Method And Formulation For Preparing Lignin Fibres
FOURNIER; Teddy ; et al.
U.S. patent application number 16/481195 was filed with the patent office on 2019-12-26 for method and formulation for preparing lignin fibres. The applicant listed for this patent is FAURECIA SERVICES GROUPE, INSTITUT DE RECHERCHE TECHNOLOGIQUE JULES VERNE. Invention is credited to Maxence FACHE, Teddy FOURNIER, Ludivine JUNCA, Celia MERCADER.
| Application Number | 20190390374 16/481195 |
| Document ID | / |
| Family ID | 58645211 |
| Filed Date | 2019-12-26 |


| United States Patent Application | 20190390374 |
| Kind Code | A1 |
| FOURNIER; Teddy ; et al. | December 26, 2019 |
METHOD AND FORMULATION FOR PREPARING LIGNIN FIBRES
Abstract
A formulation for melt-preparation of lignin-based fibres, which are precursors of carbon fibres. The formulation includes lignin, a plasticiser and a cross-linking agent capable of cross-linking with the lignin at a temperature at least 10.degree. C. higher than the glass-transition temperature of the intimate blend of the lignin and the plasticizer. A method for preparing lignin-based fibres using this formulation includes the hot extrusion spinning of an intimate blend of the components of the formulation, under adequate conditions for cross-linking the cross-linking agent and the lignin in the terminal area of the extrusion device used.
| Inventors: | FOURNIER; Teddy; (Maucor, FR) ; JUNCA; Ludivine; (Billere, FR) ; FACHE; Maxence; (Bordeaux, FR) ; MERCADER; Celia; (Talence, FR) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 58645211 | ||||||||||
| Appl. No.: | 16/481195 | ||||||||||
| Filed: | January 29, 2018 | ||||||||||
| PCT Filed: | January 29, 2018 | ||||||||||
| PCT NO: | PCT/FR2018/050191 | ||||||||||
| 371 Date: | July 26, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D01D 5/38 20130101; D01F 9/00 20130101; D01F 9/17 20130101; C08L 97/005 20130101; D01F 6/54 20130101; D01F 8/18 20130101; D01F 1/10 20130101 |
| International Class: | D01F 9/17 20060101 D01F009/17; D01D 5/38 20060101 D01D005/38; D01F 1/10 20060101 D01F001/10; D01F 8/18 20060101 D01F008/18 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jan 27, 2017 | FR | 1750688 |
Claims
1. A method for melt-preparation of lignin-based fibers, comprising: a/ the intimate blending of the components of a formulation comprising: lignin, a plasticizer miscible with said lignin, and a cross-linking agent capable of cross-linking with said lignin, in conditions in which no cross-linking of the cross-linking agent and of the lignin occurs, b/ the spinning of the intimate blend thus obtained in a hot extrusion device comprising an extrusion head in a terminal part, in order to form continuous threads, by application in said extrusion device of conditions such that: the temperatures applied in said extrusion device are higher than the glass-transition temperature of said intimate blend, and the temperatures, the residence time of said intimate blend in said extrusion device and the residence time of said intimate blend in said extrusion head are such that the cross-linking reaction of the cross-linking agent and lignin is initiated only in the extrusion head, c/ when appropriate, the drawing of the threads obtained in order to form lignin-based fibers of great length, with the cross-linking agent being chosen in such a way that the cross-linking reaction thereof with said lignin is initiated in a time less than said residence time of said intimate blend in said extrusion head at temperatures above a temperature at least 10.degree. C. greater than the glass-transition temperature of said intimate blend of said lignin and of said plasticizer.
2. The method according to claim 1, wherein the step a/ of intimate blending of the components of said formulation comprises the following sub-steps: a1/ preparation of said formulation, by blending of said lignin, said plasticizer and said cross-linking agent, a2/ the blending by extrusion of the components of said formulation, at a temperature greater than the glass-transition temperature of the lignin and than a softening temperature of the plasticizer, in order to form an extrudate in which the lignin, the plasticizer and the cross-linking agent are in an intimate blend.
3. The method according to claim 1, wherein the step b/ of spinning of the intimate blend of the components of the formulation, it is applied in the extrusion head a temperature that is greater than the glass-transition temperature of said intimate blend by a value of between 10 and 150.degree. C.
4. The method according to claim 1, wherein the lignin and the plasticizer are such, and in proportions such, that the glass-transition temperature of said intimate blend of said lignin and of said plasticizer is between 0 and 180.degree. C.
5. Method according to claim 1, wherein the lignin has a weight average molecular weight between 1,000 and 100,000 g/mol.
6. Method according to claim 1, wherein the plasticizer is a polymer, or blend of polymers.
7. Method according to claim 1, wherein the plasticizer is a fusible acrylonitrile polymer.
8. Method according to claim 1, wherein the plasticizer has a glass-transition temperature, where applicable glass-transition temperatures, of less than 150.degree. C.
9. Method according to claim 1, wherein the cross-linking agent is chosen in the group consisting of: benzoxazines, epoxies, oxazolines, polyoxymethylenes, aldehydes, hexamethylenetetramine and hexamethylenemethoxymelamine; compounds that have a functionality greater than or equal to two, of which the chemical functions are chosen in the group consisting of the functions: benzoxazine, epoxy (glycidyl ether in particular), isocyanate, anhydride, carboxylic acid, methylol and ester, with these chemical functions being identical or different, or any blend of such compounds.
10. Method according to claim 1, wherein the cross-linking agent is capable of initiating a cross-linking reaction with the lignin in less than 10 minutes at a temperature between 30 and 190.degree. C.
11. Method according to claim 1, wherein the cross-linking agent is capable of cross-linking with the lignin at ambient temperature.
12. Method according to claim 1, wherein said formulation comprises the following percentages by weight, with respect to the total weight of the formulation: 50 to 98% of lignin, and/or 1 to 49% of plasticizer, and/or 1 to 25%, preferably 2 to 10%, preferentially 2.5 to 5%, of cross-linking agent.
13. Method according to claim 1, wherein said formulation comprises one or several additives chosen in the group consisting of carbon fillers of nanometric size, alone or in a mixture.
14. Method according to claim 1, wherein a final step of storage of said lignin-based fiber at ambient temperature.
15. Formulation for the implementing of a method of melt-preparation of lignin-based fibers according to claim 1, comprising: lignin that is not chemically modified, a plasticizer miscible with said lignin, and a cross-linking agent capable of initiating a cross-linking reaction with said lignin in less than 10 minutes at temperatures above a temperature at least 10.degree. C. greater than the glass-transition temperature of said intimate blend of said lignin and of said plasticizer.
16. Formulation according to claim 15, wherein the plasticizer is a fusible acrylonitrile polymer.
17. Lignin-based extrudate obtained at the end of the step a/ of intimate blending of the components of the formulation of a method according to claim 1.
18. Lignin-based fiber obtainable by a method according to claim 1, having a length greater than or equal to 1 m.
19. A method for the manufacture of carbon fibers, comprising a step of using a lignin-based fiber according to claim 18.
20. Method for the manufacture of a carbon fiber, comprising: 1/ the melt-preparation of lignin-based fiber, comprising: a/ the intimate blending of the components of a formulation comprising: lignin, a plasticizer miscible with said lignin, and a cross-linking agent capable of cross-linking with said lignin, in conditions in which no cross-linking of the cross-linking agent and of the lignin occurs, b/ the spinning of the intimate blend thus obtained in a hot extrusion device comprising an extrusion head in a terminal part, in order to form continuous threads, by application in said extrusion device of conditions such that: the temperatures applied in said extrusion device are higher than the glass-transition temperature of said intimate blend, and the temperatures, the residence time of said intimate blend in said extrusion device and the residence time of said intimate blend in said extrusion head are such that the cross-linking reaction of the cross-linking agent and lignin is initiated only in the extrusion head, c/ when appropriate, the drawing of the threads obtained in order to form lignin-based fibers of great length, with the cross-linking agent being chosen in such a way that the cross-linking reaction thereof with said lignin is initiated in a time less than said residence time of said intimate blend in said extrusion head at temperatures above a temperature at least 10.degree. C. greater than the glass-transition temperature of said intimate blend of said lignin and of said plasticizer; and 2/subjecting the lignin-based fiber thus obtained to a carbonization treatment.
21. Method for the manufacture of a carbon fiber according to claim 20, wherein said lignin-based fiber is not subjected to any heat treatment step prior to the implementing of the carbonization treatment.
22. Method for the manufacture of a carbon fiber according to claim 20, wherein prior to the treatment of said lignin-based fiber by carbonization, a step of heat treating said lignin-based fiber during a period between 10 and 60 minutes.
Description
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] This application is a National Stage of International Application No. PCT/FR2018/050191, having an International Filing Date of 29 Jan. 2018, which designated the United States of America, and which International Application was published under PCT Article 21(2) as WO Publication No. 2018/138450 A1, which claims priority from and the benefit of French Patent Application No. 1750688, filed on 27 Jan. 2017, the disclosures of which are incorporated herein by reference in their entireties.
BACKGROUND
1. Field
[0002] The present disclosure relates to the field of manufacturing carbon fibers from biosourced materials.
[0003] More particularly, the present disclosure relates to a method for preparing lignin-based fibers, via the melt technique, as well as a formulation for the implementation of this method. The present disclosure also relates to lignin-based fibers that can be obtained by such a method, as well as an extrudate, in particular in the form of granules, obtainable as an intermediate product during the implementation of said method. The present disclosure further relates to the use of a lignin-based fiber obtained by a method according to the present disclosure for the manufacture of carbon fibers, as well as, more generally, to a method of manufacturing a carbon fiber using such a lignin-based fiber.
2. Brief Description of Related Developments
[0004] Carbon fibers are used in many fields, making use of their particularly advantageous mechanical, electrical and thermal properties and their low weight.
[0005] Manufacturing carbon fibers from renewable biosourced materials, in order to overcome the problem of the programmed depletion of fossil resources, has been the subject of much research in the last few decades. It has in particular been proposed by prior art to manufacture such fibers from lignin, a macromolecule with a complex structure and a high carbon content that forms one of the main components of wood, and which is present in large quantities in nature.
[0006] Lignin offers in particular the advantage of being able to be obtained by means of methods that are not toxic for the environment and at a low cost. It can furthermore be formed by spinning in order to form fibers, which can be used as precursors of carbon fibers.
[0007] The methods for manufacturing carbon fibers from lignins developed by the prior art globally implement the following successive steps: the preparation of lignin-based fibers, by spinning of a formulation containing lignin, the stabilizing/structuring of the lignin-based fibers thus obtained by an oxidative thermal treatment, and the carbonization of stabilized fibers, in order to form the carbon fibers sought.
[0008] In particular, the stabilization of lignin-based fibers is required to prevent these fibers from melting during the rise in temperature to which they are subjected during the step of carbonization. Conventionally, on the laboratory scale, this stabilization is carried out by cross-linking of the lignin under an oxidizing atmosphere, by exposure of the fibers to very slow temperature increase gradients, of about 0.02.degree. C./min, for very long periods of time, typically of about several hours and up to several days, in order to reach temperatures as high as 300 to 400.degree. C. This method cannot however be transposed industrially, in a continuous process, as it is too long and expensive in terms of energy to be implemented.
[0009] There are today two main spinning techniques for preparing lignin-based fibers: the so-called solvent or wet technique, and the so-called melt technique.
[0010] The present inventors took more particular interest in the melt technique for preparing fibers, wherein the fibers are formed by melt spinning, typically by means of an extrusion device, this technique having the advantages of great simplicity and quickness to implement. Schematically, the lignin is subjected to a temperature gradient that is high enough to provoke the creeping thereof, which makes it possible to draw it in order to form a thread.
[0011] In this particular field of preparing lignin-based fibers by the melt spinning technique, it has been proposed by the prior art, in order to improve the properties of aptitude for spinning and the quality of the lignin, to modify it chemically and/or to add various additives to it.
[0012] Document DE 102014004797 describes for example a method for preparing lignin-based fibers using a formulation containing chemically-modified lignin, more particularly esterified or etherified, and additives with various functions, such as a plasticizing function and/or a cross-linking function. Such a method however makes it only possible to obtain lignin-based fibers of short size, from 10 to about 20 cm. Furthermore, these fibers must even so be subjected to a high-temperature heat stabilization treatment before the final step of carbonization aiming at obtaining the carbon fibers. As mentioned hereinabove, the carrying out of this step of thermo-oxidative stabilization takes a lot of time and uses a lot of energy.
[0013] In order to stabilize the lignin-based fibers obtained by melt spinning, in order to overcome the problems related to the implementation of the step of thermo-oxidative stabilization of the fibers, it was otherwise proposed by the prior art, such as illustrated by document EP 2 644 758, to incubate the lignin fibers, obtained by melt spinning, with a cross-linking agent, at a temperature at which no cross-linking occurs, then to subject the fibers to a step of heat treating at a temperature that allows for the cross-linking of the lignin of the fibers with the cross-linking agent. Although this method can be implemented at lower temperatures and more quickly than the methods of thermo-oxidative stabilization heat treatment of fibers of the prior art, it however requires even so a substantial heating of the fibers, and a certain time for implementation. The step of soaking fibers in a bath containing the cross-linking agent is in particular long, expensive, technically complex and constraining to implement.
SUMMARY
[0014] The present disclosure aims to overcome the disadvantages of the methods for preparing lignin-based fibers proposed by the prior art, in particular the disadvantages mentioned hereinabove, by proposing a method for such a preparation, and a formulation for the implementation thereof, which makes it possible to form lignin-based fibers, including continuous fibers of a long size, in particular of several hundred meters long, which are sufficiently stable to be able to be directly subjected to a step of carbonization, in order to form carbon fibers, without intermediate oxidative heat stabilization treatment, or with an intermediate heat treatment of a much shorter duration.
[0015] An additional objective of the present disclosure is that such lignin-based fibers can be obtained quickly, easily, in few steps and at a low cost.
[0016] The present disclosure also aims for this method to be able to be applied to all forms of lignin, regardless of their origin and their method of obtaining, and including unmodified forms of lignin.
[0017] To this effect, according to a first aspect, it is proposed by the present disclosure a method for the preparation of lignin-based fibers, precursors of carbon fibers. This method comprises the following steps:
[0018] a/ when necessary, the intimate blending of the components of a formulation comprising: [0019] lignin, [0020] a plasticizer that is miscible, in particular when hot, with the lignin, [0021] and a cross-linking agent capable of cross-linking with the lignin,
[0022] in conditions, in particular conditions of temperature and of time, in which no cross-linking of the cross-linking agent and of the lignin occurs,
[0023] b/ the spinning of this intimate blend in a melt extrusion device comprising an extrusion head in a terminal part, in order to form continuous threads, by application in the extrusion device of conditions, in particular of temperature profiles and of residence times in the device, which are such that: [0024] the temperatures applied in the extrusion device are greater than the glass-transition temperature of the intimate blend, [0025] and the temperatures, the residence time of the intimate blend in the extrusion device, and the residence time of the intimate blend in the extrusion head are such that the cross-linking reaction of the cross-linking agent and of the lignin is initiated in the extrusion head, and only in the latter,
[0026] c/ when appropriate, the drawing, in particular the continuous drawing, of the lignin-based threads obtained, in order to form lignin-based fibers of great length.
[0027] The cross-linking agent is chosen in such a way that the cross-linking reaction thereof with the lignin is initiated in a time that is less than the residence time of the intimate blend in the extrusion head at (and only at) temperatures above (including equal to) a temperature at least 10.degree. C. greater than the glass-transition temperature of the intimate blend of the lignin and of the plasticizer.
[0028] The expression "operating cross-linking temperature", will be used, by commodity in the rest of this description, to designate the lowest temperature at which a cross-linking reaction of the cross-linking agent and of the lignin is initiated in a time that is less than the residence time of the intimate blend in the extrusion head, which forms the terminal portion of the extrusion device. According to the present disclosure, the cross-linking agent is chosen in such a way that this operating cross-linking temperature is at least 10.degree. C. higher than the glass-transition temperature of the intimate blend of the lignin and of the plasticizer.
[0029] According to the present disclosure, the choice of the cross-linking agent, and of the conditions of temperature and of residence time of the intimate blend in the various parts of the extrusion device, is preferably carried out simultaneously, so as to make it possible to achieve a softening of the intimate blend that is sufficient for the spinning of the intimate blend and the formation of lignin-based threads, while initiating the cross-linking reaction of the cross-linking agent and of the lignin in the terminal part of the extrusion device, and only in the latter.
[0030] It is within the competences of those skilled in the art to carry out such a joint choice, knowing that typically, the residence time of the material in the terminal part of an extrusion device is of a few tens of seconds to a few minutes, for example between 30 seconds and 10 minutes, in particular between 30 seconds and 5 minutes.
[0031] Those skilled in the art know perfectly how to determine, according to the extrusion device that is used, which part forms the extrusion head. Typically, this is the terminal part of the device, located downstream of the parts for feeding the device with material and of the parts for conveying this material, in the direction of flow of the material, and in which is carried out the forming of the material. The extrusion head is in particular terminated by the spinning die.
[0032] According to the present disclosure the term lignin encompasses a single lignin as well as a mixture of different lignins.
[0033] Likewise, the expression "plasticizer" encompasses, in addition to a single plasticizer, any blend of a plurality of plasticizers, and the expression "cross-linking agent" encompasses, in addition to a single cross-linking agent, any blend of a plurality of cross-linking agents.
[0034] Moreover, also within the scope of the present disclosure are the methods according to which the plasticizer and the cross-linking agent are formed by a single and same compound, which alone combines the plasticizing function and the cross-linking function, and the characteristics of being miscible with the lignin and of being capable of initiating a cross-linking reaction with the latter in a time less than the residence time of the intimate blend in the extrusion head of the extrusion device, at temperatures above a temperature at least 10.degree. C. greater than the glass-transition temperature of the intimate blend that it forms with the lignin.
[0035] The phrase "intimate blend of the lignin and of the plasticizer" means, conventionally in itself, a blend obtained by mixing these components at a temperature that is greater than or equal to the glass-transition temperature of the lignin and to the softening temperature of the plasticizer, in particular to the melting temperature of the plasticizer when the latter is a crystalline or semi-crystalline material. Typically, the glass-transition temperature of the intimate blend of the lignin and of the plasticizer is less than that of the lignin alone.
[0036] In the present description, the terms "softening temperature of the plasticizer" mean the temperature above which this plasticizer becomes sufficiently fluid to be able to be mixed intimately with the lignin and the cross-linking agent, by any conventional means in itself for the formation of intimate blends of compounds, in particular via extrusion.
[0037] The softening temperature can be determined by any method of conventional thermal and/or thermomechanical analysis that makes it possible to reveal the rheological and/or mechanical properties in temperature of the plasticizer considered. This analysis can for example be a measurement of the melt flow index (MFI) of the plasticizer at different temperatures, as explained in detail further on in the present description.
[0038] The glass-transition temperature, designated by the abbreviation Tg, of the intimate blend of the lignin and of the plasticizer depends on the particular characteristics of the lignin and of the plasticizer used, in particular the molar mass of the plasticizer, as well as their respective proportions in the blend. It falls within the competences of those skilled in the art to determine, for each given lignin--plasticizer blend, what is the associated glass-transition temperature. To this effect, those skilled in the art can in particular prepare an intimate blend of these constituents, in the proportions of the formulation according to the present disclosure, according to any conventional method, then measure the glass-transition temperature thereof. Those skilled in the art can for this use any conventional method in itself, such as dynamic mechanical analysis (DMA).
[0039] In the context of the present disclosure, the glass-transition temperature of the intimate blend of the lignin and of the plasticizer is more preferably measured by dynamic mechanical analysis, in particular according to the following method: using parallelepiped samples of dimensions 5 mm.times.2 mm.times.0.8 mm of material, it is implemented a DMA 1 analyzer from Mettler Toledo in solicitation in tension, operating at 1 Hz, with a gradient of 2.degree. C./min and a displacement of 2 .quadrature.m.
[0040] According to the present disclosure, the cross-linking of the cross-linking agent and of the lignin is advantageously carried out, at least partially, in the extrusion device itself. The cross-linking agent reacts therein with the lignin, in order to create a three-dimensional network that stabilizes the fibers, and which extends in all of the threads obtained, including in the core of the fibers. This stabilization is advantageously sufficient to allow for a direct carbonization of the lignin-based fibers thus obtained, without it being in particular required to subject them beforehand to thermo-oxidative stabilization treatment, or at least to nothing other than a heat treatment of a very short duration. An example of such subsequent heat treatment can for example consist in a heating of the fibers in an oven, under oxygen or under nitrogen for example, for a duration of a few tens of minutes, for example of about 30 minutes, in such a way as to quickly complete the cross-linking of the cross-linking agent and of the lignin that had begun in the extrusion device.
[0041] The cross-linking is furthermore advantageously initiated only in the terminal part of the extrusion device, in the extrusion head itself, so that this cross-linking does not slow down, or block, in any case, the step of spinning of the method according to the present disclosure.
[0042] The introduction, in the formulation according to the present disclosure, of the cross-linking agent, and its intimate blend with the lignin, before proceeding with the melt spinning, makes it possible to form, at the end of the spinning step, a fiber containing the lignin and the plasticizer, which has a mechanical resistance that is sufficient to support, without breaking, the rise in temperature required for the later step of carbonization.
[0043] Compared to the methods proposed by the prior art to carry out the stabilization of the lignin fibers, in particular by cross-linking of the lignin under an oxidizing atmosphere with very slow temperature increase gradients, the method according to the present disclosure thus makes it possible more easily and more quickly to obtain fibers that are ready to be subjected to the step of carbonization, and this at least cost.
[0044] The method according to the present disclosure advantageously makes it possible to obtain continuous fibers of great length, in particular of several hundred, even several thousand meters.
[0045] Furthermore, it can be applied, with the same success, to lignins of any origin and of any nature and regardless of the method that made it possible to obtain them. It also applies, with the same effectiveness, to any form of lignin, including to lignins that are not chemically modified. It applies in particular to lignins that have a low faculty to be thermo-oxidized.
[0046] It is easy and quick to implement, and comprises only a few steps. The lignin-based fiber obtained at the output of the extrusion device can furthermore advantageously be placed on a coil directly, or when necessary after a simple step of drawing.
[0047] This method makes it possible to obtain at low cost lignin-based fibers that are capable of being subjected to a step of carbonization in order to form carbon fibers.
[0048] The method of melt preparation of lignin-based fibers according to the present disclosure can respond to one or several of the characteristics described hereinafter, implemented separately or in each one of their technically operative combination.
[0049] In particular aspects of the present disclosure, the cross-linking agent is chosen to be capable of initiating a cross-linking reaction with the lignin in less than 10 minutes, preferably in less than 5 minutes, at a temperature between 30 and 190.degree. C., preferably between 80 and 170.degree. C.
[0050] Preferentially, it is furthermore chosen to be capable of cross-linking with the lignin at a temperature between -15 and 25.degree. C., in particular at ambient temperature, i.e. at a temperature of about 20.degree. C., and more largely between 15 and 25.degree. C., with the cross-linking at these temperatures then being slow.
[0051] In particular aspects of the present disclosure, in the formulation, the plasticizer makes it possible, conventionally, to make the lignin more spinnable, at a lower temperature.
[0052] In the formulation according to the present disclosure, the lignin and the plasticizer are preferably such, and in proportions such, that the glass-transition temperature of said intimate blend of said lignin and of said plasticizer is between and 180.degree. C., in particular between 20 and 180.degree. C., preferably between 20 and 100.degree. C., in particular between 20 and 80.degree. C., and for example around 60.degree. C. Such a characteristics advantageously makes it possible to operate, for the implementation of the steps of the method for preparing lignin-based fibers according to the present disclosure, at relatively low temperatures, which do not provoke any degradation in the various components of the formulation, and which can be achieved with a low energy consumption.
[0053] The lignin entering into the composition of the formulation according to the present disclosure can be of any type.
[0054] The term lignin means in particular, in the present description, lignin that is substantially pure, not modified, as well as the derivatives thereof. According to the present disclosure the term derivatives encompasses the partially fractionated products of the lignin, as well as the chemical derivatives of the lignin, in particular esterified or etherified lignins.
[0055] In particular aspects of the present disclosure, the lignin used in the formulation is a non-chemically modified lignin. By this it is meant that the lignin has not been subjected to any type of chemical modification, in particular to no step of esterification, etherification, and/or reaction introducing into its formula one or several groups of sulfonate, phosphate, phosphonate, phosphinate, phosphite, phosphonite, phosphinite, etc.
[0056] The lignin can in particular be introduced into the formulation in the form of a salt, or of a partially purified extract, containing it in a blend with other components. Such an extract can be obtained according to any conventional method in itself for those skilled in the art. For example, the lignin can be introduced into the formulation in a partially purified form, such as the Kraft lignin or the Soda lignin, or in the form of Organosolv lignin, or as any blend of such lignins.
[0057] The lignin that enters into the composition of the formulation according to the present disclosure preferably has a high molecular weight, in particular a weight average molecular weight between 1000 and 100,000 g/mol, preferably between 1500 and 10,000 g/mol, for example between 3,000 and 10,000 g/mol, and in particular between 5,000 and 10,000 g/mol; and/or a number average molecular weight between 300 and 100,000 g/mol, preferably between 400 and 10,000 g/mol, and in particular between 500 and 10,000 g/mol.
[0058] The weight average molecular weight and the number average molecular weight of the lignin can be determined by any conventional method, in particular by gel permeation chromatography (GPC). For the implementation of this technique, those skilled in the art can for example chose as an eluent tetrahydrofurane, conventionally per se. In this case, the lignin to be analyzed must first be derivatized in order to be put into solution. This can be accomplished by acetylating the lignin, for example by having it react with acetic anhydride in the presence of pyridine. After purification of the acetylated lignin, the latter can be put into solution in the tetrahydrofurane, filtered and analyzed via GPC at ambient temperature. The number and the weight average molecular weights can then be determined using calibration curves, for example obtained with polystyrene.
[0059] A particularly preferred lignin in the context of the present disclosure is the lignin marketed under the name Protobind 2400 by the company GreenValue. This is a soda lignin without sulfur, obtained from wheat straw, having a glass-transition temperature between 100 and 120.degree. C., a number average molecular weight of about 1000 g/mol and a weight average molecular weight, measured by GPC as explained hereinabove, between 1,500 and 3,500 g/mol, more particularly equal to 2,000 g/mol. This lignin further has in particular a carbon content between 55 and 65% of the atoms, a content of --OH aliphatic functions between 1 and 2 mmol/g, a content of --OH aromatic functions between 2.5 and 3 mmol/g, and a content of --COOH functions between 0.5 and 1 mmol/g.
[0060] Another lignin that can be used in the context of the present disclosure is in particular the lignin of the Kraft type marketed under the name BioPiva.RTM. 100 (formerly BioChoice.RTM.) by the company UPM. This lignin has in particular: a glass-transition temperature between 130 and 160.degree. C.; a weight average molecular weight between 8,000 and 10,000 g/mol; a carbon content between 60 and 70% of the atoms; a content of --OH aliphatic functions between 1.5 and 2 mmol/g; a content of --OH aromatic functions between 3.5 and 4 mmol/g; and a content of --COOH functions between 0 and 0.5 mmol/g.
[0061] The plasticizer entering into the composition of the formulation according to the present disclosure is more preferably of the polymer type. The term "polymers" here also encompasses the copolymers and the blends of polymers and/or copolymers. The plasticizer is preferably chosen from polyethers, polycarboxylates and polyesters, such as for example poly(ethylene oxide) (PEO), polyethylene terephthalate or polycaprolactone, or any blend of such polymers. In particular aspects of the present disclosure, the plasticizer is a fusible acrylonitrile polymer, commonly designated by the expression "fusible PAN". Included in this definition is any polymer or copolymer of acrylonitrile suitable for being implemented in a method of melt extrusion.
[0062] The plasticizer according to the present disclosure can also be chosen from all the copolymers of which at least one of the monomer segments belongs to one of the polymers families hereinabove. Examples of such copolymers are poly(ethylene oxide)-co-poly(propylene oxide) (PEO-co-PPO) copolymers, such as the copolymer marketed under the name Alkox.RTM. CP-A2H), and more generally all copolymers that comprise a polyether block and/or a polyacrylonitrile block.
[0063] For the plasticizer, it is in particular advantageously possible to choose as a fusible PAN a copolymer of polyacrylonitrile and of methylacrylate, in particular a poly(acrylonitrile-co-methyl acrylate)-block-poly(acrylonitrile-co-butadiene), such as the copolymers marketed under the name Barex.RTM., in particular Barex.RTM. 210 or known commercial derivatives.
[0064] The implementation of fusible PAN as a plasticizer is in particular entirely advantageous in terms of mechanical properties and stability over time of the fibers obtained. These fibers have in particular great flexibility and a spinning resistance that is particularly good.
[0065] The plasticizer used preferably has a weight average molecular weight greater than 100 g/mol, preferentially greater than or equal to 160 g/mol. Such a characteristic confers on the formulation according to the present disclosure a hot viscosity that is high enough to allow it to be handled easily during the carrying out of the steps of the method according to the present disclosure, and to ensure good mechanical resistance of the lignin-based fiber obtained at the end of this method.
[0066] More particularly, when the plasticizer belongs to the family of polyethers, its weight average molecular weight is preferably between 500 and 10,000,000 g/mol, preferably between 100,000 and 1,000,000 g/mol, in particular between 300,000 and 600,000 g/mol and preferentially between 300,000 and 500,000 g/mol.
[0067] When the plasticizer belongs to the family of polycarboxylates, its weight average molecular weight is preferably between 10,000 and 500,000 g/mol, preferably between 50,000 and 300,000 g/mol and preferentially between 10,000 and 200,000 g/mol; its number average molecular weight is preferably between 100 and 100,000 g/mol, preferably between 500 and 50,000 g/mol and preferentially between 500 and 30,000 g/mol.
[0068] When the plasticizer belongs to the family of acrylonitrile polymers, its number average molecular weight is preferably between 500 and 10,000,000 g/mol, preferably between 50,000 and 1,000,000 g/mol and preferentially between 50,000 and 500,000 g/mol.
[0069] According to its nature, the plasticizer entering into the composition of the formulation according to the present disclosure can have one glass-transition temperature, or several glass-transition temperatures.
[0070] The plasticizer entering into the composition of the formulation according to the present disclosure preferably has a glass-transition temperature, where applicable glass-transition temperatures, of less than 150.degree. C., preferably of less than 130.degree. C. Preferentially, at least one of the glass-transition temperatures of the plasticizer is between -100 and 100.degree. C., preferably between -60 and 60.degree. C., or between -40 and +70.degree. C. Such a characteristic advantageously makes it possible to obtain a relatively low softening temperature for the intimate blend of the lignin and of the plasticizer, so that it is possible to transform this blend at a relatively low temperature, at which no degradation of its constituents occurs.
[0071] Examples of plasticizers that can be implemented in the formulation according to the present disclosure are in particular:
[0072] the poly (ethylene oxide) marketed under the name Alkox.RTM. E30 by the company Meisei Chemical Works LTD. This product has a glass-transition temperature between -50 and -60.degree. C., a melting temperature between 55 and 60.degree. C., a weight average molecular weight between 400,000 and 550,000 g/mol and a number average molecular weight between 300,000 and 400,000 g/mol;
[0073] the ether polycarboxylate marketed under the name Ethacryl.RTM. HF by the company Coatex. This product has a glass-transition temperature between -45 and -60.degree. C. and a melting temperature between 35 and 45.degree. C.;
[0074] the copolymer poly(acrylonitrile-co-methyl acrylate)-block-poly(acrylonitrile-co-butadiene) marketed under the name Barex.RTM. 210. This product has two glass-transition temperatures respectively between 60 and 70.degree. C. and between 125 and 135.degree. C.
[0075] The cross-linking agent entering into the composition of the formulation according to the present disclosure is preferably of the molecular type. Any cross-linking agent conventional in itself for the cross-linking of the phenolic resins can be used according to the present disclosure.
[0076] The cross-linking agent is preferably chosen from:
[0077] benzoxazines, epoxies, oxazolines, polyoxymethylenes, such as paraformaldehyde, aldehydes, such as glutaraldehyde, formaldehyde, furfural, etc., hexamethylenetetramine and hexamethylenemethoxymelamine;
[0078] compounds that have a functionality greater than or equal to two of which the chemical functions are chosen in the group consisting of the functions: benzoxazine, epoxy, in particular glycidyl ether, isocyanate, anhydride, carboxylic acid, methylol and ester, with these chemical functions being identical or different,
[0079] or any blend of such compounds.
[0080] The cross-linking agent used according to the present disclosure preferably has an operating cross-linking temperature with the lignin between 30 and 190.degree. C. and preferably between 80 and 170.degree. C.
[0081] Examples of cross-linking agents that can be used in the formulation according to the present disclosure are in particular:
[0082] bisphenol bisbenzoxazine F marketed under the name Araldite.RTM. MT 35700 by the company Huntsman. This product has a glass-transition temperature of 73.6.degree. C., and an operating cross-linking temperature with the lignin of 190.degree. C.;
[0083] bisphenol A diglycidylether marketed under the name Epolam.RTM. 8056R by the company Axson. This product has a glass-transition temperature of about -20.degree. C., an operating cross-linking temperature with the lignin of 120.degree. C. and a molecular weight of less than 700 g/mol;
[0084] 1,3-phenylene-bis-oxazoline marketed under the name Nexamite.RTM. PBO by the company Nexamite. This product has a melting temperature of 149.degree. C., a molecular weight of about 216 g/mol, and it is capable of initiating a cross-linking reaction with the lignin in less than 10 minutes at a temperature greater than or equal to 100.degree. C.
[0085] In particular aspects of the present disclosure, wherein the plasticizer and the cross-linking agent are formed by a single and same compound, this compound is in particular a polymer with a plasticizing function, functionalized in such a way as to also have a cross-linking function. As such compound, mention can be made in particular of polyethers functionalized by epoxy functions.
[0086] The formulation according to the present disclosure can contain the following percentages by weight, with respect to the total weight of the formulation:
[0087] 50 to 98%, preferably 60 to 90%, and preferentially 65 to 80%, of lignin, [0088] and/or 1 to 49%, preferably 5 to 30%, and preferentially 10 to 25%, of plasticizer, [0089] and/or 1 to 25%, preferably 2 to 10%, and preferentially 2.5 to 5%, of cross-linking agent.
[0090] Such proportions advantageously provide optimum properties, in particular in terms of mechanical resistance and ease of preparation, of the lignin-based fibers formed in accordance with the present disclosure.
[0091] The formulation according to the present disclosure can furthermore comprise one or several other additives, aiming to better structure the material, improve the mechanical properties of the fibers formed, etc.
[0092] Each one of these additives can in particular be present in the formulation at a content between 1 ppm and 10% by weight, with respect to the total weight of the formulation, preferably between 1 ppm and 5% by weight, for example between 100 ppm and 1% by weight, with respect to the total weight of the formulation.
[0093] Examples of additives that can enter into the composition of the formulation according to the present disclosure are compatibilizing agents, such as maleic anhydride grafted polymers or co-polymers. By way of example, mention can in particular be made of Lotader.RTM. 3300 marketed by the company Arkema, or Beiwa.RTM. 901 from DzBh.
[0094] The formulation according to the present disclosure can for example include one or several additives chosen from carbon fillers of nanometric size, in particular from nanotubes of carbon and graphene, alone or in a mixture.
[0095] The term "carbon nanofiller" here means a filler comprising an element from the group formed from carbon nanotubes, nanocarbon fibers, graphene, fullerenes and carbon black, or any blend of such elements. Preferably, the carbon nanofillers integrated in the formulation according to the present disclosure are carbon nanotubes, alone or in a mixture with graphene. Carbon nanotubes are for example marketed by the company ARKEMA under the name Graphistrength.RTM..
[0096] The carbon nanofillers according to the present disclosure can have a smaller dimension between 0.1 to 200 nm, preferably between 0.1 and 160 nm, and preferentially between 0.1 and 50 nm. This dimension can for example be measured by light scattering.
[0097] The term "graphene" means, according to present disclosure, a sheet of graphite that is flat, insulated and individualized, but also, by extension, an assembly that comprises between one and a few tens of sheets and having a planar or more or less undulated structure. This definition thus encompasses FLG (Few Layer Graphene), NGP (Nanosized Graphene Plates), CNS (Carbon NanoSheets), GNR (Graphene NanoRibbons). It however excludes nanotubes and nanocarbon fibers, which are respectively comprised of the winding of one or several sheets of graphene coaxially and of the turbostratic stacking of these sheets.
[0098] It is within the competences of those skilled in the art to determine, according to the particular characteristics of the compounds used, which conditions, in particular of temperature and of time, must be applied for the carrying out of the step a/ of intimate blending of the components of the formulation, so as to carry out this intimate blend without causing the cross-linking of the cross-linking agent and of the lignin.
[0099] In particular aspects of the present disclosure, the step a/ of intimate blending of the components of the formulation comprises the following sub-steps--these sub-steps can be implemented successively or simultaneously, at least partially:
[0100] a1/ the preparation of the formulation, by blending of its components, in particular of the lignin, of the plasticizer and of the cross-linking agent,
[0101] a2/ and the blending by extrusion, in particular by melting, of said components of the formulation, at a temperature greater than the glass-transition temperature of the lignin and than the softening temperature, in particular melting temperature when it is a crystalline or semi-crystalline material, of the plasticizer, in order to form an extrudate in which the lignin, the plasticizer and the cross-linking agent are in an intimate blend.
[0102] In particular, for the sub-step a1/ of blending components of the formulation, the components in the solid state can first of all be blended by mechanical action, for example by means of a cement mixer, preferably at ambient temperature, in such a way as to form a dry blend.
[0103] Any liquid components can be incorporated at that time into this dry blend, or later during the step a2/ of blending via extrusion, in particular by melting, the components of the formulation, in the apparatus used for carrying out this step. Thus, the formulation according to the present disclosure can be formed either upstream of this apparatus, or in this apparatus itself, extemporaneously, at the time of the preparation of the intimate blend of the components of the formulation according to the present disclosure.
[0104] It is in particular entirely advantageous in the context of the present disclosure to integrate the cross-linking agent into the formulation in the apparatus that makes it possible to form, in particular by melting, the intimate blend of the constituents of the formulation, so as to reduce as much as possible the exposure of this cross-linking agent to high temperatures, and to prevent in this way the risks of triggering the cross-linking reaction thereof with the lignin.
[0105] The apparatus used for carrying out this sub-step a2/, of blending via extrusion, in particular by melting, components of the formulation according to the present disclosure, can be of any type conventional in itself for such an operation, commonly designated by the term of compounding. It can in particular be an extrusion blending device conventional in itself, for example an extrusion device of the twin-screw type, a co-blender, an internal blender, etc.
[0106] The extrudate obtained at the end of the sub-step a2/, which is formed from a material consisting in an intimate blend of the components of the formulation, can then be subjected to the step b/ of spinning of the method according to the present disclosure, preferably after having been cooled beforehand, for example by air or by any other effluent that would not degrade the material, then having been shaped in the form of granules.
[0107] In the particular aspects of the method according to the present disclosure, in the step a/, the intimate blending of the components of the formulation is preferentially carried out at the lowest possible temperature, so as to prevent as much as possible any degradation of the materials used, with the understanding that it has to be carried out at a temperature greater than or equal to the glass-transition temperature of the lignin, which is generally between 100 to 160.degree. C., and to the softening temperature, in particular to the melting temperature when it is a crystalline or semi-crystalline material, of the plasticizer, which is generally between 30 and 150.degree. C., and for example between 30 and 60.degree. C.
[0108] In particular, the sub-step a2/ of blending via extrusion, in particular by melting, is preferably carried out at a temperature between the glass-transition temperature of the intimate blend of the lignin and of the plasticizer, and 100.degree. C. above this temperature.
[0109] By way of example, when the equipment used to carry out this step is an extrusion device comprising a feeding hopper, a blending tank, a means of conveying and an extrusion die, the temperatures in these various areas can be chosen as follows:
[0110] temperature of the feeding area between 0 and 100.degree. C., preferably 20 and 80.degree. C., and preferentially 40 and 60.degree. C.;
[0111] temperature of the blending area between 60 and 180.degree. C., preferably 90 and 160.degree. C., and preferentially 100 and 130.degree. C. or 110 and 150.degree. C.;
[0112] temperature of the conveying area between 60 and 180.degree. C., preferably 90 and 160.degree. C., and preferentially 100 and 130.degree. C. or 110 and 150.degree. C.;
[0113] temperature of the extrusion die between 60 and 180.degree. C., preferably 90 and 160.degree. C., preferentially 110 and 150.degree. C. and for example 110 and 140.degree. C.
[0114] The advantage of such low temperature profiles is, on the one hand, to prevent the degradation of the main material which is the lignin; on the other hand, together with a very short residence time of the material in the device, for example of less than 5 minutes, it makes it possible to prevent the cross-linking of the components of the intimate blend so as to be able to consider another extrusion of the granules obtained, for the step b/ of spinning.
[0115] The residence time of the material in the extrusion device, for carrying out the step a/ of intimate blending of the components, is variable and chosen according to the particular characteristics of the compounds used. It can for example be of about 1 minute. At the end of this step a/, rings of a few millimeters in diameter are recovered, which are subjected to the following step of the method.
[0116] In particular aspects of the present disclosure, the method comprises a prior step of baking the components of the formulation, preferably at 80.degree. C. and for at least four hours.
[0117] In particular aspects of the present disclosure, in the step b/ of spinning of the intimate blend of the components of the formulation, a temperature is applied in the extrusion head which is higher than the glass-transition temperature of said intimate blend, of a value of between 10 and 150.degree. C., preferably of between 30.degree. C. and 100.degree. C., and preferentially of between 60.degree. C. and 90.degree. C.
[0118] This means that the temperature applied in the extrusion head is equal to the glass-transition temperature of the intimate blend of the components of the formulation, plus a value between 10.degree. C. and 150.degree. C., preferably a value between 30.degree. C. and 100.degree. C., and preferentially a value between 60.degree. C. and 90.degree. C.
[0119] In this step b/ of spinning of the intimate blend of the components of the formulation, it is furthermore applied in the extrusion head a temperature that is greater than or equal to the operating cross-linking temperature of the cross-linking agent with the lignin.
[0120] The temperature of the extrusion head is preferably chosen, in relation with the residence time of the blend in its interior, in such a way that the cross-linking reaction of the cross-linking agent and of the lignin begins and partially takes place in the extrusion head, but that it is not complete therein.
[0121] Any conventional device in itself for those skilled in the art can be used to carry out this step.
[0122] By way of example, when the equipment used for the carrying out of this step b/ is an extrusion device that comprises a feeding hopper, a means of conveying and an extrusion die, the temperatures in these various areas can be chosen as follows:
[0123] temperature of the feeding area between 50 and 180.degree. C., preferably 80 and 150.degree. C., and preferentially 100 and 130.degree. C.;
[0124] temperature of the conveying area between 60 and 180.degree. C., preferably 90 and 160.degree. C., and preferentially 110 and 140.degree. C.;
[0125] and temperature of the extrusion head between 100 and 250.degree. C., preferably 150 and 200.degree. C.
[0126] The operating parameters are furthermore chosen in a conventional way for those skilled in the art.
[0127] The rotation speed of the extrusion screw is in particular between 10 and 300 rpm.
[0128] The residence time of the material in the extrusion device is variable. It is preferably greater than 5 minutes.
[0129] During this step, the fluid blend is preferably directly extruded through the extrusion head at the screw output. It is then drawn during the cooling thereof, for example in the ambient air or in a water bath.
[0130] It should be noted that during this step, the cross-linking agent can react not only with the lignin, but also with the plasticizer, according to the characteristics of these compounds and of the operating conditions implemented.
[0131] The lignin-based threads thus obtained have physical-chemical properties that make it possible to form, by drawing of these threads, fibers of great length, of several hundred, even several thousand, meters.
[0132] The step c/ of drawing threads can be carried out according to any method and by means of any apparatus known to those skilled in the art for carrying out such an operation. It can in particular be carried out at a temperature that causes a softening of the material forming the threads. To this effect, the threads scroll successively in a set of so-called feeding rollers, through an oven brought to said temperature, then in a set of so-called drawing rollers. They undergo a drawing between the two sets of rollers, according to the ratio of the rotating speeds of the feeding rollers and of the drawing rollers. They can otherwise be drawn over heated rollers rotating at different speeds.
[0133] Such a drawing advantageously makes it possible to align the polymeric chains along the axis of the fibers.
[0134] The fibers can optionally be treated at the output of the spinning, by radiation treatments, such as gamma rays, beta rays, electron beams, UV rays.
[0135] In the last step, the lignin-based fiber obtained, which can have a substantial length, can be wound, for example on a cardboard tube.
[0136] All of these steps of the method according to the present disclosure for preparing lignin-based fibers have been easy and quick to implement, with a low consumption of energy.
[0137] The method for preparing a lignin-based fiber according to the present disclosure can include a final step of storage of the lignin-based fiber at ambient temperature, i.e. at a temperature of about 20.degree. C., and more largely between 15 and 25.degree. C. This storage is preferably done for a duration greater than 1 day.
[0138] Such a step is particularly advantageous in aspects of the present disclosure in which the cross-linking agent is capable of cross-linking with the lignin at ambient temperature. It indeed makes it possible for the cross-linking reaction of the cross-linking agent and of the lignin, which was initiated in the extrusion device during the step b/ of spinning of the method according to the present disclosure, to continue, even to be completed. A storage duration of a few days at ambient temperature is in particular particularly preferred for this purpose in the context of the present disclosure.
[0139] The present disclosure does not however exclude a storage of the lignin-based fiber at a lower temperature, for example at a temperature between -15 and 15.degree. C., for example between 5 and 15.degree. C.
[0140] The method for preparing a lignin-based fiber according to the present disclosure can further comprise, as a replacement for this final step of storage, or as a supplement to the latter, immediately before or after it, a step of heat treating the lignin-based fiber for a short duration, for example of a few tens of minutes, in particular between 10 and 60 minutes, for example around 30 minutes, aiming at allowing the completion of the cross-linking reaction of the cross-linking agent and of the lignin, which had begun in the extrusion device during the step b/ of spinning according to the present disclosure. This heat treatment can be carried out under an atmosphere which is oxidative or not. It is preferentially carried out at a temperature less than 350.degree. C. In particular aspects of the present disclosure, it is carried out at a temperature between 180 and 280.degree. C.
[0141] According to a second aspect, the present disclosure relates to a formulation for the implementation of a method for preparation, by the melt technique, of lignin-based fibers, precursors of carbon fibers, according to present disclosure. This formulation comprises:
[0142] lignin, preferably lignin that is not chemically modified,
[0143] a plasticizer that is miscible, generally when hot, with the lignin,
[0144] and a cross-linking agent capable of initiating a cross-linking reaction with the lignin in less than 10 minutes at temperatures above (including equal to) a temperature at least 10.degree. C. greater than the glass-transition temperature of the intimate blend of the lignin and of the plasticizer. Preferably, the cross-linking agent has an operating cross-linking temperature at least 10.degree. C. higher than the glass-transition temperature of said intimate blend of said lignin and of said plasticizer.
[0145] In particular aspects of the present disclosure, the formulation comprises a cross-linking agent capable of initiating a cross-linking reaction with the lignin in less than minutes, at temperatures above a temperature at least 10.degree. C. greater than the glass-transition temperature of the intimate blend of the lignin and of the plasticizer.
[0146] The formulation according to the present disclosure, and the various components thereof, can further respond to one or several of the characteristics described hereinabove in reference to the method for preparing lignin-based fibers according to the present disclosure.
[0147] In particular, the plasticizer contained in the formulation according to the present disclosure can be a fusible acrylonitrile polymer, as described hereinabove.
[0148] According to a third aspect, the present disclosure relates to a lignin-based extrudate able to be obtained at the end of the step a/ of intimate blending of the components of the formulation, and more particularly of the sub-step a2/, of a method for preparing lignin-based fibers according to the present disclosure. This extrudate has in particular the form of granules.
[0149] Another aspect of the present disclosure relates to a lignin-based fiber that is able to be obtained by a method according to the present disclosure, responding to one or several of the characteristics hereinabove.
[0150] This fiber can be of the mono-filament type or of the multi-filament type.
[0151] It is continuous, and it can have a diameter between 1 and 1000 .mu.m, preferably between 15 and 30 .mu.m, and a length greater than or equal to 1 m, more precisely between one meter and several kilometers.
[0152] The lignin that forms it is, at least partially, in a form cross-linked with the cross-linking agent, and this as much in the core itself of the fiber than on the surface thereof, so that it has a mechanical resistance when submitted to a rise in temperature, that is particularly good.
[0153] According to another aspect, the present disclosure relates to the use of such a fiber according to the present disclosure, in particular of a lignin-based fiber obtained, in particular directly, by a method of preparation according to the present disclosure, for the manufacture of carbon fibers.
[0154] More generally, the present disclosure also relates to a method of manufacturing a carbon fiber, according to which a lignin-based fiber according to the present disclosure, in particular obtained, in particular directly, by a method of preparation according to the present disclosure such as described hereinabove, is subjected to a carbonization treatment, then when required to a graphitization treatment.
[0155] The carbonization treatment can in particular be carried out on the fiber obtained at the output of the step b/ or of the step c/ of the method for preparing a lignin-based fiber according to the present disclosure, without having subjected beforehand this fiber to an intermediate thermo-oxidative treatment.
[0156] Thus, in particular aspects of the present disclosure, the lignin-based fiber obtained by a method of preparation according to the present disclosure is not subjected to any step of heat treatment, in particular at high temperature, typically greater than or equal to 150.degree. C., prior to the implementation of the step of carbonization treatment.
[0157] The lignin-based fiber, obtained at the output of the step b/ or of the step c/ of the method of preparing a lignin-based fiber according to the present disclosure, can in particular be subjected, prior to the step of carbonization treatment, to a treatment via radiation of the UV, Gamma, Beta, electronic, type.
[0158] The method of manufacturing of a carbon fiber according to the present disclosure can furthermore include, prior to the step of carbonization treatment, a step of heat treating the lignin-based fiber for a short period, for example for a few tens of minutes, in particular between 10 and 60 minutes, for example around 30 minutes, aiming at allowing the completion of the cross-linking reaction of the cross-linking agent and of the lignin that had begun in the extrusion device during the step b/ of spinning according to the present disclosure. This heat treatment, which can advantageously be carried out in the oven implemented for the carbonization treatment, can be carried out under an atmosphere that can be oxidative or not. It is preferentially carried out at a temperature less than 350.degree. C. In particular aspects of the present disclosure, it is carried out at a temperature between 180 and 280.degree. C. The pressure applied in the oven is preferably comprised between the atmospheric pressure, and 10 bars above the atmospheric pressure.
[0159] In particular aspects of the present disclosure, the method of manufacturing a carbon fiber comprises, before carrying out the step of carbonization treatment, a step of storage of the lignin-based fiber, for example in the form of a coil, at ambient temperature, i.e. at a temperature of about 20.degree. C., or more largely between 15 and 25.degree. C. If the cross-linking agent used so allows, this step of storage is preferably carried out for a duration that is sufficient to allow the cross-linking reaction of the cross-linking agent and of the lignin, which was initiated in the extrusion head of the extrusion device, to continue. The stability of the lignin-based fibers is then advantageously even higher. The step of storage of the lignin-based fiber can more generally be carried out at a temperature between -15 and 25.degree. C.
[0160] The carbonization treatment of the lignin-based fiber can be implemented according to any conventional method for those skilled in the art.
[0161] It can be carried out continuously, with the fiber scrolling in the carbonization oven, or discontinuously, i.e. in static mode, with the fiber being more preferably maintained under tension in the oven.
[0162] Prior to the carbonization, the fiber can be impregnated with an agent that improves the carbonization, such as a siloxane.
[0163] In particular aspects of the present disclosure, the carbonization oven is hermetically sealed and placed under vacuum to a value less than 1.104 Pa (0.1 bar). It is then filled with an inert gas, such as nitrogen, argon, etc., and a gas leak is created in such a way that the flow rate of gas is between 50 and 500 renewals in volume per hour. The pressure in the oven is more preferably between 1.103 Pa and 5.104 Pa above atmospheric pressure. The temperature applied in the carbonization oven is preferably between 800.degree. C. and 1500.degree. C.
[0164] At the end of this carbonization treatment, a carbon fiber is obtained.
[0165] This carbon fiber can then be subjected, if needed, to a graphitization treatment, by heating up to a temperature of 2500.degree. C. under an inert gas, in such a way as to obtain a better structuring of the carbon, and therefore more advantageous mechanical properties.
[0166] The lignin-based fiber according to the present disclosure can otherwise be carbonized continuously, by scrolling it successively in different ovens, of which one carbonization oven with an inert atmosphere at a temperature between 800.degree. C. and 1500.degree. C., then a graphitization oven at a temperature that can range up to 2500.degree. C. The scrolling speed of the fiber in these ovens is then preferentially between 1 and 100 m/h.
BRIEF DESCRIPTION OF THE DRAWINGS
[0167] The characteristics and advantages of the present disclosures shall appear more clearly in light of the examples of implementation hereinafter, provided simply for the purposes of illustration and in no way limiting of the present disclosure, with the support of FIGS. 1 to 9, wherein:
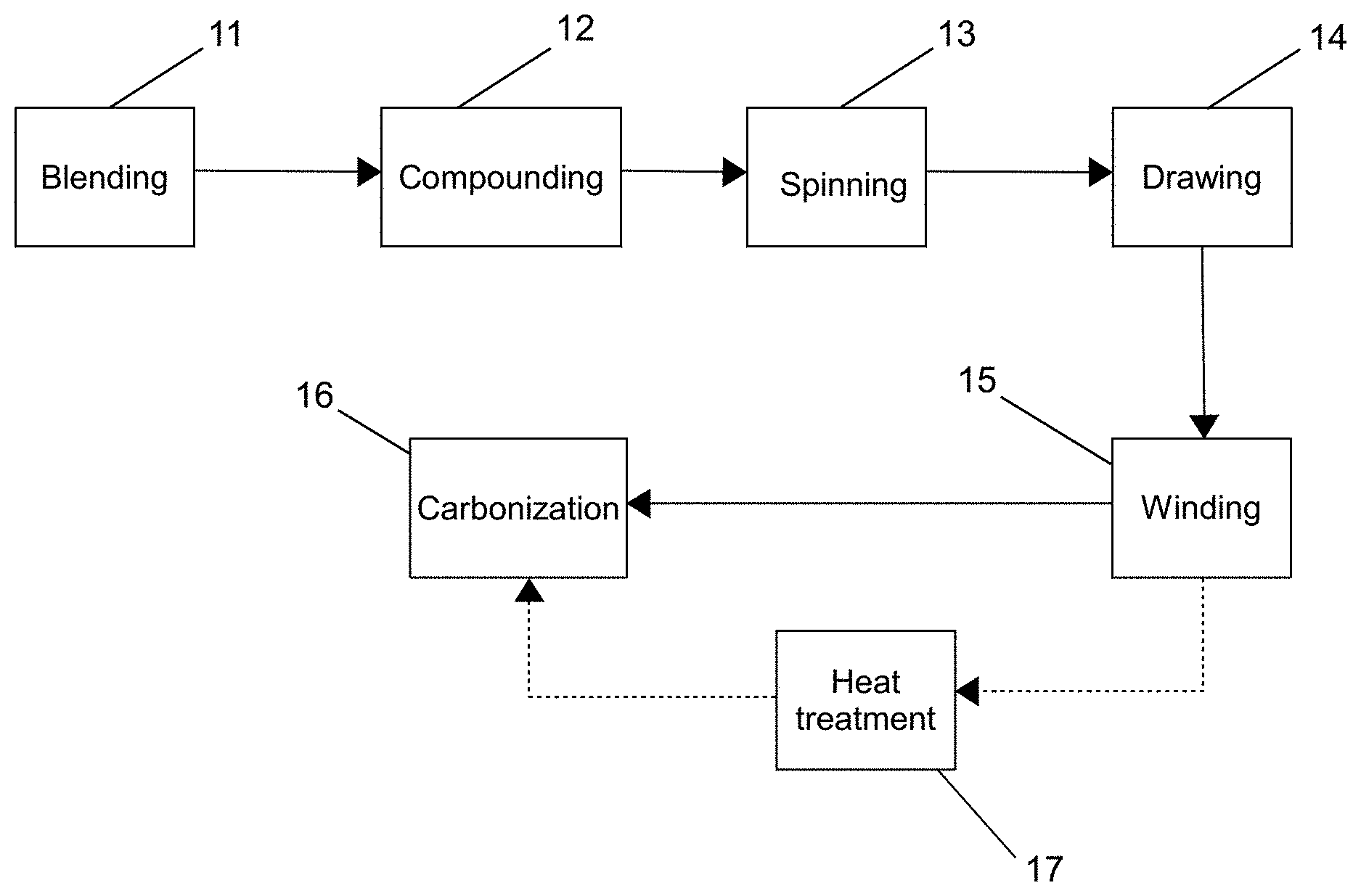
[0168] FIG. 1 diagrammatically shows, in the form of a block diagram, the various steps of a method for manufacturing a carbon fiber according to the present disclosure;
[0169] FIG. 2 shows a bargraph that illustrates the melt flow index (MFI) measured at different temperatures, for granules obtained in the first step of a method according to the present disclosure ("with cross-linking agent") and for granules obtained by a similar method, but which does not implement a cross-linking agent ("without cross-linking agent");
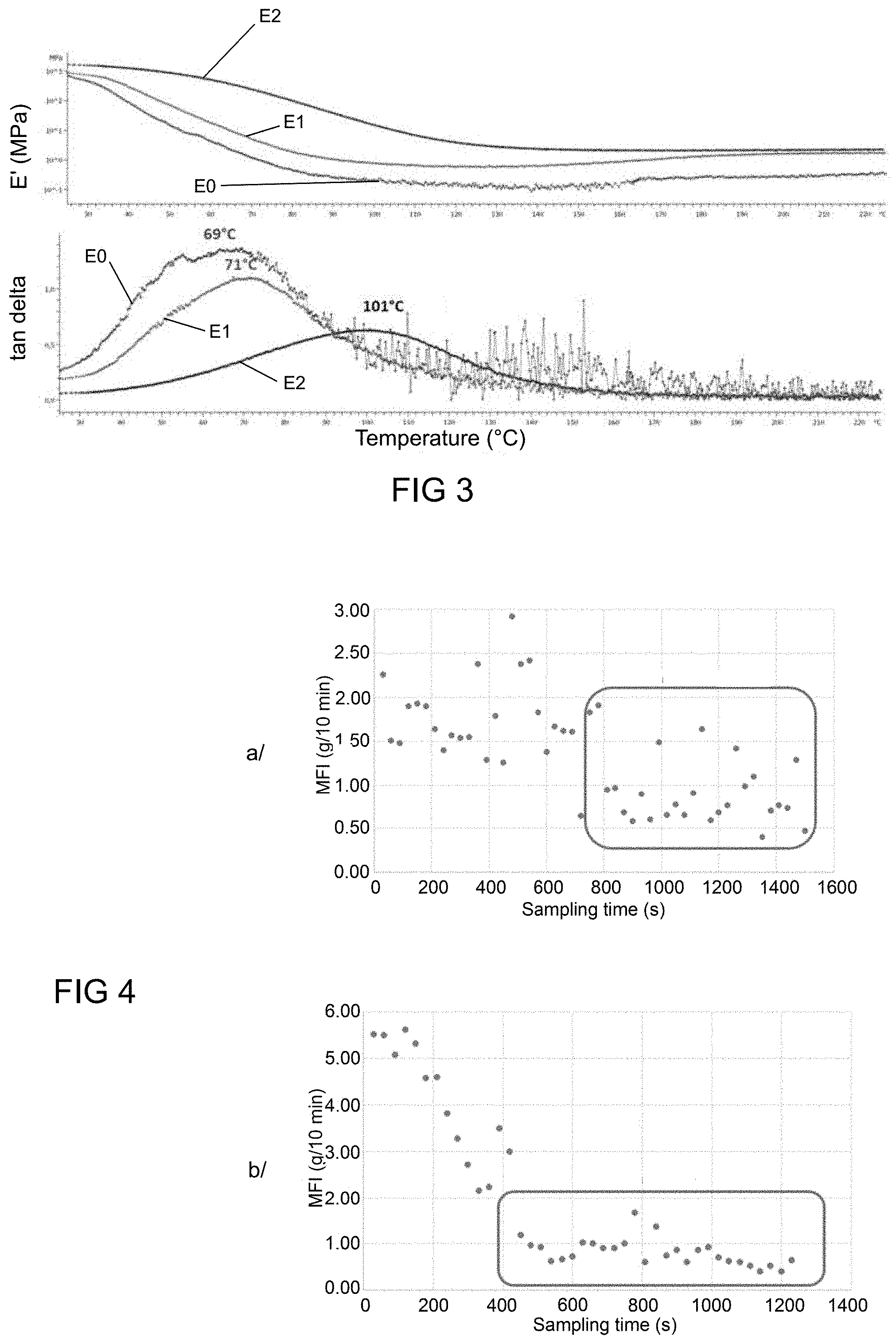
[0170] FIG. 3 shows a graph that represents, according to the temperature, the loss factor (tan delta) and the storage modulus (E') measured by dynamic mechanical analysis for a sample of granules obtained in the first step of a method for preparing lignin-based fibers according to the present disclosure: without additional heat treatment (E0), with a heat treatment of 130.degree. C. for 5 min (E1) or a heat treatment of 130.degree. C. for 5 min, then from 20.degree. C. up to 220.degree. C. for 100 min (E2);
[0171] FIG. 4 shows graphs that illustrate the change in the melt flow index (MFI) measured respectively at a/ 160.degree. C., b/ 130.degree. C., according to the sampling time, for granules obtained in the first step of a method according to the present disclosure; on each one of these graphs the reference area for the calculation of the MFI is indicated by a box;
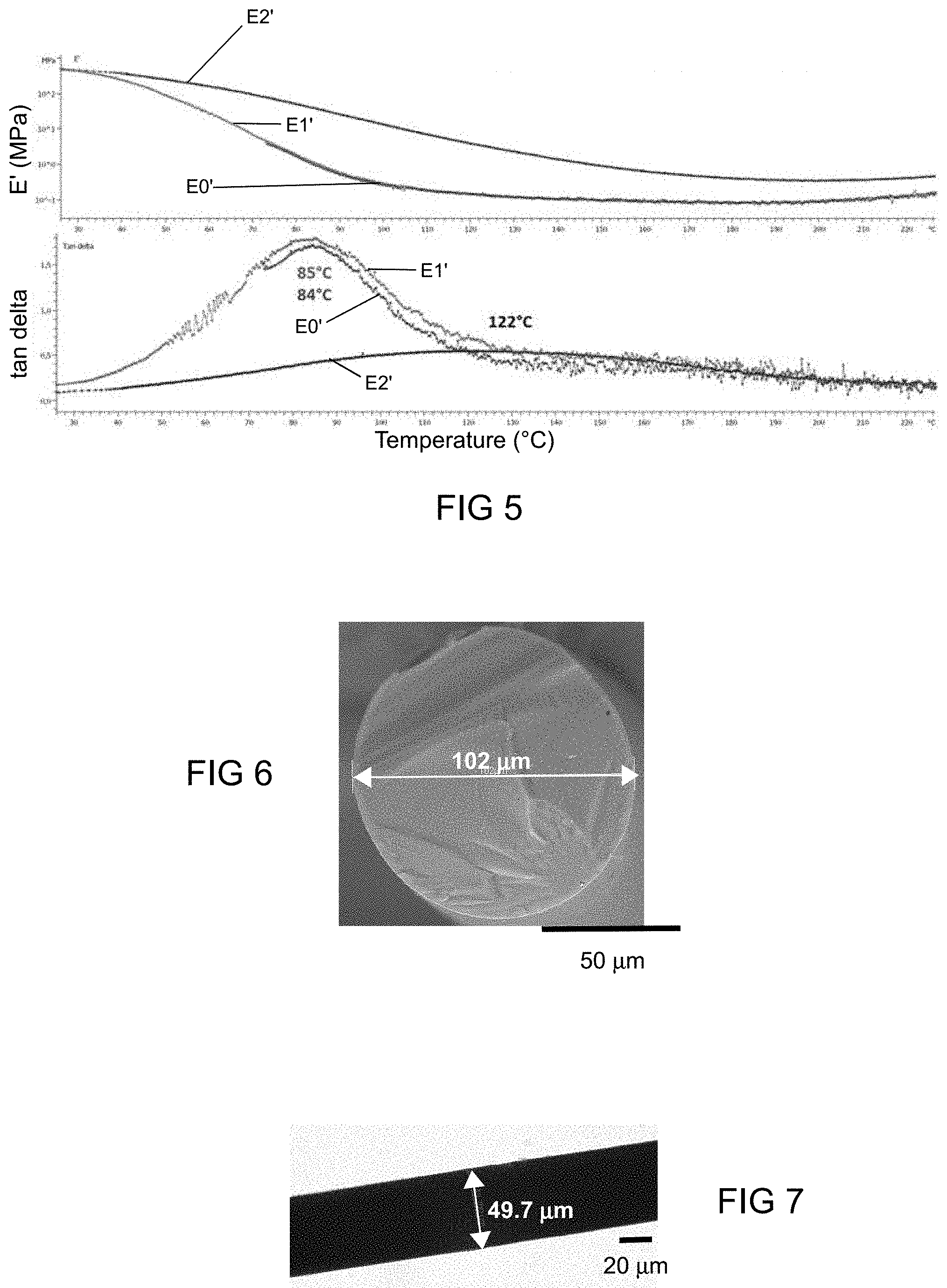
[0172] FIG. 5 shows a graph that represents, according to the temperature, the loss factor (tan delta) and the storage modulus (E') measured by dynamic mechanical analysis for a sample of granules obtained in the first step of a method according to the present disclosure: without additional heat treatment (E0'), with a heat treatment of 130.degree. C. for 5 min (E1') or a heat treatment of 130.degree. C. for 5 min then of 20.degree. C. up to 220.degree. C. for 100 min (E2');
[0173] FIG. 6 shows a scanning electron microscope image of a lignin-based fiber obtained by a method in accordance with the present disclosure;
[0174] FIG. 7 shows an optical microscope image of a carbon fiber obtained by direct carbonization of the lignin-based fiber of FIG. 5, by a method of manufacturing carbon fibers in accordance with the present disclosure;
[0175] FIG. 8 shows graphs that illustrate the change in the melt flow index (MFI) measured respectively at a/ 130.degree. C., b/ 170.degree. C., according to the sampling time, for granules obtained in the first step of a method similar to the method according to the present disclosure that does not implement any cross-linking agent; on each one of these graphs the reference area for the calculation of the MFI is indicated by a box;
[0176] and FIG. 9 shows a graph that represents, according to the temperature, the loss factor (tan delta) and the storage modulus (E') measured by dynamic mechanical analysis for a sample of granules obtained in the first step of a method similar to the method according to the present disclosure that does not implement any cross-linking agent, without additional heat treatment.
DETAILED DESCRIPTION
[0177] The various steps of a method for manufacturing a carbon fiber according to an aspect of the present disclosure are shown diagrammatically in FIG. 1, in the form of a block diagram.
[0178] This method first comprises the manufacturing of a lignin-based fiber, in accordance with the present disclosure.
[0179] In the first step a1/, shown as 11 in the figure, it comprises the blending of lignin, of a plasticizer that is hot miscible with the lignin and of a cross-linking agent capable of cross-linking with the lignin, more precisely to initiate a cross-linking reaction with the lignin, in a few minutes at a temperature which is at least 10.degree. C. greater than the glass-transition temperature of the intimate blend of the lignin and of the plasticizer.
[0180] The following step a2/ of the method, shown as 12 in the figure, consists in carrying out the intimate blending of the components hereinabove, via the so-called compounding technique, at a temperature greater than the glass-transition temperature of the lignin and than the softening temperature, in particular the melting temperature when it is a crystalline or semi-crystalline material, of the plasticizer. At the end of this step, an extrudate is obtained, in particular in the form of granules, wherein the lignin, the plasticizer and the cross-linking agent are in an intimate blend. No cross-linking reaction has begun yet at this stage of the method.
[0181] The step a1/ and the step a2/ can be carried out successively or simultaneously, at least for some of the operations that they require.
[0182] The following step of the method for preparation of a lignin-based fiber according to a particular aspect of the present disclosure, shown as 13 in the figure, consists in a step of spinning b/ of the extrudate obtained, in an extrusion device comprising an extrusion head in the terminal part, in order to form continuous threads. To this effect, operating conditions of temperature and of residence time are applied in the device, which are such that the temperature applied in the extrusion device is higher than the glass-transition temperature of the intimate blend formed in the step a2/, so that this blend is in fluid form; and the cross-linking of the cross-linking agent and of the lignin is caused in the terminal part of the extrusion device, in the extrusion head, and only in this terminal part.
[0183] At the output of the extrusion device, a lignin-based fiber is obtained, which is subjected, if necessary, to a step c/ of drawing, shown as 14 in the figure, which is conventional in itself.
[0184] The lignin-based fiber obtained is then subjected to a step of winding, shown as 15 in the figure.
[0185] The method for manufacturing a carbon fiber according to the present disclosure then comprises a step of carbonization of the lignin-based fiber, shown as 16 in the figure, and conventional in itself.
[0186] Optionally, it can comprise an intermediate step, shown as 17 in FIG. 1, of heat treatment of the wound lignin-based fiber, aiming to increase its stability by progression of the cross-linking reaction of the cross-linking agent and of the lignin, at a temperature less than 350.degree. C. and for a duration that does not exceed a few tens of minutes.
Example 1
[0187] 1/ Formulation
[0188] The formulation in accordance with the present disclosure implemented in this example contains the following contents of constituents, expressed as a percentage by weight, with respect to the total weight of the formulation:
[0189] 76% Protobind 2400 lignin marketed by the company GreenValue,
[0190] 20% polyethylene oxide polymer marketed under the name Alkox.RTM. E30 by the company Meisei Chemical Works, of a number average molecular weight between 300,000 and 400,000 g/mol and of a weight average molecular weight between 400,000 and 550,000 g/mol (plasticizer),
[0191] and 4% bisphenol A diglycidylether, an epoxy compound marketed under the name Epolam 8056 R by the company Axson (cross-linking agent).
[0192] The properties of the plasticizer are as follows: glass-transition temperature Tg=-50/-60.degree. C., melting temperature Tf=55-60.degree. C., crystallization temperature Tc=30-40.degree. C.
[0193] The properties of the cross-linking agent are as follows: glass-transition temperature Tg=-20.degree. C., molecular weight less than 700 g/mol.
[0194] The glass-transition temperature of this formulation, measured by DMA according to the protocol mentioned hereinabove, is 62.degree. C. The operating cross-linking temperature thereof is greater than 120.degree. C.
[0195] 2/ Method for Preparing Lignin Fibers
[0196] Using these ingredients, the following method for manufacturing lignin fibers in accordance with the present disclosure is implemented.
[0197] Compounding
[0198] The lignin and the plasticizer are blended in a prior step via mechanical action. An auger dozer is used to pour this blend into the feeding hopper of an extruder that is not heated.
[0199] The extruder used is a Eurolab twin-screw co-rotating screw extruder from Thermo Scientific. The operating parameters are as follows:
[0200] Screw diameter=16 mm
[0201] L/D ratio: 40
[0202] Screw speed=250 rpm
[0203] No degassing is implemented during the extrusion.
[0204] The temperatures of the various areas of the extruder are as follows:
[0205] Temperature of the supply area: 60.degree. C.
[0206] Temperature of the blending areas: 100.degree. C. and 120.degree. C.
[0207] Temperature of the conveying areas: 120.degree. C. and 135.degree. C.
[0208] Temperature of the die: 130.degree. C.
[0209] The temperature of the extrusion die is 30.degree. C. less than the operating cross-linking temperature of the cross-linking agent with the lignin.
[0210] The cross-linking agent, which is in liquid form, is injected using a syringe pump into the penultimate heating area (i.e. at the level of the area at 135.degree. C.). It therefore spends little time in the extruder, which makes it possible to prevent activating the cross-linking reaction with the lignin.
[0211] A flexible and drawable ring is obtained at the die exit. The total residence time of the lignin in the extruder was less than 5 min.
[0212] This ring is air-cooled before being granulated.
[0213] Analysis of the Granules Obtained
[0214] The granules thus obtained are analyzed in order to determine their melt flow index (MFI) at different temperatures. This analysis consists in measuring the mass of material passing through a given die under the action of a fixed pressure, during a given time and at a fixed temperature. The more fluid the material is, the more substantial the quantity of material exiting from the die during this given time is.
[0215] The conditions of analysis are as follows. The temperatures tested are 130, 140, 150, 160 and 170.degree. C. Once the oven is at the desired temperature, 5 g of material are inserted into the hopper of the MFI measuring device. So that this quantity is really at the desired temperature, it is subjected to a preheating time of 5 min under a weight of 2.16 Kg, then a sample is taken every 10 seconds.
[0216] For the purposes of comparison, the same measuring protocol is implemented, for granules obtained as indicated hereinabove, but without the addition of a cross-linking agent.
[0217] The results obtained are shown in FIG. 2.
[0218] For the comparative granules without cross-linking agent (hatched bars on the graph), it is observed that the higher the temperature is, the higher the MFI index is.
[0219] For the granules obtained in accordance with the present disclosure (white bars on the graph): at 130.degree. C., the MFI is low, but higher than for the granules obtained without cross-linking agent. At 130.degree. C., the non-reacted cross-linking agent acts as a plasticizer and fluidizes the blend. After 6 minutes of flow under heating, a caking due to the cross-linking is observed (the cross-linking agent has played its role well and entirely cross-linked the formulation: no more flow is produced). A 140.degree. C., the MFI is a little higher. The viscosity of the non-reacted blend is lower, because the temperature is higher. A caking however takes place faster, after 3 minutes of flow under heating. The kinetics of the reaction is accelerated as the temperature is higher. A 150.degree. C., it is observed that the MFI has fallen, and the caking takes place after only 2 minutes of flow under heating. This indicates that the cross-linking started during the preheating time. Finally, at 160.degree. C., there is no flow after 5 minutes, the caking therefore took place during the preheating time.
[0220] Thus, this demonstrates that the cross-linking agent reacts after a certain period of time and cross-links the blend, causing the viscosity to increase and the MFI to fall; furthermore, the time required for the reaction decreases when the temperature increases.
[0221] The granules are furthermore analyzed by dynamic mechanical analysis (DMA) in order to measure their viscoelastic and mechanical properties according to the temperature. To this effect, at the end of the compounding step, they are subjected to additional heat treatments that make it possible to simulate the behavior of the material during the subsequent steps of the method (spinning, then optional additional heat treatment): heat treatment at 130.degree. C. for 5 min; heat treatment at 130.degree. C. for 5 min then a second passage from 20 to 220.degree. C. for 100 min. For the purposes of comparison, a sample obtained directly at the end of compounding is also analyzed.
[0222] A DMA device 1 from Mettler Toledo is implemented. The operating parameters are as follows:
[0223] Type of solicitation: tension
[0224] Sample solicited: parallelepiped; L=5 mm; W=2 mm; thickness=0.8 mm
[0225] Temperature gradient: 2.degree. C./min
[0226] Frequency: 1 Hz
[0227] Displacement: 2 .mu.m
[0228] The displacement is chosen in such a way as to obtain a signal while still remaining in the linear viscoelastic domain.
[0229] The results obtained are shown in FIG. 3.
[0230] It is observed here that the sample such as obtained after the compounding (E0) creeps after the glass transition, so that it is suitable for a later spinning. The sample heated to 130.degree. C. for 5 min (E1) has a slightly offset glass transition, and the material does not creep after the latter; after the glass transition, the storage modulus E' is from 5 to 10 times greater than that of the sample E0. The material has started to cross-link. The cross-linking is not completed, since a rise in E' is observed between 130.degree. C. and 220.degree. C. This result confirms that it will be possible to carry out the following step of the method according to the present disclosure at a temperature greater than or equal to 130.degree. C. to start the step of cross-linking. For the sample that underwent the first temperature sweeping and a subsequent temperature sweeping between 20 and 220.degree. C. (E2), the glass transition is substantially offset towards the high temperatures and after this transition, E' remains 10 times greater than that of E0. The material is completely cross-linked and does not creep. E' reached by E1 at 220.degree. C. is very close to E' reached by E2. This result shows the importance of the temperature of the die in the following step: an excessively hot die results in a complete cross-linking and in an obstruction of the extrusion head by the material.
[0231] Spinning
[0232] The granules obtained at the end of the step of compounding are subjected to a step of hot extrusion spinning then drawing of the fibers, in the following way.
[0233] A Scamex single-screw table horizontal extruder of the Rheoscam type is implemented with a L/D ratio=11, with 3 heating areas. The third heating area makes it possible to control the temperature of the extrusion head, and is adjusted to initiate the cross-linking.
[0234] The temperatures used are more precisely as follows:
[0235] Temperature of the supply area: 120.degree. C.
[0236] Temperature of the conveying area: 140.degree. C.
[0237] Temperature of the extrusion head: 180.degree. C.
[0238] The granules are introduced into the extruder, and the melted blend is directly extruded through the extrusion head at the screw output, to form a thread, which is drawn while being cooled in the ambient air.
[0239] The thread then joins a set of feeding rollers, at a speed of 20 m/min, passes through an oven at the temperature of 160.degree. C., the n over a set of drawing rollers, at a speed of 40 m/min. It undergoes a drawing between the two sets of rollers, according to the ratio of the rotation speed of the feeding rollers and of the drawing rollers. In the last step, the lignin fiber obtained is wound on a cardboard tube.
[0240] This fiber has the form of a monofilament. It has a diameter of about 20 .mu.m. Its length is about 1,000 meters.
[0241] This lignin fiber can be directly subjected to a step of carbonization, in order to form a carbon fiber, without undergoing any intermediate step of oxidative thermal treatment.
[0242] By way of example, it can to this effect be subjected to a static carbonization under nitrogen and under tension with a temperature gradient of 20 to 1200.degree. C. at 3.degree. C./min, conventionally in itself. The carbon fiber then obtained has the form of a monofilament, and has a diameter of about 10 .mu.m.
Example 2
[0243] 1/ Formulation
[0244] The formulation in accordance with the present disclosure implemented in this example contains the following contents of constituents, expressed as a percentage by weight, with respect to the total weight of the formulation: [0245] 75% Protobind 2400 lignin, [0246] 20% polyethylene oxide polymer marketed under the name Alkox.RTM. E30 (plasticizer), [0247] and 5% bisphenol F bisbenzoxazine marketed under the name Araldite.RTM. MT 35700 by the company Huntsman (cross-linking agent).
[0248] The properties of the plasticizer are as follows: glass-transition temperature Tg=-50/-60.degree. C., melting temperature Tf=55-60.degree. C., crystallization temperature Tc=30-40.degree. C.
[0249] The properties of the cross-linking agent are as follows: glass-transition temperature Tg=73.6.degree. C., melting temperature Tf=240.degree. C.
[0250] The glass-transition temperature of this formulation, measured by DMA according to the protocol mentioned hereinabove, is 65.degree. C. The operating cross-linking temperature thereof is greater than 180.degree. C.
[0251] 2/ Method for Preparing Lignin Fibers
[0252] Using these ingredients, the method for manufacturing lignin fibers in accordance with the present disclosure is implemented such as described hereinabove in the example 1, except for the following operating parameters.
[0253] Compounding
[0254] The temperatures of the various areas of the extruder are as follows:
[0255] Temperature of the supply area: 60.degree. C.
[0256] Temperature of the blending areas: 100.degree. C. and 130.degree. C.
[0257] Temperature of the conveying areas: 130.degree. C. and 130.degree. C.
[0258] Temperature of the die: 130.degree. C.
[0259] The screw speed is 150 rpm.
[0260] The cross-linking agent used beings to cross-link with the lignin around 200.degree. C. The extrusion temperatures being lower than its activation temperature, it plays the role of a filler in the formulation. The ring at the die output is flexible and can be drawn. It is air cooled before it is granulated.
[0261] Analysis of the Granules Obtained
[0262] The granules thus obtained are analyzed in order to determine their melt flow index MFI at different temperatures. The protocol used is the same as the one disclosed in the Example 1 hereinabove.
[0263] The temperatures tested are 160 and 190.degree. C.
[0264] The results obtained are shown in FIG. 4.
[0265] For the sample treated at 160.degree. C. (graph a/), for the reference area indicated by a box in the figure, a melt flow index MFI=0.94.+-.0.41 g/10 min is calculated. For the sample treated at 130.degree. C. (graph b/), for the reference area indicated by a box in the figure, a melt flow index MFI=0.82.+-.0.29 g/10 min.
[0266] These results obtained at 160 and 190.degree. C. are explicit: the MFI decreases over time for each temperature. This means that the cross-linking agent is starting to act. In the following step of spinning, the cross-linking in the last area of the extruder can be carried out, and this so as to obtain a lignin-based fiber that does not require a later step of thermo-oxidation.
[0267] The granules are furthermore analyzed by dynamic mechanical analysis (DMA), according to the protocol indicated in the example 1 hereinabove.
[0268] The results obtained are shown in FIG. 5.
[0269] It is observed here that the sample such as obtained after the compounding (E0') creeps after the glass transition, and is therefore suitable for the next step of the method according to the present disclosure. The sample treated at 130.degree. C. for 5 min (E1') has exactly the same behavior: the cross-linking did not take place. In both cases, a rise in E' towards 190.degree. C. is noted, showing a starting of cross-linking. The result obtained for the sample that was subjected to an additional heat treatment from 20.degree. C. to 220.degree. C. (E2') confirms that the cross-linking has taken place: the glass transition takes place at a higher temperature, and E' after this transition is 10 times higher than in the preceding cases, there is still the signal: the material has not crept.
[0270] This confirms that the cross-linking begins around 190.degree. C.
[0271] Spinning
[0272] The granules obtained at the end of the step of compounding are subjected to a step of hot extrusion spinning then drawing of the fibers, according to the protocol described in the example 1 hereinabove.
[0273] The temperatures of the various areas of the extruder are as follows:
[0274] Temperature of the supply area: 130.degree. C.
[0275] Temperature of the conveying area: 180.degree. C.
[0276] Temperature of the extrusion head: 200.degree. C.
[0277] A lignin fiber with a length of about 500 m and a diameter of about 100 .mu.m is obtained. A scanning electron microscope image of this lignin-based fiber is shown in FIG. 6.
[0278] 3/ Method for Preparing Carbon Fibers
[0279] This lignin fiber is directly subjected to a step of carbonization, in order to form a carbon fiber, without being subjected beforehand to any step of oxidative heat treatment.
[0280] This step is carried out via static carbonization under nitrogen and under tension, with a temperature gradient from 20 to 1200.degree. C. at 3.degree. C./min, conventionally in itself. The carbon fiber obtained has the form of a continuous monofilament with a length of about 20 cm, and has a diameter of about 50 .mu.m.
[0281] An optical microscope image of this carbon fiber is shown in FIG. 7.
Example 3
[0282] 1/ Formulation
[0283] The formulation in accordance with the present disclosure implemented in this example contains the following contents of constituents, expressed as a percentage by weight, with respect to the total weight of the formulation: [0284] 72% Protobind 2400 lignin marketed by the company GreenValue, [0285] 18% ether polycarboxylate polymer marketed under the name Ethacryl.RTM. HF by the company Coatex, with a weight average molecular weight between 100,000 and 150,000 g/mol (plasticizer), [0286] and 10% bisphenol A diglycidylether, an epoxy compound marketed under the name Epolam 8056 R by the company Axson (cross-linking agent).
[0287] The properties of the plasticizer are as follows: glass-transition temperature Tg=-45/-60.degree. C., melting temperature Tf=35-45.degree. C., crystallization temperature Tc=0-15.degree. C.
[0288] The glass-transition temperature of this formulation, measured by DMA according to the protocol mentioned hereinabove, is 55.degree. C. The operating cross-linking temperature of the cross-linking agent with the lignin is greater than 130.degree. C.
[0289] 2/ Method for Preparing Lignin Fibers
[0290] Using these ingredients, the following method for manufacturing lignin fibers in accordance with the present disclosure is implemented.
[0291] Compounding
[0292] An auger dozer is used to pour the lignin into the feeding hopper of an extruder that is not heated. The Ethacryl.RTM. HF is injected into this same feeding hopper thanks to a peristaltic pump, while the cross-linking agent is injected only into the penultimate heating area before the die, using a syringe pump. It therefore spends little time in the extruder, which makes it possible to prevent activating the cross-linking reaction with the lignin.
[0293] The extruder used is an LTE 26-40 twin-screw co-rotating screw extruder from Labtech Engineering Company LTD. The operating parameters are as follows:
[0294] Screw diameter=26 mm
[0295] L/D ratio: 40
[0296] Screw speed=190 rpm
[0297] Three degassing openings are implemented during the extrusion.
[0298] The temperatures of the various areas of the extruder are as follows:
[0299] Temperature of the supply area: 80.degree. C.
[0300] Temperature of the blending areas: 120.degree. C.
[0301] Temperature of the conveying areas: 120.degree. C.
[0302] Temperature of the die: 120.degree. C.
[0303] The temperature of the extrusion die is 10.degree. C. less than the operating cross-linking temperature of the cross-linking agent with the lignin.
[0304] A flexible and drawable ring is obtained at the die exit. The total residence time of the lignin in the extruder was less than 1 min.
[0305] This ring is air-cooled before being granulated.
[0306] Spinning
[0307] The granules obtained at the end of the step of compounding are subjected to a step of hot extrusion spinning then drawing of the fibers, in the following way. The operating protocol is such as described in the example 1, except for temperatures of the extruder, which are as follows:
[0308] Temperature of the supply area: 130.degree. C.
[0309] Temperature of the conveying area: 130.degree. C.
[0310] Temperature of the extrusion head: 140.degree. C.
[0311] The thread obtained at the end of the extrusion step then join a set of feeding rollers, at a speed of 27 m/min, passes through an oven at a temperature of 100.degree. C., then on a set of drawing rollers, at a speed of 81 m/min.
[0312] In the last step, the lignin fiber obtained is wound on a cardboard tube.
[0313] This fiber has the form of a monofilament. It has a diameter of about 30 .mu.m. Its length is about 500 meters.
[0314] This lignin fiber can be subjected directly to a step of carbonization, in order to form a carbon fiber, without undergoing any intermediate step of oxidative thermal treatment.
[0315] By way of example, it can to this effect be subjected to a static carbonization under nitrogen and under tension with a temperature gradient of 20 to 1200.degree. C. to 3.degree. C./min, conventionally in itself. The carbon fiber then obtained has the form of a monofilament, and has a diameter of about 15 .mu.m.
Example 4
[0316] 1/ Formulation
[0317] The formulation in accordance with the present disclosure implemented in this example contains the following contents of constituents, expressed as a percentage by weight, with respect to the total weight of the formulation: [0318] 63% Protobind 2400 lignin marketed by the company GreenValue, [0319] 27% poly(acrylonitrile-co-methyl acrylate)-block-poly(acrylonitrile-co-butadiene) copolymer marketed under the name Barex.RTM. 210E. [0320] and 10% bisphenol F bisbenzoxazine marketed under the name Araldite.RTM. MT 35700 by the company Huntsman (cross-linking agent).
[0321] The properties of the plasticizer are as follows: glass-transition temperature 1 Tg1=66.degree. C., glass-transition temperature 2 Tg2=131.degree. C.
[0322] The glass-transition temperature of this formulation is 85.degree. C. The operating cross-linking temperature of the cross-linking agent with the lignin is greater than 180.degree. C.
[0323] 2/ Method for Preparing Lignin Fibers
[0324] Using these ingredients, the following method for manufacturing lignin fibers in accordance with the present disclosure is implemented.
[0325] Compounding
[0326] The lignin and the plasticizer are blended in a prior step via mechanical action. An auger dozer is used to pour this blend into the feeding hopper of an extruder that is not heated.
[0327] The extruder used is a Eurolab twin-screw co-rotating screw extruder from Thermo Scientific. The operating parameters are as follows:
[0328] Screw diameter=16 mm
[0329] L/D ratio: 40
[0330] Screw speed=150 rpm
[0331] No degassing is implemented during the extrusion.
[0332] The temperatures of the various areas of the extruder are as follows:
[0333] Temperature of the supply area: 60.degree. C.
[0334] Temperature of the blending areas: 100.degree. C. and 150.degree. C.
[0335] Temperature of the conveying areas: 150.degree. C. and 150.degree. C.
[0336] Temperature of the die: 150.degree. C.
[0337] The temperature of the extrusion die is 30.degree. C. less than the operating cross-linking temperature of the cross-linking agent with the lignin.
[0338] A flexible and drawable ring is obtained at the die exit. The total residence time of the lignin in the extruder was less than 5 min.
[0339] This ring is air-cooled before being granulated.
[0340] Spinning
[0341] The granules obtained at the end of the step of compounding are subjected to a step of hot extrusion spinning then drawing of the fibers, in the following way. The operating protocol is such as described in the example 1, except for temperatures of the extruder, which are as follows:
[0342] Temperature of the supply area: 160.degree. C.
[0343] Temperature of the conveying area: 165.degree. C.
[0344] Temperature of the extrusion head: 170.degree. C.
[0345] The thread obtained is wound on a cardboard tube. This fiber has the form of a monofilament. It has a diameter of about 30 .mu.m. Its length is greater than 1,200 m. The fiber obtained is mechanically resistant and has increased drawability in relation to the fibers obtained in the preceding examples 1, 2, and 3. Because of that, it can advantageously be wound at a speed of 630 m/min.
[0346] This lignin fiber can be directly subjected to a step of carbonization, in order to form a carbon fiber, without undergoing any intermediate step of oxidative thermal treatment.
[0347] By way of example, it can to this effect be subjected to a static carbonization under nitrogen and under tension with a temperature gradient from 20 to 1200.degree. C. at 3.degree. C./min, conventionally in itself. The carbon fiber then obtained has the form of a monofilament, and has a diameter of about 20 .mu.m.
Example 5--Comparative Example
[0348] For the purposes of comparison, a method for preparing lignin-based fibers similar to the method according to the present disclosure is implemented, which however does not implement any cross-linking agent.
[0349] 1/ Formulation
[0350] The formulation used in this example contains the following content in constituents, expressed as a percentage by weight, with respect to the total weight of the formulation: [0351] 80% Protobind 2400 lignin, [0352] 20% polyethylene oxide polymer marketed under the name Alkox.RTM. E30 (plasticizer),
[0353] The glass-transition temperature of this formulation, measured by DMA according to the protocol disclosed hereinabove, is 74.degree. C.
[0354] 2/ Method for Preparing Lignin Fibers
[0355] Using these ingredients, a method for manufacturing lignin fibers is implemented according to the operating conditions described hereinabove in the example 1, except for the following operating parameters.
[0356] Compounding
[0357] The temperatures of the various areas of the extruder are as follows:
[0358] Temperature of the supply area: 60.degree. C.
[0359] Temperature of the blending areas: 100.degree. C. and 120.degree. C.
[0360] Temperature of the conveying areas: 120.degree. C. and 130.degree. C.
[0361] Temperature of the die: 130.degree. C.
[0362] The screw speed is 250 rpm.
[0363] Analysis of the Granules Obtained
[0364] The granules thus obtained are analyzed in order to determine their melt flow index MFI at different temperatures. The protocol used is the same as the one disclosed in the Example 1 hereinabove.
[0365] The temperatures tested are 130 and 170.degree. C. The results obtained are shown in FIG. 8, respectively in a/ and in b/.
[0366] The following is calculated: for the sample treated at 130.degree. C. (graph a/), for the reference area indicated by a box in the figure, a melt flow index MFI=0.42.+-.0.22 g/10 min; for the sample treated at 170.degree. C. (graph b/), for the reference area indicated by a box in the figure, a melt flow index MFI=4.40.+-.1.07 g/10 min.
[0367] These results obtained at 130 and 170.degree. C. are explicit: the MFI is constant over time for a given temperature and the MFI is increasingly higher when the temperature increases. This means that the higher the temperature is, the more fluid the lignin/plasticizer blend is.
[0368] The granules are furthermore analyzed by dynamic mechanical analysis (DMA) according to the protocol indicated in the example 1 hereinabove, pour
[0369] The results obtained for the analysis of the sample coming from the compounding, without any additional heat treatment, are shown in FIG. 9.
[0370] It is observed here that the sample such as obtained after the compounding creeps after the glass transition (loss of signal), and is therefore suitable for the next step of the method.
[0371] The sample treated at 120.degree. C. for 5 min has exactly the same behavior: the cross-linking did not take place. A second passage at 220.degree. C. cannot be carried out, the sample having crept in the apparatus.
[0372] Spinning
[0373] The granules obtained at the end of the step of compounding are subjected to a step of hot extrusion spinning then drawing of the fibers, according to the protocol described in the example 1 hereinabove, with the operating parameters:
[0374] Temperature of the supply area: 160.degree. C.
[0375] Temperature of the conveying area: 170.degree. C.
[0376] Temperature of the extrusion head: 180.degree. C.
[0377] A lignin-based fiber is obtained with a length of about 500 m and diameter about 100 .mu.m.
[0378] 3/ Method for Preparing Carbon Fibers
[0379] This lignin-based fiber is directly subjected to a step of carbonization, without being subjected beforehand to any step of oxidative heat treatment.
[0380] This step is carried out via static carbonization under nitrogen and under tension, with a temperature gradient from 20 to 1200.degree. C. at 3.degree. C./min, conventionally in itself. During this step, it is observed that the fiber melts and creeps at a temperature less than 250.degree. C., and that it breaks in the oven.
[0381] This demonstrates that it is not possible to directly carbonize the lignin-based fiber obtained in the absence of a cross-linking agent.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.