Low Gauge, Levelled Can Body Stock And Methods Of Making The Same
Campbell; Ian Musson ; et al.
U.S. patent application number 16/428137 was filed with the patent office on 2019-12-05 for low gauge, levelled can body stock and methods of making the same. The applicant listed for this patent is Novelis Inc.. Invention is credited to Ian Musson Campbell, Thomas Wuttke.
| Application Number | 20190368020 16/428137 |
| Document ID | / |
| Family ID | 66867865 |
| Filed Date | 2019-12-05 |





| United States Patent Application | 20190368020 |
| Kind Code | A1 |
| Campbell; Ian Musson ; et al. | December 5, 2019 |
LOW GAUGE, LEVELLED CAN BODY STOCK AND METHODS OF MAKING THE SAME
Abstract
Described herein are levelled and degreased aluminum alloys with a reduced gauge for can body stock production. The aluminum alloys exhibit improved formability. Also described herein are methods for processing the aluminum alloys to produce beverage can bodies. The aluminum alloys and sheets described herein are suitable for manufacturing cups and beverage can bodies at high production rates.
| Inventors: | Campbell; Ian Musson; (Gottingen, DE) ; Wuttke; Thomas; (Renshausen, DE) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 66867865 | ||||||||||
| Appl. No.: | 16/428137 | ||||||||||
| Filed: | May 31, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62679222 | Jun 1, 2018 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C22F 1/04 20130101; B22D 21/007 20130101; C22C 21/08 20130101; C22C 21/00 20130101; C22F 1/047 20130101 |
| International Class: | C22F 1/047 20060101 C22F001/047; C22C 21/08 20060101 C22C021/08; B22D 21/00 20060101 B22D021/00 |
Claims
1. A method of producing an aluminum alloy product, comprising: casting an aluminum alloy comprising about 0.05-0.4 wt. % Cu, 0.25-0.9 wt. % Fe, 0.8-3.0 wt. % Mg, 0.1-2.0 wt. % Mn, 0.2-0.7 wt. % Si, up to 0.1 wt. % Ti, up to 0.25 wt. % Zn, up to 0.4 wt. % Cr, up to 0.15 wt. % impurities, and Al, to form a cast aluminum alloy; heating the cast aluminum alloy; hot rolling the cast aluminum alloy to produce a rolled product; cold rolling the rolled product to produce an aluminum alloy product; and levelling the aluminum alloy product.
2. The method of claim 1, wherein casting is performed by semi-continuous direct chill ingot casting or strip casting.
3. The method of claim 1, wherein heating the cast aluminum alloy comprises homogenizing the cast aluminum alloy.
4. The method of claim 1, further comprising degreasing the aluminum alloy product.
5. The method of claim 1, further comprising removing aluminum fines, rolling oil, and debris from the aluminum alloy product.
6. The method of claim 1, further comprising lubricating the aluminum alloy product with a cupping lubricant.
7. An aluminum alloy product prepared according to the method of claim 1.
8. The aluminum alloy product of claim 7, wherein the aluminum alloy comprises a 3xxx series or 5xxx series aluminum alloy.
9. The aluminum alloy product of claim 7, wherein the aluminum alloy product is a sheet.
10. The aluminum alloy product of claim 9, wherein the sheet has a longitudinal yield strength of at least about 260 MPa.
11. The aluminum alloy product of claim 9, wherein the sheet is thermally-levelled at a temperature ranging from about 170.degree. C. to about 280.degree. C.
12. The aluminum alloy product of claim 9, wherein the sheet is tension-levelled in a longitudinal direction.
13. The aluminum alloy product of claim 7, wherein the aluminum alloy product comprises a thickness of less than about 240 .mu.m.
14. The aluminum alloy product of claim 7, wherein one or more surfaces of the aluminum alloy product has a texture aspect ratio of 0.1 to 0.7.
15. The aluminum alloy product of claim 7, wherein one or more surfaces of the aluminum alloy product comprise cupping lubricant in an amount at least about 200 mg of per square meter per side (mg/m.sup.2/side).
16. The aluminum alloy product of claim 7, wherein the one or more surfaces of the aluminum alloy product comprise a post-lubricant in an amount of from about 5 mg/m.sup.2/side to about 100 mg/m.sup.2/side.
17. The aluminum alloy product of claim 16, wherein the post-lubricant comprises dibutyl adipate, dibutyl sebacate, dihexyl adipate, dihexyl sebacate, dicyclohexyl adipate, dicyclohexyl sebacate, dioctyl adipate, dioctyl sebacate, diisodecyl adipate, diisodecyl sebacate, diundecyl adipate, diundecyl sebacate, didodecanyl adipate, didodecanyl sebacate, diphenyl sebacate, or diphenyl adipate.
18. The aluminum alloy product of claim 7, wherein the aluminum alloy product is substantially free of aluminum fines and debris.
19. The aluminum alloy product of claim 7, wherein the aluminum alloy product comprises a beverage can body.
20. An aluminum alloy product, comprising: an aluminum alloy comprising about 0.05-0.4 wt. % Cu, 0.25-0.9 wt. % Fe, 0.8-3.0 wt. % Mg, 0.1-2.0 wt. % Mn, 0.2-0.7 wt. % Si, up to 0.1 wt. % Ti, up to 0.25 wt. % Zn, up to 0.4 wt. % Cr, up to 0.15 wt. % impurities, and Al, wherein the aluminum alloy product comprises a thickness of less than about 240 .mu.m.
21. The aluminum alloy product of claim 20, wherein one or more surfaces of the aluminum alloy product has a texture aspect ratio of 0.1 to 0.7.
Description
PRIORITY
[0001] This application claims priority to and filing benefit of U.S. provisional application Ser. No. 62/679,222 filed Jun. 1, 2018, which is incorporated herein by reference in its entirety.
FIELD
[0002] The present disclosure is directed to aluminum alloy products and the properties of the same. The disclosure further relates to can body stock and methods of producing and processing the same.
BACKGROUND
[0003] Metal cans are well known and widely used as beverage containers. Conventional beverage can bodies are generally made from metal at least 240 .mu.m in thickness, which is considered to be necessary to achieve the strength requirements for can bodies. Beverage can bodies are manufactured at high production rates and there is an ever-increasing demand to reduce metal content, and therefore cost, of the beverage can by down-gauging. There are also demands to further increase the production rate of beverage cans by eliminating metal-related jams at the cupper press and tear-offs and split domes at the bodymakers. However, the inherent non-flatness of cold-rolled aluminum sheets, insufficient surface lubricity, presence of surface fines and residual rolling oil, and formability properties of existing aluminum can body stock can prevent successful reduction in metal content (light-weighting) and can cause a reduction in productivity rates for can body production.
SUMMARY
[0004] Covered embodiments of the invention are defined by the claims, not this summary. This summary is a high-level overview of various aspects of the invention and introduces some of the concepts that are further described in the Detailed Description section below. This summary is not intended to identify key or essential features of the claimed subject matter, nor is it intended to be used in isolation to determine the scope of the claimed subject matter. The subject matter should be understood by reference to appropriate portions of the entire specification, any or all drawings, and each claim.
[0005] Described herein is a method of producing an aluminum alloy product, such as an aluminum alloy sheet for use as can body stock. The method comprises casting an aluminum alloy comprising about 0.05-0.4 wt. % Cu, 0.25-0.9 wt. % Fe, 0.8-3.0 wt. % Mg, 0.1-2.0 wt. % Mn, 0.2-0.7 wt. % Si, up to 0.1 wt. % Ti, up to 0.25 wt. % Zn, up to 0.4 wt. % Cr, up to 0.15 wt. % impurities, and Al, to form a cast aluminum alloy; heating the cast aluminum alloy; hot rolling the cast aluminum alloy to produce a rolled product; cold rolling the rolled product to produce an aluminum alloy product; and levelling the aluminum alloy product. Optionally, the casting can be performed by semi-continuous direct chill ingot casting or strip casting. In some cases, the step of heating the cast aluminum comprises homogenizing the cast aluminum alloy. The method can further comprise degreasing the aluminum alloy product, removing aluminum fines, rolling oil, and debris from the aluminum alloy product, and/or lubricating the aluminum alloy product with a cupping lubricant. In some cases, the degreasing process comprises use of a solvent or hot water.
[0006] Also described herein is an aluminum alloy product prepared according to the method described herein. The aluminum alloy can comprise a 3xxx series aluminum alloy or a 5xxx series aluminum alloy. In some cases, the aluminum alloy comprises about 0.05-0.3 wt. % Cu, 0.4-0.8 wt. % Fe, 0.8-2.8 wt. % Mg, 0.1-1.5 wt. % Mn, 0.25-0.6 wt. % Si, up to 0.1 wt. % Ti, 0.1-0.25 wt. % Zn, up to 0.35 wt. % Cr, up to 0.15 wt. % impurities, and Al.
[0007] The aluminum alloy product can be a sheet. In some cases, the aluminum alloy product comprises a thickness of less than about 240 .mu.m (e.g., from about 170 .mu.m to less than about 240 .mu.m or from about 180 .mu.m to about 230 .mu.m). The sheet can have a longitudinal yield strength of at least about 260 MPa (e.g., from about 260 MPa to about 300 MPa). Optionally, one or more surfaces of the aluminum alloy product comprise an isotropic surface texture. The one or more surfaces of the aluminum alloy product can optionally have a texture aspect ratio of 0.1 to 0.7. In some cases, one or more surfaces of the aluminum alloy product comprise at least about 200 mg/m.sup.2 of cupping lubricant per side (mg/m.sup.2/side) (e.g., from about 200 mg/m.sup.2/side to about 1000 mg/m.sup.2/side or from about 500 mg/m.sup.2/side to about 800 mg/m.sup.2/side). Optionally, one or more surfaces of the aluminum alloy product comprise a post-lubricant in an amount of from about 5 mg/m.sup.2/side to about 100 mg/m.sup.2/side (e.g., from about 10 mg/m.sup.2/side to about 25 mg/m.sup.2/side or from about 20 mg/m.sup.2/side to about 50 mg/m.sup.2/side). In some cases, the post-lubricant can include dibutyl adipate, dibutyl sebacate, dihexyl adipate, dihexyl sebacate, dicyclohexyl adipate, dicyclohexyl sebacate, dioctyl adipate, dioctyl sebacate, diisodecyl adipate, diisodecyl sebacate, diundecyl adipate, diundecyl sebacate, didodecanyl adipate, didodecanyl sebacate, diphenyl sebacate, diphenyl adipate, or mixtures of these. Optionally, the levelling of the aluminum alloy product is performed in a longitudinal direction. The levelling can be performed such that residual stresses from cold-rolling are reduced, which results in a much flatter product. In some cases, the aluminum alloy product is substantially free of aluminum fines, rolling oil, and surface debris from the rolling process. The aluminum alloy product can comprise a beverage can body.
[0008] Further described herein is an aluminum alloy product comprising an aluminum alloy comprising about 0.05-0.4 wt. % Cu, 0.25-0.9 wt. % Fe, 0.8-3.0 wt. % Mg, 0.1-2.0 wt. % Mn, 0.2-0.7 wt. % Si, up to 0.1 wt. % Ti, up to 0.25 wt. % Zn, up to 0.4 wt. % Cr, up to 0.15 wt. % impurities, and Al, wherein the aluminum alloy product comprises a thickness of less than about 240 .mu.m (e.g., from about 170 .mu.m to less than about 240 .mu.m or from about 180 .mu.m to about 230 .mu.m). Optionally, the aluminum alloy comprises about 0.05-0.3 wt. % Cu, 0.4-0.8 wt. % Fe, 0.8-2.8 wt. % Mg, 0.1-1.5 wt. % Mn, 0.25-0.6 wt. % Si, up to 0.1 wt. % Ti, 0.1-0.25 wt. % Zn, up to 0.35 wt. % Cr, up to 0.15 wt. % impurities, and Al. In some cases, one or more surfaces of the aluminum alloy product has a texture aspect ratio of 0.1 to 0.7. Other objects and advantages of the invention will be apparent from the following detailed description of non-limiting examples.
BRIEF DESCRIPTION OF THE FIGURES
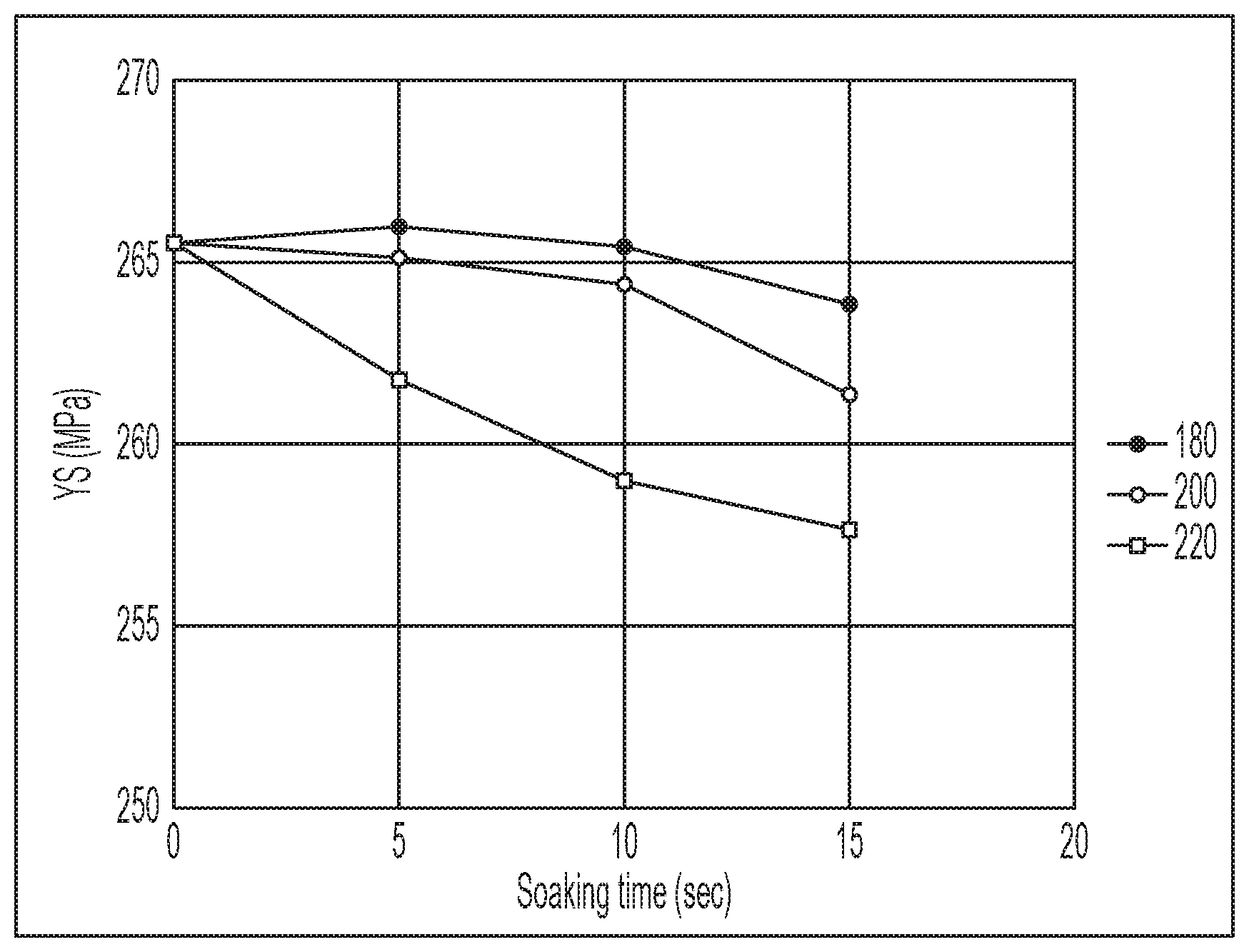
[0009] FIG. 1 is a chart of yield strength with respect to soaking time for different soaking temperatures according to one example of the present disclosure.
[0010] FIG. 2 is a chart of ultimate tensile strength with respect to soaking time for different soaking temperatures according to one example of the present disclosure.
[0011] FIG. 3 is a chart of spread with respect to soaking time for different soaking temperatures according to one example of the present disclosure.
[0012] FIG. 4 is a chart of total elongation with respect to soaking time for different soaking temperatures according to one example of the present disclosure.
[0013] FIG. 5 is a chart of yield stress with respect to soaking time for different soaking temperatures according to one example of the present disclosure.
DETAILED DESCRIPTION
[0014] Described herein are reduced gauge aluminum alloys with improved formability, products including the aluminum alloys, and methods for making the products. The aluminum alloy compositions and methods described herein provide an improved aluminum alloy sheet for the efficient production of products, such as aluminum beverage can bodies, in both raw material usage and production rate. For example, the aluminum alloy sheets described herein have a reduced gauge (e.g., from about 180 .mu.m to about 240 .mu.m) as compared to conventional aluminum alloy sheets used for can bodies, and, in turn, a reduced amount of aluminum in each beverage can. The can bodies prepared from the aluminum alloy sheets described herein meet the desired strength properties for beverage cans at this reduced gauge.
[0015] Additionally, the aluminum alloy sheets described herein have an isotropic surface texture. The anisotropy of the surface can be measured by the Texture Aspect Ratio (Str), according to ISO 25178. The Str value is the ratio of the shortest wavelength to the longest wavelength measured in any direction relative to the rolling direction. In some examples, the Str value for the surface of alloy sheet as described herein is from about 0.1 to about 0.7. For example, the Str value can be 0.1, 0.2, 0.3, 0.4, 0.5, 0.6, or 0.7. Conventional aluminum alloy sheets used to prepare can body stock, however, typically have an anisotropic surface texture.
[0016] The Str value for the surface of a conventional alloy sheet is less than 0.1. The anisotropic nature of conventional can body stock can cause formability issues, such as split domes and tear offs. The aluminum alloy products described herein are free of significant anisotropy.
[0017] Further, the aluminum alloy sheets described herein can be used for the more efficient production of can bodies as compared to conventional can body stock prepared according to conventional methods. Conventional can body stock contains a high level of surface debris from hot rolling and cold rolling. Such debris causes a buildup of fines on the cupper tooling and additional tool-wear and also causes the need for frequent cleaning of the bodymaker coolant. According to some methods as described herein, the aluminum alloy sheets for use as the can body stock are degreased, levelled, and/or lubricated with a suitable lubricant, which enables a cupping press to efficiently operate at high speeds. For example, a cupping press can process the aluminum alloy sheets as described herein at speeds ranging from 200 to 500 strokes per minute (spm) without significant feeding issues and without need for the application of an additional cupper lubricant.
Definitions and Descriptions
[0018] The terms "invention," "the invention," "this invention," and "the present invention" used herein are intended to refer broadly to all of the subject matter of this patent application and the claims below. Statements containing these terms should be understood not to limit the subject matter described herein or to limit the meaning or scope of the patent claims below. In this description, reference is made to alloys identified by aluminum industry designations, such as "series" or "3xxx." For an understanding of the number designation system most commonly used in naming and identifying aluminum and its alloys, see "International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys" or "Registration Record of Aluminum Association Alloy Designations and Chemical Compositions Limits for Aluminum Alloys in the Form of Castings and Ingot," both published by The Aluminum Association.
[0019] As used herein, the meaning of "a," "an," or "the" includes singular and plural references unless the context clearly dictates otherwise.
[0020] As used herein, a plate generally has a thickness of greater than about 15 mm. For example, a plate may refer to an aluminum product having a thickness of greater than about 15 mm, greater than about 20 mm, greater than about 25 mm, greater than about 30 mm, greater than about 35 mm, greater than about 40 mm, greater than about 45 mm, greater than about 50 mm, or greater than about 100 mm.
[0021] As used herein, a shate (also referred to as a sheet plate) generally has a thickness of from about 4 mm to about 15 mm. For example, a shate may have a thickness of about 4 mm, about 5 mm, about 6 mm, about 7 mm, about 8 mm, about 9 mm, about 10 mm, about 11 mm, about 12 mm, about 13 mm, about 14 mm, or about 15 mm.
[0022] As used herein, a sheet generally refers to an aluminum product having a thickness of less than about 4 mm. For example, a sheet may have a thickness of less than about 4 mm, less than about 3 mm, less than about 2 mm, less than about 1 mm, less than about 0.5 mm, less than about 0.3 mm, or less than about 0.1 mm.
[0023] As used herein, terms such as "cast metal product," "cast product," "cast aluminum alloy product," and the like are interchangeable and refer to a product produced by direct chill casting (including direct chill co-casting) or semi-continuous casting, continuous casting (including, for example, by use of a twin belt caster, a twin roll caster, a block caster, or any other continuous caster), electromagnetic casting, hot top casting, or any other casting method.
[0024] All ranges disclosed herein are to be understood to encompass any and all subranges subsumed therein. For example, a stated range of "1 to 10" should be considered to include any and all subranges between (and inclusive of) the minimum value of 1 and the maximum value of 10; that is, all subranges beginning with a minimum value of 1 or more, e.g., 1 to 6.1, and ending with a maximum value of 10 or less, e.g., 5.5 to 10.
[0025] The following aluminum alloys are described in terms of their elemental composition in weight percentage (wt. %) based on the total weight of the alloy. In certain examples of each alloy, the remainder is aluminum, with a maximum wt. % of 0.15% for the sum of the impurities.
Aluminum Alloys and Products
[0026] Described herein are aluminum alloys, products prepared from the same, and methods of preparing the aluminum alloys and products. Products described herein include, for example, reduced gauge sheets having an isotropic surface texture. Such products can be used, for example, as can body stock. Specifically, the aluminum alloy products described herein, having a gauge of lower than about 240 .mu.m, exhibit the strength of conventional aluminum alloy can body stock having a 240 .mu.m gauge or greater. The aluminum alloy products described herein are advantageously levelled to produce a relatively flat sheet, which enables the efficient use of the aluminum alloy products in a cupping press at high speeds. The reduced gauge aluminum alloy sheets can display longitudinal yield strengths of 260 MPa and higher. In addition, the aluminum alloy products described herein exhibit exceptional surface qualities which result in a visually brighter aluminum can. The aluminum alloy products also exhibit excellent lubricity such that no additional lubricant is needed prior to cupping. Additionally, the aluminum fines, surface debris, and rolling oil are removed from the aluminum alloy product, reducing potential contamination to the cupping and bodymaker presses. As a result of the levelled and lubricated surfaces of the products disclosed herein, the downtime on cupping lines can be greatly reduced, thereby resulting in a significant improvement in production rates and decreased operating costs.
[0027] Furthermore, due to the isotropic rolled surface, the surface friction and distribution of the lubricant is no longer dependent on the rolling direction. A more directionally uniform topography therefore enhances the drawing, wall-ironing, and dome-forming capabilities in the bodymaker operation (e.g., fewer punch-throughs, tear-offs, split (or "open") domes as well as inhibiting the tendency to "bleedthrough").
[0028] Additionally, the aluminum alloy products as described herein can be advanced on a cupping line without the use of lubrication and feed rolls that may cause surface damage or stress deformation in the product. By utilizing the Lenz effect, the aluminum alloy product can be advanced on a cupping line by rotating a magnet to induce a current and magnetic field. Use of the Lenz effect thereby eliminates the potential stress deformations and/or surface defects from traditional compression and pinch rolls.
[0029] Aluminum alloys for use in the products and methods described herein include 3xxx series aluminum alloys and 5xxx series aluminum alloys. Suitable 3xxx series aluminum alloys include, for example, AA3002, AA3102, AA3003, AA3103, AA3103A, AA3103B, AA3203, AA3403, AA3004, AA3004A, AA3104, AA3204, AA3304, AA3005, AA3005A, AA3105, AA3105A, AA3105B, AA3007, AA3107, AA3207, AA3207A, AA3307, AA3009, AA3010, AA3110, AA3011, AA3012, AA3012A, AA3013, AA3014, AA3015, AA3016, AA3017, AA3019, AA3020, AA3021, AA3025, AA3026, AA3030, AA3130, and AA3065.
[0030] Suitable 5xxx series aluminum alloys include, for example, AA5005, AA5005A, AA5205, AA5305, AA5505, AA5605, AA5006, AA5106, AA5010, AA5110, AA5110A, AA5210, AA5310, AA5016, AA5017, AA5018, AA5018A, AA5019, AA5019A, AA5119, AA5119A, AA5021, AA5022, AA5023, AA5024, AA5026, AA5027, AA5028, AA5040, AA5140, AA5041, AA5042, AA5043, AA5049, AA5149, AA5249, AA5349, AA5449, AA5449A, AA5050, AA5050A, AA5050C, AA5150, AA5051, AA5051A, AA5151, AA5251, AA5251A, AA5351, AA5451, AA5052, AA5252, AA5352, AA5154, AA5154A, AA5154B, AA5154C, AA5254, AA5354, AA5454, AA5554, AA5654, AA5654A, AA5754, AA5854, AA5954, AA5056, AA5356, AA5356A, AA5456, AA5456A, AA5456B, AA5556, AA5556A, AA5556B, AA5556C, AA5257, AA5457, AA5557, AA5657, AA5058, AA5059, AA5070, AA5180, AA5180A, AA5082, AA5182, AA5083, AA5183, AA5183A, AA5283, AA5283A, AA5283B, AA5383, AA5483, AA5086, AA5186, AA5087, AA5187, and AA5088.
[0031] In some examples, the alloys for use in the products and methods described herein can have the following elemental composition as provided in Table 1.
TABLE-US-00001 TABLE 1 Element Weight Percentage (wt. %) Cu 0.05-0.4 Fe 0.25-0.9 Mg 0.8-3.0 Mn 0.1-2.0 Si 0.2-0.7 Ti 0-0.1 Zn 0-0.25 Cr 0-0.4 Others 0-0.05 (each) 0-0.15 (total) Al Remainder
[0032] In some examples, the alloy can have the following elemental composition as provided in Table 2.
TABLE-US-00002 TABLE 2 Element Weight Percentage (wt. %) Cu 0.05-0.3 Fe 0.4-0.8 Mg 0.8-2.8 Mn 0.1-1.5 Si 0.25-0.6 Ti 0-0.1 Zn 0.1-0.25 Cr 0-0.35 Others 0-0.05 (each) 0-0.15 (total) Al Remainder
[0033] In some examples, the alloys described herein include copper (Cu) in an amount of from about 0.05% to about 0.40% (e.g., from about 0.05% to about 0.35% or from about 0.10% to about 0.30%) based on the total weight of the alloy. For example, the alloy can include 0.05%, 0.06%, 0.07%, 0.08%, 0.09%, 0.10%, 0.11%, 0.12%, 0.13%, 0.14%, 0.15%, 0.16%, 0.17%, 0.18%, 0.19%, 0.20%, 0.21%, 0.22%, 0.23%, 0.24%, 0.25%, 0.26%, 0.27%, 0.28%, 0.29%, 0.30%, 0.31%, 0.32%, 0.33%, 0.34%, 0.35%, 0.36%, 0.37%, 0.38%, 0.39%, or 0.40% Cu. All are expressed in wt. %.
[0034] In some examples, the alloys described herein include iron (Fe) in an amount of from about 0.25% to about 0.9% (e.g., from about 0.3% to about 0.85% or from about 0.4% to about 0.8%) based on the total weight of the alloy. For example, the alloy can include 0.25%, 0.26%, 0.27%, 0.28%, 0.29%, 0.30%, 0.31%, 0.32%, 0.33%, 0.34%, 0.35%, 0.36%, 0.37%, 0.38%, 0.39%, 0.40%, 0.41%, 0.42%, 0.43%, 0.44%, 0.45%, 0.46%, 0.47%, 0.48%, 0.49%, 0.5%, 0.51%, 0.52%, 0.53%, 0.54%, 0.55%, 0.56%, 0.57%, 0.58%, 0.59%, 0.6%, 0.61%, 0.62%, 0.63%, 0.64%, 0.65%, 0.66%, 0.67%, 0.68%, 0.69%, 0.7%, 0.71%, 0.72%, 0.73%, 0.74%, 0.75%, 0.76%, 0.77%, 0.78%, 0.79%, 0.8%, 0.81%, 0.82%, 0.83%, 0.84%, 0.85%, 0.86%, 0.87%, 0.88%, 0.89%, or 0.9% Fe. All are expressed in wt. %.
[0035] In some examples, the alloys described herein include magnesium (Mg) in an amount of from about 0.8% to about 3.0% (e.g., from about 0.8% to about 2.8% or from about 1.0% to about 2.5%) based on the total weight of the alloy. For example, the alloy can include 0.8%, 0.81%, 0.82%, 0.83%, 0.84%, 0.85%, 0.86%, 0.87%, 0.88%, 0.89%, 0.9%, 0.91%, 0.92%, 0.93%, 0.94%, 0.95%, 0.96%, 0.97%, 0.98%, 0.99%, 1.0%, 1.1%, 1.2%, 1.3%, 1.4%, 1.5%, 1.6%, 1.7%, 1.8%, 1.9%, 2.0%, 2.1%, 2.2%, 2.3%, 2.4%, 2.5%, 2.6%, 2.7%, 2.8%, 2.9%, or 3.0% Mg. All are expressed in wt. %.
[0036] In some examples, the alloys described herein include manganese (Mn) in an amount of from about 0.1% to about 2.0% (e.g., from about 0.1% to about 1.5% or from about 0.5% to about 1.5%) based on the total weight of the alloy. For example, the alloy can include 0.1%, 0.11%, 0.12%, 0.13%, 0.14%, 0.15%, 0.16%, 0.17%, 0.18%, 0.19%, 0.2%, 0.21%, 0.22%, 0.23%, 0.24%, 0.25%, 0.26%, 0.27%, 0.28%, 0.29%, 0.3%, 0.31%, 0.32%, 033%, 0.34%, 0.35%, 0.36%, 0.37%, 0.38%, 0.39%, 0.4%, 0.41%, 0.42%, 0.43%, 0.44%, 0.45%, 0.46%, 0.47%, 0.48%, 0.49%, 0.5%, 0.51%, 0.52%, 0.53%, 0.54%, 0.55%, 0.56%, 0.57%, 0.58%, 0.59%, 0.6%, 0.61%, 0.62%, 0.63%, 0.64%, 0.65%, 0.66%, 0.67%, 0.68%, 0.69%, 0.7%, 0.71%, 0.72%, 0.73%, 0.74%, 0.75%, 0.76%, 0.77%, 0.78%, 0.79%, 0.8%, 0.81%, 0.82%, 0.83%, 0.84%, 0.85%, 0.86%, 0.87%, 0.88%, 0.89%, 0.9%, 0.91%, 0.92%, 0.93%, 0.94%, 0.95%, 0.96%, 0.97%, 0.98%, 0.99%, 1.0%, 1.1%, 1.2%, 1.3%, 1.4%, 1.5%, 1.6%, 1.7%, 1.8%, 1.9%, or 2.0% Mn. All are expressed in wt. %.
[0037] In some examples, the alloys described herein include silicon (Si) in an amount of from about 0.2% to about 0.7% (e.g., from about 0.25% to about 0.6% or from about 0.3% to about 0.55%) based on the total weight of the alloy. For example, the alloy can include 0.2%, 0.21%, 0.22%, 0.23%, 0.24%, 0.25%, 0.26%, 0.27%, 0.28%, 0.29%, 0.3%, 0.31%, 0.32%, 0.33%, 0.34%, 0.35%, 0.36%, 0.37%, 0.38%, 0.39%, 0.4%, 0.41%, 0.42%, 0.43%, 0.44%, 0.45%, 0.46%, 0.47%, 0.48%, 0.49%, 0.5%, 0.51%, 0.52%, 0.53%, 0.54%, 0.55%, 0.56%, 0.57%, 0.58%, 0.59%, 0.6%, 0.61%, 0.62%, 0.63%, 0.64%, 0.65%, 0.66%, 0.67%, 0.68%, 0.69%, or 0.7% Si. All are expressed in wt. %.
[0038] In some examples, the alloys described herein include titanium (Ti) in an amount up to about 0.1% (e.g., from about 0.01% to about 0.08% or from about 0.02% to about 0.05%) based on the total weight of the alloy. For example, the alloy can include 0.01%, 0.02%, 0.03%, 0.04%, 0.05%, 0.06%, 0.07%, 0.08%, 0.09%, or 0.1% Ti. In some cases, Ti is not present in the alloy (i.e., 0%). All are expressed in wt. %.
[0039] In some examples, the alloys described herein include zinc (Zn) in an amount up to about 0.25% (e.g., from about 0.01% to about 0.25% or from about 0.1% to about 0.2%) based on the total weight of the alloy. For example, the alloy can include 0.01%, 0.02%, 0.03%, 0.04%, 0.05%, 0.06%, 0.07%, 0.08%, 0.09%, 0.1%, 0.11%, 0.12%, 0.13%, 0.14%, 0.15%, 0.16%, 0.17%, 0.18%, 0.19%, 0.2%, 0.21%, 0.22%, 0.23%, 0.24%, or 0.25% Zn. In some cases, Zn is not present in the alloy (i.e., 0%). All are expressed in wt. %.
[0040] In some examples, the alloys described herein include chromium (Cr) in an amount up to about 0.4% (e.g., from about 0.01% to about 0.35% or from about 0.05% to about 0.3%) based on the total weight of the alloy. For example, the alloy can include 0.01%, 0.02%, 0.03%, 0.04%, 0.05%, 0.06%, 0.07%, 0.08%, 0.09%, 0.1%, 0.11%, 0.12%, 0.13%, 0.14%, 0.15%, 0.16%, 0.17%, 0.18%, 0.19%, 0.2%, 0.21%, 0.22%, 0.23%, 0.24%, 0.25%, 0.26%, 0.27%, 0.28%, 0.29%, 0.3%, 0.31%, 0.32%, 0.33%, 0.34%, 0.35%, 0.36%, 0.37%, 0.38%, 0.39%, or 0.4% Cr. In some cases, Cr is not present in the alloy (i.e., 0%). All are expressed in wt. %.
[0041] Optionally, the alloy compositions described herein can further include other minor elements, sometimes referred to as impurities, in amounts of 0.05% or below, 0.04% or below, 0.03% or below, 0.02% or below, or 0.01% or below. These impurities may include, but are not limited to Zr, Sn, Ga, Ca, Bi, Na, Pb, or combinations thereof. Accordingly, Zr, Sn, Ga, Ca, Bi, Na, or Pb may be present in alloys in amounts of 0.05% or below, 0.04% or below, 0.03% or below, 0.02% or below or 0.01% or below. In some cases, the sum of all impurities does not exceed 0.15% (e.g., 0.10%). All are expressed in wt. %. The remaining percentage of the alloy is aluminum.
[0042] Various products including the aluminum alloys described herein can be produced. The aluminum alloy products described herein can have any suitable gauge. In some examples, the aluminum alloy product can be a sheet. Optionally, the sheet gauge is less than about 240 .mu.m (e.g., from about 170 .mu.m to less than about 240 .mu.m, from about 180 .mu.m to about 230 .mu.m, or from about 190 .mu.m to about 220 .mu.m). For example, the sheet can have a gauge of about 170 .mu.m, 175 .mu.m, 180 .mu.m, 185 .mu.m, 190 .mu.m, 195 .mu.m, 200 .mu.m, 205 .mu.m, 210 .mu.m, 215 .mu.m, 220 .mu.m, 225 .mu.m, 230 .mu.m, 235 .mu.m, or 240 .mu.m. The sheet can be used as can body stock.
Aluminum Alloy Product Properties
[0043] The aluminum alloy products as described herein have a combination of desired properties, including suitable strength and high formability. The aluminum alloy products can exhibit a longitudinal yield strength of at least about 260 MPa (e.g., from about 260 MPa to about 300 MPa). For example, the longitudinal yield strength can be at least about 260 MPa, at least about 265 MPa, at least about 270 MPa, at least about 275 MPa, at least about 280 MPa, at least about 285 MPa, at least 290 MPa, at least about 295 MPa, or at least about 300 MPa.
[0044] In some examples, the aluminum alloy products are substantially uniform, with few areas of non-uniformity. Optionally, the aluminum alloy products can be levelled, as explained in further detail below, to reduce residual stress and cold-rolled to generate an isotropic surface texture. In some examples, an aluminum alloy product is tension-levelled in a longitudinal direction. In some examples, an aluminum alloy product is thermally-levelled. Optionally, the levelling of the aluminum alloy product, such as an aluminum alloy strip, can be measured on a flatness table with a resolution of 2 mm in the x- and y-directions. The flatness of the levelled sheet can be measured in I-units. In some cases, the height and length of the deviations (i.e., non-flat areas) can be measured and the I-unit can be calculated by the following formula:
I-unit=(DL/L).times.10.sup.5 units (1)
wherein DL is deviation in length and L is the segment length of the levelled sheet. In some examples, the levelled sheet can have an I-value of about 50 or less (e.g., about 45 or less, about 40 or less, about 35 or less, about 30 or less, about 25 or less, about 20 or less, about 15 or less, about 10 or less, or about 5 or less).
[0045] In some examples, one or more surfaces of the aluminum alloy products are substantially free of rolling lubricant, aluminum fines, and debris. As used herein, the term "substantially free of rolling lubricant, aluminum fines, and debris" means that the one or more surfaces of the aluminum alloy products can include less than about 1%, less than about 0.1%, less than about 0.01%, less than about 0.001%, less than about 0.0001%, or 0% of the component (e.g., rolling lubricant, aluminum fines, and/or debris) per square millimeter (mm.sup.2) of the aluminum alloy product surface. In some examples, the aluminum alloy products contain cupping lubricant on one or more surfaces for use in downstream processing, such as in a cupping process. In some cases, one or more surfaces of the aluminum alloy products have at least about 200 mg of cupping lubricant per square meter (m.sup.2) per side (e.g., from about 200 mg/m.sup.2 to about 1000 mg/m.sup.2 or from about 500 mg/m.sup.2 to about 800 mg/m.sup.2 cupping lubricant per side). For example, one or more surfaces of the aluminum alloy products can have about 200 mg/m.sup.2, about 250 mg/m.sup.2, about 300 mg/m.sup.2, about 350 mg/m.sup.2, about 400 mg/m.sup.2, about 450 mg/m.sup.2, about 500 mg/m.sup.2, about 550 mg/m.sup.2, about 600 mg/m.sup.2, about 650 mg/m.sup.2, about 700 mg/m.sup.2, about 750 mg/m.sup.2, about 800 mg/m.sup.2, about 850 mg/m.sup.2, about 900 mg/m.sup.2, about 950 mg/m.sup.2, or about 1000 mg/m.sup.2 cupping lubricant per side. The lubricant can eliminate the need for an additional lubricant for production of beverage can bodies.
[0046] In some cases, the aluminum alloy products contain post-lubricant on one or more surfaces to help inhibit corrosion related to moisture in the atmosphere and fretting corrosion due to interlap movement during transportation and unwinding. In some cases, one or more surfaces of the aluminum alloy products have at least about 5 mg of post-lubricant per square meter (m.sup.2) per side (e.g., from about 5 mg/m.sup.2 to about 100 mg/m.sup.2 or from about 25 mg/m.sup.2 to about 75 mg/m.sup.2 post-lubricant per side). For example, one or more surfaces of the aluminum alloy products can have about 5 mg/m.sup.2, about 10 mg/m.sup.2, about 15 mg/m.sup.2, about 20 mg/m.sup.2, about 25 mg/m.sup.2, about 30 mg/m.sup.2, about 35 mg/m.sup.2, about 40 mg/m.sup.2, about 45 mg/m.sup.2, about 50 mg/m.sup.2, about 55 mg/m.sup.2, about 60 mg/m.sup.2, about 65 mg/m.sup.2, about 70 mg/m.sup.2, about 75 mg/m.sup.2, about 80 mg/m.sup.2, about 85 mg/m.sup.2, about 90 mg/m.sup.2, about 95 mg/m.sup.2, or about 100 mg/m.sup.2 post-lubricant per side. In some cases, the post-lubricant can include one or more of dibutyl adipate, dibutyl sebacate, dihexyl adipate, dihexyl sebacate, dicyclohexyl adipate, dicyclohexyl sebacate, dioctyl adipate, dioctyl sebacate, diisodecyl adipate, diisodecyl sebacate, diundecyl adipate, diundecyl sebacate, didodecanyl adipate, didodecanyl sebacate, diphenyl sebacate, or diphenyl adipate.
Methods of Making
[0047] The aluminum alloys described above can be cast into a cast product. The alloys can be cast using any casting process performed according to standards commonly used in the aluminum industry as known to one of ordinary skill in the art. For example, the alloys may be cast using a continuous casting (CC) process that may include, but is not limited to, the use of twin belt casters, twin roll casters, or block casters. In some examples, the casting process is performed by a CC process to form a cast product such as a billet, slab, shate, strip, or the like. In some examples, the casting process is performed by a Direct Chill (DC) casting process to form a cast product such as an ingot. In some examples, the casting process is performed by strip casting. The cast product can then be subjected to further processing steps. Such processing steps include, but are not limited to, a heating step, a hot rolling step, a cold rolling step, and/or an annealing step. Optionally, the heating step can include homogenizing the cast aluminum alloy. Optionally, the sheet can be further processed using a degreasing step, a levelling step, and/or a lubricating step.
[0048] Heating
[0049] The heating step can include heating a cast aluminum alloy product, such as an ingot, prepared from an aluminum alloy composition described herein to attain a peak metal temperature (PMT) of about, or at least about, 450.degree. C. (e.g., at least about 460.degree. C., at least about 470.degree. C., at least about 480.degree. C., at least about 490.degree. C., at least about 500.degree. C., at least about 510.degree. C., at least about 520.degree. C., at least about 530.degree. C., at least about 540.degree. C., at least about 550.degree. C., at least about 560.degree. C., at least about 570.degree. C., or at least about 580.degree. C.). For example, the cast aluminum alloy product can be heated to a temperature of from about 450.degree. C. to about 580.degree. C., from about 460.degree. C. to about 575.degree. C., from about 470.degree. C. to about 570.degree. C., from about 480.degree. C. to about 565.degree. C., from about 490.degree. C. to about 555.degree. C., or from about 500.degree. C. to about 550.degree. C. In some cases, the heating rate to the PMT can be about 100.degree. C./hour or less, 75.degree. C./hour or less, 50.degree. C./hour or less, 40.degree. C./hour or less, 30.degree. C./hour or less, 25.degree. C./hour or less, 20.degree. C./hour or less, or 15.degree. C./hour or less. In other cases, the heating rate to the PMT can be from about 10.degree. C./min to about 100.degree. C./min (e.g., from about 10.degree. C./min to about 90.degree. C./min, from about 10.degree. C./min to about 70.degree. C./min, from about 10.degree. C./min to about 60.degree. C./min, from about 20.degree. C./min to about 90.degree. C./min, from about 30.degree. C./min to about 80.degree. C./min, from about 40.degree. C./min to about 70.degree. C./min, or from about 50.degree. C./min to about 60.degree. C./min).
[0050] In some cases, the heating step includes homogenizing the cast aluminum alloy where the cast aluminum alloy product is allowed to soak (i.e., held at the indicated temperature) for a period of time. In some cases, the cast aluminum alloy product is allowed to soak for at least 30 minutes at a peak metal temperature as described above. According to one non-limiting example, the cast aluminum alloy product is allowed to soak for up to about 36 hours (e.g., from about 30 minutes to about 36 hours, inclusively). For example, the cast aluminum alloy product can be soaked at the peak metal temperature for 30 minutes, 1 hour, 2 hours, 3 hours, 4 hours, 5 hours, 6 hours, 7 hours, 8 hours, 9 hours, 10 hours, 11 hours, 12 hours, 13 hours, 14 hours, 15 hours, 16 hours, 17 hours, 18 hours, 19 hours, 20 hours, 21 hours, 22 hours, 23 hours, 24 hours, 25 hours, 26 hours, 27 hours, 28 hours, 29 hours, 30 hours, 31 hours, 32 hours, 33 hours, 34 hours, 35 hours, 36 hours, or anywhere in between.
[0051] Hot Rolling and Cold Rolling
[0052] Following the homogenization step, a hot rolling step can be performed. The hot rolling step can include a hot reversing mill operation and/or a hot tandem mill operation. The hot rolling step can be performed at a temperature ranging from about 250.degree. C. to about 550.degree. C. (e.g., from about 300.degree. C. to about 500.degree. C. or from about 350.degree. C. to about 450.degree. C.).
[0053] A cold rolling step can optionally be applied to form an aluminum alloy product. For example, the cast aluminum alloy product can be cold rolled to a thickness of less than about 4 mm. In some examples, a sheet can have a thickness of less than 4 mm, less than 3 mm, less than 2 mm, less than 1 mm, less than 0.9 mm, less than 0.8 mm, less than 0.7 mm, less than 0.6 mm, less than 0.5 mm, less than 0.4 mm, less than 0.3 mm, less than 0.2 mm, or less than 0.1 mm. Optionally, the sheet gauge is less than about 240 .mu.m (e.g., from about 170 .mu.m to less than about 240 .mu.m, from about 180 .mu.m to about 230 .mu.m, or from about 190 .mu.m to about 220 .mu.m). For example, the sheet can have a gauge of about 170 .mu.m, 175 .mu.m, 180 .mu.m, 185 .mu.m, 190 .mu.m, 195 .mu.m, 200 .mu.m, 205 .mu.m, 210 .mu.m, 215 .mu.m, 220 .mu.m, 225 .mu.m, 230 .mu.m, 235 .mu.m, or 240 .mu.m. The sheet can be used as can body stock.
[0054] Degreasing
[0055] The process described herein can optionally include at least one degreasing step applied to the aluminum alloy product. The term "degreasing," as used herein, includes processing the aluminum alloy product to remove residual oil accumulated on the surface from the hot rolling and cold rolling processes. The degreasing step can also remove residual surface debris, rolling oil, and aluminum fines from the rolling processes. The degreased surface gives an improved surface appearance to the can body and reduces the build-up of fines during the cupping process. The degreasing agent for use in the degreasing step can include water and/or solvents. Optionally, the water for use in the degreasing step can be hot water (i.e., water having a temperature of at least about 35.degree. C., such as from about 35.degree. C. to about 100.degree. C.). In some cases, the degreasing agents can include acidic or alkaline agents. For example, suitable acidic agents for use in the degreasing step include phosphoric acid, sulfuric acid, hydrochloric acid, or a mixture of these. In some cases, the degreasing agent can include a wetting agent. Optionally, the degreasing agent can be used in combination with electrochemical cleaning. In certain cases, the level of degreasing is controlled by the concentration of the agents, current density, degreasing time, and/or temperature in the degreasing section. After degreasing, the strip may be rinsed with water and dried prior to lubrication.
[0056] Levelling
[0057] The process described herein can include at least one levelling step applied to the aluminum alloy product. The term "levelling," as used herein, includes processing the aluminum alloy product to remove residual rolling stresses, thus generating an aluminum alloy product that is tension-levelled. The levelling step can also eliminate uneven areas resulting from the residual stresses from the rolling processes. By eliminating uneven areas of the aluminum alloy product, the cupping presses can run at increased operating speeds and throughput, thus resulting in higher productivity. The isotropic surface texture of the aluminum alloy product reduces cracked domes and reduces tear-offs and bleed-through and looper lines during the cupping and bodymaker processes. Any suitable levelling process can be used, including tension-levelling, stretch-levelling, roller-levelling, and/or thermal-levelling. Not wishing to be bound by theory, mechanical levelling such as tension-, stretch-, and roller-levelling processes can extend certain ligaments in the strip, and thermal-levelling processes can allow dislocations within the strip to relax and deform to eliminate stress differences within the strip, thereby ensuring lower residual stresses in the sheet and an improved strip shape, i.e. flatness. In addition, the level of distortion in the remaining portions of the sheet, e.g., after blanking the cups on the cupping press, is greatly reduced.
[0058] In some examples, the strip may be heated to a peak metal temperature of about 170.degree. C. to about 280.degree. C. (e.g., from about 200.degree. C. to about 240.degree. C.) for a period of about 5 seconds to about 15 seconds to thermally-level the strip. For example, the peak metal temperature for thermally-levelling the strip can be about 170.degree. C., 171.degree. C., 172.degree. C., 173.degree. C., 174.degree. C., 175.degree. C., 176.degree. C., 177.degree. C., 178.degree. C., 179.degree. C., 180.degree. C., 181.degree. C., 182.degree. C., 183.degree. C., 184.degree. C., 185.degree. C., 186.degree. C., 187.degree. C., 188.degree. C., 189.degree. C., 190.degree. C., 191.degree. C., 192.degree. C., 193.degree. C., 194.degree. C., 195.degree. C., 196.degree. C., 197.degree. C., 198.degree. C., 199.degree. C., 200.degree. C., 201.degree. C., 202.degree. C., 203.degree. C., 204.degree. C., 205.degree. C., 206.degree. C., 207.degree. C., 208.degree. C., 209.degree. C., 210.degree. C., 211.degree. C., 212.degree. C., 213.degree. C., 214.degree. C., 215.degree. C., 216.degree. C., 217.degree. C., 218.degree. C., 219.degree. C., 220.degree. C., 221.degree. C., 222.degree. C., 223.degree. C., 224.degree. C., 225.degree. C., 226.degree. C., 227.degree. C., 228.degree. C., 229.degree. C., 230.degree. C., 231.degree. C., 232.degree. C., 233.degree. C., 234.degree. C., 235.degree. C., 236.degree. C., 237.degree. C., 238.degree. C., 239.degree. C., 240.degree. C., 241.degree. C., 242.degree. C., 243.degree. C., 244.degree. C., 245.degree. C., 246.degree. C., 247.degree. C., 248.degree. C., 249.degree. C., 250.degree. C., 251.degree. C., 252.degree. C., 253.degree. C., 254.degree. C., 255.degree. C., 256.degree. C., 257.degree. C., 258.degree. C., 259.degree. C., 260.degree. C., 261.degree. C., 262.degree. C., 263.degree. C., 264.degree. C., 265.degree. C., 266.degree. C., 267.degree. C., 268.degree. C., 269.degree. C., 270.degree. C., 271.degree. C., 272.degree. C., 273.degree. C., 274.degree. C., 275.degree. C., 276.degree. C., 277.degree. C., 278.degree. C., 279.degree. C., or 280.degree. C. The thermally-levelling process time can be, for example, about 5 seconds, 6 seconds, 7 seconds, 8 seconds, 9 seconds, 10 seconds, 11 seconds, 12 seconds, 13 seconds, 14 seconds, or 15 seconds. The strip may be cooled to ambient temperature after the levelling process. The line speed can be adjusted to impact the levelling process. In some examples, the line speed may about 100 m/min to about 300 m/min (e.g., from about 150 m/min to about 200 m/min). For example, the line speed for levelling can be about 100 m/min, 105 m/min, 110 m/min, 115 m/min, 120 m/min, 125 m/min, 130 m/min, 135 m/min, 140 m/min, 145 m/min, 150 m/min, 155 m/min, 160 m/min, 165 m/min, 170 m/min, 175 m/min, 180 m/min, 185 m/min, 190 m/min, 195 m/min, 200 m/min, 205 m/min, 210 m/min, 215 m/min, 220 m/min, 225 m/min, 230 m/min, 235 m/min, 240 m/min, 245 m/min, 250 m/min, 255 m/min, 260 m/min, 265 m/min, 270 m/min, 275 m/min, 280 m/min, 285 m/min, 290 m/min, 295 m/min, or 300 m/min. In some examples, the levelled product is substantially free of residual rolling stresses. As used herein, the term "substantially free of residual rolling stresses" means that the aluminum alloy products can have an I-value of about 50 or less (e.g., about 45 or less, about 40 or less, about 35 or less, about 30 or less, about 25 or less, about 20 or less, about 15 or less, about 10 or less, or about 5 or less). The low level of residual rolling stresses facilitates press feeding and remaining material (web) ejection processes.
[0059] Lubricating
[0060] The process described herein can optionally include at least one lubricating step applied to the aluminum alloy product. The term "lubricating," as used herein, includes processing the aluminum alloy product to apply a lubricant for subsequent cupping production. Optionally, the lubricant applied can be a dry film lubricant. In some cases, the lubricant can be applied uniformly. In some cases, a preferred level of lubrication is within the range of 200 to 1000 mg/m.sup.2/side of the product (e.g., from about 200 mg/m.sup.2/side to about 1000 mg/m.sup.2/side or from about 500 mg/m.sup.2/side to about 800 mg/m.sup.2/side). In some cases, the lubricating step eliminates the need for the use of additional lubricant during downstream processing (e.g., during the cupping process). In some cases, a post-lubricant may be applied to one or both surfaces to help inhibit corrosion related to moisture in the atmosphere and fretting corrosion due to interlap movement (e.g., caused by the overlapping layers of the aluminum alloy product as coiled) during transportation and unwinding. The post-lubricant may be applied to one or both surfaces in an amount of from about 5 mg/m.sup.2/side to about 100 mg/m.sup.2/side (e.g., from about 10 mg/m.sup.2/side to about 25 mg/m.sup.2/side or from about 20 mg/m.sup.2/side to about 50 mg/m.sup.2/side). In some cases, the post-lubricant can include one or more of dibutyl adipate, dibutyl sebacate, dihexyl adipate, dihexyl sebacate, dicyclohexyl adipate, dicyclohexyl sebacate, dioctyl adipate, dioctyl sebacate, diisodecyl adipate, diisodecyl sebacate, diundecyl adipate, diundecyl sebacate, didodecanyl adipate, didodecanyl sebacate, diphenyl sebacate, or diphenyl adipate.
Methods of Using and Downstream Processing
[0061] The aluminum alloy products and methods described herein can be used for preparing beverage cans, food containers, or any other desired application. In some examples, the aluminum alloy products and methods can be used to prepare beverage can bodies. The aluminum alloy products as described herein can be used in downstream processing, such as in a cupping process. The aluminum alloy products as described above can be moved in a cupping process without using pinch rollers. In particular, rotating a magnet adjacent to the aluminum product produces an induced current and magnetic field, causing the aluminum product to move along the generated magnetic field. The induced current and magnetic field can be particularly useful in a rapid production line, such as in a beverage can production line. In some cases, the magnet can be placed in front of a cupping machine, and the magnet can be pulsed to move the aluminum alloy product forward. This method of moving the aluminum alloy product is referred to as the Lenz effect. By utilizing the Lenz effect, the aluminum alloy product (e.g., sheet or can preforms prepared from a sheet) can be advanced along the production line without the use of pinch rollers that compress the product and can potentially scratch the product surface or cause surface deformations that are undesirable in a finished beverage can.
EXAMPLES
Example 1
[0062] Sheets of 3104-01 aluminum were tested for yield strength, ultimate tensile strength, spread, and total elongation. Sheets were then partially annealed at peak metal temperatures of 180.degree. C., 200.degree. C. and 220.degree. C. for soaking times of 5, 10, and 15 seconds. The sheets were tested for yield strength, ultimate tensile strength, spread, and total elongation after the soak time was complete. FIG. 1 shows the change in yield strength according to soak time and soak temperature. FIG. 2 shows the change in ultimate tensile strength according to soak time and soak temperature. For both, the sheets treated at 220.degree. C. reacted faster than those at lower temperatures. A decrease in strength was observed in 5 seconds at 220.degree. C., whereas the sheets treated at 180.degree. C., 200.degree. C. showed little change in strength at 5 seconds. FIG. 3 shows the change in spread according to soak time and soak temperature. Spread is the numerical difference between the yield strength and the ultimate tensile strength. Again, the sheets treated at 220.degree. C. reacted faster than those at lower temperatures, but overall the spread remained steady. FIG. 4 shows the change in elongation according to soak time and soak temperature. Again, the sheets treated at 220.degree. C. reacted faster than those at lower temperatures, but did not show further reduction at 10 seconds or 15 seconds of soak time. The lower temperatures were slower to react, but showed a decrease in elongation with increased soak time.
Example 2
[0063] Sheets of 3104 were partially annealed at peak metal temperatures of 180.degree. C., 200.degree. C. and 220.degree. C. for soaking times of 5, 10, and 15 minutes. The sheets were then cooled in a furnace from 170.degree. C. to 100.degree. C. followed by an air quench and yield stress measured. Three replicates were tested at each temperature for a total of 27 samples. A process model was used to predict yield stress for 3104 sheets partially annealed at peak metal temperatures ranging from 100.degree. C. to 240.degree. C. for soaking time of 1 second to 1,000,000 minutes. FIG. 5 shows the experimental stress results represented with markers overlaid on the lines of the process model. The yield stress deceased over time, with greatest decrease seen at higher temperatures. The modeled results correlate well the experimental results at temperatures up to 200.degree. C. At temperatures beyond 200.degree. C., the experimental decrease in yield stress is greater than that predicted by the model.
Illustrations of Suitable Alloys, Products, and Methods
[0064] As used below, any reference to a series of illustrative alloys, products, or methods is to be understood as a reference to each of those alloys, products, or methods disjunctively (e.g., "Illustrations 1-4" is to be understood as "Illustration 1, 2, 3, or 4").
[0065] Illustration 1 is a method of producing an aluminum alloy product, comprising casting an aluminum alloy comprising about 0.05-0.4 wt. % Cu, 0.25-0.9 wt. % Fe, 0.8-3.0 wt. % Mg, 0.1-2.0 wt. % Mn, 0.2-0.7 wt. % Si, up to 0.1 wt. % Ti, up to 0.25 wt. % Zn, up to 0.4 wt. % Cr, up to 0.15 wt. % impurities, and Al, to form a cast aluminum alloy, heating the cast aluminum alloy, hot rolling the cast aluminum alloy to produce a rolled product, cold rolling the rolled product to produce an aluminum alloy product, and levelling the aluminum alloy product.
[0066] Illustration 2 is the method of any preceding or subsequent illustration, wherein casting is performed by semi-continuous direct chill ingot casting or strip casting.
[0067] Illustration 3 is the method of any preceding or subsequent illustration, wherein heating the cast aluminum alloy comprises homogenizing the cast aluminum alloy
[0068] Illustration 4 is the method of any preceding or subsequent illustration, further comprising degreasing the aluminum alloy product.
[0069] Illustration 5 is the method of any preceding or subsequent illustration, further comprising removing aluminum fines, rolling oil, and debris from the aluminum alloy product.
[0070] Illustration 6 is the method of any preceding or subsequent illustration, further comprising lubricating the aluminum alloy product with a cupping lubricant.
[0071] Illustration 7 is an aluminum alloy product prepared according to the method of any preceding or subsequent illustration.
[0072] Illustration 8 is the aluminum alloy product of any preceding or subsequent illustration, wherein the aluminum alloy comprises a 3xxx series aluminum alloy.
[0073] Illustration 9 is the aluminum alloy product of any preceding or subsequent illustration, wherein the aluminum alloy comprises a 5xxx series aluminum alloy.
[0074] Illustration 10 is the aluminum alloy product of any preceding or subsequent illustration, comprising about 0.05-0.3 wt. % Cu, 0.4-0.8 wt. % Fe, 0.8-2.8 wt. % Mg, 0.1-1.5 wt. % Mn, 0.25-0.6 wt. % Si, up to 0.1 wt. % Ti, 0.1-0.25 wt. % Zn, up to 0.35 wt. % Cr, up to 0.15 wt. % impurities, and Al.
[0075] Illustration 11 is the aluminum alloy product of any preceding or subsequent illustration, wherein the aluminum alloy product is a sheet.
[0076] Illustration 12 is the aluminum alloy product of any preceding or subsequent illustration, wherein the aluminum alloy product comprises a thickness of less than about 240 .mu.m.
[0077] Illustration 13 is the aluminum alloy product of any preceding or subsequent illustration, wherein the thickness is from about 170 .mu.m to less than about 240 .mu.m.
[0078] Illustration 14 is the aluminum alloy product of any preceding or subsequent illustration, wherein the thickness is from about 180 .mu.m to about 230 .mu.m.
[0079] Illustration 15 is the aluminum alloy product of any preceding or subsequent illustration, wherein the sheet has a longitudinal yield strength of at least about 260 MPa.
[0080] Illustration 16 is the aluminum alloy product of any preceding or subsequent illustration, wherein the longitudinal yield strength is from about 260 MPa to about 300 MPa.
[0081] Illustration 17 is the aluminum alloy product of any preceding or subsequent illustration, wherein one or more surfaces of the aluminum alloy product comprise an isotropic surface topography.
[0082] Illustration 18 is the aluminum alloy product of any preceding or subsequent illustration, wherein one or more surfaces of the aluminum alloy product has a texture aspect ratio of 0.1 to 0.7.
[0083] Illustration 19 is the aluminum alloy product of any preceding or subsequent illustration, wherein one or more surfaces of the aluminum alloy product comprise at least about 200 mg of cupping lubricant per square meter per side (mg/m.sup.2/side).
[0084] Illustration 20 is the aluminum alloy product of any preceding or subsequent illustration, wherein the one or more surfaces of the aluminum alloy product comprise cupping lubricant in an amount of from about 200 mg/m.sup.2/side to about 1000 mg/m.sup.2/side.
[0085] Illustration 21 is the aluminum alloy product of any preceding or subsequent illustration, wherein the one or more surfaces of the aluminum alloy product comprise a post-lubricant in an amount of from about 5 mg/m.sup.2/side to about 100 mg/m.sup.2/side.
[0086] Illustration 22 is the aluminum alloy product of any preceding or subsequent illustration, wherein the post-lubricant comprises dibutyl adipate, dibutyl sebacate, dihexyl adipate, dihexyl sebacate, dicyclohexyl adipate, dicyclohexyl sebacate, dioctyl adipate, dioctyl sebacate, diisodecyl adipate, diisodecyl sebacate, diundecyl adipate, diundecyl sebacate, didodecanyl adipate, didodecanyl sebacate, diphenyl sebacate or diphenyl adipate.
[0087] Illustration 23 is the aluminum alloy product of any preceding or subsequent illustration, wherein the sheet is tension-levelled in a longitudinal direction.
[0088] Illustration 24 is the aluminum alloy product of any preceding or subsequent illustration, wherein the sheet is thermally-levelled at a temperature ranging from about 170.degree. C. to about 280.degree. C.
[0089] Illustration 25 is the aluminum alloy product of any preceding or subsequent illustration, wherein the aluminum alloy product is substantially free of aluminum fines and debris.
[0090] Illustration 26 is the aluminum alloy product of any preceding or subsequent illustration, wherein the aluminum alloy product comprises a beverage can body.
[0091] Illustration 27 is an aluminum alloy product, comprising an aluminum alloy comprising about 0.05-0.4 wt. % Cu, 0.25-0.9 wt. % Fe, 0.8-3.0 wt. % Mg, 0.1-2.0 wt. % Mn, 0.2-0.7 wt. % Si, up to 0.1 wt. % Ti, up to 0.25 wt. % Zn, up to 0.4 wt. % Cr, up to 0.15 wt. % impurities, and Al, wherein the aluminum alloy product comprises a thickness of less than about 240 .mu.m.
[0092] Illustration 28 is the aluminum alloy product of any preceding or subsequent illustration, wherein the thickness is from about 170 .mu.m to less than about 240 .mu.m.
[0093] Illustration 29 is the aluminum alloy product of any preceding or subsequent illustration, wherein the thickness is from about 180 .mu.m to about 230 .mu.m.
[0094] Illustration 30 is the aluminum alloy product of any preceding or subsequent illustration, wherein the aluminum alloy comprises about 0.05-0.3 wt. % Cu, 0.4-0.8 wt. % Fe, 0.8-2.8 wt. % Mg, 0.1-1.5 wt. % Mn, 0.25-0.6 wt. % Si, up to 0.1 wt. % Ti, 0.1-0.25 wt. % Zn, up to 0.35 wt. % Cr, up to 0.15 wt. % impurities, and Al.
[0095] Illustration 31 is the aluminum alloy product of any preceding or subsequent illustration, wherein one or more surfaces of the aluminum alloy product has a texture aspect ratio of 0.1 to 0.7.
[0096] All patents, publications, and abstracts cited above are incorporated herein by reference in their entireties. Various embodiments of the invention have been described in fulfillment of the various objectives of the invention. It should be recognized that these embodiments are merely illustrative of the principles of the present invention. Numerous modifications and adaptions thereof will be readily apparent to those skilled in the art without departing from the spirit and scope of the present invention as defined in the following claims.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.