Mm'x-y Metal Composite Functional Material And Preparation Method Thereof
ZHANG; Hu ; et al.
U.S. patent application number 16/311562 was filed with the patent office on 2020-01-23 for mm'x-y metal composite functional material and preparation method thereof. The applicant listed for this patent is Chuandong Magnetic Electronics Co., Ltd., Foshan Cheng Xian Technology Co., Ltd., University of Science and Technology Beijing. Invention is credited to KeWen LONG, Kun TAO, Hu ZHANG.
| Application Number | 20200024693 16/311562 |
| Document ID | / |
| Family ID | 59568323 |
| Filed Date | 2020-01-23 |

| United States Patent Application | 20200024693 |
| Kind Code | A1 |
| ZHANG; Hu ; et al. | January 23, 2020 |
MM'X-Y METAL COMPOSITE FUNCTIONAL MATERIAL AND PREPARATION METHOD THEREOF
Abstract
An MM'X--Y metal composite functional material and a preparation method thereof; an MM'X--Y metal composite functional material, comprising the following components in percentage by volume: A% of M.sub.aM'.sub.bX.sub.c and B% of Y, wherein each of M and M' is any one element of a transition group or an alloy of more than one element, X is any one element of IIIA group or IVA group or an alloy of more than one element, and Y is any one element of IB group, IIB group, IIA group or IVA group, or an alloy of more than one element, wherein the value range of a, b and c is 0.8-1.2, and the sum of A% and B% is 100%; the material is prepared through smelting, annealing, crushing, mixing, pressing and curing, etc.; the mechanical performance of the MM'X--Y metal composite functional material prepared according to the present invention is far higher than the traditional MM'X material; the prepared MM'X--Y metal composite functional material has an ideal magnetothermal effect, thus can be used as a magnetic refrigeration material; the method can prepare MM'X--Y metal composite functional materials with any size and shape according to actual requirements; the method is simple, and can be easily operated and realized.
| Inventors: | ZHANG; Hu; (Beijing, CN) ; TAO; Kun; (Beijing, CN) ; LONG; KeWen; (Foshan, CN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 59568323 | ||||||||||
| Appl. No.: | 16/311562 | ||||||||||
| Filed: | June 1, 2017 | ||||||||||
| PCT Filed: | June 1, 2017 | ||||||||||
| PCT NO: | PCT/CN2017/086889 | ||||||||||
| 371 Date: | December 19, 2018 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C21D 2211/008 20130101; B22F 2301/15 20130101; C22F 1/16 20130101; C22C 1/1036 20130101; C22C 2202/02 20130101; C22F 1/02 20130101; B22F 9/04 20130101; C22C 30/00 20130101; B22F 2999/00 20130101; B22F 3/16 20130101; B22F 2009/044 20130101; B22F 1/0085 20130101; B22F 2998/10 20130101; C09K 5/14 20130101; C22C 1/04 20130101; B22F 2998/10 20130101; B22F 9/04 20130101; B22F 3/18 20130101; B22F 2003/248 20130101; B22F 2998/10 20130101; B22F 9/04 20130101; B22F 3/02 20130101; B22F 2003/248 20130101; B22F 2998/10 20130101; B22F 9/04 20130101; B22F 3/20 20130101; B22F 2003/248 20130101; B22F 2998/10 20130101; B22F 9/04 20130101; B22F 3/225 20130101; B22F 2003/248 20130101; B22F 2998/10 20130101; B22F 9/04 20130101; B22F 3/105 20130101; B22F 2003/248 20130101; B22F 2999/00 20130101; B22F 3/02 20130101; B22F 3/18 20130101; B22F 3/225 20130101; B22F 3/105 20130101; B22F 2202/05 20130101 |
| International Class: | C22C 1/10 20060101 C22C001/10; B22F 9/04 20060101 B22F009/04; B22F 3/16 20060101 B22F003/16; B22F 1/00 20060101 B22F001/00; C22F 1/16 20060101 C22F001/16; C22C 30/00 20060101 C22C030/00; C22F 1/02 20060101 C22F001/02 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Apr 13, 2017 | CN | 201710238382.5 |
Claims
1. An MM'X--Y metal composite functional material, comprising the following components in percentage by volume: A% of M.sub.aM'.sub.bX.sub.c and B% of Y, wherein each of M and M' is any one element of a transition group or an alloy of more than one element, X is any one element of IIIA group or IVA group or an alloy of more than one element, and Y is any one element of IB group, IIB group, IIA group or IVA group, or an alloy of more than one element, wherein the value range of a, b and c is 0.8-1.2, and the sum of A% and B% is 100%.
2. The MM'X--Y metal composite functional material of claim 1, wherein A% is 50%-95%, and B% is 5%-50%.
3. The MM'X--Y metal composite functional material of claim 1, wherein A% is 60%-90%, and B% is 10%-40%.
4. A preparation method of the MM'X--Y metal composite functional material, comprising the steps of: 1) Preparing raw materials according to the chemical formula of M.sub.aM'.sub.bX.sub.c; 2) Feeding the prepared raw materials into a smelting furnace, vacuuming the furnace and cleansing the furnace by argon; subsequently, smelting the prepared raw materials under the protection of argon, thereby obtaining the M.sub.aM'.sub.bX.sub.c alloy; 3) Vacuuming and annealing the M.sub.aM'.sub.bX.sub.c alloy; 4) Respectively crushing and grinding the vacuumed and annealed M.sub.aM'.sub.bX.sub.c alloy and Y material; after screening, obtaining powders; 5) Respectively measuring out the powder of M.sub.aM'.sub.bX.sub.c alloy with a volume percentage of A%, and the powder of Y material with a volume percentage of B%; subsequently, mixing them uniformly; 6) Adopting a pressing formation method to press the uniformly mixed powder under magnetic field, thereby obtaining the formed material; 7) Curing the formed material, thereby obtaining the MM'X metal composite functional material.
5. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein when M or M' is Mn, Mn is excessively added according to the atomic ratio of 1%-10% for compensating its volatile and burning losses during the preparation process, thereby obtaining the single phase.
6. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein when M or M' is Mn, Mn is excessively added according to the atomic ratio of 2%-5%.
7. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the pressure in the smelting furnace is controlled to be smaller than or equal to 3.times.10.sup.-3 Pa after being vacuumed, wherein the smelting temperature is higher than 1300.degree. C., and the smelting time is 0.5-10 minutes.
8. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the pressure in the smelting furnace is 2.times.10.sup.-3-3.times.10.sup.-3 Pa after being vacuumed, wherein the smelting temperature is 1300-1700.degree. C., and the smelting time is 2-3 minutes.
9. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the vacuuming and annealing temperature is 600-1100.degree. C., and the time is 1-30 days.
10. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the vacuuming and annealing temperature is 700-900.degree. C., and the time is 5-15 days.
11. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the crushing method comprises one or any combination of the following methods including grinding, vibration grinding, rolling grinding, ball milling and jet milling, etc., wherein the screen is a standard screen with a mesh size greater than 10 mesh, and the particle size of the powder is smaller than 2 mm.
12. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the screen is a standard screen with a mesh size of 100-300 mesh, and the particle size of the powder is 0-0.2 mm.
13. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the pressing formation is to press the powder into a required size or shape through a rolling method, a mold pressing method, an extrusion method, a powder injection forming method or a discharge plasma sintering method, wherein during the process of the pressing formation, the pressure is 300-1500 Mpa, the temperature is 0-900.degree. C., the time is 1-240 minutes and the intensity of the magnetic field is 0-5 T.
14. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein during the process of the pressing formation, the pressure is 600-1000 MPa, the temperature is 0-500.degree. C., the time is 5-60 minutes and the intensity of the magnetic field is 0-2 T.
15. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the curing temperature is 0-900.degree. C. and the curing time is 1-15 days.
16. The preparation method of the MM'X--Y metal composite functional material of claim 4, wherein the curing temperature is 0-500.degree. C. and the curing time is 2-7 days.
Description
TECHNICAL FIELD OF THE INVENTION
[0001] The present invention relates to the technical field of metal materials, and more particularly, to an MM'X--Y (M and M' are transitional elements, and X is an element of IIIA group or IVA group) metal composite functional material and a preparation method thereof.
BACKGROUND OF THE INVENTION
[0002] Martensitic phase transition is an important diffusionless solid-state phase transition of crystal structure, and is a first-order transition. Martensite is formed in carbon steels by the rapid cooling of the austenite form of iron at such a high rate that carbon atoms do not have time to diffuse out of the crystal structure in large enough quantities to form cementite. The martensitic reaction begins during cooling when the austenite reaches the martensite start temperature and the parent austenite becomes mechanically unstable. As a result of the cooling, the face-centered cubic austenite transforms to a highly strained body-centered tetragonal form called martensite that is supersaturated with carbon. The shear deformations that result produce a large number of dislocations, which is a primary strengthening mechanism of steels. During this process, an increasingly large percentage of the austenite transforms to martensite until the lower phase transition temperature is reached, at which time the transition is completed. Martensitic transition materials are widely used for strengthening steels, toughening materials, reducing quenching deformations, improving shape-memory effect and enhancing super-elasticity. They're ideal functional materials.
[0003] For the huge structural difference between the martensitic phase and the parent phase, the martensitic transition process is usually accompanied with a drastic change of crystal structure. The aforesaid effect is also applied for shape-memory alloys. Namely, the material with a certain shape is cooled at a high temperature higher than the martensitic transition temperature (T.sub.M), thereby forming a low-temperature martensitic phase. In this state, the material deforms under load. After being heated to the martensitic reverse transition temperature (T.sub.A), it is restored to the original shape. It's difficult to improve the response frequency and sensitivity of traditional shape-memory alloys because their deformations are controlled by temperature and stress variation.
[0004] In recent years, researches have shown that the martensitic transition of some materials can be controlled by a magnetic field other than a temperature field and a stress field. These novel materials with ferromagnetic and thermo-elastic martensitic transition are called ferromagnetic martensitic transition alloys. Due to the coupling effect of the magnetic transition and the structural transition, the structure, the magnetic properties and the electric properties of the crystal are changed violently. As a result, the ferromagnetic shape-memory alloys present various functional effects such as shape-memory effect, magnetostriction effect, magneto-resistance effect, Hall effect and magneto-thermal effect, etc. These rich magnetic properties and potential application values make the ferromagnetic martensitic transition alloys become novel functional materials that attract wide attentions.
[0005] Presently, the largest family of the ferromagnetic martensitic transition alloys is the Heusler alloys, including Ni--Mn--Ga, Ni--Mn--Al, Ni--Mn--In and Ni--Mn--Sn. More recently, a novel MM'X (M and M' are transitional elements, and X is an element of IIIA group or IVA group) ferromagnetic martensitic transition material (e.g., MnCoGe or MnNiGe) has been found by researchers. Through adjusting the compositions and preparing processes, the MM'X alloy also shows a magnetic-field-induced ferromagnetic martensitic transition. During the transition, a huge deformation of crystal structure and a magneto-thermal effect are achieved, and the phase transition temperature can be adjusted within a wide range. Thus, the MM'X alloy can be used as a multifunctional material (e.g., shape-memory material, negative expansion material and magnetic refrigeration material, etc.), and is considered as a new generation of ferromagnetic martensitic transition functional materials.
[0006] However, the huge deformation of crystal structure of the MM'X functional material during the martensitic transition process generates a large internal stress, making the MM'X functional material broken after the transition. Thus, the difficulty of forming and mechanical machining is sharply increased, and the application range of the material is greatly limited. Moreover, the research on how to improve the mechanical performance of the MM'X functional material has not been reported until now.
[0007] In conclusion, it's urgent for those skilled in this field to develop a novel MM'Y functional material with good mechanical properties.
SUMMARY OF THE INVENTION
[0008] The purpose of the present invention is to solve the shortcomings in the prior art by providing an MM'X--Y metal composite functional material and a preparation method thereof. According to the method of the present invention, an MM'X--Y metal composite functional material with an excellent mechanical performance and ferromagnetic martensitic transition can be prepared. The prepared material possesses a high magnetic refrigeration performance and a wide application range.
[0009] To achieve the above purpose, the present invention adopts the following technical solution:
[0010] An MM'X--Y metal composite functional material, comprising the following components in percentage by volume:
[0011] A% of M.sub.aM'.sub.bX.sub.c and B% of Y, wherein each of M and M' is any one element of a transition group or an alloy of more than one element, X is any one element of IIIA group or IVA group or an alloy of more than one element, and Y is any one element of IB group, IIB group, IIA group or IVA group, or an alloy of more than one element, wherein the value range of a, b and c is 0.8-1.2, and the sum of A% and B% is 100%.
[0012] In another aspect of the present invention, A% is 50%-95%, and B% is 5%-50%.
[0013] In another aspect of the present invention, A% is 60%-90%, and B% is 10%-40%.
[0014] A preparation method of the MM'X--Y metal composite functional material, comprising the steps of: [0015] 1) Preparing raw materials according to the chemical formula of M.sub.aM'.sub.bX.sub.c; [0016] 2) Feeding the prepared raw materials into a smelting furnace, vacuuming the furnace and cleansing the furnace by argon; subsequently, smelting the prepared raw materials under the protection of argon, thereby obtaining the M.sub.aM'.sub.bX.sub.c alloy; [0017] 3) Vacuuming and annealing the M.sub.aM'.sub.bX.sub.c alloy; [0018] 4) Respectively crushing and grinding the vacuumed and annealed M.sub.aM'.sub.bX.sub.c alloy and Y material; after screening, obtaining powders; [0019] 5) Respectively measuring out the powder of M.sub.aM'.sub.bX.sub.c alloy with a volume percentage of A%, and the powder of Y material with a volume percentage of B%; subsequently, mixing them uniformly; [0020] 6) Adopting a pressing formation method to press the uniformly mixed powder under magnetic field, thereby obtaining the formed material; [0021] 7) Curing the formed material, thereby obtaining the MM'X metal composite functional material.
[0022] In another aspect of the present invention, when M or M' is Mn, Mn is excessively added according to the atomic ratio of 1%-10% for compensating its volatile and burning losses during the preparation process, thereby obtaining the single phase.
[0023] In another aspect of the present invention, when M or M' is Mn, Mn is excessively added according to the atomic ratio of 2%-5%.
[0024] In another aspect of the present invention, the pressure in the smelting furnace is controlled to be smaller than or equal to 3.times.10.sup.-3 Pa after being vacuumed. The smelting temperature is higher than 1300.degree. C., and the smelting time is 0.5-10 minutes.
[0025] In another aspect of the present invention, the pressure in the smelting furnace is 2.times.10.sup.-3-10.sup.-3 Pa after being vacuumed. The smelting temperature is 1300-1700.degree. C., and the smelting time is 2-3 minutes.
[0026] In another aspect of the present invention, the vacuuming and annealing temperature is 600-1100.degree. C., and the time is 1-30 days.
[0027] In another aspect of the present invention, the vacuuming and annealing temperature is 700-900.degree. C., and the time is 5-15 days.
[0028] In another aspect of the present invention, the crushing method comprises one or any combination of the following methods including grinding, vibration grinding, rolling grinding, ball milling and jet milling, etc. The screen is a standard screen with a mesh size greater than 10 mesh, and the particle size of the powder is smaller than 2 mm.
[0029] In another aspect of the present invention, the screen is a standard screen with a mesh size of 100-300 mesh, and the particle size of the powder is 0-0.2 mm.
[0030] In another aspect of the present invention, the pressing formation is to press the powder into a required size or shape through a rolling method, a mold pressing method, an extrusion method, a powder injection forming method or a discharge plasma sintering method. During the process of the pressing formation, the pressure is 300-1500 Mpa, the temperature is 0-900.degree. C., the time is 1-240 minutes and the intensity of the magnetic field is 0-5 T.
[0031] In another aspect of the present invention, during the process of the pressing formation, the pressure is 600-1000 MPa, the temperature is 0-500.degree. C., the time is 5-60 minutes and the intensity of the magnetic field is 0-2 T.
[0032] In another aspect of the present invention, the curing temperature is 0-900.degree. C. and the curing time is 1-15 days.
[0033] In another aspect of the present invention, the curing temperature is 0-500.degree. C. and the curing time is 2-7 days.
[0034] Compared with the prior art, the present invention has the following advantages:
[0035] First, the present invention provides a novel MM'X--Y metal composite functional material; second, the mechanical performance of the MM'X--Y metal composite functional material prepared according to the present invention is far higher than the traditional MM'X material; third, the prepared MM'X--Y metal composite functional material has an ideal magnetothermal effect, thus can be used as a magnetic refrigeration material; fourth, the preparation method of the present invention can prepare MM'X--Y metal composite functional materials with any size and shape according to actual requirements; fifth, the preparation method of the present invention is simple, and can be easily operated and realized in industrial production.
BRIEF DESCRIPTION OF THE DRAWINGS
[0036] To clearly expound the technical solution of the present invention, the drawings and embodiments are hereinafter combined to illustrate the present invention. Obviously, the drawings are merely some embodiments of the present invention and those skilled in the art can associate themselves with other drawings without paying creative labor.
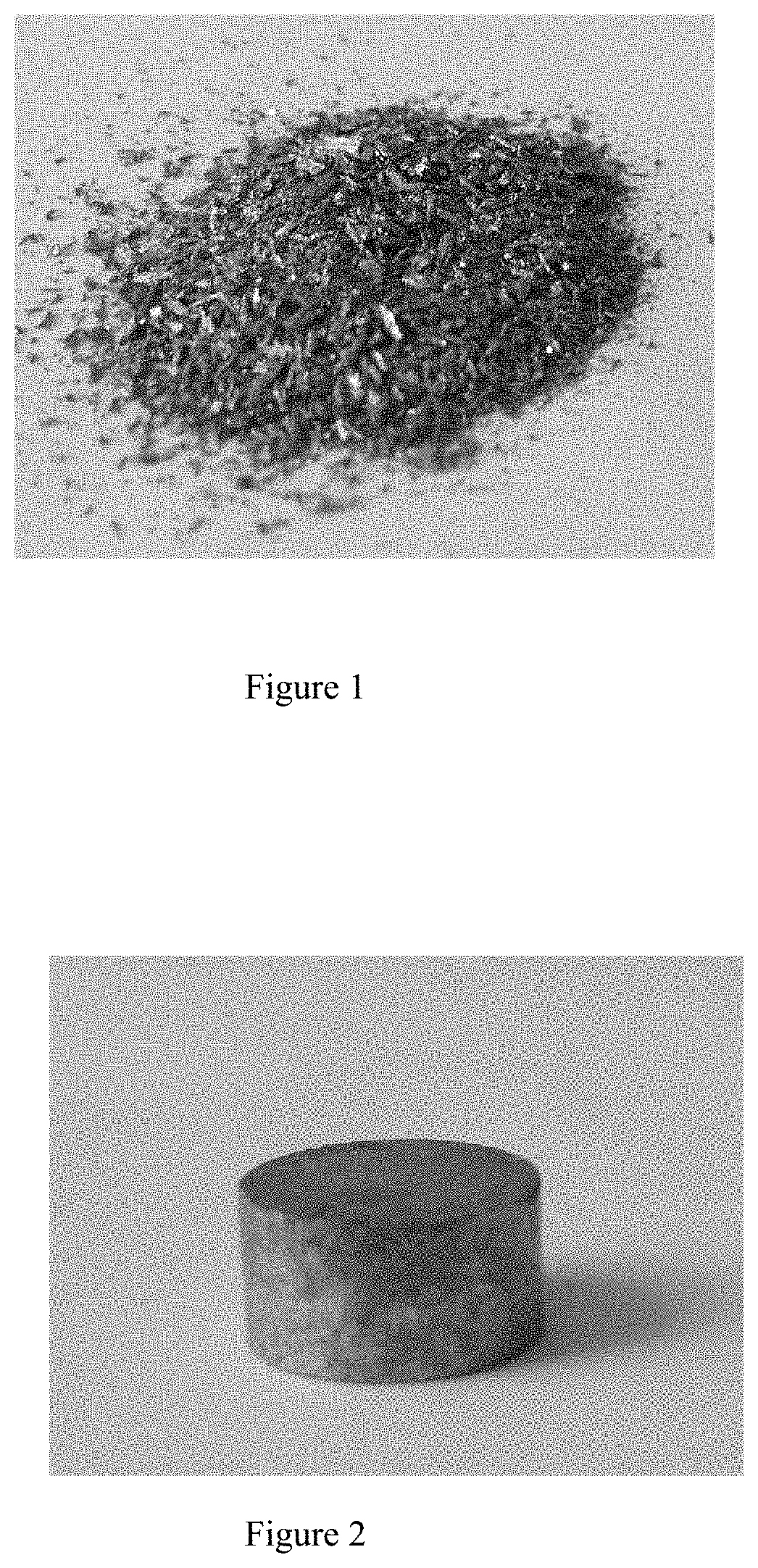
[0037] FIG. 1 is a topography diagram of the smelted Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 prepared according to embodiment 1 of the present invention;
[0038] FIG. 2 is a topography diagram of the smelted 70% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+30% In metal composite functional material prepared according to embodiment 1 of the present invention;
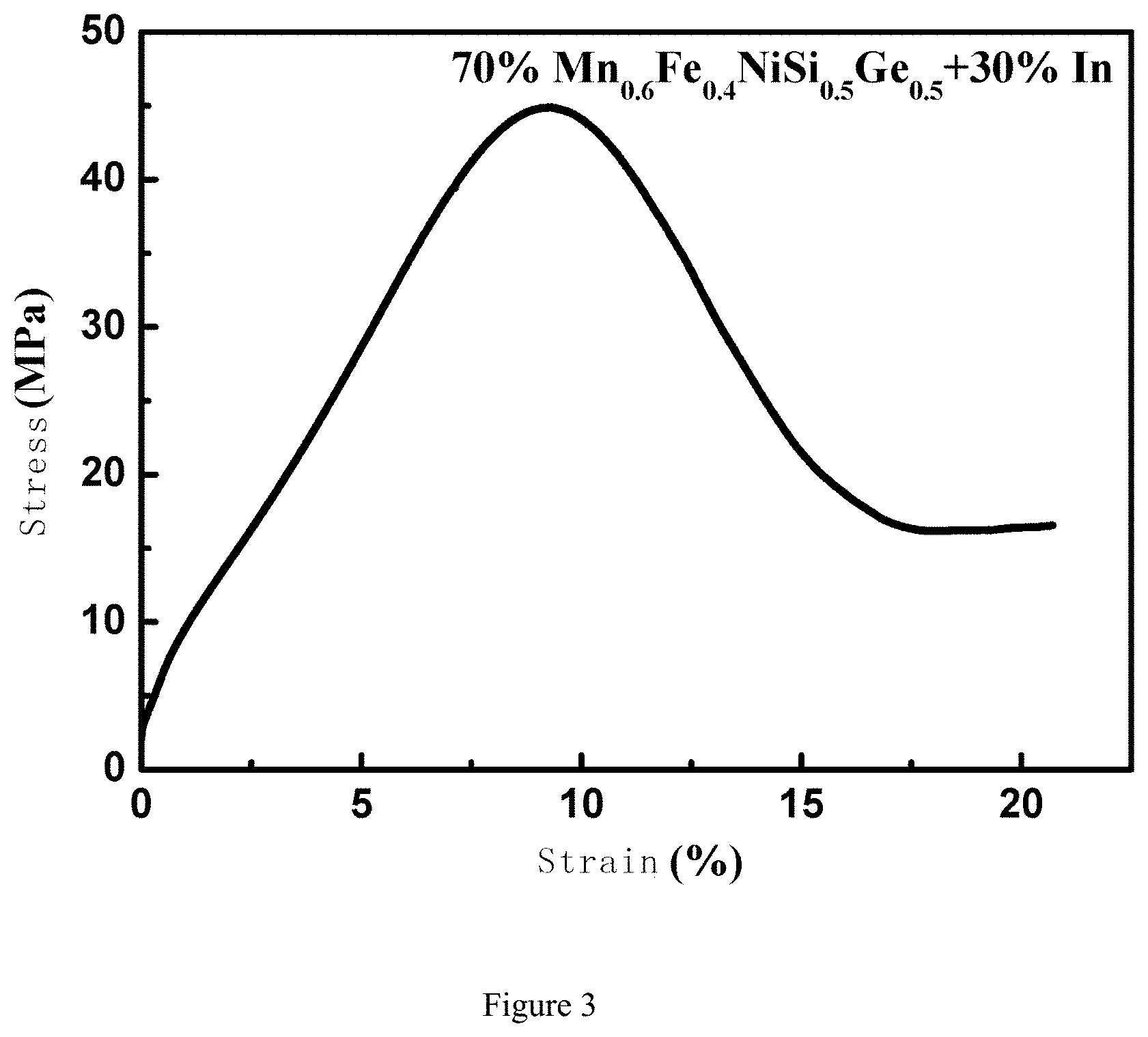
[0039] FIG. 3 is a stress-strain curve graph of the 70% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+30% In metal composite functional material prepared according to embodiment 1 of the present invention;
[0040] FIG. 4 is a diagram showing the temperature dependence of .DELTA.S of the 70% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+30% In metal composite functional material prepared according to embodiment 1 of the present invention in different magnetic fields;
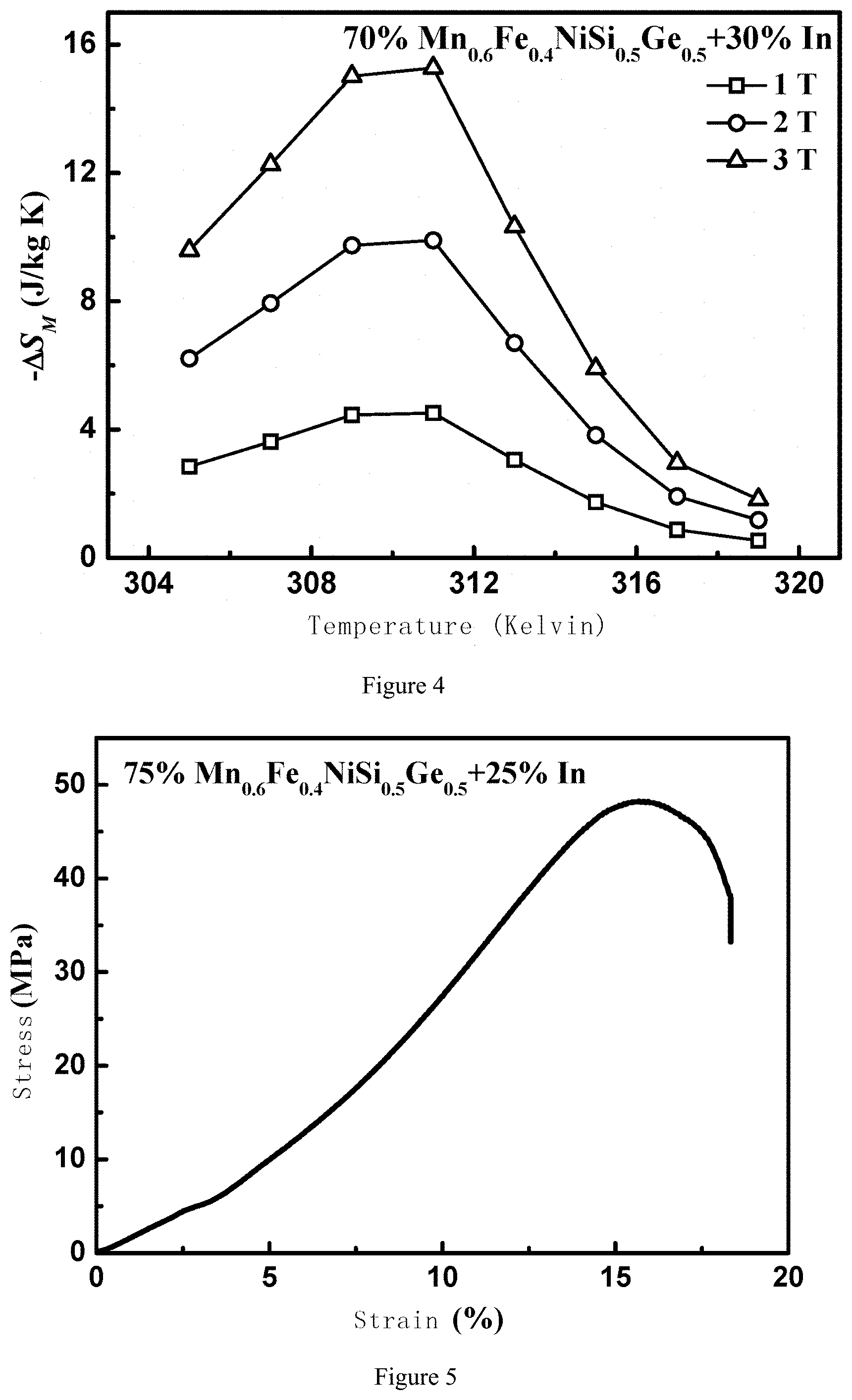
[0041] FIG. 5 is a stress-strain curve graph of the 75% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+25% In metal composite functional material prepared according to embodiment 2 of the present invention;
[0042] FIG. 6 is a stress-strain curve graph of the 80% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+20% In metal composite functional material prepared according to embodiment 3 of the present invention.
DETAILED DESCRIPTION OF THE INVENTION
[0043] Drawings and detailed embodiments are combined hereinafter to elaborate the technical principles of the present invention.
Embodiment 1
[0044] As shown in FIGS. 1-4, the present invention discloses a 70% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+30% In metal composite functional material and a preparation method thereof.
[0045] The preparation method of the 70% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+30% In metal composite functional material, comprising the steps of: [0046] 1) Preparing raw materials according to the chemical formula of Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5, wherein the raw materials are commercially available metals including Mn, Fe, Ni, Si and Ge with a purity higher than 99.9 wt. %, and Mn is excessively added according to the atomic ratio of 5% for compensating its volatile and burning losses during the preparation process; [0047] 2) Adopting an electric arc smelting method; feeding the prepared raw materials into a smelting furnace, vacuuming the smelting furnace until the pressure intensity reaches 2.times.10.sup.-3 Pa, and cleansing the furnace by argon; subsequently, smelting the prepared raw materials at a temperature of 1500.degree. C. for 3 minutes under the protection of argon, thereby obtaining the cast ingot Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5; [0048] 3) Placing the Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 into a quartz tube with a vacuum degree of 5.times.10.sup.-3 Pa, and annealing at a temperature of 850.degree. C. for 7 days; [0049] 4) Respectively crushing and grinding the vacuumed and annealed Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 and metal In by using an agate mortar, and screening out the irregular powder with a size smaller than 0.1 mm according to the screening standard of 150-mesh; [0050] 5) Respectively measuring out the Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 powder with a volume percentage of 70%, and the In powder with a volume percentage of 30%; subsequently, mixing them uniformly; [0051] 6) Pressing the uniformly mixed powder at the condition of 150.degree. C. and 900 MPa for 5 minutes under zero magnetic field, thereby obtaining a cylindrical 70% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+30% In metal composite functional material with a diameter of 10 mm; [0052] 7) Curing at a temperature of 150.degree. C. for 7 days, thereby obtaining the 70% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+30% In metal composite functional material, namely, the product of this embodiment.
[0053] The morphology of the smelted Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 sample prepared in embodiment 1 is shown in FIG. 1. As can be seen from FIG. 1, after a traditional smelting process, the sample undergoes a martensitic transition when being cooled from a high temperature to a room temperature. The sample is crumbled due to the huge internal stress generated in the transition process, making the forming and mechanical machining become extremely difficult. The application range of the functional material is thus greatly limited. The morphology of the product of embodiment 1 is shown in FIG. 2. As can be seen, it can be easily formed and processed, effectively solving the prior technical problems.
[0054] For the mechanical performance of the traditional crumbled MM'X alloy is extremely poor, the stress-strain curve test cannot be carried out. In contrast, the mechanical performance of the product prepared in embodiment 1 is remarkably improved so that the test can be easily performed. The stress-strain curve of the prepared product can be tested by using a WDW200D type microcomputer control universal material tester. As shown in FIG. 3, after being tested, the compressive strength of the prepared product is 45 MPa, and the corresponding strain is 9.2%.
[0055] After measuring the isothermal magnetization curve (M-H curve) of the prepared product by using a magnetic measurement system (Versalab Free Measurement System developed by Quantum Design, Inc.), the magnetic entropy change .DELTA.S can be calculated from the isothermal magnetization curve according to Maxwell's relation .DELTA.S=.intg..sub.0.sup.H(.differential.M/.differential.T).sub.HdH . FIG. 4 shows the temperature dependence of .DELTA.S of the prepared product in different magnetic fields. As can be seen, when the transition temperature is near 311K, the maximum value of the magnetic entropy change appears. When the intensity of the magnetic field respectively varies from 0 to 1 T, 0 to 2 T, and 0 to 3 T, the maximum magnetic entropy change of the sample is respectively 4.5 J/kgK, 9.9 J/kgK, and 15.3 J/kgK. Presently, a magnetic field at intensity of 2 T can be obtained by utilizing the permanent magnet NdFeB. Therefore, the magnetic entropy changes of the material when the magnetic intensity varies from 0 to 2 T attracts more attentions. Under such a circumstance, the maximum value of the magnetic entropy change (9.9 J/kgK) of the prepared product is much greater than that (when the magnetic intensity is 2 T, the magnetic entropy change is 5.0 J/kgK) of the traditional room-temperature magnetic refrigeration material Gd. It means that the product of the aforesaid embodiment can be used as a better room-temperature functional material.
Embodiment 2
[0056] As shown in FIG. 5, the present invention discloses a 75% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+25% In metal composite functional material and a preparation method thereof. The preparation method of the 75% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+25% In metal composite functional material, comprising the steps of: [0057] 1) Preparing raw materials according to the chemical formula of Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5, wherein the raw materials are commercially available metals including Mn, Fe, Ni, Si and Ge with a purity higher than 99.9 wt. %, and Mn is excessively added according to the atomic ratio of 5% for compensating its volatile and burning losses during the preparation process; [0058] 2) Adopting an electric arc smelting method; feeding the prepared raw materials into a smelting furnace, vacuuming the smelting furnace until the pressure intensity reaches 2.5.times.10.sup.-3 Pa, and cleansing the furnace by argon; subsequently, smelting the prepared raw materials at a temperature of 1700.degree. C. for 2 minutes under the protection of argon, thereby obtaining the cast ingot Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5; [0059] 3) Placing the Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 into a quartz tube with a vacuum degree of 5.times.10.sup.-3 Pa, and annealing at a temperature of 850.degree. C. for 8 days; [0060] 4) Respectively crushing and grinding the vacuumed and annealed Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 and metal In by using an agate mortar, and screening out the irregular powder with a size smaller than 0.07 mm according to the screening standard of 200-mesh; [0061] 5) Respectively measuring out the Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 powder with a volume percentage of 75%, and the In powder with a volume percentage of 25%; subsequently, mixing them uniformly; [0062] 6) Pressing the uniformly mixed powder at the condition of 140.degree. C. and 900 MPa for 10 minutes under zero magnetic field, thereby obtaining a cylindrical 75% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+25% In metal composite functional material with a diameter of 10 mm; [0063] 7) Curing at a temperature of 500.degree. C. for 7 days, thereby obtaining the 75% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+25% In metal composite functional material.
[0064] The stress-strain curve of the 75% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+25% In metal composite material can be tested by using a WDW200D type microcomputer control universal material tester. As shown in FIG. 5, after being tested, the compressive strength of the prepared product is 48 MPa, and the corresponding strain is 15.6%. Meanwhile, the magnetic test shows that the magnetothermal effect of the prepared product of embodiment 2 is better than that of the traditional room-temperature magnetic refrigeration material Gd.
Embodiment 3
[0065] As shown in FIG. 6, the present invention discloses an 80% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+20% In metal composite functional material and a preparation method thereof. The preparation method of the 80% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+20% In metal composite functional material, comprising the steps of: [0066] 1) Preparing raw materials according to the chemical formula of Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5, wherein the raw materials are commercially available metals including Mn, Fe, Ni, Si and Ge with a purity higher than 99.9 wt. %, and Mn is excessively added according to the atomic ratio of 3% for compensating its volatile and burning losses during the preparation process; [0067] 2) Adopting an electric arc smelting method; feeding the prepared raw materials into a smelting furnace, vacuuming the smelting furnace until the pressure intensity reaches 3.times.10.sup.-3 Pa, and cleansing the furnace by argon; subsequently, smelting the prepared raw materials at a temperature of 1700.degree. C. for 2 minutes under the protection of argon, thereby obtaining the cast ingot Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5; [0068] 3) Placing the Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 into a quartz tube with a vacuum degree of 5.times.10.sup.-3 Pa, and annealing at a temperature of 750.degree. C. for 15 days; [0069] 4) Respectively crushing and grinding the vacuumed and annealed Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5 and metal In by using an agate mortar, and screening out the irregular powder with a size smaller than 0.1 mm according to the screening standard of 150-mesh; [0070] 5) Respectively measuring out the Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0. 5 powder with a volume percentage of 80%, and the In powder with a volume percentage of 20%; subsequently, mixing them uniformly; [0071] 6) Pressing the uniformly mixed powder at the condition of 140.degree. C. and 900 MPa for 6 minutes in zero magnetic field, thereby obtaining a cylindrical 80% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+20% In metal composite functional material with a diameter of 10 mm; [0072] 7) Curing at a temperature of 500.degree. C. for 7 days, thereby obtaining the 80% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+20% In metal composite functional material.
[0073] The stress-strain curve of the 80% Mn.sub.0.6Fe.sub.0.4NiSi.sub.0.5Ge.sub.0.5+20% In metal composite material can be tested by using a WDW200D type microcomputer control universal material tester. As shown in FIG. 6, after being tested, the compressive strength of the prepared product is 41 MPa, and the corresponding strain is 14.9%.
Embodiment 4
[0074] The present invention discloses a 60% MnCoCu.sub.0.08Ge.sub.0.92+40% Sn metal composite functional material and a preparation method thereof. The preparation method of the 60% MnCoCu.sub.0.08Ge.sub.0.92+40% Sn metal composite functional material, comprising the steps of: [0075] 1) Preparing raw materials according to the chemical formula of MnCoCu.sub.0.08Ge.sub.0.92, wherein the raw materials are commercially available metals including Mn, Co, Cu and Ge with a purity higher than 99.9 wt. %, and Mn is excessively added according to the atomic ratio of 3% for compensating its volatile and burning losses during the preparation process; [0076] 2) Adopting an electric arc smelting method; feeding the prepared raw materials into a smelting furnace, vacuuming the smelting furnace until the pressure intensity reaches 2.times.10.sup.-3 Pa, and cleansing the furnace by argon; subsequently, smelting the prepared raw materials at a temperature of 1600.degree. C. for 3 minutes under the protection of argon, thereby obtaining the cast ingot MnCoCu.sub.0.8Ge.sub.0.92; [0077] 3) Placing the MnCoCu.sub.0.08Ge.sub.0.92 into a quartz tube with a vacuum degree of 5.times.10.sup.-3 Pa, and annealing at a temperature of 800.degree. C. for 15 days; [0078] 4) Respectively crushing and grinding the vacuumed and annealed MnCoCu.sub.0.08Ge.sub.0.92 and metal Sn by using a jet mill, and screening out the irregular powder with a size smaller than 0.05 mm according to the screening standard of 300-mesh; [0079] 5) Respectively measuring out the MnCoCu.sub.0.08Ge.sub.0.92 powder with a volume percentage of 60%, and the Sn powder with a volume percentage of 40%; subsequently, mixing them uniformly; [0080] 6) Pressing the uniformly mixed powder at the condition of room temperature and 960 MPa for 15 minutes in a magnetic field at intensity of 1.5 T, thereby obtaining a cylindrical 60% MnCoCu.sub.0.08Ge.sub.0.92+40% Sn metal composite functional material with a diameter of 10 mm; [0081] 7) Curing at a temperature of 500.degree. C. for 7 days, thereby obtaining the 60% MnCoCu.sub.0.08Ge.sub.0.92+40% Sn metal composite functional material, namely, the product of this embodiment.
Embodiment 5
[0082] The present invention discloses a 75% Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1+25% InSn metal composite functional material and a preparation method thereof. The preparation method of the 75% Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1+25% InSn metal composite functional material, comprising the steps of: [0083] 1) Preparing raw materials according to the chemical formula of Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1, wherein the raw materials are commercially available metals including Mn, Go, Ge and Si with a purity higher than 99.9 wt. %, and Mn is excessively added according to the atomic ratio of 4% for compensating its volatile and burning losses during the preparation process; [0084] 2) Adopting an electric arc smelting method; feeding the prepared raw materials into a smelting furnace, vacuuming the smelting furnace until the pressure intensity reaches 3.times.10.sup.-3 Pa, and cleansing the furnace by argon; subsequently, smelting the prepared raw materials at a temperature of 1400.degree. C. for 3 minutes under the protection of argon, thereby obtaining the cast ingot Mn.sub.0.95COGe.sub.0.9Si.sub.0.1; [0085] 3) Placing the Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1 into a quartz tube with a vacuum degree of 5.times.10.sup.-3 Pa, and annealing at a temperature of 900.degree. C. for 5 days; [0086] 4) Respectively crushing and grinding the vacuumed and annealed Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1 and metal InSn by using a high energy ball mill, and screening out the irregular powder with a size smaller than 0.06 mm according to the screening standard of 250-mesh; [0087] 5) Respectively measuring out the Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1 powder with a volume percentage of 75%, and the InSn powder with a volume percentage of 25%; subsequently, mixing them uniformly; [0088] 6) Pressing the uniformly mixed powder at the condition of 800.degree. C. and 600 MPa for 15 minutes in zero magnetic field, thereby obtaining a cylindrical 75% Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1+25% InSn metal composite functional material with a diameter of 10 mm; [0089] 7) Curing at a temperature of 500.degree. C. for 7 days, thereby obtaining the 75% Mn.sub.0.95CoGe.sub.0.9Si.sub.0.1+25% InSn metal composite functional material, namely, the product of this embodiment.
[0090] The description of above embodiments allows those skilled in the art to realize or use the present invention. Without departing from the spirit and essence of the present invention, those skilled in the art can combine, change or modify correspondingly according to the present invention. Therefore, the protective range of the present invention should not be limited to the embodiments above but conform to the widest protective range which is consistent with the principles and innovative characteristics of the present invention. Although some special terms are used in the description of the present invention, the scope of the invention should not necessarily be limited by this description. The scope of the present invention is defined by the claims.
* * * * *
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.