Manufacturing Method Of Steel Component And Steel Component
OKAMOTO; Riki ; et al.
U.S. patent application number 16/332719 was filed with the patent office on 2019-07-18 for manufacturing method of steel component and steel component. This patent application is currently assigned to NIPPON STEEL & SUMITOMO METAL CORPORATION. The applicant listed for this patent is NIPPON STEEL & SUMITOMO METAL CORPORATION. Invention is credited to Kazuo HIKIDA, Nobusato KOJIMA, Noriyuki MAEKAWA, Riki OKAMOTO.
| Application Number | 20190218637 16/332719 |
| Document ID | / |
| Family ID | 62024607 |
| Filed Date | 2019-07-18 |
| United States Patent Application | 20190218637 |
| Kind Code | A1 |
| OKAMOTO; Riki ; et al. | July 18, 2019 |
MANUFACTURING METHOD OF STEEL COMPONENT AND STEEL COMPONENT
Abstract
A manufacturing method of a steel component includes: heating a steel sheet in a carburizing atmosphere to form a carburized layer on a surface of the steel sheet, the steel sheet having: a chemical composition represented by: in mass %, C: 0.0005 to 0.1%; Si: 0.01 to 2.0%; Mn: 0.05 to 3.0%; Al: 0.9% or less; P: 0.05% or less; S: 0.01% or less; Ti: 0.0 to 0.2%; Nb: 0.0 to 0.1%; Cr: 0 to 2%; Mo: 0.0 to 0.2%; B: 0.000 to 0.005%; and the balance: Fe and impurities; and a steel structure represented by ferrite with an area fraction of 70% or more; and forming the steel sheet by using metal dies, and performing quenching on the steel sheet in a state of housing the steel sheet in the metal dies to transform the carburized layer into martensite and make a part of the steel sheet on the further inside than the carburized layer to be a steel structure represented by ferrite with an area fraction of 50% or more.
| Inventors: | OKAMOTO; Riki; (Tokyo, JP) ; KOJIMA; Nobusato; (Tokyo, JP) ; HIKIDA; Kazuo; (Tokyo, JP) ; MAEKAWA; Noriyuki; (Tokyo, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | NIPPON STEEL & SUMITOMO METAL
CORPORATION Tokyo JP |
||||||||||
| Family ID: | 62024607 | ||||||||||
| Appl. No.: | 16/332719 | ||||||||||
| Filed: | October 31, 2016 | ||||||||||
| PCT Filed: | October 31, 2016 | ||||||||||
| PCT NO: | PCT/JP2016/082222 | ||||||||||
| 371 Date: | March 12, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C22C 38/06 20130101; C22C 38/02 20130101; C22C 38/04 20130101; C21D 1/06 20130101; C22C 38/14 20130101; C21D 9/00 20130101; B21D 22/20 20130101; C21D 2211/008 20130101; C22C 38/004 20130101; C21D 2211/005 20130101; C22C 38/12 20130101; C23C 8/32 20130101; C22C 38/38 20130101; C21D 8/0257 20130101; C21D 1/673 20130101; C23C 8/22 20130101; C21D 1/18 20130101; C22C 38/00 20130101 |
| International Class: | C21D 8/02 20060101 C21D008/02; C22C 38/02 20060101 C22C038/02; C22C 38/04 20060101 C22C038/04; C22C 38/06 20060101 C22C038/06; C22C 38/14 20060101 C22C038/14; C22C 38/12 20060101 C22C038/12; C21D 1/18 20060101 C21D001/18 |
Claims
1. A manufacturing method of a steel component, comprising: heating a steel sheet in a carburizing atmosphere to form a carburized layer on a surface of the steel sheet, the steel sheet having: a chemical composition represented by: in mass %, C: 0.0005 to 0.1%; Si: 0.01 to 2.0%; Mn: 0.05 to 3.0%; Al: 0.9% or less; P: 0.05% or less; S: 0.01% or less; Ti: 0.0 to 0.2%; Nb: 0.0 to 0.1%; Cr: 0 to 2%; Mo: 0.0 to 0.2%; B: 0.000 to 0.005%; and the balance: Fe and impurities; and a steel structure represented by ferrite with an area fraction of 70% or more; and forming the steel sheet by using metal dies, and performing quenching on the steel sheet in a state of housing the steel sheet in the metal dies to transform the carburized layer into martensite and make a part of the steel sheet on the further inside than the carburized layer to be a steel structure represented by ferrite with an area fraction of 50% or more.
2. The manufacturing method of the steel component according to claim 1, wherein in the formation of the carburized layer on the surface of the steel sheet, the steel sheet is subjected to soaking at a temperature of 820.degree. C. or more.
3. The manufacturing method of the steel component according to claim 2, wherein in the formation of the carburized layer on the surface of the steel sheet, the steel sheet is subjected to soaking for one hour or more.
4. The manufacturing method of the steel component according to claim 3, further comprising performing working on the steel sheet at an equivalent strain of less than 5% or 20% or more, before the formation of the carburized layer on the surface of the steel sheet.
5-7. (canceled)
8. The manufacturing method of the steel component according to claim 2, further comprising performing working on the steel sheet at an equivalent strain of less than 5% or 20% or more, before the formation of the carburized layer on the surface of the steel sheet.
9. The manufacturing method of the steel component according to claim 1, wherein in the formation of the carburized layer on the surface of the steel sheet, the steel sheet is subjected to soaking for one hour or more.
10. The manufacturing method of the steel component according to claim 9, further comprising performing working on the steel sheet at an equivalent strain of less than 5% or 20% or more, before the formation of the carburized layer on the surface of the steel sheet.
11. The manufacturing method of the steel component according to claim 1, further comprising performing working on the steel sheet at an equivalent strain of less than 5% or 20% or more, before the formation of the carburized layer on the surface of the steel sheet.
12. A steel component, comprising: a base material having: a chemical composition represented by: in mass %, C: 0.0005 to 0.1%; Si: 0.01 to 2.0%; Mn: 0.05 to 3.0%; Al: 0.9% or less; P: 0.05% or less; S: 0.01% or less; Ti: 0.0 to 0.2%; Nb: 0.0 to 0.1%; Cr: 0 to 2%; Mo: 0.0 to 0.2%; B: 0.000 to 0.005%; and the balance: Fe and impurities; and a steel structure represented by in an area fraction, ferrite: 50% or more; and a carburized layer made of martensite and existing on a surface of the base material.
13. The steel component according to claim 12, wherein: the carburized layer made of the martensite contains C of 0.5 to 0.9% in mass %; and in a range of t/4 to 3t/4 from a surface of the steel component when a thickness of the steel component is set to t, a total area fraction of ferrite grains each having a grain diameter of 200 .mu.m or more in terms of a circle-equivalent diameter is 5% or less.
14. The steel component according to claim 13, wherein an effective case depth is 0.05 to 0.5 mm.
15. The steel component according to claim 12, wherein an effective case depth is 0.05 to 0.5 mm.
Description
TECHNICAL FIELD
[0001] The present invention relates to a manufacturing method of a steel component and a steel component.
BACKGROUND ART
[0002] A machine mounted on an automobile, such as one typified by a torque converter or the like, and an industrial machine are generally configured by including a plurality of steel components having various shapes. Further, a lot of such steel components are formed by presswork.
[0003] When a C content of a steel sheet which forms such a steel component is lowered, a toughness of the steel component is increased. Accordingly, a steel component required to have high toughness sometimes uses a steel sheet with low C content. On the other hand, when the C content of the steel sheet which forms the steel component is lowered, a fatigue strength and an abrasion resistance of the steel component are lowered. Accordingly, in order to increase the fatigue strength and the abrasion resistance without lowering the toughness, there is used a method of hardening a surface layer portion of the steel component. As the method of hardening the surface layer portion of the steel component, there is known carburizing and quenching.
[0004] However, if a pressed steel sheet is subjected to the carburizing and quenching, a distortion sometimes occurs due to a transformation strain which occurs when performing the quenching. For this reason, in the carburizing and quenching, a shape fixability of the steel component is lowered. Patent Literature 1 discloses a method in which when a pressed steel sheet is quenched, it is cooled while being held by metal dies, to thereby secure a good shape, but, since the steel sheet with high C amount is used, the toughness after the quenching has not been sufficient.
CITATION LIST
Patent Literature
[0005] Patent Literature 1: Japanese Laid-open Patent Publication No. 10-96031
SUMMARY OF INVENTION
Technical Problem
[0006] The present invention has an object to provide a manufacturing method of a steel component having high toughness, high abrasion resistance, high fatigue strength, and high shape fixability, and the steel component.
Solution to Problem
[0007] As a result of earnest studies, the inventors of the present application came up with various examples of the invention to be described below.
[0008] (1)
[0009] A manufacturing method of a steel component is characterized in that it includes:
[0010] heating a steel sheet in a carburizing atmosphere to form a carburized layer on a surface of the steel sheet, the steel sheet having:
[0011] a chemical composition represented by:
[0012] in mass %,
[0013] C: 0.0005 to 0.1%;
[0014] Si: 0.01 to 2.0%;
[0015] Mn: 0.05 to 3.0%;
[0016] Al: 0.9% or less;
[0017] P: 0.05% or less;
[0018] S: 0.01% or less;
[0019] Ti: 0.0 to 0.2%;
[0020] Nb: 0.0 to 0.1%;
[0021] Cr: 0 to 2%;
[0022] Mo: 0.0 to 0.2%;
[0023] B: 0.000 to 0.005%; and
[0024] the balance: Fe and impurities; and
[0025] a steel structure represented by
[0026] ferrite with an area fraction of 70% or more; and
[0027] forming the steel sheet by using metal dies, and performing quenching on the steel sheet in a state of housing the steel sheet in the metal dies to transform the carburized layer into martensite and make a part of the steel sheet on the further inside than the carburized layer to be a steel structure represented by ferrite with an area fraction of 50% or more.
[0028] (2)
[0029] The manufacturing method of the steel component described in (1) is characterized in that, in the formation of the carburized layer on the surface of the steel sheet, the steel sheet is subjected to soaking at a temperature of 820.degree. C. or more.
[0030] (3)
[0031] The manufacturing method of the steel component described in (1) or (2) is characterized in that, in the formation of the carburized layer on the surface of the steel sheet, the steel sheet is subjected to soaking for one hour or more.
[0032] (4)
[0033] The manufacturing method of the steel component described in any of (1) to (3) is characterized in that it further includes performing working on the steel sheet at an equivalent strain of less than 5% or 20% or more, before the formation of the carburized layer on the surface of the steel sheet.
[0034] (5)
[0035] A steel component is characterized in that it includes:
[0036] a base material having:
[0037] a chemical composition represented by:
[0038] in mass %,
[0039] C: 0.0005 to 0.1%;
[0040] Si: 0.01 to 2.0%;
[0041] Mn: 0.05 to 3.0%;
[0042] Al: 0.9% or less;
[0043] P: 0.05% or less;
[0044] S: 0.01% or less;
[0045] Ti: 0.0 to 0.2%;
[0046] Nb: 0.0 to 0.1%;
[0047] Cr: 0 to 2%;
[0048] Mo: 0.0 to 0.2%;
[0049] B: 0.000 to 0.005%; and
[0050] the balance: Fe and impurities; and
[0051] a steel structure represented by
[0052] in an area fraction,
[0053] ferrite: 50% or more; and
[0054] a carburized layer made of martensite and existing on a surface of the base material.
[0055] (6)
[0056] The steel component described in (5) is characterized in that:
[0057] the carburized layer made of the martensite contains C of 0.5 to 0.9% in mass %; and
[0058] in a range of t/4 to 3t/4 from a surface of the steel component when a thickness of the steel component is set to t, a total area fraction of ferrite grains each having a grain diameter of 200 .mu.m or more in terms of a circle-equivalent diameter is 5% or less.
[0059] The steel component described in (5) or (6) is characterized in that an effective case depth is 0.05 to 0.5 mm.
Advantageous Effects of Invention
[0060] According to the manufacturing method of the steel component of the present invention, it is possible to manufacture the steel component having high toughness, high abrasion resistance, high fatigue strength, and high shape fixability. Further, the steel component of the present invention has high toughness, high abrasion resistance, high fatigue strength, and high shape fixability.
BRIEF DESCRIPTION OF DRAWINGS
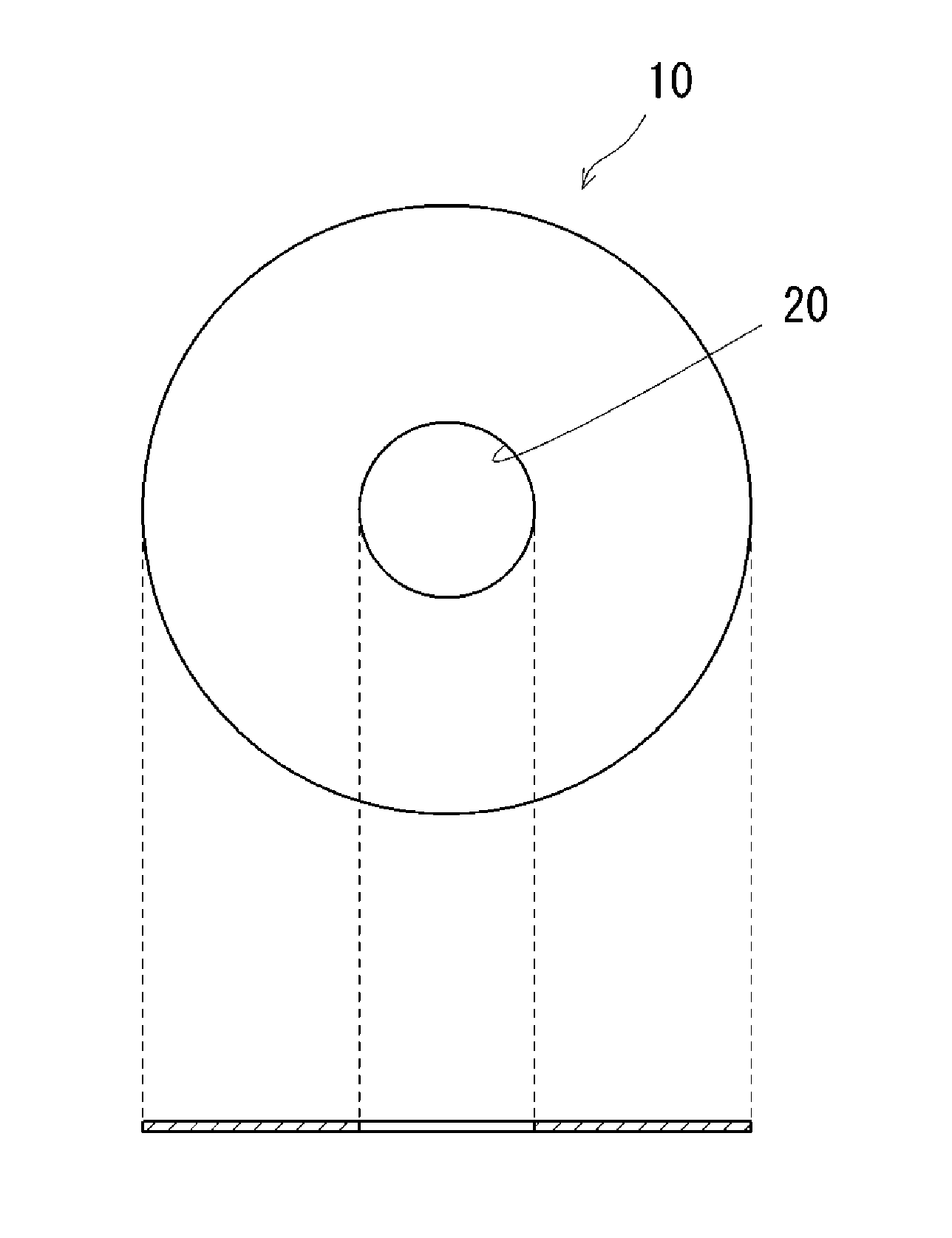
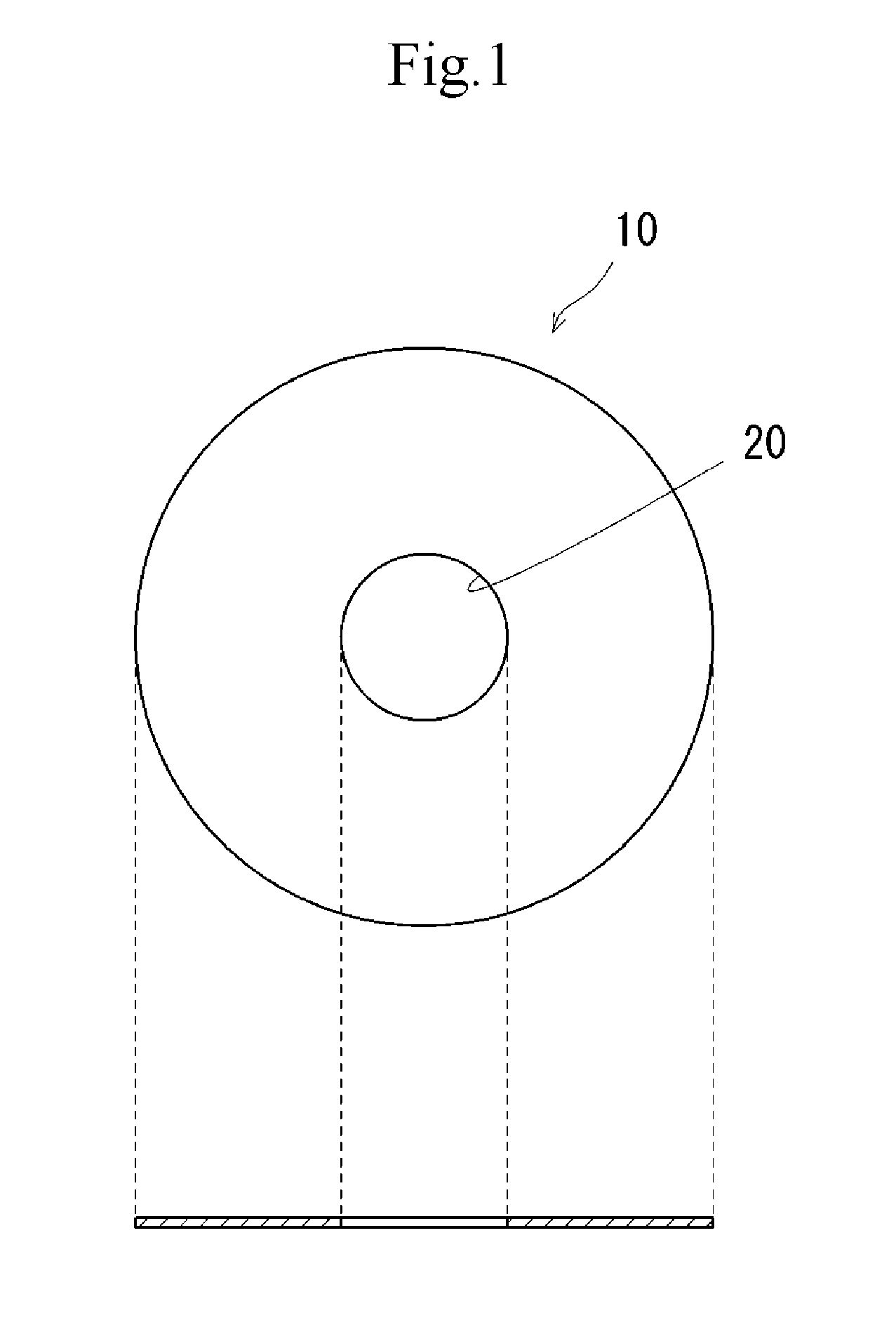
[0061] FIG. 1 illustrates a plan view and a side view of a steel sheet after being punched, the steel sheet being used in examples; and
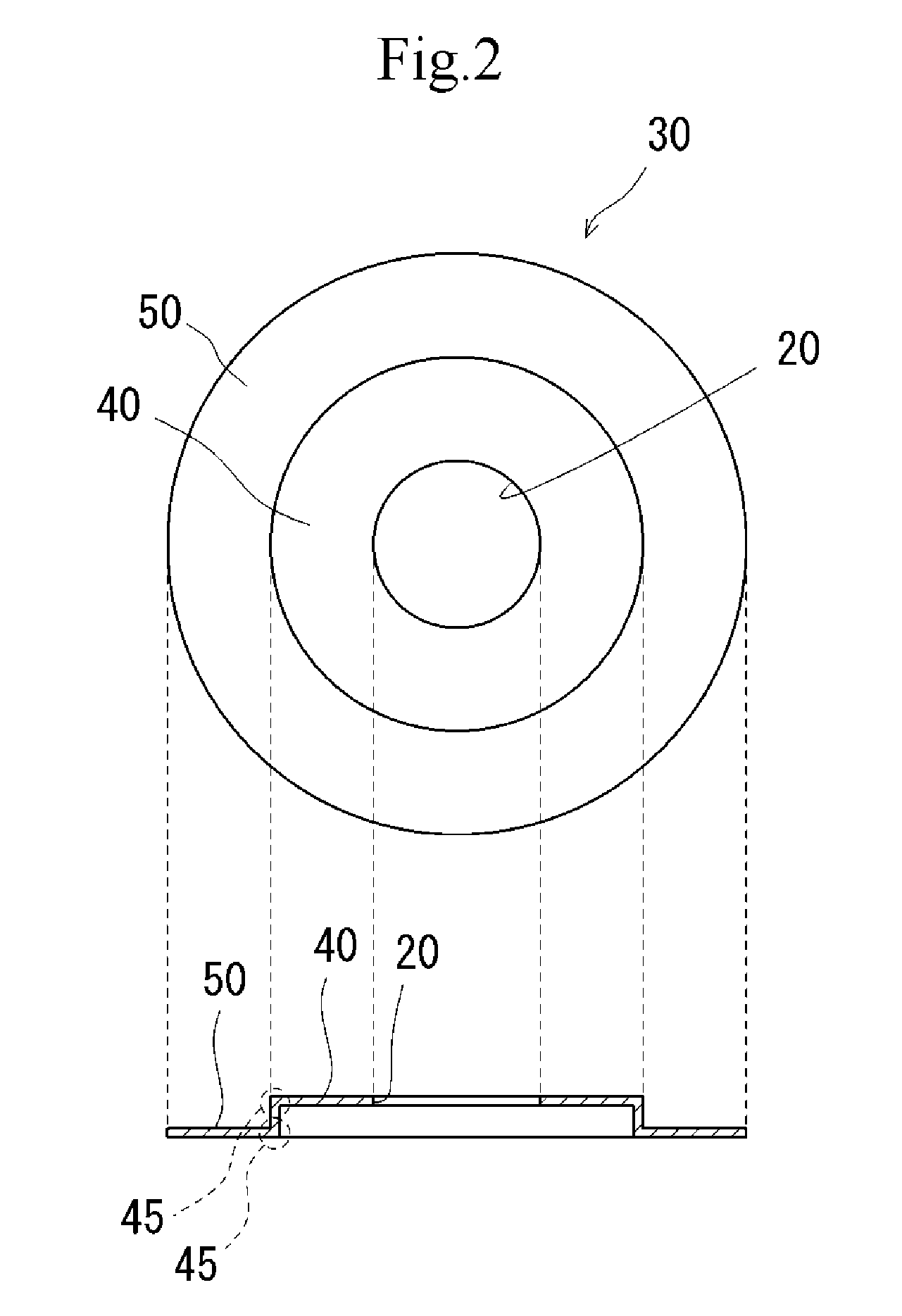
[0062] FIG. 2 illustrates a plan view and a side view of a steel component manufactured in the examples.
DESCRIPTION OF EMBODIMENTS
[0063] Hereinafter, embodiments of the present invention will be described in detail. Note that in the following description, "%" being a unit of content of each element contained in a steel component and a steel sheet used for manufacturing the steel component means "massa" unless otherwise mentioned.
First Embodiment
[0064] [Manufacturing Method of Steel Component]
[0065] A manufacturing method of a steel component according to a first embodiment has a step of heating a steel sheet in a carburizing atmosphere to form a carburized layer of austenite on a surface of the steel sheet (described as "carburizing step", hereinafter), and a step of forming the steel sheet by using metal dies in a state where austenite exists and performing quenching on the steel sheet in a state of housing the steel sheet in the metal dies to transform austenite into martensite and make a part of the steel sheet on the further inside than the carburized layer to be a steel structure represented by ferrite with an area fraction of 50% or more (described as "hot stamping step", hereinafter).
[0066] [Chemical Composition and Steel Structure of Steel Sheet]
[0067] First, a chemical composition of a steel sheet used in a manufacturing method of a steel component according to the present embodiment will be described. The steel sheet has a chemical composition represented by, in mass %, C: 0.0005 to 0.1%, Si: 0.01 to 2.0%, Mn: 0.05 to 3.0%, Al: 0.9% or less, P: 0.05% or less, S: 0.01% or less, Ti: 0.0 to 0.2%, Nb: 0.0 to 0.1%, Cr: 0 to 2%, Mo: 0.0 to 0.2%, B: 0.000 to 0.005%, and the balance: Fe and impurities. Examples of the impurities are those contained in a raw material such as an ore or scrap, and those contained during manufacturing processes.
[0068] (C: 0.0005 to 0.1%)
[0069] C exerts an influence on a toughness and a tensile strength. If a C content is excessively high, martensite is generated in the inside of the steel sheet when performing quenching, which causes hardening, resulting in that the toughness is lowered. On the other hand, an excessive reduction in the C content leads to an increase in cost. Therefore, the C content of the steel sheet is 0.0005 to 0.1% or less.
[0070] (Si: 0.01 to 2.0%)
[0071] Si increases the strength through solid-solution strengthening. If an Si content exceeds 2.0%, an Ac3 transformation point is excessively increased, resulting in that it becomes difficult to austenitize a carburized layer and it is not possible to obtain martensite when performing quenching. Therefore, the Si content is 2.0% or less. On the other hand, an excessive reduction in the Si content leads to an increase in cost. Therefore, the Si content is 0.01 to 2.0%.
[0072] (Mn: 0.05 to 3.0%)
[0073] Mn is an element which increases the strength through the solid-solution strengthening. Further, Mn is an element which improves hardenability, so that if an Mn content exceeds 3.0%, even if the C content is 0.1% or less, the inside of the steel sheet is turned into martensite when performing the quenching, which makes the toughness deteriorate. Therefore, the Mn content is 3.0% or less. On the other hand, if the Mn content is reduced to less than 0.05%, a cost significantly increases. Therefore, the Mn content is 0.05% or more.
[0074] (Al: 0.9% or less)
[0075] Al is not an essential element, and is contained as an impurity in the steel sheet, for example, Further, Al is an element which increases the strength through the solid-solution strengthening, and thus it may be optionally added. A formation of AlN makes an austenite grain diameter of the carburized layer finer and lower the hardenability, so that when the solid-solution strengthening is not required, the lower the Al content, the better. In particular, if the Al content exceeds 0.9%, the Ac3 transformation point is excessively increased, and it becomes difficult to austenitize the carburized layer. Therefore, the Al content is set to 0.9% or less. However, a cost is required to reduce the Al content, and if the Al content is tried to be reduced to less than 0.002%, the cost significantly increases. For this reason, the Al content may also be set to 0.002% or more.
[0076] (P: 0.05% or Less)
[0077] P is not an essential element, and is contained as an impurity in the steel sheet, for example. From a viewpoint of the toughness of the carburized layer after the quenching, the lower the P content, the better. In particular, if the P content exceeds 0.05%, the toughness is lowered significantly. Therefore, the P content is set to 0.05% or less. However, a cost is required to reduce the P content, and if the P content is tried to be reduced to less than 0.001%, the cost significantly increases. For this reason, the P content may also be 0.001% or more.
[0078] (S: 0.01% or Less)
[0079] S is not an essential element, and is contained as an impurity in the steel sheet, for example. S forms MnS and lower the toughness of the carburized layer after the quenching, so that the lower the S content, the better. In particular, if the S content exceeds 0.01, the toughness is lowered significantly. Therefore, the S content is set to 0.01% or less. However, a cost is required to reduce the S content, and it the S content is tried to be reduced to less than 0.0005%, the cost significantly increases. For this reason, the S content may also be 0.0005% or more.
[0080] Ti, Nb, Cr, Mo, and B are not essential elements, but are optional elements which may be appropriately contained, up to a predetermined amount as a limit, in the steel sheet.
[0081] (Ti: 0.0 to 0.2%)
[0082] Ti contributes to make ferrite grains finer, and is used for obtaining a predetermined steel structure. Further, Ti increases the strength through precipitation strengthening. Therefore, Ti may be contained. However, if a Ti content exceeds 0.2%, ductility of the steel sheet before being subjected to carburizing treatment deteriorates. Therefore, the Ti content is 0.2% or less.
[0083] (Nb: 0.0 to 0.1%)
[0084] Nb contributes to make ferrite grains finer, and is used for obtaining the predetermined steel structure. Further, Nb increases the strength through the precipitation strengthening. Therefore, Nb may be contained. However, if an Nb content exceeds 0.1%, the ductility of the steel sheet before being subjected to the carburizing treatment deteriorates. Therefore, the Nb content is 0.1% or less.
[0085] (Cr: 0 to 2%)
[0086] Cr is a solid-solution strengthening element, so that it may be appropriately added for the purpose of increasing the strength. However, Cr is an element which improves the hardenability, so that if a Cr content exceeds 2%, even if the C content is 0.1% or less, the inside of the steel sheet is turned into martensite when performing the quenching, which makes the toughness deteriorate. Therefore, the Cr content is 2% or less.
[0087] (Mo: 0.0 to 0.2%)
[0088] Mo is an element which improves the hardenability, so that if an Mo content exceeds 0.2%, even if the C content is 0.1% or less, the inside of the steel sheet is turned into martensite when performing the quenching, which makes the toughness deteriorate. Therefore, the Mo content is 0.2% or less.
[0089] (B: 0.000 to 0.005%)
[0090] B is an element which increases the hardenability of the steel sheet, and is used for controlling the steel structure. Therefore, B may be contained. However, if a B content exceeds 0.005%, the effect is saturated. Therefore, the B content is 0.005% or less.
[0091] Further, the steel sheet preferably has a steel structure represented by ferrite with an area fraction of 70% or more. This is because, if a lot of hard structures of bainite, martensite, pearlite, and the like exist, the formability of the steel sheet deteriorates. Therefore, the area fraction of ferrite is preferably 70% or more.
[0092] A sheet thickness t of the steel sheet is not particularly limited. Further, a tensile strength of the steel sheet is preferably 630 MPa or less, more preferably 590 MPa or less, and still more preferably 440 MPa or less. In the present embodiment, an abrasion resistance and a fatigue strength of a steel component to be manufactured are secured by a carburized layer of a surface layer portion. Therefore, by suppressing the strength of the steel sheet itself to be used for manufacturing the steel component, it is possible to increase the toughness of the steel component to be manufactured. From a viewpoint of formability, the strength is preferably low.
[0093] Further, it is preferable that a part of the steel sheet used for manufacturing the steel component, the part being required to have high toughness of the steel component, is not subjected to plastic working at an equivalent strain in a range of 5% or more and less than 20%. This is because a part which is subjected to the working at the equivalent strain in the range of 5% or more and less than 20%, in the steel sheet, has crystal grains coarsened at a time of performing soaking in the carburizing step, resulting in that the toughness of the steel component to be manufactured is lowered. Note that a part which is not required to have high toughness may be subjected to the plastic working at the equivalent strain of 5% or more and less than 20%.
[0094] Next, a manufacturing method of the steel component according to the present embodiment will be described.
[0095] [Carburizing Step]
[0096] In this step, the carburizing is performed on the steel sheet having the above-described chemical composition and steel structure, and the steel structure of the surface layer portion of the steel sheet is turned into austenite. The "carburizing" in the present invention includes carbonitriding as well. Therefore, a carburized layer to be formed includes a carbonitrided layer as well. For the carburizing, gas carburizing, vacuum carburizing can be applied, for example.
[0097] A soaking temperature (carburizing temperature) of the steel sheet in the carburizing step is 820 to 1100.degree. C., for example. The carburized steel sheet is directly pressed by metal dies and quenched. In this carburizing step, the steel structure of the surface layer portion having carbon entered and diffused through the carburizing, is austenitized. For example, if the soaking temperature is 820.degree. C. or more, the steel structure of the surface layer portion of the steel sheet is austenitized. Note that the soaking temperature is more preferably 840.degree. C. or more. On the other hand, if the carburizing temperature exceeds 1100.degree. C., there is a case where crystal grains become coarse and the toughness is lowered. Therefore, a preferable upper limit of the soaking temperature is 1100.degree. C. By a carbon potential in a carburizing atmosphere, the C content of the surface layer portion is adjusted to be not less than 0.5% nor more than 0.9%, for example.
[0098] A soaking time at the above-described soaking temperature is, for example, not less than 1.0 hour nor more than 5.0 hours. If the soaking time is excessively short, an effective case depth of the carburized layer is difficult to reach a predetermined depth, which is, for example, 0.05 mm or more. Therefore, the soaking time is preferably 1.0 hour or more, and more preferably 1.5 hours or more. On the other hand, if the soaking time is excessively long, the effective case depth of the carburized layer becomes excessively large and becomes a depth exceeding a predetermined depth of 0.5 mm, for example. Therefore, the soaking time is preferably 5.0 hours or less, for example.
[0099] Note that a temperature at which the austenitizing of the steel structure of the steel sheet starts becomes lower as the C content increases. For this reason, when the soaking temperature in this carburizing step is lower than the temperature at which the austenitizing of the steel structure of the steel sheet starts, the C content is increased from a surface of the steel sheet due to the infiltration of carbon, and in accordance with that, the temperature at which the austenitizing starts is lowered. In this case, the austenitizing starts at a portion where the temperature at which the austenitizing starts becomes lower than the soaking temperature. For this reason, in this case, a thickness of the carburized layer is increased in accordance with the lapse of time, and in accordance with the increase in the thickness of the carburized layer, a thickness of the austenitized portion is also increased from the surface. On the contrary, when the soaking temperature in this carburizing step is higher than the temperature at which the austenitizing of the steel structure of the steel sheet starts, the steel structure of the steel sheet is austenitized, and carbon enters the austenitized portion.
[0100] [Hot Stamping Step]
[0101] In this step, the steel sheet after being subjected to the carburizing step is subjected to hot stamping in a state where austenite exists in the steel sheet, for example, before the temperature of the steel sheet becomes 800.degree. C. or less. Note that during a period between the carburizing step and the hot stamping, the steel sheet is not subjected to quenching. When the carburizing step is terminated, the steel sheet is subjected to the soaking at a temperature of 820.degree. C. or more, and the steel structure of the surface layer portion of the steel sheet is in a state of austenite. Besides, the C content of the surface layer portion of the steel sheet becomes not less than 0.5% nor more than 0.9%, for example. For this reason, if the hot stamping is performed on this steel sheet, austenite that exists in the surface layer portion of the steel sheet is turned into martensite. Further, a part of the steel sheet on the further inside than the carburized layer becomes a steel structure represented by ferrite with an area fraction of 50% or more. In this hot stamping step, metal dies in which a cooling medium circulates is used, for example. Further, the steel sheet in a state of having austenite is quenched by removing heat thereof while performing press forming on the steel sheet by using these metal dies.
[0102] As described above, in the manufacturing method of the steel component according to the present embodiment, the steel sheet with low C content, for example, the steel sheet with the C content of 0.005 to 0.1% is subjected to the soaking at the temperature at which the surface layer portion is austenitized, and then subjected to the presswork in the state where austenite generated in this soaking exists. For this reason, it is possible to set a C content of a base material of the manufactured steel component to a low C content of, for example, 0.005 to 0.1%. Besides, it is possible to set the steel structure of the base material to have ferrite with an area fraction of 50% or more. Accordingly, it is possible to manufacture the steel component having high toughness. Further, since the carburized layer made of martensite is formed on the surface layer portion of the steel component by performing the carburizing step and the hot stamping step, the surface layer portion can be hardened more when compared to the inside (namely, the base material). Therefore, the abrasion resistance and the fatigue strength can be secured by the carburized layer made of martensite and existing in the surface layer portion of the steel component. Besides, the metal dies is used to form the steel sheet, and the steel sheet is quenched in a state of being housed in these metal dies, so that it is possible to suppress a deformation of the steel component in the quenching. Therefore, it is possible to manufacture the steel component having excellent shape fixability. As described above, with the use of the manufacturing method of the steel component, it is possible to manufacture the steel component having high toughness, high abrasion resistance, high fatigue strength, and high shape fixability.
[0103] Note that if the steel sheet is one in which a part thereof required to have high toughness is not subjected to the plastic working at the equivalent strain in the range of 5% or more and less than 20%, it is possible to suppress that ferrite grains in that part grow abnormally and coarsen (for example, the grain diameter becomes 200 .mu.m or more in terms of a circle-equivalent diameter). Therefore, when ferrite grains that exist in the steel sheet are not austenitized and remain in the steel component, it is possible to suppress a reduction in the toughness caused by the coarsened ferrite grains in the part required to have high toughness. Note that when all of ferrite grains are austenitized in the soaking of the steel sheet, the ferrite grains generated from austenite are not coarsened, and thus the reduction in the toughness due to the coarsening of the ferrite grains does not occur.
[0104] [Steel Component]
[0105] The steel component according to the embodiment of the present invention is manufactured by the above-described manufacturing method. The steel component according to the present embodiment includes a base material, and a carburized layer made of martensite and existing on a surface of the base material.
[0106] A C content of the base material is 0.0005 to 0.1%, and a chemical composition of the base material is the same as the chemical composition of the steel sheet. The C content of the base material can be analyzed by an EPMA at a center position of a sheet thickness of the steel component. A steel structure of the base material contains ferrite. In particular, the steel structure of the base material preferably has ferrite with an area fraction of 50% or more. A part other than ferrite of the steel structure of the base material is, for example, pearlite and bainite.
[0107] In the base material, a total area fraction of ferrite grains each having a grain diameter of 200 .mu.m or more in terms of a circle-equivalent diameter (referred to as a coarse ferrite ratio, hereinafter) is preferably 5% or less. As described above, the steel component manufactured by the manufacturing method of the present embodiment preferably has few number of ferrite grains coarsened by abnormal grain growth (ferrite grains each having a grain diameter of 200 .mu.m or more in terms of a circle-equivalent diameter).
[0108] Note that the coarse ferrite ratio of the base material is measured by the following method. Here, a sheet thickness of the steel component is defined as t (mm). A sample is collected from an arbitrary position in a range of t/4 to 3t/4 from a surface of the steel component. A surface (observation surface) of the sample is etched by nital. Arbitrary five visual fields (an area of each visual field=2 mm.times.2 mm) in the etched observation surface are observed by an optical microscope with a magnification of 100 diameters to generate photographic images. In the obtained photographic images of the respective visual fields, ferrite grains are specified. A circle-equivalent diameter of the specified each ferrite grain is determined. A circle-equivalent diameter (.mu.m) is defined by a diameter of circle when each ferrite grain is converted to a circle having the same area. After the circle-equivalent diameter of each ferrite grain is determined, a coarse ferrite grain whose circle-equivalent diameter is 200 .mu.m or more is specified. A total area of the coarse ferrite grains in the respective visual fields is determined, the total area is divided by a total area of the measured all visual fields, thereby determining a coarse ferrite ratio (area %). The specification of ferrite, the calculation of the circle-equivalent diameter, and the coarse ferrite ratio can be carried out by using a general-purpose image processing application.
[0109] A Vickers hardness (HV) of the base material is preferably 250 or less. This is because if the hardness is excessively high, the toughness deteriorates. Further, a lower limit of the Vickers hardness (HV) of the base material is preferably 80, and more preferably 150. This is because the strength as a mechanical component is determined by not the hardness of the surface layer but the hardness of the base material. The Vickers hardness (HV) of the base material is determined by the following method. Arbitrary three points at a center position of a sheet thickness of the steel component are selected. At the selected positions, a Vickers hardness test based on JISZ2244(2009) is performed. At this time, a test force is set to 2.942 N (0.3 kgf). An average value of the obtained hardness is defined as the Vickers hardness (HV) of the base material.
[0110] A C content of the carburized layer is, for example, not less than 0.5% nor more than 0.9%. The C content of the carburized layer can be analyzed by the EPMA (electron probe micro analyzer). A steel structure of the carburized layer is made of martensite.
[0111] A lower limit of the Vickers hardness (HV) of the carburized layer is preferably 500, and more preferably 600. This is for securing the abrasion resistance and the fatigue strength. The Vickers hardness (HV) of the carburized layer is determined by the following method. In a carburized layer portion at a position in a depth direction of 0.05 mm from a surface of the steel component, arbitrary three points are selected. At the selected positions, the Vickers hardness test based on JISZ 2244(2009) is performed. At this time, a test force is set to 2.942 N (0.3 kgf). An average value of the obtained hardness is defined as the Vickers hardness (HV) of the carburized layer.
[0112] As described above, the C content of the base material of the steel component according to the present embodiment is 0.0005 to 0.1%, for example. Besides, in the base material, the area fraction of ferrite is 50% or more, and the coarse ferrite ratio is 5% or less, for example. For this reason, since the base material has high toughness, the steel component having such a base material has high toughness. Further, the carburized layer exists on the surface of the base material of the steel component. This carburized layer is made of martensite, and has excellent hardness. Therefore, the steel component has excellent abrasion resistance and fatigue strength. Further, the steel component according to the present embodiment is manufactured in a manner that the steel sheet is formed by using the metal dies, and the quenching is performed in a state of housing the steel sheet in these metal dies. For this reason, the steel component according to the present embodiment has excellent shape fixability. As described above, the steel component according to the present embodiment has high toughness, high abrasion resistance, high fatigue strength, and high shape fixability.
Second Embodiment
[0113] Next, a manufacturing method of a steel component according to a second embodiment of the present invention will be described. When compared to the first embodiment, the manufacturing method of the steel component according to the second embodiment further includes a step of introducing a working strain into a steel sheet (referred to as "strain introducing step", hereinafter), in a stage previous to the carburizing step. Note that the other steps (the carburizing step and the hot stamping step) are the same as those of the first embodiment.
[0114] [Strain Introducing Step]
[0115] In the strain introducing step, a part required to have high toughness in a state of being formed into a steel component, in the steel sheet having the above-described chemical composition and steel structure, is subjected to working at an equivalent strain of less than 5% or 20% or more. Note that the method of plastic working is not limited, and presswork or rolling may be employed, for example.
[0116] When a part of the steel sheet subjected to the plastic working to satisfy an equivalent strain of 5% or more and less than 20% is heated in the carburizing step, an abnormal grain growth of crystal grains occurs. On the other hand, even if the part subjected to the plastic working at the equivalent strain of less than 5% or 20% or more is heated in the carburizing step, the abnormal grain growth of crystal grains is unlikely to occur. Therefore, when the steel sheet is subjected to working in a stage previous to the carburizing step (prior working), a part required to have high toughness in a state of being formed into a steel component is subjected to working at the equivalent strain of less than 5% or 20% or more. This makes it possible to suppress the abnormal grain growth of ferrite grains that exist in the steel sheet and suppress the reduction in toughness of the manufactured steel component.
EXAMPLES
[0117] Next, examples of the present invention will be described. A condition in the examples is a condition adopted to confirm feasibility and an effect of the present invention, and the present invention is not limited to this case of the condition. In the present invention, it is possible to adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
[0118] In the examples, steel types having chemical compositions indicated in Table 1 were used. Each of steel types A to D has a C content which falls within the range of the present invention, and a steel type E has a C content which is out of the range of the present invention. A tensile strength was measured by a tensile test at room temperature in the atmosphere. In each of the steel types, a ferrite fraction was 70% or more.
TABLE-US-00001 TABLE 1 CHEMICAL COMPOSITION (MASS %, THE BALANCE IS COMPOSED OF TENSILE STEEL Fe AND IMPURITIES) STRENGTH TYPE C Si Mn Ti Nb (MPa) A 0.03 0.1 0.2 -- -- 275 B 0.002 0.1 0.2 -- -- 280 C 0.03 0.1 0.4 0.05 -- 600 D 0.04 0.1 0.4 -- 0.03 545 E 0.2 0.1 1.5 -- -- 440
[0119] A steel sheet with a sheet thickness of 3.2 mm of each of the steel types was subjected to punching, to thereby manufacture a disk-shaped steel sheet 10 illustrated in FIG. 1. As illustrated in FIG. 1, the steel sheet 10 is a disk having a through hole 20 at a center thereof. An outside diameter of the steel sheet 10 is 200 mm, and an inside diameter of the steel sheet 10 is 50 mm.
[0120] Subsequently, by using manufacturing methods of test numbers 1 to 15 indicated in Table 2, steel components 30 were manufactured from the steel sheets 10. FIG. 2 illustrates the manufactured steel component 30. The steel component 30 has a bottom portion 50 at a peripheral edge portion thereof, and has a convex portion 40 at a center portion thereof. An outside diameter of the convex portion 40 is 120 mm, and a height of the convex portion 40 from the bottom portion 50 is 3 mm.
TABLE-US-00002 TABLE 2 MANUFACTURED PRODUCT SURFACE LAYER PORTION STRUCTURE MANUFACTURING CONDITION OF EQUIVALENT SURFACE STRAIN C CONCEN- LAYER HARDNESS C CONCEN- RATIO TRATION OF PORTION EFFEC- OF TRATION OF IN PRIOR SOAKING SURFACE (AREA TIVE SURFACE STEEL WORKING TEMPER- SOAKING LAYER RATIO OF CASE LAYER TEST STEEL SHEET STEP ATURE TIME PORTION MARTENSITE DEPTH PORTION NUMBER TYPE (MASS %) STEP (%) (.degree. C.) (h) (MASS %) (%)) (mm) (HV) 1 A 0.03 A ABSENCE 950 1.2 0.75 100 0.64 734 2 B 0.002 A 2 900 1.2 0.81 100 0.37 815 3 A 0.03 A 10 900 1.2 0.80 100 0.35 802 4 C 0.03 A 25 900 1.2 0.79 100 0.33 788 5 D 0.04 A 30 900 1.2 0.83 100 0.36 820 6 A 0.03 B 3 900 1.2 0.83 100 0.39 809 7 A 0.03 B 15 900 1.2 0.87 100 0.35 794 8 A 0.03 B 25 900 1.2 0.80 100 0.36 814 9 A 0.03 A 40 900 0.5 0.45 100 0.16 632 10 A 0.03 A 4 800 1.2 0.39 64 0.04 435 11 A 0.03 A 25 800 0.5 0.33 53 0.02 374 12 E 0.2 A 25 900 1.2 0.76 100 0.42 749 13 E 0.2 A 25 900 0.5 0.48 100 0.11 651 14 E 0.2 A 25 800 1.2 0.35 76 0.04 546 15 E 0.2 A 25 800 0.5 0.28 70 0.03 471 MANUFACTURED PRODUCT CENTER PORTION OF SHEET THICKNESS STRUCTURE OF CENTER C CONCEN- PORTION TRATION OF OF SHEET CENTER THICKNESS PORTION (AREA OF RATIO COARSE TOUGHNESS SHEET OF FERRITE (CHARPY TEST THICKNESS FERRITE RATIO IMPACT SHAPE NUMBER (MASS %) (%)) (%) TEST) FIXABILITY 1 0.03 92 0 .circleincircle. .largecircle. EXAMPLE 2 0.002 89 0 .circleincircle. .largecircle. EXAMPLE 3 0.03 94 13 .largecircle. .largecircle. EXAMPLE 4 0.03 93 0 .circleincircle. .largecircle. EXAMPLE 5 0.04 88 0 .circleincircle. .largecircle. EXAMPLE 6 0.03 91 0 .circleincircle. X COMPARATIVE EXAMPLE 7 0.03 90 26 .largecircle. X COMPARATIVE EXAMPLE 8 0.03 85 0 .circleincircle. X COMPARATIVE EXAMPLE 9 0.03 87 0 .circleincircle. .largecircle. EXAMPLE 10 0.03 94 0 .circleincircle. .largecircle. EXAMPLE 11 0.03 92 0 .circleincircle. .largecircle. EXAMPLE 12 0.2 34 0 X .largecircle. COMPARATIVE EXAMPLE 13 0.2 41 0 X .largecircle. COMPARATIVE EXAMPLE 14 0.2 43 0 X .largecircle. COMPARATIVE EXAMPLE 15 0.2 37 0 X .largecircle. COMPARATIVE EXAMPLE
[0121] In the "step" in Table 2, the manufacturing step of each test number is described. "A" in the column of "step" indicates a manufacturing method in which the steel sheet 10 is subjected to soaking in a carburizing atmosphere to be carburized, and after that, it is subjected to press forming by using metal dies in a state where austenite exists in the steel sheet 10, and quenched, to thereby manufacture the steel component 30. "B" in the column of "step" indicates a step of manufacturing the steel component 30 in a manner that the steel sheet 10 is pressed to be formed in a shape illustrated in FIG. 2, the formed steel sheet 10 is subjected to soaking in a carburizing atmosphere to be carburized, and then subjected to oil quenching. Specifically, in the step "A", the convex portion 40 of the steel component 30 is formed together with the quenching, after the soaking in the carburizing atmosphere (carburizing step). On the other hand, in the step "B", the convex portion 40 of the steel component 30 is formed through the presswork in the stage previous to the soaking in the carburizing atmosphere (carburizing step) and the quenching performed after that.
[0122] The column of "equivalent strain ratio in prior working step" indicates a maximum value of the equivalent strain introduced into the steel sheet in the prior working step. The prior working step is working of introducing a strain into the steel sheet 10 in a stage previous to the soaking under the carburizing atmosphere. In this prior working step, a strain was introduced through cold rolling into the steel sheet 10 before being punched in the disk shape, and press forming work was simulated. The column of "soaking temperature" indicates a soaking temperature under the carburizing atmosphere (a carburizing temperature with a unit of .degree. C.). The column of "soaking time" indicates a soaking time (hr) of the steel sheet 10 under the carburizing atmosphere.
[0123] [Evaluation Test]
[0124] [Microstructure Observation Test]
[0125] A steel structure of a carburized layer and a base material of the manufactured steel component 30 of each test number was observed by the following method. The steel component 30 was cut in a radial direction, a sample including a cut surface of the bottom portion 50 was embedded in a resin, and the cut surface was polished. The polished cut surface was etched by nital. Subsequently, in the etched cut surface, a carburized layer at a position in a depth direction of 0.05 mm from a surface of the surface layer portion and a base material at a center portion of a sheet thickness were observed by an optical microscope with a magnification of 100 to 500 diameters, to thereby specify a steel structure. Besides, the EPMA was employed to specify C contents in the surface layer portion and the center portion of the sheet thickness.
[0126] [Vickers Hardness Test]
[0127] The Vickers hardness (HV) of the carburized layer (at a depth of 0.05 mm from the surface layer portion) and the base material (the center portion of the sheet thickness) in each of the steel components of the respective test numbers, was determined by the aforementioned method. Note that the Vickers hardness (HV) was determined by using the bottom portion 50.
[0128] [Coarse Ferrite Ratio]
[0129] In the bottom portion 50 of the steel member 30 of each of the test numbers, a sample for microstructure observation was collected at a position of t/4 to 3t/4 from a surface. The collected sample was used to determine the coarse ferrite ratio through the aforementioned method.
[0130] [Shape Fixability]
[0131] The column of "shape fixability" indicates an evaluation result of the shape fixability of the steel component 30. "0" indicates high shape fixability, and "x" indicates low shape fixability. The shape fixability was evaluated based on a flatness of the convex portion 40 and the bottom portion 50 of the steel component 30. The flatness was determined from a shape of the convex portion 40 and the bottom portion 50 of each test number measured by using a three-dimensional shape measuring machine. Further, when each of the flatness of the convex portion 40 and the flatness of the bottom portion 50 was 0.2 mm or less, the shape fixability was evaluated as high (indicated by ".largecircle." mark in Table 2). On the other hand, when either the flatness of the convex portion 40 or the flatness of the bottom portion 50 exceeded 0.2 mm, the shape fixability was evaluated as low (indicated by "x" mark in Table 2).
[0132] [Toughness]
[0133] The column of "toughness" indicates an evaluation result of the toughness of the steel component 30. ".circleincircle." indicates high toughness, ".largecircle." indicates somewhat low toughness, and "x" indicates low toughness. Note that the evaluation of ".largecircle." is also included in the examples. The toughness was evaluated based on a result of a Charpy impact test.
[0134] A Charpy impact test piece was collected from the bottom portion 50 of the manufactured steel component 30, and the collected test piece was used to perform the Charpy impact test at -20.degree. C. and at room temperature based on JIS Z2242(2005). After the test, it was judged whether or not penetration of crack in the test piece was confirmed. When the penetration of crack did not occur at both of -20.degree. C. and the room temperature, the toughness was judged as high (indicated by ".circleincircle." mark in Table 2). On the other hand, when the penetration of crack occurred in the test piece and the test piece was divided into two after the test at both of -20.degree. C. and the room temperature, the toughness was judged as low (indicated by "x" mark in Table 2). Further, when the penetration occurred at -20.degree. C., but it did not occur at the room temperature, the toughness was judged as somewhat low (indicated by "0" mark in Table 2).
[0135] [Test Result]
[0136] Next, test results will be described.
[0137] The test numbers 1 to 5, and 9 to 11 are examples in which each of the C content and the manufacturing step of the steel sheet 10 is within the range of the present invention. In particular, the test numbers 1, 2, 4, 5 are examples in which the equivalent strain ratio in the prior working step, the soaking temperature, and the soaking time are within more preferable ranges. Each of the steel components 30 of these test numbers 1, 2, 4, 5 was formed of the carburized layer made of martensite and the base material containing ferrite, the C content of the carburized layer was within a range of 0.5 to 0.9%, and the C content of the base material was 0.1% or less. Further, the coarse ferrite ratio of the base material of each of the steel components 30 of these test numbers 1, 2, 4, 5 was 5% or less. Besides, the Vickers hardness (HV) of the base material was lower than that of the carburized layer that exists in the surface layer portion and was 250 or less. Further, in the Charpy impact test, the penetration of crack was not observed in the test piece, and thus excellent toughness was exhibited. Besides, the carburized layer had high hardness of 500 or more. Further, since the hot stamping step was performed after the carburizing step, the steel components 30 of these test numbers 1, 2, 4, 5 had the excellent shape fixability.
[0138] In each of the test numbers 1, 2, 4, 5, the carbon concentration of the surface layer portion was high, the effective case depth was large, and the hardness of the surface layer portion was high, when compared to the test number 9 being an example in which the soaking time was less than one hour, the test number 10 being an example in which the soaking temperature was less than 820.degree. C., and the test number 11 being an example in which the soaking time was less than one hour and the soaking temperature was less than 820.degree. C. Further, in each of the test numbers 10, 11, the carbon concentration of the surface was low and the austenitizing was sufficiently performed, and thus the area ratio of martensite was low, but, in each of the test numbers 1, 2, 4, 5, the structure having martensite with an area ratio of 100% was obtained in the surface layer portion.
[0139] The coarse ferrite ratio of each of the steel components 30 of these test numbers 1, 2, 4, 5 was lower than that of the steel component of the test number 3 being an example in which the equivalent strain ratio in the prior working step did not satisfy less than 5% or 20% or more.
[0140] The test numbers 6 to 8 are examples in each of which the step of the manufacturing method does not satisfy the requirement of the present invention. Since the hot stamping is not performed, the shape fixability is not good. Further, the test number 7 is an example in which the equivalent strain ratio in the prior working step does not satisfy the condition of less than 5% or 20% or more. In the test number 7, coarse ferrite is generated in the center portion of the sheet thickness, and the toughness deteriorates.
[0141] The test numbers 12 to 15 are examples in each of which the C content of the steel sheet 10 exceeds 0.1%, and thus the requirement of the present invention is not satisfied. The C content of the center portion of the sheet thickness is high, and the ferrite fraction is 50% or less, resulting in that the toughness deteriorates.
[0142] The test number 13 is an example in which the C content of the steel sheet 10 exceeds 0.1% and the soaking time is less than one hour, and thus the C content of the steel sheet 10 and the soaking time do not satisfy the requirement of the present invention.
[0143] The test number 14 is an example in which the C content of the steel sheet 10 exceeds 0.1% and the soaking temperature is less than 820.degree. C., and thus the C content of the steel sheet 10 and the soaking temperature do not satisfy the requirement of the present invention.
[0144] The test number 15 is an example in which the C content of the steel sheet 10 exceeds 0.1%, the soaking temperature is less than 820.degree. C., and the soaking time is less than one hour, and thus the C content of the steel sheet 10, the soaking temperature, and the soaking time do not satisfy the requirement of the present invention.
[0145] The embodiments of the present invention have been described above. However, the above-described embodiments are merely exemplifications for implementing the present invention. Therefore, the present invention is not limited to the above-described embodiments, and can be implemented by appropriately changing the above-described embodiments within a scope which does not depart from the gist of the present invention.
INDUSTRIAL APPLICABILITY
[0146] The present invention can be utilized for an industry related to press forming of a steel component, for example.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.