Method For Manufacturing Molded Product Including Real Wood
Song; Su Wan
U.S. patent application number 16/280189 was filed with the patent office on 2019-11-07 for method for manufacturing molded product including real wood. This patent application is currently assigned to SEOYON E-HWA CO., LTD.. The applicant listed for this patent is SEOYON E-HWA CO., LTD.. Invention is credited to Su Wan Song.
| Application Number | 20190337204 16/280189 |
| Document ID | / |
| Family ID | 66103799 |
| Filed Date | 2019-11-07 |






| United States Patent Application | 20190337204 |
| Kind Code | A1 |
| Song; Su Wan | November 7, 2019 |
Method For Manufacturing Molded Product Including Real Wood
Abstract
The present disclosure relates to a method for manufacturing a molded product including real wood capable of forming a real wood layer on the surface of an injected molded product by using an IMD film provided with a real wood stacked body, and includes preparing an IMD film of preparing an IMD film provided with a real wood stacked body on a release film; supplying the IMD film of supplying the IMD film so that the real wood stacked body is disposed at an injecting point; fixing the IMD film of closely contacting the IMD film to a cavity of a lower mold through vacuum absorption; forming an injecting layer of forming an injecting layer by coupling an upper mold and the lower mold, and curing it after injecting a melted injecting material into the cavity through the upper mold; and ejecting a molded product of ejecting a molded product in which the release film is separated from the real wood stacked body by separating the lower mold and the upper mold. According to the method, it is possible to manufacture the IMD film provided with the real wood stacked body on the release film, and to form the real wood layer on the surface of the injected molded product without breakage by using the IMD film.
| Inventors: | Song; Su Wan; (Gyeonggi-do, KR) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | SEOYON E-HWA CO., LTD. |
||||||||||
| Family ID: | 66103799 | ||||||||||
| Appl. No.: | 16/280189 | ||||||||||
| Filed: | February 20, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B29C 2045/14729 20130101; B29C 45/1418 20130101; B29C 45/14065 20130101; B32B 27/12 20130101; B29C 33/68 20130101; B32B 21/10 20130101; B29C 45/14827 20130101; B32B 7/12 20130101; B29C 45/14688 20130101; B29K 2711/14 20130101; B29C 2045/14155 20130101 |
| International Class: | B29C 45/14 20060101 B29C045/14; B29C 33/68 20060101 B29C033/68; B32B 21/10 20060101 B32B021/10; B32B 27/12 20060101 B32B027/12; B32B 7/12 20060101 B32B007/12 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| May 3, 2018 | KR | 1020180051278 |
Claims
1. A method for manufacturing a molded product, comprising: preparing an IMD film of preparing an IMD film provided with a real wood stacked body on a release film; supplying the IMD film of supplying the IMD film so that the real wood stacked body is disposed at an injecting point; fixing the IMD film of deforming and closely contacting the real wood stacked body corresponding to the shape of a cavity by closely contacting the IMD film to the cavity of a lower mold through vacuum absorption; forming an injecting layer of forming an injecting layer by coupling an upper mold and the lower mold, and curing it after injecting a melted injecting material into the cavity through the upper mold; and ejecting a molded product of ejecting a molded product in which the release film has been separated from the real wood stacked body by separating the lower mold and the upper mold.
2. The method for manufacturing the molded product of claim 1, wherein the preparing the IMD film comprises forming a real wood layer of forming a real wood layer in the form of a thin film having a predetermined thickness by cutting natural wood; forming a fiber layer of attaching a fiber layer on the lower surface of the real wood layer; pre-processing of pre-processing the real wood stacked body having the fiber layer stacked on the real wood layer in order to prevent discoloration of the real wood layer; and manufacturing the IMD film of manufacturing the IMD film by attaching a plurality of pre-processed real wood stacked body to the release film to be spaced at a certain interval apart from each other, and attaching the real wood layer to the release film.
3. The method for manufacturing the molded product of claim 2, wherein the forming the real wood layer manufactures the real wood layer by cutting it into a thin film of 0.1 mm or more and 1.0 mm or less in thickness.
4. The method for manufacturing the molded product of claim 2, wherein the forming the fiber layer attaches the fiber layer to the real wood layer by using adhesive agent, or attaches it by using a thermal compression bonding method.
5. The method for manufacturing the molded product of claim 2, wherein the pre-processing comprises decolorizing of decolorizing the real wood stacked body by using decolorizing agent; washing of washing the real wood stacked body having completed decolorization; and drying of drying the washed real wood stacked body.
6. The method for manufacturing the molded product of claim 5, wherein the decolorizing decolorizes by using decolorizing agent prepared with hydrogen peroxide dilution solution or hydrogen peroxide dilution solution to which ammonia is added.
7. The method for manufacturing the molded product of claim 6, wherein the hydrogen peroxide dilution solution is prepared by mixing pure water and hydrogen peroxide at 8:2 to 5:5 wt %.
8. The method for manufacturing the molded product of claim 6, wherein the hydrogen peroxide dilution solution to which ammonia is added is prepared by mixing the hydrogen peroxide dilution solution prepared by mixing pure water and hydrogen peroxide at 8:2 to 5:5 wt % with ammonia at 5 to 20 wt % of hydrogen peroxide.
9. The method for manufacturing the molded product of claim 2, wherein the release film is prepared by any one of PET, PE, PP, and CPP films, and the thickness thereof is prepared at 0.1 mm or more and 1.0 mm or less.
10. The method for manufacturing the molded product of claim 2, wherein the manufacturing the IMD film manufactures the IMD film in the form of a roll in order to continuously supply the real wood stacked body to the lower mold.
11. The method for manufacturing the molded product of claim 2, further comprising forming a coating layer of forming a coating layer for covering the real wood layer in order to protect the real wood layer.
12. The method for manufacturing the molded product of claim 11, wherein the forming the coating layer forms the coating layer by attaching a resin in the form of a film to the real wood layer after the pre-processing, or forms the coating layer by applying a resin in a liquid state to the real wood layer.
13. The method for manufacturing the molded product of claim 11, wherein the forming the coating layer forms the coating layer on the real wood layer by using an insert injecting molding after disposing the molded product in a mold after the ejecting the molded product, or forms the coating layer by applying a resin in a liquid state to the real wood layer of the molded product.
14. The method for manufacturing the molded product of claim 1, wherein the fixing the IMD film comprises fixing the position of the IMD film of closely contacting the portion of the release film of the IMD film disposed at the upside of the lower mold to the upside surface of the lower mold by operating a close contact part provided at the outside of the cavity in the lower mold; and vacuum-absorbing of closely contacting the portion provided with the real wood stacked body in the IMD film to the inside surface of the cavity by performing vacuum exhaust through a suction hole formed in the lower mold.
15. The method for manufacturing the molded product of claim 1, wherein the ejecting the molded product ejects it after separating the release film from the real wood stacked body when the upper mold is separated from the lower mold, and detaching the molded product attached to the upper mold to move together because the adhesive force between the upper mold and the injecting layer is stronger than the adhesive force between the real wood stacked body and the release film.
Description
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] This application claims priority to Korean Patent Application No. 10-2018-0051278, filed on May 3, 2018, the disclosure of which is incorporated herein by reference in its entirety.
BACKGROUND OF THE DISCLOSURE
Field of the Disclosure
[0002] The present disclosure relates to a method for manufacturing a molded product including real wood, and more particularly, to a method for manufacturing a molded product including real wood, which may form a real wood layer on the surface of an injected molded product by using an In Mold Decoration Film (IMD Film) provided with a real wood stacked body.
Description of the Related Art
[0003] Conventional surface treatment methods of automotive interior and exterior materials include paint painting, metal plating, water pressure transfer, film insert molding, press molding using natural real wood, and the like.
[0004] Among the surface treatment methods, paint painting, metal plating, water pressure transfer, or the like causes environmental pollution in the manufacturing process, and continuously generates organic compounds due to an influence of the used materials and method even in a finished product, such that it is a trend that their positions are becoming narrower due to the environmental regulations that are currently underway.
[0005] Meanwhile, Korean Patent Laid-Open Publication No. 10-2016-0030614 (hereinafter referred to as `Patent Document 1`) discloses a method for manufacturing an expensive real wood molded product capable of providing aesthetic sense and luxuriousness.
[0006] The method for manufacturing the real wood molded product disclosed in Patent Document 1 includes a material preparing step of preparing real wood veneer, a press step of pressing real wood to mold it in a shape of a molded product, a rear injection step of forming a base layer on the lower surface of the real wood formed in the shape of the molded product by injection, a coloring step of deciding and coloring a color on the upper surface of the rear-injected real wood, a coating step of forming a surface layer by coating the colored surface of the real wood, a milling step of cutting the end portion of the coated real wood into a desired shape, and a polishing step of polishing the surface layer of the milled real wood product.
[0007] The manufacturing method disclosed in Patent Document 1 has very complicated process, has a high failure rate, is very expensive compared to other surface treatment methods, and is applied only to some advanced vehicles.
[0008] For this reason, as disclosed in Korean Patent Laid-Open Publication No. 10-2015-0089237 (hereinafter referred to as `Patent Document 2`), although efforts have been made to manufacture it by using a film, which may be used for a method for reducing a structure layer of a real film, an insert molding method having a relatively simple process and a low manufacturing cost, or the like, it has been difficult to use it because molding did not work well and chronic fracture occurs due to low tensile strength and bending strength that are inherent properties of real wood that is a natural material.
[0009] In particular, there occurs a problem in that in case of manufacturing by using the insert molding method disclosed in Patent Document 2, a direct force is applied to the real wood film in the wood press step of pre-heating and then pre-forming the real wood film to make a shape, and at this time, stress, which may not withstand, is concentrated on the edge portion of the curved and deformed real wood film, thereby continuously occurring the phenomenon such as breakage and greatly reducing the surface quality thereof. Due to such a problem, it is difficult to apply it to mass production as a product.
SUMMARY OF THE DISCLOSURE
[0010] The present disclosure is intended to solve the above problem, and an object of the present disclosure is to provide a method for manufacturing a molded product including real wood, which may manufacture an IMD film provided with real wood stacked body on a release film, and may form a real wood layer on the surface of an injected molded product without breakage by using the IMD film.
[0011] For achieving the object, a method for manufacturing a molded product including real wood according to a preferred embodiment of the present disclosure includes preparing an IMD film of preparing an IMD film provided with a real wood stacked body on a release film; supplying the IMD film of supplying the IMD film so that the real wood stacked body is disposed at an injecting point; fixing the IMD film of deforming and closely contacting the real wood stacked body corresponding to the shape a cavity by closely contacting the IMD film to the cavity of a lower mold through vacuum absorption; forming an injecting layer of forming an injecting layer by coupling an upper mold and the lower mold, and curing it after injecting melted injecting material into the cavity through the upper mold; and ejecting the molded product of ejecting the molded product in which the release film has been separated from the real wood stacked body by separating the lower mold and the upper mold.
[0012] The preparing the IMD film may include forming the real wood layer of forming the real wood layer in a thin film shape having a predetermined thickness by cutting natural wood; forming a fiber layer of attaching a fiber layer on the lower surface of the real wood layer; pre-processing of pre-processing the real wood stacked body having the fiber layer stacked on the real wood layer in order to prevent discoloration of the real wood layer; and manufacturing the IMD film of manufacturing the IMD film by attaching a plurality of pre-processed real wood stacked body to the release film to be spaced at a certain interval apart from each other, and attaching the real wood layer to the release film.
[0013] Herein, the forming the real wood layer may manufacture the real wood layer by cutting it into a thin film of 0.1 mm or more and 1.0 mm or less in thickness.
[0014] Then, the forming the fiber layer may also attach the fiber layer to the real wood layer by using adhesive agent, or also attach it by using a thermal compression bonding method.
[0015] In addition, the pre-processing may also include decolorizing of decolorizing the real wood stacked body by using decolorizing agent; washing of washing the real wood stacked body having completed decolorization; and drying of drying the washed real wood stacked body.
[0016] Herein, the decolorizing may also decolorize it by using decolorizing agent prepared with a hydrogen peroxide dilution solution or a hydrogen peroxide dilution solution to which ammonia is added.
[0017] Then, the hydrogen peroxide dilution solution may also be prepared by mixing pure water and hydrogen peroxide at 8:2 to 5:5 wt %.
[0018] In addition, the hydrogen peroxide dilution solution to which ammonia is added may also be prepared by mixing the hydrogen peroxide dilution solution prepared by mixing pure water and hydrogen peroxide at 8:2 to 5:5 wt % with ammonia at 5 to 20 wt % of hydrogen peroxide.
[0019] The release film is prepared by any one of PET, PE, PP, and CPP films, and the thickness thereof is prepared at 0.1 mm or more and 1.0 mm or less.
[0020] The manufacturing the IMD film may also manufacture the IMD film in the form of a roll in order to continuously supply the real wood stacked body to the lower mold.
[0021] The method for manufacturing the molded product according to an embodiment of the present disclosure may further include forming a coating layer of forming a coating layer for covering the real wood layer in order to protect the real wood layer.
[0022] Herein, the forming the coating layer may form the coating layer by attaching a resin in the form of a film to the real wood layer after the pre-processing, or may form the coating layer by applying a resin in a liquid state to the real wood layer.
[0023] Alternatively, the forming the coating layer may form the coating layer on the real wood layer by using an insert injection molding after disposing the molded product in a mold after the ejecting the molded product, or may form the coating layer by applying a resin in a liquid state to the real wood layer of the molded product.
[0024] The fixing the IMD film may also include fixing the position of the IMD film of closely contacting the portion of the release film of the IMD film disposed at the upside of the lower mold to the upside surface of the lower mold by operating a close contact part provided at the outside of the cavity in the lower mold; and vacuum-absorbing of closely contacting the portion provided with the real wood stacked body in the IMD film to the inside surface of the cavity by performing vacuum exhaust through a suction hole formed in the lower mold.
[0025] Then, since the adhesive force between the upper mold and the injecting layer is stronger than the adhesive force between the real wood stacked body and the release film, the ejecting the molded product may eject it after separating the release film from the real wood stacked body when the upper mold is separated from the lower mold, and detaching the molded product attached to the upper mold to move together.
[0026] According to the method for manufacturing the molded product including the real wood according to the present disclosure, it is possible to manufacture the IMD film provided with the real wood stacked body on the release film, and to form the real wood layer on the surface of the injected molded product without breakage by using the IMD film.
[0027] Then, according to the present disclosure, it is possible to prepare the IMD film, which attaches a plurality of real wood stacked body to be spaced at a certain interval apart from each other, on the release film in the form of a roll to continuously supply the real wood stacked body on the lower mold, thereby manufacturing the molded product continuously.
BRIEF DESCRIPTION OF THE DRAWINGS
[0028] FIG. 1 is a flowchart schematically illustrating a method for manufacturing a molded product including real wood according to an embodiment of the present disclosure.
[0029] FIG. 2 is a flowchart schematically illustrating preparing an IMD film in the method for manufacturing the molded product including the real wood according to an embodiment of the present disclosure.
[0030] FIG. 3 is a flowchart schematically illustrating pre-processing of the preparing the IMD film in the method for manufacturing the molded product including the real wood according to an embodiment of the present disclosure.
[0031] FIG. 4 is a diagram schematically illustrating a real wood stacked body manufactured through the preparing the IMD film in the method for manufacturing the molded product including the real wood according to an embodiment of the present disclosure.
[0032] FIG. 5 is a diagram schematically illustrating the molded product manufactured through the method for manufacturing the molded product including the real wood according to an embodiment of the present disclosure.
[0033] FIG. 6 is a diagram schematically illustrating a molding device used in the method for manufacturing the molded product including the real wood according to an embodiment of the present disclosure.
[0034] FIG. 7 is a diagram illustrating an order in which the molded product is manufactured through the molding device used in the method for manufacturing the molded product including the real wood according to an embodiment of the present disclosure.
DESCRIPTION OF SPECIFIC EMBODIMENTS
[0035] In order to facilitate understanding of the features of the present disclosure, a method for manufacturing a molded product including real wood according to an embodiment of the present disclosure will be described in more detail below.
[0036] It should be noted that, in order to facilitate understanding of the embodiments described below, in denoting the reference numerals to the components in each accompanying drawing, the same components are denoted by the same reference numerals as possible even though they are illustrated in different drawings. In addition, in the description of the present disclosure, a specific description of related known configurations or functions will be omitted when it is determined to obscure the subject matter of the present disclosure.
[0037] Hereinafter, a specific embodiment of the present disclosure will be described with reference to the accompanying drawings.
[0038] FIG. 1 is a flowchart schematically illustrating a method for manufacturing a molded product including real wood according to an embodiment of the present disclosure, FIG. 2 is a flowchart schematically illustrating preparing an IMD film in the method for manufacturing the molded product, and FIG. 3 is a flowchart schematically illustrating pre-processing in the preparing the IMD film.
[0039] Then, FIG. 4 is a diagram schematically illustrating a real wood stacked body manufactured through the preparing the IMD film, and FIG. 5 is a diagram schematically illustrating the molded product manufactured through the method for manufacturing the molded product.
[0040] In addition, FIG. 6 is a diagram schematically illustrating a molding device used in the method for manufacturing the molded product, and FIG. 7 is a diagram illustrating an order in which the molded product is manufactured through the molding device.
[0041] Referring to FIGS. 1 to 7, a method for manufacturing a molded product including real wood includes preparing an IMD film of preparing an IMD film 30 provided with a real wood stacked body 10 on a release film 20 S100, supplying the IMD film of supplying the IMD film 30 so that the real wood stacked body 10 is disposed at an injecting point S200, fixing the IMD film of deforming and closely contacting the real wood stacked body 10 corresponding to the shape of a cavity 211 by closely contacting the IMD film 30 to the cavity 211 of a lower mold 210 through vacuum adsorption S300, forming an injecting layer of forming an injecting layer by coupling an upper mold 220 to the lower mold 210 S400, and curing it after injecting a melted injecting material into the cavity 211 through the upper mold 220 S500, and ejecting a molded product of ejecting a molded product 40 in which the release film 20 has been separated from the real wood stacked body 10 by separating the upper mold 220 from the lower mold 210 S600.
[0042] That is, the method for manufacturing the molded product of the present disclosure may manufacture a molded product by using an in-mold molding method for producing the IMD film 30 attaching the real wood stacked body 10 to the release film 20, and injecting it after disposing the IMD film 30 to the mold, thereby preventing the real wood layer 11 from being broken.
[0043] Referring to FIG. 2, the preparing the IMD film S100 includes forming the real wood layer of forming the real wood layer 11 of a thin film shape having a predetermined thickness by cutting natural wood S110, forming a fiber layer of attaching a fiber layer 13 to the lower surface of the real wood layer 11 S120, pre-processing of pre-processing the real wood stacked body 10 having the fiber layer 13 stacked on the real wood layer 11 in order to prevent discoloration of the real wood layer 11 S130, and manufacturing the IMD film of manufacturing the IMD film 30 by attaching a plurality of pre-processed real wood stacked body 10 to the release film 20 to be spaced at a certain interval apart from each other and attaching the real wood layer 11 to the release film 20 S140.
[0044] More specifically, the forming the real wood layer S110 preferably manufactures it by cutting the real wood layer 11 into a thin film having 0.1 mm or more and 1.0 mm or less in thickness. This is because when the thickness of the real wood layer 11 is smaller than 0.1 mm, the physical property of the real wood layer 11 is largely reduced and thereby, the abrasion resistance for the subsequent manufacturing steps becomes insufficient, and when the thickness thereof exceeds 1.0 mm, formability is reduced and the impregnation of the decolorizing agent into the real wood layer 11 becomes difficult in the pre-processing S130, which will be described later, thereby reducing the decolorizing effect.
[0045] The forming the fiber layer S120 preferably attaches the fiber layer 13 to the real wood layer 11 by using adhesive agent, or attaches it by using a thermal compression bonding method. That is, as illustrated in FIG. 4, the fiber layer 13 is adhered to the real wood layer 11 through an adhesive layer 12. The forming the fiber layer S120 is a step of forming a kind of a reinforcing layer for reinforcing the strength of the real wood layer 11.
[0046] Firstly, the adhesive layer 12 may preferably use a Thermoplastic Poly Urethane (TPU) film in terms of cost efficiency but is not limited thereto, and may use a general-purpose resin film such as polyethylene (PE), polypropylene (PP), thermoplastic poly urethane (TPU), ethylene-vinyl acetate copolymer (EVA), polyether sulfone (PES), polyacetal (PA), and the like called as a hot-melt film, and may also use a general adhesive film showing an adhesive force even at room temperature. In addition, it is natural that thermosetting resins such as an epoxy resin, a melamine resin, and a polyurethane resin may also be used when strong thermal stability and adhesion are required.
[0047] The thickness of the adhesive layer 12 is preferably 0.1 mm or more and 1.0 mm or less considering the formability of the real wood stacked body 10 in the following steps.
[0048] Then, the fiber layer 13 is for providing a certain strength to the real wood layer 11, and the material and the shape thereof are not limited, but preferably, may apply it by constituting fiber such as polyethylene terephthalate (PET), nylon, acrylic, cotton, or polyurethane in the form of woven fabric or nonwoven fabric.
[0049] The fiber layer 13 configured in the form of woven fabric or nonwoven fabric may be attached to the real wood layer 11 by using a thermal compression bonding method through the adhesive layer 12. For example, it may be attached by using a roll press method using a roll press device that is one of the known thermal compression bonding methods.
[0050] The thickness of the fiber layer 13 is preferably 0.1 mm or more and 1.0 mm or less considering the formability of the real wood stacked body 10 in the following steps.
[0051] The pre-processing S130 is a step of pre-processing the real wood stacked body 10 having the fiber layer 13 stacked on the real wood layer 11 in the forming the fiber layer S120 in order to prevent discoloration of the real wood layer 11.
[0052] More specifically, referring to FIG. 3, the pre-processing S130 includes decolorizing of decolorizing the real wood stacked body 10 having the adhesive layer 12 and the fiber layer 13 stacked on the real wood layer 11 by using decolorizing agent S131, washing of washing the real wood stacked body 10 having completed decolorization S132, and drying of drying the washed real wood stacked body 10 S133.
[0053] The decolorizing S131 may be performed by placing the real wood stacked body in a decolorizing vessel, pouring decolorizing agent therein, and then stirring it.
[0054] Herein, the decolorizing agent may be applied without limitation as long as it may decolorize the real wood layer into an intended color, but is preferably hydrogen peroxide dilution solution or hydrogen peroxide dilution solution to which ammonia is added considering productivity and manufacturing cost.
[0055] When hydrogen peroxide dilution solution is used as the decolorizing agent, the hydrogen peroxide dilution solution is preferably prepared by mixing pure water with hydrogen peroxide at 8:2 to 5:5 wt %. This is because it is not possible to achieve the intended decolorizing effect when the hydrogen peroxide is mixed at smaller than 20 wt %, and it is possible to cause excess decolorization and damage of the real wood layer when the hydrogen peroxide is mixed at more than 50 wt %.
[0056] Alternatively, when the hydrogen peroxide dilution solution to which ammonia is added is used as the decolorizing agent, the hydrogen peroxide dilution solution to which ammonia is added may be prepared by mixing the hydrogen peroxide dilution solution prepared by mixing pure water with hydrogen peroxide at 8:2 to 5:5 wt % with ammonia at 5 to 20 wt % of hydrogen peroxide.
[0057] The decolorizing S131 may decolorize the real wood stacked body unlike the conventional known method of decolorizing only the real wood layer alone, thereby remarkably reducing occurrence of breakage or wrinkling of the real wood layer.
[0058] The washing S132 is a step of removing the decolorizing agent impregnated into the real wood stacked body through the decolorizing S131, and may be achieved by performing a procedure of pouring and stirring the real wood stacked body decolorized through the decolorizing agent into pure water in a certain vessel during a predetermined time at about 1 to 5 times.
[0059] At this time, in order to additionally neutralize the decolorizing agent, a predetermined neutralizing agent capable of neutralizing the decolorizing agent during the washing S132 or before the washing S132 may also be applied to the real wood stacked body.
[0060] The drying S133 is a step of removing moisture included in the real wood stacked body in order to perform the following steps for the washed real wood stacked body.
[0061] At this time, in the drying SI33, in order to prevent damage of the real wood stacked body and to save a manufacturing time, the drying temperature may be limited to a predetermined temperature range, preferably, 10.degree. C. or more and 50.degree. C. or less, and the drying time may be limited to a predetermined time range, preferably, 1 hour or more and 100 hours or less.
[0062] The reason for limiting the range of the drying temperature to 10.degree. C. or more and 50.degree. C. or less is because it is possible to lengthen the drying time, thereby reducing efficiency when the drying temperature is smaller than 10.degree. C., and to occur the phenomenon of reducing surface quality such as occurrence of wrinkles on a surface due to quick drying of the real wood stacked body when the drying temperature exceeds 50.degree. C.
[0063] Meanwhile, although not illustrated in the drawing, coloring the decolorized real wood layer into an intended color by using pigments and dyes may also be performed additionally.
[0064] For improving light resistance, the manufacturing the IMD film S140 attaches the real wood stacked body 10 having completed the pre-processing S130 to the release film 20 prepared in the form of a roll to be spaced at a certain interval apart from each other in order to be applied to the following in-mold process.
[0065] Herein, the release film 20 preferably uses a PET film, but is not limited thereto. That is, the release film 20 may use general-purpose resin films such as PE, PP, Casting polypropylene (CPP), TPU, EVA, PES, and PA.
[0066] Then, the thickness of the release film 20 is preferably prepared to be 0.1 mm or more and 1.0 mm or less considering economy and formality of the real wood film in the in-mold mold later.
[0067] In addition, the release film 20 is separated and removed from the real wood layer 11 in the ejecting the molded product S600. At this time, release agent may also be applied to one surface of the release film 20 facing the real wood layer 11 in order to be easily peeled off from the real wood layer 11. Herein, the release agent may use a silicone-based resin, an acrylic-based resin, or a fluorine-based resin, or the like.
[0068] The IMD film 30 manufactured through the preparing the IMD film S100 is preferably prepared in the form of a roll in order to continuously manufacture the molded product 40 by continuously supplying the real wood stacked body 10 to the lower mold 210.
[0069] The IMD film 30 thus manufactured is used to manufacture the molded product through the in-mold molding device. The in-mold molding device used herein has been schematically illustrated in FIGS. 6 and 7.
[0070] Referring to FIGS. 6 and 7, the in-mold molding device includes a base frame 100, a moving frame 110 disposed on the upper portion of the base frame 100 to be prepared to move in the front-and-rear direction, fastened with the lower mold 210, and provided with an IMD film supply roller 310 and an IMD film recovery roller 320, a fixing frame 120 fixedly disposed to the upper portion of the base frame 100 and fastened with the upper mold 220, a vacuum pump 230 provided in the fixing frame 120 and for generating vacuum in order to vacuum-absorb the IMD film to a cavity 211 of the lower mold 210, an injecting means 400 disposed at the rear end of the fixing frame 120 and for injecting a melted injecting material into the cavity 211 of the lower mold 210 through the upper mold 220 by penetrating the fixing frame 120, and an ejecting part 500 for ejecting the molded product by completing molding.
[0071] A close contact part 212 is provided on the upside surface of the lower mold 210 to closely contact the portion of the release film 20 of the IMD film 30 disposed at the upside of the lower mold 210 to the upside surface of the lower mold 210.
[0072] Then, a plurality of suction holes 213 for connecting between the cavity 211 and the vacuum pump 230 may be formed in the lower mold 210 to suck air of the cavity 211 to absorb the IMD film to the cavity 211. That is, when the vacuum pump 230 is operated after the close contact part 212 closely contacts the portion of the release film 20 in the IMD film 30 to the upside surface of the lower mold 210, the air in the space formed by the cavity 211 and the IMD film 30 may be sucked and discharged to closely contact the IMD film 30 to the cavity 211.
[0073] The upper mold 220 is penetrated and formed with an inserting hole 221 for inserting the injecting means 400 in order to inject the melted injecting material into the cavity 211 of the lower mold 210 after being coupled with the lower mold 210.
[0074] Then, the upper mold 220 is provided with a pressurizing part 222 for detaching the molded product 40 attached to the upper mold 220 after the molding process is completed.
[0075] That is, since the adhesive force between the upper mold 220 and the injecting layer 41 formed by curing the injecting material is stronger than the adhesive force between the real wood stacked body 10 and the release film 20, the release film 20 is separated from the real wood stacked body 10 when the upper mold 220 is separated from the lower mold 210, and the molded product 40 is attached to the upper mold 220 to move together.
[0076] Thereafter, the ejecting part 500 is disposed at the lower side of the upper mold 220 to receive and move to the outside the molded product 40 detached from the upper mold 220. Herein, a vacuum suction part (not illustrated) is provided in the ejecting part 500 to vacuum-absorb and fix the molded product 40 before the molded product 40 is separated from the upper mold 220, and then when the molded product 40 is detached from the upper mold 220, it may be prepared to move to the outside. In this case, it is possible to prevent the molded product from falling.
[0077] The manufacturing the molded product by using the above-described in-mold molding device will be described with reference to FIG. 7.
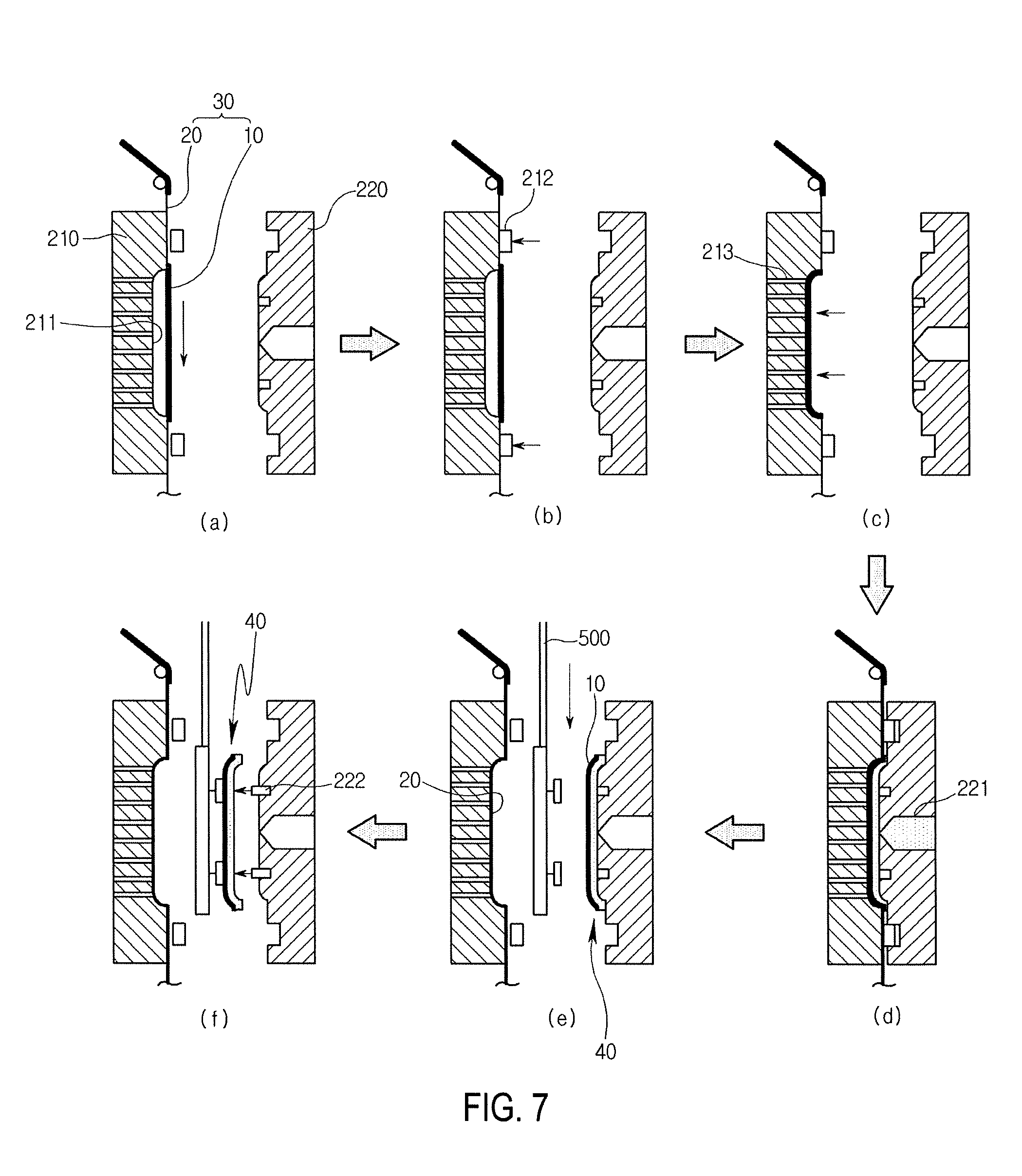
[0078] As in FIG. 7(A), the IMD film 30 is disposed at the upside of the lower mold 210 and then the real wood stacked body 10 is supplied to be disposed at the injecting point, that is, at the upside of the cavity 211 of the lower mold 210; as in FIG. 7(B), the close contact part 212 provided in the lower mold 210 is operated to closely contact the portion of the release film 20 of the IMD film 30 disposed at the upside of the lower mold 210 to the upside surface of the lower mold 210; as in FIG. 7(C), the vacuum pump 230 is operated to perform vacuum-exhaust through the suction hole 213 formed on the lower mold 210 to closely contact the portion provided with the real wood stacked body 10 in the IMD film 30 to the inside surface of the cavity 211; as in FIG. 7(D), the ejecting means 400 is operated after coupling the lower mold 210 and the upper mold 220 to form the injecting layer by curing it after injecting the melted injecting material in the cavity of the lower mold 210; as in FIG. 7(E), when the upper mold 220 and the lower mold 210 are separated from each other, the molded product 40 is attached to the upper mold 220 and at this time, the ejecting part 500 is disposed at one side of the molded product 40; and as in FIG. 7(F), the pressurizing part 222 of the upper mold 220 is operated to detach the molded product 40 from the upper mold 220 to seat the molded product 40 in the ejecting part 500, and then the molded product 40 may be manufactured by moving it the outside.
[0079] Of course, the form of the in-mold manufacturing device is not limited thereto, and may also be prepared in any form capable of manufacturing the molded product 40 by using the in-mold molding method using the IMD film 30.
[0080] As described above, in the case that the molded product is manufactured by attaching the real wood layer to the release film and then forming the injecting layer through the in-mold molding device, since the real wood layer has been attached to the release film when the IMD film is deformed by closely contacting with the cavity of the lower mold, it is possible to prevent the real wood layer from being broken by the release film, thereby manufacturing the molded product having excellent surface quality.
[0081] In addition, the method for manufacturing the molded product of the present disclosure may further include forming a coating layer of forming a coating layer 42 for covering the real wood layer 11 in order to protect the real wood layer 11. That is, in order to protect the real wood layer 11 exposed to the outside, the forming the coating layer is a step of forming the coating layer 42 as a protective layer for covering the surface of the real wood layer 11, as illustrated in FIG. 5.
[0082] Herein, the coating layer 42 may be formed of a thermoplastic or thermosetting resin such as a polycarbonate (PC) resin, a polyurethane (PU) resin, an epoxy resin, an ABS resin, a polypropylene (PP) resin, and a polyacetal (PA) resin.
[0083] As described above, the forming the coating layer may form the coating layer 42 by attaching a resin in the form of a film to the real wood layer 11 after the pre-processing S130 in the preparing the IMD film S100, or form the coating layer 42 by applying a resin in a liquid state on the real wood layer 11.
[0084] In this case, when a resin material is prepared in the form of a film for forming the coating layer 42, the coating layer 42 may be attached to the real wood layer 11 by using adhesive agent or a thermal compression bonding method, and when the resin material is prepared in a liquid state, the coating layer 42 may be coated thereon by spraying it on the real wood layer 11 by using a spray method.
[0085] Alternatively, the forming the coating layer may form the coating layer 42 on the real wood layer 11 by using an insert injecting molding after disposing the molded product 40 in the mold after the ejecting the molded product S600, or may also form the coating layer 42 by applying a resin in a liquid state on the real wood layer 11 of the molded product 40.
[0086] As described above, the coating layer 42 may be formed on the real wood layer 11 in the manufacturing the IMD film or may also be formed on the real wood layer 11 after the molded product 40 is manufactured, but it is advantageous for the completeness of the coating layer 42 to form it on the real wood layer 11 after the molded product 40 is manufactured.
[0087] In addition, the forming the coating layer may also be implemented by a method for forming a color layer (not illustrated) for coloring the surface of the real wood layer 11, and then forming a transparent clear layer (not illustrated) for reinforcing the physical property for the surface of the color layer.
[0088] As described above, although the present disclosure has been described with reference to the limited embodiments and drawings, it will be apparent that the present disclosure is not limited thereto, and various modifications and deformations may be made by those skilled in the art to which the present disclosure pertains within the technical spirit of the present disclosure and the equivalent scope of the appended claims thereof.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.