Polyamide Multifilament, And Lace Knit And Stockings Using Same
Yoshioka; Daisuke ; et al.
U.S. patent application number 16/320998 was filed with the patent office on 2019-06-13 for polyamide multifilament, and lace knit and stockings using same. The applicant listed for this patent is Toray Industries, Inc.. Invention is credited to Takahiro Kuribayashi, Kentaro Takagi, Daisuke Yoshioka.
| Application Number | 20190174837 16/320998 |
| Document ID | / |
| Family ID | 61016521 |
| Filed Date | 2019-06-13 |


| United States Patent Application | 20190174837 |
| Kind Code | A1 |
| Yoshioka; Daisuke ; et al. | June 13, 2019 |
POLYAMIDE MULTIFILAMENT, AND LACE KNIT AND STOCKINGS USING SAME
Abstract
A polyamide multifilament has a tensile strength at 15% elongation of 4.0 to 6.0 cN/dtex, a strength-elongation product of 10.0 cN/dtex or more, and a yarn unevenness (U %) of 1.2 or less. The high-strength polyamide multifilament makes it possible to obtain stockings having high softness, durability, and transparency, and a lace knit in which patterns have a beautiful appearance.
| Inventors: | Yoshioka; Daisuke; (Nagoya, JP) ; Takagi; Kentaro; (Nagoya, JP) ; Kuribayashi; Takahiro; (Nagoya, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 61016521 | ||||||||||
| Appl. No.: | 16/320998 | ||||||||||
| Filed: | July 11, 2017 | ||||||||||
| PCT Filed: | July 11, 2017 | ||||||||||
| PCT NO: | PCT/JP2017/025223 | ||||||||||
| 371 Date: | January 25, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D02G 3/02 20130101; D10B 2331/02 20130101; D02G 3/44 20130101; D01F 6/60 20130101; D10B 2501/021 20130101; D04B 21/207 20130101; D02G 3/38 20130101; D04B 21/12 20130101; A41B 11/14 20130101 |
| International Class: | A41B 11/14 20060101 A41B011/14; D02G 3/02 20060101 D02G003/02; D04B 21/12 20060101 D04B021/12; D02G 3/38 20060101 D02G003/38; D02G 3/44 20060101 D02G003/44; D04B 21/20 20060101 D04B021/20; D01F 6/60 20060101 D01F006/60 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jul 26, 2016 | JP | 2016-146049 |
Claims
1.-6. (canceled)
7. A polyamide multifilament having a tensile strength at 15% elongation of 4.0-6.0 cN/dtex, a strength-elongation product of 10.0 cN/dtex or larger, and a yarn unevenness (U %) of 1.2 or less.
8. The polyamide multifilament according to claim 7, having a single-filament fineness of 1.3-3.4 dtex.
9. The polyamide multifilament according to claim 7, having an elongation of 30-50%.
10. The polyamide multifilament according to claim 7, having a sum of a content of crystals and a content of rigid amorphous components of 70-90%.
11. A knitted lace produced using the polyamide multifilament according to claim 7 as a ground lace yarn.
12. A stocking partly comprising a covered yarn obtained using the polyamide multifilament according to claim 7 as a covering yarn.
13. The polyamide multifilament according to claim 8, having an elongation of 30-50%.
14. The polyamide multifilament according to claim 8, having a sum of a content of crystals and a content of rigid amorphous components of 70-90%.
15. The polyamide multifilament according to claim 9, having a sum of a content of crystals and a content of rigid amorphous components of 70-90%.
16. A knitted lace produced using the polyamide multifilament according to claim 8 as a ground lace yarn.
17. A knitted lace produced using the polyamide multifilament according to claim 9 as a ground lace yarn.
18. A knitted lace produced using the polyamide multifilament according to claim 10 as a ground lace yarn.
19. A stocking partly comprising a covered yarn obtained using the polyamide multifilament according to claim 8 as a covering yarn.
20. A stocking partly comprising a covered yarn obtained using the polyamide multifilament according to claim 9 as a covering yarn.
21. A stocking partly comprising a covered yarn obtained using the polyamide multifilament according to claim 10 as a covering yarn.
22. A stocking partly comprising a covered yarn obtained using the polyamide multifilament according to claim 11 as a covering yarn.
Description
TECHNICAL FIELD
[0001] This disclosure relates to a polyamide multifilament, more particularly, to a polyamide multifilament with which stockings excellent in terms of softness, durability, and sense of transparency can be provided and which, when used as a ground lace yarn, is capable of providing a knitted lace having excellent durability and having a pattern that looks attractive.
BACKGROUND
[0002] Polyamide fibers and polyester fibers, which are synthetic fibers, are in extensive use in clothing applications and industrial applications because of their excellent properties regarding mechanical and chemical properties. In particular, polyamide fibers are excellent in terms of the peculiar softness, high strength, colorability by dyeing, heat resistance, hygroscopicity and the like, and are hence in extensive use in general clothing applications including stockings, innerwear, and sportswear.
[0003] A consumer need regarding laces is patterns which look attractive. There has hence been a desire for durability on a conventional level and the sense of transparency of ground lace yarn. Consumer needs regarding stockings are comfortableness to wear and the sense of bare skin and there has hence been a desire for durability on a conventional level, softness, and sense of transparency. Namely, for replacement by polyamide fibers for clothing, it has been strongly desired to enhance fineness while maintaining conventional strength.
[0004] Various techniques to heighten the strength of polyamide fibers have been proposed to overcome these problems. For example, JP 2003-129331 A proposes a knitted lace including a high-viscosity type nylon-6 filament having an elongation of 51-64% and a strength of 4.2-6.5 cN/dtex.
[0005] WO 2016/76184 proposes a stocking including a polyamide filament having an elongation of 40-50% and a strength-elongation product of 9.1 cN/dtex or larger and about 9.8 cN/dtex.
[0006] JP 63-159521 A proposes a tire cord and a belt that each include polyamide-based fibers having an elongation of about 16-18%, a strength of 9.8 cN/dtex or higher, and a strength-elongation product of about 11.4-12.2 cN/dtex.
[0007] However, the method described in JP 2003-129331 A, although capable of obtaining a lace having a pattern that looks attractive, is disadvantageous in that the fiber modulus and the strength-elongation product are low and the knitted lace obtained therefrom has unsatisfactory product strength.
[0008] When the method described in WO 2016/76184 is used to produce a filament having a fineness suitable for covering yarns for single-covered elastic yarns, the fiber modulus and the strength-elongation product are low and the stockings obtained therefrom have unsatisfactory product strength.
[0009] When the method described in JP 63-159521 A is used in clothing applications, the modulus of the fibers is so high that the fibers are poor in high-order process passage capability in steps of producing a lace or stocking to suffer fiber breakage, fluffing and the like.
[0010] It could therefore be helpful to provide a high-strength polyamide multifilament having a large strength-elongation product and a proper fiber modulus. More particularly, it could be helpful to provide: a knitted lace having the enhanced sense of transparency of the ground lace yarn while retaining durability and that can have a pattern that looks attractive; and a stocking having excellent sense of transparency and softness, since excellent high-order process passage capability, excellent product appearance quality, and a higher fineness can be obtained by using the polyamide multifilament having a large strength-elongation product and a proper fiber modulus.
SUMMARY
[0011] We thus provide:
(1) A polyamide multifilament having a tensile strength at 15% elongation of 4.0-6.0 cN/dtex, a strength-elongation product of 10.0 cN/dtex or larger, and a yarn unevenness (U %) of 1.2 or less. (2) The polyamide multifilament according to (1), having a single-filament fineness of 1.3-3.4 dtex. (3) The polyamide multifilament according to (1) or (2), having an elongation of 30-50%. (4) The polyamide multifilament according to any one of (1) to (3), having a sum of a content of crystals and a content of rigid amorphous components of 70-90%. (5) A knitted lace produced using the polyamide multifilament according to any one of (1) to (4) as a ground lace yarn. (6) A stocking partly comprising a covered yarn obtained using the polyamide multifilament according to any one of (1) to (4) as a covering yarn.
[0012] The polyamide multifilament is a high-strength polyamide multifilament having a large strength-elongation product and a proper fiber modulus. Furthermore, since the polyamide multifilament has excellent high-order process passage capability and excellent product appearance quality and is capable of obtaining a higher fineness, a knitted lace having the enhanced sense of transparency of the ground lace yarn while retaining durability and that can have a pattern that looks attractive and a stocking having excellent sense of transparency and softness can be obtained from the polyamide multifilament.
BRIEF DESCRIPTION OF THE DRAWINGS
[0013] FIG. 1 shows one example of production devices that can be advantageously used in a method of producing a polyamide multifilament.
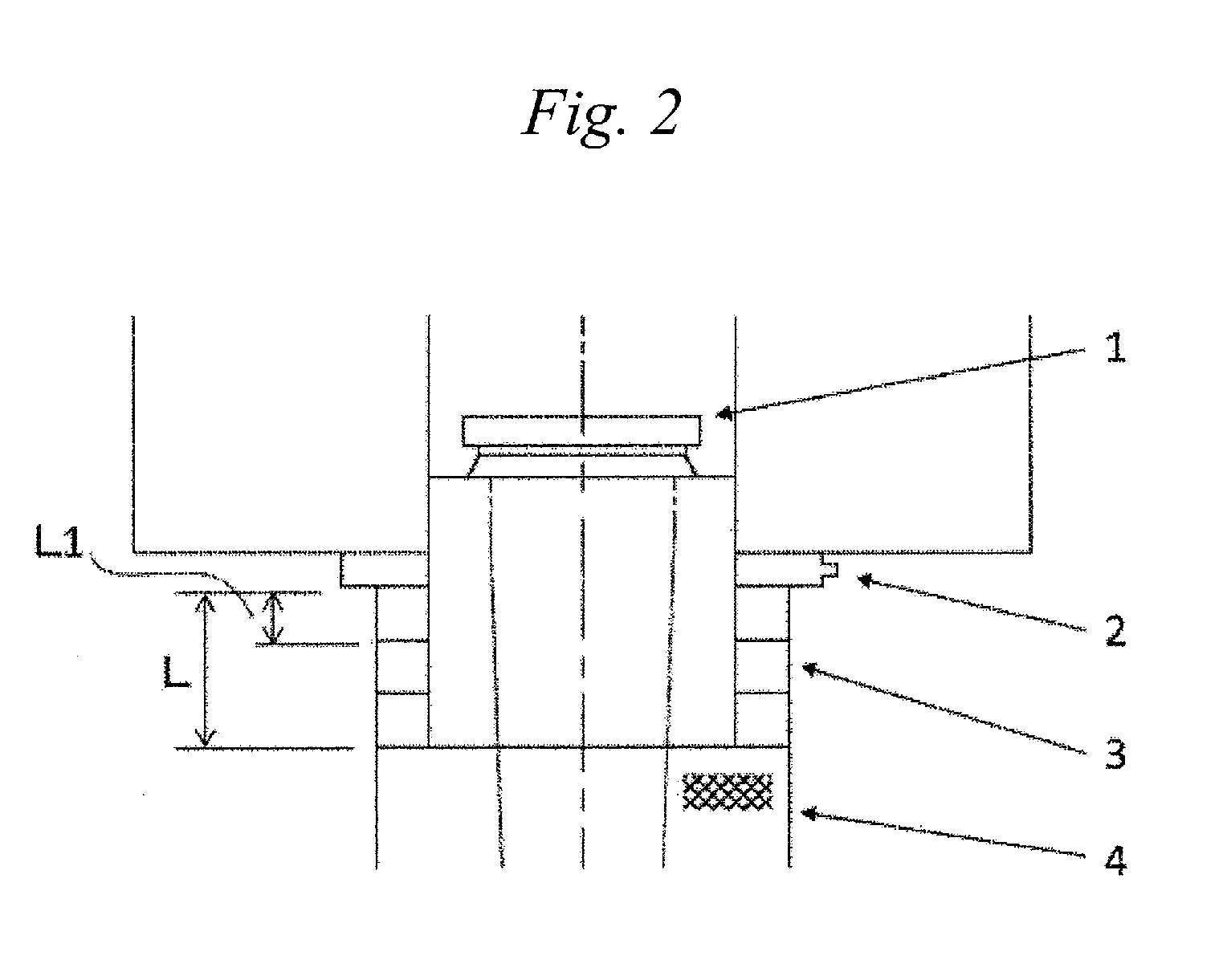
[0014] FIG. 2 is a diagrammatic sectional model diagram showing a spinneret and a heating cylinder that can be advantageously used in a method of producing a polyamide multifilament.
DESCRIPTION OF REFERENCE NUMERALS AND SIGNS
[0015] 1: Spinneret [0016] 2: Gas ejector [0017] 3: Heating cylinder [0018] 4: Cooler [0019] 5: Oiling device [0020] 6: Fluid entangling nozzle device [0021] 7: Take-up roller [0022] 8: Drawing roller [0023] 9: Winding device [0024] L: Length of multilayered heating cylinder [0025] L1: Single-layer length of multilayered heating cylinder [0026] LS: Cooling initiation distance [0027] Lg: Oiling position
DETAILED DESCRIPTION
[0028] Our multifilaments, knits, stockings and methods are explained in more detail below.
[0029] The polyamide multifilament has a tensile strength at 15% elongation of 4.0-6.0 cN/dtex, a strength-elongation product of 10.0 cN/dtex or larger, and a yarn unevenness (U %) of 1.2 or less.
[0030] The polyamide constituting the polyamide multifilament is a resin including a high-molecular-weight substance in which hydrocarbon groups are bonded to a main chain via amide bonds. The polyamide is excellent in terms of spinnability and mechanical property. The polyamide preferably is one mainly including polycaproamide (nylon-6) or polyhexamethyleneadipamide (nylon-66). More preferably is one mainly including polycaproamide (nylon-6) because of the unsusceptibility to gelation and satisfactory spinnability thereof. The term "mainly" means that in polycaproamide, this polyamide contains at least 80% by mole .epsilon.-caprolactam as constituent units constituting the polycaproamide, and that in polyhexamethyleneadipamide, this polyamide contains at least 80% by mole hexamethylenediammonium adipate as constituent units constituting the polyhexamethyleneadipamide. More preferably, the content of these constituent units is 90% by mole or higher. Other components are not particularly limited, and examples thereof include units of aminocarboxylic acids, dicarboxylic acids, diamines, and the like which are monomers constituting polydodecanoamide, polyhexamethyleneadipamide, polyhexamethyleneazelamide, polyhexamethylenesebacamide, polyhexamethylenedodecanoamide, poly-m-xyleneadipamide, polyhexamethyleneterephthalamide, polyhexamethyleneisophthalamide and the like.
[0031] From the standpoint of effectively producing the desired effects, it is preferable that the polyamide contains none of various additives including delustering agents represented by titanium oxide. However, the polyamide may contain additives, e.g., a heat resistance improver so long as the inclusion thereof does not impair the desired effects. Additives may be incorporated according to need to result in a content of 0.001-0.1 wt %.
[0032] The polyamide multifilament must have a 15% strength, a strength-elongation product, and a U % which are in the respective ranges shown above. The reasons for this is as follows. Increasing the fineness enhances the sense of transparency of the ground lace yarn to give a knitted lace having a pattern which looks attractive or give stockings having excellent sense of transparency and softness. However, product strength is reduced and durability becomes poor so that the products do not withstand practical use. To obtain durability that enables the products to withstand practical use, it is necessary to heighten the strength-elongation product. Furthermore, to maintain high-order process passage capability and product appearance quality, it is necessary to make the multifilament yarn have proper values of 15% strength and U %.
[0033] We discovered that to provide a knitted lace excellent in terms of high-order process passage capability, product appearance quality, and durability and that has the enhanced sense of transparency of the ground lace yarn and can have a pattern that looks attractive and to provide stockings having excellent sense of transparency and softness, it is essential to regulate the 15% strength, strength-elongation product, and U % to values within proper ranges.
[0034] The polyamide multifilament must have a strength-elongation product of 10.0 cN/dtex or larger. Due to the strength-elongation product within that range, the stocking and the lace have durability which enables the stocking and the lace to withstand practical use. When the strength-elongation product thereof is less than 10.0 cN/dtex, not only the stocking and the lace have such poor durability that the stocking and the lace do not withstand practical use but also the multifilament has impaired high-order process passage capability and filament breakages occur at a higher frequency in high-order processing steps. The strength-elongation product of the polyamide multifilament is more preferably 10.3 cN/dtex or larger. The larger the strength-elongation product, the more the multifilament is preferred. However, an upper limit thereof is about 11.0 cN/dtex.
[0035] The polyamide multifilament must have a tensile strength at 15% elongation (hereinafter referred to as "15% strength"), which is an index to yarn properties, of 4.0-6.0 cN/dtex. The 15% strength is determined by making a measurement in accordance with JIS L1013-2010, Tensile Strength and Elongation, drawing a tensile strength-elongation curve, dividing the tensile strength (cN) at 15% elongation by the fineness, and taking the resultant value as the 15% strength. The 15% strength is a value which roughly indicates the fiber modulus. When the 15% strength is high, the tensile strength-elongation curve has a large inclination, showing that the fiber modulus is high. Meanwhile, when the 15% strength is low, the tensile strength-elongation curve has a small inclination, showing that the fiber modulus is low.
[0036] Since the polyamide multifilament has a 15% strength within that range, the stocking and the knitted lace not only have durability that enables the stocking and the knitted lace to withstand practical use, but also have excellent softness. When the 15% strength thereof is less than 4.0 cN/dtex, the multifilament has a reduced strength-elongation product and the stocking and the knitted lace have such poor durability that the stocking and the knitted lace do not withstand practical use. When the 15% strength exceeds 6.0 cN/dtex, the multifilament not only has a reduced elongation to give stockings and knitted laces which are stiff in feeling and have reduced softness but also has impaired high-order process passage capability to suffer filament breakages at a higher frequency in high-order processing steps, resulting in reduced product appearance quality. The 15% strength thereof is preferably 4.5-5.5 cN/dtex.
[0037] The polyamide multifilament preferably has an elongation of 30-50%. By regulating the elongation thereof to be within that range, the multifilament is rendered less apt to suffer filament breakages in high-order processing steps and is made to have satisfactory high-order process passage capability and product appearance quality. The multifilament shows excellent high-order process passage capability especially when used in high-speed knitting or weaving. When the elongation thereof is 30% or higher, the multifilament shows satisfactory high-order process passage capability to be less apt to suffer filament breakages in high-order processing steps such as stocking production steps (the step of producing a covered yarn and the step of knitting a stocking) or knitted-lace production steps (warping step and weaving step). Furthermore, the stocking and the knitted lace give a satisfactory soft feeling. When the elongation thereof is 50% or less, this multifilament has a sufficient strength-elongation product and the stocking and the knitted lace have durability which enables the stocking and the knitted lace to withstand practical use. In addition, the multifilament has improved high-order process passage capability to be less apt to suffer filament breakages in high-order processing steps, and has improved product appearance quality. The elongation thereof is more preferably 35-45%.
[0038] It is preferable that in the polyamide multifilament, the sum of the content of crystals and the content of rigid amorphous components is 70-90%. The content of crystals and the content of rigid amorphous components are values calculated in the following manners.
[0039] The content of crystals (Xc) is determined by calculating the difference (.DELTA.Hm-.DELTA.Hc) between the quantity of heat of fusion and the quantity of heat of cold crystallization determined by DSC and calculating the content of crystals using equation (1). In equation (1), .DELTA.Hm0 is the quantity of heat of fusion of the crystalline polyamide, and the value thereof is 229.76 J/g.
[0040] The content of rigid amorphous components (Xra) is calculated from the content of crystals (Xc) and the content of movable amorphous components (Xma) using equation (2). The content of movable amorphous components (Xma) is calculated from a difference in specific heat (.DELTA.Cp) between before and after a glass transition observed on a temperature-heat flux reversible curve determined by temperature-modulated DSC (TMDSC). As the .DELTA.Cp is used a specific-heat gap between before and after the glass transition, the specific-heat gap being calculated from an extrapolated tangent which touches the temperature-heat flux reversible curve at around the glass transition. The content of movable amorphous components (Xma) is calculated using equation (3). In equation (3), .DELTA.Cp0 is a difference in specific heat between before and after the Tg of the amorphous polyamide, and the value thereof is 0.4745 J/g.
[0041] The content of rigid amorphous components was calculated from average values obtained from two measurements made by temperature-modulated DSC and DSC.
Content of crystals: Xc (%)=(.DELTA.Hm-.DELTA.Hc)/.DELTA.Hm0.times.100 (1)
Content of rigid amorphous components: Xra (%)=100-(Xc+Xma) (2)
Content of movable amorphous components: Xma (%)=.DELTA.Cp/.DELTA.Cp0.times.100 (3)
[0042] The sum of the content of crystals and the content of rigid amorphous components is a value which roughly indicates the degree of orientation relaxation of the molecular chains of the polyamide polymer. When the sum of the content of crystals and the content of rigid amorphous components is high, this indicates that the molecular chains have a small strain and the fibers are highly crystalline. When the sum of the content of crystals and the content of rigid amorphous components is low, this indicates that the molecular chains are in a highly entangled state and the fibers are lowly crystalline. By regulating the sum of the content of crystals and the content of rigid amorphous components to 90% or less, the polyamide polymer is made to have a moderate molecular-chain strain amount and polyamide fibers not having too high crystallinity are obtained, thereby giving stockings and knitted laces which are excellent in terms of feeling and softness. By regulating the sum of the content of crystals and the content of rigid amorphous components to 70% or higher, the molecular chains of the polyamide polymer are made to have a moderate strain and, hence, polyamide fibers having excellent crystallinity are obtained, thereby giving stockings and knitted laces which have excellent durability. The sum thereof is more preferably 75-85%.
[0043] The polyamide multifilament must have a U % of 1.2 or less. By regulating the U % thereof to a value within that range, the multifilament is made excellent in terms of product appearance quality. When the U % thereof exceeds 1.2, this multifilament is poor in product appearance quality to give knitted laces which upon dyeing come to have appearance failures such as streaks formed by deep-dyed thick yarns. More preferably, the U % thereof is 1.0 or less in stocking applications and is 1.0 or less in knitted-lace applications. The smaller the U %, the more the multifilament is preferred. However, a lower limit thereof is about 0.4.
[0044] The polyamide multifilament preferably has a total fineness of 4.0-33.0 dtex from the standpoint of clothing applications. The total fineness thereof is more preferably 4.0-11.0 dtex in stocking applications and 20.0-30.0 dtex in lace applications.
[0045] The polyamide multifilament preferably has a single-filament fineness of 1.3-3.4 dtex. When the single-filament fineness thereof is in that range, this polyamide multifilament gives stockings and laces which are excellent in terms of durability and softness. The single-filament fineness thereof is more preferably 1.6-3.2 dtex.
[0046] The polyamide multifilament preferably has a sulfuric acid relative viscosity of 2.5-4.0. The sulfuric acid relative viscosity thereof is more preferably 3.2-3.8. When the sulfuric acid relative viscosity thereof is 2.5-4.0, this polyamide multifilament gives stockings and knitted laces having durability that enables the stockings and knitted laces to withstand practical use. Furthermore, these products have satisfactory appearance quality.
[0047] The polyamide multifilament is not particularly limited in cross-sectional shape thereof. For example, the filaments may have a circular cross section, a flat cross section, a lens-shaped cross section, a trifoliate cross section, a multilobar cross section, an irregular cross section having three to eight protrusions and the same number of recesses, a hollow cross section, or any of other known irregular cross sections.
[0048] One example of methods of producing the high-strength polyamide multifilament is explained in detail. FIG. 1 shows one example of production devices operated by a direct spinning drawing method that are advantageously usable in a method of producing a high-strength polyamide multifilament.
[0049] The polyamide multifilament may be produced in the following manner. A polyamide resin is melted, and the polyamide polymer is weighed and transported by a gear pump and finally extruded through ejection holes formed in a spinneret 1, thereby forming filaments. The filaments ejected from the spinneret 1 are passed through the following parts shown in FIG. 1: a gas ejector 2 that ejects steam to inhibit the spinneret from being fouled with the lapse of time; a multilayered heating cylinder 3 disposed for gradual cooling to entirely surround the ejected filaments; and a cooler 4. Thus, the filaments are cooled to room temperature and solidified. Thereafter, an oil is applied to the filaments with an oiling device 5 and the filaments are collected to form a multifilament that is entangled with a fluid entangling nozzle device 6 and passed through a take-up roller 7 and a drawing roller 8. During this passing, the multifilament is drawn in accordance with the ratio between the peripheral speed of the take-up roller 7 and that of the drawing roller 8. Furthermore, the yarn is heat-treated with the heat of the drawing roller 8 and is wound up with a winding device 9.
[0050] In the production of a polyamide multifilament, it is preferable that the polyamide resin has a sulfuric acid relative viscosity of 2.5-4.0. By regulating the sulfuric acid relative viscosity thereof to a value within that range, a high-strength polyamide multifilament having a large strength-elongation product is obtained.
[0051] The melting temperature is preferably higher by 20-95.degree. C. than the melting point of the polyamide.
[0052] In the production of a polyamide multifilament, the heating cylinder 3 must be disposed over the cooler 4 to entirely surround the filaments. By disposing the heating cylinder over the cooler 4 and regulating the temperature of the atmosphere within the heating cylinder to be 100-300.degree. C., the polyamide polymer ejected from the spinneret 1 can be caused to undergo orientation relaxation without thermally deteriorating. As a result of the orientation relaxation due to gradual cooling from the spinneret surface to the upper surface of the cooler 4, a multifilament having a high 15% strength and a large strength-elongation product is obtained. When the heating cylinder is omitted, the orientation relaxation due to gradual cooling from the spinneret surface to the upper surface of the cooler 4 is insufficient and it tends to be difficult to obtain fibers which satisfy both the 15% strength and the strength-elongation product.
[0053] In the production of a high-strength polyamide multifilament, the heating cylinder must have a multilayer configuration. JP 63-159521 A proposes a heating cylinder to keep the temperature of the atmosphere just under the spinneret at 250-450.degree. C. for the purpose of gradual cooling. Although the proposed heating cylinder is effective in an industrial low-fineness region, use thereof for multifilaments for clothing in a high-fineness region such as our polyamide multifilament, is disadvantageous in that since the temperature distribution in the heating cylinder is constant, the thermal convection is prone to be disordered to affect the solidification of the filaments and this is a factor that impairs U %. A heating cylinder having a multilayer configuration is hence disposed and temperatures are set to decline in stages from the uppermost layer to the lowermost layer. Thus, thermal convection from the uppermost layer to the lowermost layer is purposely formed to produce a descending air flow in the same direction as the flow accompanying the filaments. As a result, the thermal convection within the heating cylinder is inhibited from being disordered and filament oscillation is reduced, thereby obtaining a multifilament having a small value of U %.
[0054] The length L of the multilayered heating cylinder, although depending on the fineness of the filaments, is preferably 40-100 mm. It is preferable that the multilayered heating cylinder is configured of two or more layers, and the single-layer length L1 of the multilayered heating cylinder is preferably 10-25 mm.
[0055] The atmosphere in the multilayered heating cylinder has temperatures of 100-300.degree. C., and it is necessary to form a gentle temperature gradient over the layers. For example, when the length L of the multilayered heating cylinder is 75 mm and the single-layer length L1 is 25 mm, it is necessary that the upper layer have an atmosphere temperature of 250-300.degree. C., the middle layer have an atmosphere temperature of 200-250.degree. C., and the lower layer have an atmosphere temperature of 100-200.degree. C.
[0056] Due to this configuration, an atmosphere-temperature profile for from the spinneret to the upper surface of the cooler 4 can be controlled in stages over 100-300.degree. C., thereby yielding a high-strength polyamide multifilament having satisfactory 15% strength, strength-elongation product, and U %.
[0057] In the production of a polyamide multifilament, use can be made of any of methods in which the cooler 4 is a cooler that ejects cooling/rectifying air A from certain directions, or an annular cooler which ejects cooling/rectifying air A from the peripheral side toward the center, or an annular cooler which ejects cooling/rectifying air from the center side toward the periphery or the like. The vertical distance LS (hereinafter referred to as "cooling initiation distance") from the lower surface of the spinneret to the upper end of the cooling-air ejection part of the cooler 4 is preferably 159-219 mm from the standpoints of inhibiting filament oscillation and inhibiting the U % from increasing, and is more preferably 169-189 mm. With respect to the velocity of the cooling air ejected from the cooling-air ejection surface, it is preferable that the velocity thereof is 20.0-40.0 (m/min) in terms of average for the zone ranging from the upper end to the lower end of the cooling-air ejection part, from the standpoints of U % and strength-elongation product.
[0058] In the production of a polyamide multifilament, the position of the oiling device 5, that is, the vertical distance Lg (hereinafter referred to as "oiling position") from the lower surface of the spinneret to the position of the oiling nozzle of the oiling device 5 in FIG. 1, is preferably 800-1,500 (mm), more preferably 1,000-1,300 (mm), although the distance Lg depends on the single-filament fineness and the efficiency of the cooling of the filaments by the cooler. When the distance Lg is 800 (mm) or longer, the temperature of the filaments declines to a temperature suitable for the oiling. When the distance Lg is 1,500 mm or less, the filament oscillation due to the descending air flow is small and a multifilament having a small value of U % is obtained. In addition, when the distance Lg is 1,500 mm or less, the distance from the solidification point to the oiling position is short, resulting in a diminished accompanying flow and a reduced spinning tension and hence in reduced spinning orientation. Consequently, a high-strength multifilament having excellent drawability and is hence high in strength-elongation product and 15% strength is obtained. When the distance Lg is 800 (mm) or longer, the bending of the filaments in the zone ranging from the spinneret to the oiling guide is appropriate and the filaments are less apt to be affected by fretting on the guide, thereby inhibiting the strength-elongation product and the 15% strength from decreasing.
[0059] In the production of a polyamide multifilament, the spinning speed is preferably such that the take-up roller 7 is rotated at 1,000-2,000 m/min, which is in a low-speed range. Thus, draft draw unevenness can be diminished and the filaments can be evenly cooled, making it possible to obtain a U % as small as 1.2 or less. When the speed thereof is 2,000 m/min or less, spinning orientation is inhibited and the gradually cooling effect of the heating cylinder is heightened, thereby enhancing the strain relaxation of the molecular chains. As a result, a high-strength multifilament having a high 15% strength and a large strength-elongation product is obtained.
[0060] It is preferable that the drawing roller 8 is used as a heating roller to conduct a heat treatment so that the heat-setting length is 500-1,200 mm and the heat treatment temperature is 120-180.degree. C. This is because a proper heat treatment makes it possible to design the heat shrinkage of the multifilament. When the heat-setting length is 500 mm or larger, the fibers undergo sufficient crystallization, resulting in an increased 15% strength, thereby yielding products having excellent durability. When the heat-setting length is 1,200 mm or less, crystallization in the fibers is prevented from proceeding excessively and a high-strength polyamide multifilament having a 15% strength in a proper range and having excellent process passage capability in high-order processing steps is obtained, the multifilament giving products having a soft feeling.
[0061] A polyamide multifilament can be produced by disposing a heating cylinder over the cooler 4, regulating the atmosphere within the heating cylinder to have temperatures of 100-300.degree. C., configuring the heating cylinder as a multilayer type heating cylinder, thereby forming a temperature gradient in the heating cylinder and purposely forming a descending air flow in the same direction as the flow accompanying the filaments, and regulating the oiling position to 800-1,500 mm from the spinneret surface, the spinning speed to 1,000-2,000 m/min, and the heat-setting length after drawing to 500-1,200 mm.
[0062] By employing such conditions for the direct spinning drawing method, a high-strength polyamide multifilament having a large strength-elongation product of 10.0 cN/dtex or larger, a 15% strength of 4.0-6.0 cN/dtex, and a U % of 1.2 or less is obtained.
[0063] The polyamide multifilament as such may be fed as a ground yarn to a lace knitting machine to knit a lace fabric by an ordinary method. The lace fabric may be one of any of ordinary knit stitches such as an embroidery lace, raschel lace, leaver lace or the like.
[0064] The polyamide multifilament may be used as the covering yarn of a covered yarn. The covered yarn may be a single-covered yarn obtained by single-winding the covering yarn around an elastic fiber such as an elastic polyurethane fiber or an elastic polyamide elastomer fiber, as a core yarn or a double-covered yarn obtained by double-winding the covering yarn around the core yarn.
[0065] The polyamide multifilament may be used in stockings that partly include the covered yarn. As a knitting machine for knitting the stockings, an ordinary hosiery machine can be used without limitations. A knitting machine having two or four yarn feeders may be used by an ordinary method in which the covered yarn is fed to knit the stocking.
[0066] With respect to conditions for dyeing after the knitting, succeeding post-processing, and final setting, these steps may be conducted by known methods. Usable dyes include acid dyes and reactive dyes, and the dyeing is not limited in color and the like.
EXAMPLES
[0067] Our multifilaments, knits, stockings and methods are explained in more detail below by reference to Examples.
A. Strength, Elongation, Strength-elongation Product, 15% Strength
[0068] A fiber sample was examined in accordance with JIS L1013-2010, Tensile Strength and Elongation, to draw a tensile strength-elongation curve. The test conditions included a constant-rate extension type tester, a chuck-to-chuck distance of 50 cm, and a stretching speed of 50 cm/min. When the tensile strength at break was lower than the maximum strength, the maximum tensile strength and the corresponding elongation were measured.
[0069] The strength and the strength-elongation product were determined using the following equations.
Elongation=elongation at break (%)
Strength=[tensile strength at break (cN)]/[fineness (dtex)]
Strength-elongation product={strength (cN/dtex)}.times.{elongation (%)+100}/100 15% strength=[tensile strength at 15% elongation (cN)]/[fineness (dtex)]
B. Total Fineness, Single-Filament Fineness
[0070] A fiber sample was set on a sizing reel having a circumference of 1.125 m, and the sizing reel was rotated to make 500 turns to produce a loop-like hank. The hank was dried in a hot-air drying oven (105.+-.2.degree. C..times.60 min) and weighed with a balance. The measured weight was multiplied by an official moisture regain, and the fineness was calculated from the resultant value. The official moisture regain was assumed to be 4.5%.
C. Sulfuric Acid Relative Viscosity (.eta.r)
[0071] A polyamide chip sample or fiber sample in an amount of 0.25 g was dissolved in sulfuric acid having a concentration of 98% by mass so that the sample amount was 1 g per 100 mL of the sulfuric acid. Using an Ostwald viscometer, the solution was examined for a flow time (T1) at 25.degree. C. Subsequently, the sulfuric acid alone having a concentration of 98% by mass was examined for flow time (T2). The ratio of T1 to T2, i.e., T1/T2, was taken as the sulfuric acid relative viscosity.
D. Yarn Unevenness (U %)
[0072] Using USTER TESTER IV, manufactured by Zellweger Uster AG, a fiber sample was examined under the conditions of: sample length, 500 m; test yarn speed V, 100 m/min; twister, type S at 30,000/min; and 1/2 Inert.
E. Content of Crystals, Content of Rigid Amorphous Components
[0073] Xc was determined by calculating the difference (.DELTA.Hm-.DELTA.Hc) between the quantity of heat of fusion and the quantity of heat of cold crystallization that were determined by DSC, and calculating the Xc using equation (1). In equation (1), .DELTA.Hm0 is the quantity of heat of fusion of the crystalline polyamide, and the value thereof is 229.76 J/g.
[0074] The content of rigid amorphous components (Xra) was calculated from the content of crystals (Xc) and the content of movable amorphous components (Xma) using equation (2). The content of movable amorphous components (Xma) was calculated from a difference in specific heat (.DELTA.Cp) between before and after a glass transition observed on a temperature-heat flux reversible curve determined by temperature-modulated DSC (TMDSC). As the .DELTA.Cp was used a specific-heat gap between before and after the glass transition, the specific-heat gap being calculated from an extrapolated tangent which touches the temperature-heat flux reversible curve at around the glass transition. The content of movable amorphous components (Xma) was calculated using equation (3). In equation (3), .DELTA.Cp0 is a difference in specific heat between before and after the Tg of the amorphous polyamide, and the value thereof is 0.4745 J/g.
[0075] The content of rigid amorphous components was calculated from average values obtained from two measurements made by temperature-modulated DSC and DSC.
Content of crystals: Xc (%)=(.DELTA.Hm-.DELTA.Hc)/.DELTA.Hm0.times.100 (1)
Content of rigid amorphous components: Xra (%)=100-(Xc+Xma) (2)
Content of movable amorphous components: Xma (%)=.DELTA.Cp/.DELTA.Cp0.times.100 (3)
[0076] The ordinary DSC and temperature-modulated DSC were conducted under the following measuring conditions.
(a) Ordinary DSC
[0077] Using Q1000, manufactured by TA Instruments, data processing was conducted with Universal Analysis 2000. A measurement was made in a nitrogen stream (50 mL/min) under the conditions of a temperature range of 0-300.degree. C., a heating rate of 10.degree. C./min, and a sample weight of about 5 mg (the calorimetric data were normalized with respect to the weight of the sample that had undergone the examination).
[0078] Details of the above-described DSC are described in the following:
Document 1
Wunderlich B., Thermal Analysis of Polymeric Materials, Appendix 1 (The ATHAS Data Bank), Springer (2005)
(b) Temperature-Modulated DSC
[0079] Using Q1000, manufactured by TA Instruments, data processing was conducted with Universal Analysis 2000. A measurement was made in a nitrogen stream (50 mL/min) under the conditions of a temperature range of 0-200.degree. C., a heating rate of 2.degree. C./min, and a sample weight of about 5 mg (the calorimetric data were normalized with respect to the weight of the sample that had undergone the examination).
[0080] This technique is a method in which the temperature is evenly elevated to examine the sample while repeatedly conducting heating and cooling with certain period and amplitude. All the DSC signals (total heat flow) can be separated into ones attributable to reversible components (reversing heat flow) such as glass transition and ones attributable to irreversible components (nonreversing heat flow) such as enthalpy relaxation, curing reaction, solvent elimination and the like. However, a crystal shows a melting peak for both reversible components and irreversible components.
[0081] Details of the temperature-modulated DSC are described in Document 1 Wunderlich above.
F. Evaluation of Lace
(a) Softness
[0082] A lace product was evaluated for relative softness by inspectors (five persons) rich in experiences in evaluating feeling. The grades respectively evaluated by the inspectors were averaged, and the average was rounded off to the nearest whole number. Grades 5, 4, 3, and 1-2 on average were indicated by S, A, B, and C, respectively.
[0083] 5: highly excellent
[0084] 4: slightly excellent
[0085] 3: fair
[0086] 2: slightly poor
[0087] 1: poor
[0088] S and A were regarded as acceptable in terms of softness.
(b) Durability
[0089] Bursting strength was evaluated in the following manner. Arbitrarily selected three portions were examined for bursting strength by the bursting strength test method according to JIS L1096-2010, Mullen type method (method A), and an average value of the measured values was evaluated in the following four grades.
[0090] S: 130 kPa or higher
[0091] A: 100 kPa or higher but less than 130 kPa
[0092] B: 90 kPa or higher but less than 100 kPa
[0093] C: less than 90 kPa
[0094] S and A were regarded as acceptable in terms of durability.
(c) Appearance Quality
[0095] A lace product was evaluated for relative degree of uneven dyeing by inspectors (five persons). The grades respectively evaluated by the inspectors were averaged, and the average was rounded off to the nearest whole number. Grades 5, 4, 3, and 1-2 on average were indicated by S, A, B, and C, respectively.
[0096] 5: highly excellent
[0097] 4: slightly excellent
[0098] 3: fair
[0099] 2: slightly poor
[0100] 1: poor
[0101] S and A were regarded as acceptable in terms of appearance quality.
(d) Process Passage Capability
[0102] Suitability for knitting: The number of yarn breakages that occurred during knitting per roll of lace fabric (80 m) was shown according to the following criteria.
[0103] S: 0 or more and less than 5 yarn breakages
[0104] A: 5 or more and less than 10 yarn breakages
[0105] B: 10 or more and less than 20 yarn breakages
[0106] C: 20 or more and less than 30 yarn breakages
[0107] S and A were regarded as acceptable in terms of process passage capability.
G. Evaluation of Stocking
(a) Softness
[0108] A stocking product in the state of being worn by a human leg form was evaluated for relative softness of the leg portion by inspectors (five persons) rich in experiences in evaluating feeling. The grades respectively evaluated by the inspectors were averaged, and the average was rounded off to the nearest whole number. Grades 5, 4, 3, and 1-2 on average were indicated by S, A, B, and C, respectively.
[0109] 5: highly excellent
[0110] 4: slightly excellent
[0111] 3: fair
[0112] 2: slightly poor
[0113] 1: poor
[0114] S and A were regarded as acceptable in terms of softness.
(b) Durability
[0115] A stocking product was put, with the right side out, on a human leg form so that the garter part lay in a position 60 cm apart from the heel toward the thigh. On the back of the thigh of the leg form, a circular mark according to a measuring frame was put so that the center of the mark lay in a position 52.5 cm apart from the heel toward the thigh. In fixing the product to the measuring frame, the product was fixed so that the circular mark thus put was positioned properly with respect to the frame. Thus, the product was examined for bursting strength in the same state as the state of being worn. The bursting strength was used as an index to durability.
[0116] Bursting strength was evaluated in the following manner. Arbitrarily selected three portions were examined for bursting strength by the bursting strength test method according to JIS L1096-2010, Mullen type method (method A), and an average value of the measured values was evaluated in the following four grades.
[0117] S: 117.7 kPa or higher
[0118] A: 98.1 kPa or higher but less than 117.7 kPa
[0119] B: 88.3 kPa or higher but less than 98.1 kPa
[0120] C: less than 88.3 kPa
[0121] S and A were regarded as acceptable in terms of durability.
(c) Appearance Quality
[0122] A stocking product was evaluated for relative degree of uneven dyeing by inspectors (five persons). The grades respectively evaluated by the inspectors were averaged, and the average was rounded off to the nearest whole number. Grades 5, 4, 3, and 1-2 on average were indicated by S, A, B, and C, respectively.
[0123] 5: highly excellent
[0124] 4: slightly excellent
[0125] 3: fair
[0126] 2: slightly poor
[0127] 1: poor
[0128] S and A were regarded as acceptable in terms of appearance quality.
(d) Process Passage Capability
[0129] A hosiery machine was continuously operated for 1 hour at a rotational speed of 400 rpm to knit stockings, and the number of machine stops due to yarn breakages during the knitting was evaluated according to the following criteria.
[0130] S: less than 2 yarn breakages
[0131] A: 2 or more and less than 4 yarn breakages
[0132] B: 4 or more and less than 6 yarn breakages
[0133] C: 6 or more yarn breakages
[0134] S and A were regarded as acceptable in terms of process passage capability.
Example 1
Production of Polyamide Multifilament
[0135] Nylon-6 chips having a sulfuric acid relative viscosity (Ty) of 3.3 and a melting point of 225.degree. C., as a polyamide, were dried in an ordinary method to result in a moisture content of 0.03% by mass or less. The nylon-6 chips thus obtained were melted at a spinning temperature (melting temperature) of 290.degree. C. and ejected from a spinneret. The spinneret used had forty-two holes, which were round and had a diameter of 0.25 mm, and was used to produce six yarns per spinneret.
[0136] The spinning was conducted using a spinning machine (direct spinning drawing machine) having the configuration shown in FIG. 1. As the heating cylinder was used a two-layer heating cylinder having a heating cylinder length L of 50 mm and single-layer lengths L1 and L2 of 25 mm each. Temperatures were set so that the atmosphere in the upper layer of the heating cylinder had a temperature of 300.degree. C. and the atmosphere in the lower layer of the heating cylinder had a temperature of 150.degree. C.
[0137] The filaments ejected from the spinneret were gradually cooled at ambient temperatures of 150-300.degree. C. in the two-layer heating cylinder and passed through an annular cooler having a cooling initiation distance LS of 169 mm and supplying 18.degree. C. cool air. Thus, the filaments were cooled to room temperature and solidified. Thereafter, the filaments were collected, while being oiled at an oiling position Lg of 1,300 mm, in terms of distance from the spinneret surface, thereby forming a multifilament. The multifilament was entangled with a fluid entangling nozzle device. The multifilament was then passed through the take-up roller, which had a speed (spinning speed) of 1,500 m/min, and the drawing roller, which had a heat-setting length of 600 mm and had been heated to 155.degree. C., drawn thereby at a draw ratio of 2.8, and wound up. Thus, a nylon-6 multifilament having a fineness of 22.0 dtex and including seven filaments was obtained.
[0138] The nylon-6 multifilament obtained was evaluated, and the results thereof are shown in Table 1.
Production of Knitted Lace
[0139] Next, the multifilament was warped and set as a back yarn for a 28-G raschel lace ground yarn to have a runner length of 21.0 cm and also as a front yarn for the ground yarn to have a runner length of 100.0 cm, and then knitted together with patterning yarns of 235-330 dtex. The resultant fabric was subjected to scouring, dyeing, and finish setting, thereby obtaining a knitted lace for innerwear use. The lace product obtained was evaluated, and the results thereof are shown in Table 1.
Example 2
[0140] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the ejected filaments were gradually cooled at ambient temperatures of 100-300.degree. C. in the heating cylinder by setting the temperature of the atmosphere in the upper layer of the heating cylinder at 300.degree. C. and the temperature of the atmosphere in the lower layer of the heating cylinder at 100.degree. C. and that the speed of the take-up roller was changed to 1,700 m/min and the draw ratio was changed to 2.7. The results of the evaluation are shown in Table 1.
Example 3
[0141] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the ejected filaments were gradually cooled at ambient temperatures of 200-300.degree. C. in the heating cylinder by setting the temperature of the atmosphere in the upper layer of the heating cylinder at 300.degree. C. and the temperature of the atmosphere in the lower layer of the heating cylinder at 200.degree. C. and that the draw ratio was changed to 3.0. The results of the evaluation are shown in Table 1.
Example 4
[0142] A nylon-66 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that nylon-66 chips having a sulfuric acid relative viscosity (qr) of 3.2 and a melting point of 265.degree. C. were used as a polyamide. The results of the evaluation are shown in Table 1.
Comparative Example 1
[0143] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that a single-layer heating cylinder having a length L of 50 mm was used and the temperature of the atmosphere therein was set at 300.degree. C. and that the draw ratio was changed to 3.2. The results of the evaluation are shown in Table 1.
[0144] Because of the use of the single-layer heating cylinder, the temperature of the atmosphere in the heating cylinder was constant and the thermal convection within the heating cylinder was disordered, resulting in an impaired U %. In addition, since the set temperature of the atmosphere in the heating cylinder was 300.degree. C., which was close to the spinning temperature, the orientation relaxation due to gradual cooling from the spinneret surface to the upper surface of the cooler was insufficient, resulting in too high a 15% strength. Because of this, the knitted lace was poor in process passage capability, appearance quality, and softness.
Comparative Example 2
[0145] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the ejected filaments were gradually cooled at ambient temperatures of 100-200.degree. C. in the heating cylinder by setting the temperature of the atmosphere in the upper layer of the heating cylinder at 200.degree. C. and the temperature of the atmosphere in the lower layer of the heating cylinder at 100.degree. C. and that the speed of the take-up roller was changed to 1,700 m/min. The results of the evaluation are shown in Table 1.
[0146] Since the set temperatures of the atmosphere in the heating cylinder were 100-200.degree. C., which were lower by at least 90.degree. C. than the spinning temperature, the orientation relaxation due to gradual cooling from the spinneret surface to the upper surface of the cooler was insufficient, resulting in too small a strength-elongation product and too low a 15% strength. Because of this, the knitted lace had poor durability.
Comparative Example 3
[0147] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that no heating cylinder was disposed. The results of the evaluation are shown in Table 1.
[0148] Since no heating cylinder had been disposed, the orientation relaxation due to gradual cooling from the spinneret surface to the upper surface of the cooler was insufficient, resulting in too small a strength-elongation product and too low a 15% strength. Because of this, the knitted lace had poor durability.
TABLE-US-00001 TABLE 1 Compar- Compar- Compar- ative ative ative Exam- Exam- Exam- Exam- Exam- Exam- Exam- ple 1 ple 2 ple 3 ple 4 ple 1 ple 2 ple 3 Polymer polyamide N6 N6 N6 N66 N6 N6 N6 Spinning Heating cylinder in- in- in- in- in- in- not in- conditions cluded cluded cluded cluded cluded cluded cluded Temperature of atmosphere 300 300 300 300 300 200 -- in upper layer of heating cylinder (.degree. C.) Temperature of atmosphere -- -- -- -- 300 -- -- in middle layer of heating cylinder (.degree. C.) Temperature of atmosphere 150 100 200 150 300 100 -- in lower layer of heating cylinder (.degree. C.) Spinning speed (m/min) 1,500 1,700 1,500 1,500 1,500 1,700 1,500 Draw ratio 2.8 2.7 3.0 2.8 3.2 2.8 2.8 Yarn Total fineness (dtex) 22 22 22 22 22 22 22 properties Single-filament fineness 3.0 3.0 3.0 3.0 3.0 3.0 3.0 (dtex) Elongation (%) 42.0 43.0 38.3 41 36.0 39.0 36.0 Strength (cN/dtex) 7.4 7.0 7.6 7.3 7.9 6.7 6.7 Strength-elongation 10.5 10.0 10.5 10.3 10.7 9.3 9.1 product (cN/dtex) U % 0.60 0.40 1.20 0.60 1.60 0.35 0.60 15% strength (cN/dtex) 4.5 4.2 5.0 4.5 6.1 3.4 3.4 Content of crystals (%) 29 25 30 28 33 19 23 Content of rigid amorphous 55 53 55 53 58 45 50 components (%) Sum of content of crystals 84 78 86 81 91 64 73 and content of rigid amorphous components (%) Evaluation Softness S S S S C S S of lace Durability S A S S S C C Appearance quality S S A S C S S Process passage capability S S S S C S S
Example 5
[0149] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the oiling position Lg was changed to 800 mm and the draw ratio was changed to 3.0. The results of the evaluation are shown in Table 2.
Example 6
[0150] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the oiling position Lg was changed to 1,500 mm and the draw ratio was changed to 2.7. The results of the evaluation are shown in Table 2.
Comparative Example 4
[0151] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the oiling position Lg was changed to 600 mm and the draw ratio was changed to 3.2. The results of the evaluation are shown in Table 2.
[0152] Since the filaments in the state of having a temperature which was still above room temperature were oiled, the multifilament had an impaired U %. In addition, the bending of the filaments in the zone ranging from the spinneret surface to the oiling guide was large and, hence, the filaments were affected by fretting on the oiling guide, resulting in too small a strength-elongation product and too low a 15% strength. Because of this, the knitted lace was poor in process passage capability, durability, and appearance quality.
Comparative Example 5
[0153] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the oiling position Lg was changed to 3,000 mm and the draw ratio was changed to 2.7. The results of the evaluation are shown in Table 2.
[0154] The descending air flow considerably affected the filament oscillation, resulting in an impaired U %. In addition, the accompanying flow heightened the spinning tension and hence enhanced the spinning orientation, resulting in too low a 15% strength and too small a strength-elongation product. Because of this, the knitted lace was poor in appearance quality and durability.
Example 7
[0155] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the speed of the take-up roller (spinning speed) was changed to 1,000 m/min and the draw ratio was changed to 3.8. The results of the evaluation are shown in Table 2.
Example 8
[0156] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the speed of the take-up roller (spinning speed) was changed to 2,000 m/min and the draw ratio was changed to 2.3. The results of the evaluation are shown in Table 2.
Comparative Example 6
[0157] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the speed of the take-up roller (spinning speed) was changed to 800 m/min and the draw ratio was changed to 4.5. The results of the evaluation are shown in Table 2.
[0158] Since the spinning speed was too low, the spinning tension was reduced to enhance the filament oscillation, resulting in an impaired U %. In addition, the gradually cooling effect of the heating cylinder was heightened to cause the strain relaxation of the polyamide molecular chains to proceed excessively, resulting in too high a 15% strength. Because of this, the knitted lace was poor in process passage capability, appearance quality, and softness.
Comparative Example 7
[0159] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that the speed of the take-up roller (spinning speed) was changed to 2,500 m/min and the draw ratio was changed to 1.9. The results of the evaluation are shown in Table 2.
[0160] Since the spinning speed was too high, the strain rate was heightened to increase unevenness in the strain rate, resulting in enhanced draft draw unevenness and an impaired U %. In addition, the gradually cooling effect of the heating cylinder was lowered to render the strain relaxation of the polyamide molecular chains insufficient, resulting in too low a 15% strength and too small a strength-elongation product. Because of this, the knitted lace was poor in appearance quality and durability.
Example 9
[0161] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that a drawing roller having a different diameter was used to regulate the heat-setting length to 1,200 mm. The results of the evaluation are shown in Table 2.
Comparative Example 8
[0162] A nylon-6 multifilament having a fineness of 22 dtex and including seven filaments and a knitted lace were obtained in the same manner as in Example 1, except that a drawing roller having a different diameter was used to regulate the heat-setting length to 1,800 mm. The results of the evaluation are shown in Table 2.
[0163] The thermal crystallization of the fibers proceeded excessively, resulting in too high a 15% strength. Because of this, the knitted lace was poor in process passage capability and softness.
TABLE-US-00002 TABLE 2 Compar- Compar- Compar- Compar- Compar- ative ative ative ative ative Exam- Exam- Exam- Exam- Exam- Exam- Exam- Exam- Exam- Exam- ple 5 ple 6 ple 7 ple 8 ple 9 ple 4 ple 5 ple 6 ple 7 ple 8 Polymer polyamide N6 N6 N6 N6 N6 N6 N6 N6 N6 N6 Spinning Heating cylinder in- in- in- in- in- in- in- in- in- in- conditions cluded cluded cluded cluded cluded cluded cluded cluded cluded cluded Lg: oiling 800 1,500 1,300 1,300 1,300 600 3,000 1,300 1,300 1,300 position (mm) Spinning speed 1,500 1,500 1,000 2,000 1,500 1,500 1,500 800 2,500 1,500 (m/min) Heat-setting 600 600 600 600 1,200 600 600 600 600 1,800 length (mm) Draw ratio 3.0 2.7 3.8 2.3 2.8 3.2 2.7 4.5 1.9 2.8 Yarn Total fineness 22 22 22 22 22 22 22 22 22 22 properties (dtex) Single-filament 3.0 3.0 3.0 3.0 3.0 3.0 3.0 3.0 3.0 3.0 fineness (dtex) Elongation (%) 41 44 41 42 32 39 42 39 43 27 Strength 7.3 7.0 7.3 7.2 7.8 6.9 6.6 7.5 6.5 8.2 (cN/dtex) Strength-elonga- 10.3 10.1 10.3 10.2 10.3 9.6 9.4 10.4 9.3 10.4 tion product (cN/dtex) U % 0.80 1.10 0.80 0.60 0.60 1.30 1.80 1.40 1.50 0.60 15% strength 5.6 4.1 5.6 4.5 5.5 3.9 3.5 6.1 3.6 6.4 (cN/dtex) Content of 32 27 32 29 29 25 23 30 25 30 crystals (%) Content of 56 53 56 55 55 50 50 55 50 61 rigid amorphous components (%) Sum of content 88 80 88 84 84 75 73 85 75 91 of crystals and content of rigid amorphous com- ponents (%) Evaluation Softness A S A S S S S C S C of lace Durability S A S S S C C S C S Appearance S A S S S C C C C S quality Process passage A S A S S C S C S C capability
Example 10
Production of Polyamide Multifilament
[0164] Nylon-6 chips having a sulfuric acid relative viscosity (.eta.r) of 3.3 and a melting point of 225.degree. C., as a polyamide, were dried in an ordinary method to result in a moisture content of 0.03% by mass or less. The nylon-6 chips thus obtained were melted at a spinning temperature (melting temperature) of 290.degree. C. and ejected from a spinneret. The spinneret used had thirty holes, which were round and had a diameter of 0.20 mm, and was used to produce six yarns per spinneret.
[0165] The spinning was conducted using a spinning machine having the configuration shown in FIG. 1. As the heating cylinder was used a two-layer heating cylinder having a heating cylinder length L of 50 mm and single-layer lengths L1 and L2 of 25 mm each. Temperatures were set so that the atmosphere in the upper layer of the heating cylinder had a temperature of 300.degree. C. and the atmosphere in the lower layer of the heating cylinder had a temperature of 150.degree. C.
[0166] The filaments ejected from the spinneret were gradually cooled at ambient temperatures of 150-300.degree. C. in the two-layer heating cylinder and passed through an annular cooler having a cooling initiation distance LS of 169 mm and supplying 18.degree. C. cool air. Thus, the filaments were cooled to room temperature and solidified. Thereafter, the filaments were collected, while being oiled at an oiling position Lg of 1,300 mm, in terms of distance from the spinneret surface, thereby forming a multifilament. The multifilament was entangled with a fluid entangling nozzle device. The multifilament was then passed through the take-up roller, which had a speed (spinning speed) of 1,500 m/min, and the drawing roller, which had a heat-setting length of 600 mm and had been heated to 155.degree. C., drawn thereby at a draw ratio of 2.6, and wound up. Thus, a nylon-6 multifilament having a fineness of 8.0 dtex and including five filaments was obtained.
[0167] The nylon-6 multifilament obtained was evaluated, and the results thereof are shown in Table 3.
Production of Stocking
[0168] Next, the multifilament was used as a covering yarn for a covered yarn, and an elastic polyurethane yarn having a fineness of 22 dtex was used as a core yarn. The draft ratio was set at 3.0, and the core yarn was single-covered with the covering yarn, with the number of twists being 2,400 t/m (S and Z directions). Thus, a single-covered elastic yarn (SCY) was produced.
[0169] The SCY obtained was used in knitting with a hosiery machine. The resultant knitted fabric was subjected to scouring, dyeing, and 120.degree. C. 30-second final setting to obtain a pantyhose product. The leg portion of the pantyhose product was evaluated, and the results thereof are shown in Table 3.
Comparative Example 9
[0170] A nylon-6 multifilament having a fineness of 8 dtex and including five filaments and a pantyhose product were obtained in the same manner as in Example 10, except that no heating cylinder was disposed. The results of the evaluation are shown in Table 3.
[0171] Since no heating cylinder had been disposed, the orientation relaxation due to gradual cooling from the spinneret surface to the upper surface of the cooler was insufficient, resulting in too small a strength-elongation product and too low a 15% strength. Because of this, the pantyhose product had poor durability.
Comparative Example 10
[0172] A nylon-6 multifilament having a fineness of 8 dtex and including five filaments and a pantyhose product were obtained in the same manner as in Example 10, except that no heating cylinder was disposed and that the speed of the take-up roller (spinning speed) was changed to 2,500 m/min and the draw ratio was changed to 1.5. The results of the evaluation are shown in Table 3.
[0173] Since the spinning speed was too high, the strain rate was heightened to increase unevenness in strain rate, resulting in enhanced draft draw unevenness and an impaired U %. In addition, since no heating cylinder had been disposed, the strain relaxation due to gradual cooling from the spinneret surface to the upper surface of the cooler was insufficient, resulting in too low a 15% strength and too small a strength-elongation product. Because of this, the pantyhose product was poor in appearance quality and durability.
Comparative Example 11
[0174] A nylon-6 multifilament having a fineness of 8 dtex and including five filaments and a pantyhose product were obtained in the same manner as in Example 10, except that a single-layer heating cylinder having a length L of 50 mm was used and the temperature of the atmosphere therein was set at 300.degree. C. and that the oiling position Lg was changed to 3,000 mm, the speed of the take-up roller (spinning speed) was changed to 600 m/min, and the draw ratio was changed to 4.5. The results of the evaluation are shown in Table 3.
[0175] Because of the use of the single-layer heating cylinder, the temperature of the atmosphere in the heating cylinder was constant and the thermal convection within the heating cylinder was disordered. Furthermore, due to the low oiling position (long distance from the spinneret to the oiling) and the low spinning rate, the filament oscillation was enhanced, resulting in an impaired U %. Moreover, the low-spinning speed heightened the gradually cooling effect of the heating cylinder to cause the strain relaxation of the polyamide molecular chains to proceed excessively, and the increased heat-setting length caused the crystallization of the fibers to proceed excessively, resulting in too high a 15% strength. Because of this, the pantyhose product was poor in process passage capability, appearance quality, and softness.
TABLE-US-00003 TABLE 3 Comparative Comparative Comparative Example 10 Example 9 Example 10 Example 11 Polymer polyamide N6 N6 N6 N6 Spinning Heating cylinder included not included not included included conditions Temperature of atmosphere 300 -- -- 300 in upper layer of heating cylinder (.degree. C.) Temperature of atmosphere -- -- -- 300 in middle layer of heating cylinder (.degree. C.) Temperature of atmosphere 150 -- -- 300 in lower layer of heating cylinder (.degree. C.) Lg: oiling position (mm) 1,300 1,300 1,300 3,000 Spinning speed (m/min) 1,500 1,500 2,500 600 Heat-setting length (mm) 600 600 600 2,400 Draw ratio 2.6 2.6 1.5 4.5 Yarn Total fineness (dtex) 8 8 8 8 properties Single-filament fineness 1.6 1.6 1.6 1.6 (dtex) Elongation (%) 44 40 38 28 Strength (cN/dtex) 7.3 6.4 6.1 8.3 Strength-elongation 10.5 9.0 8.4 10.6 product (cN/dtex) U % 0.80 0.80 1.50 1.30 15% strength (cN/dtex) 4.4 3.8 3.4 6.5 Content of crystals (%) 29 23 20 32 Content of rigid 55 50 40 63 amorphous components (%) Sum of content of crystals 84 73 60 95 and content of rigid amorphous components (%) Evaluation Softness S S S C of pantyhose Durability S C C S Appearance quality S S C B Process passage capability S S S C
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.