Abrasive Article And Method Of Use
Carter; Christopher J. ; et al.
U.S. patent application number 16/474513 was filed with the patent office on 2020-01-23 for abrasive article and method of use. The applicant listed for this patent is 3M INNOVATIVE PROPERTIES COMPANY. Invention is credited to Christopher J. Carter, Martin Yale.
| Application Number | 20200023493 16/474513 |
| Document ID | / |
| Family ID | 58412326 |
| Filed Date | 2020-01-23 |
| United States Patent Application | 20200023493 |
| Kind Code | A1 |
| Carter; Christopher J. ; et al. | January 23, 2020 |
ABRASIVE ARTICLE AND METHOD OF USE
Abstract
A coated abrasive article (10) having a flexible backing (12) and an abrasive coat (20) attached to the backing (12) by a tie coat (18), wherein the tie coat (18) is liquid-softenable such that the tie coat (18) maintains the flexible backing (12) in a substantially rigid state when the tie coat (18) is dry and allows the backing (12) to flex when the tie coat (18) is in its softened state.
| Inventors: | Carter; Christopher J.; (Warwickshire, GB) ; Yale; Martin; (Leicestershire, GB) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 58412326 | ||||||||||
| Appl. No.: | 16/474513 | ||||||||||
| Filed: | December 27, 2017 | ||||||||||
| PCT Filed: | December 27, 2017 | ||||||||||
| PCT NO: | PCT/IB2017/058433 | ||||||||||
| 371 Date: | June 27, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B24D 2203/00 20130101; B24D 11/00 20130101; B24D 3/346 20130101; B24D 3/004 20130101; B24D 3/28 20130101; B24D 3/007 20130101 |
| International Class: | B24D 3/00 20060101 B24D003/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Dec 30, 2016 | GB | 1622439.6 |
Claims
1. A coated abrasive article having a flexible backing and an abrasive coat attached to the backing by a tie coat, wherein the tie coat is liquid-softenable such that the tie coat maintains the flexible backing in a substantially rigid state when the tie coat is dry and allows the backing to flex when the tie coat is in its softened state.
2. The article of claim 1 wherein the tie coat is a hydrogel.
3. The article of claim 2 wherein the tie coat contains an acrylol morpholine oxide UV-curable monomer.
4. The article of claim 1 wherein the backing is a non-woven web or foam.
5. The article of claim 4 wherein the backing is a thermoplastic web.
6. The article of claim 1 wherein the abrasive coat comprises a cured abrasive slurry containing a plurality of abrasives particles, wherein the abrasive slurry is soluble such that it retains the abrasive particles on the backing when in its solid state, and releases the abrasive particles from the backing during the process of dissolution to a dissolved state.
7. The article of claim 6 wherein the abrasive slurry is a UV light cured abrasive slurry.
8. The article of claim 7 wherein the slurry dissolves into a polishing compound upon activation by liquid.
9. The article of claim 1 wherein the liquid is water.
10. The article of claim 6 wherein the cured undissolved slurry has a surface texture comprising geometric forms.
11. The article of claim 10 wherein the geometric forms are polygons.
12. The article of claim 6 wherein the abrasive particles are formed of vermiculite, alumina or silicon carbide, preferably of alumina.
13. A method of abrading a work piece, the method including the steps of: providing a coated abrasive article having a flexible backing and an abrasive coat attached to the backing by a tie coat, wherein the tie coat is liquid-softenable such that the tie coat maintains the flexible backing in a substantially rigid state when the tie coat is dry and allows the backing to flex when the tie coat is in its softened state, the method including the further steps of: applying a liquid to the article to soften the tie coat, abrading the work piece.
14. The method of claim 13 wherein the method includes the step of: abrading the work piece with the article in a dry state prior to adding the liquid.
Description
[0001] The present invention relates to abrasive articles and methods of using the same for polishing. More particularly, it relates to an abrasive article having a water-softenable tie coat.
[0002] The preparation of automotive paint surfaces following repair after accident or other damage typically involves a multistage process. This process is initiated by de-nibbing the paint applied to the surface during the repair with a relatively coarse P1500 abrasive disc. The de-nibbed surface is then refined using a series of increasingly fine grade abrasive discs (typically P3000 and P6000 or JIS2500 and JIS6000), followed by a cutting compound and finally a polish.
[0003] As a result it is common for the operative to have to change the abrasive disk multiple times during the paint rectification process. This adds complexity and cost to the process as time is spent changing tooling rather than working on the surface to be repaired.
[0004] Furthermore it is recognised that abrasive articles with flexible backings have the disadvantage of lower cut unless a powerful rotary polisher is used. Instead a stiffer product must be used on slower random orbital sanders but at the expense of surface finish.
[0005] It is an object of the invention to at least mitigate some of the problems set out above.
[0006] According to a first aspect of the invention there is provided a coated abrasive article having
[0007] a flexible backing and an abrasive coat attached to the backing by a tie coat,
[0008] wherein the tie coat is liquid-softenable such that the tie coat maintains the flexible backing in a substantially rigid state when the tie coat is dry and allows the backing to flex when the tie coat is in its softened state.
[0009] This aspect of the invention delivers advantages as follows. When the tie coat is in its dry state, the article is able to deliver a high cut rate due to the tie coat maintaining the rigidity of the backing. However, when the tie coat is in its softened state following the application of liquid to the abrasive article the aggressiveness of the cut achieved is reduced due the increased conformity of the backing. The increased conformability allows article more readily to conform to the surface of the paint finish. A further advantage is that the only action required by the user to initiate the change in state is to add liquid, for example water. No change of abrasive article or other tooling is required to alter the cut performance of the abrasive article. This reduces the need for the user to implement multiple abrasive changes to remove dust nibs and restore paint to its original finish.
[0010] Furthermore, the invention allows the use of a random orbital sander to achieve both cut and finish since the cut achieved when using a conventional abrasive article with a flexible backing on a rotary polisher can be achieved with the abrasive article in its dry state in use on a random orbital sander. This reduces the requirement to use not only multiple abrasive discs but also the requirement to use multiple powered devices in order to restore paint to its original finish.
[0011] Preferably, the tie coat is a hydrogel.
[0012] Preferably, the tie coat contains an acrylol morpholine oxide UV-curable monomer.
[0013] Preferably, the backing is a non-woven web or foam.
[0014] More preferably, the backing is a thermoplastic web. [0015] Preferably, the abrasive coat comprises a cured abrasive slurry containing a plurality of abrasives particles,
[0016] wherein the abrasive slurry is soluble such that it retains the abrasive particles on the backing when in its solid state, and releases the abrasive particles from the backing during the process of dissolution to a dissolved state.
[0017] This aspect of the invention delivers advantages as follows. When the abrasive slurry is in its dry state, the article is able to deliver a high cut rate due to the surface texture of the cured abrasive slurry abrading the paint surface. However, when the abrasive slurry is in its dissolved state, the surface texture of the slurry breaks down allowing the slurry to deliver a high finish to the paint surface. This is advantageous since the only action required by the user to initiate the change in state is to add liquid, for example water. No change of abrasive article or other tooling is required. This eliminates the need for the user to implement multiple abrasive changes to remove dust nibs and restore paint to its original finish.
[0018] Furthermore, there is a synergistic advantage to the softening of the tie coat and the dissolution of the abrasive slurry upon the addition of liquid. The flexibility in the backing delivered by the softening of the tie coat acts to improve the effectiveness of the dissolved slurry in delivering high finish to the workpiece since the article is more readily able to conform to the shape of the workpiece.
[0019] Preferably, the abrasive slurry is a UV light cured abrasive slurry.
[0020] Advantageously this feature of the abrasive article allows surface features to be cured in the surface of the abrasive article which assist in delivering high cut when the abrasive article is in its dry state.
[0021] Preferably, the abrasive slurry dissolves into a polishing compound upon dissolution by a liquid.
[0022] Preferably, the liquid is a surfactant or emulsion or, more preferably, water.
[0023] Preferably, the cured undissolved slurry has a surface texture comprising geometric forms.
[0024] More preferably, the cured undissolved slurry has a surface texture comprising polygons.
[0025] Preferably, the abrasive particles are formed of vermiculite, alumina or silicon carbide, preferably alumina.
[0026] According to a second aspect of the invention there is provided a method of abrading a work piece, the method including the steps of:
[0027] providing a coated abrasive article having
[0028] a flexible backing and an abrasive coat attached to the backing by a tie coat,
[0029] wherein the tie coat is liquid-softenable such that the tie coat maintains the flexible backing in a substantially rigid state when the tie coat is dry and allows the backing to flex when the tie coat is in its softened state,
[0030] the method including the further steps of:
[0031] applying a liquid to the article to soften the tie coat,
[0032] abrading the work piece.
[0033] Preferably, the method includes the step of:
[0034] abrading the work piece with the article in a dry state prior to adding the liquid.
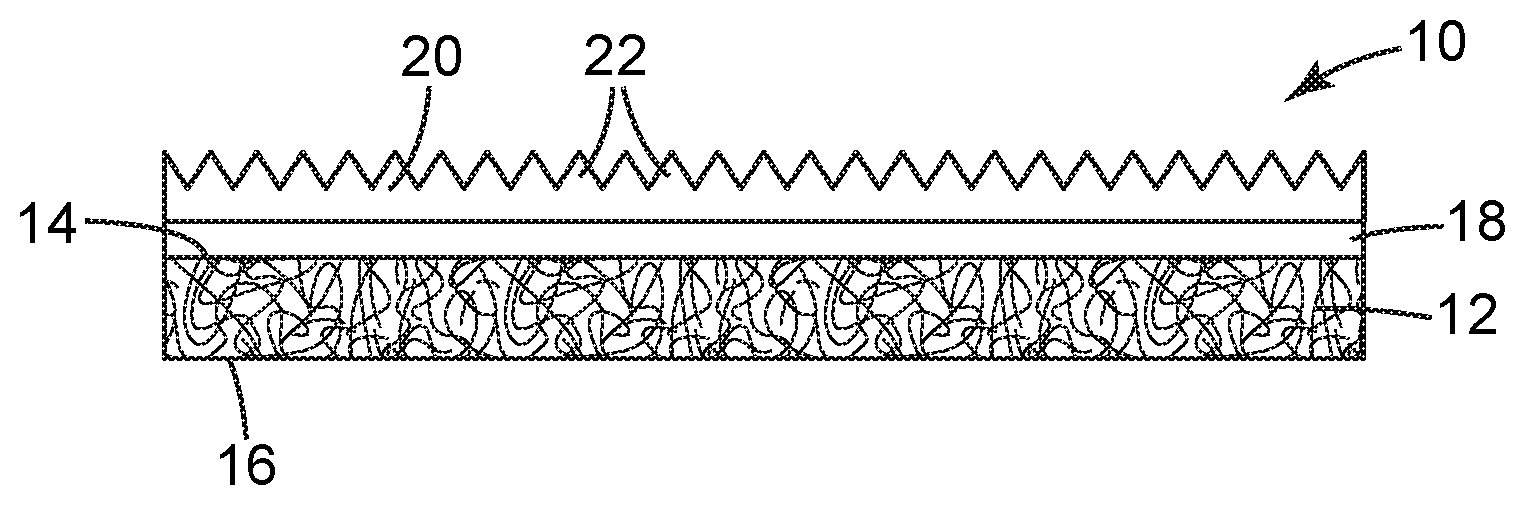
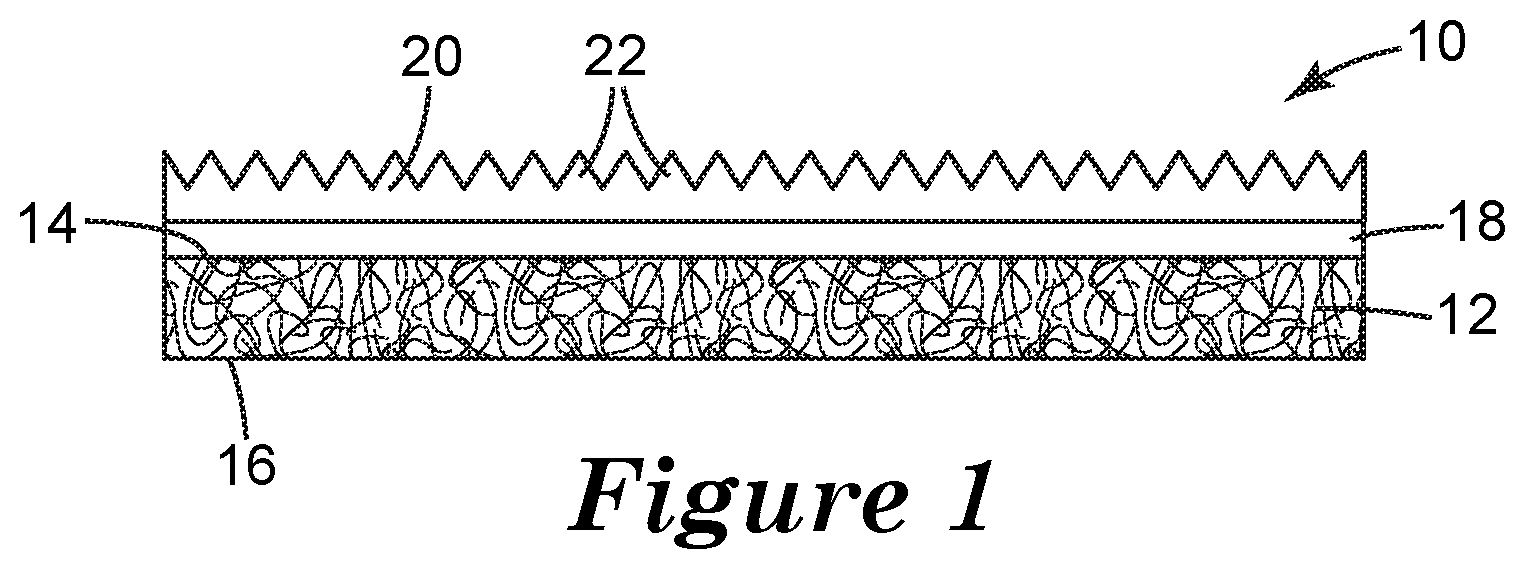
[0035] FIG. 1 shows an abrasive article in the form of an abrasive disc 10. The disc 10 is suitable for mounting on a rotary polisher or random orbital sander although it is conceivable within the scope of the invention that the abrasive article could be used for other forms of abrasive work. The disc 10 has a backing 12 with first and second opposed major surfaces 14, 16. The first major surface 14 carries a tie coat 18. An abrasive coat 20 is positioned on the tie coat 18.
[0036] The backing 12 is formed of a non-woven thermoplastic web comprising an open, lofty, three-dimensional structure of fibers bonded to one another at their mutual contact points. Such non-woven backings are well known in the art. In an alternative embodiment the backing 12 is a foam backing and other forms of backing are conceivable within the scope of the invention. The backing material, whether non-woven or foam, is flexible so as to offer a degree of compliance to the abrasive disc 10 when wet as will be described in further detail below.
[0037] The tie coat 18 serves two principal purposes. Firstly, it improves the adhesion of the abrasive coat 20 to the backing and secondly it provides a degree of control over the rigidity of the backing 12. As described above, the backing 12 is inherently flexible. However, the process of UV-curing the tie coat 18 on the backing hardens the tie coat 18 which then maintains the backing 12 in a rigid state despite its inherent flexibility. This rigidity is maintained until such time as the tie coat 18 comes into contact with water (or other liquid such as an emulsion or surfactant) at which point the tie coat 18 softens. This has two effects. Firstly, the tie coat 18 no longer maintains the backing 12 in a rigid state allowing the adhesive disc 10 to adopt a degree of compliance. This reduces the aggression of the cut of the abrasive disc 10. Secondly, the tie coat permits a degree of movement in the abrasive coat 20 which further reduces the aggression of the cut.
[0038] The tie coat 18 contains an acrylol morpholine oxide UV-curable monomer which has a high glass transition temperature, is very hard when dry but is water-soluble in its cured linear polymer form. This solubility allows the tie coat 18 (and thereby the backing 12 to which the tie coat 18 is adhered) to transition from rigid when dry to flexible when wet.
[0039] The abrasive coat 20 is formed of a UV-curable abrasive slurry which contains a plurality of abrasive particles. The abrasive particles in this embodiment are Alumina 5 .mu.m or Alumina 14 .mu.m although other suitable minerals fall within the scope of the invention. The slurry is cast into a micro-replicated tooling to form a structured abrasive once cured. This process generates a geometric surface texture on the abrasive article in the form of polygons 22. When the abrasive disc 10 is dry, the abrasive coat 20 (by way of the polygons 22) delivers aggressive cut as the tips of the polygons abrade the workpiece.
[0040] However, the abrasive slurry, like the tie coat 18 described above, contains acrylol morpholine oxide (also referred to as ACMO) which enables the abrasive slurry to dissolve upon contact with water. Thus, the addition of water to the abrasive disc 10 causes the aggressive polygons to soften and break up. This reduces the cut of the abrasive article and increases the finish. As the dissolution continues the small abrasive particles (Alumina in the range of 5 to 14 um) are freed resulting in the abrasive slurry dissolving into a polishing compound which delivers a high finish to the workpiece.
Tie Coat Formulation Example 1
TABLE-US-00001 [0041] Component % age by Weight ACMO 83.6 SR-246 1.2 TPO-L 2.8 OX-50 12.6 Total 100
Tie Coat Formulation Example 2
TABLE-US-00002 [0042] Component Mass (g) ACMO 92.7 SR-259 1.4 Klucel G 2.7 TPO-L 3.2 Total 100.0
Abrasive Coat Formulation Example 1
TABLE-US-00003 [0043] Addition 50% 5 um mix order (% age by Weight) Notes Isopar V A 11.3 Hydrocarbon Solvent to assist cut lubrication Drakesol A Hydrocarbon Solvent to assist cut lubrication 305 M120 B 1.7 Assists the formulation of micelles lauryl acrylate ACMO E 30.9 Acrylol morpholine oxide soluble monomer Byk UV- D 0.4 Oil emulsifier to promote mineral dispersal 3500 Byk W985 F 4.3 Oil emulsifier to promote mineral dispersal Alumina 5 .mu.m G 49.8 Abrasive Mineral TPO-L H 1 Catalyst for UV curing R812 C 0.7 Thickener for solvent to promote stabilization of fumed micelles silica Total 100
Abrasive Coat Formulation Example 2
TABLE-US-00004 [0044] Addition 50% 14 um mix order (% age by Weight) Notes Isopar V A 11.2 Hydrocarbon Solvent to assist cut lubrication Drakesol 305 A Hydrocarbon Solvent to assist cut lubrication M120 lauryl B 1.7 Assists the formulation of micelles acrylate ACMO E 30.6 Acrylol morpholine oxide soluble monomer Byk UV-3500 D 0.4 Oil emulsifier to promote mineral dispersal Byk W985 F 5.1 Oil emulsifier to promote mineral dispersal Alumina 14 .mu.m G 49.1 Abrasive Mineral TPO-L H 0.05 Catalyst for UV curing R812 fumed C 0.04 Thickener for solvent to promote stabilization of silica micelles Total 100
Abrasive Coat Formulation Example 3
TABLE-US-00005 [0045] Component Mix order Mass (g) Drakesol 305 A 505.08 Parol 70 B 365.12 R812 fumed C 42.6 silica Byk UV-3500 D 27.38 ACMO E 1831.68 M120 lauryl F 152.13 acrylate Byk W985 G 261.67 Irgacure 819 H 49.6 Alumina 14 I 1521.33 um 783-C OX50 fumed J 243.41 silica Total 5000
Curing was achieved in a two stage process with the tie coat being cured before application and curing of the abrasive slurry.
* * * * *
D00000
D00001
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.