Tubular Wires Made From Copper Coated Strip
Barhorst; Steven E. ; et al.
U.S. patent application number 16/369849 was filed with the patent office on 2019-10-03 for tubular wires made from copper coated strip. The applicant listed for this patent is Hobart Brothers Company. Invention is credited to Mario A. Amata, Steven E. Barhorst, Joseph C. Bundy.
| Application Number | 20190299339 16/369849 |
| Document ID | / |
| Family ID | 66641449 |
| Filed Date | 2019-10-03 |






| United States Patent Application | 20190299339 |
| Kind Code | A1 |
| Barhorst; Steven E. ; et al. | October 3, 2019 |
TUBULAR WIRES MADE FROM COPPER COATED STRIP
Abstract
The present disclosure relates to a method for producing a tubular welding electrode comprising the steps of providing a strip of copper-coated steel material having a length and first and second surfaces, wherein at least the first surface of the strip is at least substantially coated with a copper alloy, forming the strip into a "U" shape along the length, filling the "U" shape of the strip with a granular powder flux, and mechanically closing the "U" shape to form a sheath of copper-coated steel material that substantially encases the granular powder flux, thus forming a tubular welding electrode.
| Inventors: | Barhorst; Steven E.; (Sidney, OH) ; Amata; Mario A.; (Dublin, OH) ; Bundy; Joseph C.; (Piqua, OH) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 66641449 | ||||||||||
| Appl. No.: | 16/369849 | ||||||||||
| Filed: | March 29, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62650475 | Mar 30, 2018 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C25D 5/48 20130101; B23K 35/0266 20130101; B23K 35/0272 20130101; H01M 2/00 20130101; B23K 35/0261 20130101; B23K 35/3053 20130101; B23K 35/406 20130101; C25D 7/0614 20130101; B23K 35/404 20130101; B23K 2035/408 20130101 |
| International Class: | B23K 35/30 20060101 B23K035/30; B23K 35/40 20060101 B23K035/40 |
Claims
1. A tubular welding electrode having a length comprising: a granular core extending substantially along the length of the electrode; and a steel sheath extending substantially along the length of the electrode and substantially encasing the granular core; wherein the steel sheath has an inner and an outer surface; wherein the steel sheath has and opposing radial ends that extend substantially along the length of the electrode; wherein the opposing radial ends of the steel sheath are joined via a seam extending substantially along the length of the electrode; and wherein the outer surface of the steel sheath is at least substantially coated with copper or a copper alloy prior to joining the opposing radial ends of the steel sheath.
2. The tubular welding electrode of claim 1, wherein the seam is a butt or overlap seam.
3. The tubular welding electrode of claim 1, wherein the granular core is a granular powder flux fill core.
4. The tubular welding electrode of claim 1, wherein the granular core is a granular metal core.
5. The tubular welding electrode of claim 1, wherein the copper or copper alloy is plated onto the outer surface of the steel sheath.
6. The tubular welding electrode of claim 1, wherein both the inner and outer surfaces of the steel sheath are at least substantially coated with copper or a copper alloy.
7. A tubular welding electrode having a length comprising: a granular core extending substantially along the length of the electrode; and a steel sheath extending substantially along the length of the electrode and substantially encasing the granular core; wherein the steel sheath has an inner and an outer surface, and wherein the inner surface of the steel sheath is at least substantially coated with copper or a copper alloy.
8. The tubular welding electrode of claim 7, wherein the granular core is a granular powder flux fill core.
9. The tubular welding electrode of claim 7, wherein the granular core is a granular metal core.
10. The tubular welding electrode of claim 7, wherein the copper or copper alloy is plated onto the inner surface of the steel sheath.
11. The tubular welding electrode of claim 7, wherein both the inner and outer surfaces of the steel sheath are at least substantially coated with copper or a copper alloy.
12. A method for producing a tubular welding electrode comprising: a. providing a strip of copper-coated steel material having a length and first and second surfaces, wherein at least the first surface of the strip is at least substantially coated with copper or a copper alloy; b. forming the strip into a "U" shape along the length; c. filling the "U" shape of the strip with a granular flux; and d. mechanically closing the "U" shape to form a sheath of copper-coated steel material that substantially encases the granular flux, thus forming a tubular welding electrode.
13. The method of claim 12, wherein the mechanical closing involves forming a butt or overlap seam.
14. The method of claim 12, wherein the copper or copper alloy is plated onto the strip of steel material.
15. The method of claim 12, further comprising a step e) of drawing the tubular welding electrode to a desired diameter.
16. The method of claim 12, wherein the second surface is not coated with copper or a copper alloy and during step b) the first surface of the strip is located on the inside of the "U" shape.
17. The method of claim 12, wherein the second surface is not coated with copper or a copper alloy and during step b) the first surface of the strip is located on the outside of the "U" shape.
18. The method of claim 12, wherein the second surface of the strip is at least substantially coated with copper or a copper alloy.
19-24. (canceled)
Description
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application claims benefit of priority from U.S. Provisional Patent Application No. 62/650,475, filed Mar. 30, 2018, which is hereby incorporated by reference in its entirety herein.
FIELD
[0002] The present disclosure generally relates to welding wire and, more particularly, to tubular wires made from copper coated strip.
BACKGROUND
[0003] Existing processes used to manufacture tubular welding electrodes use uncoated steel strips. The uncoated steel strips are filled with a granular flux fill, which becomes the core of the tubular welding electrodes. The uncoated steel strips are then mechanically closed, for example with a butt or overlap seam. This seam is mechanical and not sealed. Because the seam is not sealed, coatings are not applied to the surface of these tubular welding electrodes. If coatings were to be applied, undesired plating chemicals and acids could get inside into the granular flux fill core, which will adversely affect welding performance.
[0004] Another process method used to manufacture tubular welding electrodes is sometimes known as the "seamless" process. The seamless process involves using a strip that is formed into a relatively large (approx. 5/8 inch diameter) fully circumferential round tube shape. The adjacent longitudinal edges of the strip are then welded together (e.g., to remove the seam) to form a tube. The flux is added to the tube in an offline vibratory filling process. This process can take upwards of 24 hours to complete. The filled tube is drawn in a series of annealing and drawing reduction steps to a final desired wire diameter. After drawing is completed, the seamless tubular electrode may be copper plated. Here, there is no exposed seam that can trap or allow through to the core undesired acids or other chemicals associated with the plating process. Although such "seamless" wire electrodes allow for the electrodes to have a copper coating (thus improving electrical conductivity and reducing contact tip wear for welding), they are relatively expensive to manufacture--the manufacturing process comprises multiple process steps that are difficult or impossible to conduct as an in-line process and that require large amounts of work in progress (WIP).
[0005] Thus, there exists a need for a copper coated tubular wire electrode that can be manufactured by a relatively efficient and less expensive route than the typical seamless process but that does not allow acids or other undesired chemicals to react with the granular flux fill core.
SUMMARY
[0006] According to one aspect of the present disclosure, a tubular welding electrode having a length comprises a granular core extending substantially along the length of the electrode and a steel sheath extending substantially along the length of the electrode and substantially encasing the granular core. The granular core may be a granular powder flux fill core or a metal core. As used in the present disclosure, "extending substantially along the length" means extending along at least the majority of the length, including (but not necessarily) the entire length. As used in the present disclosure, "substantially encasing" means at least mostly encasing, including (but not necessarily) fully encasing.
[0007] The steel sheath has an inner and an outer surface. The steel sheath has and opposing radial ends that extend substantially along the length of the electrode. At least one of the inner or outer surfaces of the steel sheath is at least substantially coated with copper or a copper alloy. The inner or outer surfaces are at least substantially coated with copper or a copper alloy prior to joining the opposing radial ends of the steel sheath. As used in the present disclosure, an "at least substantially coated" surface is one that is at least 90% coated (and may be fully coated or fully coated except for inadvertent defects in the coating). The copper or copper alloy may be applied to the steel sheath by plating. Either the inner or the outer surface, or both, may be coated with the copper alloy. The opposing radial ends of the steel sheath may be joined via a seam that extends substantially along the length of the electrode. The seam may be a butt or overlap seam.
[0008] According to another aspect of the present disclosure, a method for producing a tubular welding electrode comprises the steps of (a) providing a strip of copper-coated steel material having a length and first and second surfaces, wherein at least the first surface of the strip is at least substantially coated with a copper alloy; (b) forming the strip into a "U" shape along the length; (c) filling the "U" shape of the strip with a granular flux; and (d) mechanically closing the "U" shape to form a sheath of copper-coated steel material that substantially encases the granular flux, thus forming a tubular welding electrode. The mechanical closing may involve forming a butt or overlap seam. The copper alloy may be plated onto the strip of steel material. The method may comprise a further step (e) of drawing the tubular welding electrode to a desired diameter. During step (b), the copper-coated surface may be located on either the inside or the outside, or both, of the "U" shape.
[0009] According to another aspect of the present disclosure, a method for producing a tubular welding electrode comprises the steps of (a) providing a strip of copper-coated steel material having a length and first and second surfaces, wherein the first surface of the strip is at least substantially coated with a copper alloy; (b) forming the strip into a substantially circular shape along the length; (c) welding the strip to form a tube sealed along the length; and (d) filling the sealed tube with a granular flux to form a tubular welding electrode. The copper alloy may be plated onto the strip of steel material. The method may comprise a further step (e) of drawing the tubular welding electrode to a desired diameter. During step (b), the copper-coated surface may be located on either the inside or the outside, or both, of the circular shape.
[0010] It is to be understood that both the foregoing general description and the following detailed description describe various embodiments and are intended to provide an overview or framework for understanding the nature and character of the claimed subject matter. The accompanying drawings are included to provide a further understanding of the various embodiments, and are incorporated into and constitute a part of this specification. The drawings illustrate the various embodiments described herein, and together with the description serve to explain the principles and operations of the claimed subject matter.
BRIEF DESCRIPTION OF THE DRAWINGS
[0011] The following is a description of the examples depicted in the accompanying drawings. The figures are not necessarily to scale, and certain features and certain views of the figures may be shown exaggerated in scale or in schematic in the interest of clarity or conciseness.
[0012] FIG. 1 is a drawing showing a strip of material;
[0013] FIG. 2 is a drawing showing a strip of material that has been formed into a "U" shape;
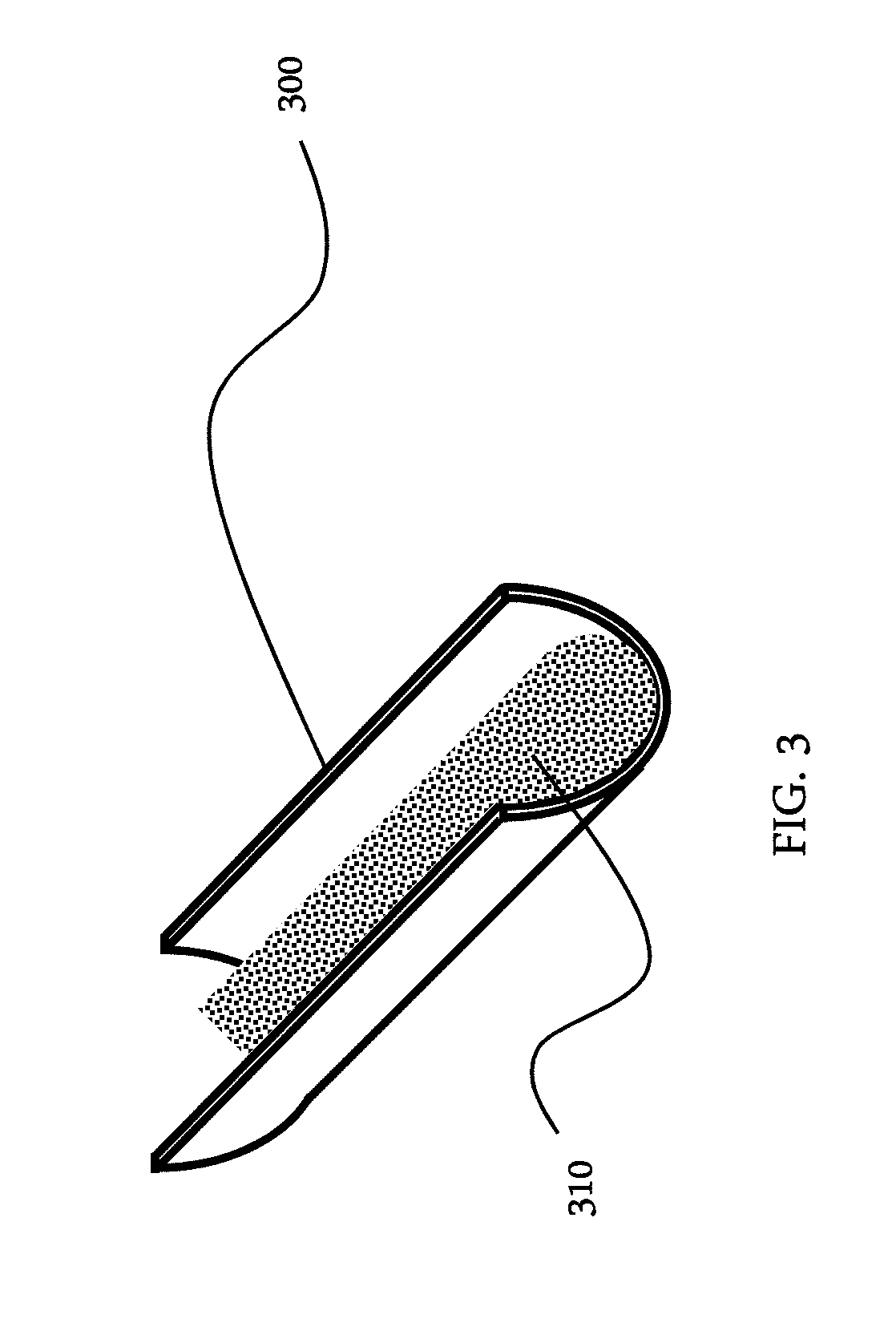
[0014] FIG. 3 is a drawing showing the "U" shaped strip filled with a granular flux;
[0015] FIG. 4 is a drawing showing the strip formed into a sheath filled with a granular flux and closed with a butt seam;
[0016] FIG. 5 is a drawing showing the strip formed into a sheath filled with a granular flux and closed with an overlap seam; and
[0017] FIG. 6 is a flow chart showing manufacturing methods according to the present disclosure.
[0018] The foregoing summary, as well as the following detailed description, will be better understood when read in conjunction with the figures. It should be understood that the claims are not limited to the arrangements and instrumentality shown in the figures. Furthermore, the appearance shown in the figures is one of many ornamental appearances that can be employed to achieve the stated functions of the apparatus.
DETAILED DESCRIPTION
[0019] In the following detailed description, specific details may be set forth in order to provide a thorough understanding of embodiments of the present disclosure. However, it will be clear to one skilled in the art when disclosed examples may be practiced without some or all of these specific details. For the sake of brevity, well-known features or processes may not be described in detail. In addition, like or identical reference numerals may be used to identify identical or similar elements.
[0020] The following example relates to copper coated tubular welding electrodes. Example tubular welding electrodes are manufactured by first providing a coated steel strip 100 having a length and opposing planar surfaces (one planar surface 110 is shown in FIG. 1. The material of the steel strip may be a carbon steel. Alternatively, where feasible, other metals may be used in lieu of a steel strip. The coating on the steel strip may be copper or a copper alloy. Instead of copper or a copper alloy, the coating may be formed from another metal, such as nickel or a nickel alloy, chromium or a chromium alloy, zinc or a zinc alloy, tin or a tin alloy, or aluminum or an aluminum alloy. For example, the coating may be an aluminum-silicon alloy (aluminum containing 5-11 wt. % silicon), which will result in aluminized steel when the alloy is coated onto the steel. These metals or alloys may be applied to the surface of the steel strip by plating. Plating may be electroplating or electroless plating (chemical plating). Alternatively, the coating metals or coating alloys may be applied to the surface of the steel strip by spraying. The coating is applied to either or both of the planar surfaces of the steel strip.
[0021] Multiple layers of metals or alloys may be built up upon the surface of a steel strip. For example, a steel strip may be coated with a layer of a nickel or nickel alloy. The nickel-based layer may then be coated with a layer of copper or copper alloy. The nickel-based layer may be easier to plate on to the steel strip than copper, and may improve the bonding of the layers. The nickel-based layer may improve the wear resistance and corrosion resistance of the coating.
[0022] Among the advantages of applying a copper or copper alloy coating to the steel strip is that, during welding of the tubular wire electrode, the copper-based coating provides improved electrical conductivity, reduced tip wear, better feeding, and/or fewer arcing issues.
[0023] The example strip 200 is formed into a "U" shape along the length of the strip, as shown in FIG. 2. A "U" shape may also be referred to as a "C" shape or a semicircular shape. Once in a "U" shape, the strip 300 is filled with a granular flux 310, as shown in FIG. 3. The granular flux may be a granular powder flux or a granular metal flux. After filling, the "U" shape is mechanically closed--for example, via a butt seam 420 or overlap 520 seam--to form a sheath 400, 500 of copper-coated steel material that at least substantially (if not fully) encases the granular powder flux 410, 510, thus forming a tubular welding electrode, as shown in FIGS. 4 and 5. This production method provides an efficient and less expensive route than the conventional seamless process, while still reducing (e.g., preventing) the ability of acids and/or other undesired chemicals from reacting with the granular flux fill core. Seams may be formed by other methods--for example, by laser welding.
[0024] Example production methods 600 are shown in the flow chart in FIG. 6. A strip of copper-coated steel material is provided 602. Seamed or seamless production is selected 604. For seamed production, the coated strip is formed 610 into a "U" shape along the length of the strip. Once in a "U" shape, the strip is filled 612 with a granular flux. After filling, the "U" shape is mechanically closed 614 to form a sheath of copper-coated steel material that encases the granular powder flux, thus forming a tubular welding electrode. If desired 630, the tubular welding electrode may be drawn 632 to reduce the diameter to a desired diameter 634.
[0025] Alternatively, instead of forming the strip into a "U" shape, the strip may be formed into a substantially circular shape along its length 620. Once in a circular shape, the strip may be welded 622 along its length to form a sealed tube. The sealed tube can then be filled 624--for example, by a vibratory filling process--with a granular flux to form a tubular welding electrode. If desired 630, the tubular welding electrode may be drawn 632 to reduce the diameter to a desired diameter 634. For example, a sealed tube or tubular welding electrode with a 5/8 inch diameter may be drawn to a 3/8 inch diameter, or further to a 3/32 inch diameter, or further to a 0.045 inch diameter.
[0026] Some of the elements described herein are identified explicitly as being optional, while other elements are not identified in this way. Even if not identified as such, it will be noted that, in some examples, some of these other elements are not intended to be interpreted as being necessary, and would be understood by one skilled in the art as being optional.
[0027] While the present disclosure has been described with reference to certain implementations, it will be understood by those skilled in the art that various changes may be made and equivalents may be substituted without departing from the scope of the present method and/or system. In addition, many modifications may be made to adapt a particular situation or material to the teachings of the present disclosure without departing from its scope. For example, systems, blocks, and/or other components of disclosed examples may be combined, divided, re-arranged, and/or otherwise modified. Therefore, the present disclosure is not limited to the particular implementations disclosed. Instead, the present disclosure will include all implementations falling within the scope of the appended claims, both literally and under the doctrine of equivalents.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.