Process For Manufacturing Hot-rolled Plate, Strip Or Coil Made Of Duplex Stainless Steel
BONNEFOIS; Bernard ; et al.
U.S. patent application number 16/371563 was filed with the patent office on 2019-07-25 for process for manufacturing hot-rolled plate, strip or coil made of duplex stainless steel. The applicant listed for this patent is INDUSTEEL CREUSOT, UGITECH. Invention is credited to Bernard BONNEFOIS, Eric CHAUVEAU, Jean-Michel HAUSER, Jerome PEULTIER, Mickael SERRIERE.
| Application Number | 20190226068 16/371563 |
| Document ID | / |
| Family ID | 36716663 |
| Filed Date | 2019-07-25 |

| United States Patent Application | 20190226068 |
| Kind Code | A1 |
| BONNEFOIS; Bernard ; et al. | July 25, 2019 |
PROCESS FOR MANUFACTURING HOT-ROLLED PLATE, STRIP OR COIL MADE OF DUPLEX STAINLESS STEEL
Abstract
The invention relates to a duplex stainless steel composition, the composition of which consists of, in % by weight: C.ltoreq.0.05% 21%.ltoreq.Cr.ltoreq.25% 1%.ltoreq.Ni.ltoreq.2.95% 0.16%.ltoreq.N.ltoreq.0.28% Mn.ltoreq.2.0% Mo+W/2.ltoreq.0.50% Mo.ltoreq.0.45% W.ltoreq.0.15% Si.ltoreq.1.4% Al.ltoreq.0.05% 0.11%.ltoreq.Cu.ltoreq.0.50% S.ltoreq.0.010% P.ltoreq.0.040% Co.ltoreq.0.5% REM.ltoreq.0.1% V.ltoreq.0.5% Ti.ltoreq.0.1% Nb.ltoreq.0.3% Mg.ltoreq.0.1% the balance being iron and impurities resulting from the smelting, and the microstructure consisting of austenite and 35 to 65% ferrite by volume, the composition furthermore satisfying the following relationships: 40.ltoreq.I.sub.F.ltoreq.70 where I.sub.F=6.times.(% Cr+1.32.times.% Mo+1.27.times.% Si)-10.times.(% Ni+24.times.% C+16.15.times.% N+0.5.times.% Cu+0.4.times.% Mn)-6.17 and I.sub.LCR.gtoreq.30.5 where I.sub.LCR=% Cr+3.3.times.% Mo+16.times.% N+2.6.times.% Ni-0.7.times.% Mn, and also to a process for manufacturing plate, strip, coil, bar, rod, wire, sections, forgings and castings made of this steel.
| Inventors: | BONNEFOIS; Bernard; (Le Breuil, FR) ; PEULTIER; Jerome; (Magnien, FR) ; SERRIERE; Mickael; (Saint Sernin du Bois, FR) ; HAUSER; Jean-Michel; (Ugine, FR) ; CHAUVEAU; Eric; (Albertville, FR) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 36716663 | ||||||||||
| Appl. No.: | 16/371563 | ||||||||||
| Filed: | April 1, 2019 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 14622402 | Feb 13, 2015 | |||
| 16371563 | ||||
| 12305014 | May 11, 2009 | |||
| PCT/FR2007/000994 | Jun 15, 2007 | |||
| 14622402 | ||||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C21D 6/002 20130101; C21D 6/007 20130101; C22C 38/02 20130101; C22C 38/04 20130101; C21D 9/46 20130101; C22C 38/44 20130101; C21D 9/525 20130101; C22C 38/004 20130101; C22C 38/06 20130101; C22C 38/42 20130101; B21B 1/26 20130101; C22C 38/48 20130101; C21D 8/0263 20130101; C21D 8/021 20130101; C21D 6/004 20130101; C22C 38/001 20130101; C21D 8/0226 20130101; C22C 38/52 20130101; C22C 38/005 20130101; C21D 9/52 20130101; C21D 6/008 20130101; C21D 9/0081 20130101; C21D 6/005 20130101; C22C 38/46 20130101; C22C 38/56 20130101; C22C 38/60 20130101; C21D 2211/005 20130101; C22C 38/54 20130101; C22C 38/002 20130101; C22C 38/50 20130101 |
| International Class: | C22C 38/60 20060101 C22C038/60; C22C 38/00 20060101 C22C038/00; C22C 38/48 20060101 C22C038/48; C21D 8/02 20060101 C21D008/02; C22C 38/50 20060101 C22C038/50; C22C 38/52 20060101 C22C038/52; C22C 38/54 20060101 C22C038/54; C22C 38/56 20060101 C22C038/56; B21B 1/26 20060101 B21B001/26; C21D 6/00 20060101 C21D006/00; C21D 9/00 20060101 C21D009/00; C21D 9/46 20060101 C21D009/46; C21D 9/52 20060101 C21D009/52; C22C 38/06 20060101 C22C038/06; C22C 38/46 20060101 C22C038/46; C22C 38/44 20060101 C22C038/44; C22C 38/42 20060101 C22C038/42; C22C 38/04 20060101 C22C038/04; C22C 38/02 20060101 C22C038/02 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jun 16, 2006 | EP | 06290991.6 |
Claims
1. A process for manufacturing a hot-rolled plate, strip or coil made of steel comprising: providing an ingot or slab of a steel of composition comprising in % by weight: C.ltoreq.0.05% 21%.ltoreq.Cr.ltoreq.25% 1%.ltoreq.Ni.ltoreq.2.95% 0.16%.ltoreq.N.ltoreq.0.28% Mn.ltoreq.2.0% Mo+W/2.ltoreq.0.50% Mo.ltoreq.0.45% W.ltoreq.0.15% Si.ltoreq.1.4% Al.ltoreq.0.05% 0.11%.ltoreq.Cu.ltoreq.0.50% S.ltoreq.0.010% P.ltoreq.0.040% Co.ltoreq.0.5% REM.ltoreq.0.1% V.ltoreq.0.5% Ti.ltoreq.0.1% Nb.ltoreq.0.3% Mg.ltoreq.0.1% the balance being iron and impurities resulting from the smelting, and the microstructure consisting of austenite and 35 to 65% ferrite by volume, the composition furthermore satisfying the following relationships: 40.ltoreq.I.sub.F.ltoreq.70 where I.sub.F=6.times.(% Cr+1.32.times.% Mo+1.27.times.% Si)-10.times.(% Ni+24.times.% C+16.15.times.% N+0.5.times.% Cu+0.4.times.% Mn)-6.17 and I.sub.LCR.gtoreq.30.5 where I.sub.LCR=% Cr+3.3.times.% Mo+16.times.% N+2.6.times.% Ni-0.7-% Mn; and hot rolling the ingot or slab at a temperature between 1150 and 1280.degree. C. in order to obtain plate, strip or coil.
2. The process for manufacturing hot-rolled plate made of steel according to claim 1, in which: hot-rolling the ingot or slab at a temperature between 1150 and 1280.degree. C. to obtain a quarto plate; performing a heat treatment at a temperature between 900 and 1100.degree. C.; and cooling the plate by air quench.
3. The process for manufacturing hot-rolled bar or rod made of steel comprising the steps of: providing a continuously cast ingot or bloom of steel of composition comprising in % by weight: C.ltoreq.0.05% 21%.ltoreq.Cr.ltoreq.25% 1%.ltoreq.Ni.ltoreq.2.95% 0.16%.ltoreq.N.ltoreq.0.28% Mn.ltoreq.2.0% Mo+W/2.ltoreq.0.50% Mo.ltoreq.0.45% W.ltoreq.0.15% Si.ltoreq.1.4% Al.ltoreq.0.05% 0.11%.ltoreq.Cu.ltoreq.0.50% S.ltoreq.0.010% P.ltoreq.0.040% Co.ltoreq.0.5% REM.ltoreq.0.1% V.ltoreq.0.5% Ti.ltoreq.0.1% Nb.ltoreq.0.3% Mg.ltoreq.0.1% a balance being iron and impurities resulting from the smelting; hot-rolling the ingot or bloom from a temperature between 1150 and 1280.degree. C. in order to obtain a bar, which is air-cooled, or a coil of wire stock which is water-cooled; and then, optionally: performing a heat treatment at a temperature between 900 and 1100.degree. C.; and quench cooling the bar or coil of wire stock.
4. The process for manufacturing according to claim 3, further comprising the step of: performing a cold-drawing operation carried out on the bar or a die-drawing operation on the rod, after being cooled.
5. The process for manufacturing a steel section according to claim 3, further comprising the step of: performing a cold-forming operation on the hot-rolled bar.
6. The process for manufacturing a steel forging comprising the steps of: providing a hot-rolled bar of claim 3; cutting the hot-rolled bar into slugs; and performing a forging operation on the slugs between 1100.degree. C. and 1280.degree. C.
7. The process for manufacturing according to claim 1, wherein 30.5.ltoreq.I.sub.LCR.ltoreq.38.6.
8. The process for manufacturing according to claim 3, wherein 40.ltoreq.I.sub.F.ltoreq.70--where I.sub.F=6.times.(% Cr+1.32.times.% Mo+1.27.times.% Si)-10.times.(% Ni+24.times.% C+16.15.times.% N+0.5.times.% Cu+0.4.times.% Mn)-6.17 and where I.sub.LCR=% Cr+3.3.times.% Mo+16.times.% N+2.6.times.% Ni-0.7-% Mn.
9. The process for manufacturing according to claim 8, wherein 30.5.ltoreq.I.sub.LCR.ltoreq.38.6.
10. A hot-rolled steel quarto plate, obtained by the process according to claim 2 and having a thickness between 5 and 100 mm.
11. Use of hot-rolled coil obtained by the process according to claim 1, for the manufacture of structural components for material production or energy production installations.
12. Use according to claim 11, in which said material and energy production installations operate between -100 and 300.degree. C., preferably between -50 and 300.degree. C.
13. A cold-rolled steel strip that can be obtained by cold-rolling a hot-rolled coil obtained by the process according to claim 1.
14. A hot-rolled bar obtained by the process according to claim 3 and having a diameter of 18 mm to 250 mm or a hot-rolled rod that can be obtained by the process according to claim 3 and having a diameter of 4 to 30 mm.
15. A cold-drawn bar that can be obtained by the process according to claim 4, having a diameter of 4 mm to 60 mm, or die-drawn rod or wire that can be obtained by the process according to claim 3, having a diameter of 0.010 mm to 20 mm.
16. A mechanical part such as pumps, valve shafts, motor and engine shafts and couplings operating in corrosive media comprising: a bar according to claim 14.
17. Use of a rod or wire according to claim 14 for the manufacture of cold-formed assemblies, for the agri-foodstuff industry, for oil and ore extraction, or for the manufacture of woven or knitted metal fabrics for the filtration of chemicals, ores or foodstuffs.
18. A steel section obtained by the process according to claim 5.
19. A steel forging obtained by the process according to claim 6.
20. Brackets or couplings comprising: a steel forging according to claim 19.
Description
[0001] This is a Divisional of U.S. patent application Ser. No. 14/622,402, filed Feb. 13, 2015, which is a Continuation of U.S. patent application Ser. No. 12/305,014, filed May 11, 2009 which is a National Stage Application of International Patent Application PCT/FR2007/000994, filed Jun. 15, 2007 and claims the benefit of European Patent Application EP 06290991.6, filed Jun. 16, 2006, all of which are hereby incorporated by reference herein.
[0002] The present invention relates to a duplex stainless steel more particularly intended for the manufacture of structural components for material production installations (chemical, petrochemical, paper and offshore industries) or energy production installations, without in any way being limited thereto, and also to the process for manufacturing plate, strip, bar, rod, wire or sections from this steel.
BACKGROUND
[0003] More generally, this steel may be used as a substitute for a 304L type stainless steel in many applications, for example in the above industries or in the agri-foodstuff industry, including parts produced from formed rod or wire (welded grids, etc.), sections (strainers, etc.), shafts, etc. It is also possible to produce castings and forgings.
[0004] For this purpose, stainless steel grades of 304 type and 304L type are known which, in the annealed state, have an essentially austenitic microstructure. In the cold-worked state they may furthermore contain a variable proportion of martensite. However, these steels include large additions of nickel, the cost of which is generally prohibitive. Furthermore, these grades may pose problems from a technical standpoint in certain applications, as they have poor tensile properties in the annealed state, especially as regards the yield strength, and a rather low stress corrosion resistance.
[0005] Austenitic-ferritic stainless steels are also known, which are composed mainly of a mixture of ferrite and austenite, such as the steels 1.4362, 1.4655, 1.4477, 1.4462, 1.4507, 1.4410, 1.4501 and 1.4424 according to the EP10088 standard, which all contain more than 3.5% nickel. These steels are particularly resistant to corrosion and to stress corrosion.
[0006] Ferritic or ferritic-martensitic stainless steel grades are also known, the microstructure of which, for a defined range of heat treatments, is composed of two constituents--ferrite and martensite--preferably in a 50/50 ratio, such as the 1.4017 grade according to the EN10088 standard. These grades, with a chromium content generally less than 20%, have high tensile mechanical properties but do not have satisfactory corrosion resistance.
[0007] Moreover, it is also desirable to simplify the process for manufacturing steel plate, strip, bar, rod, wire or sections.
BRIEF SUMMARY
[0008] The object of the present invention is to remedy the drawbacks of the steels and manufacturing processes of the prior art by providing a stainless steel exhibiting good mechanical properties and in particular a tensile yield strength greater than 400 or even 450 MPa in the annealed or solution-treated state, a high corrosion resistance, in particular the same or better than that of 304L, good microstructural stability and good toughness of welded zones, without adding expensive addition elements, and also providing a process for manufacturing plate, strip, bar, rod, wire or sections from this steel which is simpler to implement.
[0009] For this purpose, the first subject of the invention is a duplex stainless steel, the composition of which consists of, in % by weight: [0010] C.ltoreq.0.05% [0011] 21% .ltoreq.Cr.ltoreq.25% [0012] 1% .ltoreq.Ni.ltoreq.2.95% [0013] 0.16%.ltoreq.N.ltoreq.0.28% [0014] Mn.ltoreq.2.0% [0015] Mo+W/2.ltoreq.0.50% [0016] Mo.ltoreq.0.45% [0017] W.ltoreq.0.15% [0018] Si.ltoreq.1.4% [0019] Al.ltoreq.0.05% [0020] 0.11%.ltoreq.Cu.ltoreq.0.50% [0021] S.ltoreq.0.010% [0022] P.ltoreq.0.040% [0023] Co.ltoreq.0.5% [0024] REM.ltoreq.0.1% [0025] V.ltoreq.0.5% [0026] Ti.ltoreq.0.1% [0027] Nb.ltoreq.0.3% [0028] Mg.ltoreq.0.1% the balance being iron and impurities resulting from the smelting, and the microstructure consisting of austenite and 35 to 65% ferrite by volume, the composition furthermore satisfying the following relationships:
[0028] 40.ltoreq.I.sub.F.ltoreq.70, preferably 40.ltoreq.I.sub.F.ltoreq.60
where
I.sub.F=6.times.(% Cr+1.32.times.% Mo+1.27.times.% Si)-10.times.(% Ni+24.times.% C+16.15.times.% N+0.5.times.% Cu+0.4.times.% Mn)-6.17
[0029] and
I.sub.LCR.gtoreq.30.5, preferably.gtoreq.32
where
I.sub.LCR=% Cr+3.3.times.% Mo+16.times.% N+2.6.times.% Ni-0.7.times.% Mn.
[0030] The steel according to the invention may also include the following optional features, taken individually or in combination:
[0031] the proportion of ferrite is between 35 and 55% by volume;
[0032] the chromium content is between 22 and 24% by weight;
[0033] the manganese content is less than 1.5% by weight;
[0034] the calcium content is less than 0.03% by weight; and
[0035] the molybdenum content is greater than 0.1% by weight.
[0036] A second subject of the invention consists of a process for hot-rolled plate, strip or coil made of steel according to the invention, in which: [0037] an ingot or slab of a steel of composition according to the invention is provided; and [0038] said ingot or slab is hot-rolled at a temperature between 1150 and 1280.degree. C. in order to obtain plate, strip or coil.
[0039] In one particular method of implementation, said ingot or slab is hot-rolled at a temperature between 1150 and 1280.degree. C. in order to obtain what is called quarto plate; a heat treatment is then carried out at a temperature between 900 and 1100.degree. C.; and said plate is cooled by an air quench.
[0040] A third subject of the invention consists of a process for manufacturing hot-rolled bar or rod made of steel according to the invention, in which: [0041] a continuously cast ingot or bloom of steel of composition the invention is provided; [0042] said ingot or bloom is hot-rolled from a temperature between 1150 and 1280.degree. C. in order to obtain bar, which is air-cooled, or a coil of wire stock which is water-cooled; and then, optionally: [0043] a heat treatment is carried out at a temperature between 900 and 1100.degree. C.; and [0044] said bar or a coil of wire stock is quench-cooled.
[0045] In one particular method of implementation, a cold-drawing operation is carried out on said bar or a die-drawing operation is carried out on said rod, after being cooled.
[0046] The invention also covers a process for manufacturing a steel section, in which a cold-forming operation is carried out on a hot-rolled bar obtained according to the invention, and also a process for manufacturing a steel forging, in which a hot-rolled bar obtained according to the invention is cut up into slugs and then a forging operation is carried out on said slugs between 1100.degree. C. and 1280.degree. C.
[0047] The invention furthermore covers various products that can be obtained by the processes according to the invention and also their uses, such as: [0048] hot-rolled steel quarto plate, having a thickness between 5 and 100 mm, and strip and coil, which may be used for the manufacture of structural components for material production or energy production installations, in particular for material and energy production installations operating between -100 and 300.degree. C., preferably between -50 and 300.degree. C.; [0049] cold-rolled steel strip that can be obtained by cold-rolling a hot-rolled coil; [0050] hot-rolled bar having a diameter of 18 mm to 250 mm and cold-drawn bar having a diameter of 4 mm to 60 mm, which products may be used for the manufacture of mechanical parts such as pumps, valve shafts, motor and engine shafts and couplings operating in corrosive media; [0051] hot-rolled rod having a diameter of 4 to 30 mm and die-drawn rod or wire having a diameter of 0.010 mm to 20 mm, which products can be used for the manufacture of cold-formed assemblies, for the agri-foodstuff industry, for oil and ore extraction, or for the manufacture of woven or knitted metal fabrics for the filtration of chemicals, ores or foodstuffs; [0052] sections; [0053] forgings that can be used for the manufacture of brackets or couplings; and [0054] castings that can be obtained by casting a steel according to the invention.
[0055] Other features and advantages of the invention will become apparent on reading the following description, given solely by way of example.
[0056] The duplex stainless steel according to the invention comprises the contents defined below.
[0057] The carbon content of the grade is equal to or less than 0.05%, preferably less than 0.03%, by weight. This is because too high a content of this element degrades the localized corrosion resistance by increasing the risk of chromium carbides precipitating in the heat-affected zones of welds.
[0058] The chromium content of the grade is between 21 and 25% by weight, preferably between 22 and 24% by weight, so as to obtain good corrosion resistance, which is at least equivalent to that obtained with type 304 or 304L grades.
[0059] The nickel content of the grade is between 1 and 2.95%, preferably equal to or less than 2.7%, or even 2.5%, by weight. This austenite-forming element is added so as to obtain good crevice corrosion resistance. At contents of greater than 1% and preferably greater than 1.2% by weight, it has a favourable effect in combating the initiation of pitting corrosions. However, its content is limited since above 2.95% by weight a degradation in the resistance to pitting propagation is observed. Addition of nickel also makes it possible to obtain a good toughness/ductility compromise since it has the benefit of translating the toughness transition curve towards low temperatures, this being particularly advantageous for the manufacture of thick quarto plate, for which the toughness properties are important.
[0060] Since the nickel content in the steel according to the invention is limited, it has been found to be necessary, in order to obtain an appropriate austenite content after heat treatment between 900.degree. C. and 1100.degree. C., to add other austenite-forming elements in unusually high amounts and to limit the contents of ferrite-forming elements.
[0061] The nitrogen content of the grade is between 0.16 and 0.28% by weight, which generally means that the nitrogen is added to the steel during smelting. This austenite-forming element firstly makes it possible to obtain ferrite-austenite two-phase duplex steel containing an appropriate proportion of austenite exhibiting good stress corrosion resistance, and also to obtain metal with high mechanical properties. It also makes it possible to have good microstructural stability in the heat-affected zones of welds. Its maximum content is limited since, above 0.28%, a solubility problem may be observed: formation of blisters during solidification of slabs, blooms, ingots, castings or welds.
[0062] The content of manganese, which is also an austenite-forming element below 1150.degree. C., is kept below 2.0% by weight, and preferably below 1.5% by weight, because of the deleterious effects of this element on many counts. Thus, it poses problems during smelting and refining of the grade since it attacks certain refractories used for the ladles. This requires these expensive elements to be replaced more frequently, and therefore causes the process to be interrupted more frequently.
[0063] Additions of ferro-manganese normally used to bring the grade to composition also contain appreciable amounts of phosphorus and also selenium, which elements it is not desirable to introduce into the steel and are difficult to remove when refining the grade. Manganese also disturbs this refining, by limiting the possibility of decarburation. It also poses a problem further downstream in the process, as it impairs the corrosion resistance of the grade because of the formation of manganese sulphides (MnS) and of oxidized inclusions. This element is conventionally added to grades that it is desired to enrich with nitrogen, so as to increase the solubility of that element in the grade. Without a sufficient manganese content, it was therefore not possible to achieve such a nitrogen level in the steel. However, the inventors have found that it is possible to limit the addition of manganese in the steel according to the invention, while still adding sufficient nitrogen in order to obtain the desired effect on the ferrite-austenite balance of the base metal and to stabilize the heat-affected zones of welds.
[0064] Molybdenum, a ferrite-forming element, is maintained with a content of less than 0.45% by weight, while tungsten is maintained with a content of less than 0.15% by weight. Moreover, the contents of these two elements are such that the sum Mo+W/2 is less than 0.50% by weight, preferably less than 0.4% by weight and even more preferably less than 0.3% by weight. This is because the present inventors have found that, by maintaining these two elements, and with the sum of their contents below the values indicated, no precipitation of embrittling intermetallics is observed, thereby making it possible in particular to relax the process for manufacturing steel plate or strip by permitting said plate or strip to be air-cooled after heat treatment or hot processing. Furthermore, they have observed that, by controlling these elements within the claimed limits, the weldability of the grade is improved. However, it is preferred to maintain a minimum molybdenum content of 0.1% so as to improve the hot forgeability of the grade. Furthermore, smelting a grade having less than 0.1% molybdenum would imply greatly limiting the use of recycling scrap for this grade, thereby posing processing problems, in particular requiring a charge consisting 100% of pure ferro-alloys to be used.
[0065] Copper, an austenite-forming element, is present in an amount of between 0.11 and 0.50% by weight, and preferably between 0.15 and 0.40% by weight. This element improves the corrosion resistance in a reducing acid medium. However, its content is limited to 0.50% by weight in order to prevent the formation of epsilon-phases, which it is desirable to avoid, since these result in hardening of the ferritic phase and embrittlement of the duplex alloy.
[0066] The oxygen content is preferably limited to 0.010% by weight, so as to improve its forgeability.
[0067] Boron is an optional element that may be added to the grade according to the invention in an amount of between 0.0005% and 0.01% by weight, preferably between 0.0005% and 0.005% and even more preferably between 0.0005% and 0.003% by weight, so as to improve its hot conversion. However, in another embodiment, it is preferred to limit the boron content to less than 0.0005% by weight so as to limit the risk of cracking during welding and continuous casting.
[0068] Silicon, a ferrite-forming element, is present with a content of less than 1.4% by weight. Aluminium, a ferrite-forming element, is present with a content of less than 0.05% by weight and preferably between 0.005% and 0.040% by weight, so as to obtain low-melting-point calcium aluminate inclusions. The maximum aluminium content is also limited, so as to avoid excessive formation of aluminium nitrides. The action of these two elements--silicon and aluminium--is essentially to ensure correct deoxidation of the steel bath during smelting.
[0069] Cobalt, an austenite-forming element, is maintained with a content of less than 0.5% by weight, preferably less than 0.3% by weight. This element is a residual element provided by the raw materials. In particular, it is limited because of handling problems that it may pose after irradiation of components in nuclear power plants.
[0070] Rare earth metals (denoted by REM) may be added to the composition in an amount of 0.1% by weight, preferably less than 0.06% by weight. Mention may in particular be made of cerium and lanthanum. The contents of these two elements are limited, as they are liable to form undesirable intermetallics.
[0071] Vanadium, a ferrite-forming element, may be added to the grade in an amount of 0.5% by weight and preferably less than 0.2%, so as to improve the crevice corrosion resistance of the steel.
[0072] Niobium, a ferrite-forming element, may be added to the grade in an amount of 0.3% by weight and preferably less than 0.050% by weight. It helps to improve the tensile strength of the grade, thanks to the formation of fine niobium nitrides. Its content is limited, so as to limit the formation of coarse niobium nitrides.
[0073] Titanium, a ferrite-forming element, may be added to the grade in an amount of 0.1% by weight and preferably less than 0.02% by weight, in order to limit the formation of titanium nitrides formed in particular in the liquid steel.
[0074] It is also possible to add calcium to the grade according to the invention, in order to obtain a calcium content of less than 0.03% by weight and preferably greater than 0.0002% or even greater than 0.0005% by weight, so as to control the nature of the oxide inclusions and improve machinability. The content of this element is limited, as it is liable to form, with sulphur, calcium sulphides which degrade the corrosion resistance properties. In a preferred embodiment, the calcium content is limited to less than 0.0005%, preferably less than 0.0002%, by weight.
[0075] Sulphur is maintained with a content of less than 0.010% by weight and preferably with a content of less than 0.003% by weight. As mentioned above, this element forms sulphides with manganese or calcium, the presence of sulphides being deleterious to the corrosion resistance. Sulphur is considered as an impurity.
[0076] An addition of magnesium in an amount with a final content of 0.1% may be made so as to modify the nature of the sulphides and the oxides.
[0077] Selenium is preferably maintained at less than 0.005% by weight because of its deleterious effect on the corrosion resistance. This element is in general introduced into the grade as impurities of ferrite and manganese ingots.
[0078] Phosphorus is maintained with a content of less than 0.040% by weight, and is considered as an impurity.
[0079] The balance of the composition consists of iron and impurities. Other than those already mentioned above, these impurities may also be zirconium, tin, arsenic, lead or bismuth. Tin may be present with a content of less than 0.100% by weight and preferably less than 0.030% by weight in order to prevent welding problems. Arsenic may be present with a content of less than 0.030% by weight and preferably less than 0.020% by weight. Lead may be present with a content of less than 0.002% by weight and preferably less than 0.0010% by weight. Bismuth may be present with a content of less than 0.0002% by weight and preferably less than 0.00005% by weight. Zirconium may be present in an amount of 0.02%.
[0080] Moreover, the present inventors have found that, when the percentages by weight of chromium, molybdenum, nitrogen, nickel and manganese satisfy the relationship below, the grades in question exhibit good localized corrosion resistance, that is to say resistance to the formation of pits or crevices:
I.sub.LCR=% Cr+3.3.times.% Mo+16.times.% N+2.6.times.% Ni-0.7.times.% Mn.gtoreq.30.5.
[0081] The microstructure of the steel according to the invention, in the annealed state, is composed of austenite and ferrite, which phases are preferably, after treatment for 1 h at 1000.degree. C., present with a ferrite proportion of 35 to 65% by volume and more particularly preferably 35 to 55% by volume.
[0082] The present inventors have also found that the following formula suitably describes the ferrite content at 1100.degree. C.:
I.sub.F=6.times.(% Cr+1.32.times.% Mo+1.27.times.% Si)-10.times.(% Ni+24.times.% C+16.15.times.% N+0.5.times.% Cu+0.4.times.% Mn)-6.17.
[0083] Thus, to obtain a ferrite proportion between 35 and 65% at 1100.degree. C., the ferrite index I.sub.F must be between 40 and 70.
[0084] In the annealed state, the microstructure does not contain other phases that would be deleterious to its mechanical properties, especially such as the sigma-phase and other intermetallic phases. In the cold-worked state, part of the austenite may have been converted to martensite, depending on the actual temperature of deformation and the amount of cold deformation applied.
[0085] In general, the steel according to the invention may be smelted and manufactured in the form of hot-rolled plate, again called quarto plate, but also in the form of hot-rolled strip, from slabs or ingots, and also in the form of cold-rolled strip from hot-rolled strip. It may also be hot-rolled in the form of bar or rod stock or sections or forgings. These products may then be hot-converted by forging or cold-converted into bar or drawn sections or die-drawn wire. The steel according to the invention may also be processed by casting, whether followed by heat treatment or not.
[0086] To obtain the best possible performance characteristic, it will be preferential to use the process according to the invention that firstly includes the provision of a steel ingot, slab or bloom having a composition according to the invention.
[0087] This ingot, slab or bloom is generally obtained by melting the raw materials in an electric furnace followed by vacuum remelting of the AOD or VOD type with decarburization. The grade can then be cast in the form of ingots, or in the form of slabs or blooms by continuous casting in a bottomless mould. It is also conceivable to cast the grade directly in the form of thin slabs, in particular by continuous casting between counter-rotating rolls.
[0088] After having provided the ingot, slab or bloom, this may optionally be reheated so as to reach a temperature between 1150 and 1280.degree. C., but it is also possible to work directly on the slab immediately on being continuously cast, while still hot.
[0089] In the case of plate manufacture, the slab or ingot is then hot-rolled in order to obtain a quarto plate generally having a thickness between 5 and 100 mm. The reduction ratios generally employed at this stage vary between 3 and 30%. This plate then undergoes a heat treatment to put the precipitates, formed at this stage, back into solution by reheating to a temperature between 900 and 1100.degree. C., and is then cooled.
[0090] The process according to the invention provides for air-quench cooling, which is easier to implement than the conventionally used cooling for this type of grade, which is more rapid cooling, using water. However, it remains possible to carry out a water-cooling operation, if so desired.
[0091] This slow air cooling is particular made possible thanks to the limited nickel and molybdenum content of the composition according to the invention, which is not subject to the precipitation of intermetallic phases detrimental to its usage properties. This cooling may in particular be carried out at a rate ranging from 0.1 to 2.7.degree. C./s.
[0092] After being hot-rolled, the quarto plate may be levelled, cut and pickled if it is desired to deliver it in this state.
[0093] It is also possible to roll this bare steel on a strip rolling mill down to thicknesses of between 3 and 10 mm.
[0094] In the case of manufacturing long products from ingots or blooms, it is possible to hot-roll in a single hot pass on a multi-stand rolling mill, between fluted rolls, at a temperature between 1150 and 1280.degree. C. in order to obtain a bar or coil of wire stock, or rolled. The cross-section ratio between the initial bloom and the final product is preferably greater than 3, so as to ensure the internal soundness of the rolled product.
[0095] When a bar has been manufactured, this is cooled on leaving the rolling mill, by simple air spreading.
[0096] When rolled rod with a diameter of greater than 13 mm is manufactured, this may be cooled, on leaving the rolling mill, by quenching it in coil form in a water tank.
[0097] When rod with a diameter of 13 mm or less is manufactured, it may be cooled by a water quench in the form of turns spread out on a conveyor after said turns have passed along a conveyor for 2 to 5 minutes through a solution treatment furnace at a temperature between 850.degree. C. and 1100.degree. C.
[0098] A subsequent furnace heat treatment between 900.degree. C. and 1100.degree. C. may optionally be carried out on this bar or coil, already treated after the hot-rolling, if it is desired to complete the recrystallization of the structure and slightly reduce the tensile properties.
[0099] After this bar or coil of rod has cooled, various hot-forming or cold-forming treatments may be carried out, depending on the final usage of the product. The bar may undergo a cold-drawing operation or the rod may undergo a die-drawing operation, after being cooled.
[0100] The hot-rolled bar may also be cold-formed or parts may be manufactured after the bar has been cut up into slugs and then forged.
BRIEF DESCRIPTION OF THE DRAWINGS
[0101] To illustrate the invention, trials were made and these will be described in particular with reference to FIGS. 1 to 5 which show:
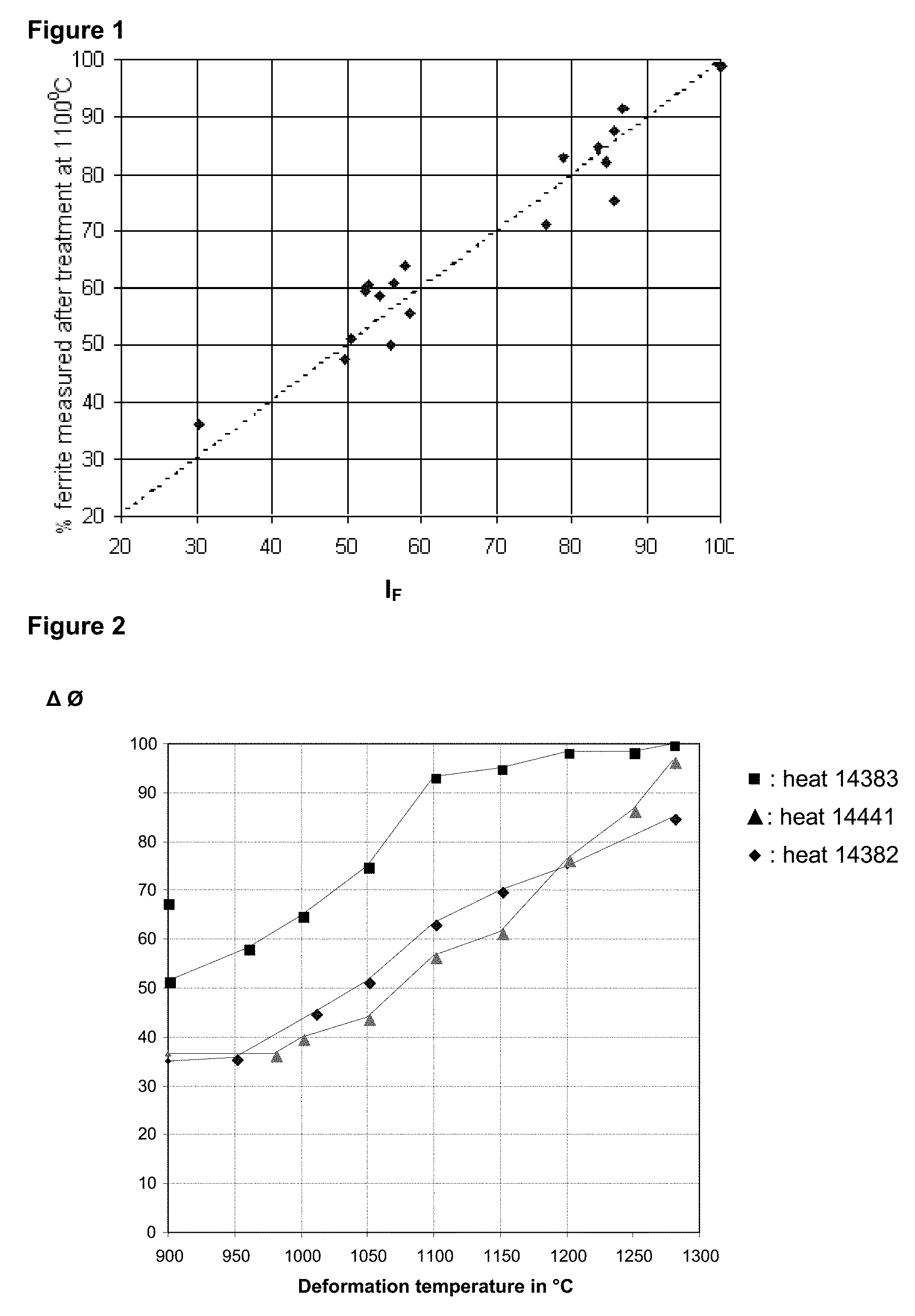
[0102] FIG. 1: A correlation between % ferrite after treatment at 1100.degree. C. and I.sub.F for as-processed products;
[0103] FIG. 2: A relative diametral change .DELTA.O as a function of the deformation temperature;
[0104] FIG. 3: Pitting potentials E1 and E2, determined on forged bars, as a function of the index I.sub.LCR;
[0105] FIG. 4: The uniform corrosion rate V, determined on forged bars, as a function of the index I.sub.LCR; and
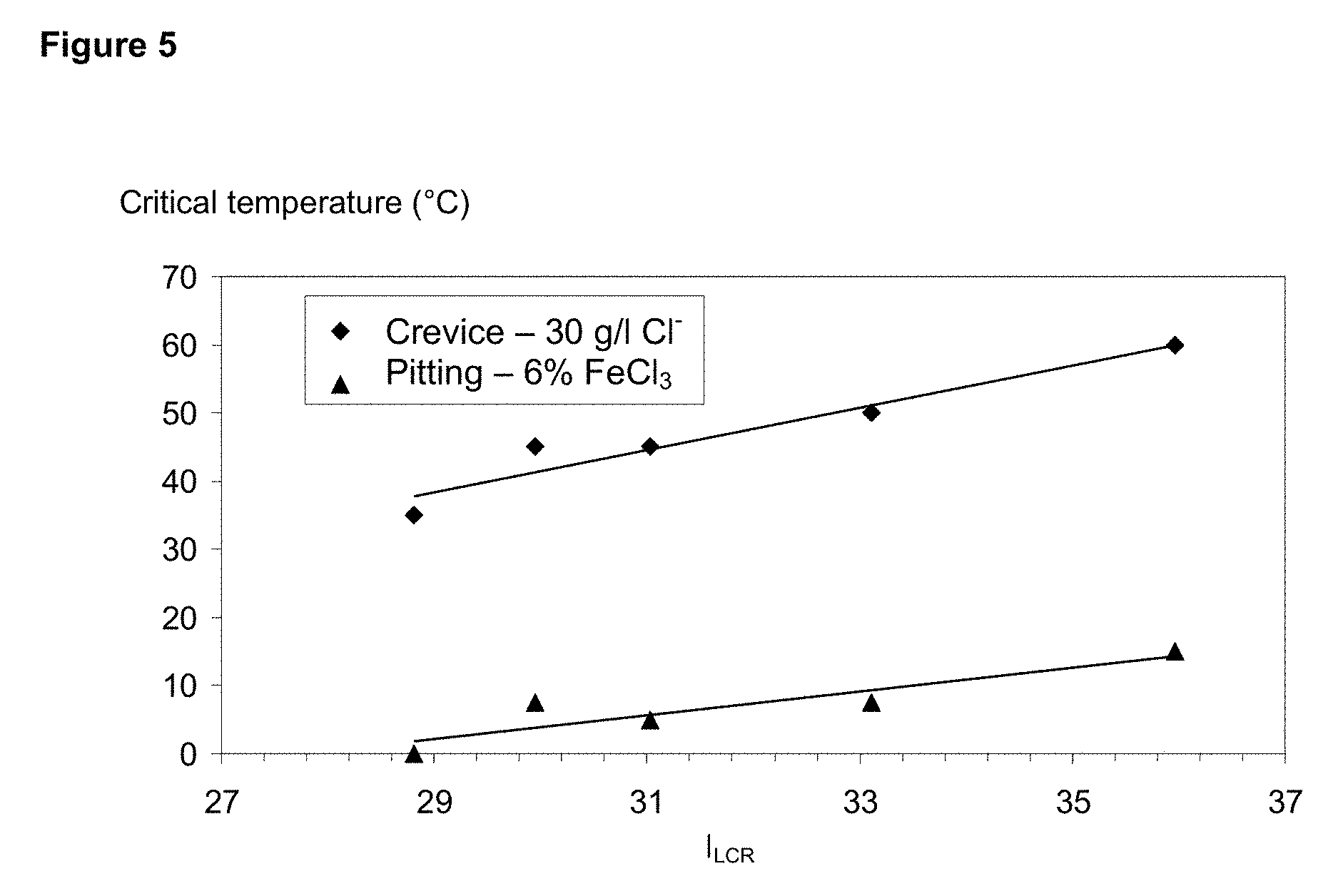
[0106] FIG. 5: Critical temperatures T.sub.CC and T.sub.CP, determined on forged bars, as a function of the index I.sub.LCR.
DETAILED DESCRIPTION
Examples
[0107] 25 kg laboratory ingots were produced by vacuum induction melting pure ferro-alloy raw materials, followed by introducing nitrogen by addition of ferro-alloys nitrided under a nitrogen partial pressure and cast into a metal mould under an external nitrogen pressure of 0.8 bar. Among these, only trials 14441 and 14604 were according to the invention.
[0108] An industrial heat according to the invention of 150 tonnes referenced 8768 was produced. This grade was smelted by melting in an electric furnace then vacuum-refined with decarburization in order to achieve the intended carbon level. It was then continuously cast into slabs measuring 220.times.1700 mm in cross section before being hot-rolled, after reheating to 1200.degree. C., into quarto plates with thicknesses of 7, 12 and 20 mm. The plates thus obtained then underwent a heat treatment at around 1000.degree. so as to put the various precipitates present at this stage back into solution. After the heat treatment, the plates were water-cooled, then levelled, cut and pickled.
[0109] The compositions in percentages by weight of the various grades smelted on a laboratory scale or an industrial scale are given in Table 1, together with the compositions of the various industrial products or semi-finished products smelted in an electric furnace, followed by AOD refining and cast into ingots or continuously cast, these being mentioned for comparison.
TABLE-US-00001 TABLE 1 Heat No. 14441 14604 8768 14382 14383 14439 14426 14422 14425 14424 14660 Product 25 kg 25 kg 150 t 25 kg 25 kg 25 kg 25 kg 25 kg 25 kg 25 kg 25 kg Al 0.014 0.012 0.0042 0.010 0.015 0.014 <0.002 <0.002 0.024 C 0.016 0.028 0.020 0.020 0.020 0.017 0.021 0.022 0.019 0.020 0.024 Cr 23.07 22.80 22.83 23.03 23.01 23.05 26.67 26.56 26.68 26.61 22.79 Cu 0.301 0.300 0.15 0.304 0.297 0.299 0.279 0.280 0.280 0.208 0.284 Mn 1.282 1.284 1.25 1.288 1.277 1.309 0.724 0.706 0.723 0.705 4.780 Mo 0.249 0.249 0.35 0.251 0.250 0.251 1.322 1.337 1.327 1.328 0.296 N 0.212 0.239 0.21 0.110 0.110 0.290 0.119 0.117 0.300 0.237 0.199 Ni 2.539 1.692 2.50 4.249 1.552 1.485 4.532 1.419 1.541 2.549 2.470 O 0.0049 0.0038 0.0042 0.0031 0.0039 0.0052 0.0316 0.0284 0.0205 0.0221 0.0033 P 0.023 0.023 0.024 0.024 0.024 0.022 0.025 0.022 0.025 0.022 0.025 S 0.0009 0.0010 0.0005 0.0008 0.0008 0.0009 0.0209 0.0203 0.0210 0.0203 0.0014 Si 0.430 0.358 0.44 0.399 0.455 0.403 0.424 0.391 0.407 0.408 0.494 V 0.121 0.061 0.064 0.123 0.122 0.120 0.106 0.102 0.109 0.107 0.013 W <0.010 <0.010 0.019 <0.010 <0.010 <0.010 <0.010 <0.010 <0.010 <0.010 <0.010 Ti 0.0048 0.0017 0.007 0.0027 0.0039 0.0027 0.0041 0.0059 0.0047 0.0050 0.0011 Zr 0.0048 0.0052 0.0042 0.0049 0.0055 0.0064 0.0055 0.0060 0.0058 0.0072 0.0083 Co <0.002 <0.002 0.041 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 Ca <0.0005 <0.0005 0.0003 <0.0005 <0.0005 <0.005 <0.0005 <0.005 <0.0005 <0.0005 <0.0002 Nb <0.002 <0.002 0.0009 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 Se <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 As <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 <0.002 Ce + La <0.0002 <0.0002 <0.0002 <0.0002 <0.0002 <0.0002 <0.0002 <0.0002 <0.0002 <0.0002 <0.0002 Mg <0.0005 <0.0005 0.0004 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 B <0.0005 <0.0005 0.0024 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 <0.0005 Heat No. 304 304L 316L UNS32101 UNS32304 140301 436002 517077 533054 150091 Product * * * * * * * * * * Al 0.026 0.006 C 0.020 0.018 0.022 0.018 0.015 0.021 0.026 0.029 0.011 Cr 18.23 18.4 16.5 21.6 22.9 23.01 22.30 22.14 22.32 23.02 Cu 0.15 0.11 0.31 0.24 0.163 0.303 0.260 0.284 0.083 Mn 0.79 1.20 1.66 5.2 1.26 1.563 1.097 1.082 1.054 1.584 Mo 0.37 0.16 2.08 0.3 0.24 2.802 0.277 0.285 0.275 3.118 N 0.044 0.074 0.067 0.224 0.12 0.164 0.143 0.119 0.106 0.150 Ni 8.96 10.2 10.24 1.5 4.20 5.500 4.022 3.995 4.364 8.672 O 0.0037 P 0.023 0.020 0.019 0.027 0.028 0.022 0.022 0.023 0.019 S 0.0013 0.0011 0.0004 0.0008 0.0006 0.0004 0.0004 0.0006 0.0009 Si 0.37 0.50 0.71 0.40 0.206 0.414 0.464 0.400 0.390 V 0.103 0.114 0.058 0.126 W 0.028 0.017 0.013 0.022 Ti 0.0065 0.0040 0.0030 0.0033 Co 0.063 0.129 0.056 0.035 Zr Ca 0.0007 0.0026 0.0028 0.0007 Nb 0.0046 0.009 0.012 0.0063 Se <0.0020 <0.0020 <0.0020 <0.0020 <0.0020 Ce + La Mg 0.0014 <0.0005 <0.0005 <0.0005 <0.0005 B 0.0008 <0.0005 <0.0005 0.0022 <0.0005 *: Rolled plate or billet or bar.
[0110] 1. Ferrite Contents
[0111] 1.1 Ferrite Contents on As-Processed Products
[0112] Specimens ranging from 1 to 8 cm.sup.3 in volume were cut from these laboratory heats in the as-cast state or from industrial products in the as-cast state, and heat treatments for 30 minutes at various temperatures were carried out on these specimens, in a salt bath, followed by an end-of-treatment water quench, in order to determine the proportion of ferrite at high temperature. Since ferrite is magnetic, unlike austenite, carbides and nitrides possibly present, an assaying method was used in which the saturation magnetization was measured. The ferrite contents thus determined are given in Table 2 and plotted in FIG. 1.
[0113] FIG. 1 shows that there is a good correlation between the index I.sub.F and the ferrite contents measured on the base metal after treatments at 1100.degree. C.
[0114] It has also been shown that heat 14441 according to the invention has, below 1300.degree. C., a ferrite content appropriate to hot transformation to a duplex structure. Furthermore, after heat treatment in the 950.degree. C. to 1100.degree. C. range, it has a ferrite content appropriate for stress corrosion resistance.
TABLE-US-00002 TABLE 2 Heat 14382 14383 14441 14426 14422 14425 14424 140301 436002 517077 533054 150091 Product Ingot Ingot Ingot Ingot Ingot Ingot Ingot CCB CCB CCB CCB CCB As- 55.6 50.5 52.6 50.3 25.4 processed state +900.degree. C. 45.6 89.5 54.4 71.2 98.7 100 91.9 45 51.0 47.2 20.5 +950.degree. C. 48.7 87.1 51.7 71.1 98.8 99.6 94.6 42.8 48.9 46.1 25.4 +1000.degree. C. 50.9 90.0 54.5 71.8 99.4 99.4 93.4 50.8 42.1 50.7 46.0 28.8 +1050.degree. C. 55.7 81.0 53.0 77.8 98.6 99.1 78.8 54 44.2 54.6 48.3 33.7 +1100.degree. C. 60.8 84.6 55.5 82.0 99.0 87.4 75.4 58.6 47.6 59.4 51.3 36.1 +1150.degree. C. 65.2 88.6 59.0 88.1 98.9 75.6 78.1 64.6 52.7 66.7 57.9 41.1 +1200.degree. C. 76.6 94.2 64.0 95.4 98.8 78.4 71.6 59.3 75.5 64.8 46.7 +1250.degree. C. 92.3 98.1 67.7 100 99.2 81.0 86.2 81.5 67.4 86.0 73.2 55.1 +1300.degree. C. 95.2 97.7 72.6 99.4 98.7 85.9 93.5 100 78.3 99.0 85.0 66.4 CCB = continuously cast bloom.
[0115] 1.2. Ferrite Contents On End-Products
[0116] The ferrite content was also measured by the grid method (according to ASTM E 562 standard) on forged bars after heat treatment at 1030.degree. C. and in heat-affected zones of weld beads deposited by a coated electrode with a constant energy resulting in cooling rates at 700.degree. C. of 20.degree. C./s. The results (ferrite contents of the base metal and of the heat-affected zone) are given in Table 3. This shows that heats 14441 and 14604 according to the invention have a ferrite content in the base metal and in the heat-affected zone that is favourable to localized corrosion resistance and to stress corrosion resistance, and also favourable to toughness (cf. Table 5).
TABLE-US-00003 TABLE 3 Ferrite contents .alpha..sub.BM .alpha..sub.HAZ Reference Product (%) (%) 14441* forged rod 48 70 14604* forged rod 54 65 14382 forged rod 49 80 14383 forged rod 79 88 14660 forged rod 48 72 UNS S32101 HR plate 45 67 UNS S32304 HR plate 47 75 *according to the invention; HR: hot-rolled; .alpha..sub.BM (%): ferrite content measured on the base metal; .alpha..sub.HAZ: ferrite content measured in the heat-affected zone.
[0117] 2. Castability
[0118] Ingot 14439 exhibited blisters and was unusable. To avoid this phenomenon during casting in air at atmospheric pressure, it proved necessary to limit the nitrogen content of the heats according to the invention to less than 0.28% by weight.
[0119] 3. Hot-Transformation Capability
[0120] The hot-deformability was evaluated using hot tensile tests carried out on test specimens, the calibrated part of which, having a diameter of 8 mm and a length of 5 mm, was heated by Joule heating for 80 seconds at 1280.degree. C. and then cooled at 2.degree. C. per second down to the test temperature, which varied between 900 and 1280.degree. C. When this temperature was reached, the rapid tensile test was immediately started, at the rate of 73 mm/s; after fracture, the necking diameter at the break was measured.
[0121] The relative diametral change (Table 4), as defined below, reflects the hot-deformability:
[0122] .DELTA.O=100.times.(1-(final diameter/initial diameter)).
TABLE-US-00004 TABLE 4 Relative diametral changes (hot tensile test) Test temperature .DELTA.O(in %) (.degree. C.) Heat 14382 Heat 14383 Heat 14441* 1280 85.0 100.0 96.7 1250 98.3 86.7 1200 75.0 98.3 76.7 1150 70.0 95.0 61.7 1100 63.3 93.3 56.7 1050 51.7 75.0 44.2 1010 45.0 1000 65.0 40.0 980 36.7 960 58.3 950 35.8 900 35.0 51.7 36.7 *according to the invention.
[0123] On examining Table 4 and FIG. 2, which represents the data in the form of curves, it may be seen that heat 14441 according to the invention has a hot-deformability comparable to that of comparative reference heat 14382.
[0124] 4. Mechanical Properties
[0125] The tensile properties R.sub.e0.2 and R.sub.m were determined according to the NFEN 10002-1 standard. The toughness K.sub.v was determined at various temperatures according to the NF EN 10045 standard.
TABLE-US-00005 TABLE 5 Mechanical properties K.sub.V K.sub.V R.sub.e0.2 R.sub.m 20.degree. C. -50.degree. C. Reference Product (MPa) (MPa) (J) (J) 14441* forged bar 477 716 334 51 14604* forged bar 477 691 288 18 14382 forged bar 436 664 >339 339 14383 forged bar 458 604 79 9 14660 forged bar 493 701 293 31 304L HR plate 218 523 312 301 316L HR plate 232 537 307 298 UNS S32101 HR plate 466 720 101 60 UNS S32304 HR plate 438 663 268 153 8768* HR plate 519 743 *according to the invention; HR: hot-rolled; R.sub.e0.2: at yield strength 0.2% strain; R.sub.m: tensile strength.
[0126] The results of the laboratory heats 14441 and 14604 and of the industrial heat 8768, all three according to the invention, show that a yield strength of greater than 450 MPa, i.e. twice that obtained for austenitic steels of AISI 304L type, may be obtained.
[0127] The toughness values determined at 20.degree. C. for the laboratory heats 14441 and 14604 and for the industrial heat 8768, all three according to the invention, are all greater than 200 J, this being satisfactory taking into account the yield strength level of these grades. For heat 14383 not according to the invention, having a low nitrogen content and a high ferrite content in the annealed state, the toughness values at 20.degree. C. are below 100 J. This confirms the need for a sufficient addition of nitrogen in order to obtain a satisfactory toughness level.
[0128] 5. Corrosion Resistance
[0129] Corrosion resistance tests were carried out both on the forged bars from laboratory heats and on coupons removed from hot-rolled plates coming from the industrial heats.
[0130] 5.1 Localized Corrosion Resistance
[0131] The pitting corrosion resistance was evaluated by plotting the current-potential curves and determining the pitting potential for i=100 .mu.A/cm.sup.2. This parameter was measured in a neutral medium (pH=6.4) with a high chloride concentration ([Cl.sup.-]=30 g/l) at 50.degree. C. (E.sub.1), representative of the brine encountered in seawater desalination plants, and in a slightly acid (pH=5.5) medium with a low chloride concentration ([Cl.sup.-]=250 ppm) at room temperature (E.sub.2) representative of drinking water. The critical pitting temperature in a ferric chloride medium (6% FeCl.sub.3) was also determined according to the ASTM G48-00 standard, method C.
[0132] In another series of trials, the pitting corrosion resistance was determined in a deaerated neutral medium containing 0.86 mol/litre of NaCI, corresponding to 5% NaCl by weight, at 35.degree. C. A floating potential measurement for 900 seconds was carried out. Next, a potentiodynamic curve was plotted at a rate of 100 mV/min of the floating potential up to the pitting potential. The pitting potential (E.sub.3) was determined for i=100 .mu.A/cm.sup.2. Under these conditions, specimens according to the invention and reference specimens of 304L grade and austenitic-ferritic duplex grades of 1.4362 type and others were tested.
[0133] The crevice corrosion resistance was studied by measuring the critical crevice temperature in the neutral medium (pH=6.4) with a high chloride concentration ([Cl.sup.-]=30 g/l). The arrangement favouring floating crevice corrosion was in accordance with the recommendations given in the ASTM G78-99 standard. The critical crevice temperature is the minimum temperature for which crevices with a depth of greater than 25 .mu.m are observed.
[0134] The values obtained are given in Table 6. Comparison between the results obtained on the plate made of UNS S32304 and the bar obtained from heat 14382, these two being of similar chemical composition, indicates that the corrosion resistance of a bar is lower than that of a hot-rolled plate of the same composition.
[0135] The present inventors have found that the localized corrosion resistance index, that is to say resistance to the formation of pits or crevices, abbreviated to I.sub.LCR and defined by:
I.sub.LCR=Cr+3.3.times.Mo+16.times.N+2.6.times.Ni-0.7.times.Mn
[0136] (contents in Cr, Mo, N, Ni and Mn in % by weight) [0137] accounts for the classification of all the compositions containing less than 6% nickel as regards localized corrosion resistance (see FIGS. 3, 4 and 5).
[0138] Heats 14383 and 14660 not according to the invention, having I.sub.LCR indices equal to 28.7 and 29.8, exhibit an inferior corrosion behaviour than a steel of AISI 304L type. Heats 14604 and 14441 according to the invention, having an I.sub.LCR of 30.9 and 33, behave at least as well as 304L type steel. To obtain a corrosion resistance at least equal to that of AISI 304L grade, it has been found that the steels according to the invention must preferably have an I.sub.LCR of greater than 30.5 and preferably greater than 32.
[0139] 5.2 Uniform Corrosion Resistance
[0140] Uniform corrosion was characterized by evaluating the corrosion rate by loss of weight after 72 hours' immersion in a 2% dilute sulphuric acid solution heated to 40.degree. C.
[0141] Comparing the corrosion rates for the experimental heats containing 2.5% Ni and 0.2% N (14441 according to the invention and 14660 not according to the invention) clearly shows the negative effect of a high Mn content on the uniform corrosion resistance in a sulphuric medium.
TABLE-US-00006 TABLE 6 Localized and uniform corrosion resistance data E.sub.1 E.sub.2 E.sub.3 T.sub.CP T.sub.CC V Ref. Product I.sub.LCR (V/ECS) (V/ECS) (V/ECS) (.degree. C.) (.degree. C.) (mm/y) 14441* forged rod 33.0 0.165 1.058 0.320 7.5 50 0.73 14604* forged bar 30.9 0.159 0.802 5 45 1.8 14382 forged bar 35.8 0.302 1.323 0.420 15 60 0.24 14383 forged bar 28.7 0.049 0.595 0.050 0 35 4.95 14660 forged bar 29.8 0.094 0.707 7.5 45 1.11 304L HR plate NA 0.188 0.834 0.210 5 65 316L HR plate NA 0.266 0.865 7.5 75 UNS S32101 HR plate 26.4 0.163 0.855 12.5 UNS S32304 HR plate 35.7 0.413 1.330.sup.1 17.5 95 517077 rolled bar 34.6 0.415 140301 rolled bar 47.1 1.200.sup.1 8768* HR plate 33.1 0.227 1.273.sup.1 *according to the invention; .sup.1odixation potential of the solvent, no pitting observed; HR: hot-rolled; NA: not applicable; E.sub.1: pitting potential in neutral medium (pH = 6.4) having a high chloride concentration (30 g/l of Cl.sup.-) at 50.degree. C.; E.sub.2: pitting potential in slightly acid environment (pH = 5.5) having a low chloride concentration (250 ppm of Cl.sup.-) at 25.degree. C.; E.sub.3: pitting potential in neutral chloride medium (5% NaCl) at 35.degree. C.; T.sub.CP: critical pitting temperature in a ferric chloride medium; T.sub.CC: critical crevice temperature in neutral medium (pH = 6.4) with a high chloride concentration (30 g/l of Cl.sup.-) V: uniform corrosion rate in 2% sulphuric acid medium at 40.degree. C.
[0142] 5.3 Repassivation Potential
[0143] The steel specimens were polished under water using SiC paper up to 1200 and then aged for 24 hours in air.
[0144] The cyclic polarization test in a chloride medium was carried out by starting with measurement of the floating potential for 15 min, followed by cyclic dynamic polarization at 100 mV/min starting from the floating potential up to the potential for which the current reached an intensity of 300 .mu.A/cm.sup.2, followed by return to the potential for which the current is zero.
[0145] Thus, the pitting potential (P.sub.pit) and the repassivation potentials (P.sub.repassivation) of the previously formed pits were determined. The results obtained are given in Table 7.
TABLE-US-00007 TABLE 7 Repassivation as a function of the nickel content Heat % Ni V.sub.pit-V.sub.repassivation (mV/ECS) 14382 4.5 460 14441 2.5 361 14383 1.5 227
[0146] From the repassivation potential tests in NaCl medium, the higher the nickel content the greater the difference between the pitting potential and the repassivation potential. This shows that nickel is not beneficial to the repassivation of a grade according to the invention that has previously undergone pitting corrosion.
* * * * *
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.