Knitted Fabric And Method And Device For Producing The Knitted Fabric
MUTSCHLER; THOMAS ; et al.
U.S. patent application number 16/481680 was filed with the patent office on 2019-12-26 for knitted fabric and method and device for producing the knitted fabric. The applicant listed for this patent is TERROT GMBH. Invention is credited to JOHANNES BARTH, MICHAEL LAU, THOMAS MUTSCHLER, HERMANN SCHMODDE.
| Application Number | 20190390378 16/481680 |
| Document ID | / |
| Family ID | 61094557 |
| Filed Date | 2019-12-26 |



| United States Patent Application | 20190390378 |
| Kind Code | A1 |
| MUTSCHLER; THOMAS ; et al. | December 26, 2019 |
KNITTED FABRIC AND METHOD AND DEVICE FOR PRODUCING THE KNITTED FABRIC
Abstract
A method and device for producing knitted fabric include supplying roving to a stretching unit with stretching roller pairs and a spinning nozzle device and drawing the roving using the stretching roller pairs. Inlet and outlet roller pairs of the stretching unit are controllably driven, according to a pattern to be formed on the machine, so that the thread thickness of the drawn roving is varied by changing the relative speed between inlet and outlet roller pairs. The drawn roving is supplied to the spinning nozzle device and strengthened by applying compressed air, and the drawn, strengthened roving is supplied to the machine. The thread supply speed of the drawn, strengthened roving to the machine is set depending on the loop size to be knit by the machine by controlling rotation speed of at least one driven roller of the outlet roller pair. A knitted fabric is also provided.
| Inventors: | MUTSCHLER; THOMAS; (GEISLINGEN, DE) ; SCHMODDE; HERMANN; (HORB, DE) ; LAU; MICHAEL; (CHEMNITZ / OT MITTELBACH, DE) ; BARTH; JOHANNES; (NIEDERWIESA, DE) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 61094557 | ||||||||||
| Appl. No.: | 16/481680 | ||||||||||
| Filed: | January 18, 2018 | ||||||||||
| PCT Filed: | January 18, 2018 | ||||||||||
| PCT NO: | PCT/IB2018/050298 | ||||||||||
| 371 Date: | July 29, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D04B 1/12 20130101; D04B 1/025 20130101; D04B 9/025 20130101; D04B 9/14 20130101; D04B 1/24 20130101; D10B 2403/033 20130101 |
| International Class: | D04B 9/14 20060101 D04B009/14; D04B 1/02 20060101 D04B001/02 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jan 27, 2017 | DE | 10 2017 101 597.3 |
Claims
1-15 (canceled)
16. A method for producing a knitted fabric having a pattern, the method comprising the following steps: supplying a sliver formed as a roving of unstrengthened fiber bundles to a roving drawing and strengthening unit including a stretching unit with at least two stretching roller pairs successively disposed in a thread transport direction and a spinning nozzle device disposed downstream of the stretching unit in the thread transport direction and drawing the roving using the at least two stretching roller pairs; controllably driving at least one inlet roller pair and one outlet roller pair of the stretching unit according to the pattern of the knitted fabric to be formed on a knitting machine causing a thread thickness of the drawn roving to be varied along its length by changing a relative speed between the inlet roller pair and the outlet roller pair; supplying the drawn roving exiting the stretching unit to the spinning nozzle device and strengthening the drawn roving by applying compressed air; then supplying the drawn, strengthened roving to the knitting machine directly or by using a transport or clamping device; and setting a thread supply speed of the drawn, strengthened roving to the knitting machine depending on a loop size to be knit by the knitting machine by controlling a rotation speed of at least one driven roller of the outlet roller pair of the stretching unit.
17. The method according to claim 16, which further comprises setting the roller speed based on: the bigger the loop size to be knit by the knitting machine, the smaller the relative speed between the inlet roller pair and the outlet roller pair and the bigger the rotation speed of the at least one driven roller of the outlet roller pair is set, and the smaller the loop size to be knit by the knitting machine, the bigger the relative speed between the inlet roller pair and the outlet roller pair and the smaller the rotation speed of the at least one driven roller of the outlet roller pair is set.
18. The method according to claim 16, which further comprises setting a relative speed between the inlet roller pair and the outlet roller pair to be inversely proportional to the loop size to be knit by the knitting machine and setting the rotation speed of the at least one driven roller of the outlet roller pair to be directly proportional to the loop size.
19. The method according to claim 16, which further comprises supplying the drawn, strengthened roving to the knitting machine with constant thread tension.
20. The method according to claim 16, which further comprises supplying at least one auxiliary thread to the stretching unit, and controlling an auxiliary thread supply speed to the stretching unit depending on at least one of the loop size of the knitted fabric to be formed on the knitting machine or stretch characteristics of the auxiliary thread.
21. The method according to claim 16, which further comprises forming a plurality of drawn, strengthened rovings on separate roving drawing and strengthening units, supplying the drawn, strengthened rovings to separate knitting systems of the knitting machine by using the roving drawing and strengthening units, and controlling and operating the roving drawing and strengthening units independently of each other.
22. The method according to claim 16, which further comprises combining a plurality of roving drawing and strengthening units into one module and jointly electronically controlling the roving drawing and strengthening units.
23. The method according to claim 21, which further comprises supplying each respective knitting system of the knitting machine with drawn, strengthened roving from at least two of the roving drawing and strengthening units.
24. The method according to claim 22, which further comprises supplying each respective knitting system of the knitting machine with drawn, strengthened roving from at least two of the roving drawing and strengthening units.
25. A device for producing a knitted fabric, the device comprising: at least one knitting machine including a sinking depth adjustment device; at least one roving drawing and strengthening unit disposed upstream of said at least one knitting machine in a thread transport direction, said at least one strengthening unit including at least one stretching unit with at least two stretching roller pairs being successively disposed in the thread transport direction and at least one spinning nozzle device disposed downstream of said at least one stretching unit in the thread transport direction, said at least two stretching roller pairs including an inlet roller pair and an outlet roller pair each having at least one respective driven roller; at least one drive coupled to said at least one driven roller of said inlet roller pair and to said at least one driven roller of said outlet roller pair; a pattern control for said at least one knitting machine, said pattern control being coupled to said at least one drive; and said pattern control and said at least one drive being coupled to said sinking depth adjustment device.
26. The device according to claim 25, which further comprises at least one thread tension measuring device for determining a thread tension of a drawn, strengthened roving exiting said at least one roving drawing and strengthening unit.
27. The device according to claim 25, which further comprises at least one auxiliary thread supply device being connected to said at least one stretching unit and being controllable by at least one of said pattern control for said at least one the knitting machine or in dependence on stretch characteristics of an auxiliary thread to be supplied to said at least one stretching unit.
28. The device according to claim 25, wherein: said at least one strengthening unit includes at least two separate strengthening units being independently controlled; and said at least one knitting machine includes knitting systems each being associated with said at least two separate roving drawing and strengthening units.
29. The device according to claim 25, wherein said at least one strengthening unit includes a plurality of strengthening units combined into one module and coupled for control.
30. A knitted fabric, comprising: a drawn, strengthened roving having a thread thickness varying along its length; said thread thickness of said drawn, strengthened roving being formed in dependence on a respective loop size of the knitted fabric; and said thread thickness increasing with increasing loop size and decreasing with decreasing loop size.
31. The knitted fabric according to claim 30, wherein the knitted fabric is a seamless, circularly-knitted, knitted fabric with varying diameter and constant opaqueness.
Description
[0001] The present invention relates to a method for producing a knitted fabric, whereby a sliver in form of a roving of fiber bundles that have not been strengthened is supplied to a roving drawing and strengthening unit, which comprises a stretching unit with at least two stretching roller pairs being successively arranged in thread transport direction and a spinning nozzle device being arranged downstream of the stretching unit in the thread transport direction and is drawn by the at least two stretching roller pairs, wherein at least one inlet roller pair and one outlet roller pair of the stretching unit are controllably driven according to the pattern of the knitted fabric to be formed on the knitting machine in such a way that the thread thickness of the drawn roving is varied throughout its length by changing the relative speed between the inlet roller pair and the outlet roller pair, the drawn roving exiting the stretching unit is supplied to the spinning nozzle device and is strengthened by it by means of applying pressurized air, and thereupon the drawn, strengthened roving is supplied to the knitting machine directly or by using a means for transport or clamping.
[0002] The present invention furthermore relates to a device for producing a knitted fabric which comprises at least one knitting machine, at least one roving drawing and strengthening unit being provided upstream of the knitting machine in thread transport direction, which comprises at least one stretching unit with at least two stretching roller pairs being successively arranged in thread transport direction, wherein at least one driven roller of an inlet roller pair and at least one driven roller of an outlet roller pair of the stretching unit are coupled with at least one drive, which is/are coupled with the pattern control for the knitting machine.
[0003] Moreover, the present invention relates to a knitted fabric which is formed of a drawn, strengthened roving with a thread thickness varying along its length, wherein the thread thickness of the drawn, strengthened roving is formed depending on the pattern of the knitted fabric.
[0004] The document DE 10 2011 053 396 discloses a device and a method for producing a knitted fabric, whereby a knitting machine is directly coupled with a roving drawing and strengthening unit, which comprises a stretching unit for drawing a roving and a spinning nozzle device for temporarily strengthening the drawn roving, wherein the length of thread strengthening segment subsequent to the spinning nozzle device is defined by a clamping roller pair. Hereby, the drawn, strengthened roving can be led directly from the roving drawing and strengthening unit across a long segment appropriate for industrial applications to the knitting machine. Hereby, particularly soft and voluminous knitted fabrics can advantageously be produced.
[0005] In addition, threads with varying thread thickness are known from the prior art, however, the thread thickness of such so-called knop threads is merely changed with regard to the look of the knitted fabric being produced from the thread. Hereby, the knop thread can comprise thickenings, so called knops, at regular or irregular distances. Threads with knops varying in their length and their distance to each other are especially used for the production of knitted fabrics which are supposed to give the impression that they have been hand-knitted.
[0006] In the document DE 1 910 034 A, a method and a device for producing threads with randomly varying thread thickness is described, wherein random changes of the thread thickness of the basic thread are induced and the thickness and the length of the produced knops are at the same time varied in a random way. For this purpose, the device described in the document DE 1 910 034 A comprises a controllable drive device running with a variable rotation speed. During normal operation, the drive unit is connected with a rear set of stretching devices in order to drive it completely independently from a frontal set of stretching devices allocated to this set, which is provided at a distance from the rear stretching devices. The supply of a strand of a textile material to the stretching zone extending between the sets of stretching devices can thus be regulated completely independently of the speed with which the drawn roving is delivered by the frontal set of stretching devices. For generating the thickenings of the knop thread, a randomly changing signal is generated according to the method, which causes for the operating speed of the rear set of stretching devices to be controlled completely independently from the operating speed of the front set of stretching devices. Although it is emphasized in document DE 1 910 034 A that the changes of the thread thickness do not generate a repetitive pattern in the produced thread, it is, however, also mentioned that there can be certain cases in which it is desired to program the changes of the thread thickness in advance according to a determinable pattern.
[0007] The method described in the document DE 1 910 034 A as well as the device described therein are solely used for producing thread with varying thread thickness, which is subsequently processed for the production of a textile, such as a fabric.
[0008] In the document WO 2016/091521 A1, a combination of spinning device and knitting machine is used, wherein a fiber compound or a thread of variable thickness can be produced out of a roving with the spinning device and can be supplied to the loop forming elements of the knitting machine. For this, at least two roller pairs of a stretching unit of the spinning device comprise their own driving units being controllable independently of each other, by which the relative speed between an inlet and an outlet roller pair of the stretching unit can be changed or friction spinning devices with at least one feed roll are provided on the machine, whose speed is controllable in relation to a pair of draw-off rollers. With the known device and the known method, knitted fabric with a pattern can be produced, which is generated by the formation of loops with a varying fiber compound or thread thickness, wherein the pattern is formed by variation of the fiber compound or thread thickness in course direction and/or in wale direction.
[0009] It is the object of the present invention to provide a method, a device and a knitted fabric with even higher variability in the formation of patterns with a simultaneously optimized material use.
[0010] The object is on the one hand solved by a method of the of the above-mentioned type, whereby the thread supply speed of the drawn, strengthened roving to the knitting machine is set depending on the loop size to be knit by the knitting machine by controlling the rotation speed of at least one roller of the outlet roller pair of the stretching unit.
[0011] Advantageously, the material use when producing a knitted fabric can be optimized by processing the drawn, strengthened roving varying in its thickness. With the method according to the invention, the thread thickness of the drawn, strengthened roving exiting the roving drawing and strengthening unit is changed for this purpose with the roving drawing and strengthening unit coupled with the knitting machine according to a pattern knit by the knitting machine.
[0012] For producing the drawn, strengthened roving varied in thickness, a sliver in form of a fiber bundle that has not been strengthened is supplied to a stretching unit of the roving drawing and strengthening unit, which is drawn by at least two stretching roller pairs of the stretching unit successively arranged in thread transport direction and strengthened by a spinning nozzle device provided subsequent to the stretching unit in thread transport direction. For strengthening the roving drawn in the stretching unit, it is applied with compressed air by the spinning nozzle device. The strengthening segment can, for example, be closed by a clamping roller pair subsequent to the spinning nozzle device in thread transport direction, whereupon the drawn, strengthened roving varying in thickness can be easily transported over long distances directly from the roving drawing and strengthening unit to the knitting machine arranged subsequent to it in thread transport direction.
[0013] For changing the thread thickness of the drawn, strengthened roving being produced in the roving drawing and strengthening unit, at least one inlet roller pair, that is the first stretching roller pair of the stretching unit in thread transport direction, and one outlet roller pair, that is the last stretching roller pair of the stretching unit in thread transport direction, are controllably driven according to the pattern of the knitted fabric to be formed on the knitting machine. The control thereby happens in such a way that the thread thickness of the drawn roving generated by the stretching unit is varied throughout its length by changing the relative speed between the inlet roller pair and the outlet roller pair. The thread thickness of the drawn roving can be varied throughout its length according to pattern by changing the relative speed between the inlet roller pair and the outlet roller pair.
[0014] For this, the rotation speed of the controlled inlet roller pair is preferably changed that more or less sliver is supplied to the stretching unit depending on the set rotation speed. The rotation speed of the outlet roller pair can for example be kept constant at the same time. However, in alternative embodiments, the rotation speed of the outlet roller pair can also be varied relative to an unchanging speed of the inlet roller pair depending on the pattern to be knit. Furthermore, both the inlet and the outlet roller pair can be controllably driven in such a way that the thread thickness of the drawn roving exiting the stretching unit can be adjusted to the pattern to be knit over the relative speed between the inlet and the outlet roller pair. The rotation speed of the controlled inlet roller pair can be changed according to pattern.
[0015] With an increase of the rotation speed of at least one driven roller of the inlet roller pair relative to the rotation speed of at least one driven roller of the outlet roller pair, the thread thickness of the drawn, strengthened roving to be produced, increases. Vice versa, the thread thickness of the drawn, strengthened roving to be produced decreases with a reduction of the rotation speed of at least one driven roller of the inlet roller pair relative to the rotation speed of at least one driven roller of the outlet roller pair.
[0016] Advantageously, only one roller each of the stretching roller pairs is driven, wherein the respective second roller by pressing against the driven roller, is moving in opposite direction to it. However, in alternative embodiments of the invention, both rollers of a stretching roller pair can also be driven.
[0017] In alternative variants of the method according to the invention, the sliver supplied to the stretching unit can furthermore also be drawn by more than two, for example three or four stretching roller pairs.
[0018] It is preferable for the spinning nozzles of the spinning nozzle device to twist the drawn roving in thread transport direction and convey it automatically, wherein the spinning nozzle device preferably comprises at least two spinning nozzles which work pneumatically and apply compressed air to the drawn roving exiting the stretching unit with respectively opposite rotation directions.
[0019] Furthermore, it is also preferable if the at least one clamping roller of a clamping roller pair provided downstream of the spinning nozzle device in thread transport direction is driven, wherein, depending on the embodiment of the method according to the invention, the rotation speed of the at least one clamping roller can herein also be changed, for example depending on the pattern to be knit. By leading the drawn, strengthened roving through the clamping roller pair, the strengthening segment of the spinning nozzle device can be limited, whereby the drawn, strengthened roving can be transported up to the respective knitting spot with sufficient strength.
[0020] With the method according to the invention, the thread supply speed of the drawn, strengthened roving to the knitting machine is furthermore set depending on the loop size to be knit by the knitting machine by controlling the rotation speed of at least one driven roller of the outlet roller pair of the stretching unit.
[0021] With the method according to the invention, the change of the thread supply speed is thus enabled by adjusting the rotation speed of the last stretching roller pair of the stretching unit in thread transport direction, wherein the rotation speed of the outlet roller pair is to be set higher for an increasing thread supply speed and its rotation speed is to be set lower for attaining a decreasing thread supply speed.
[0022] With the method according to the invention, both the thread fineness or thread thickness, that is the mass of the thread per thread section, and the thread supply amount are thus adjusted to the respective loop size to be knit of the knit fabric to be formed.
[0023] It has proven to be especially advantageous if only one roller of the outlet roller pair is driven depending on the according to the respective loop size to be knit and the necessary thread supply amount to the knitting machine and the corresponding roller is put into motion by pressing it against the driven roller. Furthermore, both rollers of the outlet roller pair can also be driven according to pattern.
[0024] By changing the thread supply speed, loops with different sizes can be knit on the knitting machine, wherein the loop size to be knit is facilitated by varying the sinking depth on the knitting machine. By knitting loops with different sizes, transparent and less transparent areas in a knitted fabric can be produced.
[0025] By proportionally changing the relative speed of the inlet roller pair to the outlet roller pair and a resulting change in thread thickness of the drawn, strengthened roving used on the knitting machine for forming loops as well as an easily attainable variation of the loop size by means of changing the thread supply speed, knitted fabrics can furthermore be produced, which comprise an almost constant surface weight and are characterized by a nearly homogenous transparency or opaqueness.
[0026] Leggings or tights known from the prior art are, if they are not assembled out of different parts, consistently formed out of one knit fabric with consistent thread thickness. This leads to the leggings or the tights being transparent or translucent, for instance in the buttocks area due to an increased stretching. In order to prevent for underwear and/or skin to shine through, the leggings or the tights need to be bought correspondingly large, which in turn has the disadvantage of it slipping more easily and not being tight enough, for example in the calf area.
[0027] When producing a circular knit fabric, the diameter of the knit fabric is largely defined by the constructive conditions, such as cylinder diameter and number of needles. This can only be changed within certain limits by variating the loop size. Producers use this effect with leggings. With increasing loop size, the diameter of the knit fabric is also increasing. Thus, a certain shape can be given to a leggings leg. However, this shaping is only possible with a previously set thread thickness. In the prior art, the opaqueness is therefore higher with small loops and thus a small diameter of the knit fabric than with big loops and thus a big diameter of the knit fabric.
[0028] With the method according to the invention, it is in contrast possible, to adjust the thread thickness as well as the loop size to the knitting pattern to be formed. In a preferred embodiment of the method according to the invention, the stretching unit is therefore controlled in such a way that the larger the loop size to be knit by the knitting machine, the smaller the relative speed between the inlet roller pair and the outlet roller pair and the larger the rotation speed of the at least one driven roller of the outlet roller pair is set, and the smaller the loop size to be knit by the knitting machine, the larger the relative speed between the inlet roller pair and the outlet roller pair and the smaller the rotation speed of the at least one driven roller of the outlet roller pair is set. With knitted fabrics such as leggings or tights, an unsightly show-through of underwear and/or skin, for example in the buttocks area, can thereby be prevented due to an increased stretching in this area.
[0029] When using the method according to the invention, the loops in areas in which the produced knitted fabric is exposed to a higher stretching during wear, such as the buttocks area, are hereby on the one hand knitted larger and on the other hand the thread thickness is enlarged depending on the size of the loops. Accordingly, the thread thickness is adjusted depending on the size of the loops to be formed, wherein the thread thickness of the drawn, strengthened roving supplied to the knitting spot is increasing with increasing loop size and with decreasing loop size its thread thickness is decreasing. With the method according to the invention, the loop size and the thread thickness of the knitted fabric to be formed are thus set according to pattern.
[0030] Preferably, the relative speed between the inlet roller pair and the outlet roller pair is therefore set inversely proportional to the loop size to be knit by the knitting machine and the rotation speed of the at least one driven roller of the outlet roller pair directly proportional to the loop size.
[0031] In order to facilitate a particularly easy knitting of the drawn, strengthened roving and to knit a knitted fabric of very high quality, it has proven to be especially advantageous if the drawn, strengthened roving is supplied to the knitting machine with constant thread tension. In alternative embodiments of the method according to the invention, the drawn, strengthened roving can also be supplied to the knitting machine with a thread tension that is not constant, but can for example be adjusted to the knitting pattern.
[0032] With regard to the durability of the knitted fabric to be produced, it has furthermore also proven to be helpful if at least one auxiliary thread is supplied to the stretching unit, wherein an auxiliary thread supply speed to the stretching unit is controlled depending on the loop size of the knitted fabric to be formed on the knitting machine and/or depending on stretching characteristics of the auxiliary thread. The auxiliary thread supply speed to the stretching unit can also be controlled depending on the pattern of the knitted fabric to be formed on the knitting machine.
[0033] It has thereby proven to be particularly practical, if the auxiliary thread is drawn by the last stretching roller pair of the stretching unit in thread transport direction, that is the outlet roller pair. Since the individual rollers of the stretching unit are possibly moving with a differing rotation speed, the auxiliary thread supplied to the last stretching unit roller pair of the stretching unit is only exposed to a single rotation speed so that the supply of the auxiliary thread can be suitably adjusted to this rotation speed and thus to the pattern of the knitted fabric to be formed on the knitting machine. In other variants of the method according to the invention, the auxiliary thread can, however, also be supplied to the roving on another spot, for example before supplying it to the stretching unit. By supplying the auxiliary thread to the roving, a core-sheath thread is advantageously formed, in which the drawn, strengthened roving entwines the auxiliary thread in bundles.
[0034] Depending on the embodiment of the method according to the invention or the knitted fabric to be formed thereby, an inelastic thread, a so-called core thread, or an elastic thread, a so-called elastane thread, can be used as an auxiliary thread. By using the auxiliary thread, the drawn, strengthened roving comprising the auxiliary thread to be supplied to the knitting machine, can be provided with heightened stability.
[0035] Furthermore, more than one auxiliary thread, for example two or three auxiliary threads can also be supplied to the roving. Hereby, it has shown to be advantageous if the respective auxiliary threads are supplied to the stretching unit by separate auxiliary thread supply devices. They can, however, also be transported to the roving by means of a single auxiliary thread supply device.
[0036] By inserting the at least one auxiliary thread into the roving and the thread thickness or thread count adjusted to the respective loop size to be knit, a knitted fabric can preferably be produced, with which an unsightly shimmer-through effect due to a large stretching, which is, as stated above, often the case with leggings or tights in the buttocks area, can be prevented. As a result, a knitted fabric can be produced, which comprises a nearly constant transparency or opaqueness and a nice even overall appearance without unwanted shimmer-through effects, especially when being worn.
[0037] With the present invention, the at least one auxiliary thread, such as at least one elastane thread, can be inserted into the roving as a core thread, that is an auxiliary thread being encased by fibers of the roving. This has advantages in the future product regarding clothing physiology for the person doing the wearing. The elastane then does not lie on the skin, as is the case with a plating, but is covered by the fibred sheathing.
[0038] In an especially advantageous embodiment of the method according to the invention, several drawn, strengthened rovings are formed on separate roving drawing and strengthening units and are supplied to the knitting machine by these separate knitting systems, wherein the roving drawing and strengthening units are controlled and operated independently of each other. Such an embodiment has especially proven to be advantageous with the use on small circular knitting machines.
[0039] In alternative embodiments of the method according to the invention, two or more drawn, strengthened rovings can, however, also be formed by a shared roving and strengthening unit and be subsequently supplied to one or several separate knitting system(s) of the knitting machine.
[0040] It is also possible for several roving drawing and strengthening units to be combined to a module and to be jointly electronically controlled. Hereby, either all roving drawing and strengthening units or only individual roving drawing and strengthening units can be combined to a module. A modular operation of the roving drawing and strengthening units has proven to be particularly advantageous with regard to small circular knitting machines.
[0041] In advantageous embodiments of the method according to the invention, one knitting system each of the knitting machine is supplied with drawn, strengthened roving by at least two of the roving drawing and strengthening units. Hereby, two, three, four or more than four strands of drawn, strengthened roving can be generated separately and be joined on the respective knitting system, that is the respective loop forming spot. Hereby, it is possible to include different rovings of different materials and/or with different thread characteristics in the knit fabric to be formed.
[0042] The object of the present invention is furthermore solved by a device of the above-mentioned type, whereby the knitting machine comprises a sinking depth adjustment device, which is coupled with the pattern control for the knitting machine and the at least one drive for the at least one driven roller of an outlet roller pair.
[0043] By the pattern controlled drive of at least one driven roller of the inlet roller pair, that is the first stretching roller pair in thread transport direction, of the stretching unit relative to the drive of at least one driven roller of the outlet roller pair, that is the last roller pair in thread transport direction, of the stretching unit, a drawn, strengthened roving with varying thread thickness can be formed by the device according to the invention, whose material use is ideally adjusted to the loop structure to be formed on the knitting machine.
[0044] For this, the knitting machine is coupled with a roving drawing and strengthening unit, which comprises at least one stretching unit with at least two clamping roller pairs successively arranged in thread transport direction, a spinning nozzle device provided downstream in thread transport direction and preferably, but not necessarily, a clamping roller pair limiting the strengthening segment of the spinning nozzle device.
[0045] For producing the drawn, strengthened roving, the first clamping roller pair of the stretching unit in thread transport direction is supplied with a sliver in form of a fiber bundle that has not been strengthened, which is stretched by the individual stretching roller pairs and strengthened by means of the spinning nozzle device. The drawn, strengthened roving can obtain additional stability by the successively arranged clamping roller pair.
[0046] With the device according to the invention, at least one roller each of the respective stretching roller pair is driven by a drive, wherein both rollers can also be driven. A change in thread thickness is particularly achieved by varying the rotation speed of the inlet roller pair relative to the outlet roller pair of the stretching unit.
[0047] The spinning nozzle device being successively arranged to the stretching unit in thread transport direction preferably comprises two self-conveying spinning nozzles, whereby the transport of the drawn roving takes place through an air current of the spinning nozzles directed towards the working direction. Advantageously, both spinning nozzles are successively arranged in thread conveying direction, wherein they are working pneumatically and comprise a rotary current opposing one another.
[0048] The clamping roller pair being preferably arranged successively to the spinning nozzle device in thread transport direction, can also be coupled or couplable with a drive, by which at least one clamping roller of the clamping roller pair is driven. By leading the drawn, strengthened roving through the clamping roller pair, the drawn, strengthened roving obtains additional stability and strength, whereby the drawn and, after the spinning nozzle strengthening, clamped roving can be easily transported to the knitting machine even across a relatively long distance without the only temporarily strengthened roving disintegrating during that transport. By that way of coupling of spinning device and knitting machine, especially soft knitted fabrics can be produced very efficiently, space-saving and at comparatively low costs.
[0049] In an especially preferred embodiment of the device according to the invention, the knitting machine comprises a sinking depth adjustment device which is coupled to the pattern control for the knitting machine.
[0050] The loop size to be knit can advantageously be varied by means of the sinking depth adjustment device. The coupling of the sinking depth adjustment device with the pattern control of the knitting machine facilitates the loop size to be changed depending on a pattern to be knit. Depending on the loop size to be produced, a loop-forming needle is more or less driven out by means of the sinking depth adjustment device.
[0051] Especially in combination with an adjustment of the thread thickness, knitted fabrics, such as leggings or tights, can thus be produced, which comprise a nearly identical level of transparency or opaqueness, even when being worn. Hereby, an unsightly show-through of skin and/or underwear due to an increased stretching of the knitted fabric, for example in the buttocks area of a female or male wearer, can be prevented. Expediently, the loops are hereby formed larger in the areas, in which the knitted fabrics are exposed to higher stretches, for example in the buttocks area of a female or male wearer, wherein the thread thickness of the knitted fabric is increased at the same time. For forming an especially transparent knitted fabric, the thread thickness can, however, also be reduced with increasing loop size. The adjustment of the thread thickness can also take place according to pattern.
[0052] In an advantageous embodiment of the device according to the invention, the device comprises a measuring device for determining a thread tension of a drawn, strengthened roving exiting the roving drawing and strengthening unit. By means of the measuring device it can be ensured that the drawn, strengthened roving is supplied to the respective knitting spot of the knitting machine with constant thread tension, whereby the drawn, strengthened roving can be processed especially suitably and a knitted fabric with high quality can be produced at the same time.
[0053] The measuring device can furthermore also be used for determining a thread transport speed or another process parameter. Advantageously, the spinning and/or knitting process is controlled by means of the data determined by the measuring device, wherein hereby one or several process parameters such as the rotation speed of one or several stretching roller pairs can be adjusted.
[0054] In a preferred embodiment of the device according to the invention, the device comprises at least one auxiliary thread supply device connected to the stretching unit and controllable by the pattern control for the knitting machine and/or depending on the stretching characteristics of an auxiliary thread suppliable to the stretching unit. By inserting an auxiliary thread into the drawn, strengthened roving, it obtains an additional strength and stability. Furthermore, stretching characteristics of the drawn, strengthened roving can, for example, be influenced by the auxiliary thread.
[0055] Advantageously, the auxiliary thread supply device comprises a discharge realized by the outlet roller pair of the stretching unit, that is the last roller pair in thread transport direction, whereby the auxiliary thread can be received by the last stretching roller pair and bound into the drawn thread. By supplying the auxiliary thread only during the main drawing, the auxiliary thread only runs through one clamping spot of the stretching unit. The speed of the auxiliary thread supply device can thereby be ideally adjusted to the rotation speed of the last stretching unit roller pair and/or the pattern control of the knitting machine. Furthermore, the auxiliary thread supply device can also be controlled depending on the stretching characteristics of the auxiliary thread.
[0056] Depending on the application, the auxiliary thread can be formed elastic or inelastic. By supplying an auxiliary thread to the drawn, strengthened roving, a core-sheath thread is preferably formed, in which the core is formed by the auxiliary thread. In alternative embodiments of the device according to the invention, more than one auxiliary thread, for example two or three auxiliary threads can be supplied to the drawn, strengthened roving.
[0057] By forming the drawn, strengthened roving as a core-sheath thread, an unsightly shimmer-through effect of the produced knitted fabric, such as a leggings or a tight, can advantageously be prevented when the knitted fabric is stretched. Furthermore, a shimmer-through effect can also be prevented by enlarging the loops in combination with the increase of the thread thickness in areas of high levels of stretching.
[0058] It has furthermore also proven to be especially advantageous if at least two separate roving drawing and strengthening units each, being independent of each other with regard to control, are assigned to knitting systems of the knitting machine. Such an embodiment has proven to be especially advantageous with regard to the use with a small circular knitting machine.
[0059] However, in alternative embodiments of the device according to the invention, several of the roving drawing and strengthening units can also be combined to a module and be coupled with regard to control. Such an application is to be considered as advantageous, particularly with regard to the usage with large circular knitting machine. Depending on the application, all or only individual roving drawing and strengthening units can herein be coupled with regard to control.
[0060] The object of the present invention is furthermore solved by a knitted fabric of the above-mentioned type in which the thread thickness of the drawn, strengthened roving is formed depending on the respective loop size of the knitted fabric, wherein the thread thickness increases with increasing loop size and the thread thickness decreases with decreasing loop size.
[0061] By the pattern-controlled variation of the thread thickness, the material usage can be ideally adjusted to the loop structure of the knitted fabric. With the knitted fabric according to the invention, the thread thickness of the drawn, strengthened roving used for its production is furthermore formed depending on the respective loop size of the knitted fabric, wherein the thread thickness increases with increasing loop size and the thread thickness decreases with decreasing loop size.
[0062] Especially preferably, the knitted fabric is a seamless, circularly knitted knitted fabric with changing diameter and yet constant opaqueness. Thus, the knitted fabric can for example be a stocking, whose diameter increases from bottom to top in the calf area, whereby the loop size increases from bottom to top in this calf area and yet the opaqueness remains the same, since, according to the invention, both more as well as thicker thread is supplied to the knitting spot when knitting this calf area from bottom to top, that is with loops increasing in size. The same applies vice versa when knitting this calf area from top to bottom, where both less as well as thinner thread is supplied to the knitting spot with loops decreasing in size. The knitted fabric according to the invention is thereby formed in such a way that it constantly comprises the same transparency or opaqueness in a stretched or worn state. In alternative embodiments of the knitted fabric according to the invention, the thread thickness can, however, also decrease with increasing loop size so that apart from especially opaque, especially transparent areas can be produced.
[0063] The knitted fabric can be a knitted fabric comprising a pattern.
[0064] Preferred embodiments of the present invention, their structure, function and advantages are explained in more detail by the following figures, wherein
[0065] FIG. 1 schematically shows a section of a drawn roving with varying thread thickness formable as an intermediate product in an embodiment of the method according to the invention in a side view;
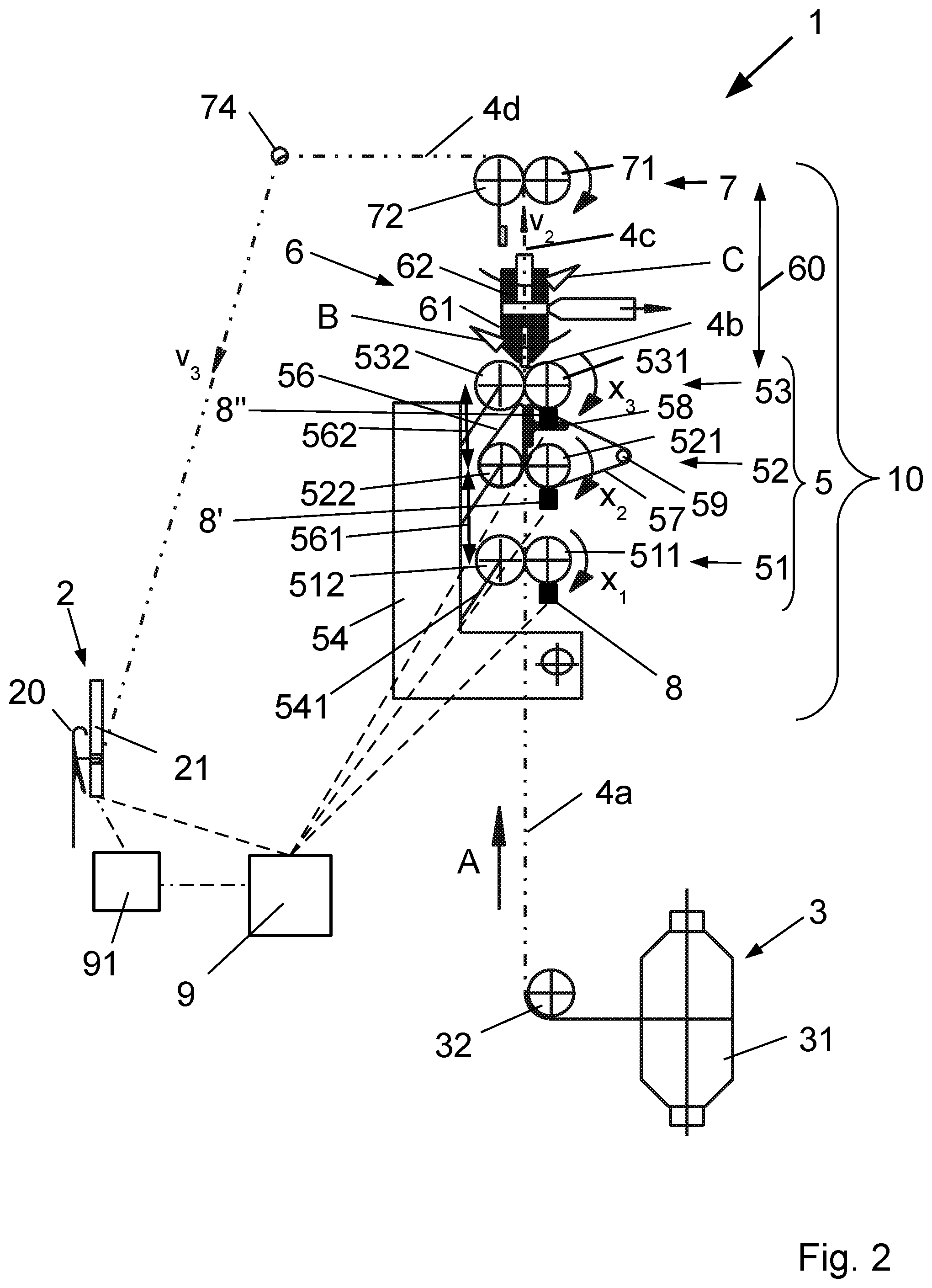
[0066] FIG. 2 schematically shows a possible embodiment of a device according to the invention in a cut side view; and
[0067] FIG. 3 schematically shows another possible embodiment of a device according to the invention in a cut side view.
[0068] FIG. 1 schematically shows a section of a drawn roving 4b formable as an intermediate product of an embodiment of the method according to the invention in a side view, wherein the roving 4b comprises a length l in the shown example.
[0069] The roving section of the roving 4b shown in FIG. 1 comprises three areas 41, 41', 42, which are characterized by different thread thicknesses d, d'. As depicted in FIG. 1, the roving 4b comprises a larger thread thickness d' in the area 42 than in the areas 41, 41'. Hereby, thread thickness d, d' is adjusted to a pattern to be knit on the knitting machine, to which the roving 4b is supplied in a temporarily strengthened form as a drawn, strengthened roving. The thread thickness d, d' and the length of the areas in which the roving 4b comprises a larger or smaller diameter, are thereby formed according to pattern. In contrast to the depiction in FIG. 1, the roving 4b can hereby also comprise a constant thread thickness d, d' over a long distance. The thread thickness d, d' can also vary at very short distances. The areas 41, 41', 42, in which the thread thickness d, d' changes, can regularly recur or be formed irregularly according to pattern.
[0070] The drawn roving 4b consists of individual fibers 40, which encompass an auxiliary thread not visible here. Depending on the application, the auxiliary thread can be formed elastic or inelastic. A drawn roving, which does not comprise an auxiliary thread or more than one auxiliary thread, can also be formed.
[0071] FIG. 2 schematically shows an embodiment of an embodiment of a device 1 according to the invention in a cut side view, wherein the same reference signs as in FIG. 1 describe the same component and it is being referred to the above description in this regard.
[0072] The device 1 shown in FIG. 2 comprises a knitting machine 2 as well as a roving drawing and strengthening unit 10 coupled with the knitting machine 2.
[0073] The roving drawing and strengthening unit 10 comprises a stretching unit 5, a spinning nozzle device 6 provided downstream of the stretching unit 5 in a thread transport direction A and, in the shown embodiment, a clamping roller pair 7 subsequent to the to the spinning nozzle device 6 in the thread transport direction A.
[0074] In the embodiment shown in FIG. 2, the stretching unit 5 comprises three stretching roller pairs 51, 52, 53 successively arranged in the thread transport direction A, provided at distances 561, 562 to each other. In alternative embodiments, the device 1 can, however, also comprise only two stretching roller pairs 51, 53 or more than three stretching roller pairs 51, 52, 53. The stretching roller pairs 51, 52, 53 are in turn formed by two rollers 511, 512, 521, 522, 531, 532, respectively.
[0075] For producing a drawn, strengthened roving 4d, a sliver 4a in form a fiber bundle that has not been strengthened, is supplied to the first stretching roller pair 51 of the stretching unit 5 in thread transport direction A, the inlet roller pair. In the shown embodiment, the sliver 4a is provided by a roving supply unit 3, which comprises a flyer bobbin 31 and is led to the inlet roller pair 51.
[0076] In the stretching unit 5, the sliver 4a is stretched by means of the stretching roller pairs 51, 52, 53. For this, one roller 511, 521, 531 each of the respective stretching roller pair 51, 52, 53 is coupled with a drive 8, 8', 8'', which drives the respective roller 511, 521, 531.
[0077] As shown in FIG. 2, the rollers 512, 522, 532 of the respective stretching roller pair 51, 52, 53 which are not driven, are pressed against the driven rollers 511, 521, 531 by means of a stretching unit pressure arm 54 using springs 541 in the exemplary shown device 1 according to the invention. Hereby, the rollers 512, 522, 532 are mounted in such a way that they can rotate in opposite direction to the rollers 511, 521, 531.
[0078] For producing the drawn roving 4b with thread thickness d, d' adjusted to the respective loop size, the drives 8, 8', 8'' are coupled with a pattern control 9, wherein the rotation speed x.sub.1 of the drive 8 of the roller 511 of the inlet roller pair 51 is particularly controlled relative to the rotation speed x.sub.3 of the outlet roller pair 53 depending on a pattern to be knit by the knitting machine 2 by changing the rotation speed x.sub.1 of the inlet roller pair 51 in the shown example, wherein the rotation speed x.sub.2 of the stretching roller pair 52 follows that of the stretching roller pair 51 with a predefined or selectable transmission ratio and the rotation speed x.sub.3 of the stretching roller pair 53 is kept constant.
[0079] In order to be able to influence the loop size to be knit as well, the pattern control 9 is furthermore coupled with a schematically depicted sinking depth adjustment device 91 of the knitting machine 2. Hereby, the process is advantageously controlled in such a way that the thread thickness d' increases with increasing loop size and the thread thickness d also decreases with decreasing loops so that knitted fabrics such as leggings or tights can be produced, which comprise a nearly constant transparency or opaqueness even when being worn, whereby an unsightly show-through on spots which are potentially more stretched than others, can be prevented. In alternative variants, the process can, however, also be controlled in such a way that the thread thickness d, d' decreases with increasing loop size and vice versa. Accordingly, particularly transparent areas in the knitted fabric can be formed.
[0080] The drawn roving 4b exiting the stretching unit 5 subsequently enters a spinning nozzle device 6. In the spinning nozzle device 6, a rotation of the drawn roving 4b by means of air jets takes place. The spinning nozzle device 6 thereby consists of two successively arranged spinning nozzles 61, 62 which are air twirling nozzles. The air currents generated by the two spinning nozzles 61, 62 comprise opposing rotation directions B, C so that a false twist is formed.
[0081] In the shown embodiment, a clamping roller pair 7 is provided subsequent to the spinning nozzle device 6 in the thread transport direction A, which comprises two clamping rollers 71, 72 being rotatable in opposite directions to each other. The drawn, strengthened roving 4c exiting the spinning nozzle device 6, is led through the clamping rollers 71, 72 pressed against each other, so that on the one hand a passage and on the other hand a clamping spot for the roving 4c is formed. Hereby, the clamping spot limits the fiber strengthening segment after the spinning nozzle device 6. The drawn, strengthened roving 4d exits the clamping roller pair, which is subsequently directly supplied to the knitting machine 2.
[0082] In the embodiment of the device 1' according to the invention depicted in FIG. 3, an inelastic auxiliary thread 22 is supplied to the roving 4b by means of an auxiliary thread supply device 220, which serves for increasing the strength of the drawn, strengthened roving 4d. The inelastic auxiliary thread 22 is thereby drawn off a spool 24 by an auxiliary thread clamping roller pair 23, in the shown embodiment supplied to the stretching unit 5 via a thread guiding tube 26 and integrated into the roving 4b. In the shown example, the inelastic auxiliary thread 22 is supplied to the last stretching roller pair of the stretching unit 5 in the thread transport direction A, that is the outlet roller pair 53, whereby the thread supply speed v.sub.4 of the auxiliary thread 22 thus only needs to be adjusted to the rotation speed x.sub.3 of the outlet roller pair 53.
[0083] The thread tension of the inelastic auxiliary thread 22 can be checked by means of a thread tension measuring device 43 provided between the auxiliary thread clamping roller pair 23 and the stretching unit 5. Especially with regard to the quality of the produced knitted fabric as well as the execution of the knitting process, it has proven to be advantageous if the device 1, 1' comprises the thread tension measuring device 43 for determining a thread tension of a roving 4d exiting the auxiliary thread clamping roller pair 23 so that the roving 4d can be supplied to the knitting machine 2 with constant thread tension.
[0084] In the embodiment of FIG. 3, an elastic auxiliary thread 25, for example an elastane thread, is furthermore supplied to the roving 4d by means of an additional auxiliary thread supply device 210. This elastic auxiliary thread 25 is led over a thread tension measuring device 42 by means of a circumferential drive with the possibility of setting the exact auxiliary thread tension and then supplied to the stretching roller pair 53. In the shown embodiment, the elastic auxiliary thread 25, along with the inelastic auxiliary thread 22, is supplied to the stretching unit 5 via the thread guiding tube 26 with a thread supply speed v.sub.5.
[0085] It is also advantageous if the auxiliary thread supply device 220, 210 is controlled by means of the pattern control and/or the stretching characteristics of the auxiliary thread 22, 25. Particularly if the auxiliary thread supply device 220, 210 is coupled with the pattern control, the auxiliary thread 23, 25 can be inserted according to pattern. Depending on the individual application, it can be chosen whether an elastic auxiliary thread 25 or an inelastic auxiliary thread 22 is used. Depending on the individual application, it can also be decided whether only one auxiliary thread 22 or 25 or, if necessary, several auxiliary threads 22, 25 are supplied to the roving 4b. Insofar as several auxiliary threads 22, 25 are inserted, they should, as shown in FIG. 3, be supplied to the stretching unit 5 by means of separate auxiliary thread supply devices 220, 210 with regard to potentially differing auxiliary thread tensions. In alternative embodiments, however, several auxiliary threads can also be supplied by means of a single auxiliary thread supply device.
[0086] Advantageously, knitted fabrics with loops of different sizes can easily be produced with the device 1, 1' according to the invention, whereby very transparent or opaque knitted fabrics can be provided with regard to the thread thickness d, d' variable depending on the loop size. For changing the loop size, the thread supply speed from the roving drawing and strengthening unit to the knitting machine is varied which is realized by changing the rotation speed of the last stretching roller pair in thread transport direction A, that is the outlet roller pair 53.
[0087] With the present invention, it is also possible to produce different compression zones in one knit fabric tube by changing the loop size.
[0088] With the present invention, a knitted fabric with differing technical characteristics can furthermore be produced by changing the thread thickness or thread count. When changing the thread thickness, the fiber content in the finished thread is changed in the method according to the invention. During the process, the auxiliary thread fineness is set. Thus, conductive auxiliary threads can for example be sheathed with a different number of fibers which generates partially different characteristics in the respectively produced knitted fabric.
[0089] With the present invention it is possible to influence the rub resistance of a knitted fabric by adjusting the loop size and the thread count. The present invention can furthermore be used to influence the functional characteristics of a knitted fabric such as their moisture transport characteristics and/or heat retention properties. Furthermore, the thermal conductivity and/or the thermal isolating characteristics of knitted fabric can furthermore also or alternatively be influenced by means of the present invention.
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.