Process and Apparatus for Producing Mycelium Biomaterial
Mueller; Peter James ; et al.
U.S. patent application number 16/419904 was filed with the patent office on 2019-11-28 for process and apparatus for producing mycelium biomaterial. This patent application is currently assigned to Ecovative Design LLC. The applicant listed for this patent is Ecovative Design LLC. Invention is credited to Peter James Mueller, Meghan Anne O'Brien, Jacob Michael Winiski.
| Application Number | 20190359931 16/419904 |
| Document ID | / |
| Family ID | 68615076 |
| Filed Date | 2019-11-28 |






| United States Patent Application | 20190359931 |
| Kind Code | A1 |
| Mueller; Peter James ; et al. | November 28, 2019 |
Process and Apparatus for Producing Mycelium Biomaterial
Abstract
The process for producing mycelium biomaterial provides two phases of incubation. In a first phase of fungal expansion, the fungal inoculum is allowed to expand and dominate the substrate. In a second phase, nutrient is added to the inoculated mixture to allow the fungal inoculum to bond the discrete particles into a self-supporting biocomposite. The process allows for the processing of grown materials in separate vessels with the second vessel providing the final shape of the biomaterial.
| Inventors: | Mueller; Peter James; (Poestenkill, NY) ; Winiski; Jacob Michael; (Troy, NY) ; O'Brien; Meghan Anne; (Halfmoon, NY) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Ecovative Design LLC Green Island NY |
||||||||||
| Family ID: | 68615076 | ||||||||||
| Appl. No.: | 16/419904 | ||||||||||
| Filed: | May 22, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62675922 | May 24, 2018 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C12N 1/14 20130101; A01G 18/22 20180201 |
| International Class: | C12N 1/14 20060101 C12N001/14 |
Claims
1. A process for producing mycelium biomaterial comprising the steps of mixing a substrate of discrete particles of wood chips characterized in having a low nutrient content of lignocellulose, and a fungal inoculum from the division of Basidiomycota to form a first pourable mixture; incubating said mixture in a first phase of fungal expansion for a time and at a temperature sufficient to allow said fungal inoculum to expand and dominate said substrate; thereafter mixing said incubated mixture with added nutrients to form a second pourable mixture; incubating a predetermined height of said second mixture in a second phase of fungal expansion for a time and at a temperature sufficient to allow said fungal inoculum to bond said discrete particles into a self-supporting biocomposite; and thereafter desiccating said biocomposite to form a mycelium biomaterial.
2. A process as set forth in claim 1 wherein said substrate comprises Aspen wood chips and said fungal inoculum is one of Ganoderma lucidum and Trametes versicolor.
3. A process as set forth in claim 1 wherein said first phase of fungal expansion occurs in a first vessel having a cavity receiving said first mixture.
4. A process as set forth in claim 3 wherein said second phase of fungal expansion occurs in a second vessel having a cavity larger than said cavity of said first vessel and said self-supporting biocomposite has a shape conforming to said cavity of said second vessel.
5. A process as set forth in claim 5 wherein said self-supporting biocomposite is in the shape of a block and which further comprises the step of cutting said block-shaped biocomposite into thin sheets having a thickness of up to 4 inches.
6. A process for producing mycelium biomaterial comprising the steps of mixing a substrate of discrete particles of wood chips characterized in having a low nutrient content of lignocellulose, and a fungal inoculum to form a first pourable mixture; dispensing said mixture into a vessel to fill said vessel to a predetermined height within said vessel; incubating said mixture within said vessel in a first phase of fungal expansion for a time and at a temperature sufficient to allow said fungal inoculum to expand and dominate said substrate; thereafter mixing said mixture with added nutrients to form a second pourable mixture; dispensing said second pourable mixture into a second vessel; incubating said second pourable mixture within said second vessel in a second phase of fungal expansion for a time and at a temperature sufficient to allow said fungal inoculum to bond said discrete particles into a self-supporting biocomposite; and thereafter desiccating said biocomposite to form a mycelium biomaterial.
7. A process as set forth in claim 6 wherein said second vessel has a cavity of predetermined three dimensional shape to receive said second pourable mixture and said biocomposite conforms to said shape.
8. A process as set forth in claim further comprising the step of placing inserts into said second vessel prior to said step of dispensing said second mixture into said second vessel to define a plurality of cavities for dispensing of said second pourable mixture thereinto.
Description
[0001] This application claims the benefit of U.S. Provisional Patent Application 62/675,922, filed May 24, 2018.
[0002] This invention relates to a process for producing mycelium biomaterials. More particularly, this invention relates to a multi-phase process for producing mycelium biomaterials.
[0003] The growth of materials bound together with the mycelium of filamentous fungus is known art, particularly, as described in U.S. Pat. No. 9,485,917.
[0004] As is known, fungi operate primarily on oxygen consuming metabolic pathways. Fungi generate carbon dioxide and heat through the same metabolism, both of which can be toxic to further growth of the mycelium. The rate of fungal metabolism, and therefore, the rate of toxin build up, depends on the nutrient types and availability.
[0005] Fungi are limited in the ability to transport oxygen from an area of high availability to a restricted area, due to not having developed respiratory and circulatory transport systems such as are present in animals. Fungi are also limited in their ability to expel build ups of toxic carbon dioxide and heat, again due to a lack of an organism level effective gas or fluid transport mechanism
[0006] In practice, these limitations mean that grown materials bound by mycelium are limited in their overall volume, based on rates of free diffusion of heat and gases. For simple tray based growth, depths of greater than 6'' from an oxygen rich surface are difficult to achieve. Additionally, quantities of material must be separated in such a way as to enable heat removal, such as by filling into 10 lb bags which are spaced apart on racking with air flowing around the grouping of bags, which severely restricts operational efficiency in large scale manufacturing. One successful method of overcoming these limitations in aerobic fermentation methods is to regularly stir the material and fungal colony; however, when the generation of a fully formed bound material is the objective, this method of stirred fermentation is counterproductive.
[0007] Accordingly, it is an object of the invention to produce mycelium biomaterials in a relatively simple manner.
[0008] It is another object of the invention to reduce the process cost and complexity of producing mycelium biomaterial.
[0009] Briefly, the invention provides a process for producing mycelium biomaterial that comprises a first phase wherein a substrate of discrete particles and a fungal inoculum are mixed to form a first pourable mixture and the mixture then subjected to a first phase of fungal expansion for a time and at a temperature sufficient to allow the fungal inoculum to expand and dominate the substrate.
[0010] The process also comprises a second phase wherein the mixture from the first phase is mixed with added readily available nutrients to form a second pourable mixture and a predetermined height of the second mixture is incubated in a second phase of fungal expansion for a time and at a temperature sufficient to allow the fungal inoculum to bond the discrete particles into a self-supporting biocomposite. The biocomposite is thereafter desiccated to form a mycelium biomaterial.
[0011] The invention also provides an apparatus for producing mycelium biomaterial. This apparatus includes a first vessel having a cavity for receiving a pourable mixture of discrete particles and a fungal inoculum and a second larger vessel for receiving the second pourable mixture.
[0012] The cavity of the second vessel may be provided with one or more inserts prior to receiving the pourable mixture so that the inserts may be incorporated in the produced biomaterial.
[0013] The cavity of the second vessel may be constructed with an internal geometry (void tooling) to make a final product with voids, such as coolers for shipping. A single vessel may incorporate multiple products, such as 48 coolers in one vessel, which would then be cut into final parts after ejection from the vessel.
[0014] Programmable air temperature settings, such as cycles where the air temperature drops or raises over time or fluctuates in a cyclical fashion, can be used to drive certain responses from the mycelium. The programmable air temperature settings can also be used to maintain a stable optimal material temperature while the metabolic activity of the mycelium changes over time.
Substrate
[0015] The substrate may be selected or supplemented to include certain volatile organic compounds, such as terpenes which inhibit contamination. For example, the substrate is composed of discrete particles of wood chips characterized in having a low nutrient content of lignocellulose, and in particular, an Aspen microchip produced from Aspen logs using a modified whole tree drum chipper. The chips are 3 mm.times.3 mm.times.1 mm in size. Aspen wood is composed of lignocellulose which is well known to be a highly recalcitrant organic molecule, difficult for most organisms to digest.
[0016] Additionally, the optimal substrate for the first phase of biomass expansion may be meaningfully different from what can be used for successive phases of further expansion. Once a certain dominance over the substrate has been achieved by the desired organism, additional amounts of more generally available nutrition (Nut %) may be added. These nutrients are quickly dominated by the population of the desirable organism, which outcompetes possible contaminants that would have out competed a less robust population. In this manner, higher metabolic rate growth and rapid development of mycelium can occur. This initial starving of nutrients followed by nutrient addition is described as phase I (T.sub.phaseI) and phase II (T.sub.phaseII) growth.
Organism
[0017] The choice of organism involves several considerations including inoculation rate, digestive toolkit, growth temperature dependence, and filamentous cellular morphology.
[0018] Inoculation rate (In %) can affect the operation of the described process in several ways. Higher inoculation can be a means of outcompeting contaminants on a more generally available substrate, of increasing final properties or decreasing growth phases. Lower inoculation most simply saves money but can also be a tool to reduce the metabolic rate and therefore lower the aeration requirements and ultimate delta T between the top and bottom of the vessel.
[0019] In concert with careful substrate selection, the desired organism should be selected to be capable of digesting and thriving on a nutrient source which is not generally commonly accessible. This combined restriction allows the system in general to be operated with far less aseptic control than is common in the prior art, allowing open air mixing and no filtration.
[0020] The organism selected must also be able to grow at a range of temperatures, and with generally similar growth at the range of temperature between T.sub.bot and T.sub.top. Selection for this criterion enables a uniform product.
[0021] Lastly, the organism must demonstrate the filamentous properties desired for both operation and final product. The organism used in the herein described process is a fungal inoculum from the division of Basidiomycota, and particularly, a white rot fungus, such as Ganoderma lucidum or Trametes versicolor.
Operating Parameters
TABLE-US-00001 [0022] Specific Parameters Unit Example Range T.sub.1 (ambient air temp) .degree. F. 75 45-130 RH % % 100 0-100 T.sub.top (temperature at vessel bottom) .degree. F. 70 40-110 T.sub.bot (temperature at vessel top) .degree. F. 90 41-110 H (vessel height) Inches 12 0.25-12 L (vessel width) Inches 39 24-192 W (vessel length) Inches 39 24-4,800 In % (wet inoculation % by dry % 10 0.5-20 substrate) Nut % (nutrient % by dry substrate) % 7 3-20 T.sub.phaseI (duration of phase I) Days 5 2-7 T.sub.phaseII (duration of phase II) Days 4 1-5
Product
[0023] The final product may take a variety of forms, including but not limited to a block, flat panels, or a molded shape.
[0024] In the case of a block, the vessel would be rectangular and produce a rectangular block or bun.
[0025] In the case of panels, a block (either pre-dried while in the vessel or still fully biologically active) would be removed from the second vessel and sliced into a multiplicity of panels. This can be achieved using commonly available sawmill equipment. Panels from 0.25'' up to the full thickness of the block can be produced. Slicing of the block into thin panels allows faster low energy drying and heat treatment than thicker panels. Alternatively, after cutting and before drying, panels can be further incubated to provide surface growth and further strengthening, or to be grown together into larger three dimensional objects.
[0026] Potential applications of panels produced in this method include furniture surface and door cores, acoustic panels, insulation panels, rafts for wetland remediation, components for set design, temporary sign panels, and flat sheet packaging material.
[0027] The second vessel may also be formed as a molded volume for the production of useful shapes, such as a chair or couch substructure or a plurality of shipping cooler volumes. In the case of a chair substructure, additional strengthening and attachment components, such as pieces of wood, may be placed into the vessel prior to filling, and allowed to grow into place. As with the block, some amount of drying while in the vessel can be used to shorten drying time. In the case of shipping coolers, a number of parts might be grown together in a single molded vessel, and then cut apart into individual units for commercial sale either before or after drying.
Modifications
[0028] The second vessel may be a non-aerated mold or a multiplicity of non-aerated molds, such as a series of thermoformed plastic trays with dimensions of 21''.times.21''. These molds may be open on top and may include several depressions for filling with the mixture to form shapes, such as, corner blocks for packaging.
[0029] The second vessel may also be shaped earth outdoors, for example the bottom of a ditch or depression being prepared for a stream or pond, and where the material will grow in place during a non-aerated phase 2 (at depths <12 inches). The final grown layer may act as an impermeable layer or a load bearing surface, such as a temporary road.
[0030] The second vessel may take the form of a stationary lane or tunnel where the material is mixed in-vessel between phase 1 and phase 2 and then unloaded by drag conveyor or hoist.
[0031] These and other objects and advantages will become more apparent from the following detailed description taken with the accompanying drawings wherein:
[0032] FIG. 1 schematically illustrates the process steps of the invention;
[0033] FIG. 2 graphically illustrates the parameter selection, process feedback loop and product attributes for the process of the invention;
[0034] FIG. 3 schematically illustrates an apparatus in accordance with the invention;
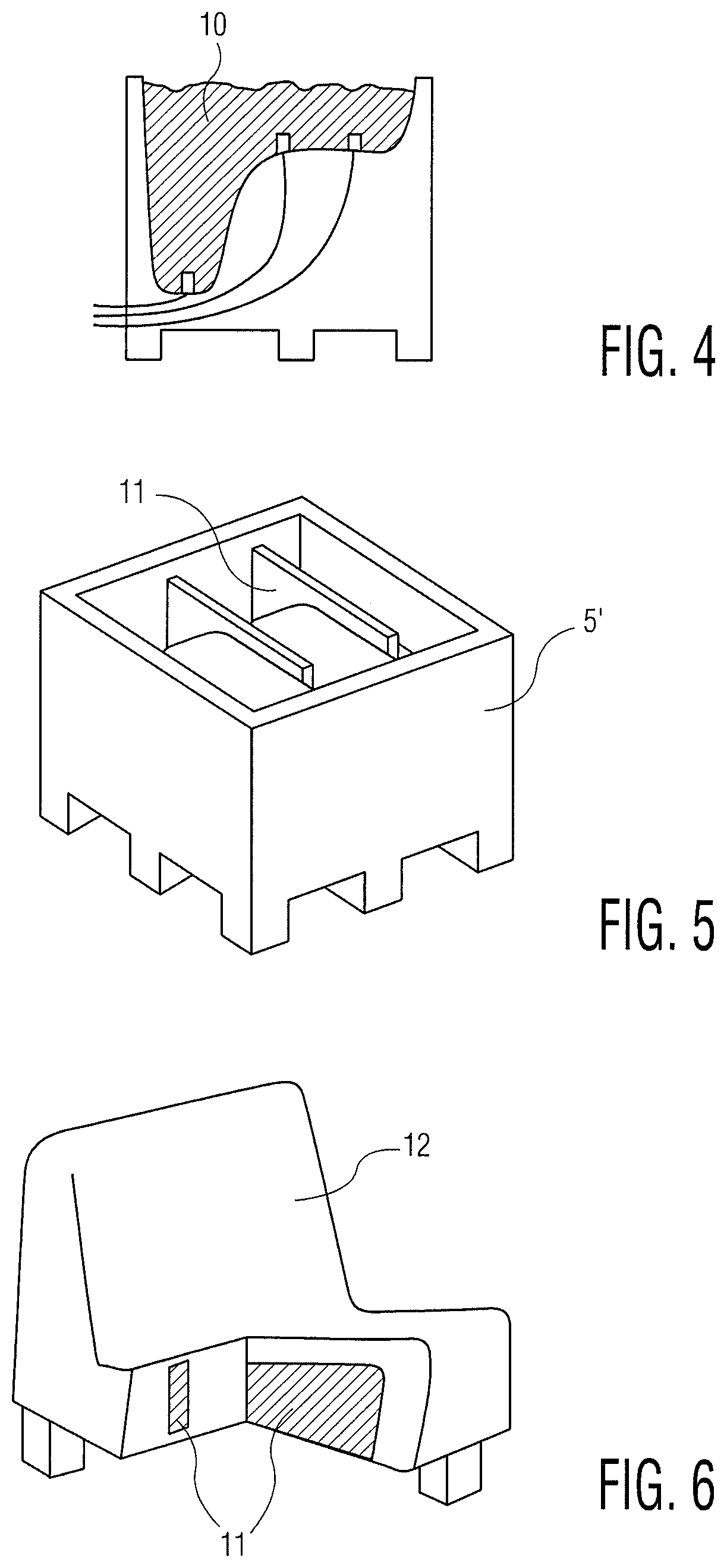
[0035] FIG. 4 illustrates a partial cross-sectional side view of a vessel employed in the apparatus of the invention;
[0036] FIG. 5 illustrates a vessel provided with inserts in accordance with the invention;
[0037] FIG. 6 illustrates a view of a produced mycelium biomaterial with a pair of inserts incorporated therein in accordance with the invention;
[0038] FIG. 7 illustrates a vessel constructed with an internal geometry to make a final product with voids;
[0039] FIG. 8 illustrates a multi-cavity block made in accordance with the process of the invention;
[0040] FIG. 9 illustrates a layer cut from the block of FIG. 8;
[0041] FIG. 10 illustrates a segment separated from the layer of FIG. 9;
[0042] FIG. 11 illustrates a large block of fungal biomaterial made in accordance with the process of the invention;
[0043] FIG. 12 illustrates a thin sheet cut from the block of FIG. 11;
[0044] FIG. 13 illustrates a thin sheet from the block of FIG. 11 in place as a landscape mat; and
[0045] FIG. 14 illustrates a sheet from the block of FIG. 11 in place as a seat for a chair.
DETAILED DESCRIPTION
[0046] Referring to FIG. 1, a process for the production of fungal biomaterials includes a step of mixing inoculum, e.g. Ganoderma Lucidum or Trametes sp. in an amount of 1-10% by dry mass, and a substrate of discrete particles e.g. Aspen chips to form a pourable mixture. The mixture may be mixed in a continuous screw mixer or batch ribbon blender, and the Aspen chips may be exposed to sterilization e.g. atmospheric steam prior to being chilled and mixed with the inoculum.
[0047] Of note, only the lignocellulose discrete particles and the spawn are required for the initial mixture. The lignocellulose can be used as food over long incubation periods but is very difficult to access (described below). The spawn has latent nutrients included in the mixture which sustain the initial expansion of growth.
[0048] The process also includes a step of dispensing the mixture into one or more vessels. The vessels may be bins having dimensions of 40''.times.40''.times.28'' and are filled to a height of 24''-28''. The mixture may be compacted into a vessel as the vessel is filled.
[0049] Thereafter, the mixtures in the vessels are subjected to a step of incubation for a time and at a temperature sufficient to allow the fungal inoculum to expand and dominate the substrate. This step provides a Phase I low nutrient growth. During this step, there is little readily available nutrition and thus relatively little heat generation. During this step, the fungal portion of the mixture is able to outcompete any contaminant organisms and expand to cover and dominate the wood chip portion of the mixture. The end result of this step is that the mixture is evenly coated in the fungal tissue; however, it is still easy to break apart and remix.
[0050] Of note, the fungal portion in phase 1 has latent nutrition available from the spawn on which it is carried and uses this energy to rapidly expand over the nutrient poor discrete particles of the initial mixture, coating them and preparing to digest their recalcitrant nutrients. (Recalcitrant is a term used in literature to describe ligno-cellulose (wood) which can be used as a food by white rot fungi, but requires energy intensive enzymatic processes to degrade and access.)
[0051] It is doubtful that phase 1 is long enough that the fungus begins to degrade and digest the wood in a meaningful way, but the fungus quickly coats the particles in search of more readily available food and also in preparation of digesting the particles. Before the fungus does so, the mixture is removed from the vessel(s) and mixed with very readily available nutrients in phase II which are consumed within a matter of days.
[0052] In phase II, the mixture with the added nutrients is poured into a second vessel having a cavity of the final desired shape for the product. Alternatively, the mixture with the added nutrients may be poured back into the first vessel, if that vessel has a cavity of the final desired shape for the product. One advantage of using two vessels is that the vessels can be used in rotation for faster operation.
[0053] The addition of nutrients is performed after the fungus has established dominance and is able to outcompete any potential contaminant organisms for access to the easily digestible additional nutrients.
[0054] The fungus can be determined as able to outcompete potential contaminants based on visual indication of expansion of growth. The discrete particles included in the primary mixture will become visibly coated in mycelium on their surfaces, which indicates they are colonized sufficiently. This indicates their nutrient potential has been captured by the fungal organism.
[0055] The fungus does bond the particles into a self-supporting biocomposite during this early capture phase; however, the strength of that biocomposite is limited. The behavior of the fungus is to expand and capture the scarce initial nutrient potential of the discrete particles. Once significant additional nutrients are mixed in, the tissue generated is denser and produces a much stronger final self-supporting biocomposite.
[0056] The added nutrients are quickly converted into additional fungal tissue biomass, which binds the mixture into its final form. The mixture is then subjected to Phase II incubation--which is potentially cooler to combat the additional metabolic energy generated by the added nutrients.
[0057] After solidifying in its final shape, the biocomposite is either desiccated in the vessel or ejected from the vessel while still wet and then dried.
[0058] The ejected wet biocomposite may be either dried and further processed, or further processed and then dried. Further processing may include being machined into smaller components such as 1'' panels.
[0059] Sheets of the wet biocomposite may be further processed by either a final incubation stage at 100% humidity and 80.degree. F. to form a layer of tissue on the cut surfaces, or by being assembled into a final shape such as a box and being incubated in the same conditions in order to grow together.
[0060] Flexible sheets cut from a block may also be pressed into 3D contours by a heated press at 400.degree. F. in a combination drying and forming step.
[0061] Final drying of the biocomposite can occur at ambient temperatures over the course of a week or more, or can be expedited to as fast as 24 hours at 180.degree. F. in a wood kiln style dryer. Blocks or panels left covered outdoors for several weeks in a climate with temperatures between 40.degree. F. and 90.degree. F. will continue to harden, producing an aged material.
[0062] Referring to FIG. 2, the production of mycelium biomaterial in a static vessel requires the selection of a recipe and of reactor settings. Recipe selection includes selection of substrate, organism, steam treatment parameters, inoculation %, inoculation type, moisture %, and additional nutrients. A given recipe might be aspen planer shavings, G. lucidum, with or without atmospheric steam treatment for 10 minutes, a 5% by dry mass inoculation rate, a synthetic fine inoculation type, a moisture percentage of 65%, and additional nutrients of second clear flour added prior to phase II.
[0063] As further illustrated in FIG. 2, the recipe and reactor settings result in conditions within the vessel which can be characterized as the growth conditions. These conditions include the O.sub.2 and CO.sub.2 concentrations, the temperature, the relative humidity, the rate of evaporation of moisture, and the nutrient availability. An example is an O.sub.2 concentration greater than 5%, a temperature less than 95.degree. F. throughout the vessel, an evaporation rate at <2% of moisture content per day, and a recalcitrant nutrient availability in phase I and a simple starch nutrient availability in phase II.
[0064] As further illustrated in FIG. 2, the growth conditions dictate the metabolic action which occurs in the fungal tissue. This includes the heat generation, the oxygen consumption rate, the water production rate, the cellular biomass generation rate, the specific morphological characteristics, and the competition dynamics. As an example, the metabolic action may consist of heat generation of 1 Watt per wet pound of mixture, Oxygen consumption low enough to be replaced by a fresh air stream, water production sufficient to maintain the <2% moisture content loss per day rate, cellular biomass generation rate of 1% of dry mixture weight per day, morphological characteristics for maximum strength such as a high quantity of highly cross-linked and branched cells, and a strong dominance over establishment of competitive organisms.
[0065] As further illustrated in FIG. 2, the metabolic action at any given point in time may modify the growth conditions within the reactor, which in turn dictate the metabolic conditions. This may result in time dependent changes such as a slow increase in temperature. Reactor settings may also be modulated through time to effect results such as a slow decrease in temperature or increase in aeration.
[0066] Lastly, as shown in FIG. 2, the final material properties are a result of the metabolic activity. These properties include the cellular biomass, the morphology, the chemical composition, secondary metabolites, and modification of substrate. An example process may result in a cellular biomass of 5% by dry mass mixture, a morphology of highly branched vegetative cells, a chemical composition favoring strong cell walls, expression of secondary metabolites for increased hydrophobicity, and modification of the chemistry of the substrate to make more accessible for animal feed.
[0067] The apparatus serves to produce a finished block of grown material 8 that is ejected from the vessel 5 and subsequently sliced into panels 9. As indicated, the panels 9 may be stacked in vertically spaced apart manner for the purpose of either final curing or more efficient drying by convection.
[0068] Referring to FIGS. 4, 5 and 6, for Phase II, the vessel 5' may be constructed with a cavity 10 of a geometry to make a final product 12, such as a chair or sofa (FIG. 6).
[0069] In addition, the cavity 10 of the vessel 5' may be provided with one or more inserts 11 (FIG. 5) prior to receiving the pourable mixture for Phase II so that the inserts 11 may be incorporated in the produced biomaterial product, providing additional benefit, such as wood support beams or tack strips for upholstery.
[0070] Referring to FIGS. 7 to 10, wherein like reference characters indicate like parts as above, the vessel 5' may be constructed with an internal geometry (void tooling) to make a final product with voids, such as coolers for shipping. A single vessel 5' may incorporate multiple products, such as 48 coolers in one vessel, which would then be cut into final parts after ejection from the vessel.
[0071] As illustrated in FIG. 7, the vessel 5' is provided internally with a plurality of upstanding posts 13 in order to produce a single block of grown material 8, i.e. of mycelium biomaterial, as shown in FIG. 8 with a plurality of longitudinally extending tunnels 14 corresponding in cross-sectional shape to the cross-sectional shape of the posts 13 in the vessel 5'.
[0072] Referring to FIG. 9, the block 8 of FIG. 8 may be cut transversely into a plurality of layers 15, only one of which is illustrated. As indicated, the layer 15 contains a plurality of openings 16 corresponding to the pattern of posts 13 in the vessel 5'.
[0073] Referring to FIG. 10, the layer 15 of FIG. 9 may be cut into individual segments 17, only one of which is shown, with a single aperture 18.
[0074] Referring to FIGS. 11 and 12, wherein like reference characters indicate like parts as above, a block of grown material 8 may be cut into a plurality of flat sheets or panels 19, only one of which is illustrated, of a thickness of up to 4 inches.
[0075] The flat panels 19 may be cut thin enough for the final product to be flexible for use in products, such as conformable landscape mats (FIG. 13) to prevent erosion and weed growth. The flat panels 19 may also be used in products, such as molded chair backs (FIG. 14) where the thin panels might be compression molded into complex three dimensional geometries.
[0076] A plurality of flat panels 19 may also be assembled into a final shape (not shown) and finish grown to make a final product such as coolers for shipping.
[0077] The vessel should be one which can be filled, moved around, and dumped.
[0078] Thus, the invention provides a process and apparatus for producing mycelium biomaterials in a relatively simple manner.
[0079] The invention also provides a process and apparatus for growing mycelium biomaterials under non-aseptic open warehouse conditions thereby reducing the process cost and complexity of producing mycelium biomaterial.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.