Fabric
HAYASHI; Rie ; et al.
U.S. patent application number 16/265967 was filed with the patent office on 2019-10-03 for fabric. The applicant listed for this patent is Honda Motor Co., Ltd., TB Kawashima Co., Ltd.. Invention is credited to Tatsuya FUKUI, Rie HAYASHI, Chika NEMOTO, Kohei OHARA, Takayuki OISHI.
| Application Number | 20190301082 16/265967 |
| Document ID | / |
| Family ID | 67644817 |
| Filed Date | 2019-10-03 |

| United States Patent Application | 20190301082 |
| Kind Code | A1 |
| HAYASHI; Rie ; et al. | October 3, 2019 |
FABRIC
Abstract
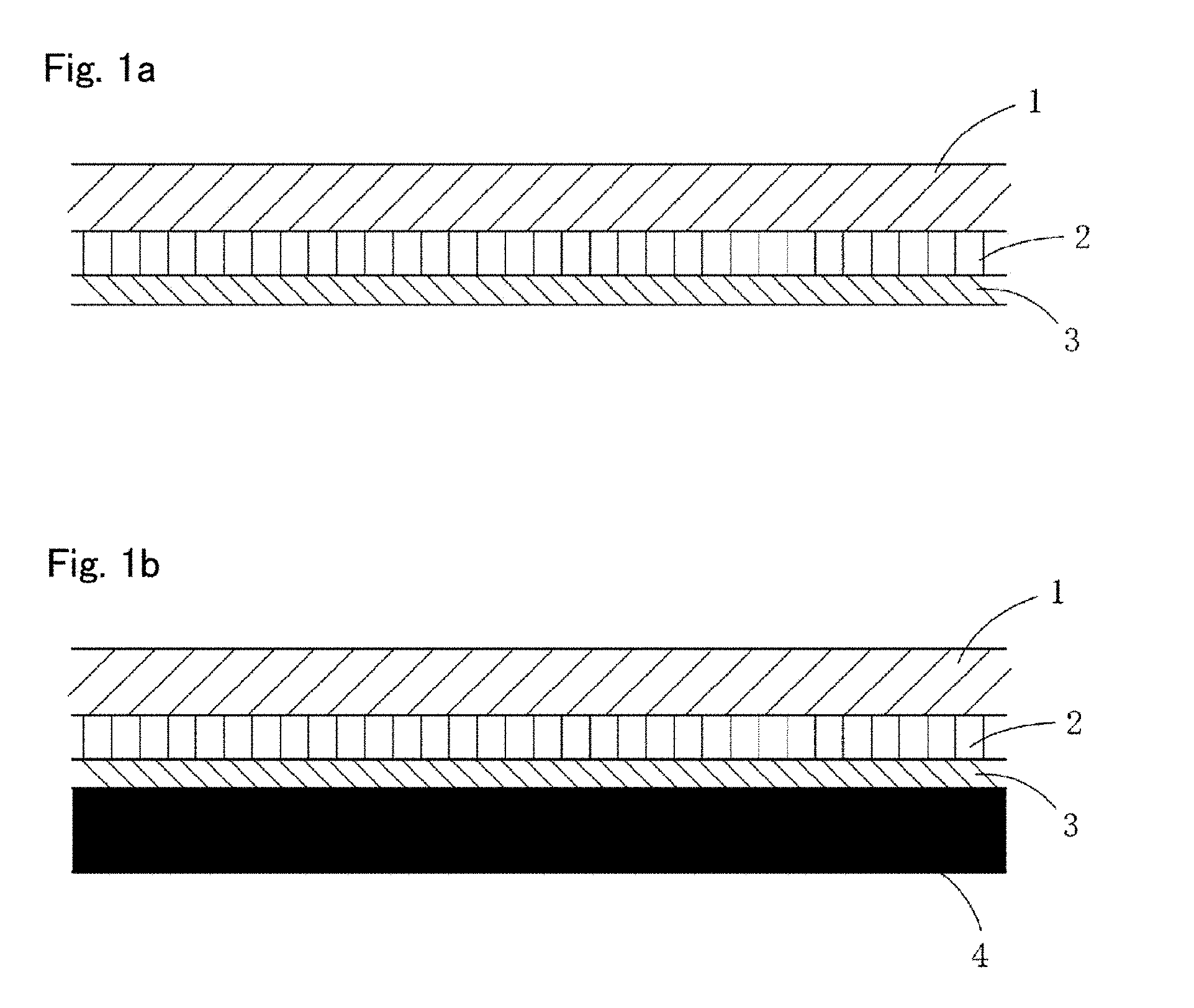
Provided is a fabric that has an excellent deodorant property and is less likely to generate water spots. A fabric (1) according to the present invention includes, on one surface thereof, a first coating layer (2) containing a fluorinated water-and-oil repellent agent and a second coating layer (3) containing a deodorant, the first coating layer (2) containing the fluorinated water-and-oil repellent agent in an amount per unit area of the fabric of 1.3 to 5.0 g/m.sup.2, and the first coating layer (2) existing between the fabric (1) and the second coating layer (3).
| Inventors: | HAYASHI; Rie; (Saitama, JP) ; NEMOTO; Chika; (Saitama, JP) ; OHARA; Kohei; (Shiga, JP) ; OISHI; Takayuki; (Shiga, JP) ; FUKUI; Tatsuya; (Shiga, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 67644817 | ||||||||||
| Appl. No.: | 16/265967 | ||||||||||
| Filed: | February 1, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D06N 3/0059 20130101; D06N 3/047 20130101; D06N 2209/142 20130101; D06N 2209/067 20130101; D06N 3/0063 20130101; D06N 2209/147 20130101; D06N 3/042 20130101; D06N 2209/145 20130101; D06N 3/0036 20130101; D06N 2209/165 20130101 |
| International Class: | D06N 3/00 20060101 D06N003/00; D06N 3/04 20060101 D06N003/04 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Feb 15, 2018 | JP | 2018-024746 |
Claims
1. A fabric comprising, on one surface thereof, a first coating layer containing a fluorinated water-and-oil repellent agent and a second coating layer containing a deodorant, the first coating layer containing the fluorinated water-and-oil repellent agent in an amount per unit area of the fabric of 1.3 to 5.0 g/m.sup.2, and the first coating layer existing between the fabric and the second coating layer.
2. The fabric according to claim 1, wherein the first and second coating layers are formed on a rear surface of the fabric.
3. The fabric according to claim 1, wherein the second coating layer further contains a flame retardant.
4. The fabric according to claim 1, wherein the fabric is a fabric impregnated with a fluorinated water-and-oil repellent agent.
5. The fabric according to claim 1, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
6. The fabric according to claim 2, wherein the second coating layer further contains a flame retardant.
7. The fabric according to claim 2, wherein the fabric is a fabric impregnated with a fluorinated water-and-oil repellent agent.
8. The fabric according to claim 3, wherein the fabric is a fabric impregnated with a fluorinated water-and-oil repellent agent.
9. The fabric according to claim 6, wherein the fabric is a fabric impregnated with a fluorinated water-and-oil repellent agent.
10. The fabric according to claim 2, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
11. The fabric according to claim 3, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
12. The fabric according to claim 6, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
13. The fabric according to claim 4, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
14. The fabric according to claim 7, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
15. The fabric according to claim 8, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
16. The fabric according to claim 9, wherein the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
Description
BACKGROUND OF THE DISCLOSURE
Field of the Disclosure
[0001] The present invention relates to a functional fabric. More specifically, the present invention relates to a fabric that has deodorant performance and is less likely to generate water spots.
Description of the Related Art
[0002] One of functions required of a fabric is deodorant performance. Particularly, a fabric used for interior of, for example, cars, ships, and airplanes (for example, a fabric used for a seat of vehicles such as a car and for trim members such as a door lining) is used in an enclosed space to allow an odor on the fabric to remain in the space. Also, it is difficult to wash or clean such a fabric, and therefore, an odor once stuck to the fabric is less likely to be removed.
[0003] Therefore, the fabric may be coated with a coating composition containing a deodorant to impart deodorant performance to the fabric. For example, JP-A-2008-56901 discloses a fabric having a deodorant property and flame retardancy.
[0004] Coating a fabric with a coating composition containing a deodorant is capable of imparting deodorant performance to the fabric, whereas the fabric has a problem of being easily discolored by, for example, hot water or water spilled thereon and not returning to the original color even when dried (that is, the fabric is likely to generate water spots).
SUMMARY OF THE INVENTION
[0005] An object of the present invention is to solve the above problems and to provide a fabric that has excellent deodorant performance and is less likely to generate water spots.
[0006] As a result of repetitive studies to solve the above problems, the present inventors have succeeded in solving the problems by forming, on one surface of a fabric, a coating layer (first coating layer) containing a prescribed amount of a fluorinated water-and-oil repellent agent and further forming, on the coating layer, a coating layer (second coating layer) containing a deodorant.
[0007] That is, a fabric according to the present invention includes, on one surface (in particular, a rear surface) thereof a first coating layer containing a fluorinated water-and-oil repellent agent and a second coating layer containing a deodorant,
[0008] the first coating layer containing the fluorinated water-and-oil repellent agent in an amount per unit area of the fabric of 1.3 to 5.0 g/m.sup.2, and
[0009] the first coating layer existing between the fabric and the second coating layer.
[0010] As described above, coating one surface of a fabric with a composition containing a deodorant is capable of imparting a deodorant property to the fabric but makes the fabric likely to generate water spots. Even when a water-and-oil repellent agent is added to the coating composition containing a deodorant and thereby a coating layer is formed, the degree of water spots is not sufficiently improved.
[0011] In the present invention, however, on one surface of a fabric (in particular, a rear surface of a fabric) are disposed a water-and-oil repellent coating layer and a deodorant coating layer in the order, from the fabric, of the water-and-oil repellent coating layer (first coating layer) and the deodorant coating layer (second coating layer), and the amount of a fluorinated water-and-oil repellent agent contained in the first coating layer is set at a prescribed amount, to succeed in manufacturing a fabric that has an excellent deodorant property (odor reducing property) and is less likely to generate water spots.
[0012] The second coating layer preferably further contains a flame retardant. Addition of a flame retardant to the second coating layer is capable of enhancing flame retardancy of the fabric.
[0013] Further, the fabric is preferably a fabric impregnated with a fluorinated water-and-oil repellent agent. Impregnation of the fabric with a fluorinated water-and-oil repellent agent is capable of imparting high stain resistance against oil and moisture to the fabric.
[0014] Further, it is preferable that the first coating layer further contains a flame retardant and a binder resin contained in the first coating layer is an acrylic resin.
[0015] Use of an acrylic resin as the binder resin (base resin) of the first coating layer is capable of improving texture of the fabric, and addition of a flame retardant to the first coating layer is capable of further enhancing the flame retardancy.
[0016] According to the present invention, it is possible to provide a fabric that has a high deodorant property and is less likely to generate water spots.
BRIEF DESCRIPTION OF THE DRAWING
[0017] FIGS. 1a and 1b are views that show a fabric according to the present invention, with FIG. 1a showing a fabric 1 that includes, on a rear side thereof, a first coating layer 2 (a coating layer containing a fluorinated water-and-oil repellent agent) and a second coating layer 3 (a coating layer containing a deodorant), and FIG. 1b showing a fabric having a foam material sheet 4 further fixed thereto.
DETAILED EXPLANATION OF THE PREFERRED EMBODIMENTS
[0018] A fabric according to the present invention includes, on one surface (in particular, a rear surface) thereof, a fluorinated water-and-oil repellent coating layer and a deodorant coating layer, in which the fluorinated water-and-oil repellent coating layer is disposed between the fabric and the deodorant coating layer.
[0019] As regards the degree of "deodorant property" in the present invention, the fabric has, as shown in the section of Examples, a 4-hour-later deodorization rate (odor reduction rate) of preferably 80% or more, (more preferably 85% or more, further preferably 90% or more) for each of ammonia, hydrogen sulfide, and acetaldehyde. Particularly, preferable is a fabric having a 4-hour-later deodorization rate of 90% or more, (in particular, 95% or more) for each of ammonia and hydrogen sulfide and a 4-hour-later deodorization rate of 85% or more (in particular 90% or more) for acetaldehyde.
[0020] As the degree of "water spots" of the fabric in the present invention, it is preferable as shown in the section of Examples that the fabric achieves grade 4 or higher in rating of water spots on a front surface of the fabric that is performed 24 hours after 4 mL of distilled water at 80.degree. C. was dropped onto the front surface, a rear surface of the fabric is not wet, and the fabric achieves grade 4 or higher in rating of water spots on the rear surface of the fabric.
[0021] Further, the fabric according to the present invention preferably has flame retardancy. Specifically, it is preferable that in a test performed in accordance with "Flammability of Interior Materials" specified in Federal Motor-Vehicle Safety Standard (FMVSS), the fabric is evaluated as "N" that is given when the fabric is not ignited even with 15-second flame application or when the fabric is ignited with the flame application but the flame is extinguished before crossing the marked line A (burning rate measuring start line), or the fabric is ignited with the flame application but has a burning rate of 101 mm/min or less after the flame crosses the marked line A. Particularly, the fabric is preferably evaluated as "N."
[0022] Further, the fabric according to the present invention preferably has stain resistance. More specifically, the fabric preferably has no oil stain on front and rear surfaces of the fabric and on a soft wipe after 24 hours at 83.degree. C. in a salad oil stain resistance test described in the section of Examples.
[0023] Further, the fabric according to the present invention preferably has good texture (the fabric is soft). Specifically, the fabric preferably has a vertical stiffness of 80 mm or less, in particular, 70 mm or less in a stiffness test indicated in the section of Examples.
[0024] A ground fabric used in the present invention is preferably a polyester fabric high in flame retardancy.
[0025] The polyester fabric in the present invention means a fabric containing polyester fiber, and may be not only a woven fabric, a knitted fabric, and a nonwoven fabric composed of polyester fiber alone but also any of a blended fabric, an interknitted fabric, and the like containing polyester fiber and other fibers (natural fibers such as cotton and wool, or chemical fibers such as a polyamide, rayon, and acrylic) in combination. The proportion of the polyester fiber in fibers constituting the fabric is preferably 60% by weight or more, more preferably 70% by weight or more, particularly preferably 80% by weight or more, further preferably 90% by weight or more. Particularly preferable is a fabric that is composed of polyester fiber and has a thickness of 0.2 to 3.0 mm (basis weight: 100 to 700 g/m.sup.2), in particular, a thickness of 0.4 to 2.6 mm (basis weight: 200 to 500 g/m.sup.2).
[0026] The ground fabric used in the present invention is preferably a fabric impregnated with a fluorinated water-and-oil repellent agent. The fluorinated water-and-oil repellent agent is a compound that has a fluoroalkyl group obtained by substituting all or a part of hydrogen atoms in a hydrocarbon group with a fluorine atom(s). In the present invention, particularly, a polymer is preferably used that contains a monomer having a perfluoroalkyl group. From a viewpoint of environmental preservation and safety, the perfluoroalkyl group preferably has 6 carbon atoms. Examples of the fluorinated water-and-oil repellent agent that can be used in the present invention include a fluorinated water-and-oil repellent agent sold under the name of AsahiGuard E-SERIES from AGC Inc. and a fluorinated water-and-oil repellent agent sold under the name of NK GUARD S Series from NICCA CHEMICAL CO., LTD.
[0027] The fluorinated water-and-oil repellent agent used for immersing the fabric may be one agent or a plurality of agents (for example, two to three agents).
[0028] In the present invention, "the fabric impregnated with the fluorinated water-and-oil repellent agent" means a fabric having the fluorinated water-and-oil repellent agent attached not only to a surface thereof but also to fibers therein.
[0029] As a method of impregnating the polyester fabric with the fluorinated water-and-oil repellent agent, it is possible to employ an immersion treatment generally called a padding treatment or a dip-nip treatment. For example, it is possible to obtain the fabric impregnated with the fluorinated water-and-oil repellent agent by preparing an aqueous treatment liquid containing the fluorinated water-and-oil repellent agent(s) (solid content) in an amount of 1.0 to 5.0% by weight, more preferably 1.5 to 3.5% by weight, immersing the polyester fabric in the treatment liquid (for example, 2 to 5 minutes) and squeezing the fabric with, for example, rollers (mangles) to make the entire fabric contain the treatment liquid, and then drying the fabric. Appropriate dry conditions are, for example, 110 to 170.degree. C., in particular, 120 to 160.degree. C. for about 1 to 5 minutes.
[0030] The amount of the fluorinated water-and-oil repellent agent(s) impregnated into the fabric by this stain resistant finish can be calculated by the concentration of the fluorinated water-and-oil repellent agent(s) in the treatment liquid and the squeezing rate. The impregnated amount, per unit area of the fabric, of the fluorinated water-and-oil repellent agent(s) contained in the dried fabric is appropriately 2.0 g/m.sup.2 to 8.0 g/m.sup.2, more preferably 3.0 g/m.sup.2 to 7.0 g/m.sup.2, particularly preferably 4.0 g/m.sup.2 to 6.5 g/m.sup.2.
[0031] In the present invention, a coating layer (first coating layer) containing a fluorinated water-and-oil repellent agent is formed on one (in particular, a rear surface) of surfaces of the ground fabric having the stain resistant finish optionally performed thereon. As the fluorinated water-and-oil repellent agent in the first coating layer, it is possible to use those described above as the fluorinated water-and-oil repellent agent used in the immersion treatment. A fluorinated water-and-oil repellent agent may be used that is the same or different from that used in the immersion treatment. One fluorinated water-and-oil repellent agent may be used alone or a plurality of fluorinated water-and-oil repellent agents may be used in combination.
[0032] The content, per unit area of the fabric, of the fluorinated water-and-oil repellent agent(s) contained in the first coating layer is preferably 1.3 g/m.sup.2 to 5.0 g/m.sup.2. With the amount of the fluorinated water-and-oil repellent agent being excessively small, water spots are likely to be generated, while with the amount of the fluorinated water-and-oil repellent agent being excessively large, the flame retardancy tends to be decreased. The content, per unit area of the fabric, of the fluorinated water-and-oil repellent agent(s) is more preferably 1.5 g/m.sup.2 to 4.5 g/m.sup.2.
[0033] The first coating layer may contain one or two or more flame retardants. The flame retardant that can be used in the first coating layer is preferably a phosphorus flame retardant having a solubility in water at 20.degree. C. of 4% (4 g/100 g of water) or less. As the phosphorus flame retardant, a flame retardant is exemplified that is selected from the group consisting of phosphonic acid esters, phosphoric acid amides, phosphoric acid ester amides, aromatic phosphoric acid esters, and halogen-containing phosphoric acid esters. Particularly, an organic phosphorus flame retardant is preferable. One example of a preferable flame retardant is a phosphonic acid ester-based flame retardant and/or melamine phosphate.
[0034] In the present invention, a second coating layer containing at least one deodorant is formed on the first coating layer formed on one (in particular, a rear surface) of surfaces of the fabric. As the deodorant used for the second coating layer, it is preferable to use inert inorganic porous particles (carriers) supporting a deodorant component. Such inorganic porous particles supporting a deodorant component are capable of preventing pieces of the deodorant component from directly contacting with each other or the deodorant component from being inhibited due to existence of a flame retardant. For example, it is desirable to use, an amine compound, a metal compound, or cyclodextrin each supported by a different carrier. Useful as the carrier are, for example, silica, a silica-alumina composite, and a layered double hydroxide.
[0035] As the amine compound, it is preferable to use a compound having a primary amine group in its molecule, such as a hydrazine compound that is particularly effective for adsorbing, for example, formaldehyde, acetaldehyde, and acetic acid. Examples of the hydrazine compound include adipic acid dihydrazide, azelaic acid dihydrazide, succinic acid dihydrazide, glutaric acid dihydrazide, oxalic acid dihydrazide, suberic acid dihydrazide, sebacic acid dihydrazide, dodecanedioic acid dihydrazide, pimelic acid dihydrazide, malonic acid dihydrazide, isophthalic acid dihydrazide, terephthalic acid dihydrazide, and polyacrylic acid dihydrazide.
[0036] Examples of the metal compound include metal compounds containing zinc or copper that exhibits a deodorant effect of deodorizing hydrogen sulfide and mercaptans, such as an oxide, a hydroxide, a chloride, a sulfate, an acetate, and a citrate of zinc or copper. For example, zinc silicate and zinc oxide are particularly useful.
[0037] The content, per unit area of the fabric, of the deodorant(s) contained in the second coating layer is preferably 5 g/m.sup.2 to 20 g/m.sup.2, more preferably 7 g/m.sup.2 to 15 g/m.sup.2, particularly preferably 8 g/m.sup.2 to 13 g/m.sup.2.
[0038] The flame retardant contained in the second coating layer is preferably substantially free of halogen. Particularly, it is preferable to use a flame retardant having a surface thereof treated with silicone or having a low solubility in water such that functionality of the flame retardant is not impaired by combination use with the deodorant, and particularly, useful are silicone-coated ammonium polyphosphate or a metal dialkylphosphinate. As regards the metal dialkylphosphinate, exemplified as an alkyl group are methyl, ethyl, n-propyl, isopropyl, n-butyl, tertiary butyl, n-pentyl, and/or phenyl, and exemplified as a metal is aluminum, magnesium, calcium, titanium, zinc, tin, or zirconium. Aluminum diethylphosphinate is particularly preferable.
[0039] "The flame retardant substantially free of halogen" means that the flame retardant may contain a halogen in as small an amount as recognized as an impurity or within a range not to impair the effects of the present invention.
[0040] The content, per unit area of the fabric, of the flame retardant(s) contained in the second coating layer is preferably 15 g/m.sup.2 to 45 g/m.sup.2, more preferably 20 g/m.sup.2 to 40 g/m.sup.2, particularly preferably 25 g/m.sup.2 to 37 g/m.sup.2.
[0041] Addition of a water-and-oil repellent agent to the second coating layer decreases peeling strength between the fabric and a foam material sheet when the foam material sheet is fixed to the fabric (see FIG. 1b), so that the second coating layer is better off being substantially free of water-and-oil repellent agents (the content, per unit area of the fabric, of a water-and-oil repellent agent contained in the second coating layer is preferably less than 0.1 g/m.sup.2, more preferably 0 g/m.sup.2).
[0042] Compositions for forming the first and second coating layers of the present invention contain a binder that attaches (fix) the fluorinated water-and-oil repellent agent or the deodorant to the fabric. Examples of a preferable binder include a polyester resin, an acrylic resin, and a urethane resin. It is preferable to use a polyester resin when the flame retardancy is emphasized, while it is preferable to use an acrylic resin when costs or texture is emphasized.
[0043] As the polyester resin, the acrylic resin, and the urethane resin, it is possible to use commercially available polyester resins, acrylic resins, and urethane resins that are used as binders for a usual fabric coating composition.
[0044] Particularly, each binder is desirably a soft binder. The acrylic resin desirably has a glass-transition temperature (Tg) of -30.degree. C. to -45.degree. C., and the urethane resin desirably has a minimum film forming temperature (MFT) of 0.degree. C. to 5.degree. C.
[0045] The first and second coating compositions may contain a thickener. As the thickener, it is possible to use, for example, a cellulose-based thickener, an acrylic acid-based thickener, and a urethane associative thickener. The content, per unit area of the fabric, of the thickener contained in the coating layer is usually about 0.3 to 5.0 g/m.sup.2.
[0046] The viscosity of the first and second coating compositions is appropriately about 20,000 to 70,000 mPas, particularly preferably about 30,000 to 55,000 mPas. The viscosity of the coating composition in the present specification means viscosity measured using a B-type viscometer (BH type), at a measurement temperature of 20.degree. C., with a rotor No. 6, at a rotation speed of 10 rpm, after 30 seconds from the start of the rotation.
[0047] The first and second coating compositions can be applied to the fabric using, for example, a knife coater, a comma coater, a bar coater, a die coater, a kiss-roll coater, or a gravure coater. The dry conditions after the application of the first and second coating compositions to the fabric can be set at, for example, 110 to 170.degree. C., in particular, 120 to 160.degree. C. for about 2 to 5 minutes.
[0048] The fabric according to the present invention may have a foam material sheet fixed to a coating side (on the second coating layer) thereof (see FIG. 1b). Examples of the foam material sheet include polyurethane foam (e.g., slab urethane) having a thickness of 2.0 to 10 mm. Such a laminate composite formed of the fabric and the foam material sheet is suitably used as a skin material for a seat of vehicles such as a car (usually, a molded product formed of a urethane cushion material).
[0049] Examples of a method of fixing the foam material sheet to one surface of the fabric include flame lamination which involves melting a front layer on one surface of the foam material sheet with a gas burner and fusion-bonding the foam material sheet to one surface (on the second coating layer) of the fabric having the first and second coating layers formed thereon.
[0050] Hereinafter, the present invention is described in further detail by way of comparative examples and examples. The present invention, however, is not to be limited to the examples.
EXAMPLES
[0051] Polyester fabrics (polyester 100%: basis weight 280 g/m.sup.2) dyed in black with disperse dye were subjected to coating to manufacture the fabrics shown in Table 1.
[0052] The coating composition for forming a coating layer on each of the polyester fabrics was adjusted to have a viscosity in a range of 34,000 mPas to 36,000 mPas. The coating layer was formed on a rear surface of the fabric with a knife coater.
[0053] The water-and-oil repellent agent used in the first coating layer and the second coating layer was a fluorinated water-and-oil repellent agent sold under the name of NK GUARD S-0545 from NICCA CHEMICAL CO., LTD.
[0054] The acrylic resin used in the first coating layer was an acrylic resin sold under the name of Movinyl 7400 from Japan Coating Resin Co., Ltd. The acrylic resin used in the second coating layer was an acrylic resin sold under the name of VONCOAT AB901 from DIC Corporation.
[0055] In the second coating layer, used as the flame retardant was aluminum diethylphosphinate and used as the deodorants were KD-211G (zinc oxide supported by porous silica) sold from Rasa Industries, Ltd. and KESMON NS-240 (an amine compound supported by porous silica) sold from Toagosei Co., Ltd.
[0056] The processed fabrics shown in Table 1 were tested, according to the following methods, for their water spots, deodorant performance, stain resistant performance, flame retardant performance, and stiffness.
[0057] Water Spots
[0058] Distilled water at 80.degree. C. in an amount of 4 mL was dropped onto a front surface of the processed fabric, which was naturally dried for 24 hours. Then, the fabric was rated according to the following criteria by confirming the presence or absence of water spots (discoloration) on front and rear surfaces of the fabric. In water spot test I, a fabric with the front surface rated as grade 4 or higher was evaluated as passed (.largecircle.). In water spot test II, evaluated as passed (.largecircle.) was a fabric with the rear surface that was not wet and was rated as grade 4 or higher.
Grade: Criterion
[0059] Grade 5: no discoloration [0060] Grade 4: almost unrecognizable discoloration [0061] Grade 3: slightly recognizable discoloration [0062] Grade 2: easily recognizable discoloration [0063] Grade 1: significant discoloration
[0064] Deodorant Property
[0065] The test was performed with three odor components. The deodorization rates (odor reduction rates) of the processed fabric were calculated for each of the odor components. Specifically, a deodorant test piece (5 cm.times.5 cm processed fabric) was put in a 3-L Tedlar bag into which was injected 2 L of a gas containing one odor component for measurement (with the odor component's initial concentration adjusted to 100 ppm for ammonia, to 50 ppm for hydrogen sulfide, or to 50 ppm for acetaldehyde), and the bag was sealed. The bag was left at normal temperature for 4 hours and then the residual concentration of the odor component was measured, and the deodorization rate was calculated.
[0066] Salad Oil Stain Resistance Test
[0067] One test piece with an about 10.times.10 cm square was prepared from each of the samples (processed fabrics). A soft wipe (Elleair Prowipe) was placed on a tray, and the test piece was put on the soft wipe with its coated surface (rear surface) downward. Salad oil was dropped in 5 spots on the test piece with a dropper such that each droplet had a diameter of about 5 mm or 0.05 mL.
[0068] The tray was left to stand at normal temperature for 24 hours in a normal temperature test (I), and the tray was left to stand in a Geer oven at 83.degree. C. for 24 hours in a high-temperature test (II). After 24 hours, the test piece was observed whether a front surface thereof was wet at the salad oil-dropped spots (whether an oil stain was generated) and whether an oil stain due to the salad oil was present on the rear surface thereof and the soft wipe. A test piece was determined to be passed (.smallcircle.) that had no oil stain on the front and rear surfaces thereof and on the soft wipe placed underneath the test piece.
[0069] Flame Retardant Performance
[0070] A test was performed in accordance with "Flammability of Interior Materials" specified in Federal Motor-Vehicle Safety Standard (FMVSS), and flame retardant performance was determined.
[0071] The evaluation "N" was given to a test piece (processed fabric) that was not ignited even with 15-second flame application or that was ignited with the flame application but the flame was extinguished before crossing the marked line A. When a test piece was ignited and the flame crossed the marked line A, the burning time and the burned distance were recorded and the rate was calculated (the number of test pieces were 3 (n=3), and the table shows the worst result).
[0072] Stiffness
[0073] The stiffness was measured by a so-called cantilever method.
[0074] Specifically, three test pieces with 25 mm (width) and 200 mm (length) were taken out from the processed fabric along the vertical line (long axis) of the fabric, a test piece was put on a horizontal table having a 45-degree slope on one end of the table and a smooth surface, with one end of the test piece accurately arranged on the horizontal table's slope-side end, and the position (A) of the other end of the test piece was read with a scale.
[0075] Next, a pressing plate having almost the same size as the test piece was slid toward the slope at a speed of about 10 mm/s while gently pressing the test piece, and when the one end of the test piece contacted with the slope, the position (B) of the other end was read with the scale.
[0076] The stiffness was represented by the movement distance (A-B) of the test piece (the smaller the numerical value of stiffness is, the softer the fabric is, and the larger the numerical value is, the harder the fabric is). The table shows the average value (mm) of three measured values.
TABLE-US-00001 TABLE 1 Test No. No. No. No. No. No. No. No. 1 2 3 4 5 6 7 First coating layer Base resin Acrylic resin 69.4 65.4 40.8 75.5 (Water-and-oil repellent layer) Filler Balloon agent 6.2 Attachment amount of Aluminum hydroxide 31.8 solid content (g/m.sup.2) Stain resistant Fluorinated water-and- agent oil repellent agent Thickener Acrylic acid-based 2.4 2.3 2.4 2.6 thickener Second coating layer Base resin Acrylic resin 29.8 29.1 25.1 24.8 24.8 24.2 (Deodorant coating layer) Flame retardant Metal 35.1 34.2 29.5 29.2 29.2 28.4 Attachment amount of dialkylphosphinate solid content (g/m.sup.2) Deodorant Zinc oxide/amine 11.7 11.4 9.8 9.7 9.7 9.5 compound Stain resistant Fluorinated water-and- 2.9 2.4 agent oil repellent agent Thickener Methyl hydroxyethyl 0.5 0.5 0.4 0.4 0.4 0.4 cellulose Water spots Water spot No water spot on front surface 24 .smallcircle. x x .smallcircle. .smallcircle. x .smallcircle. test I hours after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Water spot Neither wetting nor water spot .smallcircle. x x x x x x test II on rear surface 24 hours after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Deodorant Ammonia Initial concentration 100 ppm 50 98 performance 4-hour-later deodorization rate (%) Hydrogen sulfide Initial concentration 50 ppm 6 98 4-hour-later deodorization rate (%) Acetaldehyde Initial concentration 50 ppm 0 90 4-hour-later deodorization rate (%) Stain resistant Oil stain No oil stain after 24 hours at x x x x x x x performance test I normal temperature (determined by .smallcircle., x) Oil stain No oil stain after 24 hours at 83.degree. C. x x x x x x x test II (determined by .smallcircle., x) Flame retardant FMVSS evaluation mm/min 51.8 N N 159.9 188.2 143.3 188.2 performance result Stiffness Vertical stiffness mm (average value of n = 3) 31 76 75 69 62 74 60 Test No. No. No. No. No. No. No. 8 9 10 11 12 13 First coating layer Base resin Acrylic resin 67.5 69.5 72.1 68.5 65.0 72.1 (Water-and-oil repellent layer) Filler Balloon agent Attachment amount of Aluminum hydroxide solid content (g/m.sup.2) Stain resistant Fluorinated water-and- 1.0 2.0 3.2 4.1 0.9 4.3 agent oil repellent agent Thickener Acrylic acid-based 2.4 2.5 2.6 2.6 2.3 2.7 thickener Second coating layer Base resin Acrylic resin 23.6 23.6 23.3 23.3 21.6 23.1 (Deodorant coating layer) Flame retardant Metal 27.7 27.7 27.4 27.4 25.4 27.2 Attachment amount of dialkylphosphinate solid content (g/m.sup.2) Deodorant Zinc oxide/amine 9.2 9.2 9.1 9.1 8.5 9.1 compound Stain resistant Fluorinated water-and- 2.1 2.3 agent oil repellent agent Thickener Methyl hydroxyethyl 0.4 0.4 0.4 0.4 0.3 0.4 cellulose Water spots Water spot No water spot on front surface 24 .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. test I hours after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Water spot Neither wetting nor water spot x .smallcircle. .smallcircle. .smallcircle. x .smallcircle. test II on rear surface 24 hours after dropping 4 mL of water at 80.degree. C. (determinedby .smallcircle., x) Deodorant Ammonia Initial concentration 100 ppm 99 98 98 performance 4-hour-later deodorization rate (%) Hydrogen sulfide Initial concentration 50 ppm 98 98 98 4-hour-later deodorization rate (%) Acetaldehyde Initial concentration 50 ppm 90 90 90 4-hour-later deodorization rate (%) Stain resistant Oil stain No oil stain after 24 hours at x x x x x x performance test I normal temperature (determined by .smallcircle., x) Oil stain No oil stain after 24 hours at 83.degree. C. x x x x x x test II (determined by .smallcircle., x) Flame retardant FMVSS evaluation mm/min 162.7 199.9 188.2 159.9 188.2 129.7 performance result Stiffness Vertical stiffness mm (average value of n = 3) 59 60 59 64 66 66
[0077] As shown in Table 1, the fabric (No. 2) only subjected to deodorant finish had a worse evaluation result in water spots than the result of the fabric (No. 1) not subjected to deodorant finish.
[0078] The fabric (No. 3) that included the deodorant coating layer containing the stain resistant agent (fluorinated water-and-oil repellent agent) did not also exhibit an effect of improving the degree of water spots.
[0079] The fabric (No. 4) that included an acrylic resin coating layer between the fabric and the deodorant coating layer improved the degree of water spots on the front surface of the fabric but was not capable of preventing the degree of water spots on the rear surface of the fabric. The fabrics (Nos. 5 and 6) that included a coating layer further containing a filler between the fabric and the deodorant coating layer only improved the degree of water spots on the front surface of the fabric or did not even improve the degree of water spots on the front surface of the fabric.
[0080] The fabric (No. 7) that included the deodorant coating layer containing the stain resistant agent (fluorinated water-and-oil repellent agent) and further included an acrylic resin coating layer between the fabric and the deodorant coating layer only improved the degree of water spots on the front surface of the fabric but did not improve the degree of water spots on the rear surface of the fabric.
[0081] In the meantime, as regards cases where a coating layer containing the fluorinated water-and-oil repellent agent (hereinafter, also called to as "water-and-oil repellent coating layer") was disposed between the fabric and the deodorant coating layer, the fabric (No. 8) having a small amount of the fluorinated water-and-oil repellent agent only improved the degree of water spots on the front surface of the fabric, whereas the fabrics (Nos. 9 to 11) having an increased amount of the fluorinated water-and-oil repellent agent improved the degree of water spots on both the front and rear surfaces of the fabric.
[0082] The fabrics (Nos. 12 and 13) that included the water-and-oil repellent coating layer (first coating layer) between the fabric and the deodorant coating layer (second coating layer) also containing the fluorinated water-and-oil repellent agent again showed a similar result. That is, the first coating layer having a small amount of the fluorinated water-and-oil repellent agent did not contribute to improvement of the degree of water spots on the rear surface of the fabric. This result demonstrated that the effect of improving the degree of water spots depends on the amount of the fluorinated water-and-oil repellent agent contained in the first coating layer. In the meantime, when a slab urethane sheet was thermally fusion-bonded to the rear surface (surface having coating layers formed thereon) of the fabric to form a laminate composite, addition of the water-and-oil repellent agent to the deodorant coating layer was confirmed to decrease peeling strength between the fabric and the urethane foam.
[0083] These experiments verified that it is possible to improve the degree of water spots by disposing the coating layer (first coating layer) containing a sufficient amount of the fluorinated water-and-oil repellent agent between the fabric and the deodorant coating layer (second coating layer). Further, the fabric No. 2 and the fabric Nos. 9 to 11 showing exactly the same deodorant performance demonstrated that the disposition of the first coating layer does not adversely affect the deodorant performance (since it was clarified that the disposition of the first coating layer does not substantially change the deodorant performance, the deodorant performance test was performed on only some of the fabrics).
[0084] The disposition of the first coating layer containing the fluorinated water-and-oil repellent agent was capable of improving the degree of water spots but made the stain resistant performance insufficient. Therefore, processed fabrics were prepared by impregnating ground fabrics with a fluorinated water-and-oil repellent agent according to a dip-nip method and then disposing the first and second coating layers on the ground fabrics, and the processed fabrics were subjected to the same tests as in Table 1.
[0085] In the stain resistant finish according to the dip-nip method, a mixture of a fluorinated water-and-oil repellent agent sold under the name of AsahiGuard E-SERIES from AGC Inc. and a fluorinated water-and-oil repellent agent sold under the name of NK GUARD S Series from NICCA CHEMICAL CO., LTD. was used. A polyester fabric (polyester 100%: basis weight 280 g/m.sup.2) dyed in black with disperse dye was immersed (at 150.degree. C. for 2 minutes and 30 seconds) in an aqueous dispersion containing 2.63% by weight (in terms of solid content) of the fluorinated water-and-oil repellent agents, and next, the immersed fabric was squeezed with mangles under a pressure of 3.0 kgf/cm.sup.2 (pick-up rate: 60%). This impregnation treatment attached 4.43 g/m.sup.2 of the fluorinated water-and-oil repellent agents to the fabric.
[0086] Table 2 shows the results.
TABLE-US-00002 TABLE 2 Test No. No. No. No. No. No. No. No. 14 15 16 17 18 19 20 Attachment amount of solid content of water- 4.43 4.43 4.43 4.43 4.43 4.43 4.43 and-oil repellent agent by dip-nip (g/m.sup.2) First coating layer Base resin Acrylic resin 69.4 69.1 42.3 76.4 (Water-and-oil repellent Filler A Balloon agent 6.6 coating layer) Filler C Aluminum hydroxide 33.0 Attachment amount of Stain resistant Fluorinated water-and- solid content (g/m.sup.2) agent oil repellent agent Thickener Acrylic acid-based 2.4 2.5 2.5 2.6 thickener Second coating layer Base resin Acrylic resin 30.2 28.0 26.3 24.0 25.1 26.2 (Deodorant coating layer) Flame retardant Metal 35.5 32.9 31.0 28.3 29.5 30.8 Attachment amount of dialkylphosphinate solid content (g/m.sup.2) Deodorant Zinc oxide/amine 11.8 11.0 10.3 9.4 9.8 10.3 compound Stain resistant Fluorinated water-and- 2.7 2.6 agent oil repellent agent Thickener Methyl hydroxyethyl 0.5 0.4 0.4 0.4 0.4 0.4 cellulose Water spots Water spot No water spot on front surface .smallcircle. x x .smallcircle. .smallcircle. .smallcircle. .smallcircle. test I 24 hours after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Water spot Neither wetting nor water spot x x x x x x x test II on rear surface 24 hours after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Deodorant Ammonia Initial concentration 100 ppm 45 98 performance 4-hour-later deodorization rate (%) Hydrogen sulfide Initial concentration 50 ppm 2 98 4-hour-later deodorization rate (%) Acetaldehyde Initial concentration 50 ppm 0 92 4-hour-later deodorization rate (%) Stain resistant Oil stain No oil stain after 24 hours at .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. performance test I normal temperature (determined by .smallcircle., x) Oil stain No oil stain after 24 hours at 83.degree. C. x x x x x x x test II (determined by .smallcircle., x) Flame retardant FMVSS evaluation mm/min 139.9 N N 129.7 71.6 129.7 97.9 performance result Stiffness Vertical stiffness mm (average value of n = 3) 46 71.0 71.0 49.0 53.0 46.0 50.0 Test No. No. No. No. No. No. No. 21 22 23 24 25 26 Attachment amount of solid content of water- 4.43 4.43 4.43 4.43 4.43 4.43 and-oil repellent agent by dip-nip (g/m.sup.2) First coating layer Base resin Acrylic resin 75.2 64.9 69.2 70.1 71.4 72.1 (Water-and-oil repellent Filler A Balloon agent coating layer) Filler C Aluminum hydroxide Attachment amount of Stain resistant Fluorinated water-and- 1.1 1.8 3.0 4.2 1.0 4.3 solid content (g/m.sup.2) agent oil repellent agent Thickener Acrylic acid-based 2.6 2.3 2.5 2.6 2.5 2.7 thickener Second coating layer Base resin Acrylic resin 24.8 25.1 25.6 25.6 26.8 25.4 (Deodorant coating layer) Flame retardant Metal 29.2 29.5 30.1 30.1 31.5 29.9 Attachment amount of dialkylphosphinate solid content (g/m.sup.2) Deodorant Zinc oxide/amine 9.7 9.8 10.0 10.0 10.5 10.0 compound Stain resistant Fluorinated water-and- 2.6 2.5 agent oil repellent agent Thickener Methyl hydroxyethyl 0.4 0.4 0.4 0.4 0.4 0.4 cellulose Water spots Water spot No water spot on front surface .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. test I 24 hours afte rdropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Water spot Neither wetting nor water spot x .smallcircle. .smallcircle. .smallcircle. x .smallcircle. test II on rear surface 24 hours after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Deodorant Ammonia Initial concentration 100 ppm 98 98 98 performance 4-hour-later deodorization rate (%) Hydrogen sulfide Initial concentration 50 ppm 98 98 98 4-hour-later deodorization rate (%) Acetaldehyde Initial concentration 50 ppm 90 90 90 4-hour-later deodorization rate (%) Stain resistant Oil stain No oil stain after 24 hours at .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. performance test I normal temperature (determined by .smallcircle., x) Oil stain No oil stain after 24 hours at 83.degree. C. x .smallcircle. .smallcircle. .smallcircle. x .smallcircle. test II (determined by .smallcircle., x) Flame retardant FMVSS evaluation mm/min 103.2 106.6 124.7 147.7 109.1 154.8 performance result Stiffness Vertical stiffness mm (average value of n = 3) 46.0 46.0 51.0 51.0 46.0 49.0
[0087] As shown in Table 2, the impregnation of the ground fabrics with the fluorinated water-and-oil repellent agent improved the stain resistant performance of all the processed fabrics in the normal temperature test. Further, the fabrics that included the first coating layer having an amount, per unit area of the fabric, of the fluorinated water-and-oil repellent agent of 1.3 g/m.sup.2 or more also achieved the acceptable level of the stain resistant performance at 83.degree. C.
[0088] As regards water spots, however, even with the dip-nip stain resistant treatment, the same tendency as in the cases without the dip-nip stain resistant treatment was observed, demonstrating that the degree of water spots is not improved without the first coating layer containing the fluorinated water-and-oil repellent agent.
[0089] Specifically, similarly to the results in Table 1, the fabric (No. 15) only subjected to deodorant finish had a worse evaluation result in water spots than the result of the fabric (No. 14) not subjected to deodorant finish.
[0090] Further, the fabric (No. 16) that included the deodorant coating layer containing the stain resistant agent (fluorinated water-and-oil repellent agent) did not also improve the degree of water spots.
[0091] Further, the fabric (No. 17) that included an acrylic resin coating layer between the fabric and the deodorant coating layer improved the degree of water spots on the front surface of the fabric but was not capable of improving the degree of water spots on the rear surface of the fabric. The fabrics (Nos. 18 and 19) that included a coating layer further containing a filler between the fabric and the deodorant coating layer improved the degree of water spots on the front surface of the fabric but did not improve the degree of water spots on the rear surface of the fabric.
[0092] Further, the fabric (No. 20) that included the deodorant coating layer containing the stain resistant agent (fluorinated water-and-oil repellent agent) and further included an acrylic resin coating layer between the fabric and the deodorant coating layer only improved the degree of water spots on the front surface of the fabric but did not improve the degree of water spots on the rear surface of the fabric.
[0093] In the meantime, as regards cases where a water-and-oil repellent coating layer was disposed between the fabric and the deodorant coating layer, the fabric (No. 21) having a small amount of the fluorinated water-and-oil repellent agent only improved the degree of water spots on the front surface of the fabric, whereas the fabrics (Nos. 22 to 24) having an increased amount of the fluorinated water-and-oil repellent agent improved the degree of water spots on both the front and rear surfaces of the fabric.
[0094] The fabrics (Nos. 25 and 26) that included the water-and-oil repellent coating layer (first coating layer) between the fabric and the deodorant coating layer (second coating layer) also containing the fluorinated water-and-oil repellent agent again showed a similar result. That is, the first coating layer having a small amount of the fluorinated water-and-oil repellent agent did not contribute to improvement of the degree of water spots on the rear surface of the fabric. This result demonstrated that the effect of improving the degree of water spots depends on the amount of the fluorinated water-and-oil repellent agent contained in the first coating layer. In the meantime, when a slab urethane sheet was thermally fusion-bonded to the rear surface (surface having coating layers formed thereon) of the fabric to form a laminate composite, addition of the water-and-oil repellent agent to the deodorant coating layer was confirmed to decrease peeling strength between the fabric and the urethane foam.
[0095] These experiments verified that the ground fabric subjected to the dip-nip stain resistant treatment is capable of improving the stain resistant performance at normal temperature but is not capable of improving the degree of water spots on the fabric, and it is possible to improve the degree of water spots and the stain resistant performance at 83.degree. C. by disposing the coating layer (first coating layer) containing a sufficient amount of the fluorinated water-and-oil repellent agent between the fabric and the deodorant coating layer (second coating layer).
[0096] As described above, it was verified that it is possible to improve the degree of water spots by disposing the water-and-oil repellent coating layer (first coating layer) between the fabric and the deodorant coating layer (second coating layer). With the first coating layer disposed, however, a tendency of a decrease in flame retardancy was observed. Thus, processed fabrics were manufactured by changing the base resin in the first coating composition from the acrylic resin to a polyester resin having higher flame retardancy and processed fabrics were manufactured by adding a flame retardant to the first coating composition, to enhance the flame retardant effect while retaining the effect of improving the degree of water spots, and the processed fabrics were subjected to the same tests.
[0097] The polyester resin used in the first coating layer of the fabric Nos. 27 to 30 in Table 3 was a polyester resin sold under the name of PLAS COAT Z-880 from GOO Chemical Co., Ltd. The flame retardant (solubility in water at 20.degree. C.: 4.0% or less) used in the first coating layer of the fabric Nos. 31 and 32 in Table 3 was a mixture of melamine phosphate (manufactured by Shin Nakamura Chemical Co., Ltd.) and a phosphonic acid ester-based flame retardant sold under the name of SY-TC1 from SHINYO Co., Ltd. (weight ratio between active substances 1:1).
[0098] Table 3 shows the results.
TABLE-US-00003 TABLE 3 Test No. No. No. No. No. No. No. 27 28 29 30 31 32 Attachment amount of solid content of water- 4.43 4.43 4.43 4.43 and-oil repellent agent by dip-nip (g/m.sup.2) First coating layer Base resin Acrylic resin 22.2 23 (Water-and-oil repellent Polyester resin 26.3 28.2 23.8 21.4 coating layer) Flame retardant Organic phosphorus 35.8 37 Attachment amount of flame retardant solid content (g/m.sup.2) Stain resistant Fluorinated water-and- 1.8 3.9 1.6 2.9 1.8 3.9 agent oil repellent agent Thickener Acrylic acid-based 2.3 2.4 2.0 1.8 2.1 2.3 thickener Second coating layer Base resin Acrylic resin 25.1 24.8 24.8 26.3 24.0 26.3 (Deodorant coating layer) Flame retardant Metal 29.5 29.2 29.2 31.0 28.3 31.0 Attachment amount of dialkylphosphinate solid content (g/m.sup.2) Deodorant Zinc oxide/amine 9.8 9.7 9.7 10.3 9.4 10.3 compound Thickener Methyl hydroxyethyl 0.4 0.4 0.4 0.4 0.4 0.4 cellulose Water spots Water spot No water spot on front surface 24 hours .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. test I after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Water spot Neither wetting nor water spot on rear .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. .smallcircle. test II surface 24 hours after dropping 4 mL of water at 80.degree. C. (determined by .smallcircle., x) Deodorant Ammonia Initial concentration 100 ppm 98 98 98 98 performance 4-hour-later deodorization rate (%) Hydrogen sulfide Initial concentration 50 ppm 98 98 98 98 4-hour-later deodorization rate (%) Acetaldehyde Initial concentration 50 ppm 92 90 92 92 4-hour-later deodorization rate (%) Stain resistant Oil stain No oil stain after 24 hours at x x .smallcircle. .smallcircle. .smallcircle. .smallcircle. performance test I normal temperature (determined by .smallcircle., x) Oil stain No oil stain after 24 hours at 83.degree. C. x x .smallcircle. .smallcircle. .smallcircle. .smallcircle. test II (determined by .smallcircle., x) Flame retardant FMVSS evaluation mm/min N 79.20 86.0 88.0 N N performance result Stiffness Vertical mm (average value of n = 3) 102 101 88.0 89.0 52.0 61.0 stiffness
[0099] As shown in Table 3, changing the base resin in the first coating layer to the polyester resin gave the flame retardant performance "N" or 101 mm/min or less (Nos. 27 to 30). The use of the polyester resin, however, increased the numerical value of stiffness and hardened the fabric. In contrast, addition of the flame retardant to the first coating layer containing the acrylic resin as the base resin was capable of giving a fabric having high flame retardant performance, a low value of stiffness, and a soft and good texture.
[0100] In both the cases, it was possible to retain the effect of reducing water spots.
[0101] These results verified that it is effective to use the polyester resin as the base resin of the first coating layer or to add the flame retardant to the first coating layer when the fabric is required to have not only deodorant performance and a low water spot generating property but also flame retardant performance, and it is preferable to use the acrylic resin as the base resin of the first coating layer and add the flame retardant to the first coating layer when the fabric is further required to have good (soft) texture.
[0102] According to the present invention, it is possible to provide a fabric that has high deodorant performance and is less likely to generate water spots. Therefore, the fabric according to the present invention is suitably used as an interior fabric of vehicles such as a car because it solves the problems of the interior fabric that an odor on the fabric is likely to remain and has difficulty being washed or cleaned.
* * * * *
D00000
D00001
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.