Refrigerating Machine Oil
SHONO; Yohei ; et al.
U.S. patent application number 16/320803 was filed with the patent office on 2019-05-30 for refrigerating machine oil. This patent application is currently assigned to JXTG NIPPON OIL & ENERGY CORPORATION. The applicant listed for this patent is JXTG NIPPON OIL & ENERGY CORPORATION. Invention is credited to Yuya MIZUTANI, Hidetoshi OGATA, Yohei SHONO, Akira TADA, Kentaro YAMAGUCHI.
| Application Number | 20190161701 16/320803 |
| Document ID | / |
| Family ID | 61017439 |
| Filed Date | 2019-05-30 |











View All Diagrams
| United States Patent Application | 20190161701 |
| Kind Code | A1 |
| SHONO; Yohei ; et al. | May 30, 2019 |
REFRIGERATING MACHINE OIL
Abstract
The present invention provides a refrigerating machine oil including a lubricating base oil and a compound represented by the following formula (A): ##STR00001## wherein R.sup.a and R.sup.b each independently represent a monovalent hydrocarbon group, R.sup.c represents a divalent hydrocarbon group, X represents a polar group, and Z.sup.a and Z.sup.b each independently represent oxygen atom or sulfur atom.
| Inventors: | SHONO; Yohei; (Tokyo, JP) ; MIZUTANI; Yuya; (Tokyo, JP) ; YAMAGUCHI; Kentaro; (Tokyo, JP) ; TADA; Akira; (Tokyo, JP) ; OGATA; Hidetoshi; (Tokyo, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | JXTG NIPPON OIL & ENERGY
CORPORATION Tokyo JP |
||||||||||
| Family ID: | 61017439 | ||||||||||
| Appl. No.: | 16/320803 | ||||||||||
| Filed: | July 28, 2017 | ||||||||||
| PCT Filed: | July 28, 2017 | ||||||||||
| PCT NO: | PCT/JP2017/027449 | ||||||||||
| 371 Date: | January 25, 2019 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C10M 129/18 20130101; C10M 2209/1085 20130101; C10M 137/04 20130101; C10M 2207/042 20130101; C10M 2207/2805 20130101; C10M 171/008 20130101; C10M 2223/041 20130101; C10M 2209/1013 20130101; C10M 2207/301 20130101; C10M 2207/0406 20130101; C10N 2030/06 20130101; C10N 2040/30 20130101; C10M 137/02 20130101; C10N 2020/101 20200501; C10M 169/04 20130101; C10M 105/32 20130101; C10M 107/34 20130101; C10M 2207/2835 20130101; C10M 2209/043 20130101 |
| International Class: | C10M 171/00 20060101 C10M171/00; C10M 137/04 20060101 C10M137/04; C10M 105/32 20060101 C10M105/32; C10M 107/34 20060101 C10M107/34; C10M 129/18 20060101 C10M129/18; C10M 169/04 20060101 C10M169/04 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jul 28, 2016 | JP | 2016-148479 |
Claims
1. A refrigerating machine oil comprising: a lubricating base oil; and a compound represented by the following formula (A): ##STR00021## wherein R.sup.a and R.sup.b each independently represent a monovalent hydrocarbon group, R.sup.c represents a divalent hydrocarbon group, X represents a polar group, and Z.sup.a and Z.sup.b each independently represent oxygen atom or sulfur atom.
2. The refrigerating machine oil according to claim 1, comprising at least one oxygen-containing oil selected from the group consisting of esters and ethers, as the lubricating base oil.
3. The refrigerating machine oil according to claim 1, further comprising an epoxy compound.
4. The refrigerating machine oil according to claim 3, comprising at least one selected from the group consisting of glycidyl ether-based epoxy compounds, glycidyl ester-based epoxy compounds, oxirane compounds, alkyl oxirane compounds, alicyclic epoxy compounds, epoxidized fatty acid monoesters, and epoxidized plant oils, as the epoxy compound.
5. The refrigerating machine oil according to claim 3, comprising at least one selected from the group consisting of glycidyl ether-based epoxy compounds, glycidyl ester-based epoxy compounds, and alicyclic epoxy compounds, as the epoxy compound.
6. The refrigerating machine oil according to claim 1, wherein the polar group has an oxygen atom.
Description
TECHNICAL FIELD
[0001] The present invention relates to a refrigerating machine oil.
BACKGROUND ART
[0002] Refrigerating machines such as refrigerators, car air-conditioners, room air-conditioners, and automatic vending machines have compressors for circulating refrigerants through their refrigerating cycles. These compressors are filled with refrigerating machine oils for lubricating slide members. Refrigerating machine oils are required to have properties such as antiwear property and stability.
[0003] Refrigerating machine oils generally contain lubricating base oils and additives which are selected depending on the aforementioned required properties. Conventionally, orthophosphate esters, acid phosphate esters, and the like are used as additives (antiwear agents) for improving antiwear property (for example, see Patent Literatures 1 and 2).
CITATION LIST
Patent Literature
[0004] Patent Literature 1: Japanese Unexamined Patent Publication No. H11-256182
[0005] Patent Literature 2: Japanese Unexamined Patent Publication No. 2000-282076
SUMMARY OF INVENTION
Technical Problem
[0006] However, there is still a room for improving the antiwear property of refrigerating machine oils containing an orthophosphate ester or an acid phosphate ester as an antiwear agent. It is noted that acid phosphate esters may show higher antiwear property as compared with orthophosphate esters, but may have a problem in terms of stability.
[0007] In view of the above circumstances, the present inventors conducted extensive studies to develop a refrigerating machine oil having improved antiwear property. That is, an object of the present invention is to provide a refrigerating machine oil having excellent antiwear property.
Solution to Problem
[0008] The present invention provides a refrigerating machine oil including a lubricating base oil and a compound represented by the following formula (A):
##STR00002##
wherein R.sup.a and R.sup.b each independently represent a monovalent hydrocarbon group, R.sup.c represents a divalent hydrocarbon group, X represents a polar group, and Z.sup.a and Z.sup.b each independently represent oxygen atom or sulfur atom.
[0009] The refrigerating machine oil preferably includes at least one oxygen-containing oil selected from the group consisting of esters and ethers, as the lubricating base oil.
[0010] Preferably, the refrigerating machine oil further includes an epoxy compound.
[0011] The refrigerating machine oil preferably includes at least one selected from the group consisting of glycidyl ether-based epoxy compounds, glycidyl ester-based epoxy compounds, oxirane compounds, alkyl oxirane compounds, alicyclic epoxy compounds, epoxidized fatty acid monoesters, and epoxidized plant oils, as the epoxy compound.
[0012] The refrigerating machine oil preferably includes at least one selected from the group consisting of glycidyl ether-based epoxy compounds, glycidyl ester-based epoxy compounds, and alicyclic epoxy compounds, as the epoxy compound.
[0013] The polar group represented by X in the formula (A) preferably has an oxygen atom.
Advantageous Effects of Invention
[0014] The present invention can provide a refrigerating machine oil having excellent antiwear property.
DESCRIPTION OF EMBODIMENTS
[0015] Below, the embodiments of the present invention will be described in detail.
[0016] A refrigerating machine oil according to one embodiment includes a lubricating base oil and a compound represented by the following formula (A):
##STR00003##
wherein R.sup.a and R.sup.b each independently represent a monovalent hydrocarbon group, R.sup.c represents a divalent hydrocarbon group, X represents a polar group, and Z.sup.a and Z.sup.b each independently represent oxygen atom or sulfur atom.
[0017] As the lubricating base oil, hydrocarbon oils, oxygen-containing oils, and the like can be used. Examples of the hydrocarbon oil include mineral oil-based hydrocarbon oils and synthetic hydrocarbon oils. Examples of the Oxygen-containing oil include esters, ethers, carbonates, ketones, silicones, and polysiloxanes.
[0018] Mineral oil-based hydrocarbon oils can be obtained by refining a lubricant fraction which can be obtained from atmospheric distillation and vacuum distillation of paraffinic, naphthenic, or other crude oils according to a method(s) such as solvent deasphalting, solvent refining, hydrorefining, hydrogenolysis, solvent dewaxing, hydrodewaxing, clay treatment, and sulfuric-acid treatment. These refining methods may be used alone or in combination of two or more.
[0019] Examples of synthetic hydrocarbon oil include alkylbenzenes, alkylnaphthalenes, poly-.alpha.-olefins (PAO), polybutenes, ethylene-.alpha.-olefin copolymers, and the like.
[0020] As alkylbenzenes, the following an alkylbenzene (A) and/or an alkylbenzene (B) can be used.
[0021] The alkylbenzene (A): an alkylbenzene having 1 to 4 alkyl groups having 1 to 19 carbon atoms in which the total number of carbon atoms in the alkyl group(s) is 9 to 19 (preferably having 1 to 4 alkyl groups having 1 to 15 carbon atoms in which the total number of carbon atoms in the alkyl group(s) is 9 to 15).
[0022] The alkylbenzene (B): an alkylbenzene having 1 to 4 alkyl groups having 1 to 40 carbon atoms in which the total number of carbon atoms in the alkyl group(s) is 20 to 40 (preferably having 1 to 4 alkyl groups having 1 to 30 carbon atoms in which the total number of carbon atoms in the alkyl group(s) is 20 to 30)
[0023] Specific examples of the alkyl group(s) having 1 to 19 carbon atoms in the alkylbenzene (A) include, for example, a methyl group, an ethyl group, a propyl group (including all isomers; the same applies hereinafter), a butyl group, a pentyl group, a hexyl group, a heptyl group, an octyl group, a nonyl group, a decyl group, an undecyl group, a dodecyl group, a tridecyl group, a tetradecyl group, a pentadecyl group, a hexadecyl group, a heptadecyl group, an octadecyl group, a nonadecyl group, and an eicosyl group. These alkyl groups may be linear or branched, and is preferably branched in view of stability, viscosity properties, and the like. Especially in view of availability, the alkyl groups are more preferably branched alkyl groups derived from olefin oligomers such as propylene, butene, and isobutylene.
[0024] The number of alkyl groups in the alkylbenzene (A) is 1 to 4, but in view of stability and availability, it is preferably 1 or 2 (that is, monoalkylbenzene, dialkylbenzene, or mixtures of thereof).
[0025] The alkylbenzene (A) may include only one type, of alkylbenzene having a unitary structure, or may include a mixture of alkylbenzenes having different structures as long as they include 1 to 4 alkyl groups having 1 to 19 carbon atoms, and the total number of carbon atoms in the alkyl group(s) is 9 to 19.
[0026] Specific examples of the alkyl group(s) having 1 to 40 carbon atoms in the alkylbenzene (B) include, for example, a methyl group, an ethyl group, a propyl group (including all isomers; the same applies hereinafter), a butyl group, a pentyl group, a hexyl group, a heptyl group, an octyl group, a nonyl group, a decyl group, an undecyl group, a dodecyl group, a tridecyl group, a tetradecyl group, a pentadecyl group, a hexadecyl group, a heptadecyl group, an octadecyl group, a nonadecyl group, an icosyl group, a henicosyl group, a docosyl group, a tricosyl group, a tetracosyl group, a pentacosyl group, a hexacosyl group, a heptacosyl group, an octacosyl group, a nonacosyl group, a triacontyl group, a hentriacontyl group, a dotriacontyl group, a tritriacontyl group, a tetratriacontyl group, a pentatriacontyl group, a hexatriacontyl group, a heptatriacontyl group, an octatriacontyl group, a nonatriacontyl group, and a tetracontyl group. These alkyl groups may be linear or branched, and is preferably branched in view of stability, viscosity properties, and the like. Especially in view of availability, the alkyl groups are more preferably branched alkyl groups derived from olefin oligomers such as propylene, butene, and isobutylene. In view of a higher flash point, the alkyl groups are more preferably linear or branched alkyl groups derived from linear alkylating agents such as normal paraffin, normal-.alpha.-olefin, or halides thereof, and are even more preferably branched alkyl groups.
[0027] The number of alkyl groups in the alkylbenzene (B) is 1 to 4, but in view of stability and availability, it is preferably 1 or 2 (that is, monoalkylbenzene, dialkylbenzene, or mixtures of thereof).
[0028] The alkylbenzene (B) may include only one type of alkylbenzene having a unitary structure, or may include a mixture of alkylbenzenes having different structures as long as they include 1 to 4 alkyl group(s) having 1 to 40 carbon atoms, and the total number of carbon atoms in the alkyl group(s) is 20 to 40.
[0029] A poly-.alpha.-olefins (PAO) can be obtained as follows: for example, several molecules of a linear olefin having 6 of 18 having a double bond only at one end are polymerized, and then hydrogenated. The poly-.alpha.-olefin may be an isoparaffin having a molecular weight distribution mainly including, for example, a trimer or tetramer of .alpha.-decene having 10 carbon atoms or .alpha.-dodecene having 12 carbon atoms.
[0030] Examples of the ester include aromatic esters, dibasic acid esters, polyol esters, complex esters, carbonate esters, and mixtures thereof. The ester is preferably a polyol ester or complex ester.
[0031] Polyol esters are esters of polyhydric alcohols and fatty acids. As the fatty acids, saturated fatty acids are preferably used. The number of carbon atoms of the fatty acids is preferably 4 to 20, more preferably 4 to 18, even more preferably 4 to 9, and in particular preferably 5 to 9. The polyol esters may be partial esters in which some of the hydroxy groups of a polyhydric alcohol remain unesterified, or may be complete esters in which all hydroxy groups are esterified, or may be mixtures of partial esters and complete esters. The polyol esters preferably have a hydroxy value of 10 mg KOH/g or less, more preferably 5 mg KOH/g or less, and even more preferably 3 mg KOH/g or less.
[0032] The ratio of fatty acids having 4 to 20 carbon atoms is preferably 20 to 100% by mol based on the total fatty acids of a poly ester, more preferably 50 to 100% by mol, even more preferably 70 to 100% by mol, and in particular preferably 90 to 100% by mol.
[0033] Specifically, fatty acids having 4 to 20 carbon atoms include butanoic acid, pentanoic acid, hexanoic acid, heptanoic acid, octanoic acid, nonanoic acid, decanoic acid, undecanoic acid, dodecanoic acid, tridecanoic acid, tetradecanoic acid, pentadecanoic acid, hexadecanoic acid, heptadecanoic acid, octadecanoic acid, nonadecanoic acid, and icosanoic acid. These fatty acids may be linear or branched. The fatty acids are preferably branched at the .alpha. and/or .beta. positions, and more preferably selected from 2-methylpropanoic acid, 2-methylbutanoic acid, 2-methylpentanoic acid, 2-methylhexanoic acid, 2-ethylpentanoic acid, 2-methylheptanoic acid, 2-ethylhexanoic acid, 3,5,5-trimethylhexanoic acid, and 2-ethylhexadecanoic acid, and even more preferably selected from 2-ethylhexanoic acid and 3,5,5-trimethylhexanoic acid.
[0034] The fatty acids may include fatty acids other than those having 4 to 20 carbon atoms. For example, the fatty acids other than those having 4 to 20 carbon atoms may have 21 to 24 carbon atoms. The fatty acids having 21 to 24 carbon atoms may be heneicosanoic acid, docosanoic acid, tricosanoic acid, tetracosanoic acid, and the like, and may be linear or branched.
[0035] As a polyhydric alcohol of the polyol esters, a polyhydric alcohol having 2 to 6 hydroxy groups is preferably used. The number of carbon atoms in the polyhydric alcohol is preferably 4 to 12, more preferably 5 to 10. The polyhydric alcohol is preferably a hindered alcohol such as neopentyl glycol, trimethylolethane, trimethylolpropane, trimethylolbutane, di-(trimethylolpropane), tri-(trimethylolpropane), pentaerythritol, and dipentaerythritol. It is more preferably pentaerythritol, dipentaerythritol, or an alcohol mixture of pentaerythritol and dipentaerythritol in view of compatibility with a refrigerant and hydrolytic stability.
[0036] Complex esters may be synthesized, for example, by the following method (a) or (b):
[0037] (a) a method including: adjusting the molar ratio of a polyhydric alcohol and a polybasic acid, and synthesizing an ester intermediate in which some of the carboxyl groups of the polybasic acid remain unesterified, and then esterifying the remaining carboxyl groups with a monohydric alcohol;
[0038] (b) a method including: adjusting the molar ratio of a polyhydric alcohol and a polybasic acid, and synthesizing an ester intermediate in which some of the hydroxy groups of the polyhydric alcohol remain unesterified, and then esterifying the remaining hydroxy groups with a monovalent fatty acid.
[0039] A complex ester obtained by the method (b) may produce a relatively strong acid upon hydrolysis during use as a refrigerating machine oil, and thus tends to show somewhat inferior stability as compared with a complex ester obtained by the method (a). Therefore, complex esters for use herein are preferably those obtained by the method (a) which can provide more stable products.
[0040] The complex ester is preferably synthesized from at least one selected from polyhydric alcohols having 2 to 4 hydroxy groups, at least one selected from polybasic acids having 6 to 12 carbon atoms, and at least one selected from monohydric alcohols having 4 to 18 carbon atoms and monovalent fatty acids having 2 to 12 carbon atoms.
[0041] Examples of the polyhydric alcohols having 2 to 4 hydroxy groups include neopentyl glycol, trimethylolpropane, pentaerythritol, and the like. The polyhydric alcohols having 2 to 4 hydroxy groups are preferably selected from neopentyl glycol and trimethylolpropane, and more preferably are neopentyl glycol because suitable viscosity can be secured, and good low-temperature properties can be obtained in combination with a complex ester used as a base oil.
[0042] Preferably, the polyhydric alcohol of a complex ester further include a dihydric alcohol having 2 to 10 carbon atoms other than neopentyl glycol in addition to the polyhydric alcohol having 2 to 4 hydroxy groups. Examples of the dihydric alcohol having 2 to 10 carbon atoms other than neopentyl glycol include ethylene glycol, propanediols, butanediol, pentanediol, hexanediol, 2-methyl-1,3-propanediol, 3-methyl-1,5-pentanediol, 2,2-diethyl-1,3-pentanediol, and the like. The above dihydric alcohol is preferably butanediol in view of excellent properties as a lubricating base oil. Examples of butanediol include 1,2-butanediol, 1,3-butanediol, 1,4-butanediol, 2,3-butanediol, and the like. Butanediol is preferably selected from 1,3-butanediol and 1,4-butanediol in order to obtain good properties. The amount of a dihydric alcohol having 2 to 10 carbon atoms other than neopentyl glycol is preferably 1.2 mol or less, more preferably 0.8 mol or less, and even more preferably 0.4 mol or less, based on 1 mol of the polyhydric alcohol having 2 to 4 hydroxy groups.
[0043] Examples of the polybasic acids having 6 to 12 carbon atoms include adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, phthalic acid, trimellitic acid, and the like. In view of balanced properties of synthesized esters and availability, the above polybasic acids are preferably selected from adipic acid and sebacic acid, and more preferably is adipic acid. The amount of a polybasic acid having 6 to 12 carbon atoms is preferably 0.4 mol to 4 mol, more preferably 0.5 mol to 3 mol, and even more preferably 0.6 mol to 2.5 mol, based on 1 mol of the polyhydric alcohol having 2 to 4 hydroxy groups.
[0044] Examples of the monohydric alcohols having 4 to 18 carbon atoms include aliphatic alcohols such as butanol, pentanol, hexanol, heptanol, octanol, nonanol, decanol, dodecanol, and oleyl alcohol. These monohydric alcohols may be linear or branched. Especially in view of balanced properties, the monohydric alcohols having 4 to 18 carbon atoms are preferably monohydric alcohols having 6 to 10 carbon atoms, more preferably monohydric alcohols having 8 to 10 carbon atoms. The above monohydric alcohols are more preferably selected from 2-ethylhexanol and 3,5,5-trimethylhexanol because the resulting synthesized complex ester will have good low-temperature properties.
[0045] Examples of the monovalent fatty acids having 2 to 12 carbon atoms include ethanoic acid, propanoic acid, butanoic acid, pentanoic acid, hexanoic acid, heptanoic acid, octanoic acid, nonanoic acid, decanoic acid, dodecanoic acid, and the like. These monovalent fatty acids may be linear or branched. The monovalent fatty acids having 2 to 12 carbon atoms are preferably monovalent fatty acids having 8 to 10 carbon atoms. Among these, 2-ethylhexanoic acid and 3,5,5-trimethylhexanoic acid are more preferred in view of low-temperature properties.
[0046] Examples of the ether include polyvinyl ether, polyalkylene glycol, polyphenyl ether, perfluoroether, and mixtures thereof, and the like. The ether is preferably selected from polyvinyl ethers and polyalkylene glycols, and more preferably a polyvinyl ether.
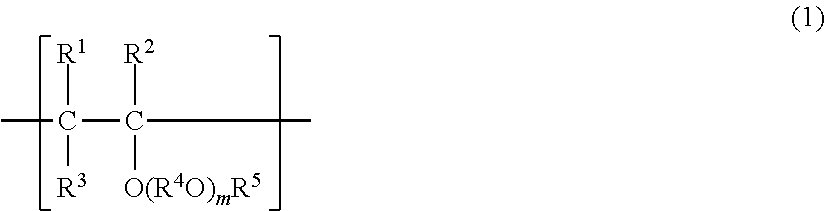
[0047] The polyvinyl ether has a structural unit represented by the following formula (1):
##STR00004##
wherein R.sup.1, R.sup.2, and R.sup.3 may be the same or different from each other, and each represent a hydrogen atom or a hydrocarbon group, and R.sup.4 represents a divalent hydrocarbon group or a divalent ether-linked oxygen-containing hydrocarbon group, and R.sup.5 represents a hydrocarbon group, and m represents an integer of 0 or higher. When m is 2 or higher, multiple R.sup.4s may be the same or different from each other.
[0048] The number of carbon atoms of hydrocarbon groups represented by R.sup.1, R.sup.2, and R.sup.3 is preferably 1 or more, more preferably 2 or more, and even more preferably 3 or more, and are also preferably 8 or less, more preferably 7 or less, and even more preferably 6 or less. At least one of R.sup.1, R.sup.2, and R.sup.3 is preferably a hydrogen atom, and more preferably, all of R.sup.1, R.sup.2, and R.sup.3 are hydrogen atoms.
[0049] The number of carbon atoms of a divalent hydrocarbon group and ether-linked oxygen-containing hydrocarbon group represented by R.sup.4 is preferably 1 or more, more preferably 2 or more, and even more preferably 3 or more, and are also preferably 10 or less, more preferably 8 or less, and even more preferably 6 or less. The divalent ether-linked oxygen-containing hydrocarbon group represented by R.sup.4, for example, may have oxygen on a side chain which can form an ether linkage.
[0050] R.sup.5 is preferably a hydrocarbon group having 1 to 20 carbon atoms. Examples of this hydrocarbon group include an alkyl group, a cycloalkyl group, a phenyl group, an aryl group, an arylalkyl group, and the like. The above hydrocarbon group is preferably an alkyl group, more preferably an alkyl group having 1 to 5 carbon atoms.
[0051] m is preferably 0 or higher, more preferably 1 or higher, and even more preferably 2 or higher, and is also preferably 20 or lower, more preferably 18 or lower, and even more preferably 16 or lower. The average value of m in the entire structure units of the polyvinyl ether is preferably 0 to 10.
[0052] The polyvinyl ether may be a homopolymer including one selected from the structural units represented by the formula (1), or may be a copolymer including two or more selected from the structural units represented by the formula (1), or may be a copolymer including a structural unit represented by the formula (1) and a different structural unit. When the polyvinyl ether is a copolymer, lubricity, insulation properties, hygroscopicity, and the like can be further improved while satisfying compatibility of a refrigerating machine oil with a refrigerant. Under these circumstances, appropriately selecting the type of a raw monomer, the type of an initiator, the ratio of structural units in a copolymer, and the like can confer the aforementioned various properties on the resulting refrigerating machine oil. The copolymer may be either a block copolymer or a random copolymer.
[0053] When the polyvinyl ether is a copolymer, the copolymer preferably has a structural unit (1-1) represented by the above formula (1) in which R.sup.5 is an alkyl group having 1 to 3 carbon atoms and a structural unit (1-2) represented by the above formula (1) in which R.sup.5 is an alkyl group having 3 to 20, preferably 3 to 10, and more preferably 3 to 8 carbon atoms. R.sup.5 in the structural unit (1-1) is in particular preferably an ethyl group while R.sup.5 in the structural unit (1-2) is in particular preferably an isobutyl group. When the polyvinyl ether is a copolymer having the above structural units (1-1) and (1-2), the molar ratio of the structural unit (1-1) and the structural unit (1-2) is preferably 5:95 to 95:5, more preferably 20:80 to 90:10, and even more preferably 70:30 to 90:10. When the above molar ratio falls within the above ranges, compatibility with a refrigerant tends to be able to be further improved, and hygroscopicity tends to be able to be lowered.
[0054] The polyvinyl ether may consist only of a structural unit represented by the above formula (1), or may be a copolymer further including a structural unit represented by the following formula (2):
##STR00005##
wherein R.sup.6 to R.sup.9 may be the same or different from each other, and each represent a hydrogen atom or a hydrocarbon group having 1 to 20 carbon atoms. In the latter case, the copolymer may be either a block copolymer or a random copolymer.
[0055] The polyvinyl ether may be manufactured by polymerizing a vinyl ether-base monomer corresponding to a structural unit represented by the formula (1), or by copolymering a vinyl ether-base monomer corresponding to a structural unit represented by the formula (1) with a hydrocarbon monomer having an olefinic double bond corresponding to a structural unit represented by the formula (2). As the vinyl ether-based monomer corresponding to a structural unit represented by the formula (1), a monomer represented by the following formula (3) is suitable:
##STR00006##
wherein R.sup.1, R.sup.2, R.sup.3, R.sup.4, R.sup.5, and m each have the same definitions as defined for R.sup.1, R.sup.2, R.sup.3, R.sup.4, R.sup.5, and m in the formula (1).
[0056] The polyvinyl ether preferably has the following terminal structure (A) or (B).
[0057] (A) A structure in which one end is represented by the formula (4) or (5) while the other end is represented by the formula (6) or (7).
##STR00007##
In the formula (4), R.sup.11, R.sup.21, and R.sup.31 may be the same or different from each other, and each represent a hydrogen atom or a hydrocarbon group having 1 to 8 carbon atoms, and R.sup.41 represents a divalent hydrocarbon group having 1 to 10 carbon atoms or a divalent ether-linked oxygen-containing hydrocarbon group, and R.sup.51 represents a hydrocarbon group having 1 to 20 carbon atoms, and m has the same definition as defined for m in the formula (1). When m is 2 or higher, multiple R.sup.41s may be the same or different from each other.
##STR00008##
In the formula (5), R.sup.61, R.sup.71, R.sup.81, and R.sup.91 may be the same or different from each other, and each represent a hydrogen atom or a hydrocarbon group having 1 to 20 carbon atoms.
##STR00009##
In the formula (6), R.sup.12, R.sup.22, and R.sup.32 may be the same or different from each other, and each represent a hydrogen atom or a hydrocarbon group having 1 to 8 carbon atoms, and R.sup.42 represents a divalent hydrocarbon group or divalent ether-linked oxygen-containing hydrocarbon group having 1 to 10 carbon atoms, and R.sup.52 represents a hydrocarbon group having 1 to 20 carbon atoms, and m has the same definition as defined for m in the formula (1). When m is 2 or higher, multiple R.sup.42s may be the same or different from each other.
##STR00010##
In the formula (7), R.sup.62, R.sup.72, R.sup.82, and R.sup.92 may be the same or different from each other, and each represent a hydrogen atom or a hydrocarbon group having 1 to 20 carbon atoms.
[0058] (B) A structure in which one end is represented by the above formula (4) or (5) while the other end is represented by the following formula (8):
##STR00011##
wherein R.sup.13, R.sup.23, and R.sup.33 may be the same or different from each other, and each represent a hydrogen atom or a hydrocarbon group having 1 to 8 carbon atoms.
[0059] Among these polyvinyl ethers, those of (a), (b), (c), (d), and (e) listed below are particularly suitable as a base oil.
[0060] (a) A polyvinyl ether having a structure in which one end is represented by the formula (4) or (5), and the other end is represented by the formula (6) or (7), in which R.sup.1, R.sup.2, and R.sup.3 in the formula (1) are each a hydrogen atom, and m is an integer of 0 to 4, and R.sup.4 is a divalent hydrocarbon group having 2 to 4 carbon atoms, and R.sup.5 is a hydrocarbon group having 1 to 20 carbon atoms.
[0061] (b) A polyvinyl ether including only a structural unit represented by the formula (1) and having a structure in which one end is represented by the formula (4), and the other end is represented by the formula (6), in which R.sup.1, R.sup.2, and R.sup.3 in the formula (1) are each a hydrogen atom, and m is an integer of 0 to 4, and R.sup.4 is a divalent hydrocarbon group having 2 to 4 carbon atoms, and R.sup.5 is a hydrocarbon group having 1 to 20 carbon atoms.
[0062] (c) A polyvinyl ether having a structure in which one end is represented by the formula (4) or (5), and the other end is represented by the formula (8), in which R.sup.1, R.sup.2, and R.sup.3 in the formula (1) are each a hydrogen atom, and m is an integer of 0 to 4, and R.sup.4 is a divalent hydrocarbon group having 2 to 4 carbon atoms, and R.sup.5 is a hydrocarbon group having 1 to 20 carbon atoms.
[0063] (d) A polyvinyl ether including only a structural unit represented by the formula (1) and having a structure in which one end is represented by the formula (5), and the other end is represented by the formula (8), in which R.sup.1, R.sup.2, and R.sup.3 in the formula (1) are each a hydrogen atom, and m is an integer of 0 to 4, and R.sup.4 is a divalent hydrocarbon group having 2 to 4 carbon atoms, and R.sup.5 is a hydrocarbon group having 1 to 20 carbon atoms.
[0064] (e) A polyvinyl ether of any of the above (a), (b), (c) and (d) having a structural unit in which R.sup.5 in the formula (1) is a hydrocarbon group having 1 to 3 carbon atoms and a structural unit in which that R.sup.5 is a hydrocarbon group having 3 to 20 carbon atoms.
[0065] The weight average molecular weight of the polyvinyl ether is preferably 500 or more, more preferably 600 or more, and is also preferably 3000 or less, more preferably 2000 or less, and even more preferably 1500 or less. When the polyvinyl ether has a weight average molecular weight of 500 or more, superior lubricity in the presence of a refrigerant can be obtained. A weight average molecular weight of 3000 or less enables a wider range of compositions within which compatibility with a refrigerant can be obtained under low-temperature conditions, preventing poor lubrication in a refrigerant compressor and deteriorated heat exchange in an evaporator.
[0066] The number average molecular weight of the polyvinyl ether is preferably 500 or more, more preferably 600 or more, and is also preferably 3000 or less, more preferably 2000 or less, and even more preferably 1500 or less. When the polyvinyl ether has a number average molecular weight of 500 or more, superior lubricity in the presence of a refrigerant can be obtained. A number average molecular weight of 3000 or less enables a wider range of compositions within which compatibility with a refrigerant can be obtained under low-temperature conditions, preventing poor lubrication in a refrigerant compressor and deteriorated heat exchange in an evaporator.
[0067] The weight average molecular weight and number average molecular weight of the polyvinyl ether both are those determined by the GPC analysis (in terms of polystyrene (standard sample)). For example, the weight average molecular weight and number average molecular weight can be measured as follows.
[0068] Dilution is performed using chloroform as a solvent to prepare a solution with a polyvinyl-ether concentration of 1% by mass. The solution is analyzed with a GPC instrument (Waters Alliance 2695). Analysis is performed with a refractive index detector at a solvent flow rate of 1 ml/min using a column capable of analyzing a molecular weight of 100 to 10000. It is noted that the relationship between column relation time and molecular weight is separately determined using a polystyrene standard having a known molecular weight to create a calibration curve, and the molecular weight of a sample is then determined from a measured retention time.
[0069] The polyvinyl ether preferably has a degrees of unsaturation of 0.04 meq/g or less, more preferably 0.03 meq/g or less, and even more preferably 0.02 meq/g or less. The polyvinyl ether preferably has a peroxide value of a 10.0 meq/kg or less, more preferably 5.0 meq/kg or less, and even more preferably 1.0 meq/kg or less. The polyvinyl ether preferably has a carbonyl value of 100 ppm by weight or less, more preferably 50 ppm by weight or less, and even more preferably 20 ppm by weight or less. The polyol ester preferably has a hydroxy value of 10 mg KOH/g or less, more preferably 5 mg KOH/g or less, and even more preferably 3 mg KOH/g or less.
[0070] The degree of unsaturation, peroxide value, and carbonyl value in the present invention each refer to a value measured in accordance with the Standard Methods for the Analysis of Fats, Oils and Related Materials defined by the Japan Oil Chemists' Society. That is, with regard to the degree of unsaturation in the present invention, a sample is allowed to react with a Wij's solution (a solution of ICl-acetic acid), and left stand in a dark place, and then excess ICl is reduced into iodine, and that iodine is subsequently titrated with sodium thiosulfate to calculate an iodine value. The iodine value is then converted into a value (meq/g) in terms of vinyl equivalent. This value is used as the degree of unsaturation. With regard to the peroxide value in the present invention, potassium iodide is added to a sample, and the resulting free iodine is titrated with sodium thiosulfate, and the amount of the free iodine determined is converted into a value (meq/kg) in milliequivalent per kg of the sample. This value is used as the peroxide value. With regard to the carbonyl value in the present invention, a sample is allowed to react with 2,4-dinitrophenylhydrazine to generate chromogenic quinonoid ions. The absorbance of the sample at 480 nm is measured and converted into a value (ppm by weight) in terms of the amount of carbonyl based on a calibration curve which is pre-determined using cinnamaldehyde as the standard substance. This value is used as the carbonyl value. The hydroxy value in the present invention is measured in accordance with JIS K0070:1992.
[0071] Examples of polyalkylene glycols include polyethylene glycol, polypropylene glycol, polybutylene glycol, and the like. Polyalkylene glycols have oxyethylene, oxypropylene, oxybutylene, and the like as structural units. Polyalkylene glycols having these structural units can be obtained by ring-opening polymerization of ethylene oxide, propylene oxide, or butylene oxide as a raw monomer material.
[0072] Examples of the polyalkylene glycol include compounds represented by the following formula (9):
R.sup..alpha.--[(OR.sup..beta.).sub.f--OR.sup..gamma.].sub.g (9)
wherein in the formula (9), R.sup..alpha. represents a hydrogen atom, an alkyl group having 1 to 10 carbon atoms, an acyl group having 2 to 10 carbon atoms, or a residue of a compound having 2 to 8 hydroxy groups, and R.sup..beta. represents an alkylene group having 2 to 4 carbon atoms, R.sup..gamma. represents a hydrogen atom, an alkyl group having 1 to 10 carbon atoms, or an acyl group having 2 to 10 carbon atoms, and f represents an integer of 1 to 80, and g represents an integer of 1 to 8.
[0073] The alkyl groups represented by R.sup..alpha. and R.sup..gamma. may be any of linear, branched, or cyclic. The number of carbon atoms of these alkyl groups is preferably 1 to 10, more preferably 1 to 6. When these alkyl groups have more than 10 carbon atoms, compatibility with a refrigerant tends to be decreased.
[0074] The alkyl-group moieties of the acyl groups represented by R.sup..alpha. and R.sup..gamma. may be any of linear, branched, or cyclic. The number of carbon atoms of the acyl groups is preferably 2 to 10, more preferably 2 to 6. When the above acyl groups have more than 10 carbon atoms, compatibility with a refrigerant may be decreased, resulting in phase separation.
[0075] When the groups represented by R.sup..alpha. and R.sup..gamma. are both alkyl groups or both acyl groups, the groups represented by R.sup..alpha. and R.sup..gamma. may be the same or different. When g is 2 or higher, the multiple groups represented by R.sup..alpha. and R.sup..gamma. in the same molecule may be the same or different.
[0076] When the group represented by R.sup..alpha. is a residue of a compound having 2 to 8 hydroxy groups, this compound may be chain-like or cyclic.
[0077] In view of excellent compatibility, at least one of R.sup..alpha. and R.sup..gamma. is preferably an alkyl group, more preferably an alkyl group having 1 to 4 carbon atoms, and even more preferably a methyl group. In view of excellent heat and chemical stability, both of R.sup..alpha. and R.sup..gamma. are preferably an alkyl group, more preferably an alkyl group having 1 to 4 carbon atoms, and even more preferably a methyl group. In view of manufacturability and cost, preferably, one of R.sup..alpha. or R.sup..gamma. is an alkyl group (more preferably an alkyl group having 1 to 4 carbon atoms) while the other is a hydrogen atom. More preferably, one is a methyl group while the other is a hydrogen atom. In view of excellent lubricity and sludge solubility, both of R.sup..alpha. and R.sup..gamma. are hydrogen atoms.
[0078] R.sup..beta. represents an alkylene group having 2 to 4 carbon atoms. Specific examples of such an alkylene group include an ethylene group, a propylene group, a butylene group, and the like. Further, oxyalkylene groups as repeating units represented by OR.sup..beta. include an oxyethylene group, an oxypropylene group, and an oxybutylene group. The oxyalkylene groups represented by (OR.sup..beta.).sub.f may be composed of one type of oxyalkylene group, or may be composed of two or more types of oxyalkylene group.
[0079] The polyalkylene glycol represented by the formula (9) is preferably a copolymer including an oxyethylene group (EO) and an oxypropylene group (PO) in view of excellent compatibility with a refrigerant and viscosity-temperature properties. In this case, the ratio (EO/(PO+EO)) of the oxyethylene group to the total of the oxyethylene group and the oxypropylene group is preferably 0.1 to 0.8, more preferably 0.3 to 0.6 in view of excellent seizure load and viscosity-temperature properties. In view of excellent hygroscopicity and heat/oxidation stability, EO/(PO+EO) is preferably 0 to 0.5, more preferably 0 to 0.2, even more preferably 0 (that is, a propylene oxide homopolymer).
[0080] f represents the number of repeats (the degree of polymerization) of the oxyalkylene group OR.sup..beta., and is an integer of 1 to 80. g is an integer of 1 to 8. For example, g is 1 when R.sup..alpha. is an alkyl group or an acyl group. When R.sup..alpha. is a residue of a compound having 2 to 8 hydroxy groups, g corresponds to the number of hydroxy groups in that compound.
[0081] In the polyalkylene glycol represented by the formula (9), the average value of the product (f.times.g) of f and g is preferably 6 to 80 because it will well satisfy required performances as a refrigerating machine oil in a balanced manner.
[0082] The weight average molecular weight of the polyalkylene glycol is preferably 500 or more, more preferably 600 or more, and is also preferably 3000 or less, more preferably 2000 or less, and even more preferably 1500 or less. When the polyalkylene glycol has a weight average molecular weight of 500 or more, superior lubricity in the presence of a refrigerant can be obtained. A weight average molecular weight of 3000 or less enables a wider range of compositions within which compatibility with a refrigerant can be obtained under low-temperature conditions, preventing poor lubrication in a refrigerant compressor and deteriorated heat exchange in an evaporator.
[0083] The number average molecular weight of the polyalkylene glycol is preferably 500 or more, more preferably 600 or more, and is also preferably 3000 or less, more preferably 2000 or less, and even more preferably 1500 or less. When the polyalkylene glycol has a number average molecular weight of 500 or more, superior lubricity in the presence of a refrigerant can be obtained. A number average molecular weight of 3000 or less enables a wider range of compositions within which compatibility with a refrigerant can be obtained under low-temperature conditions, preventing poor lubrication in a refrigerant compressor and deteriorated heat exchange in an evaporator.
[0084] The weight average molecular weight and number average molecular weight of the polyalkylene glycol are both those determined by GPC analysis (in terms of polypropylene glycol (standard sample)). For example, the weight average molecular weight and number average molecular weight can be determined as follows.
[0085] Dilution is performed using chloroform as a solvent to prepare a solution with a polyalkylene-glycol concentration of 1% by mass. The solution is analyzed with a GPC instrument (Waters Alliance 2695). Analysis is performed with a refractive index detector at a solvent flow rate of 1 ml/min using a column capable of analyzing a molecular weight of 100 to 10000. It is noted that the relationship between column relation time and molecular weight is separately determined using a polyalkylene glycol standard having a known molecular weight to create a calibration curve, and the molecular weight of a sample is then determined from a measured retention time.
[0086] The hydroxy value of the polyalkylene glycol is preferably 100 mg KOH/g or less, more preferably 50 mg KOH/g or less, even more preferably 30 mg KOH/g or less, and most preferably 10 mg KOH/g or less.
[0087] The polyalkylene glycol can be synthesized by a known method (Mitsuta Shibata et al., "alkylene oxide polymer," Kaibundo Publishing Co., Ltd., Nov. 20, 1990). For example, one or more predetermined alkylene oxides are addition-polymerized with an alcohol (R.sup..alpha.OH; R.sup..alpha. has the same definition as defined for R.sup..alpha. in the formula (9)), and terminal hydroxyl groups are further etherified or esterified to obtain the polyalkylene glycol represented by the formula (9). When two or more alkylene oxides are used in the above manufacturing process, the resulting polyalkylene glycol may be either a random copolymer or a block copolymer. However, it is preferably a block copolymer in view of the tendency of having superior oxidation stability and lubricity, and preferably a random copolymer in view of the tendency of having superior low-temperature fluidity.
[0088] The polyalkylene glycol preferably has a degrees of unsaturation of 0.04 meq/g or less, more preferably 0.03 meq/g or less, and even more preferably 0.02 meq/g or less. The polyalkylene glycol preferably has a peroxide value of a 10.0 meq/kg or less, more preferably 5.0 meq/kg or less, and even more preferably 1.0 meq/kg or less. The polyalkylene glycol preferably has a carbonyl value of 100 ppm by weight or less, more preferably 50 ppm by weight, and even more preferably 20 ppm by weight or less.
[0089] The lubricating base oil is preferably at least one selected from oxygen-containing oils, more preferably at least one selected from esters and ethers.
[0090] The kinematic viscosity at 40.degree. C. of the lubricating base oil may be preferably 3 mm.sup.2/s or more, more preferably 4 mm.sup.2/s or more, and even more preferably 5 mm.sup.2/s or more. The kinematic viscosity at 40.degree. C. of the lubricating base oil may be preferably 1000 mm.sup.2/s or less, more preferably 500 mm.sup.2/s or less, and even more preferably 400 mm.sup.2/s or less. The kinematic viscosity at 100.degree. C. of the lubricating base oil may be preferably 1 mm.sup.2/s or more, and more preferably 2 mm.sup.2/s or more. The kinematic viscosity at 100.degree. C. of the lubricating base oil may be preferably 100 mm.sup.2/s or less, and more preferably 50 mm.sup.2/s or less. The kinematic viscosity in the present invention is measured in accordance with JIS K2283:2000.
[0091] The content of the lubricating base oil may be 50% by mass or more, 60% by mass or more, 70% by mass or more, 80% by mass or more, or 90% by mass or more based on the total amount of the refrigerating machine oil.
[0092] The compound represented by the formula (A) is preferably represented by any of the following formulae (A-1) to (A-3):
##STR00012##
wherein R.sup.a, R.sup.b, R.sup.c, and X have the same meaning as R.sup.a, R.sup.b, R.sup.c, and X in the formula (A), respectively.
[0093] The number of carbon atoms of the monovalent hydrocarbon groups represented by R.sup.a and R.sup.b may be 2 to 18, 2 to 16, 2 to 14, 2 to 12, 2 to 10, or 2 to 8. The monovalent hydrocarbon groups may be linear or branched alkyl groups. The number of carbon atoms in the divalent hydrocarbon group represented by R.sup.c may be 1 to 4, 1 to 3, 1 to 2, or 1. The divalent hydrocarbon group may be a linear or branched alkylene group.
[0094] The polar group represented by X may have an oxygen atom. For example, the polar group may be any of --OH group, --COOH group, a --COOR group, --CONHNH.sub.2 group, --CONH.sub.2 group, a --NR.sub.2 group, --CN group, --CH(COOH)CH.sub.2COOH group, a --CH(COOR)CH.sub.2COOH group, or any of groups represented by the following Formulae (x-1) to (x-4):
##STR00013##
[0095] The polar group represented by X is preferably --OH group, --COOH group, --COOR group, --CH(COOH)CH.sub.2COOH group, or --CH(COOR)CH.sub.2COOH group. Each R in the above --COOR group, --NR.sub.2 group, and --CH(COOR)CH.sub.2COOH group may be a monovalent hydrocarbon group, and may be a linear or branched alkyl group. The number of carbon atoms of the above monovalent hydrocarbon groups and alkyl groups may be 1 to 12, 1 to 8, or 1 to 2.
[0096] In a preferred aspect, the compound represented by the formula (A) may be a compound represented by the following formula (A-4):
##STR00014##
wherein R.sup.d and R.sup.e each represent a linear or branched alkyl group having 2 to 8 carbon atoms, and X.sup.a represents --OH group, --COOH group, or --COOR' group (wherein R' represents a linear or branched alkyl, group having 1 to 8 carbon atoms).
[0097] The content of the compound represented by the formula (A) may be 0.005% by mass or more, 0.01% by mass or more, or 0.02% by mass or more, and may be 0.1% by mass or less, 0.2% by mass or less, or 1% by mass or less, based on the total amount of the refrigerating machine oil. The content of the compound represented by the formula (A) may be 0.005 to 0.1% by mass, 0.005 to 0.2% by mass, 0.005 to 1% by mass; 0.01 to 0.1% by mass, 0.01 to 0.2% by mass, 0.01 to 1% by mass, 0.02 to 0.1% by mass, 0.02 to 0.2% by mass, or 0.02 to 1% by mass, based on the total amount of the refrigerating machine oil.
[0098] The refrigerating machine oil may further include an epoxy compound. Examples of the epoxy compound include a glycidyl ether-based epoxy compound, a glycidyl ester-based epoxy compound, an oxirane compound, an alkyl oxirane compound, an alicyclic epoxy compound, an epoxidized fatty acid monoester, an epoxidized plant oil, and the like. These epoxy compounds are used alone or in combination of two or more.
[0099] The glycidyl ether-based epoxy compound may be, for example, an aryl glycidyl ether-based epoxy compound or an alkyl glycidyl ether-based epoxy compound, which are represented by the following Formula (B-1):
##STR00015##
wherein R.sup.f represents an aryl group having 6 to 18 carbon atoms or an alkyl group having 5 to 18 carbon atoms.
[0100] The glycidyl ether-based epoxy compound represented by the formula (B-1) is preferably n-butylphenyl glycidyl ether, i-butylphenyl glycidyl ether, sec-butylphenyl glycidyl ether, tert-butylphenyl glycidyl ether, pentylphenyl glycidyl ether, hexylphenyl glycidyl ether, heptylphenyl glycidyl ether, octylphenyl glycidyl ether, nonylphenyl glycidyl ether, decylphenyl glycidyl ether, decyl glycidyl ether, undecyl glycidyl ether, dodecyl glycidyl ether, tridecyl glycidyl ether, tetradecyl glycidyl ether, or 2-ethylhexyl glycidyl ether.
[0101] The glycidyl ether-based epoxy compound may be a compound other than the epoxy compound represented by the formula (B-1), and specifically, may be neopentyl glycol diglycidyl ether, trimethylolpropane triglycidyl ether, pentaerythritol tetraglycidyl ether, 1,6-hexanediol diglycidyl ether, sorbitol polyglycidyl ether, polyalkylene glycol monoglycidyl ether, polyalkylene glycol diglycidyl ether, and the like.
[0102] The glycidyl ester-based epoxy compound may be, for example, a compound represented by the following formula (B-2):
##STR00016##
wherein R.sup.g represents an aryl group having 6 to 18 carbon atoms, an alkyl group having 5 to 18 carbon atoms, or an alkenyl group having 5 to 18 carbon atoms.
[0103] The glycidyl ester-based epoxy compound represented by the formula (B-2) is preferably glycidyl benzoate, glycidyl neodecanoate, glycidyl-2,2-dimethyl octanoate, glycidyl acrylate, or glycidyl methacrylate.
[0104] The alicyclic epoxy compound has a substructure represented by the following formula (B-3):
##STR00017##
in which the carbon atoms of an epoxy group directly constitutes an alicyclic ring.
[0105] The alicyclic epoxy compound may be, for example, 1,2-epoxycyclohexane, 1,2-epoxycyclopentane, 3',4'-epoxycyclohexylmethyl-3,4-epoxycyclohexane carboxylate, bis(3,4-epoxycyclohexylmethyl)adipate, exo-2,3-epoxynorbornane, bis(3,4-epoxy-6-methylcyclohexylmethyl)adipate, 2-(7-oxabicyclo[4.1.0]hept-3-yl)-spiro(1,3-dioxane-5,3'-[7]oxabicyclo[4.1- .0]heptane, 4-(1'-methylepoxyethyl)-1,2-epoxy-2-methylcyclohexane, or 4-epoxyethyl-1,2-epoxycyclohexane.
[0106] Examples of the allyl oxirane compound include 1,2-epoxystyrene, alkyl-1,2-epoxystyrene, and the like.
[0107] Examples of the alkyl oxirane compound include, 1,2-epoxybutane, 1,2-epoxypentane, 1,2-epoxyhexane, 1,2-epoxyheptane, 1,2-epoxyoctane, 1,2-epoxynonane, 1,2-epoxydecane, 1,2-epoxyundecane, 1,2-epoxydodecane, 1,2-epoxytridecane, 1,2-epoxytetradecane, 1,2-epoxypentadecane, 1,2-epoxyhexadecane, 1,2-epoxyheptadecane, 1,2-epoxyoctadecane, 1,2-epoxynonadecane, 1,2-epoxyicosane, and the like.
[0108] Examples of the epoxidized fatty acid monoester include esters of an epoxidized fatty acid having 12 to 20 carbon atoms and an alcohol having 1 to 8 carbon atoms or phenol or alkylphenol. The epoxidized fatty acid monoester is preferably butyl epoxystearate, hexyl, benzyl, cyclohexyl, methoxyethyl, octyl, phenyl, or butylphenyl ester.
[0109] Examples of the epoxidized plant oil include epoxy compounds of plant oils such as soybean oil, linseed oil, and cottonseed oil; and the like.
[0110] When the refrigerating machine oil includes both the compound represented by the formula (A) and the epoxy compound, the refrigerating machine oil has not only excellent antiwear property but also excellent stability as compared with a conventional refrigerating machine oil including, for example, an acid phosphate ester and an epoxy compound. In view of simultaneous achievement of antiwear property and stability, the epoxy compound is preferably at least one selected from glycidyl ether-based epoxy compounds, glycidyl ester-based epoxy compounds, and alicyclic epoxy compounds, and is more preferably at least one selected from glycidyl ether-based epoxy compounds and glycidyl ester-based epoxy compounds.
[0111] In view of improved stability, the content of the epoxy compound is preferably 0.1% by mass or more, more preferably 0.15% by mass or more, and even more preferably 0.2% by mass or more, based on the total amount of the refrigerating machine oil. In view of improved lubricity, the content of an epoxy compound is preferably 5.0% by mass or less, more preferably 3.0% by mass or less, and even more preferably 2.0% by mass or less, based on the total amount of the refrigerating machine oil.
[0112] The refrigerating machine oil may further include other additives. Examples of the other additives include acid scavengers other than epoxy compounds, antioxidants, extreme pressure agents, oiliness agents, antifoaming agents, metal deactivators, antiwear agents other than the compound represented by the formula (A), viscosity index improvers, pour point depressants, detergent-dispersants, and the like. The contents of these additives may be 10% by mass or less or 5% by mass or less based on the total amount of the refrigerating machine oil.
[0113] Among the aforementioned other additives, the refrigerating machine oil preferably further includes at least one of an antioxidant and an antiwear agent other than the compound represented by the formula (A). The antioxidant may be a phenol-based antioxidant such as 2,6-di-tert.-butyl-p-cresol and bisphenol A or an amine-based antioxidant such as an alkylphenyl-.alpha.-naphthylamine, and a dialkyldiphenylamine. The antiwear agent other than the compound represented by the formula (A) may be a phosphorus-based antiwear agent such as a phosphate ester, an acid phosphate ester, a thiophosphate ester, an amine salt of an acid phosphate ester, a chlorinated phosphate ester, and a phosphite ester.
[0114] The kinematic viscosity at 40.degree. C. of the refrigerating machine oil may be preferably 3 mm.sup.2/s or more, more preferably 4 mm.sup.2/s or more, and even more preferably 5 mm.sup.2/s or more. The kinematic viscosity at 40.degree. C. of the refrigerating machine oil may be preferably 500 mm.sup.2/s or less, more preferably 400 mm.sup.2/s or less, and even more preferably 300 mm.sup.2/s or less.
[0115] The kinematic viscosity at 100.degree. C. of the refrigerating machine oil may be preferably 1 mm.sup.2/s or more, and more preferably 2 mm.sup.2/s or more. The kinematic viscosity at 100.degree. C. of the refrigerating machine oil may be 100 mm.sup.2/s or less, and more preferably 50 mm.sup.2/s or less.
[0116] The pour point of the refrigerating machine oil may be preferably -10.degree. C. or less, and more preferably -20.degree. C. or less. The pour point in the present invention is measured in accordance with JIS K2269-1987.
[0117] The volume resistivity of the refrigerating machine oil may be preferably 1.0.times.10.sup.9 .OMEGA.m or more, more preferably 1.0.times.10.sup.10 .OMEGA.m or more, and even more preferably 1.0.times.10.sup.11 .OMEGA.m or more. The volume resistivity in the present invention is measured at 25.degree. C. in accordance with JIS C2101:1999.
[0118] The moisture content of the refrigerating machine oil may be preferably 200 ppm or less based on the total amount of the refrigerating machine oil, more preferably 100 ppm or less, and even more preferably 50 ppm or less.
[0119] The acid value of the refrigerating machine oil may be 1.0 mg KOH/g or less, and more preferably 0.1 mg KOH/g or less. The acid value in the present invention is measured in accordance with JIS K2501:2003.
[0120] The ash content of the refrigerating machine oil may be preferably 100 ppm or less, and more preferably 50 ppm or less. The ash content in the present invention is measured in accordance with JIS K2272:1998.
[0121] The refrigerating machine oil according to the present embodiment is used with a refrigerant. Examples of the refrigerant include saturated hydrofluorocarbon refrigerants, unsaturated hydrofluorocarbon refrigerants, hydrocarbon refrigerants, fluorine-containing ether-based refrigerants such as perfluoro ethers, bis(trifluoromethyl)sulfide refrigerant, trifluoroiodomethane refrigerant, and natural refrigerants such as ammonia and carbon dioxide, and mixed refrigerants including one or two or more of these refrigerants.
[0122] Examples of the saturated hydrofluorocarbon refrigerant include saturated hydrofluorocarbons preferably having 1 to 3 carbon atoms, more preferably having 1 to 2 carbon atoms. Specific examples include difluoromethane (R32), trifluoromethane (R23), pentafluoroethane (R125), 1,1,2,2-tetrafluoroethane (R134), 1,1,1,2-tetrafluoroethane (R134a), 1,1,1-trifluoroethane (R143a), 1,1-difluoroethane (R152a), fluoroethane (R161), 1,1,1,2,3,3,3-heptafluoropropane (R227ea), 1,1,1,2,3,3-hexafluoropropane (R236ea), 1,1,1,3,3,3-hexafluoropropane (R236fa), 1,1,1,3,3-pentafluoropropane (R245fa), 1,1,1,3,3-pentafluorobutane (R365mfc), or mixtures of two or more of these.
[0123] The saturated hydrofluorocarbon refrigerant may be appropriately selected from the followings, depending on uses and required performances, but preferred examples include R32 alone; R23 alone; R134a alone; R125 alone; a mixture of R134a/R32=60 to 80% by mass/40 to 20% by mass; a mixture of R32/R125=40 to 70% by mass/60 to 30% by mass; a mixture of R125/R143a=40 to 60% by mass/60 to 40% by mass; a mixture of R134a/R32/R125=60% by mass/30% by mass/10% by mass; a mixture of R134a/R32/R125=40 to 70% by mass/15 to 35% by mass/5 to 40% by mass; a mixture of R125/R134a/R143a=35 to 55% by mass/1 to 15% by mass/40 to 60% by mass, and the like. More specifically, the followings may be used: a mixture of R134a/R32=70/30% by mass; a mixture of R32/R125=60/40% by mass; a mixture of R32/R125=50/50% by mass (R410A); a mixture of R32/R124=45/55% by mass (R410B); a mixture of R125/R143a=50/50% by mass (R507C); a mixture of R32/R125/R134a=30/10/60% by mass; a mixture of R32/R125/R134a=23/25/52% by mass (R407C); a mixture of R32/R125/R134a=25/15/60% by mass (R407E); a mixture of R125/R134 a/R143a=44/4/52% by mass (R404A), and the like.
[0124] An unsaturated hydrofluorocarbon (HFO) refrigerant may be preferably an unsaturated hydrofluorocarbon having 2 to 3 carbon atoms, more preferably a fluoropropene, and even more preferably a fluoropropene having 3 to 5 fluorine atoms. An unsaturated hydrofluorocarbon refrigerant is preferably any one or a mixture of two or more of 1,2,3,3,3-pentafluoropropene (HFO-1225ye), 1,3,3,3-tetrafluoropropane (HFO-1234ze), 2,3,3,3-tetrafluoropropane (HFO-1234yf), 1,2,3,3-tetrafluoropropane (HFO-1234ye), and 3,3,3-trifluoropropene (HFO-1243zf). An unsaturated hydrofluorocarbon refrigerant is preferably one or two or more selected from HFO-1225ye, HFO-1234ze, and HFO-1234yf, in view of physical properties as a refrigerant. An unsaturated hydrofluorocarbon refrigerant may be a fluoroethylene, or more preferably 1,1,2,3-trifluoroethylene (HFO-1123). An unsaturated hydrofluorocarbon refrigerant may be 1-chloro-2,3,3,3-tetrafluoropropane (HCFO-1224yd), or may be any of cis-1-chloro-2,3,3,3-tetrafluoropropane (HCFO-1224yd (Z)), trans-1-chloro-2,3,3,3-tetrafluoropropane (HCFO-1224yd (E)), and mixtures thereof.
[0125] The hydrocarbon refrigerant is preferably a hydrocarbon having 1 to 5 carbon atoms, more preferably a hydrocarbon having 2 to 4 carbon atoms. Specifically, examples of the hydrocarbon include methane, ethylene, ethane, propylene, propane (R290), cyclopropane, normal butane, isobutane, cyclobutane, methylcyclopropane, 2-methylbutane, normal pentane, or mixtures of two or more of these. Among these, a hydrocarbon refrigerant in a gaseous form at 25.degree. C. and 1 atmosphere is preferably used, and propane, normal butane, isobutane, 2-methylbutane, or mixtures thereof are more preferably used.
[0126] A refrigerant which can be used along with the refrigerating machine oil according to the present embodiment may be a mixed refrigerant including one or two or more refrigerants selected from the aforementioned refrigerants, and for example, may be a mixed refrigerant of one or two or more refrigerants selected from unsaturated hydrocarbon (HFO) refrigerants and one or two or more refrigerants selected from saturated hydrofluorocarbon (HFC) refrigerants; or may be a mixed refrigerant in which one or two or more refrigerants selected from hydrocarbon refrigerants and natural refrigerants are further mixed with the above mixed refrigerant. More Specifically, the refrigerant may be, for example, a mixed refrigerant of one or two or more HFO refrigerants selected from HFO-1225ye, HFO-1234ze, HFO-1234yf, HFO-1123, HCFO-1224yd, and the like and one or two or more HFC refrigerants selected from R32, R134a, R125, R152a, R227ea, R236fa, and the like; or may be a mixed refrigerant in which a hydrocarbon refrigerant such as R290 and R600a or a natural refrigerant such as R744 is further mixed with the above mixed refrigerant.
[0127] The mixing ratio (mass ratio) of each refrigerant in these mixed refrigerants may be HFO refrigerant/HFC refrigerant/hydrocarbon refrigerant or natural refrigerant=5 to 95/95 to 5/0 to 20, preferably 15 to 85/85 to 15/0 to 10. More specifically, these mixed refrigerants may be; but not limited to, R444A, R445A, R446A, R447A, R447B, R448A, R449A, R449C, R452B, R454B, R454C, R455A, R456A, R457A, R458A, R459A, R459B, R460B, R461A, R513A, and the like.
[0128] The refrigerating machine oil according to the present embodiment is usually present in a form of a working fluid composition for a refrigerating machine in which it is mixed with a refrigerant. That is, working fluid compositions for a refrigerating machine according to the present embodiment may include the aforementioned refrigerating machine oils and the aforementioned refrigerants. The content of the refrigerating machine oil in the working fluid composition for a refrigerating machine may be preferably 1 to 500 parts by mass, and more preferably 2 to 400 parts by mass, based on 100 parts by mass of the refrigerant.
[0129] The refrigerating machine oils and the working fluid compositions for a refrigerating machine according to the present embodiment are suitably used in car air-conditioners with reciprocating, rotary, or hermetic compressors; refrigerators; open or closed car air-conditioners; dehumidifiers; water heaters; freezers; fridge-freezer warehouse; automatic vending machines; showcases; refrigerating machines in chemical plants; refrigerating machines having centrifugal compressors; and the like.
Examples
[0130] Below, the present invention will be described in more detail with reference to Examples, but the present invention shall not be limited to these Examples.
[0131] In Examples and Comparative Examples, refrigerating machine oils having the compositions (in "% by mass" based on the total amount of a refrigerating machine oil) shown in Tables 1 to 3 were prepared using the base oils and additives as described below.
(Base Oils)
[0132] Base oil 1: polyol ester (kinematic viscosity at 40.degree. C.: 67.2 mm.sup.2/s, viscosity index: 84) of pentaerythritol and a fatty-acid mixture of 2-methylpropanoic acid/3,5,5-trimethylhexanoic acid (mass ratio: 35/65)
[0133] Base oil 2: complex ester (kinematic viscosity at 40.degree. C.: 68.2 mm.sup.2/s, viscosity index: 144) obtained by reacting neopentyl glycol (1 mol) and 1,4-butanediol (0.3 mol) with adipic acid (2.4 mol) to produce an ester intermediate, further reacting the ester intermediate with 2-ethylhexanol (2.4 mol), and removing residual unreacted materials by distillation
[0134] Base oil 3: polyethyl vinyl ether (number average molecular weight: 1900, kinematic viscosity at 40.degree. C.: 71.0 mm.sup.2/s, kinematic viscosity at 100.degree. C.: 8.6 mm.sup.2/s, viscosity index: 89)
[0135] Base oil 4: polyol ester (kinematic viscosity at 40.degree. C.: 68 mm.sup.2/s) of pentaerythritol and a fatty-acid mixture of 2-ethylhexanoic acid/3,5,5-trimethylhexanoic acid (mass ratio: 50/50)
[0136] Base oil 5: complex ester (kinematic viscosity at 40.degree. C.: 150 mm.sup.2/s) obtained by reacting neopentyl glycol (1 mol) and 1,4-butanediol (0.3 mol) with adipic acid (2.4 mol) to produce an ester intermediate, further reacting the ester intermediate with 3,5,5-trimethylhexanol (2.4 mol), and removing residual unreacted materials by distillation
[0137] Base oil 6: polyol ester (kinematic viscosity at 40.degree. C.: 220 mm.sup.2/s) of dipentaerythritol and a fatty-acid mixture of 2-ethylhexanoic acid/3,5,5-trimethylhexanoic acid (mass ratio: 50/50).
[0138] Base oil 7: polyol ester (kinematic viscosity at 40.degree. C.: 68 mm.sup.2/s) of pentaerythritol and a fatty-acid mixture of pentanoic acid/3,5,5-trimethylhexanoic acid (mass ratio: 25/75)
[0139] Base oil 8: polypropylene glycol dimethyl ether (number average molecular weight (Mn): 1000, kinematic viscosity at 40.degree. C.: 46.0 mm.sup.2/s, and viscosity index: 190)
(Additives)
[0140] A1: compound represented by the following formula (A-1-1):
##STR00018##
[0141] A2: compound represented by the following formula (A-1-2):
##STR00019##
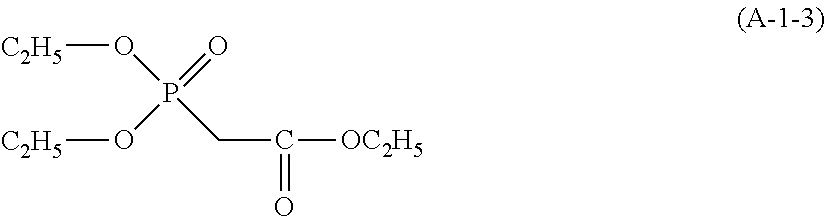
[0142] A3: compound represented by the following formula (A-1-3):
##STR00020##
[0143] a1: tricresyl phosphate
[0144] a2: di(n-octyl) acid phosphate
[0145] B1: glycidyl neodecanoate
[0146] B2: 2-ethylhexyl glycidyl ether
[0147] The antiwear property test was performed as described below for each of the refrigerating machine oils of Examples and Comparative Examples. Results are shown in Tables 1 to 3.
[0148] (Antiwear Property Test)
[0149] The antiwear property test was performed in accordance with the Four-Ball Extreme Pressure test. The test was performed using SUJ-2 as a rigid ball under the following conditions: test oil: 20 mL, test temperature: 80.degree. C., rotation rate: 1200 rpm, applied load: 294 N, and testing time: 30 minutes. The antiwear property was evaluated based on the average value of wear-track diameters (mm) of fixed balls.
TABLE-US-00001 TABLE 1 Example 1 Example 2 Example 3 Example 4 Example 5 Example 6 Composition Base oil 1 Remainder Remainder Remainder Remainder -- -- Base oil 2 -- -- -- -- Remainder -- Base oil 3 -- -- -- -- -- Remainder A1 0.05 -- -- -- 0.05 0.05 A2 -- 0.02 0.5 -- -- -- A3 -- -- -- 0.5 -- -- a1 -- -- -- -- -- 1 Antiwear Wear-track 0.57 0.61 0.55 0.62 0.46 0.62 property diameter (mm)
TABLE-US-00002 TABLE 2 Comparative Comparative Comparative Comparative Example 1 Example 2 Example 3 Example 4 Composition Base oil 1 Remainder Remainder -- -- Base oil 2 -- -- Remainder -- Base oil 3 -- -- Remainder A1 -- -- -- -- A2 -- -- -- -- A3 -- -- -- -- a1 -- 1 1 1 Antiwear wear-track 0.85 0.8 0.65 0.72 property diameter (mm)
TABLE-US-00003 TABLE 3 Comparative Comparative Example 7 Example 8 Example 9 Example 5 Example 6 Composition Base oil 1 Remainder Remainder Remainder Remainder Remainder A1 -- -- -- -- -- A2 0.05 0.05 0.05 -- -- A3 -- -- -- -- -- a1 -- -- -- 0.05 0.05 B1 0.5 1 -- 0.5 1 B2 -- -- 1 -- -- Antiwear wear-track 0.56 0.55 0.57 0.87 0.88 property diameter (mm)
[0150] Refrigerating machine oils of Examples 10 to 16 were also prepared as in Example 8 except that the following base oils were used respectively instead of the base oil 1. These refrigerating machine oils were evaluated for their antiwear property in a similar way as described above, and showed the effect equivalent to those of Examples 1 to 9.
[0151] (Example 10) base oil 4
[0152] (Example 11) base oil mixture of Base oil 1: Base oil 4=60:40 (mass ratio)
[0153] (Example 12) mixed base oil of Base oil 1: Base oil 5=80:20 (mass ratio)
[0154] (Example 13) mixed base oil of Base oil 4: Base oil 5=80:20 (mass ratio)
[0155] (Example 14) mixed base oil of Base oil 4: Base oil 6=80:20 (mass ratio)
[0156] (Example 15) base oil 7
[0157] (Example 16) base oil 8
[0158] Further, 1% by mass of tricresyl phosphate as an orthophosphate and 0.5% by mass of 2,6-di-tert.-butyl-p-cresol (DBPC) as an antioxidant were added to each of the refrigerating machine oils from Examples 8 and 10 to 16 to prepare refrigerating machine oils of Examples 17 to 24, respectively. These refrigerating machine oils were evaluated for their antiwear property in a similar way as described above, and showed the effect equivalent to those of Examples 1 to 9.
[0159] The stability test was performed as described below for Examples 7 to 9 and Comparative Examples 5 and 6. Results are shown in Table 4.
[0160] (Stability Test)
[0161] Stability in a mixture with a refrigerant was evaluated in accordance with JIS K2211:2009 (autoclave test). That is, 30 g of a refrigerating machine oil adjusted to have a moisture content of 1000 ppm was weighed out into an autoclave along with catalyst (wires of iron, copper, and aluminum, each having an outer diameter of 1.6 mm and a length of 50 mm) and 30 g of R32. Subsequently, the autoclave was sealed and heated at a temperature of 175.degree. C. for 168 hours. Refrigerating machine oils after the tests were each measured for their acid values (post-test acid value) in accordance with JIS K2501:2003.
TABLE-US-00004 TABLE 4 Comparative Comparative Example 7 Example 8 Example 9 Example 5 Example 6 Stability Acid value 0.76 0.16 0.23 1.71 0.40 (mg KOH/g)
[0162] Further, stability was evaluated for the refrigerating machine oils of Examples 10 to 24 in a similar way as described above, and showed the effect equivalent to those of Examples 7 to 9. In addition, for Examples 17 to 24, stability was also evaluated as in the above stability test except that HFO-1234yf was used as a refrigerant instead of R32. Results showed that they have good stability.
[0163] Hereinbefore, it should be understood that the present invention shall not be limited to the embodiments and Examples disclosed in the present description, and modifications may appropriately be made without departing from the spirit and scope of the present invention which can be understood from the claims and the entire description. Therefor, it should be understood that refrigerating machine oils with these modifications also fall within the technical scope of the present invention.
* * * * *








XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.