Method For Fabricating Timepiece Components Including A Decorative Coating Of Aventurine
MCGILL; Claire ; et al.
U.S. patent application number 16/381850 was filed with the patent office on 2019-11-07 for method for fabricating timepiece components including a decorative coating of aventurine. This patent application is currently assigned to Omega SA. The applicant listed for this patent is Omega SA. Invention is credited to Gregory KISSLING, Claire MCGILL.
| Application Number | 20190338425 16/381850 |
| Document ID | / |
| Family ID | 62110922 |
| Filed Date | 2019-11-07 |


| United States Patent Application | 20190338425 |
| Kind Code | A1 |
| MCGILL; Claire ; et al. | November 7, 2019 |
METHOD FOR FABRICATING TIMEPIECE COMPONENTS INCLUDING A DECORATIVE COATING OF AVENTURINE
Abstract
A method for fabricating a timepiece component partly formed of aventurine, including providing at least one piece of aventurine formed of a mass of coloured glass containing copper crystals scattered throughout the mass; grinding at least one piece of aventurine to obtain a granular powder; depositing at least part of the granular powder on a surface of a support intended to receive a decorative coating; then introducing the support with the granular powder deposited on the surface into a furnace and melting this granular powder so as to obtain, after removing the assembly thus obtained from the furnace and allowing the assembly to cool, an enamel layer made of aventurine which covers the support surface. The timepiece component is, for example, a dial, a moon phase disc or a bezel.
| Inventors: | MCGILL; Claire; (Neuchatel, CH) ; KISSLING; Gregory; (Macolin, CH) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Omega SA Biel/Bienne CH |
||||||||||
| Family ID: | 62110922 | ||||||||||
| Appl. No.: | 16/381850 | ||||||||||
| Filed: | April 11, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C23D 13/00 20130101; G04B 45/0015 20130101; G04B 19/12 20130101; C23D 5/08 20130101 |
| International Class: | C23D 5/08 20060101 C23D005/08; C23D 13/00 20060101 C23D013/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| May 2, 2018 | EP | 18170444.6 |
Claims
1. A method for fabricating a timepiece component partly formed of aventurine, comprising the following steps: A) providing at least one piece of aventurine formed of a mass of coloured glass containing copper crystals scattered throughout the mass of coloured glass; B) after step A), grinding said at least one piece of aventurine to obtain a granular powder; C) making a support from a material having a higher melting temperature than that of said mass of coloured glass, this support having at least one surface intended to receive a decorative coating; D) after steps B) and C), depositing at least part of said granular powder on said support surface; E) after step D), introducing the support with the granular powder deposited on said surface into a furnace and melting this granular powder so as to obtain, after removing the assembly thus obtained from the furnace and allowing the assembly to cool, an enamel layer made of aventurine which covers said support surface and forms a decorative coating.
2. The method for fabricating a timepiece component according to claim 1, wherein, between steps B) and D), said at least one part of the granular powder is mixed with a liquid, said step D) consisting in application of said mixture to said support surface.
3. The method for fabricating a timepiece component according to claim 2, wherein a step of drying said mixture deposited on said surface is performed in a drying furnace prior to said step E).
4. The method for fabricating a timepiece component according to claim 1, the sequence of steps D) and E) is repeated several times, so that said decorative coating is formed of a plurality of enamel layers made of aventurine and deposited one on top of the other.
5. The method for fabricating a timepiece component according to claim 1, wherein said granular aventurine powder is formed of grains of aventurine, most of which are of larger dimensions between 50 microns and 200 microns.
6. The method for fabricating a timepiece component according to claim 2, wherein said granular aventurine powder is formed of grains of aventurine, most of which are of larger dimensions between 50 microns and 200 microns.
7. The method for fabricating a timepiece component according to claim 4, wherein said granular aventurine powder is formed of grains of aventurine, most of which are of larger dimensions between 50 microns and 200 microns.
8. The method for fabricating a timepiece component according to claim 1, wherein, after deposition of the enamel layer made of aventurine, a flux is deposited on the enamel layer and is fired to form a transparent upper layer of said decorative coating.
9. The method for fabricating a timepiece component according to claim 4, wherein, after deposition of the plurality of enamel layers made of aventurine, a flux is deposited on the plurality of enamel layer and is fired to form a transparent upper layer of said decorative coating.
10. The method for fabricating a timepiece component according to claim 1, wherein a final step of polishing said decorative coating is performed.
11. The method for fabricating a timepiece component according to claim 1, wherein said support is metal.
12. The method for fabricating a timepiece component according to claim 1, wherein the timepiece component is a part of a watch case, notably a bezel.
13. The method for fabricating a timepiece component according to claim 1, wherein the timepiece component is a part of a watch movement, notably a bridge or an oscillating weight.
14. The method for fabricating a timepiece component according to claim 1, wherein the timepiece component is a display element, notably a dial or a moon phase indicator disc.
15. The method for fabricating a timepiece component according to claim 14, wherein the inner rim and the outer rim form lateral stops for said granular powder deposited on said surface during at least a first sequence of steps D) and E).
16. The method for fabricating a timepiece component according to claim 15, wherein said support has at least one embossed motif inside said surface, said motif forming a lateral stop for said granular powder deposited on said surface during at least said first sequence of steps D) and E), the motif being eventually flush with said decorative coating.
17. The method for fabricating a timepiece component according to claim 14, wherein the timepiece component is a dial which has a convex upper surface, which is at least partially defined by the upper surface of said decorative coating.
18. The method for fabricating a timepiece component according to claim 14, wherein an enamelling process is performed on a surface of said support on the side opposite to that of said surface intended to receive said decorative coating, said enamelling process forming a counter-enamel to conserve the initial shape of said support.
19. The method for fabricating a timepiece component according to claim 14, wherein said decorative coating has a thickness of between 200 and 300 microns.
Description
FIELD OF THE INVENTION
[0001] The present invention concerns a method for fabricating timepiece components including a decorative coating of aventurine, in particular a method for fabricating watch dials partially formed of aventurine.
BACKGROUND OF THE INVENTION
[0002] It has been known for a long time to make watches incorporating, for decoration, parts made of precious or semi-precious stones. In particular, it is known to make dials from precious stones, for example lapis-lazuli, which give watches the character of jewelry.
[0003] To make dials from precious or semi-precious stones, firstly, stones are provided which are cut into thin slices, which are then polished and cut. Current cutting techniques make it possible to cut various profiles and to make apertures in the thin slices obtained. It will be noted that, to make the stone dial less brittle and to ensure its positioning in the watch, those skilled in the art generally bond fine slices of stone onto metal supports, preferably made of noble metal.
[0004] Conventional techniques for making dials from precious or semi-precious stones have also been used to fabricate aventurine dials. It will be noted that the term `aventurine` was initially used to describe a particular coloured glass that was formerly made in Murano glass works in Italy. This coloured glass has a characteristic sparkle owing to the presence of tiny copper crystals which are formed when the glass melts at a high temperature in a furnace and which become larger as the glass obtained slowly cools. Afterwards, the term `aventurine` was used to refer to natural stones, in particular coloured quartz stones which had such a sparkle.
[0005] Aventurine glass can be found in various colours, especially red, blue and green. Pieces of aventurine glass look like semi-precious stones, so that those skilled in the art consider them to be artificial semi-precious stones that are generally called `aventurine`. Once the available pieces have been cut and the slices or other shapes have been polished, this aventurine glass makes the dials or other timepiece components made from these pieces of aventurine look very much like natural stone. There are pieces of aventurine that have a deep blue colour, owing to the presence of cobalt in their composition, which are particularly valued for horological applications, since the sparkling of the tiny copper crystals make the dials obtained from these pieces of aventurine look like a beautiful starry sky.
[0006] To make dials and display discs/rings for timepieces with aventurine, the person skilled in the art crafts this material as semi-precious stones or quartz crystals are crafted, by cutting pieces of aventurine into thin slices which are then bonded to metal supports. Such dials and display discs/rings adorn the watches of several watch brands including OMEGA, Jaquet Droz and Bulgari.TM. watches.
[0007] The fabrication of dials from aventurine as described above has various drawbacks. Indeed, these aventurine dials are difficult to prepare and to assemble. Cutting aventurine pieces into thin slices and cutting the desired profiles into these slices generates quite a lot of waste. Further, aventurine quite often has small air bubbles which appear after polishing and which make the thin slices obtained unusable. Moreover, these thin slices are fragile and therefore brittle. They are awkward to handle and assembling these thin slices with their respective supports to make the dials is a complex operation.
[0008] It will also be noted that even transferring motifs and/or hour symbols onto slices of aventurine is likely to crack them. If it is wished to have motifs and/or hour symbols embossed on a dial, it is possible to make them from metal by an electroforming process on an aventurine slice; but such a method is generally performed on the aventurine slice before it is bonded to its support. This method requires various handling operations, so there is a significant risk of breaking the slice. It is also possible to obtain metal motifs and/or hour symbols, particularly made of noble metal, by structuring the metal support of the dial so that these motifs and/or hour symbols are in relief relative to the receiving surface to which the aventurine slice will be bonded. In this latter case, it is necessary to cut into the aventurine slice numerous small apertures corresponding to these motifs and/or hour symbols. However, the process of assembling a thin aventurine slice thus perforated to its support carries a significant risk of breaking it. Indeed, the slightest mechanical stress exerted on such a slice can break it, for example: light pressure exerted on the slice when the edge of one of its apertures is partially abutting on a corresponding relief, or simply friction between the slice and a motif or hour symbol as the slice is set in place. It is understood, therefore, that it is necessary to have manufacturing tolerances so that small gaps appear between the embossed motifs and/or hour symbols and the perforated aventurine slice, which is detrimental to the aesthetics of the dial and therefore to its quality.
[0009] Next, it was noted that, even once bonded to their respective supports, these thin aventurine slices remain fragile and can crack or break in case of shocks to which watches must generally be resistant. In case of shocks, it was also observed that small fragments of aventurine sometimes break away from the surface of dials coated with aventurine slices. This creates small crevasses visible to the naked eye, which thus impairs the aesthetic appearance of these dials. Moreover, these small fragments can easily get into the watch movements of watches provided with aventurine dials thus damaged by shocks and impair or block their functioning.
[0010] Finally, another drawback lies in the fact that possible embodiments are limited by the fact that flat aventurine slices are generally used for making dials, so that the dials are flat. It is, of course, possible to machine pieces of aventurine to make aventurine glass that is convex, at least on top, but the manufacturing cost will be very high.
[0011] The aforementioned drawbacks, and possibly also others, arise as regards decorating other external parts of a watch with aventurine, for example bezels, or parts of watch movements, for example bridges or oscillating weights, using techniques similar to those described above for the fabrication of dials and display discs/rings, namely cutting portions into a piece of aventurine to obtain solid aventurine parts which are then polished and bonded to supports arranged to receive these solid aventurine parts.
SUMMARY OF THE INVENTION
[0012] It is an object of the present invention to provide timepiece components, in particular dials, having at least one surface coated with aventurine to form a decorative coating, while overcoming the various problems mentioned in the description of the prior art.
[0013] To this end, the invention relates to a method for fabricating a timepiece component partly formed of aventurine, characterized by the following steps:
[0014] A) Providing at least one piece of aventurine formed of a mass of coloured glass containing copper crystals scattered throughout the mass of coloured glass;
[0015] B) After step A), grinding said at least one piece of aventurine to obtain a granular powder;
[0016] C) Making a support from a material having a higher melting temperature than that of said mass of coloured glass, this support having at least one surface intended to receive a decorative coating;
[0017] D) After steps B) and C), depositing at least part of the granular powder on said support surface;
[0018] E) After step D), introducing the support with the granular powder deposited on said surface into a furnace and melting this granular powder so as to obtain, after removing the assembly thus obtained from the furnace and allowing the assembly to cool, an enamel layer made of aventurine which covers said support surface.
[0019] The fabrication method according to the invention is remarkable in that a decorative coating is thus obtained which perfectly provides the aesthetic features of aventurine, namely the look of a semi-precious stone with the sparkle specific to aventurine. It is surprising that the time spent in a furnace does not substantially reduce the sparkling of the tiny copper crystals, since copper oxidises easily and then has a dull, green or black colour. Tests performed with enamel powders to which was added a granular powder of oxidation metal, notably copper, gave negative results, with no sparkling. In the case of copper filings, the grains of copper blackened in the furnace. Next, even with non-oxidation metals, in particular with a gold powder, the remarkable sparkle of aventurine is not obtained. Further, it is difficult to obtain a homogeneous distribution of the gold powder in the enamel.
[0020] In a preferred variant, the sequence of steps D) and E) of the fabrication method is repeated several times, so that the decorative coating is formed of a plurality of enamel layers made of aventurine and deposited one on top of the other. It will be noted that the plurality of deposited enamel layers eventually forms only one enamel layer of greater thickness. This decorative coating thus has a thickness that gives the decorative coating a certain depth and conceals the support well. However, preferably, the decorative coating has a thickness of between 200 and 300 microns (200-300 .mu.m). Such a thickness remains relatively small compared to the aventurine slice made in the prior art which generally have a thickness of between 400 and 500 microns. The present invention thus makes it possible to make dials having a smaller thickness.
[0021] In another preferred variant, after making one or more enamel layer(s) formed of aventurine, a flux is deposited on the aventurine enamel obtained and it is fired to form a transparent upper layer which is homogeneous and has a regular upper surface.
[0022] In another preferred variant, a final step of polishing the decorative coating is performed, this polishing can have a preliminary phase consisting of stone cutting to better level out the upper surface of the decorative coating. Polishing is made easier to carry out and the result is generally better when a flux layer is deposited on the aventurine enamel. Indeed, the cooled flux layer can be polished to give a perfectly smooth upper surface, whereas the aventurine enamel is problematic for polishing due to the presence of copper crystals in the aventurine enamel which may be at or close to its surface.
[0023] In a particular implementation of the method of the invention, enamelling is performed on a back surface of the support, i.e. on the opposite side to that of the surface intended to receive the decorative coating, this enamelling forming a counter-enamel to better preserve the initial shape of the support when one or more enamel layers are formed to make the decorative coating and to prevent cracks appearing in this decorative coating as it is made.
[0024] Other particular features of the present invention will be described below in addition to other advantages of the invention.
BRIEF DESCRIPTION OF THE DRAWINGS
[0025] The invention will be described in more detail below with reference to the annexed drawings, given by way of non-limiting example, and in which:
[0026] FIG. 1 is a top view of a dial obtained by a first implementation of the method for fabricating a timepiece component according to the invention.
[0027] FIG. 2 is a sectional view of a support forming the body of the dial of FIG. 1 and intended to receive a decorative coating according to the invention.
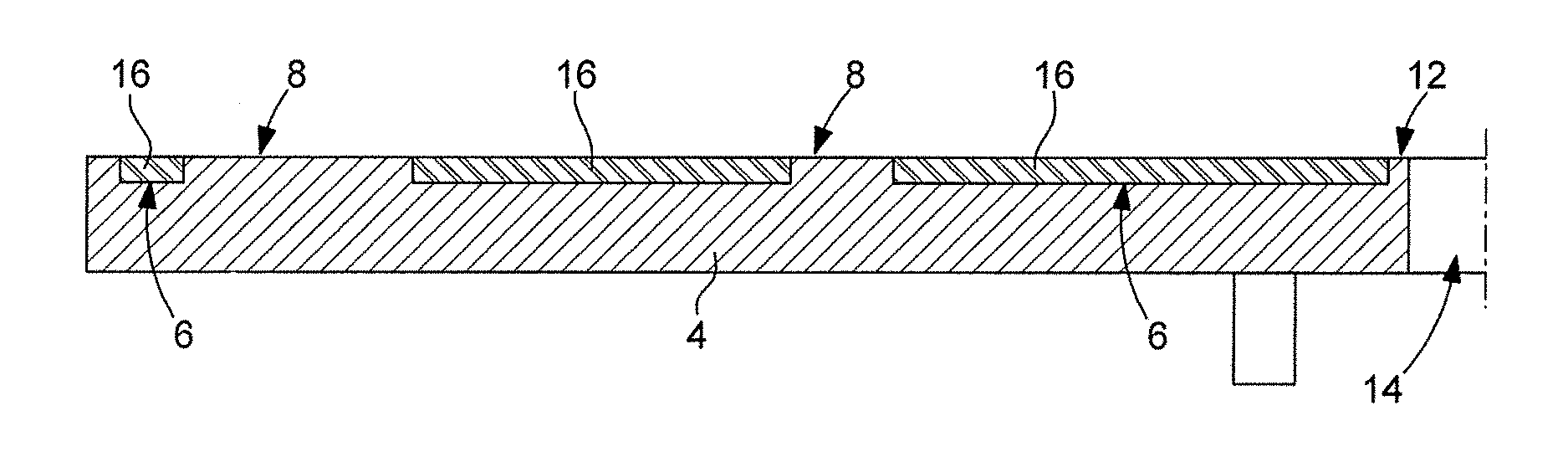
[0028] FIG. 3 is a cross-section of the dial of FIG. 1.
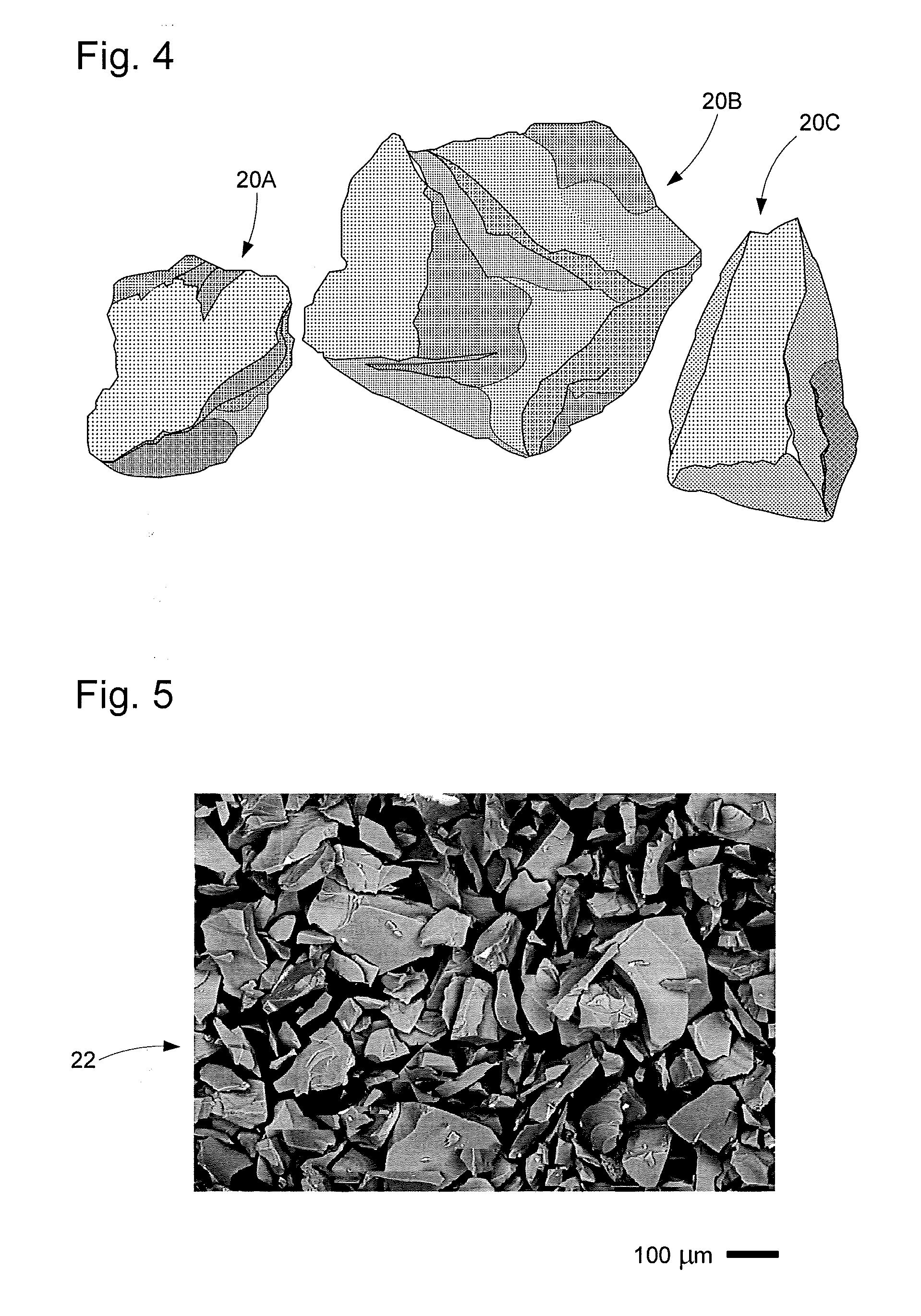
[0029] FIG. 4 represents pieces of aventurine used to make a decorative coating according to the invention.
[0030] FIG. 5 is microscope magnified image of a granular powder obtained by grinding, in the context of the present invention, pieces of aventurine like those represented in FIG. 4.
[0031] FIG. 6 is a top view of a dial obtained by a second implementation of the method for fabricating a timepiece component according to the invention, this dial being represented without the hour symbols which are subsequently arranged on the upper surface of the dial so as to stand above the decorative coating.
[0032] FIG. 7 is a bottom view of the dial support of FIG. 6.
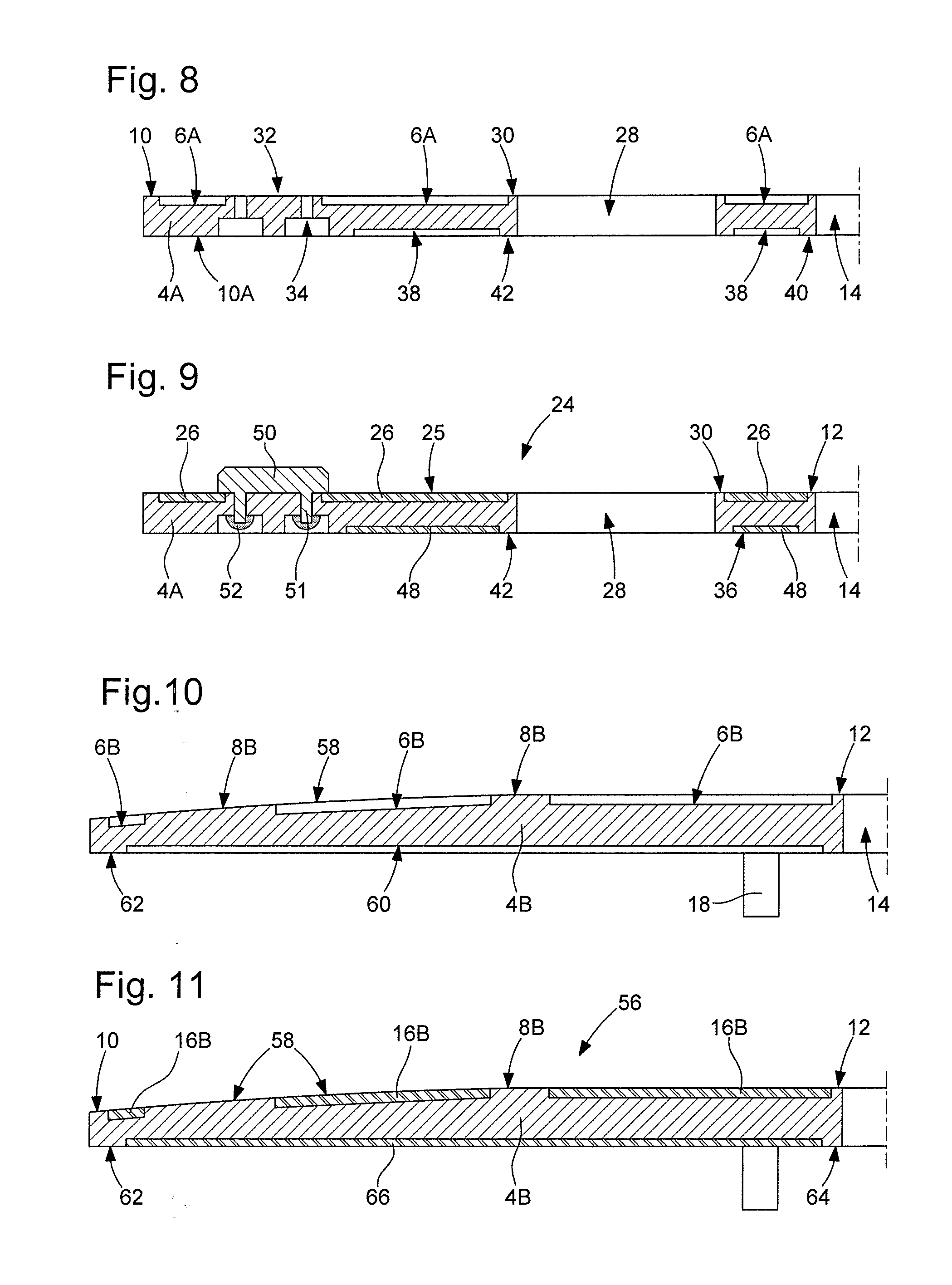
[0033] FIGS. 8 and 9 are cross-sectional views respectively along the lines VIII-VIII and IX-IX of FIGS. 7 and 6.
[0034] FIG. 10 is a sectional view, similar to that of FIG. 2, of a support machined according to the invention to form a convex dial.
[0035] FIG. 11 is a cross-section, similar to that of FIG. 3, of a convex dial obtained by the fabrication method of the invention.
DETAILED DESCRIPTION OF THE INVENTION
[0036] Referring to FIGS. 1 to 5, there will be described an implementation of the method for fabricating a display element, in particular a watch dial, according to the invention.
[0037] To fabricate dial 2, firstly, there is made a support 4 with a stiff base having the general shape of a disc. This support 4 is formed of a material having a melting temperature higher than 1000.degree. C. A surface 6, intended to receive a decorative coating, is machined in the support on its upper side, i.e. on the side of the dial that is visible once incorporated inside a watch case. In the variant represented in the Figures, the support is metal, particularly made of gold or silver, and has motifs 8 intended to be visible in the finished product, these motifs being integral with the base of the support. In this variant, motifs 8 are the Roman numerals from I to XII. Thus, the number of motifs is relatively high and some of these motifs, namely the V and the X, have a contour with a complex shape with sharp inside angles. Further, the spaces provided between some motifs for receiving the decorative coating have a small width. Surface 6 is flat and machined into support 4. The dial has at least one aperture 14 delimited by an inner rim 12 which projects from surface 6; this support also has an outer rim 10 projecting from surface 6 and delimiting the external edge of this surface. Dial feet 18 are secured to the underside of support 4.
[0038] Further, to fabricate dial 2, there is provided at least one piece of aventurine 20A-20C, which is formed of a mass of coloured glass containing copper crystals scattered throughout the mass. Stocks of such pieces of aventurine formerly fabricated in the Venice area, in particular in Murano, are available and offered for sale by various specialised companies. These pieces of aventurine can have various dimensions, notably of several centimetres, and various shapes. They come from slabs of aventurine formed in the crucible of glass work furnaces. To form the decorative coating, at least one piece of aventurine is ground to obtain a granular powder 22. The grain size can be variable. Preferably, in order to damage as few copper crystals as possible, it is intended not to grind the pieces of aventurine into too fine a powder, but to obtain a granular powder formed of grains of aventurine, most of which having their respective larger dimensions, between 50 microns and 200 microns.
[0039] To make the decorative coating, at least part of granular powder 22 is deposited on surface 6 of support 4. Next, support 4 and the granular powder deposited on surface 6 are introduced into a furnace in which this granular powder is at least partially melted (i.e. is in a viscous state) so as to obtain, after removing the assembly thereby obtained from the furnace and allowing the assembly to cool, an enamel layer made of aventurine which covers surface 6 of the support and forms a decorative coating 16 which adheres strongly to the support. Generally, the temperature during firing of the granular powder is between around 700.degree. and 900.degree.. The firing time in the furnace is, for example, around two minutes. Preferably, the assembly removed from the furnace is cooled slowly so as to avoid thermal shock which could cause deformations of the assembly and cracks to appear in the enamel layer.
[0040] In a first prepared variant, after preparing the granular powder of aventurine and prior to depositing the latter on surface 6, at least part of this granular powder, intended for the decorative coating of dial 2, is mixed with a liquid, notably distilled water. Thus, the deposition of granular aventurine powder on surface 6 consists of application of this mixture to surface 6 of support 4. Such application can be performed using a brush. If the granular aventurine powder is deposited in liquid paste form, there is preferably provided a step of drying the liquid paste, i.e. the mixture formed of the granular powder and the liquid, once deposited on surface 6, this drying step being performed in a drying furnace prior to the introduction of the support and the granular powder spread over surface 6 into the furnace. By way of example, the temperature in the drying furnace is between 50.degree. and 200.degree.. The drying time depends on the thickness of liquid paste deposited, its viscosity and the intended drying temperature.
[0041] Depending on the desired thickness of the enamelled decorative coating, the sequence of steps, from the deposition of granular aventurine powder to its slow cooling after melting in the furnace, is repeated several times, so that the decorative coating is eventually formed of a plurality of enamel layers made of aventurine which are deposited one on top of the other. Preferably, the decorative coating has a thickness of between 200 and 300 microns (200-300 .mu.m), but this range of values is non-limiting. It will be noted that inner rim 12 bordering aperture 14 and outer rim 10 form lateral stops for the granular powder deposited on surface 6 during at least a first sequence of steps from the deposition of granular aventurine powder to its cooling after melting in the furnace. Likewise, motifs 8, embossed inside surface 6, form lateral stops for the granular powder deposited on this surface during at least the aforementioned first sequence of steps.
[0042] The fabrication method according to the invention has the advantage that the decorative coating formed of aventurine precisely follows the contours of the motifs arranged inside the decorative coating and also the contours of the rims bordering the apertures, so that there is no gap between the aventurine enamel and these motifs and rims. As a further advantage, it will be noted that the motifs can be relatively complex and have small spaces between them, because a granular aventurine powder is deposited in the manner of an enamelling process.
[0043] Comparative tests concerning the shock resistance of dials made according to the invention and prior art dials, which are made with aventurine slices cut into pieces of aventurine and bonded to respective supports, demonstrated that dials with the enamelled aventurine coating according to the invention have better shock resistance. Various reasons may explain this result. Firstly, it will be noted that the enamelling process ensures that the first aventurine enamel layer adheres securely to the support. To increase this adherence, the surface of the support intended to receive the decorative coating can be treated, for example this surface can be oxidised to obtain the formation of chemical bonds between the support and the decorative coating. Next, it was observed that the most frequently detected damage to dials having an aventurine slice is detachment of material (in the form of tiny pieces of glass) which causes small crevasses to appear in the upper surface of the dial. This detachment of material could be caused by inhomogeneities in the pieces of aventurine, which are reduced or removed when the granular aventurine powder is melted in the furnace. Further, it is likely that cutting the slices of aventurine produces micro-cracks in the surface of the slices, due, in particular, to the copper crystals present in the aventurine, these micro-cracks forming incipient cracks for the small pieces of glass.
[0044] In a second preferred variant, after deposition of one or more enamel layers made of aventurine, it is arranged to deposit a flux on the upper layer of aventurine enamel. This flux is fired to form a transparent upper layer of decorative coating 16. This flux is formed of a glass that melts generally at a lower temperature than the melting temperature of the granular aventurine powder. This flux layer improves the levelling of the upper surface of the decorative coating and makes it more regular and smoother, in particular by filling small crevasses or slight depressions in the surface of the aventurine enamel and/or covering copper crystals which may appear at the surface of the aventurine enamel. Thus, the flux prevents any oxidation of aventurine crystals at the surface of the aventurine enamel. Another important advantage of the surface layer of transparent glass lies in the fact that the surface of this surface layer is easier to polish and that it is therefore possible to obtain perfectly smooth and brilliant surfaces relatively easily. On the contrary, polishing the aventurine enamel is difficult to perform satisfactorily, since any copper crystals found at the surface of the enamel or in direct proximity thereto are detached during polishing, which results in surface porosity. Moreover, the copper crystals that are removed from the surface during polishing scratch the surface of the enamel. The flux, which does not contain metal crystals, does not suffer from this problem.
[0045] As already mentioned above, a final step of polishing the decorative coating is generally carried out. This final polishing step may have several phases, namely a preliminary phase consisting in lapping to remove a significant amount of material and level the upper level of decorative coating 16, which is followed by one or more polishing phases with removal of less material and carried out to obtain a perfectly smooth and shiny surface. It will be noted that this polishing step is also used to remove any enamel that may cover all or part of motifs 8, these motifs being eventually flush with decorative coating 16 and having shiny upper surfaces.
[0046] With reference to FIGS. 6 to 8, there will be described below a second implementation of a method for fabricating a dial according to the invention. The various steps and variants of the first implementation are involved, respectively may be involved, in the context of the second implementation and will not be described in detail again here. The second implementation differs from the first implementation in that an enamelling process is performed on a surface 38 of support 4A of dial 24, on the opposite side to that of the surface 6A intended to receive decorative coating 26; this enamelling process forms a counter-enamel 48. This counter-enamel balances stress inside the support, to limit as far as possible any deformations of the support when the assembly formed by this support and the enamel deposited on both sides of the support is fired in the furnace, and more particularly during the cooling operations that follow. It is understood that a counter-enamel becomes increasingly necessary the smaller the thickness of the dial. Thus, for a support whose base has a thickness substantially equal to 1.0 millimetre or more, it is possible not to have a counter-enamelling process. However, for dials having a final thickness of less than 1.0 millimetre, it is preferable to provide a counter-enamelling process. By way of example, the base of the support has a thickness of 0.55 millimetres, while decorative coating 26 and counter-enamel 48 each have a thickness of 0.15 millimetres, so that the dial has a total thickness of 0.85 millimetres.
[0047] In the context of the second implementation of the fabrication method according to the invention, an enamelling step is thus performed on a surface of support 4A on the opposite side to that of surface 6A intended to receive the decorative coating, this enamelling step being used to form a counter-enamel 48 to conserve the initial shape of the support when the assembly formed by this support and the enamel deposited on both sides of the support is fired in the furnace, and more particularly during the cooling operations that follow.
[0048] Support 4A of dial 24 has several apertures, namely one aperture 28 for the moon phase display and three circular apertures 14, 14A and 14B for passage of the hand pipes provided for the display of various data, notably the current time, a time interval (chronograph), or calendar data. It will be noted that one or more rectangular openings for calendar data can be provided in the dial, each defining an aperture revealing calendar data (in a non-represented variant).
[0049] To delimit the deposited layers of aventurine enamel, as explained above, apertures 28, 14, 14A and 14B have, on the side of upper face 25 of the dial, respectively rims 30, 12, 12A and 12B which project from surface 6A machined into support 4A. Likewise, to delimit the layer or layers of counter-enamel 48 deposited on the back of dial 24, apertures 28, 14, 14A and 14B have, on the underside 36 of support 4A, respectively rims 42, 40, 40A and 40B which project from surface 38 machined into support 4A. The outer edge of the decorative coating is delimited by an outer rim 10 and, likewise, the outer edge of the counter-enamel is delimited by an outer rim 10A projecting from surface 38.
[0050] Then, on upper face 25 of the dial there are provided, in surface 6A intended to receive decorative coating 26, embossed motifs 32, which form a plurality of bases arranged to eventually receive a plurality of hour symbols 50 which stand above upper face 25 of the dial defined partly by the upper surface of decorative coating 26. These bases are flush with decorative coating 26. Solid hour symbols 50 have feet 51 which are inserted into holes arranged in the bases, the hour symbols being secured by means of a brazing-solder or adhesive 52 placed in cavities 34 located under the bases on underside 36 of support 4A.
[0051] It will be noted that the inner profile 44 of rim 10A does not correspond to that of rim 10, but defines a winding path so as to encompass cavities 34 in rim 10A. It will also be noted that, to limit the final thickness of the dial while having a decorative coating that is thick enough to conceal the support and to give the decorative coating a certain depth, the thickness of counter-enamel 48 is arranged to be smaller than that of decorative coating 26, as represented in FIGS. 8 and 9. Thus, the decorative coating can have a thickness of 0.20 to 0.25 millimetres while the counter-enamel layer has a thickness of 0.15 millimetres. It will also be noted that counter-enamel 48 does not have to be made of aventurine but can be formed of another more common enamel or by a transparent flux preferably having a substantially identical melting temperature to that of the coloured aventurine glass. Finally, support 4A has two holes 46 in underside 36 for two feet intended to position and secure dial 24 to a watch movement.
[0052] A variant embodiment of a dial 56 according to the invention will be described with reference to FIGS. 10 and 11. This dial 56 differs essentially from dial 2 of FIGS. 1 to 3 with regard to two features. Firstly, dial 56 has a counter-enamel layer 66, on its back face side, which is deposited and formed in a recess machined into support 4B to define a hollow surface 60 intended to receive the counter-enamel. The surface is delimited, as in the second implementation of the invention, by an outer rim 62 and an inner rim 64 surrounding central hole 14. Secondly, dial 56 has an upper surface 58 (the main surface seen in the watch), defined by the embossed motifs 8B and the upper surface of decorative coating 16B formed of aventurine, which is convex. Thus, decorative coating 16B is not formed by a flat layer, since the surface 6B intended to receive it has parts that have a certain incline relative to the general plane of dial 56.
[0053] Generally, the dial according to the variant described here has a convex upper surface, which is at least partially defined by the upper surface of said decorative coating. This embodiment can be obtained relatively easily by the timepiece component fabrication method according to the invention. Indeed, the aventurine is ground and deposited in the manner of an enamelling process, the granular aventurine powder mixed with a liquid can then be deposited on non-flat surfaces in the same way as a deposition on flat surfaces, and firing this granular powder makes it possible to obtain enamel layers made of aventurine and each having a relatively constant thickness but a non-flat shape. Next, the final polishing step, notably diamond polishing, makes it possible to obtain an upper surface 58 with a curved profile which is regular and shiny. Making decorative coatings with a curved outer surface is a great advantage of the fabrication method of the invention.
[0054] Finally, it will be noted that the timepiece component fabrication method according to the invention does not apply only to a display element, particularly a dial or a moon phase indicator disc, but also to other components. Thus, in other embodiments, the timepiece component is a part of a watch case, notably a bezel, or the timepiece component is a part of a timepiece movement, notably a bridge or an oscillating weight.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.