Spray Tip Design And Manufacture
Rossner; Ross D. ; et al.
U.S. patent application number 16/297885 was filed with the patent office on 2019-09-19 for spray tip design and manufacture. This patent application is currently assigned to Wagner Spray Tech Corportaion. The applicant listed for this patent is Wagner Spray Tech Corportaion. Invention is credited to Ross D. Rossner, Eric R. Seckerson.
| Application Number | 20190283054 16/297885 |
| Document ID | / |
| Family ID | 67904896 |
| Filed Date | 2019-09-19 |











View All Diagrams
| United States Patent Application | 20190283054 |
| Kind Code | A1 |
| Rossner; Ross D. ; et al. | September 19, 2019 |
SPRAY TIP DESIGN AND MANUFACTURE
Abstract
A spray tip for a fluid applicator includes a stem configured to be inserted into the fluid applicator. The stem includes a stem pre-orifice portion and an insert receiving portion. The spray tip includes a pre-orifice insert having an inlet and an outlet. The pre-orifice insert is disposed within the insert receiving portion and disposed against a rearward shoulder of the stem.
| Inventors: | Rossner; Ross D.; (Leander, TX) ; Seckerson; Eric R.; (Greenfield, MN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Wagner Spray Tech
Corportaion |
||||||||||
| Family ID: | 67904896 | ||||||||||
| Appl. No.: | 16/297885 | ||||||||||
| Filed: | March 11, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62643265 | Mar 15, 2018 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B05B 15/65 20180201; B05B 1/34 20130101; B05B 15/534 20180201; B05B 1/04 20130101; B05B 1/048 20130101; B05B 9/01 20130101 |
| International Class: | B05B 9/01 20060101 B05B009/01; B05B 1/34 20060101 B05B001/34; B05B 1/04 20060101 B05B001/04 |
Claims
1. A spray tip for a fluid applicator, the spray tip comprising: a stem configured to be inserted into the fluid applicator, the stem comprising a stem pre-orifice portion and an insert receiving portion; a pre-orifice insert comprising an inlet and an outlet; and wherein the pre-orifice insert is mounted within the insert receiving portion and disposed against a rearward shoulder of the stem.
2. The spray tip of claim 1, wherein the pre-orifice insert is coupled to the pre-orifice receiving portion by a filler metal.
3. The spray tip of claim 2, wherein an external surface of the pre-orifice insert is disposed in the range 0.0012'' to 0.01'' away from an internal surface of the insert receiving portion.
4. The spray tip of claim 1, wherein the pre-orifice insert is coupled to the rearward shoulder by a filler metal.
5. The spray tip of claim 4, wherein an external surface of the pre-orifice insert is disposed in the range 0.0012'' to 0.01'' away from a surface of the rearward shoulder.
6. The spray tip of claim 1, wherein the stem pre-orifice portion comprises a frustum surface that widens in a downstream direction.
7. The spray tip of claim 1, wherein the stem pre-orifice portion comprises a first cylindrical surface having a first diameter and a second cylindrical surface having a second diameter.
8. The spray tip of claim 7, wherein the stem pre-orifice portion comprises a third cylindrical surface having a third diameter.
9. The spray tip of claim 1, wherein the stem pre-orifice portion is machined into the stem.
10. The spray tip of claim 1, wherein the pre-orifice insert comprises a frustum surface that narrows in a downstream direction.
11. A method of manufacturing a spray tip for a fluid applicator, the method comprising: creating a channel through a stem of the spray tip, the channel having a downstream outlet and an upstream inlet; and inserting a pre-orifice insert into the channel through the downstream outlet; and securing the pre-orifice insert into the channel.
12. The method of claim 11, wherein securing the pre-orifice insert comprises brazing the pre-orifice insert into place.
13. The method of claim 11, wherein securing the pre-orifice insert comprises applying a bonding agent to the pre-orifice insert.
14. The method of claim 11, wherein creating the channel through the stem comprises: machining a first hole in the stem; machining a pre-orifice insert retaining portion; and machining a stem pre-orifice portion that is upstream from the pre-orifice insert retaining portion.
15. The method of claim 11, further comprising: grinding the pre-orifice insert to an insert diameter that is at least 0.001'' smaller than a channel diameter of the channel.
16. The method of claim 11, wherein inserting the pre-orifice insert comprises disposing the pre-orifice insert against a rear shoulder of the channel.
17. The method of claim 11, further comprising machining a counter bore from the upstream inlet side of the channel.
18. A paint spray tip comprising: a cylindrical stem configured to be inserted and rotated within a paint spray gun; a flag coupled to the cylindrical stem; a channel disposed through the stem, the channel having an upstream inlet and a downstream outlet; and wherein a fluid path in the channel is defined at least in part by a pre-orifice portion of the cylindrical stem having a plurality of geometric portions and a pre-orifice insert.
19. The paint spray tip of claim 18, wherein the cylindrical stem comprises stainless steel and the tip insert comprises tungsten carbide.
20. The paint spray tip of claim 18, wherein the pre-orifice insert is coupled to the cylindrical stem by a filler metal.
Description
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] The present application is based on and claims the benefit of U.S. Provisional Patent Application Ser. No. 62/643,265, filed Mar. 15, 2018, the content of which is hereby incorporated by reference in its entirety.
BACKGROUND
[0002] Spray tips are typically used in a variety of applications to break up, or atomize, a liquid material for delivery in a desired spray pattern. Some exemplary applications include, but are not limited to, applying a coating material such as paint, to a substrate, an agricultural application such as applying a fertilizer, insecticide, or herbicide to plants.
[0003] While examples described herein are in the context of applying paint to a surface, it is understood that the concepts are not limited to these particular applications. As used herein, paint includes substances composed of coloring matter, or pigments, suspended in a liquid medium as well as substances that are free of coloring matter or pigment. Paint may also include preparatory coatings, such as primers, and can be opaque, transparent, or semi-transparent. Some particular examples include, but are not limited to, latex paint, oil-based paint, stain, lacquers, varnishes, inks, etc.
SUMMARY
[0004] A spray tip for a fluid applicator includes a stem configured to be inserted into the fluid applicator. The stem includes a stem pre-orifice portion and an insert receiving portion. The spray tip includes a pre-orifice insert having an inlet and an outlet. The pre-orifice insert is disposed within the insert receiving portion and disposed against a rearward shoulder of the stem.
[0005] This summary is provided to introduce a selection of concepts in a simplified form that are further described below in the Detailed Description. This summary is not intended to identify key features or essential features of the claimed subject matter, is not intended to describe each disclosed embodiment or every implementation of the claimed subject matter, and is not intended to be used as an aid in determining the scope of the claimed subject matter. Many other novel advantages, features, and relationships will become apparent as this description proceeds. The figures and the description that follow more particularly exemplify illustrative embodiments.
BRIEF DESCRIPTION OF THE DRAWINGS
[0006] FIG. 1 is a side view of an example fluid applicator.
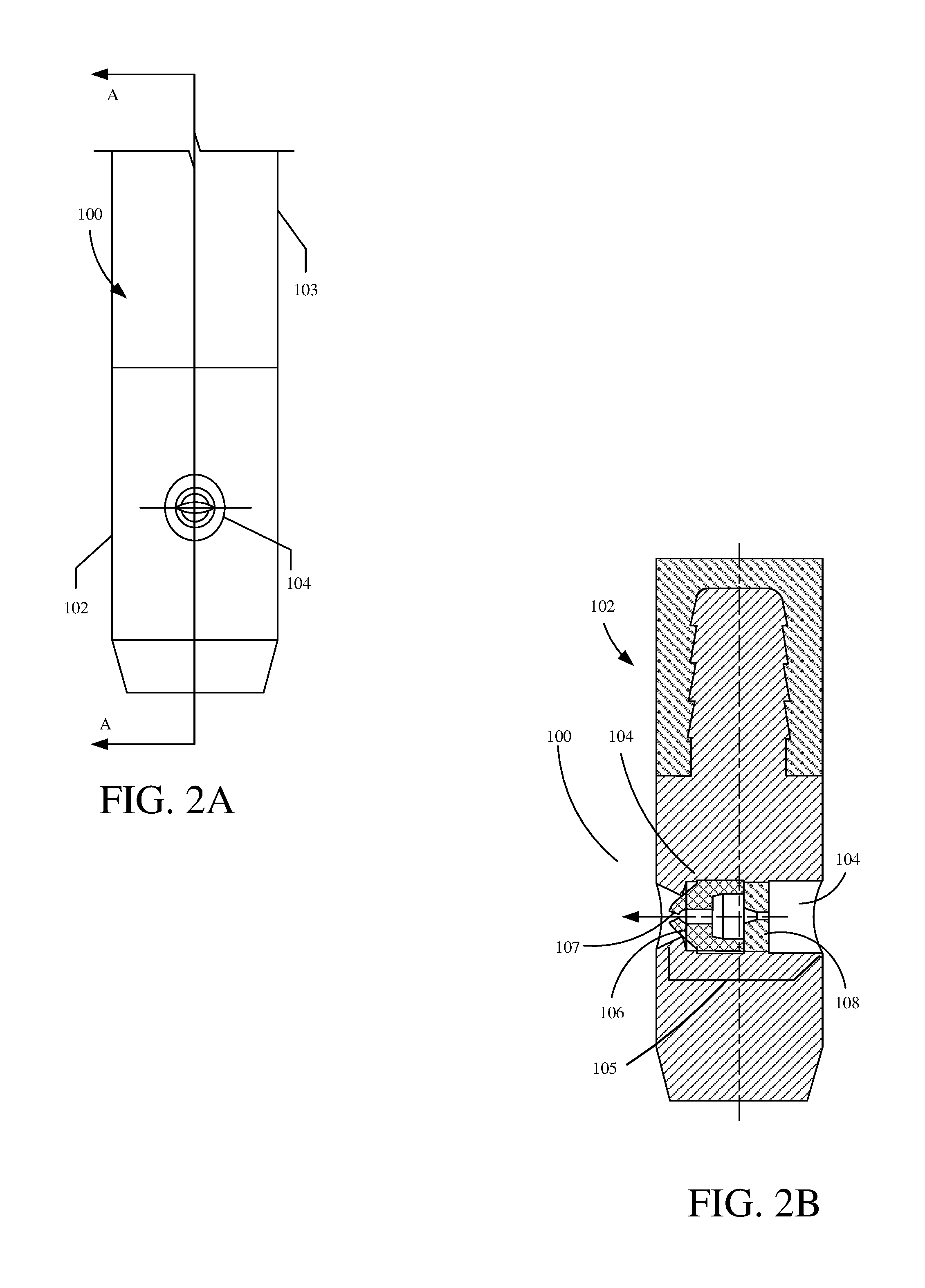
[0007] FIG. 2A is a side view showing an example spray tip.
[0008] FIG. 2B is a sectional view showing the example spray tip of FIG. 2A.
[0009] FIG. 3A is a flow diagram showing an example assembly operation of a spray tip.
[0010] FIGS. 3B-3C are sectional views showing example steps of the assembly operation of FIG. 3A.
[0011] FIG. 4A is a flow diagram showing an example assembly operation of a spray tip.
[0012] FIGS. 4B-F are sectional views showing example steps of the assembly operation of FIG. 4A.
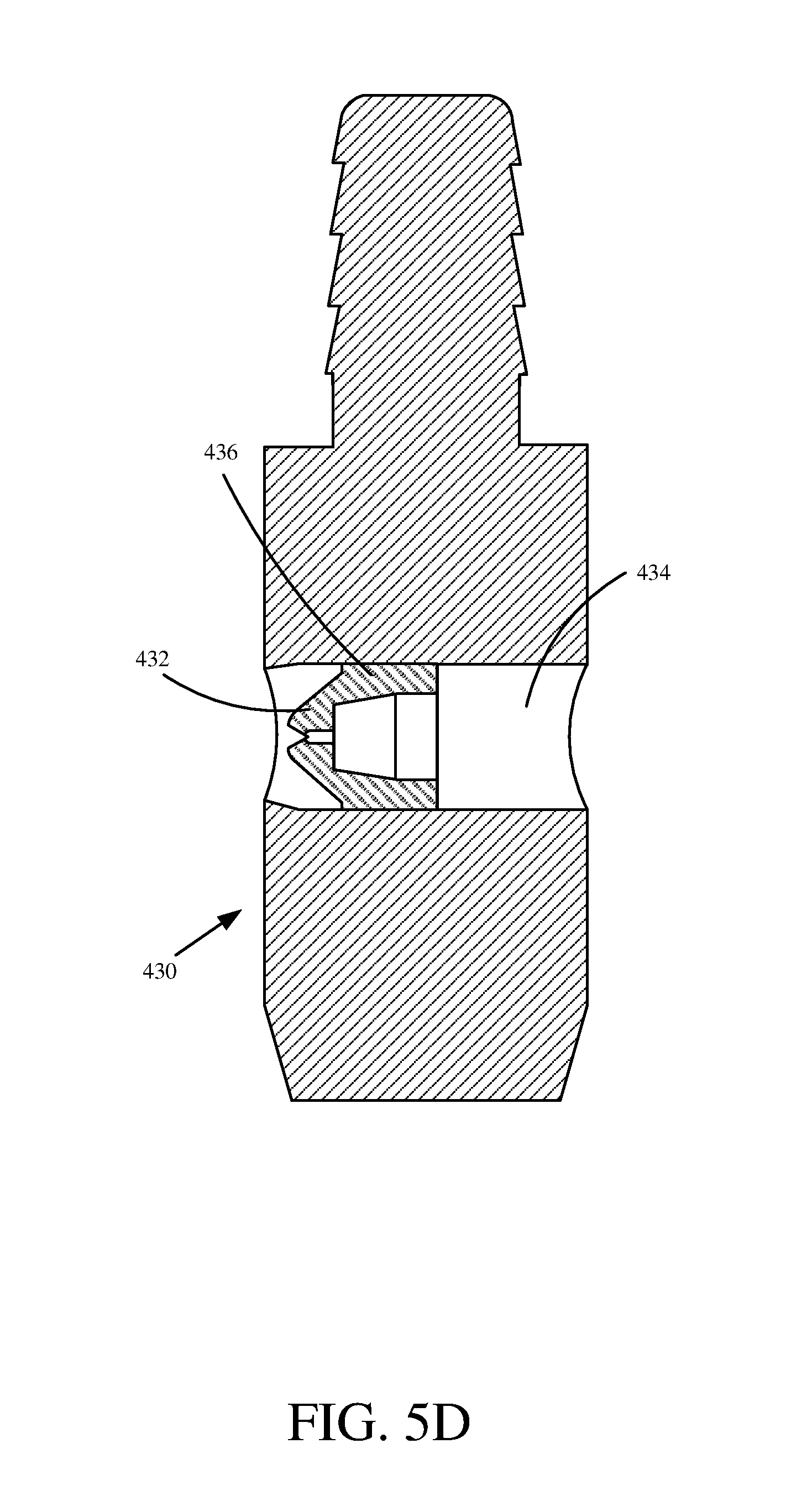
[0013] FIGS. 5A-5F are sectional views showing example spray tip assembly configurations.
DETAILED DESCRIPTION OF THE DRAWINGS
[0014] In a fluid spraying system, a pump receives and pressurizes a fluid, delivers the pressurized fluid to an applicator, which, in turn, applies the pressurized fluid to a surface using a spray tip having a geometry selected to emit a desired spray pattern (e.g., a round pattern, a flat pattern, or a fan pattern, etc.). The fluid may comprise any fluid applied to surfaces, including, but not limited to, for example, paint, primer, lacquers, foams, textured materials, plural components, adhesive components, etc. For the sake of illustration, and not by limitation, the example of a paint spraying system will be described in detail.
[0015] FIG. 1 is a side view showing an example applicator 10. Applicator 10 is used in a fluid spraying system to apply fluid to a surface (e.g., apply paint to a wall). The fluid enters through inlet 20, and exits from outlet 50, after passing through a fluid channel (not explicitly shown) within applicator 10. Tip 30 is coupled to applicator 10 and has an outlet 50. Tip 30 often is reversible or removable from applicator 10. Tip 30 may have a pre-orifice configuration consisting of an internal geometry that provides a desired spray pattern (e.g., a fan that has minimal tailings or other beneficial fluid dynamics).
[0016] FIG. 2A is a side view showing an example spray tip 100. Spray tip 100, for example, could be used in applicator 10. Spray tip 100 includes stem 102, flag 103 and channel 104. Stem 102 is typically cylindrical to allow rotation of spray tip 100 in an applicator (e.g., applicator 10 in FIG. 1). Stem 102 can be formed of stainless steel, tungsten carbide or another suitable material. Flag 103 couples to stem 102 and allows a user to rotate and remove spray tip 100 from applicator 10. Flag 103 can be press fit over stem or over molded onto stem, but other materials and methods of attachment are also envisioned. Channel 104 is disposed through stem 102 and allows fluid flow through spray tip 100. Channel 104 and components disposed within channel 104 can be shaped to accommodate different fluids and spray patterns.
[0017] FIG. 2B is a sectional view of spray tip 100 along section A-A in FIG. 2A. As shown, stem 102 includes a channel 104 that allows fluid flow through stem 102. Within channel 104 are pre-orifice inserts 106 and 108. Fluid flows in through channel 104 into pre-orifice insert 108 and then into pre-orifice insert 106 before being expelled through orifice 107. The internal structure of channel 104, pre-orifice insert 108, and pre-orifice insert 106 can greatly affect the spray pattern expelled from orifice 107.
[0018] Spray tip 100 may be manufactured using current assembly processes for spray tips. Normally, pre-orifice inserts 106 and 108 are manufactured separately from stem 102, and then inserted into channel 104. Such machining often utilizes outside diameter (OD) grinding of pre-orifice inserts 106 and 108 (which generally comprise tungsten carbide) with tight press tolerances. The pre-orifice inserts 106 and 108 are then inserted into channel 104 of stem 102. This process can create a large amount of scrap. Additionally, after the OD grinding process, pre-orifice inserts 106 and 108 might not press into stem 102 straight--in which case the assembly is considered a failure (e.g., the inserts do not align properly and can affect a desired spray pattern).
[0019] It is desired for a spray tip assembly process that does not require an OD grind, and where the parts assembly utilizes a slip fit, with a filler metal in a brazing process used to fill any gap. In one example, the filler metal used is a silver brazing filler metal. However, other suitable brazing filler metals, and other suitable bonding agents, are also envisioned.
[0020] FIG. 3A is a flow diagram showing an example assembly operation 250. Assembly operation 250 is generally known, however, the internal geometries shown in FIGS. 3B and 3C, respectively show low-pressure and high-pressure geometry configurations. Assembly operation 250 begins at block 252 where a stem is provided for example stem 200 shown in FIGS. 3B and 3C.
[0021] Assembly operation 250 proceeds at block 254 where channel 202 is formed through stem 200. Channel 202 can be formed in a variety of different ways as indicated by blocks 256-260. As indicated by block 256, channel 202 can be machined or drilled through stem 200. For example, stem 200 is first formed as a cylinder and channel 202 is then bored into the cylindrical body of stem 200. As indicated by block 258, channel 202 can be casted or molded at the same time as stem 200. For example, the cylindrical shape of stem 200 is formed by a casting process, however, a die is placed in the casting mold to create channel 202 in the stem forming casting process. As indicated by block 260, channel 202 can be formed in other ways as well.
[0022] Assembly operation 250 proceeds at block 262 where pre-orifice inserts 204 are inserted within the stem 200. Assembly operation 250 then proceeds to block 264 where the pre-orifice inserts 204 are secured within stem 200. For example, the inserts are press fit against block 206 and as fluid flows through the inserts they are further forced against block 206 and cannot be pushed through entirely through channel 202. In one example, pre-orifice inserts 204 are press fit into channel 202 and are held in by friction.
[0023] FIG. 4A is a flow diagram showing an example assembly operation 340. Assembly operation 340 will be described with reference to FIGS. 4B-4F. Assembly operation 340 begins at block 350 where a stem is provided (e.g., stem 300).
[0024] Assembly operation 340 proceeds at block 360 where a channel 302 is formed through the stem 300. Channel 302 is shown formed in FIG. 4B. Channel 302 can be formed in a variety of different ways as indicated by blocks 362-366. As indicated by block 362, channel 302 can be machined or drilled through stem 300. For example, a drill bit, end mill, or other tooling can be used to subtractively create the channel 302. As indicated by block 364, the channel 302 can be cast or molded into stem 300 during casting or molding of stem 300. For example, a die is provided through the body of the mold to create channel 302. As indicate by block 366, channel 302 can be formed in stem 300 in other ways as well.
[0025] Assembly operation 340 proceeds at block 370 where internal geometry is formed in the stem. As shown in FIG. 4C, internal geometry can include channel 302. As shown, portion 304-1 includes a cylindrical geometric portion, portion 304-2 is a frustoconical geometric portion and portion 304-3 is a cylindrical portion with a smaller diameter of than portion 304-1. In this instance, portion 304-3 is the unmodified portion of channel 302 shown in FIG. 4B. Of course these are only examples and more complex geometry can also be formed in stem 300 such as step steps, spherical or other more complex shaping. The internal geometry formed in stem 300 can be formed in a variety of different ways as indicated by blocks 372-376. As indicated by block 372, the internal geometry can be machined or drilled in stem 300. For example, utilizing the channel 302 as a guide, a tapered bit could drill into channel 302 all the way down to portion 304-3 and then to form portion 304-1 and 304-2. (Drilling with this tapered bit all the way through stem 300 would create only one portion that would be similar to portion 304-1.). As indicated by block 374, portion(s) 304 can be formed while casting or molding stem 300. Portion(s) 304 can be formed in other ways as well, as indicated by block 376.
[0026] Assembly operation 340 proceeds at block 380 where a pre-orifice retaining portion is formed (as shown in FIG. 4D) and the pre-orifice insert is inserted within stem 300 (as shown in FIG. 4E). For example, pre-orifice insert receiving portion 306 can be formed in similar ways as portions 304 (e.g., drilled, milled, molded, etc.). After the pre-orifice insert receiving portion 306 is formed, pre-orifice insert 308 can be inserted into pre-orifice insert receiving portion 306. In some examples, pre-orifice insert 308 is press fit into pre-orifice insert receiving portion 306. In other examples pre-orifice insert 308 snugly fits into pre-orifice insert receiving portion 306 such that a press is not needed. In other examples, pre-orifice insert 308 can loosely fit in pre-orifice insert receiving portion 306 to allow for more aligning options. In some examples, more than one pre-orifice insert 308 can be inserted into pre-orifice insert receiving portion 306.
[0027] Assembly operation 340 proceeds at block 390 where the pre-orifice insert is secured within the stem. Pre-orifice insert 308 can be secured within the stem in a variety of different ways as indicated by block 392-398. As indicated by block 392, the pre-orifice insert 308 can be secured by brazing pre-orifice insert 308 into stem 300. For example, a filler metal can be provided and brazed from the downstream direction of pre-orifice insert 308 and fill in a gap between pre-orifice insert 308 and stem 300, securing pre-orifice insert 308. As indicated by block 394, a bonding agent can be used to secure pre-orifice insert 308 in stem 300. For example, a glue, epoxy etc. can be used as a bonding agent to secure pre-orifice insert 308 into stem 300. As indicated by block 396, pre-orifice insert 308 can be secured in stem 300 by friction of (e.g., pre-orifice insert 308 tightly fits in pre-orifice insert receiving portion 306 such that it will not fall out under an applied fluid pressure flowing through channel 302). Pre-orifice insert 308 can be secured in other ways as well, as indicated by block 398. For example, a combination of one or more methods could be used. For instance, pre-orifice insert 308 may be secured using friction and a bonding agent.
[0028] FIGS. 5A-5F are sectional views showing example spray tip assembly configurations. As shown in FIG. 5A, a stem 400 includes a stem pre-orifice portion 404, configured to guide fluid to pre-orifice insert 402. Gap 406 between pre-orifice insert 402 and stem 400, can allow for a fastening material to be applied to couple pre-orifice insert 402 to stem 400. A fastening material may include filler or a bonding agent (e.g., a silver brazing filler metal, an epoxy or a different bonding agent). As shown, pre-orifice insert 402 is disposed rearwardly against rear shoulder 405 such that fluid does not flow around pre-orifice insert 402. In some examples, the fastening material couples and/or bonds pre-orifice insert 402 to rear shoulder 405.
[0029] As shown in FIG. 5B, stem 410 includes a stem pre-orifice portion 414, configured to guide fluid to a pre-orifice insert 412. Gap 416 between pre-orifice insert 412 and stem 410 can allow for a fastening material to be applied to couple pre-orifice insert 412 within stem 410. A fastening material may include filler metal or a bonding agent (e.g., a silver brazing filler metal, an epoxy or some other bonding agent). As shown, pre-orifice insert 402 is disposed rearwardly of forward shoulder 415. In some examples, the fastening material couples and/or bonds pre-orifice insert 402 to forward shoulder 415.
[0030] As shown in FIG. 5C, stem 420 includes a stem pre-orifice portion 424, configured to guide fluid to a pre-orifice insert 422. Gap 426 between pre-orifice insert 422 and stem 420 can allow for a fastening material to be applied to couple pre-orifice insert 422 within stem 420. A fastening material may include brazing material or a bonding agent (e.g., a silver brazing material or an epoxy bonding agent). As shown, pre-orifice insert 422 is disposed forwardly against forward shoulder 425 such that fluid under pressure does not force pre-orifice insert 422 out of stem 420. In some examples, the fastening material couples and/or bonds pre-orifice insert 422 to forward shoulder 425.
[0031] As shown in FIG. 5D, stem 430 comprises a stem pre-orifice portion 434, configured to guide fluid to a pre-orifice insert 432. Stem pre-orifice portion 434 may be machined or drilled as described above. Gap 436 between pre-orifice insert 432 and stem 430 can allow for a fastening material to be applied to couple pre-orifice insert 432 within stem 430. A fastening material may include brazing material or a bonding agent (e.g., a silver brazing material or an epoxy bonding agent).
[0032] As shown in FIG. 5E, stem 440 includes a stem pre-orifice portion 444, configured to guide fluid to a pre-orifice insert 442. Stem pre-orifice portion 444 includes a cylinder 441, a frustrum 443 and a cylinder 445. In other examples, stem pre-orifice portion 444 can include other internal geometry in different configurations. For example, stem pre-orifice portion 444 can include the geometry of any available pre-orifice insert. For instance, stem pre-orifice portion 444 can remove the need for having two pre-orifice inserts to create internal concave geometry, such as a cavity or chamber that is wider than either the inlet or outlet. Some example geometries can include a plurality of stepped surfaces, widening surfaces, narrowing surfaces, spherical surfaces, cylindrical surfaces, etc. Gap 446 between pre-orifice insert 442 and stem 440 can allow for a fastening material to be applied to couple pre-orifice insert 442 within stem 440. A fastening material may include brazing material or a bonding agent (e.g., a silver brazing material or an epoxy bonding agent). Gap 446 can be determined based on the properties of the brazing material or bonding agent. In one example, gap 446 includes a distance in the range 0.000''-0.025.'' In one example, gap 446 includes a distance in the range 0.001''-0.005.''
[0033] As shown, pre-orifice insert 442 is disposed rearwardly against rear shoulder 447 such that fluid does not flow around pre-orifice insert 442 and/or in between pre-orifice insert 442 and stem 440. In some examples, the fastening material couples and/or bonds pre-orifice insert 442 to rear shoulder 447.
[0034] As shown in FIG. 5F, stem 450 includes a stem pre-orifice portion 454, configured to guide fluid to a pre-orifice insert 452. Gap 456 between pre-orifice insert 452 and stem 450 can allow for a fastening material 457 to be applied to couple pre-orifice insert 442 within stem 440. Fastening material 457 may include brazing material or a bonding agent (e.g., a silver brazing material or an epoxy bonding agent).
[0035] Stem 450 includes a counter bore 458. Counter bore 458, as shown, includes a cylindrical shape. However, in other examples, counter bore 458 can include other geometries (e.g., frustums, steps, spheres, etc.). As shown, pre-orifice insert 452 is disposed rearwardly against rear shoulder 455 such that fluid does not flow around pre-orifice insert 452. As shown, the fastening material 457 couples and/or bonds pre-orifice insert 452 to rear shoulder 455.
[0036] Although the present invention has been described with reference to preferred examples, workers skilled in the art will recognize that changes may be made in form and detail without departing from the spirit and scope of the invention.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
D00012

D00013

D00014

D00015
D00016

D00017

XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.