Steel Wire And Coated Steel Wire
MANABE; Toshiyuki ; et al.
U.S. patent application number 16/340619 was filed with the patent office on 2019-10-17 for steel wire and coated steel wire. This patent application is currently assigned to NIPPON STEEL CORPORATION. The applicant listed for this patent is NIPPON STEEL CORPORATION. Invention is credited to Toshiyuki MANABE, Toshihiko TESHIMA.
| Application Number | 20190316238 16/340619 |
| Document ID | / |
| Family ID | 61905243 |
| Filed Date | 2019-10-17 |


| United States Patent Application | 20190316238 |
| Kind Code | A1 |
| MANABE; Toshiyuki ; et al. | October 17, 2019 |
STEEL WIRE AND COATED STEEL WIRE
Abstract
A steel wire includes, as a chemical composition, by mass %, C: 0.40% to 1.10%, Si: 0.005% to 0.350%, Mn: 0.05% to 0.90%, Cr: 0% to 0.70%, Al: 0% to 0.070%, Ti: 0% to 0.050%, V: 0% to 0.10%, Nb: 0% to 0.050%, Mo: 0% to 0.20%, B: 0% to 0.0030%, and a remainder including Fe and impurities; in which a metallographic structure in a cross section includes 80 area % or more of a pearlite structure having a lamellar cementite; an average lamellar spacing which is a spacing between lamellar cementites is 28 nm to 80 nm; an average length of the lamellar cementite is 22.0 .mu.m or less; among the pearlite structure, a pearlite structure having the lamellar cementite of which an inclination with respect to a longitudinal direction of the steel wire is 15.degree. or less is 40 area % or more; an integration degree of a {110} plane of a ferrite with respect to the longitudinal direction is in a range of 2.0 to 8.0, and a diameter of the steel wire is 1.4 mm or more.
| Inventors: | MANABE; Toshiyuki; (Tokyo, JP) ; TESHIMA; Toshihiko; (Tokyo, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | NIPPON STEEL CORPORATION Tokyo JP |
||||||||||
| Family ID: | 61905243 | ||||||||||
| Appl. No.: | 16/340619 | ||||||||||
| Filed: | October 11, 2016 | ||||||||||
| PCT Filed: | October 11, 2016 | ||||||||||
| PCT NO: | PCT/JP2016/080066 | ||||||||||
| 371 Date: | April 9, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C21D 2211/009 20130101; C22C 38/28 20130101; C21D 9/525 20130101; C22C 38/26 20130101; C22C 38/24 20130101; C22C 38/06 20130101; C21D 2211/003 20130101; C22C 38/32 20130101; C23C 2/38 20130101; C22C 38/04 20130101; C23C 2/12 20130101; C21D 8/065 20130101; C22C 38/02 20130101; C22C 38/002 20130101; C23C 2/06 20130101; C22C 38/22 20130101; C22C 38/001 20130101 |
| International Class: | C22C 38/32 20060101 C22C038/32; C22C 38/28 20060101 C22C038/28; C22C 38/24 20060101 C22C038/24; C22C 38/26 20060101 C22C038/26; C22C 38/22 20060101 C22C038/22; C22C 38/06 20060101 C22C038/06; C22C 38/04 20060101 C22C038/04; C22C 38/02 20060101 C22C038/02; C22C 38/00 20060101 C22C038/00; C23C 2/06 20060101 C23C002/06; C23C 2/38 20060101 C23C002/38; C21D 9/52 20060101 C21D009/52; C21D 8/06 20060101 C21D008/06 |
Claims
1. A steel wire comprising, as a chemical composition, by mass %: C: 0.40% to 1.10%; Si: 0.005% to 0.350%; Mn: 0.05% to 0.90%; Cr: 0% to 0.70%; Al: 0% to 0.070%; Ti: 0% to 0.050%; V: 0% to 0.10%; Nb: 0% to 0.050%; Mo: 0% to 0.20%; B: 0% to 0.0030%; and a remainder including Fe and impurities, wherein a metallographic structure in a cross section includes 80 area % or more of a pearlite structure having a lamellar cementite, an average lamellar spacing which is a spacing between the lamellar cementites is 28 nm to 80 nm, an average length of the lamellar cementite is 22.0 .mu.m or less, among the pearlite structure, a pearlite structure having the lamellar cementite of which an inclination with respect to a longitudinal direction of the steel wire is 15.degree. or less is 40 area % or more, an integration degree of a {110} plane of a ferrite with respect to the longitudinal direction, which is obtained using an X-ray diffraction method, is in a range of 2.0 to 8.0, and a diameter of the steel wire is 1.4 mm or more.
2. The steel wire according to claim 1 comprising, as the chemical composition, by mass %, one or more selected from the group consisting of: Cr: 0.01% to 0.70%; Al: 0.001% to 0.070%; Ti: 0.002% to 0.050%; V: 0.002% to 0.10%; Nb: 0.002% to 0.050%; Mo: 0.02% to 0.20%; and B: 0.0003% to 0.0030%.
3. A coated steel wire comprising: a steel wire according to claim 1; and a metal coating layer which coats the steel wire.
4. The coated steel wire according to claim 3, wherein the metal coating layer includes at least one of the group consisting of zinc, zinc alloy, aluminum, aluminum alloy, copper, copper alloy, nickel, and nickel alloy.
5. A coated steel wire comprising: a steel wire according to claim 2; and a metal coating layer which coats the steel wire.
6. The coated steel wire according to claim 5, wherein the metal coating layer includes at least one of the group consisting of zinc, zinc alloy, aluminum, aluminum alloy, copper, copper alloy, nickel, and nickel alloy.
Description
TECHNICAL FIELD OF THE INVENTION
[0001] The present invention relates to a steel wire and a coated steel wire.
[0002] The present invention particularly relates to a steel wire having excellent electrical conductivity and excellent strength which is preferably used for power transmission lines and a coated steel wire having a coating layer formed on the surface of the steel wire.
RELATED ART
[0003] In the related art, as power transmission lines that transmit power, aluminum conductor steel-reinforced cables (hereinafter, abbreviated as "ACSR") obtained by twisting aluminum wires around a core portion made of a steel wire (steel core) have been used. The steel wire that is used for the core portion of ACSR plays an important role as a tension member of the aluminum wires. As steel wires that serve as the core portion of aluminum conductor steel-reinforced cables, galvanized steel wires obtained by galvanizing drawn pearlitic steels or aluminum clad steel wires obtained by wire drawing aluminum clad wire rods covered with aluminum as a surface layer in order to improve the corrosion resistance of the wires are used.
[0004] ACSR that is used as power transmission lines is demanded to have strength and a high power transmission efficiency. In response to the above described demand, regarding the improvement of the power transmission efficiency of ACSR, an increase in the aluminum cross-sectional area by reducing the weight of the core portion, a decrease in the electrical resistance of the steel wire that serves as the core portion, and the like are being studied.
[0005] For example, Patent Document 1 discloses a method for reducing the specific weight of a power transmission line by using not a steel wire but a composite wire rod of a carbon fiber and aluminum or an aluminum alloy for the core portion for the purpose of reducing the weight of the core portion. In addition, Patent Document 2 discloses a method in which the amounts of C, Si, and Mn in a steel wire are limited to minimum necessary amounts for the purpose of decreasing the electrical resistance of the steel wire.
[0006] However, in the technique disclosed by Patent Document 1, since a carbon fiber having a higher unit price than steel is used, the cost is increased. In addition, in the technique disclosed by Patent Document 2, the amounts of the alloying elements are decreased, and thus it is difficult for the steel wire to ensure strength suitable for a tension member.
[0007] In addition, in Non Patent Document 1, it is reported that, when first wire drawing is performed on a wire rod having a diameter of 5.5 mm in which C content is as high as 0.92% so that a diameter is 1.75 mm, furthermore after patenting is performed, and then cold wire drawing is significantly performed so that the diameter is as ultrafine as 0.26 mm, the electrical conductivity improves most under a condition of a true strain being approximately 1.5.
[0008] However, it is extremely difficult to manufacture a power transmission line by working a wire rod to the above described ultrafine steel wire and, furthermore, plating the surrounding of the ultrafine steel wire (core portion) with zinc or the like or twisting aluminum wires around the ultrafine steel wire, and thus the cost significantly is increased.
PRIOR ART DOCUMENT
Patent Document
[0009] [Patent Document 1] Japanese Unexamined Patent Application, First Publication No. 2001-176333 [0010] [Patent Document 2] Japanese Unexamined Patent Application, First Publication No. 2003-226938
Non Patent Document
[0010] [0011] [Non Patent Document 1] Materials Science & Engineering A 644 (2015) 105-113, A. Lamontagne et al., "Comparative study and quantification of cementite decomposition in heavily drawn pearlitic steel wires"
DISCLOSURE OF THE INVENTION
Problems to be Solved by the Invention
[0012] The present invention has been made with attention paid to the above described circumstance. An object of the present invention is to provide a steel wire which has a wire diameter preferable for the use of power transmission lines and has excellent electrical conductivity and tensile strength and a coated steel wire having the above described steel wire and a coating layer which coats the steel wire.
Means for Solving the Problem
[0013] The present inventors studied a relationship among the chemical composition of steel, the form of the structure, and the electrical conductivity. As a result, it was found that the electrical conductivity of a wire rod which serves as a material of a steel wire is improved by controlling the chemical composition and the form of cementite. As a result of additionally repeating studies with attention paid to the forms of ferrite and cementite, the present inventors found that the electrical conductivity is further improved by imparting strain to the wire rod and changing the orientations of ferrite and cementite. Furthermore, the present inventors found that a steel wire having not only excellent electrical conductivity and excellent tensile strength but also a wire diameter preferable for the use of power transmission lines can be obtained by devising the conditions of cooling and wire drawing after rolling.
[0014] That is, the present inventors found that a steel wire having a wire diameter preferable for the use of power transmission lines, excellent electrical conductivity, and high tensile strength can be obtained by wire drawing a wire rod, which has an electrical conductivity increased by cooling under specific conditions after hot rolling and controlling the chemical composition and the structure, under specific conditions.
[0015] The present invention has been made on the basis of the above described finding, and the gist is as described below.
[0016] (1) A steel wire according to an aspect of the present invention includes, as a chemical composition, by mass %, C: 0.40% to 1.10%, Si: 0.005% to 0.350%, Mn: 0.05% to 0.90%, Cr: 0% to 0.70%, Al: 0% to 0.070%, Ti: 0% to 0.050%, V: 0% to 0.10%, Nb: 0% to 0.050%, Mo: 0% to 0.20%, B: 0% to 0.0030%, and a remainder including Fe and impurities; in which a metallographic structure in a cross section includes 80 area % or more of a pearlite structure having a lamellar cementite; an average lamellar spacing which is a spacing between the lamellar cementites is 28 nm to 80 nm; an average length of the lamellar cementite is 22.0 .mu.m or less; among the pearlite structure, a pearlite structure having the lamellar cementite of which an inclination with respect to a longitudinal direction of the steel wire is 15.degree. or less is 40 area % or more; an integration degree of a {110} plane of a ferrite with respect to the longitudinal direction, which is obtained using an X-ray diffraction method, is in a range of 2.0 to 8.0, and a diameter of the steel wire is 1.4 mm or more.
[0017] (2) The steel wire according to (1) may include, as the chemical composition, by mass %, one or more selected from the group consisting of Cr: 0.01% to 0.70%, Al: 0.001% to 0.070%, Ti: 0.002% to 0.050%, V: 0.002% to 0.10%, Nb: 0.002% to 0.050%, Mo: 0.02% to 0.20%, and B: 0.0003% to 0.0030%.
[0018] (3) A coated steel wire according to another aspect of the present invention includes the steel wire according to (1) or (2) and a metal coating layer which coats the steel wire.
[0019] (4) In the coated steel wire according to (3), the metal coating layer may include at least one of the group consisting of zinc, zinc alloy, aluminum, aluminum alloy, copper, copper alloy, nickel, and nickel alloy.
Effects of the Invention
[0020] According to the above described aspects of the present invention, it is possible to provide a steel wire which has a wire diameter preferable for the use of power transmission lines and is excellent for electrical conductivity and tensile strength, and a coated steel wire having the steel wire and a coating layer which coats the steel wire.
[0021] In the steel wire and the coated steel wire according to the above described aspects of the present invention, the wire diameter of the steel wire that serves as a core material is large, and the electrical conductivity and the tensile strength are excellent. Therefore, the steel wire and the coated steel wire can be preferably used for the use of power transmission lines.
BRIEF DESCRIPTION OF THE DRAWINGS
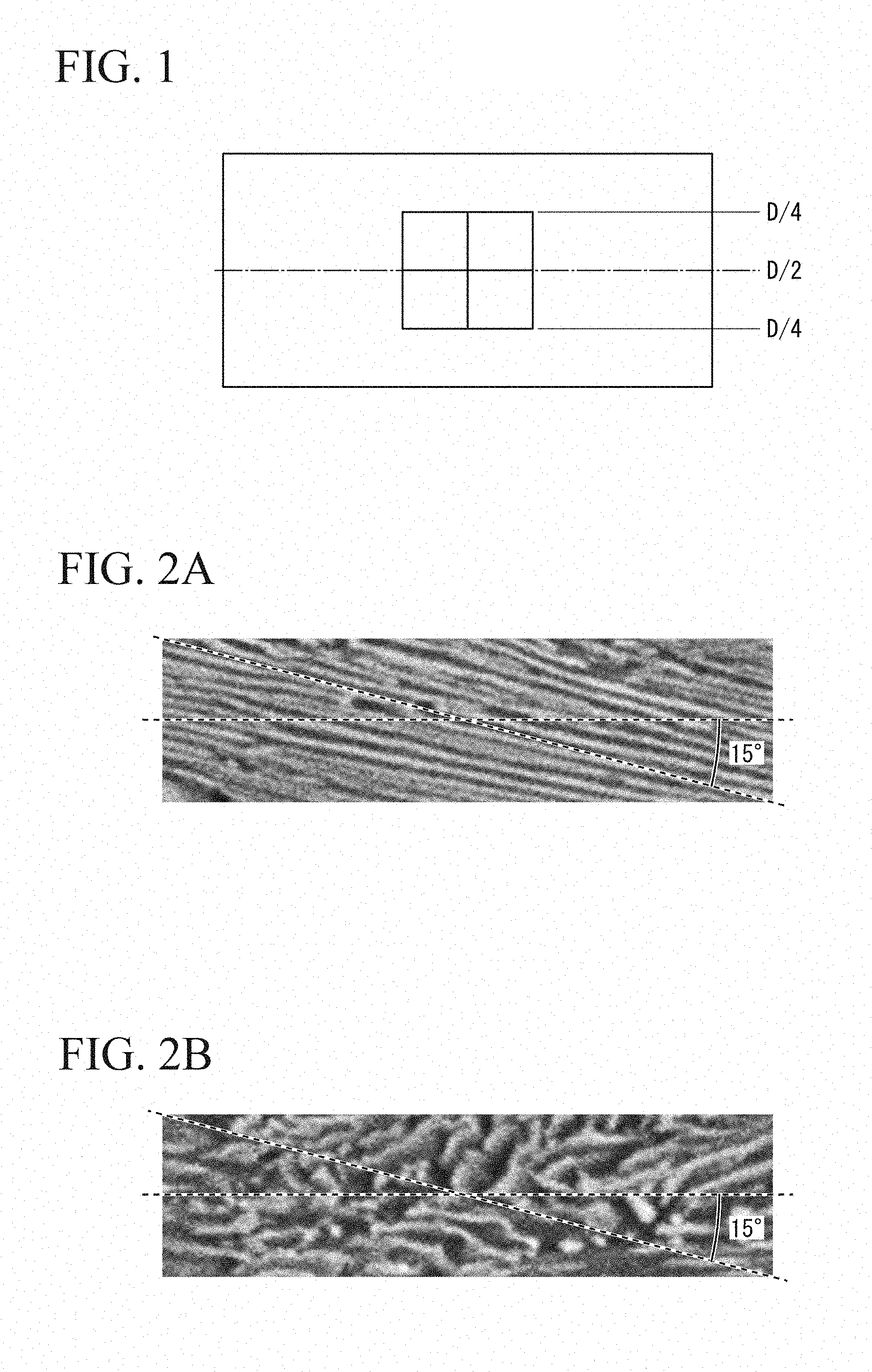
[0022] FIG. 1 is a view showing a cross section parallel to a longitudinal direction of a steel wire (L cross section) and a schematic view that shows a method for measuring an average length of lamellar cementite in a pearlite structure having lamellar cementite.
[0023] FIG. 2A is a view that shows a method for measuring an area ratio of a pearlite structure having lamellar cementite of which an inclination with respect to a longitudinal direction of the steel wire (angular difference) is 15.degree. or less and a photograph showing an example of lamellar cementite having an inclination being 15.degree. or less.
[0024] FIG. 2B is a view that shows the method for measuring the area ratio of the pearlite structure having the lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wire (angular difference) is 15.degree. or less and a photograph showing an example of lamellar cementite having an inclination being not 15.degree. or less.
[0025] FIG. 3A is a view showing an L cross section of the steel wire and a schematic view showing a TD direction and an RD direction.
[0026] FIG. 3B is a view showing the L cross section of the steel wire and a schematic view that shows a method for measuring an integration degree of ferrite.
EMBODIMENTS OF THE INVENTION
[0027] A steel wire according to an embodiment of the present invention (the steel wire according to the present embodiment) and a coated steel wire according to an embodiment of the present invention (the coated steel wire according to the present embodiment) will be described below.
[0028] The steel wire according to the present embodiment has steel composition described below (chemical composition) and includes a pearlite structure having lamellar cementite in a metallographic structure (hereinafter, simply referred to as "the pearlite structure" in some cases). In addition, in the steel wire according to the present embodiment, an average lamellar spacing between the lamellar cementites in the pearlite structure is 28 nm to 80 nm, an average length of the lamellar cementite is 22.0 .mu.m or less, among the pearlite structure, a pearlite structure having the lamellar cementite of which an inclination with respect to a longitudinal direction of the steel wire is 15.degree. or less is 40 area % or more, and an integration degree of a {110} plane of ferrite with respect to the longitudinal direction, which is obtained using an X-ray diffraction method, is in a range of 2.0 to 8.0. Furthermore, the steel wire according to the present embodiment has a diameter of 1.4 mm or more.
[0029] First, the chemical composition of the steel wire according to the present embodiment will be described. Hereinafter, the unit of the contents of individual elements is "mass %" unless particularly otherwise described.
[0030] (C: 0.40% to 1.10%)
[0031] C has an effect of increasing the pearlite fraction in steel and refining the lamellar spacing in the pearlite structure. When the lamellar spacing is refined, the strength is improved. When the C content is less than 0.40%, it becomes difficult to ensure 80 area % or more of the pearlite structure. In this case, it becomes impossible to sufficiently ensure the strength of the steel wire. Therefore, the C content is set to 0.40% or more. The C content is preferably 0.60% or more. On the other hand, when the C content exceeds 1.10%, the electrical conductivity of the steel wire is decreased, and the amount of proeutectoid cementite is increased. Therefore, the ductility is degraded. Therefore, the C content is set to 1.10% or less. The C content is preferably 1.05% or less, more preferably 1.00% or less, and still more preferably 0.95% or less.
[0032] (Si: 0.005% to 0.350%)
[0033] Si is an effective element for increasing the strength of steel by solid solution strengthening and is also an element necessary as a deoxidizing agent. When the Si content is less than 0.005%, the above described effects cannot be sufficiently obtained, and thus the Si content is set to 0.005% or more. In order to further enhance hardenability and facilitate a heat treatment, the Si content is preferably set to 0.010% or more and more preferably set to 0.020% or more. On the other hand, Si is an element that increases the electrical resistivity when distributed in ferrite in the pearlite structure. When the Si content exceeds 0.350%, the electrical resistivity is significantly increased, and thus the Si content is set to 0.350% or less. In order to obtain a lower electrical resistivity (that is, a higher electrical conductivity), the Si content is preferably set to 0.250% or less and more preferably set to 0.150% or less.
[0034] In addition, in a case where a zinc plating or a zinc alloy plating is formed on the steel wire, when the Si content is small, the growth of an alloying layer during plating is accelerated, and the fatigue properties of the steel wire is degraded. Therefore, in a case where it is assumed that the steel wire is used after a zinc plating or a zinc alloy plating is performed thereon, the Si content is preferably set to 0.050% Of more.
[0035] (Mn: 0.05% to 0.90%)
[0036] Mn is a deoxidizing element and an element having an action of preventing hot brittleness by fixing S in steel as MnS. In addition, Mn is an element that improves hardenability, decreases the microstructure fraction of ferrite during patenting, and contributes to the improvement of strength. However, when the Mn content is less than 0.05%, the above described effects cannot be sufficiently obtained. Therefore, the Mn content is set to 0.05% or more. On the other hand, when the Mn content becomes excessive, the electrical conductivity of steel is decreased. Therefore, the Mn content is set to 0.90% or less. In order to further increase the electrical conductivity, the Mn content is preferably 0.75% or less and more preferably 0.60% or less.
[0037] The steel wire according to the present embodiment basically includes the above described elements and the remainder including Fe and impurities. In the steel wire according to the present embodiment, among the impurities, the amounts of N, P, and S are preferably limited as described below. With respect to impurities, it is preferable that contents thereof are small and may be 0%. The impurities refer to elements that are inevitably mixed into the steel wire from a raw material or the like or during manufacturing steel.
[0038] (N: 0.0100% or Less)
[0039] N is an element that degrades ductility by strain aging during cold working and also decreases electrical conductivity. Particularly, when the N content exceeds 0.0100%, the ductility and the electrical conductivity significantly are decreased, and thus the N content is preferably limited to 0.0100% or less. The N content is more preferably 0.0080% or less and still more preferably 0.0050% or less.
[0040] (P: 0.030% or Less)
[0041] P is an element that contributes to the solid solution strengthening of ferrite but significantly degrades ductility. Particularly, when the P content exceeds 0.030%, the degradation in wire drawability during the wire drawing of a wire rod to a steel wire becomes significant. Therefore, the P content is preferably limited to 0.030% or less. The P content is more preferably 0.020% or less and still more preferably 0.012% or less.
[0042] (S: 0.030% or Less)
[0043] S is an element that causes red brittleness and degrades ductility. When the S content exceeds 0.030%, the degradation in ductility becomes significant. Therefore, the S content is preferably limited to 0.030% or less. The S content is more preferably 0.020% or less and still more preferably 0.010% or less.
[0044] As described above, the steel wire according to the present embodiment basically includes the above described elements and the remainder including Fe and impurities. However, besides the above elements, the steel wire may contain one or more elements selected from the group consisting of Cr, Al, Ti, V, Nb, Mo, and B in a range described below instead of some of Fe. Since it is not necessary that these elements need to be contained, and the lower limits thereof are 0%. In addition, since the properties of the steel wire are not impaired even in a case where these arbitrary elements are contained in an amount less than the range described below, the case is acceptable.
[0045] (Cr: 0.01% to 0.70%)
[0046] Cr is an element that improves the hardenability of steel and an element that increases the tensile strength by decreasing the lamellar spacing of the lamellar cementite in the pearlite structure. In a case where the effects are obtained, the Cr content is preferably set to 0.01% or more. The Cr content is more preferably 0.02% or more. On the other hand, when the Cr content exceeds 0.70%, the electrical conductivity is decreased depending on patenting conditions. Therefore, even in a case where Cr is contained, the upper limit of the Cr content is preferably set to 0.70%.
[0047] (Al: 0.001% to 0.070%)
[0048] Al is a deoxidizing element and an element that contributes to the refining of austenite grain size by fixing nitrogen as a nitride. When the Al content is less than 0.001%, it is difficult to obtain the above described effects, and thus, in a case where the effects are obtained, the Al content is preferably set to 0.001% or more. On the other hand, when Al is not fixed in ferrite as a nitride and is present as free Al, Al is an element that decreases the electrical conductivity. Therefore, even in a case where Al is contained, the upper limit of the Al content is preferably set to 0.070%. A more preferred upper limit is 0.050%.
[0049] (Ti: 0.002% to 0.050%)
[0050] Ti is a deoxidizing element and an element that contributes to the refining of austenite grain size by forming a carbonitride. In a case where the effects are obtained, the Ti content is preferably set to 0.002% or more. On the other hand, when the Ti content exceeds 0.050%, there is a possibility that a coarse nitride may be formed during steelmaking, a carbide is precipitated during a patenting treatment, and ductility is degraded. Therefore, even in a case where Ti is contained, the upper limit of the Ti content is preferably set to 0.050%. A more preferred Ti content is less than 0.030%.
[0051] (V: 0.002% to 0.10%)
[0052] V is an element that improves the hardenability of steel and an element that contributes to the improvement of the strength of steel by being precipitated as a carbonitride. In order to obtain the effects, the V content is preferably set to 0.002% or more. On the other hand, when the V content becomes excessive, the time until ending the transformation during patenting becomes long, and ductility is degraded due to the precipitation of a coarse carbonitride. Therefore, even in a case where V is contained, the upper limit of the V content is preferably set to 0.10%. A more preferred upper limit is 0.08%.
[0053] (Nb: 0.002% to 0.050%)
[0054] Nb is an element that improves the hardenability of steel and an element that contributes to the refining of austenite grain size by being precipitated as a carbide. In a case where the effects are obtained, the Nb content is preferably set to 0.002% or more. On the other hand, when the Nb content exceeds 0.050%, the time until ending the transformation during patenting becomes long. Therefore, even in a case where Nb is contained, the Nb content is preferably set to 0.050% or less. The Nb content is more preferably 0.020% or less.
[0055] (Mo: 0.02% to 0.20%)
[0056] Mo is an element that improves the hardenability of steel and decreases the area ratio of ferrite in the structure. In a case where the effects are obtained, the Mo content is preferably set to 0.02% or more. However, when the Mo content becomes excessive, the time until ending the transformation during patenting becomes long. Therefore, even in a case where Mo is contained, the Mo content is preferably set to 0.20% or less. The Mo content is more preferably 0.10% or less.
[0057] (B: 0.0003% to 0.0030%)
[0058] B is an element that improves the hardenability of steel and an element that increases the pearlite area ratio by suppressing the generation of ferrite. In a case where the effects are obtained, the B content is preferably set to 0.0003% or more. On the other hand, when the B content exceeds 0.0030%, M.sub.23(C, B).sub.6 is precipitated on austenite grain boundaries in a supercooled austenite state during patenting, and ductility is degraded. Therefore, even in a case where B is contained, the B content is preferably set to 0.0030% or less. The B content is more preferably 0.0020% or less.
[0059] Next, the metallographic structure of the steel wire according to the present embodiment will be described.
[0060] The steel wire according to the present embodiment intends to provide a tensile strength of 1,500 MPa or more, preferably 1,600 MPa or more, and more preferably 2,000 MPa or more in consideration of the application to steel cores of ACSR that constitutes power transmission lines. In order to realize the above described tensile strength and increase the electrical conductivity, the steel wire according to the present embodiment needs to include a metallographic structure described below. Unless particularly otherwise described, a cross section refers to a so-called L cross section that is parallel to the longitudinal direction of the steel wire and passes through the longitudinal-direction central axis of the steel wire.
[0061] <80 Area % or More of Pearlite Structure Having Lamellar Cementite is Included>
[0062] The steel wire according to the present embodiment includes 80 area % or more of a pearlite structure having lamellar cementite in the metallographic structure of a cross section. When the area ratio of the pearlite structure is less than 80 area %, it becomes impossible to obtain a sufficient tensile strength. The area ratio of the pearlite structure having lamellar cementite is preferably 95 area % or more, more preferably 97 area % or more, and may be 100 area %. In the present embodiment, the pearlite structure having lamellar cementite refers to a structure that is derived from pearlite or pseudo pearlite present in a wire rod before wire drawing and a structure in which cementite phase (lamellar cementite) and ferrite phase are alternately repeated and overlaid. In other words, the pearlite structure having lamellar cementite in the present embodiment is a structure including cementites that are present linearly, in a curved shape, or fragmentarily and ferrite phase present between the cementites.
[0063] The steel wire according to the present embodiment may include a ferrite structure in addition to the pearlite structure. However, when the ferrite structure exceeds 20 area %, the area ratio of the pearlite structure is decreased, and the tensile strength is decreased. Therefore, the ferrite structure needs to be limited to 20 area % or less. The ferrite structure mentioned herein is not the ferrite phase that is included in the pearlite structure.
[0064] In addition, there is a case that the steel wire according to the present embodiment includes a small amount of a bainite structure or a martensite structure in addition to the pearlite structure and the ferrite structure. However, bainite or martensite that is a diffusionless transformation-type structure is a structure in which the diffusion of a solid solute element is staggered. Thus, when the microstructure fraction of these structures increases, the electrical conductivity of the steel wire is decreased. Therefore, the bainite structure and the martensite structure are preferably set to less than 3 area % in total.
[0065] The microstructure fractions in the steel wire are obtained by capturing a metallographic structure photograph from an observation place of the average lamellar spacing on a cut surface of the steel wire described below at a magnification of 2,000 times, marking the regions of the respective structures, and computing the average values of the area ratios of the respective structures by an image analysis.
[0066] <Average Lamellar Spacing is 28 nm to 80 nm>
[0067] The average lamellar spacing that is a spacing between lamellar cementites adjacent to each other in the pearlite structure is in a range of 28 nm to 80 nm. When the average lamellar spacing reaches less than 28 nm, the electrical conductivity of the steel wire is decreased. On the other hand, when the average lamellar spacing is more than 80 nm, it is not possible to sufficiently increase the electrical conductivity and the tensile strength.
[0068] The average lamellar spacing is measured using the following method. That is, the L cross section of the steel wire is implanted into a resin, polished to a mirror surface, and then etched with picral, and digital images of 10 views of arbitrary regions including five or more pearlite blocks are captured using FE-SEM at a magnification of 5,000 times to 10,000 times. From the respective captured photographs, the average lamellar spacings are measured using an image analyzer. The lamellar spacing refers to the distance from the center of a lamellar cementite to the center of the closest lamellar cementite.
[0069] <Average Length of Lamellar Cementite is 22.0 .mu.m or Less>
[0070] The average length of the lamellar cementite in the pearlite structure is 22.0 .mu.m or less. When the average length of the lamellar cementite exceeds 22.0 .mu.m, the electrical conductivity of the steel wire is decreased. From the viewpoint of improving the electrical conductivity, the average length of the lamellar cementite is preferably 12.0 .mu.m or less and more preferably 10.0 .mu.m or less. On the other hand, from the viewpoint of the tensile strength, the average length of the lamellar cementite is preferably 1.0 .mu.m or more, more preferably 2.0 .mu.m or more, and still more preferably 5.0 .mu.m or more.
[0071] The average length of the lamellar cementite in the pearlite structure is measured using the following method. That is, a cut surface of the steel wire in the longitudinal direction (wire drawing direction) (the L cross section) is mirror-polished and then etched with picral, the structure is observed using FE-SEM, and the results of the structural observation are analyzed, thereby obtaining the average length of the lamellar cementite. Specifically, as shown in FIG. 1, on a cross section of the steel wire, a region from the axial-direction central location (D/2) of the steel wire to D/4 locations (D represents the diameter of the steel wire) is set. The set region is a rectangular region in which the lengths of individual sides reach D/2. This rectangular region is further divided into nine equal meshes, and the vertices (16 places) of the respective divided meshes are used as observation locations. At the respective observation locations, capture regions are set at a magnification of 10,000 times so that the wire drawing direction becomes parallel to images, and the surface of the cross section is captured using FE-SEM. The images of the capture regions are analyzed, cementite portions and the other portions (ferrite portions) are binarized, and the lengths of cementite along the long side are obtained. In addition, the obtained cementite lengths are averaged, thereby computing the average length of cementite.
[0072] <Among Pearlite Structure, Pearlite Structure Having Lamellar Cementite of which Inclination with Respect to Longitudinal Direction of Steel Wire is 15.degree. or Less is 40 Area % or More>
[0073] Among the pearlite structure, a pearlite structure having lamellar cementite of which the inclination (angular difference) with respect to the longitudinal direction of the steel wire is 15.degree. or less is 40 area % or more by the area ratio. When the area ratio of the pearlite structure having the lamellar cementite of which the inclination is 15.degree. or less is less than 40 area %, the electrical conductivity is decreased. From the viewpoint of the electrical conductivity, the area ratio of the pearlite structure having the lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wire is 15.degree. or less (hereinafter, simply referred to as "the lamellar cementite of which an inclination of 15.degree. or less") is preferably 55 area % or more and more preferably 60 area % or more.
[0074] It is preferable that the proportion of the lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wire is 15.degree. or less is high from the viewpoint of the electrical conductivity, and thus the upper limit of the area ratio of the pearlite structure having the lamellar cementite of which the inclination is 15.degree. or less is 100 area %.
[0075] The area ratio of the pearlite structure having the lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wire is 15.degree. or less is measured using the following method. That is, each of the images captured in the measurement of the average length of the lamellar cementite is used, in a region of a drawn pearlite structure in which the orientations of lamellar cementites in the image central part (pearlite colony) are equal to one another, both terminals of one lamellar cementite are connected with a line segment, the angular difference from the horizontal direction is measured, and whether or not the angular difference is 15.degree. or less is confirmed. When the angular difference is 15.degree. or less, the region is determined as the pearlite structure having lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wire is 15.degree. or less. In a case where the orientations of lamellar cementites are irregular or unclear in the drawn pearlite structure, the lamellar cementite is determined as lamellar cementite of which the inclination is not 15.degree. or less, and the region is not included as "the pearlite structure in which the inclination of lamellar cementite with respect to the longitudinal direction of the steel wire is 15.degree. or less".
[0076] In a case where the total area of the pearlite structures in which the inclination of lamellar cementite with respect to the longitudinal direction of the steel wire is 15.degree. or less is 40 area % or more with respect to the total area of the pearlite structures present in the field of views of the total number of captured sheets, it is determined that 40% or more of the pearlite structures having lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wire is 15.degree. or less are present by the area ratio. FIG. 2A is an example of an image showing a pearlite structure in which the inclination is in a range of 15.degree. or less in the region of the drawn pearlite structure in which the orientations of lamellar cementites in the central part are equal to one another, and FIG. 2B is an example of an image showing a pearlite structure in which the inclination is not 15.degree. or less.
[0077] <Integration Degree of {110} Plane of Ferrite with Respect to Longitudinal Direction is in a Range of 2.0 to 8.0>
[0078] The integration degree of a {110} plane of ferrite with respect to the longitudinal direction of the steel wire is in a range of 2.0 to 8.0. In a case where the integration degree of the {110} plane of ferrite is less than 2.0 or more than 8.0, the electrical conductivity of the steel wire is decreased, which is not preferable. Meanwhile, from the viewpoint of the electrical conductivity and the tensile strength, the integration degree of the {110} plane of ferrite is preferably 2.2 to 5.5 and more preferably 3.0 to 4.5.
[0079] The integration degree of ferrite is measured using the following method. That is, in a region from the central part to D/4 (D represents the diameter of the steel wire) in a radial direction of a cut surface in the longitudinal direction (the wire drawing direction) of the steel wire shown in FIG. 3B, a {110} pole figure is produced using an X-ray diffraction method, and the absolute maximum value of the pole densities (ratios to a random orientation) of spots observed in an RD direction (the longitudinal direction of the steel wire) is considered as the integration degree of the {110} plane of ferrite.
[0080] Here, the integration degree of the {110} plane of ferrite that is obtained by X-ray diffraction refers to the integration degree being computed from information obtained from both ferrite phase included in the pearlite structure and ferrite that is not the pearlite structure.
[0081] Meanwhile, the measurement conditions of the X-ray diffraction in the present embodiment are as described below.
[0082] X-ray diffraction device: manufactured by Rigaku Corporation
[0083] Trade name: RINT2200 (tube) (RINT2000/PC series)
[0084] X-ray source: MoK.alpha.
[0085] Diffusion slit: 1/4.degree. (0.43 mm)
[0086] <Wire Diameter (Diameter): 1.4 mm or More>
[0087] The steel wire according to the present embodiment has a wire diameter of 1.4 mm or more. When the wire diameter is 1.4 mm or more, the wire drawing of wire rods and the manufacturing of coated steel wires having a metal coating layer of aluminum, zinc, or the like formed around the steel wire are easy. Therefore, the steel wire according to the present embodiment is also excellent in views of the drawnability and the manufacturing costs in addition to the electrical conductivity and the tensile strength. The diameter of the steel wire according to the present embodiment is preferably 1.5 mm or more and more preferably 1.6 mm or more.
[0088] Here, when the diameter of the steel wire is too large, it becomes difficult to shorten the length of lamellar cementite, and thus the diameter of the steel wire according to the present embodiment is preferably 4.2 mm or less and more preferably 4.0 mm or less.
[0089] <Electrical Resistivity and Tensile Strength>
[0090] The steel wire according to the present embodiment is excellent for both the electrical conductivity and the tensile strength.
[0091] In the steel wire according to the present embodiment, the electrical resistivity that is an index of the electrical conductivity is preferably less than 19.0 .mu..OMEGA.cm, more preferably less than 18.0 .mu..OMEGA.cm, and still more preferably less than 17.0 .mu..OMEGA.cm.
[0092] In addition, the tensile strength of the steel wire according to the present embodiment is preferably 1,500 MPa or more, more preferably 1,600 MPa or more, and still more preferably 2,000 MPa or more.
[0093] As shown in parts of examples described below, it is possible to realize a steel wire having an electrical resistivity of less than 18.0 .mu..OMEGA.cm and a tensile strength of 2,000 MPa or more, preferably, an electrical resistivity of less than 17.0 .mu..OMEGA.cm and a tensile strength of 2,000 MPa or more.
[0094] A coated steel wire according to the present embodiment includes the steel wire according to the present embodiment and a metal coating layer that coats the steel wire. That is, the coated steel wire according to the present embodiment is a metal-coated steel wire.
[0095] The metal coating layer includes, for example, at least one of the group consisting of zinc, a zinc alloy, aluminum, an aluminum alloy, copper, a copper alloy, nickel, and a nickel alloy. The metal coating layer may be a plated layer or a clad layer. The plated layer may be an electroplated layer or a hot-dipped layer. In a metal coating layer formed by hot dipping, there is a case in which an alloying layer is formed in the interface between the steel wire and the metal coating layer. As the alloying layer, a ZnFe alloying layer, an AlFe alloying layer, a NiFe alloying layer, and a CuFe alloying layer can be exemplified. When the coated steel wire has the metal coating layer, it is possible to increase the electrical conductivity of the entire coated steel wire.
[0096] Next, a preferred method for manufacturing the steel wire according to the present embodiment and the coated steel wire according to the present embodiment will be described. The manufacturing method described below is an example, and the method for manufacturing the steel wire according to the present embodiment and the coated steel wire according to the present embodiment is not limited to manufacturing conditions described below as long as steel wires or coated steel wires satisfying the scope of the present invention can be obtained.
[0097] <Melting, Casting, and Hot Rolling>
[0098] After steel having the composition described above is melted, a steel piece (billet) is manufactured by continuous casting or the like, and hot rolling is carried out. After the casting, blooming may be carried out. When the hot rolling is performed on the steel piece, it is preferable that the steel piece is heated so that the central part of the steel piece is reached 1,000.degree. C. to 1,100.degree. C., hot rolling in which the finish temperature is set to 900.degree. C. to 1,000.degree. C. is carried out, and thus a wire rod is obtained.
[0099] <Cooling>
[0100] On the hot-rolled wire rod, cooling is carried out by water cooling, air cooling, furnace cooling, and/or immersion in a melting bath. At this time, the cooling pattern is preferably set depending on the C content.
[0101] In a case where the C content is 0.40% to 0.70%, after finish rolling, the wire rod is cooled to a temperature range of 800.degree. C. to 920.degree. C. at an average cooling rate of 20.degree. C./s or more (first cooling), then, cooled so that the average cooling rate in a temperature range of 800.degree. C. to 600.degree. C. reaches 5.degree. C./s to 20.degree. C./s (second cooling), and then cooled so that the average cooling rate in a temperature range of 600.degree. C. to 500.degree. C. reaches 5.degree. C./s or less (third cooling).
[0102] When the cooling rate of the first cooling is less than 20.degree. C./s, proeutectoid ferrite is likely to be generated, and the microstructure fraction of pearlite is decreased. In addition, when the first cooling stop temperature is less than 800.degree. C., austenite grain size are refined, and sufficient hardenability cannot be obtained. On the other hand, when the first cooling stop temperature is more than 920.degree. C., proeutectoid ferrite is likely to be generated in the subsequent cooling, and the microstructure fraction of pearlite is decreased.
[0103] In addition, when the cooling rate of the second cooling is less than 5.degree. C./s, the microstructure fraction of pearlite is likely to be decreased by the generation of proeutectoid ferrite. On the other hand, when the cooling rate of the second cooling is more than 20.degree. C./s, pearlitic transformation and the distribution of alloying elements become insufficient throughout the second and third cooling. In addition, when the cooling rate of the third cooling is more than 5.degree. C./s, the distribution of the alloying element does not easily occur, and thus the electrical conductivity is decreased.
[0104] However, in the above described cooling, when the retention time at 600.degree. C. to 500.degree. C. is as long as 33 seconds or longer (approximately 3.0.degree. C./s or less in terms of the average cooling rate), the distribution of the alloying elements sufficiently is proceeded, and thus the average cooling rate in a temperature range of 800.degree. C. to 600.degree. C. may be 20.degree. C./s or more. In addition, for example, after the completion of transformation using a lead bath, a salt bath, or a fluid bed bath, the wire rod may be heated again to a temperature range of 600.degree. C. to 400.degree. C.
[0105] In addition, In a case where the C content is more than 0.70% and 1.10% or less, after the finish rolling, the wire rod is cooled to 800.degree. C. to 920.degree. C. at an average cooling rate of 20.degree. C./s or more and immersed in a molten salt of 500.degree. C. to 600.degree. C. for 30 seconds or more, and thus pearlitic transformation is caused.
[0106] In the present embodiment, the finish temperature of rolling refers to the surface temperature of the wire rod immediately after the finish rolling, and the average cooling rate in the cooling after the finish rolling refers to the cooling rate of the central part of the wire rod.
[0107] In the wire rod obtained through the above described manufacturing process, for example, 80% or more of the metallographic structure in a cross section is a pearlite structure, the average lamellar spacing of the pearlite structure is 50 nm to 170 nm, and the average length of lamellar cementite in the pearlite structure becomes 1.5 .mu.m or less. Meanwhile, from the viewpoint of obtaining the steel wire according to the present embodiment by wire drawing described below, the wire diameter of the wire rod manufactured by the above described manufacturing process is preferably 3.0 mm to 14.0 mm
[0108] <Wire Drawing>
[0109] Next, wire drawing is performed on the wire rod, so that a steel wire is obtained. In the wire drawing, it is preferable that the wire drawing is performed on the wire rod as to impart a true strain of 1.5 to 2.4. The true strain is preferably 1.7 to 2.1. When the wire drawing is carried out under the above described condition, the electrical resistivity of the steel wire after the wire drawing is decreased by approximately 1.0 .mu..OMEGA.cm to 1.5 .mu..OMEGA.cm relative to the wire rod before the wire drawing (that is, the electrical conductivity is increased). Meanwhile, depending on the kind of steel (for example, a kind of steel K that is used in examples described below), steel wires having a low electrical resistivity and a high tensile strength can be obtained even when the true strain is less than 1.5 or more than 2.4. However, when a true strain of 1.5 to 2.4 is imparted to the above described kind of steel, it is easy to obtain steel wires having a high tensile strength and an electrical resistivity that is suppressed to be lower.
[0110] As the reduction of area during the wire drawing of the wire rod increases, and the strain increases, the average lamellar spacing is decreased, the average length of lamellar cementites is increased, the inclination of lamellar cementite with respect to the longitudinal direction is decreased, the proportion of the pearlite structure having cementite of which the angular difference is 15.degree. or less is increased, and the integration degree of the {110} plane of ferrite is increased. When the wire drawing is carried out under a condition in which the true strain is less than 1.5, the proportion of cementite of which the angular difference is 15.degree. or less is insufficient, and the electrical conductivity is decreased. On the other hand, when the wire drawing is carried out under a condition in which the true strain exceeds 2.4, the amount of solid solute C in ferrite is increased, and thus the electrical conductivity is decreased.
[0111] According to the manufacturing method including the above described processes, the steel wire according to the present embodiment is manufactured.
[0112] <Coating>
[0113] Next, the metal coating layer is formed on the obtained steel wire. A method for forming the metal coating layer may be any of an electroplating method, a hot dipping method, and a cladding method. The thickness of the metal coating layer at this time is preferably as thick as approximately 0.7% to 20% of the diameter of the wire rod or the steel wire.
[0114] In this manner, the coated steel wire according to the present embodiment is manufactured.
[0115] The coating may be carried out between the cooling and the wire drawing. That is, the coated steel wire according to the present embodiment can be obtained even when the wire drawing is carried out after forming the metal coating layer on the wire rod.
EXAMPLES
[0116] Next, examples of the present invention will be described. Conditions in the examples are one of the examples employed to confirm the feasibility and effect of the present invention, and the present invention is not limited to these condition examples. The present invention is capable of employing a variety of conditions within the scope of the present invention as long as the object of the present invention is achieved.
[0117] Molten steel melted to chemical composition shown in Table 1 (here, the remainder was Fe and impurities) in a 50 kg vacuum melting furnace was cast to ingots. The respective ingots were heated at 1,250.degree. C. for one hour and then hot-forged so as to become bar wire rods having a diameter of 15 mm so that the finish temperature was 950.degree. C. or more, and then cooled in the air to room temperature. These hot-forged materials were machined to a diameter of 10 mm and cut to a length of 1,500 mm. These machined materials were heated in a nitrogen atmosphere at 1,050.degree. C. for 15 minutes and then hot-rolled so that the finish temperature was 900.degree. C. or more, thereby obtaining rolled materials having a diameter of 7 mm.
[0118] After that, some of the rolled materials were finish-rolled, then, cooled to 900.degree. C. in the atmosphere by wind using a fan, then within 10 seconds, sealed in a heating furnace that had been heated at a low temperature, cooled to 600.degree. C. in the furnace at an average cooling rate of 6.degree. C./s and cooled to 400.degree. C. in the furnace at an average cooling rate of 1.degree. C./s, then, removed after further cooling to 400.degree. C., and cooled in the air to room temperature, thereby obtaining steel wire materials (the condition number 5 of the cooling in Table 2).
[0119] In addition, some of the rest of the rolled materials were finish-rolled, then, cooled to 850.degree. C. or 900.degree. C. in the atmosphere by wind using a fan, then within 10 seconds, immersed in a lead bath under the condition numbers 2 to 4 of the cooling shown in Table 2, then, removed and cooled in the air to room temperature, thereby obtaining steel wire materials. The average cooling rates in the respective temperature ranges were as shown in Table 2.
[0120] Some of the rest of the rolled materials were hot-rolled to a diameter of 7 mm and then cooled to room temperature in the atmosphere by wind using a fan (the condition number 6 of the cooling in Table 2). The average cooling rates in the respective temperature ranges were as shown in Table 2.
[0121] Furthermore, some of the rest of the rolled materials were finish-rolled, then, immersed in a lead bath at 640.degree. C., then, immediately cooled to 400.degree. C. or less at 100.degree. C./s (the condition number 1 of the cooling in Table 2). The average cooling rates in the respective temperature ranges were as shown in Table 2.
[0122] Among the obtained wire rods, on test numbers 1 to 31, metal coating layers were formed using a hot dip galvanizing method or an aluminum cladding method.
[0123] After that, wire drawing was performed on the wire rods so as to impart true strains shown in Table 3 to steel portions included in the wire rods, thereby obtaining steel wires or coated steel wires in which the diameters of the steel portions were 2.0 mm to 3.5 mm.
[0124] After that, a metal coating layer made of zinc was formed on the steel wire of test number 32 on which no coating layer had been formed before the wire drawing using a hot dip galvanizing method.
[0125] The metal coating layers were removed from the coated steel wires obtained in the above described manner using hydrochloric acid, sodium hydroxide, or the like to take out steel wires, and the tensile strengths and the electrical conductivities of these steel wires were evaluated.
[0126] <Tensile Strength>
[0127] Three tensile test pieces having a length of 350 mm were sampled in a wire form from the steel wire. A tensile test was carried out at normal temperature on these tensile test pieces with an inter-chuck distance of 200 mm at a tensile rate of 10 mm/min, tensile strengths (TS) were measured, and the average value thereof was considered as the tensile strength of this test specimen.
[0128] <Electrical Conductivity>
[0129] A test piece for electrical conductivity measurement having a length of 60 mm was cut out from the steel wire, and the electrical resistivity was measured at a temperature of 20.degree. C. using a four-terminal method.
[0130] In addition, from the obtained steel wires, individual microstructure fractions, the average lamellar spacings of lamellar cementite, the average lengths of the lamellar cementite, the area ratios of pearlite structures having lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wires (angular differences) was 15.degree. or less, and the integration degrees of {110} planes of ferrite were measured.
[0131] <Average Lamellar Spacing>
[0132] For each of the steel wires, the L cross section was implanted into a resin, polished to a mirror surface, and then etched with picral, and digital images of 10 views of arbitrary regions including five or more pearlite blocks were captured using FE-SEM at a magnification of 5,000 times to 10,000 times. From the respective photographs, the average lamellar spacings were measured using an image analyzer.
[0133] <Area Ratio of Individual Structures>
[0134] A metallographic structure photograph was captured at a magnification of 2,000 times at the observation place of the average lamellar spacing of the cut surface of each of the steel wires, the regions of individual structures were marked, and the average values of the area ratios of the individual structures were computed by an image analysis. Meanwhile, Table 3 shows the area ratios of a pearlite structure and a ferrite structure; however, for steel wires in which the total of these structures was not 100%, a bainite structure and/or a martensite structure were observed as other structures.
[0135] <Average Length of Lamellar Cementite>
[0136] The average length of lamellar cementite in the pearlite structure was obtained by using the sample provided for the measurement of the average lamellar spacing, carrying out structural observation using FE-SEM, and analyzing the results of the structural observation. As shown in FIG. 1, on an L cross section of the steel wire, a region from the axial-direction central location (D/2) of the steel wire to D/4 locations (D represents the diameter of the steel wire) was set. The set region was a rectangular region in which the lengths of individual sides reached D/2. This rectangular region was further divided into nine equal meshes, and the vertices of the respective divided meshes were used as observation locations. At the respective observation locations, capture regions were set at a magnification of 10,000 times so that the wire drawing direction became parallel to images, and the surface of the cross section was captured using FE-SEM. The images of the capture regions were analyzed, cementite portions and the other portions (ferrite portions) were binarized, and the lengths of cementite along the long side were obtained. In addition, the obtained cementite lengths were averaged, thereby computing the average length of cementite.
[0137] <Area Ratio of Pearlite Structure Having Lamellar Cementite of which Inclination with Respect to Longitudinal Direction of Steel Wire was 15.degree. or Less>
[0138] Next, each of the images captured in the measurement of the average length of the lamellar cementite was used, in a region of a drawn pearlite structure in which the orientations of lamellar cementites in the image central part were equal to one another, both terminals of one lamellar cementite were connected with a line segment, the angular difference from the horizontal direction was measured, and whether or not the angular difference is 15.degree. or less was confirmed. In a case where the total of the pearlite structures in which the inclination of lamellar cementite with respect to the longitudinal direction of the steel wire was 15.degree. or less was 40 area % or more with respect to the total area of the pearlite structures in the total captured images, it was determined that 40% or more of the pearlite structures having lamellar cementite of which the inclination with respect to the longitudinal direction of the steel wire was 15.degree. or less were present by the area ratio.
[0139] <Integration Degree of {110} Plane of Ferrite>
[0140] Next, the integration degree of a {110} plane of ferrite was measured as described below. In a region from the central part to D/4 (D represents the diameter of the steel wire) in a radial direction of a cut surface in the wire drawing direction (RD direction) of the steel wire as shown in FIGS. 3A and 3B, a {110} pole figure was produced using an X-ray diffraction method, and the maximum value of the pole densities (ratios to a random orientation) of spots observed in the RD direction was considered as the integration degree of the {110} plane of ferrite. The measurement conditions of the X-ray diffraction are as described above.
[0141] The results are shown in Table 1 to Table 3.
TABLE-US-00001 TABLE 1 mass % Kind of steel C Si Mn P S N Cr Al Ti V Nb Mo B A 0.38 0.150 0.45 0.013 0.004 0.0039 -- -- -- -- -- -- -- B 0.45 0.320 0.15 0.004 0.005 0.0041 -- -- 0.045 -- -- -- -- C 0.58 0.015 0.42 0.004 0.009 0.0024 0.35 -- -- -- -- -- -- D 0.62 0.220 0.35 0.010 0.005 0.0037 -- -- -- -- -- -- -- E 0.76 0.330 0.12 0.006 0.005 0.0040 -- -- -- -- -- -- 0.0012 F 0.79 0.140 0.32 0.010 0.006 0.0031 -- -- -- 0.06 -- -- -- G 0.82 0.200 0.38 0.005 0.009 0.0036 -- -- -- -- 0.022 -- -- H 0.83 0.220 0.33 0.010 0.009 0.0033 -- -- -- -- -- 0.06 -- I 0.87 0.120 0.60 0.008 0.007 0.0037 0.25 0.049 0.003 0.03 0.005 0.05 0.0009 K 0.92 0.006 0.42 0.007 0.009 0.0027 0.23 0.055 0.013 0.01 0.01 0.03 0.0008 L 0.92 0.030 0.45 0.013 0.009 0.0037 0.55 0.035 -- -- -- -- -- M 0.93 0.140 0.33 0.011 0.005 0.0036 -- 0.032 -- -- -- -- -- N 0.93 0.200 0.98 0.006 0.005 0.0027 0.15 0.033 0.012 0.05 0.005 0.03 0.0015 O 0.98 0.200 0.35 0.010 0.008 0.0032 -- -- 0.029 -- -- -- -- P 1.05 0.140 0.40 0.010 0.005 0.0024 0.19 0.062 -- -- -- -- -- Q 1.07 0.010 0.31 0.011 0.006 0.0036 0.21 -- 0.015 -- -- -- -- R 1.12 0.200 0.42 0.009 0.005 0.0041 -- -- -- -- -- -- -- S 0.82 0.500 0.40 0.010 0.010 0.0035 -- 0.030 -- -- -- -- -- T 0.82 0.150 0.05 0.012 0.008 0.0040 -- 0.045 -- -- -- -- --
TABLE-US-00002 TABLE 2 Condition First cooling Second cooling Third cooling Retention time Bath Bath number of Cooling stop temperature Average cooling Average cooling Average cooling at 600.degree. C. to temperature immersion cooling [.degree. C.] rate [.degree. C./s] rate [.degree. C./s] rate [.degree. C./s] 500.degree. C. [s] [.degree. C.] time [Seconds] 1 900 45 20 100 1 640 45 2 900 45 30 1.82 55 600 35 3 850 50 40 1.33 75 560 60 4 850 50 50 0.54 186 520 180 5 900 45 6 1 100 Wind cooling.fwdarw.furnace cooling.fwdarw.cooling in air 6 900 45 10 10 10 Wind cooling using fan
TABLE-US-00003 TABLE 3 Lamellar Inte- Condi- True Pearlite Ferrite Average cementite gration Elec- tion strain struc- struc- Average length of having angular degree trical Ten- Test Kind num- during ture ture lamellar lamellar difference of ferrite resis- sile Diam- Num- of ber of wire [area [area spacing cementite of 15.degree. or |110| tivity strength eter ber steel cooling drawing %] %] [nm] [.mu.m] less [%] plane [.mu..OMEGA. cm] [MPa] [mm] Note 3 C 2 2.06 85 13 45 14.6 58 3.8 15.9 1598 2.5 Example 4 D 3 2.31 82 16 40 13.8 71 5.2 16.9 1788 2.2 Example 5 D 4 2.31 86 12 38 12.3 75 6.0 17.0 1812 2.2 Example 6 E 2 2.31 83 15 41 13.7 69 5.1 17.8 1994 2.2 Example 7 F 2 2.31 94 4 36 13.0 72 4.2 16.4 2091 2.2 Example 8 G 2 2.06 96 2 40 12.0 61 4.0 17.5 2034 2.5 Example 9 H 2 2.06 96 2 40 11.2 64 4.4 17.6 2074 2.5 Example 10 I 2 2.06 97 1 35 13.4 66 4.1 17.9 2199 2.5 Example 11 K 2 2.06 96 2 34 12.6 63 3.9 16.7 2244 2.5 Example 12 K 3 1.57 100 0 45 8.2 54 3.2 16.1 2000 3.2 Example 13 K 3 2.06 100 0 34 12.5 67 4.2 16.7 2274 2.5 Example 14 K 4 2.06 97 1 35 13.6 73 4.4 16.6 2220 2.5 Example 15 M 3 2.06 96 2 36 10.1 68 3.9 16.9 2261 2.5 Example 16 O 3 2.06 96 2 35 10.8 69 4.1 18.2 2348 2.5 Example 17 P 2 2.06 96 2 33 14.9 60 3.8 18.9 2499 2.5 Example 18 Q 3 2.06 97 1 32 10.9 66 3.7 16.6 2508 2.5 Example 19 A 2 2.31 33 65 50 15.9 65 4.8 15.4 1290 2.2 Comparative Example 20 B 1 2.31 50 48 60 15.5 60 4.4 16.3 1349 2.2 Comparative Example 21 B 5 1.39 52 46 82 5.5 28 2.2 16.5 1144 3.5 Comparative Example 22 C 6 1.69 76 22 84 12.2 42 3.1 15.3 1461 3.0 Comparative Example 23 D 5 2.06 82 16 66 12.8 48 4.1 16.6 1674 2.5 Example 26 K 3 2.51 97 2 28 21.8 82 5.8 17.3 2466 2.0 Example 27 K 3 1.39 97 1 50 7.0 43 2.0 17.0 1920 3.5 Example 28 N 2 2.06 97 1 31 28.0 63 4.3 22.1 2359 2.5 Comparative Example 29 R 2 2.06 97 1 31 11.9 42 3.5 19.5 2627 2.5 Comparative Example 30 S 3 2.06 89 8 35 10.8 61 4.1 22.3 2195 2.5 Comparative Example 31 T 2 2.06 98 1 46 13.0 66 4.3 15.6 1890 2.5 Example 32 K 3 2.06 100 0 36 10.5 60 4.0 16.3 2025 2.5 Example
[0142] Table 3 shows that, in the case of the test numbers 19 to 22 and 28 to 30 not satisfying the conditions regulated by the present invention, at least one of the above described properties failed to reach the target values (tensile strength: 1,500 MPa or more, electrical resistivity: less than 19.0 .mu..OMEGA.cm, and diameter: 1.4 mm or more). In contrast, in the test numbers 3 to 18, 23, 26, 27, 31, and 32 satisfying all of the conditions regulated by the present invention, all of the above described properties reached the target values. Meanwhile, for all of the test numbers 11 to 14, 26, 27, and 32, a kind of steel K was used; however, in the test number 11 to 14 and 32 in which the true strain during the wire drawing was 1.5 to 2.4, particularly, the electrical resistivity was suppressed to be low.
INDUSTRIAL APPLICABILITY
[0143] According to the present invention, it is possible to provide a steel wire which has a wire diameter preferable for the use of power transmission lines and is excellent for electrical conductivity and tensile strength and a coated steel wire having the above described steel wire and a coating layer that coats the steel wire.
[0144] The steel wire and the coated steel wire of the present invention have a large wire diameter and is excellent for the electrical conductivity and the tensile strength and thus can be preferably used for the use of power transmission lines.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.