Traction Elements For Athletic Shoes And Methods Of Manufacture Thereof
Burt; John Robert ; et al.
U.S. patent application number 16/290460 was filed with the patent office on 2019-09-05 for traction elements for athletic shoes and methods of manufacture thereof. The applicant listed for this patent is Pride Manufacturing Company, LLC. Invention is credited to John Robert Burt, Lee Shuttleworth.
| Application Number | 20190269204 16/290460 |
| Document ID | / |
| Family ID | 65818077 |
| Filed Date | 2019-09-05 |







View All Diagrams
| United States Patent Application | 20190269204 |
| Kind Code | A1 |
| Burt; John Robert ; et al. | September 5, 2019 |
TRACTION ELEMENTS FOR ATHLETIC SHOES AND METHODS OF MANUFACTURE THEREOF
Abstract
Various embodiments for a traction element used with athletic shoes having a stud body with a metal insert that extends axially from the stud body and methods for manufacturing such traction elements are disclosed.
| Inventors: | Burt; John Robert; (Brentwood, TN) ; Shuttleworth; Lee; (Brentwood, TN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 65818077 | ||||||||||
| Appl. No.: | 16/290460 | ||||||||||
| Filed: | March 1, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62637259 | Mar 1, 2018 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | A43C 15/167 20130101; A43C 15/161 20130101; A43C 15/162 20130101 |
| International Class: | A43C 15/16 20060101 A43C015/16 |
Claims
1. A method of manufacturing a traction element comprising: casting a stud body with a metal insert, the stud body having a distal head portion and a proximal end portion, wherein the metal insert defines a shaft portion formed between a distal cap portion and a proximal threaded portion, wherein the metal insert is cast with the stud body such that the proximal threaded portion of the metal insert extends axially outwardly at a predetermined distance from the stud body; and coring out the proximal end portion of the stud body to form an interior cavity.
2. The method of claim 1, further comprising: forming a plurality of cutaways along an outer surface of the stud body.
3. The method of claim 1, further comprising: filling the interior cavity with a filler material to form a retainer that provides structural integrity to the metal insert relative to the stud body.
4. The method of claim 3, wherein the filler material comprises a nylon material.
5. The method of claim 3, wherein the metal insert comprises a bulbous portion formed between the shaft portion and the proximal threaded portion of the metal insert and being configured to engage the retainer for retaining the metal insert to the stud body.
6. A method of manufacturing a traction element comprising: casting a stud body, the stud body having a distal head portion and a proximal end portion; coring out the proximal end portion of the stud body to form an interior cavity; driving a metal insert into the interior cavity such that the metal insert cuts into an interior surface of the interior cavity to securely engage the metal insert with the stud body.
7. The method of claim 6, wherein the metal insert comprises a distal head portion, a proximal threaded portion and a plurality of drive grippers extending radially outward from the proximal threaded portion adjacent the distal head portion.
8. The method of claim 7, wherein driving the metal insert into the interior cavity comprises engaging the plurality of drive grippers with a driving tool and rotating the metal insert into the interior cavity.
9. The method of claim 7, wherein the plurality of drive grippers comprises a plurality of radially extending arms.
10. The method of claim 7, wherein the distal head portion forms a standard or reverse thread head configured for cutting into a surface of the stud body when engaging the metal insert with the stud body.
11. A traction element comprising; a cored out stud body defining an interior cavity, a distal head portion, and a proximal end portion, the stud body configured to be attached to a sole of a shoe; and the interior cavity of the cored out stud body comprising a light weight filler material; and a metal insert coupled to the stud body, the metal insert extending axially from the stud body.
12. The traction element of claim 11, wherein the stud body is thimble shaped, the thimble shaped configured to provide traction and gripping strength along a ground surface.
13. The traction element of claim 11, wherein the metal insert is configured to mechanically couple the traction element to the sole of the shoe.
14. The traction element of claim 11, wherein the proximal end portion of the stud body tapers away from the distal head portion and forms a peripheral flange that defines an opening in communication with an interior cavity formed within the stud body.
15. The traction element of claim 11, wherein the metal insert comprises at least a steel or aluminum material.
16. The traction element of claim 11, wherein the metal insert further defines a bulbous portion formed between a shaft portion and a proximal threaded portion, the bulbous portion configured to provide an engagement surface for a retainer or liner disposed inside an internal cavity.
17. The traction element of claim 11, wherein a plurality of cutaways may be formed axially along an outer surface of the stud body, the plurality of cutaways collectively configured to receive a driving tool.
18. The traction element of claim 11, wherein each of the plurality of cutaways define an elongated slot configuration forming a base proximate to a peripheral flange of the stud body.
19. The traction element of claim 11, wherein the plurality of cutaways define at least one of a triangularly-shaped slot, a rectangular shaped slot, a symmetrically shaped slot, an asymmetrically shaped slot, and a circular shaped slot.
20. The traction element of claim 11, wherein the metal insert is cast to the stud body.
21. The traction element of claim 11, wherein the metal insert is mechanically coupled to the stud body.
22. The traction element of claim 11, wherein the light weight filler material comprises nylon.
Description
CROSS REFERENCED TO RELATED APPLICATIONS
[0001] This is a non-provisional application that claims benefit to U.S. provisional application Ser. No. 62/637,259 filed on Mar. 1, 2018, which is herein incorporated by reference in its entirety.
FIELD
[0002] The present disclosure generally relates to traction elements for shoes, and in particular to traction elements for athletic shoes having a reduced weight and methods of manufacturing such traction elements.
BACKGROUND
[0003] Traction elements for athletic shoes are used to provide a gripping surface that produces traction between the sole of the shoe and the athletic surface, such as a grass field. Typically, traction elements for athletic shoes used in sports, such as rugby, use metal studs made of a metallic material to accommodate the high shear forces applied to the metal studs during play. However, there is a desire for a traction element that also reduces the weight of the traction element while still meeting all of the performance, shape specifications and material requirements required by various official sports authorities.
[0004] It is with these observations in mind, among others, that various aspects of the present disclosure were conceived and developed.
BRIEF DESCRIPTION OF THE DRAWINGS
[0005] FIG. 1 is a top perspective view of a first embodiment of a traction element showing the stud body and metal insert, according to aspects of the present disclosure;
[0006] FIG. 2 is a rear perspective view of the traction element of FIG. 1 showing the metal insert extending from the interior cavity of the stud body, according to aspects of the present disclosure;
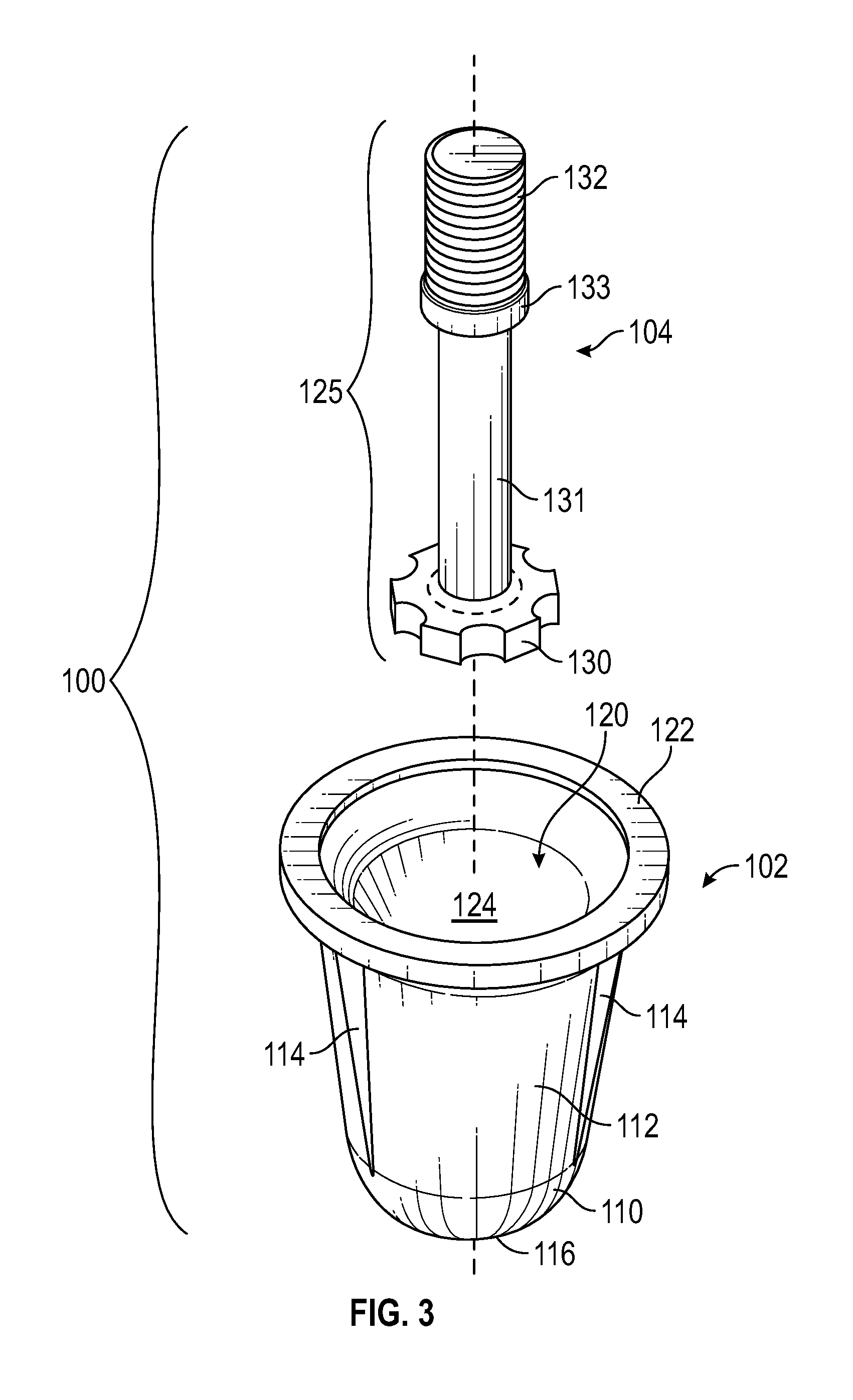
[0007] FIG. 3 is an exploded view of the traction element of FIG. 1, according to aspects of the present disclosure;
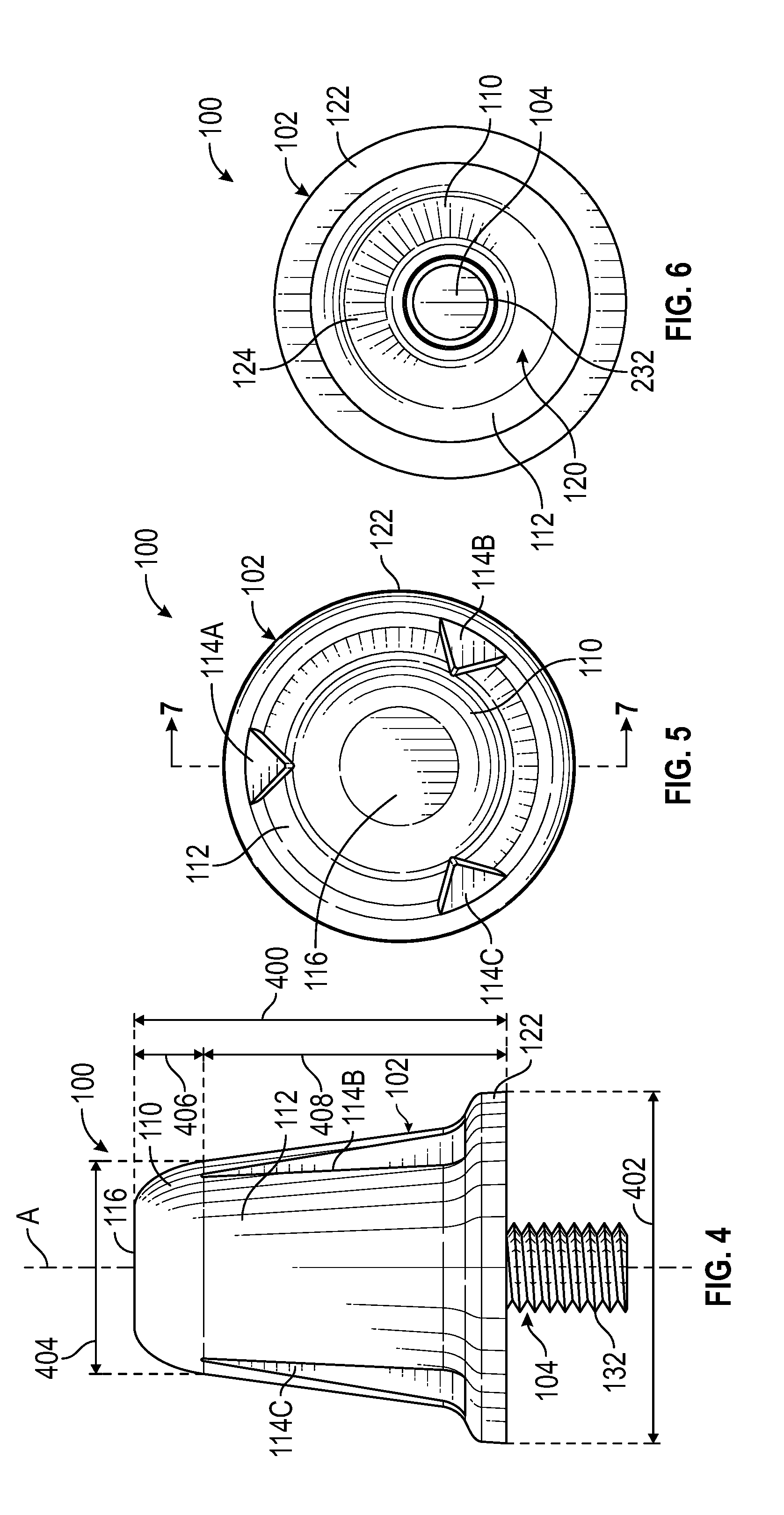
[0008] FIG. 4 is a side view of the traction element of FIG. 1, according to aspects of the present disclosure;
[0009] FIG. 5 is a top view of the traction element of FIG. 1, according to aspects of the present disclosure;
[0010] FIG. 6 is a bottom view of the traction element of FIG. 1, according to aspects of the present disclosure;
[0011] FIG. 7 is a cross-sectional view of the traction element taken along line 7-7 of FIG. 5, according to aspects of the present disclosure;
[0012] FIG. 8 is a top perspective view of a second embodiment of a traction element showing the stud body and metal insert, according to aspects of the present disclosure;
[0013] FIG. 9 is a rear perspective view of the traction element of FIG. 8 showing the metal insert extending from the interior cavity of the stud body, according to aspects of the present disclosure;
[0014] FIG. 10 is an exploded view of the traction element of FIG. 8, according to aspects of the present disclosure;
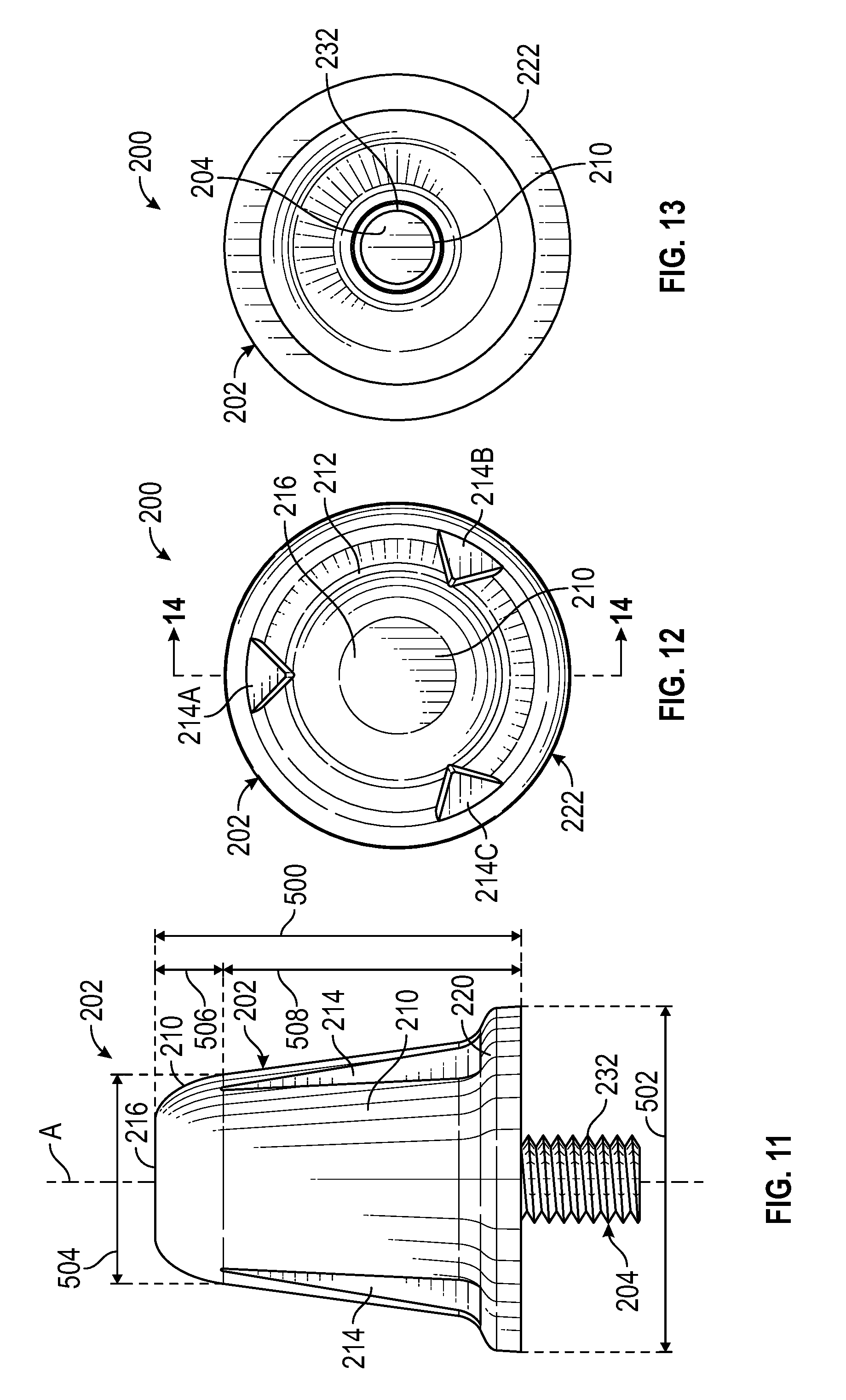
[0015] FIG. 11 is a side view of the traction element of FIG. 8, according to aspects of the present disclosure;
[0016] FIG. 12 is a top view of the traction element of FIG. 8, according to aspects of the present disclosure;
[0017] FIG. 13 is a bottom view of the traction element of FIG. 8, according to aspects of the present disclosure;
[0018] FIG. 14 is a cross-sectional view of the traction element taken along line 14-14 of FIG. 12, according to aspects of the present disclosure;
[0019] FIG. 15 is top perspective view of a third embodiment of a traction element showing the stud body and metal insert, according to aspects of the present disclosure;
[0020] FIG. 16 is a rear perspective view of the traction element of FIG. 15 showing the steel insert extending from the cavity of the traction element, according to aspects of the present disclosure;
[0021] FIG. 17 is an exploded view of the traction element of FIG. 15, according to aspects of the present disclosure;
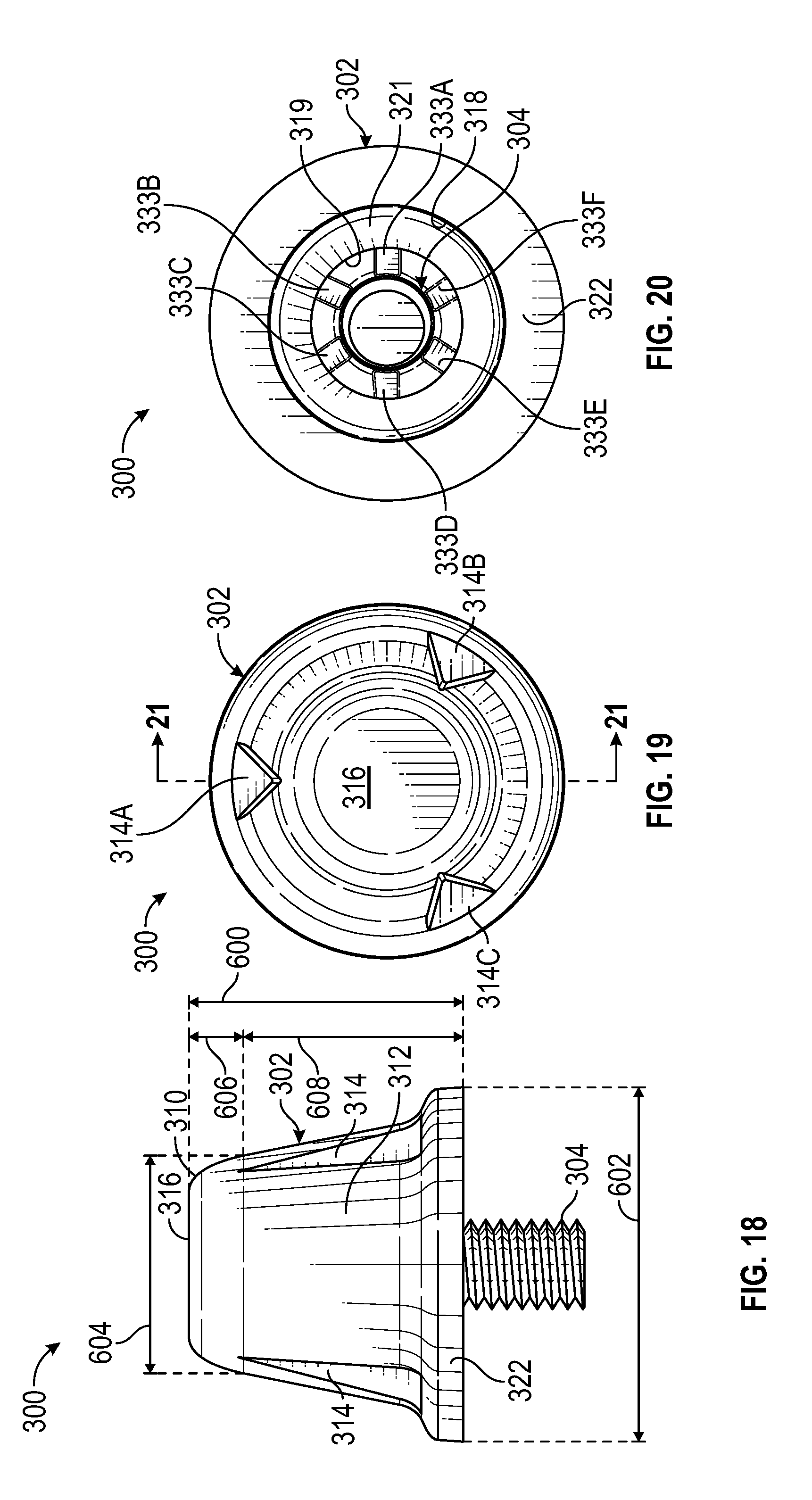
[0022] FIG. 18 is a side view of the traction element of FIG. 15, according to aspects of the present disclosure;
[0023] FIG. 19 is a top view of the traction element of FIG. 15, according to aspects of the present disclosure;
[0024] FIG. 20 is a bottom view of the traction element of FIG. 15, according to aspects of the present disclosure; and
[0025] FIG. 21 is a cross-sectional view of the traction element taken along line 21-21 of FIG. 19, according to aspects of the present disclosure.
[0026] Corresponding reference characters indicate corresponding elements among the view of the drawings. The headings used in the figures do not limit the scope of the claims.
DETAILED DESCRIPTION
[0027] Various embodiments for traction elements used for athletic shoes are disclosed herein. In some embodiments, the traction elements have reduced weight while still meeting existing industry performance standards for athletic shoes. In some embodiments, the traction element includes a stud body defining an interior cavity with a metal insert that is cast to the stud body and extends outwardly from hollow cavity. In some embodiments, the traction element includes a stud body defining an interior cavity and a metal insert that is mechanically coupled within the stud body and extends outwardly from the interior cavity. In some embodiments, the metal insert of the traction element is configured to be coupled to the sole of an athletic shoe for providing traction. In some embodiments, a method of manufacturing the traction element such that the metal insert is either cast to the stud body or mechanically coupled to the stud body prior to being engaged to the sole of an athletic shoe is disclosed. In some embodiments, the metal insert includes a bulbous middle portion that engages a plastic or like material retainer within the interior cavity of the stud body to provide further structural integrity between the metal insert and the stud body when the traction element is engaged to an athletic shoe. In one aspect, the traction element meets the current standards required of official governing sports bodies, such as the ROC, which governs international rugby regarding the performance, shape and material requirements set for athletic equipment, such as rugby studs used in athletic shoes including the traction element described herein. Referring to the drawings, various embodiments of a traction element used with athletic shoes are illustrated and generally indicated as 100, 200 and 300 in FIGS. 1-21.
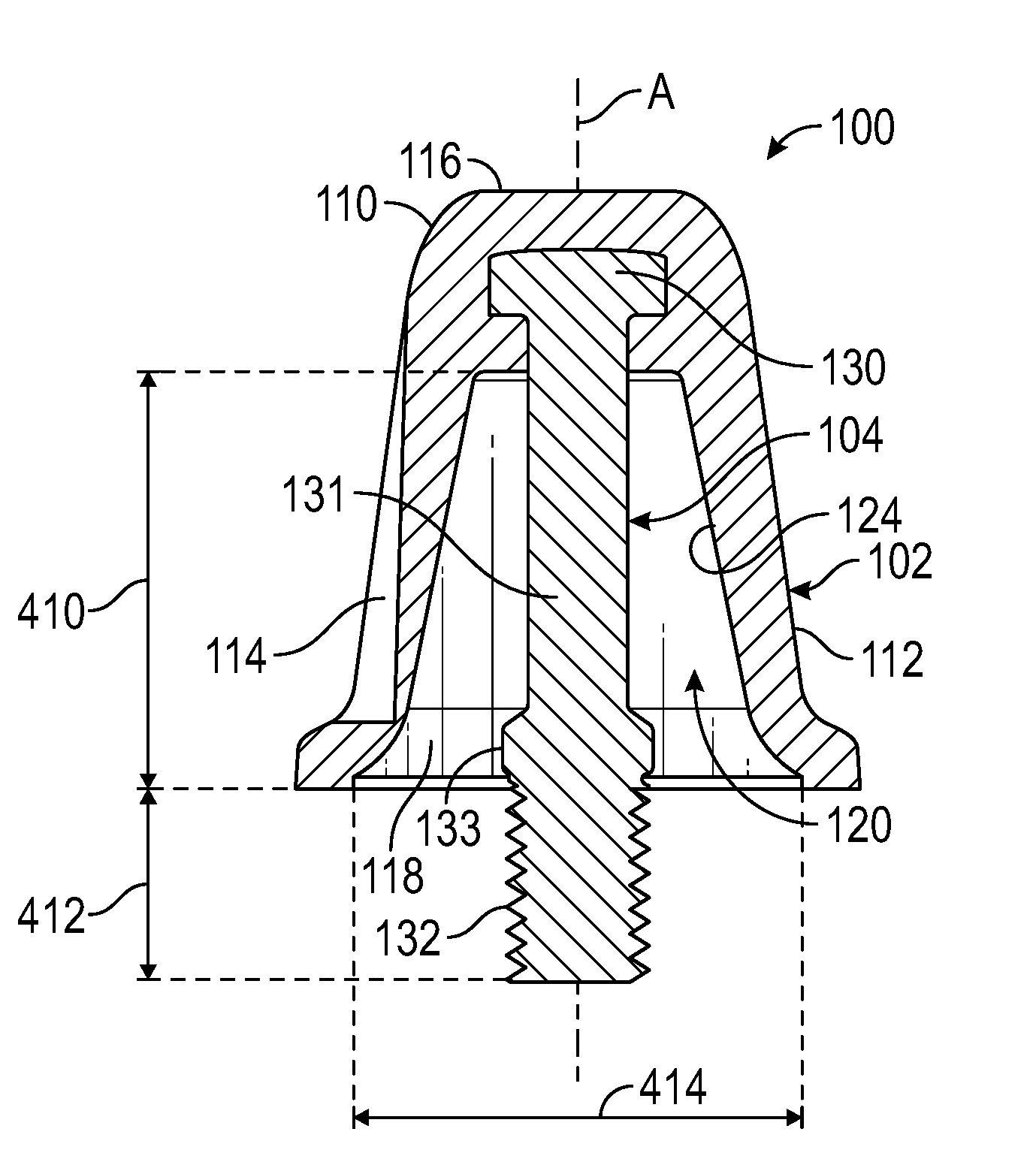
[0028] Referring to FIGS. 1-7, a first embodiment of the traction element, designed 100, is illustrated. In some embodiments, the traction element 100 includes a stud body 102 having a generally thimble-shaped body configured to provide traction and gripping strength along a ground surface when attached to the sole of an athletic shoe. In some embodiments, the stud body 102 includes a metal insert 104 that is cast to the stud body 102 during manufacture and is aligned along the longitudinal axis A of the stud body 102. The metal insert 104 is configured to mechanically couple the traction element 100 to the sole of an athletic shoe (not shown). Referring specifically to FIGS. 2-4, 6 and 7, the stud body 102 defines a distal head portion 110 and a proximal end portion 112. In some embodiments, the proximal end portion 112 of the stud body 102 gradually tapers away from the distal head portion 110 and forms a peripheral flange 122 that defines an opening 118 in communication with an interior cavity 120 formed within the stud body 102 during manufacture. As further shown, the distal head portion 110 defines a top end 116 of the traction element 100 that is configured to provide a traction surface along the sole of an athletic shoe (not shown) when the traction element 100 engages the ground or other athletic surface.
[0029] Referring to FIG. 7, in some embodiments the metal insert 104 is made of steel and/or aluminum that forms an elongated body 125 defining a distal head portion 130, which is cast to the stud body 102 during manufacture. In addition, the distal head portion 130 communicates with a shaft portion 131 of the metal insert 104 that extends between the distal cap portion 130 and a proximal threaded portion 132 of the metal insert 104. As shown, the proximal threaded portion 130 defines external threads 135 configured to couple with internal threads (not shown) formed within each respective threaded engagement point defined along the sole of an athletic shoe (not shown). In some embodiments, the metal insert 104 further defines a bulbous portion 133 that is formed between the shaft portion 131 and the proximal threaded portion 132 that provides an engagement surface for a retainer or liner disposed inside the internal cavity 120 to provide structural reinforcement between the study body 102 and the metal insert 104 as shall be discussed in greater detail below with respect to traction element 200.
[0030] As shown specifically in FIGS. 4 and 5, in some embodiments a plurality of cutaways 114 may be formed axially along the outer surface of the stud body 102. The plurality of cutaways 114 may be collectively configured to receive a driving tool (not shown), such as a cleat wrench, that engages each respective cutaway 114 such that rotation of the cleat wrench causes the stud body 102 to be manually rotated as the metal insert 104 becomes fully engaged to the threaded engagement point along the sole of the athletic shoe. Referring specifically to FIG. 5, in some embodiments the stud body 102 may define three respective cutaways, 114A, 114B and 114C that each extend a distance axially along the surface of proximal end portion 112 of the stud body 102 and are spaced equidistantly relative to each other at a 120 degree angle. In other embodiments, two or more cutaways 114 may be formed to engage the cleat wrench when securing the traction element 100 to the sole of the athletic shoe. In some embodiments, each cutaway 114 forms an elongated slot configuration forming a base proximate the peripheral flange 122 of the stud body 102 that extends the length of the proximal end portion 112 and gradually tapers to an apex formed at the top of each cutaway 114. In other embodiments, the plurality of cutaways 114 may define a triangularly-shaped slot, a rectangular-shaped slot, a symmetrically-shaped slot, an asymmetrically-shaped slot, a circular-shaped slot, or a combination thereof.
[0031] In one method of manufacturing the traction element 100, the stud body 102 may be first cast from a metallic material, such as aluminum, in which the metal insert 104 is directly cast to the stud body 102 such that the proximal threaded portion 132 of the metal insert 104 extends partially outward from the cast of the stud body 102. The interior cavity 120 is formed inside the stud body 102 by coring out the interior portion of the stud body 102 around the metal insert 104 to form the interior cavity 120 and opening 118. In some embodiments, the plurality of cutaways 114 are formed when the stud body 102 is cast within a mold, or in the alternative, the plurality of cutaways 114 may be machined out along the surface of the proximal end portion 112 after the cast of the stud body 102 is allowed to sufficiently cool. The method of manufacturing the traction element 100 as disclosed herein provides a strong structural connection between the stud body 102 and the metal insert 104 such that shear forces applied to the traction element 100 during use do not cause the metal insert 104 to break, bend or twist relative to the stud body 102.
[0032] In one aspect, the coring out of stud body 102 to form the interior cavity 120 during manufacture reduces the overall weight of the traction element 100 while still allowing the traction element 100 to meet all performance, shape specifications and material requirements required of a conventional traction element.
[0033] In some embodiments, the traction element 100 may be manufactured with the following dimensions used during manufacture. Referring to FIG. 4, the stud body 102 may have an overall length 400 of 20.8 mm and a width 402 of 19.4 mm. As further shown, the distal head portion 110 of the stud body 102 may have a width 404 of 11.9 mm and a length 406 of 4 mm, while the proximal end portion 112 of the stud body 102 may have a length 408 of 16.8 mm and a width 402 of 20.8 mm. Referring back to FIG. 7, the interior cavity 120 of the stud body 102 may have a length 410 of 14.6 mm and the opening 118 of the interior cavity 120 may have a length 414 of 9.0 mm. After the metal insert 104 is cast with the stud body 102, the proximal threaded portion 132 of the metal insert 104 is centered along the longitudinal axis A of the stud body 102 and extends outwardly from the opening 118 of the stud body 102 at a distance 412 of 6.0 mm. The present disclosure contemplates that the dimensions of the stud body 102 and the metal insert 104 may vary to accommodate different shapes and sizes of traction elements used for different types of athletic shoes.
[0034] Referring to FIGS. 9-14, a second embodiment of the traction element, designated 200, is illustrated. In some embodiments, the traction element 200 includes a hollow stud body 202 having a generally thimble-shaped body configured to provide traction and gripping strength along a ground surface when attached to the sole of an athletic shoe. In some embodiments, the stud body 202 includes a metal insert 204 that is cast to the stud body 202 during manufacture and is aligned along the longitudinal axis A of the stud body 202. The metal insert 104 is configured to mechanically couple the traction element 200 to the sole of an athletic shoe (not shown). Referring specifically to FIGS. 10-12, 13 and 14, the stud body 202 defines a distal head portion 210 and a proximal end portion 212. In some embodiments, the proximal end portion 212 of the stud body 202 gradually tapers away from the distal head portion 210 and forms a peripheral flange 222 that defines an opening 218 in communication with an interior cavity 220 defining an interior surface 224 formed within the stud body 202. As further shown, the distal head portion 210 defines a top end 216 of the traction element 200 that is configured to provide a traction surface along the sole of the athletic shoe when the traction element 200 engages the ground or other athletic surface.
[0035] Referring to FIG. 14, in some embodiments the metal insert 204 is made of steel and/or aluminum that forms an elongated body 225 defining a distal head portion 230, which is cast to the stud body 202 during manufacture. In addition, the distal head portion 230 communicates with a shaft portion 231 of the metal insert 204 that extends between the distal cap portion 230 and a proximal threaded portion 232 of the metal insert 204. As shown, the proximal threaded portion 230 defines external threads 235 configured to couple with internal threads (not shown) formed within each respective engagement point defined along the sole of an athletic shoe (not shown). As shown in FIGS. 9 and 14, in some embodiments the metal insert 204 further defines a bulbous portion 233 that is formed between the shaft portion 231 and the proximal threaded portion 232 and provides an engagement surface for contacting a retainer 206 made of a filler material, such as nylon, that is disposed inside the interior cavity 220 during manufacture. The retainer 206 is configured to provide further structural reinforcement between the stud body 202 and the metal insert 204 as shall be discussed in greater detail below.
[0036] As shown specifically in FIGS. 11 and 12, in some embodiments a plurality of cutaways 214 may be formed axially along the outer surface of the stud body 202. The plurality of cutaways 214 may be collectively configured to receive a driving tool (not shown), such as a cleat wrench, that engages each respective cutaway 214 such that rotation of the driving tool causes the stud body 202 to be manually rotated as the metal insert 204 becomes fully engaged to the sole of the athletic shoe. Referring specifically to FIG. 12, in some embodiments the stud body 202 may define three respective cutaways, 214A, 214B and 214C that each extend a distance axially along the surface of proximal end portion 212 and are spaced equidistantly relative to each other at a 120 degree angle. In other embodiments, two or more cutaways 214 may be formed along the study body 202 to engage the driving tool when coupling the traction element 200 to the sole of the athletic shoe. In some embodiments, each cutaway 214 forms an elongated slot configuration forming a base proximate the peripheral flange 222 of the stud body 202 and two opposing sides that extend the length of the proximal end portion 212 and gradually taper to an apex formed at the top of each cutaway 214. In other embodiments, the plurality of cutaways 214 may define a triangularly-shaped slot, a rectangular-shaped slot, a symmetrically-shaped slot, an asymmetrically-shaped slot, a circular-shaped slot, or a combination thereof
[0037] In one method of manufacture, the stud body 202 of the traction element 200 may be cast from a metallic material, such as aluminum, in which the metal insert 204 is directly cast to the stud body 202 such that the proximal threaded portion 232 of the metal insert 204 extends partially outward from the cast of the stud body 202. The interior cavity 220 is formed inside the stud body 202 by coring out the interior portion of the stud body 202 around the metal insert 204 to form the interior cavity 220 and opening 218. Once the interior cavity 220 is formed, nylon or other type of filler material 208 to form the retainer 206 is injected, poured or inserted into interior cavity 220 that surrounds the metal insert 204 to provide further structural integrity between the stud body 202 and the metal insert 204. During the injection of the filler material 208 into the interior cavity 220, the bulbous portion 233 is configured to provide a retention feature that adds further structural reinforcement between the stud body 202 and the metal insert 204. In some embodiments, the plurality of cutaways 214 are formed when the stud body 202 is cast within a mold, or in the alternative, the plurality of cutaways 214 may be machined out along the surface of the proximal end portion 212 after the cast of the stud body 202 is allowed to sufficiently cool. The method of manufacturing the traction element 200 as disclosed herein provides a strong structural connection between the stud body 202 and the metal insert 204 such that shear forces applied to the traction element 200 during a sporting activity do not cause the metal insert 204 to break, bend or twist relative to the stud body 202.
[0038] In one aspect, as noted above the coring out of stud body 202 to form the interior cavity 220 during manufacture reduces the overall weight of the traction element 200 while still allowing the traction element 200 to meet all performance, shape specifications and material requirements required of a conventional traction element for an athletic shoe.
[0039] In some embodiments, the traction element 200 may be manufactured with the following dimensions. Referring to FIG. 11, the stud body 202 may have an overall length 500 of 20.8 mm and a width 502 of 19.4 mm. As further shown, the distal head portion 210 of the stud body 202 may have a width 504 of 11.9 mm and a length 506 of 4.0 mm, while the proximal end portion 212 of the study body 202 may have a length 508 of 16.8 mm and a width 502 of 20.8 mm. Referring back to FIG. 14, the hollow cavity 220 of the stud body 202 may have a length 510 of 14.6 mm and the opening 218 of the interior cavity 220 may have a length 514 of 9.0 mm. After the metal insert 204 is cast with the stud body 202 and the retainer 206 disposed within the internal cavity 220, the proximal threaded portion 232 of the metal insert 204 will be centered along the longitudinal axis A of the stud body 204 and extend outwardly from the opening 218 of the stud body 202 at a distance 512 of 6.0 mm. The present disclosure contemplates that the dimensions of the stud body 202 and the metal insert 204 may vary to accommodate different shapes and sizes of traction elements used for different types of athletic shoes.
[0040] Referring to FIGS. 15-21, a third embodiment of the traction element, designated 300, is illustrated. In some embodiments, the traction element 300 includes a stud body 302 having a generally thimble-shaped body configured to provide traction and gripping strength along a ground surface when attached to the sole of an athletic shoe. In some embodiments, the stud body 302 includes a metal insert 304 having a standard or reverse thread head that is driven and cuts the surface of the interior cavity 320 of the stud body 302 to establish a secure engagement between the distal cap portion 330 of the metal insert 304 and the stud body 302 during manufacture as shall be discussed in greater detail below. Similar to the other embodiments of the traction element 300, the metal insert 304 is configured to mechanically couple the traction element 300 to the sole of an athletic shoe (not shown). Referring to FIGS. 17-19, 20 and 21, the stud body 302 defines a distal head portion 310 and a proximal end portion 312. The proximal end portion 312 of the stud body 302 gradually tapers away from the distal head portion 310 and forms a peripheral flange 322 that defines an opening 318 in communication with an interior cavity 320 formed within the stud body 302. As further shown, the distal head portion 310 defines a top end 316 of the traction element 300 that is configured to provide a traction surface along the sole of an athletic shoe (not shown) when the traction element 300 engages the ground or other athletic surface.
[0041] Referring to FIGS. 17 and 21, in some embodiments the metal insert 304 is made of steel and/or aluminum that forms an insert body 325 defining a distal cap portion 330 and a proximal threaded portion 332 that extends axially from the distal head portion 330. As noted above, the distal cap portion 330 forms external threads 350 that collectively form a standard or reverse thread head that may be driven into the interior cavity 320 of the stud body 302 such that the external threads 350 and insert internal threads 331 of the distal cap portion 330 cut directly into the interior surface of the stud body 302 to establish a secure engagement between the distal cap portion 330 of the metal insert 304 and the stud body 302 during manufacture. The interior cavity 320 defines a recess 308, a first opening of the stud body 318, a second opening of the stud body 319, a shoulder 321, and an interior surface 324. Once engaged to the stud body 302, the metal insert 304 should be centered and aligned along the longitudinal axis A of the stud body 302 and extends partially outward from the interior cavity 320 of the stud body 302. As further shown, the metal insert 304 forms a plurality of drive grippers 333A, 333B, 333C, 333D, 333E, 333F that extend radially extend outward from the proximal threaded portion 332 adjacent the distal cap portion 330 of the metal insert 304. The plurality of drive grippers 330 are configured to engage a drive tool (not shown) that allows the metal insert 304 to be driven into permanent engagement with the stud body 302 as shall be described in greater detail below.
[0042] As shown specifically in FIGS. 18 and 19, in some embodiments a plurality of cutaways 314 may be formed axially along the outer surface of the stud body 302. The plurality of cutaways 314 may be collectively configured to receive a driving tool (not shown), such as a cleat wrench, that engages each respective cutaway 314 such that rotation of the cleat wrench causes the stud body 302 to be manually rotated as the metal insert 304 becomes fully engaged to an engagement point formed along the sole of the athletic shoe. Referring specifically to FIG. 19, in some embodiments the stud body 302 may define three respective cutaways, 314A, 314B and 314C that each extend a distance axially along the surface of proximal end portion 312 of the stud body 302 and are spaced equidistantly relative to each other at a 120 degree angle. In other embodiments, two or more cutaways 314 may be formed along the study body 302 to engage the cleat wrench when coupling the traction element 300 to the sole of the athletic shoe. In some embodiments, each cutaway 314 forms an elongated slot configuration forming a base proximate the peripheral flange 322 of the stud body 302 and two opposing sides that extend the length of the proximal end portion 312 and gradually taper to an apex formed at the top of each cutaway 314. In other embodiments, the plurality of cutaways 314 may define a triangularly-shaped slot, a rectangular-shaped slot, a symmetrically-shaped slot, an asymmetrically-shaped slot, a circular-shaped slot, or a combination thereof.
[0043] In one method of manufacture, the stud body 302 of the traction element 300 may be cast from a metallic material, such as aluminum. The interior cavity 320 is formed inside the stud body 302 by coring out the interior portion of the stud body 302 during manufacturing. In other embodiments, the interior cavity 320 may be machined when the stud body 302 has cooled. Once the interior cavity 320 is formed, a drive tool (not shown) is used to engage the plurality of drive grippers 333 of the metal insert 302 which are then rotated by the drive tool when the metal insert 304 is manually driven into the interior cavity 320 of the stud body 302. The rotating action of the drive tool allows the external threads 350 of the metal insert 304 to act as a standard or reverse thread head that cuts directly into the interior surface of the stud body 302 to establish a secure engagement between the metal insert 304 and the stud body 302. The engagement between the metal insert 304 and the stud body 302 produces a strong structural connection between the metal insert 304 and the stud body 302 such that shear forces applied to the traction element 300 during a sporting activity do not cause the metal insert 304 to break, bend or twist relative to the stud body 302.
[0044] In some embodiments, the traction element 300 may be manufactured with the following dimensions used during manufacture. Referring to FIG. 18, the stud body 302 may have an overall length 600 of 15.0 mm and a width 602 of 16.0 mm. As further shown, the distal head portion 310 of the stud body 202 may have a width 604 of 12.2 mm and a length 606 of 4.0 mm, while the proximal end portion 312 of the study body 302 may have a length 608 of 12.0 mm and a width 602 of 16.0 mm. Referring back to FIG. 21, the interior cavity 320 of the stud body 302 may have a length 610 of at least 7.5 mm and the opening 318 of the interior cavity 320 may have a length 614 of 13.0 mm. After the metal insert 304 is engaged with the stud body 302, the proximal threaded portion 332 of the metal insert 304 will be aligned along the longitudinal axis A of the stud body 304 and extend outwardly from the opening 318 of the stud body 302 at a distance 616 of 6.5 mm. At its widest point, the head of the metal insert 304 may have a width 612 of 8.5 mm. The present disclosure contemplates that the dimensions of the stud body 302 and the metal insert 304 may vary to accommodate different shapes and sizes of traction elements used for different types of athletic shoes.
[0045] It should be understood from the foregoing that, while particular embodiments have been illustrated and described, various modifications can be made thereto without departing from the spirit and scope of the invention as will be apparent to those skilled in the art. Such changes and modifications are within the scope and teachings of this invention as defined in the claims appended hereto.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
D00012

XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.