105] Here, the zinc-based metal soap film is preferably formed at least on the surface of the plated steel sheet body on the Al plating layer side surface which is in contact with a sliding surface of a mold for hot stamping.
[0106] Specifically, for example, in cases in which a ZnO film is formed on the Al plating layer of the plated steel sheet body, when the plated steel sheet is hot stamped by a mold for hot stamping, the zinc-based metal soap film is preferably formed at least on the surface of the plated steel sheet (the Al plating layer or the ZnO film of the plated steel sheet main body) which is to be a vertical wall portion and a flange portion of a stamped component to be obtained. This is because since a plated steel sheet at a portion to be a vertical wall portion and a flange portion of a stamped component is a site where the surface is formed while being slid on a mold (for example, "a holder portion and a shoulder portion for holding a steel sheet" in an upper mold, "a holder portion and a shoulder portion for holding a steel sheet" in a lower mold) (see FIG. 3 (8)), the portion is a region where wear is likely to occur in the mold.
[0107] On the other hand, when a ZnO film is not formed on the Al plating layer of the plated steel sheet body, a zinc-based metal soap film is preferably formed on the entire surface of the Al plating layer.
[0108] The plated steel sheet according to the embodiment as described above is used for hot stamping in a state having a zinc-based metal soap film, and may be used for hot stamping in a state in which the zinc-based metal soap film was heated in advance and a ZnO film was formed.
[0109] In other words, the plated steel sheet according to the embodiment may be used for hot stamping as a plated steel sheet for hot stamping including: a plated steel sheet body including a steel sheet and an Al plating layer provided on one side or both sides of the steel sheet; and a ZnO film provided on the surface of the plated steel sheet body on the Al plating layer side, wherein the maximum value of the skewness Rsk of the roughness curve of the surface of the ZnO film is less than 0.
[0110] Here, the skewness Rsk of the roughness curve is measured in accordance with JIS B 0601 (2001). Specifically, the skewness Rsk of the roughness curve is measured in accordance with IS B 0601 (2001) under the following measurement conditions.
[0111] --Measurement Conditions-- [0112] Measuring device: "Surface roughness/Profile shape measuring machine Form Tracer" manufactured by Mitutoyo Corporation [0113] Measurement length L: 9.6 mm [0114] Cutoff wavelength .lamda.c: 0.8 mm [0115] Stylus tip shape: Tip angle 60.degree. cone [0116] Stylus tip radius: 2.mu.m [0117] Measurement speed: 1 mm/sec
[0118] Here, the skewness Rsk of the roughness curve is defined in JIS B 0601 (2001) and is an index indicating the symmetry of ridges and valleys with respect to the average line of the roughness curve. When Rsk is positive (0<Rsk), the peaks and valleys are unevenly distributed downward from the average line of the roughness curve. On the other hand, when Rsk is negative (Rsk<0), the peaks and valleys are unevenly distributed upward from the average line of the roughness curve. In other words, when Rsk is negative (Rsk<0), the number of ridges protruding on the surface is small and the smoothness is high.
[0119] When the value of Rsk is partly positive, there is a convex portion protruding on a part of the surface of a plated steel sheet for hot stamping. In other words, the surface pressure between the convex portion of the surface and a sliding surface of a mold is relatively high, and the sliding surface of the mold is likely to wear. Therefore, the maximum value of Rsk on the surface of the ZnO film is preferably less than 0. By setting the maximum value of Rsk of the ZnO film surface to less than 0, uniform surface contact between the ZnO film surface and a sliding surface of a mold is realized, the effective surface pressure when the mold slides can be reduced, and wear of the sliding surface of the mold can be suppressed.
[0120] <Manufacturing Method of Plated Steel Sheet for Hot Stamping>
[0121] The method of manufacturing a plated steel sheet according to the embodiment includes a step of forming a zinc-based metal soap film on the surface of a plated steel sheet body on the Al plating layer side.
[0122] Specifically, for example, when a ZnO film is not provided on an Al plating layer for a plated steel sheet body, the method of manufacturing the plated steel sheet includes a step of forming a zinc-based metal soap film on the surface of the Al plating layer. On the other hand, when a ZnO film is provided on an Al plating layer of a plated steel sheet body, the method of manufacturing a plated steel sheet includes a step of forming a zinc-based metal soap film on at least a part of the surface of the ZnO film.
[0123] When a plated steel sheet body does not include a ZnO film (or when a zinc-based metal soap film is formed on the surface of an Al plating layer of a plated steel sheet body), the adhesion amount of a zinc-based metal soap film is, based on Zn amount, from 7.1 to 19.8 g/m.sup.2, and preferably from 8.82 to 16.3 g/m.sup.2.
[0124] On the other hand, when a plated steel sheet body includes a ZnO film (or when a zinc-based metal soap film is formed on the surface of a ZnO film of a plated steel sheet body), the total adhesion amount of the zinc-based metal soap film with the adhesion amount of the ZnO film on the plated steel sheet body (total adhesion amount of the ZnO film and the zinc-based metal soap film of the plated steel sheet body) is set to, based on Zn amount, from 7.1 to 19.8 g/m.sup.2, and preferably from 8.82 to 16.3 g/m.sup.2. It is noted that the adhesion amount of the zinc-based metal soap film to the total adhesion amount of the ZnO film and the zinc oxide film is not less than half, from the viewpoint of enhancing the smoothness of the surface of a ZnO film formed from the zinc-based metal soap film.
[0125] In the step of forming a zinc-based metal soap film, a zinc-based metal soap film is formed by applying a zinc-based metal soap itself utilizing a well-known coating apparatus such as a spray coater, a roll coater, or a die coater. In addition, a zinc-based metal soap film may be formed by utilizing a sponge, an electrostatic lubricating device, or the like. At the time of coating, the viscosity of the zinc-based metal soap may be adjusted with an organic solvent. Then, after applying the zinc-based metal soap, a zinc-based metal soap film is formed by drying the coating film of the zinc-based metal soap, if necessary, for example at 300.degree. C. or higher for 2 minutes or more.
[0126] Here, in the step of forming a zinc-based metal soap film, the type of the zinc-based metal soap and a formation region of the zinc-based metal soap film are as described above.
[0127] The method of manufacturing a plated steel sheet according to the embodiment may include a step of heating a zinc-based metal soap film at 300.degree. C. or higher to form a ZnO film. In other words, by heating, zinc in the zinc-based metal soap film is oxidized, an organic substance (a fatty acid or the like) other than zinc is decomposed, and a ZnO film (for example, a ZnO film whose surface roughness curve skewness Rsk satisfies Rsk<0) is obtained, and then, the obtained plated steel sheet may be used for hot stamping.
[0128] Heating to convert a zinc-based metal soap film to a ZnO film is preferably performed under conditions of 300.degree. C. or higher and 2 minutes or more.
[0129] <Method of Manufacturing Hot-Stamped Component>
[0130] The method of manufacturing a hot-stamped component according to the embodiment is a method of manufacturing a formed component by hot stamping the plated steel sheet according to the embodiment.
[0131] Specifically, for example, in a method of manufacturing a hot-stamped component, in the method of manufacturing a plated steel sheet according to the embodiment, in a step of forming a zinc-based metal soap film, at least a zinc-based metal soap film is formed on the surface of the plated steel sheet body on the Al plating layer side surface which is in contact with a sliding surface of a mold for hot stamping, and then, the manufactured plated steel sheet for hot stamping is hot stamped. In this case, after the zinc-based metal soap film of the plated steel sheet becomes a ZnO film by heating before stamping, the plated steel sheet is stamped.
[0132] For example, in a method of manufacturing a hot-stamped component, in the method of manufacturing a plated steel sheet according to the embodiment, a plated steel sheet manufactured through a step of heating a zinc-based metal soap film at 300.degree. C. or higher and obtaining a ZnO film whose skewness Rsk of the surface roughness curve satisfies 0<Rsk may be hot-stamped.
[0133] In the method of manufacturing a hot-stamped component according to the embodiment, in a hot stamping method of example, after blanking (punching) if necessary, heating is performed at a high temperature and a plated steel sheet is softened. Then, using a mold, softened plated steel sheet is stamped and formed, and then cooled. In this way, in hot stamping, subsequent stamping can be easily performed by once softening the plated steel sheet. The stamped component hot stamped is quenched by heating and cooling to obtain a formed component having a high tensile strength of about 1500 MPa or higher.
[0134] As a heating method of hot stamping, other than a normal electric furnace and a radiant tube furnace, a heating method by infrared heating, electrification heating, induction heating, or the like may be employed.
[0135] The Al plating layer of the plated steel sheet melts when heated above the melting point, and at the same time, the Al phase changes to Al--Fe alloy phase, Al--Fe--Si alloy phase due to mutual diffusion with Fe. The melting points of the Al--Fe alloy phase and the Al--Fe--Si alloy phase are high and about 1150.degree. C. There are a plurality of types of intermetallic compounds contained in the Al--Fe alloy phase and the Al--Fe--Si alloy phase. When heated at high temperature or heated for a long time, the alloy phase changes to an alloy phase having a higher Fe concentration.
[0136] The state of the Al plating layer preferable as a stamped component is a state in which the layer is alloyed to the surface and in which the Fe concentration in the alloy phase is not high. When unalloyed Al remains, only this portion is rapidly corroded, corrosion resistance after coating deteriorates, and coating film blistering tends to occur very easily, which is not preferable. On the other hand, when the Fe concentration in the alloy phase becomes too high, the corrosion resistance of the alloy phase itself decreases, corrosion resistance after coating deteriorates, and coating film blistering is likely to occur. In other words, the corrosion resistance of the alloy phase depends on the Al concentration in the alloy phase. Therefore, in order to improve the corrosion resistance after coating, the state of alloying is controlled by the Al adhesion amount and heating conditions.
[0137] In the heating method of hot stamping, the average temperature rising rate in a temperature range from 50.degree. C. to the temperature 10.degree. C. lower than the highest attainable sheet temperature is preferably set to from 10 to 300.degree. C./s. The average temperature rising rate affects productivity in hot stamping of a plated steel sheet. When the average temperature rising rate is less than 10.degree. C./s, it takes time to soften a plated steel sheet for hot stamping. On the other hand, when the temperature exceeds 300.degree. C., although softening is rapid, alloying of the Al plating layer is considerable, which may cause powdering. The average temperature rising rate is about 5.degree. C./sec in the case of atmosphere heating. An average temperature rising rate of 100.degree. C./s or more can be achieved by electric heating or high frequency induction heating.
[0138] On the other hand, since it is necessary to perform hot stamping in the austenite single phase region, a temperature of about from 900 to 950.degree. C. is usually employed as the maximum attainable temperature in many cases. In the hot stamping, the maximum attainable temperature is not particularly limited, and when the temperature is less than 850.degree. C., sufficient quench hardness can not be obtained, which is not preferable. The Al plating layer also needs to be made of an Al--Fe alloy phase. From these viewpoints, the maximum attainable temperature is preferably 850.degree. C. or higher. On the other hand, when the maximum attainable temperature exceeds 1000.degree. C., alloying progresses too much, and the Fe concentration in the Al--Fe alloy phase increases, which may lead to a reduction in corrosion resistance after coating. From these viewpoints, although it can not be said unconditionally since the limit depends on the temperature rising rate and the Al adhesion amount, the upper limit of the maximum attainable temperature is preferably 1100.degree. C. or lower in consideration of economic efficiency.
[0139] In hot stamping, a plated steel sheet heated to a high temperature is stamped with a mold. Then, by cooling, a stamped component having a desired shape can be obtained.
[0140] Here, an example of a normal process from manufacturing of a plated steel sheet to hot stamping is as follows.
[0141] First, an Al plating layer is formed on one side or both sides of a steel sheet (FIG. 3 (1): 12 in FIG. 3 denotes a steel sheet) (FIG. 3 (2): 14 in FIG. 3 denotes an Al plating layer).
[0142] Next, a ZnO film is formed on the surface of the Al plating layer (FIG. 3 (3): 16 in FIG. 3 denotes a ZnO film).
[0143] Next, the obtained plated steel sheet is wound into a coil shape (FIG. 3 (4): 20 in FIG. 3 denotes a plated steel sheet wound in a coil shape (plated steel sheet body in the embodiment)).
[0144] Next, a plated steel sheet wound in a coil shape is drawn out and blanking (blanking processing) is performed (FIGS. 3(5) to 3(6): 22 in FIG. 3 denotes a blank).
[0145] Next, in a heating furnace, the blank is heated (FIG. 3(7): 24 in FIG. 3 denotes a heating furnace).
[0146] Next, the heated blank is stamped with a pair of upper and lower molds and formed and quenched (FIG. 3 (8): 26A in FIG. 3 denotes an upper mold and 26B denotes a lower mold).
[0147] Then, by removing the blank from the mold, a desired stamped component can be obtained (FIG. 3(9): 28 in FIG. 3 denotes a stamped component).
[0148] On the other hand, in a normal process from manufacturing of a plated steel sheet to hot stamping, a zinc-based metal soap film is formed in each step or between steps after formation of Al plating layer before a plated steel sheet (blank material) is heated. Specifically, a zinc-based metal soap film 1) is formed on the surface of an Al plating layer of a plated steel sheet main body (blank after blanking or the like) after forming the Al plating layer (when a zinc-based metal soap film is formed on the entire surface of an Al plating layer, formation of a ZnO film may be omitted), or, 2) a zinc-based metal soap film is formed on the surface of a ZnO film of a plated steel sheet body (blank after blanking or the like) after formation of a ZnO film.
[0149] A site where a zinc-based metal soap film is formed is preferably on the entire surface of an Al plating layer or a ZnO film, and may be on a surface in contact with a sliding surface of a mold for hot stamping. A surface of the plated steel sheet in contact with the sliding surface of the mold for hot stamping is, for example, the surface of the plated steel sheet (the Al plating layer or the ZnO film of the plated steel sheet main body) to be a vertical wall portion and a flange portion of a stamped component to be obtained. Specifically, for example, the surface of a plated steel sheet which is in contact with a sliding surface of a mold for hot stamping is the surface of the plated steel sheet (plated steel sheet body) which is in contact with "a holder portion and a shoulder portion for holding a steel sheet" in an upper mold and "a holder portion and a shoulder portion for holding a steel sheet" in a lower mold (see FIG. 3(8): in FIG. 3, 26A1 denotes a holder portion of the upper mold, 26A2 denotes a shoulder portion of the upper mold, 26B1 denotes a holder portion of the lower mold, and 26B2 denotes a shoulder portion of the lower mold).
[0150] Heating of a plated steel sheet before stamping may be performed with a zinc-based metal soap film as it is, or performed after the zinc-based metal soap film is formed into a ZnO film.
[0151] <Method of Manufacturing Vehicle>
[0152] In the hot stamping method according to the embodiment, a variety of stamped components can be manufactured. In the manufactured stamped component, a surface on which a ZnO film is formed is particularly excellent in corrosion resistance (or coating corrosion resistance). For this reason, when a stamped component for a vehicle is manufactured, it is preferable to manufacture a vehicle by attaching the manufactured stamped component with the surface of a ZnO film facing the outer side of the vehicle.
[0153] Specifically, for example, a stamped component (such as a center pillar outer, a door outer, a roof rail outer, a side panel, or a fender) that is exposed when attached to a vehicle is manufactured by the hot stamping method according to the embodiment. When these stamped components are attached to a vehicle, the stamped components are attached to the vehicle in such a manner that the "surface on which a ZnO film is formed" faces the outer side of the vehicle (for example, in such a manner to be exposed from the vehicle).
EXAMPLES
[0154] The disclosure will be further described with reference to Examples. The disclosure is not limited to the following embodiments.
Comparative Examples 1 to 4
[0155] Both sides of a cold-rolled steel sheet having a thickness shown in Table 1 (based on % by mass, C: 0.21%, Si: 0.12%, Mn: 1.21%, P: 0.02%, S: 0.012%, Ti: 0.02%, B: 0.03%, Al: 0.04%, and the balance: Fe and impurities) were Al plated by a Sendzimir process. The annealing temperature was about 800.degree. C., an Al plating bath contained 9% Si and further contained Fe eluted from the cold-rolled steel sheet. The Al basis weight after plating was adjusted by a gas wiping method, the Al basis weight per one side shown in Table 1 was obtained, and the sheet was then cooled. Thereafter, a chemical solution (nanotek slurry manufactured by C. I. Kasei Co., Ltd., particle size of zinc oxide particles=70 nm) was coated on the Al plating layer thus formed with a roll coater and baked at about 80.degree. C., and a ZnO film having an adhesion amount shown in Table 1 was formed. In this way, a test material of a plated steel sheet was obtained.
Examples 1 to 4, Comparative Examples 5 to 6
[0156] Both sides of a cold-rolled steel sheet having a thickness shown in Table 1 (based on % by mass, C: 0.21%, Si: 0.12%, Mn: 1.21%, P: 0.02%, S: 0.012%, Ti: 0.02%, B: 0.03%, Al: 0.04%, and the balance: Fe and impurities) were Al plated by a Sendzimir process. The annealing temperature was about 800.degree. C., an Al plating bath contained 9% Si and further contained Fe eluted from the cold-rolled steel sheet. The Al basis weight after plating was adjusted by a gas wiping method, the Al basis weight per one side shown in Table 1 was obtained, and the sheet was then cooled. Thereafter, a chemical solution (nanotek slurry manufactured by C. I. Kasei Co., Ltd., particle size of zinc oxide particles=70 nm) was coated on the Al plating layer thus formed with a roll coater and baked at about 80.degree. C., and a ZnO film having an adhesion amount (based on Zn amount) shown in Table 1 was formed. Next, zinc bis-octanoate (Zn-OCTOATE 22% solvent-free "manufactured by DIC Corporation) as a zinc-based metal soap was coated on the ZnO film with a roll coater, and a zinc-based metal soap film having an adhesion amount shown in Table 1 was formed. In this way, a test material of a plated steel sheet was obtained.
Examples 5 to 8, Comparative Examples 7 to 8
[0157] Both sides of a cold-rolled steel sheet having a thickness shown in Table 1 (based on % by mass, C: 0.21%, Si: 0.12%, Mn: 1.21%, P: 0.02%, S: 0.012%, Ti: 0.02%, B: 0.03%, Al: 0.04%, and the balance: Fe and impurities) were Al plated by a Sendzimir process. The annealing temperature was about 800.degree. C., an Al plating bath contained 9% Si and further contained Fe eluted from the cold-rolled steel sheet. The Al basis weight after plating was adjusted by a gas wiping method, the Al basis weight per one side shown in Table 1 was obtained, and the sheet was then cooled. Thereafter, zinc bis-octanoate ("Zn-OCTOATE 22% solvent-free" manufactured by DIC Corporation) as zinc-based metal soap was coated on the Al plating layer thus formed with a roll coater, and a zinc-based metal soap film having an adhesion amount shown in Table 1 was formed. In this way, a test material of a plated steel sheet was obtained.
[0158] <Evaluation>
[0159] Characteristics of the test material of the plated steel sheet manufactured as described above were evaluated by the following method. The average temperature rising rate during heating to 920.degree. C. was 7.5.degree. C./s.
[0160] (1) Hot Lubricity
[0161] Using the apparatus for evaluating hot lubricity illustrated in FIG. 4, the hot lubricity of the test material of the plated steel sheet was evaluated. The apparatus for evaluating hot lubricity illustrated in FIG. 4 includes a near infrared heating furnace 100 and a mold including an upper mold 102A and a lower mold 102B. The upper mold 102A and the lower mold 102B include convex portions with a width of 10 mm extending in a direction orthogonal to the drawing direction of a plated steel sheet, and a predetermined spressing load is applied by sandwiching the test material between top surfaces of the convex portions. The apparatus for evaluating hot lubricity also includes a plated steel sheet heated in a near infrared heating furnace 100 and a thermocouple (not shown) for measuring the temperature of the plated steel sheet when the sheet is sandwiched between molds. In FIG. 4, 10 denotes a test material of a plated steel sheet.
[0162] Using the apparatus for evaluating hot lubricity illustrated in FIG. 4, a test material of 30 mm.times.500 mm was heated at 920.degree. C. in a nitrogen atmosphere by the near infrared heating furnace 100, and then, the specimen which had reached about 700.degree. C. was drawn out while applying a pressing load of 3 kN (or while sliding the test material on the mold) with a mold composed of an upper mold 102A and a lower mold 102B, and the drawing load was measured. The drawing length was 100 mm, and the drawing speed was 40 mm/s. Then, the hot friction coefficient (=(drawing load)/(pressing load)) was determined.
[0163] (2) Mold Wear Amount
[0164] The mold wear amount was measured by analyzing the surface shape difference of "mold of apparatus for measuring hot lubricity" before and after the evaluation test of (1) Hot Lubricity. Specifically, using a contact-type shape measuring machine, profiles of the mold surface at a sliding portion before and after sliding were measured, and the mold wear amount was measured. The mold wear amount was the average value of the wear amounts of the upper mold and the lower mold.
[0165] (3) Surface Properties of Test Material
[0166] Regarding the surface properties of the test material (ZnO film) after the evaluation test of (1) Hot Lubricity, the maximum value of the skewness Rsk of the roughness curve was evaluated with positive and negative signs. The skewness Rsk of the roughness curve was measured in two directions in the rolling direction of the material and in a direction perpendicular to the rolling direction by the above-described method. The maximum value of the values therein was used as the evaluation value. In the table, the notation "+" indicates "0<Rsk", and the notation "-" indicates "Rsk<0".
[0167] (4) Adhesion Amount of ZnO Film of Test Material
[0168] The adhesion amount (based on Zn amount) of the ZnO film on the surface of the test material after the evaluation test of (1) Hot Lubricity was measured by the above-described method.
[0169] The details of Examples 1 to 8 and Comparative Examples 1 to 8 are listed below in Table 1.
[0170] In Table 1, the total amount adhered on the surface based on Zn amount means "adhesion amount (based on Zn amount) of ZnO film and zinc-based metal soap film".
TABLE-US-00001 TABLE 1 Test material of plated steel sheet Adhesion amount Adhesion amount of zinc-based Total amount of ZnO film metal soap film adhered on the Sheet Al basis mass (based on Zn (based on Zn surface based on Zn thickness per side amount) amount) amount Steel type mm g/m.sup.2 g/m.sup.2 g/m.sup.2 g/m.sup.2 Comparative 1.4 80 0.70 0.00 0.70 Example 1 Comparative 1.6 40 0.80 0.00 0.80 Example 2 Comparative 1.8 60 2.00 0.00 2.00 Example 3 Comparative 2.0 40 1.60 0.00 1.60 Example 4 Comparative 1.4 40 0.70 2.2 2.9 Example 5 Example 1 1.6 80 0.80 6.6 7.4 Example 2 1.4 40 0.70 8.82 9.5 Example 3 1.8 60 2.00 14.3 16.3 Example 4 2.0 40 1.60 17.6 19.2 Comparative 1.4 40 0.40 22.0 22.4 Example 6 Comparative 1.4 40 0.00 2.2 2.2 Example 7 Example 5 1.6 80 0.00 7.7 7.7 Example 6 1.6 40 0.00 8.82 8.82 Example 7 1.8 60 0.00 14.3 14.3 Example 8 2.0 40 0.00 19.8 19.8 Comparative 1.4 40 0.00 22.0 22.0 Example 8 Evaluation Adhesion amount of ZnO film of test Hot Surface properties material (after heating) friction Mold wear of test material (based on Zn amount) coefficient amount (maximum value of Steel type g/m.sup.2 -- .mu.m skewness Rsk) Comparative 0.70 0.46 1.70 + Example 1 Comparative 0.80 0.53 2.73 + Example 2 Comparative 2.00 0.51 1.47 + Example 3 Comparative 1.60 0.52 2.40 + Example 4 Comparative 0.88 0.51 1.33 + Example 5 Example 1 1.21 0.41 0.28 - Example 2 1.06 0.39 0.15 - Example 3 3.17 0.38 0.18 - Example 4 3.05 0.45 0.44 - Comparative 2.21 0.53 2.89 + Example 6 Comparative 0.18 0.46 1.53 + Example 7 Example 5 0.65 0.44 0.48 - Example 6 0.72 0.40 0.47 - Example 7 1.17 0.38 0.24 - Example 8 1.63 0.44 0.37 - Comparative 1.80 0.49 2.44 + Example 8
[0171] It was confirmed from Table 1 that in Examples 1 to 8, by forming an appropriate amount of a zinc-based metal soap film, a ZnO film having high smoothness was formed from the zinc-based metal soap film, and wear of a sliding surface of a mold can be reduced together with an improvement in hot lubricity.
[0172] It was also confirmed that in Examples 1 to 8, peeling of the ZnO film on the surface of the test material was not observed after the evaluation test of hot lubricity, and the chemical conversion processability and corrosion resistance of an obtained formed component can be improved.
[0173] It was confirmed that, in Examples 2, 3, 6, and 7, the total adhesion amount of zinc-based metal soap film with the adhesion amount of ZnO film was larger than 8.8 g/m.sup.2 (not including 8.8) based on Zn amount, and when the amount is 16.3 g/m.sup.2 or less, mold wear is suppressed and the hot friction coefficient is 0.4 or less, and as a result, the formability of a material in hot stamping (hot stamp) can be improved.
Examples 9 to 16, Comparative Examples 9, and Reference Example 1
[0174] During the period from manufacturing of a plated steel sheet to hot stamping (hot stamp) (see FIG. 3), a target (period) and conditions (formation method, adhesion amount, presence or absence of a heating step in which a zinc-based metal soap film is made into a ZnO film, site to be formed) for forming a zinc-based metal soap film were changed as shown in Table 2, and stamped components (dish-like shaped components) were manufactured. When the surface of the Al plating layer was a target for forming a zinc-based metal soap film, no ZnO film was formed.
[0175] In the hot stamping (hot stamp), as in the test for evaluating hot lubricity, the plated steel sheet was heated to 900.degree. C., and then stamped under conditions of 700.degree. C. and 3 kN pressing load.
[0176] The type of the steel sheet, conditions for forming the Al plating layer, condition for forming the ZnO film, and the type of the zinc-based metal soap were the same as in Example 1.
[0177] Then, the following evaluation was carried out.
[0178] 1) A test material of a plated steel sheet having the same conditions as those of the obtained formed component was manufactured, and the hot lubricity was evaluated by using the test materials.
[0179] 2) The wear amount of a mold ("a holder portion and a shoulder portion for holding the steel sheet" in the upper mold, "a holder portion and a shoulder portion for holding a steel sheet" in the lower mold))) was measured in the same manner as the evaluation of the mold wear amount.
[0180] 3) The surface properties of the formed component (vertical wall portion and flange portion) were evaluated in the same manner as the evaluation of the surface properties of the test material.
[0181] The details of Examples 9 to 16, Comparative Example 9, and Reference Example 1 are listed below in Table 2.
[0182] In Table 2, the column adhesion amount (based on Zn amount) of Zinc-based aliphatic metal soap film indicates, for Example 9 in which a zinc-based aliphatic metal soap film is formed on the surface of the Al plating layer, "Adhesion amount (based on Zn amount) of the zinc-based aliphatic metal soap film itself', and indicates, for Examples 10 to 16 in which the zinc-based aliphatic metal soap film is formed on the surface of the ZnO film, "the total adhesion amount (based on Zn amount) of the ZnO film and the zinc-based aliphatic metal soap film".
TABLE-US-00002 TABLE 2 Zinc-based metal soap film Adhesion Presence amount or (based on Zn absence Target (period) Formation method amount) of heating Example 9 Al plating layer (immediately after Application with 14.3 g/m.sup.2 Present formation of Al plating layer) roll coater (400.degree. C.) Example 10 ZnO film (immediately after Application with 8.82 g/m.sup.2 Present formation of ZnO film) roll coater (400.degree. C.) Example 11 ZnO film Application with 8.82 g/m.sup.2 Absent (immediately after blanking) roll coater Example 12 ZnO film Application with 8.82 g/m.sup.2 Absent (immediately after blanking) electrostatic lubricating device Example 13 ZnO film Application with 8.82 g/m.sup.2 Absent (immediately after blanking) sponge Example 14 ZnO film Application with 8.82 g/m.sup.2* Absent (immediately after blanking) roll coater Example 15 ZnO film Application with 8.82 g/m.sup.2* Absent (immediately after blanking) electrostatic lubricating device Example 16 ZnO film Application with 8.82 g/m.sup.2* Absent (immediately after banking) sponge Comparative Mold One application 22 g/m.sup.2* Absent Example 9 before stamping Reference Mold Continuous 8.82 g/m.sup.2 sec Absent Example 1 provision on mold surface Evaluation Mold wear Surface properties of Zinc-based metal soap film Hot friction amount formed component Formation site coefficient [.mu.m] (skewness Rsk) Example 9 Entire surface on both sides 0.39 0.22 - Example 10 Entire surface on both sides 0.40 0.15 - Example 11 Entire surface on both sides 0.40 0.15 - Example 12 Entire surface on both sides 0.40 0.22 - Example 13 Entire surface on both sides 0.40 0.17 - Example 14 Some part: portions 0.40 0.15 - corresponding to vertical wall portion/flange portion of formed component, Both sides Example 15 Some part: portions 0.40 0.22 - corresponding to vertical wall portion/flange portion of formed component, Both sides Example 16 Some part: portions 0.40 0.17 - corresponding to vertical wall portion/flange portion of formed component, Both sides Comparative Some part: Surface of shoulder 0.49 1.70 + Example 9 portion and holder portion of upper mold and lower mold Reference Surface of shoulder portion and 0.30 0.13 - Example 1 holder portion of upper mold and lower mold *Adhesion amount of adhered portion
[0183] From Table 2, as shown in Examples 9 to 16, it was confirmed that, by forming a zinc-based metal soap film on the surface of the Al plating layer or the ZnO film during the period from manufacturing of the plated steel sheet to stamping of the hot stamping (hot stamp), wear on the sliding surface of the mold can be reduced as well as improving the hot lubricity.
[0184] As shown in Examples 9 to 10, it was also confirmed that even when a ZnO film was formed on the zinc-based metal soap film by heating, wear on the sliding surface of the mold can be reduced as well as improving the hot lubricity.
[0185] As shown in Examples 14 to 16, it was confirmed that by forming at least a zinc-based metal soap film on the surface of the plated steel sheet (the Al plating layer or the ZnO film of the plated steel sheet main body) which is the vertical wall portion and the flange portion of the formed component, wear on the sliding surface of the mold can be reduced.
[0186] In Examples 9 to 16, it was confirmed that no peeling of the ZnO film on the surface of the formed component was observed, and the chemical conversion property and corrosion resistance of the obtained formed component can be improved.
[0187] As shown in Comparative Example 9, it was confirmed that, even when a zinc-based metal soap film is formed on the surface of a mold ("a shoulder portion and a holder portion of the upper mold and the lower mold" where the plated steel sheet slides at the time of stamping), improvement in hot lubricity and reduction in wear of the sliding surface of the mold were not observed.
[0188] However, as shown in Reference Example 1, by continuously providing the metal soap in such a manner not to cause film breakage, improvement in hot lubricity and reduction in wear on the sliding surface of the mold were observed.
[0189] Although suitable embodiments according to the invention have been described in detail above with reference to the accompanying drawings, it goes without saying the invention is not limited to such examples. It is obvious that various changes or modifications can be reached at by those having ordinary knowledge in the technical field to which the invention pertains within the scope of the technical idea described in the claims, and it is understood that these are naturally also within the technical scope of the invention.
[0190] The disclosure of Japanese Patent Application No. 2016-256016 is hereby incorporated by reference in its entirety.
[0191] All the literature, patent applications, and technical standards cited herein are also herein incorporated to the same extent as provided for specifically and severally with respect to an individual literature, patent application, and technical standard to the effect that the same should be so incorporated by reference.
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.