Method For Controlling Microstructure Of Recycled Aluminum Alloy
Zhang; Shengen ; et al.
U.S. patent application number 16/246991 was filed with the patent office on 2019-05-16 for method for controlling microstructure of recycled aluminum alloy. This patent application is currently assigned to UNIVERSITY OF SCIENCE AND TECHNOLOGY BEIJING. The applicant listed for this patent is UNIVERSITY OF SCIENCE AND TECHNOLOGY BEIJING. Invention is credited to Xueying Lan, Bo Liu, Shengen Zhang.
| Application Number | 20190144972 16/246991 |
| Document ID | / |
| Family ID | 64642795 |
| Filed Date | 2019-05-16 |

| United States Patent Application | 20190144972 |
| Kind Code | A1 |
| Zhang; Shengen ; et al. | May 16, 2019 |
METHOD FOR CONTROLLING MICROSTRUCTURE OF RECYCLED ALUMINUM ALLOY
Abstract
A method for controlling a microstructure of a recycled aluminum alloy includes steps of: degassing and removing inclusions from the molten aluminum alloy, refining grains and controlling the deformed microstructure. Good microstructures of the deformed aluminum alloy can be obtained after degassing by gas flushing, removing the inclusions by filtering, refining the grains by adding a modifier, and extruding or rolling or forging. The present invention provides desirable results of degassing and impurity removal. Contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02-0.26 ml/100 g Al and 0.4-0.7 area % metallographic field respectively. In an aluminum alloy billet, an average grain size is 25-50 .mu.m and a short rod-shaped or elliptical second phase is 10-100 nm. In the deformed aluminum alloy, a grain aspect ratio is 10:1-100:1 and short rod-shaped or elliptical particles are 5-80 nm.
| Inventors: | Zhang; Shengen; (Beijing, CN) ; Liu; Bo; (Beijing, CN) ; Lan; Xueying; (Beijing, CN) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | UNIVERSITY OF SCIENCE AND
TECHNOLOGY BEIJING |
||||||||||
| Family ID: | 64642795 | ||||||||||
| Appl. No.: | 16/246991 | ||||||||||
| Filed: | January 14, 2019 |
| Current U.S. Class: | 148/550 |
| Current CPC Class: | C22F 1/04 20130101; C22C 21/00 20130101; C22C 1/026 20130101; C22C 1/06 20130101 |
| International Class: | C22C 1/02 20060101 C22C001/02; C22F 1/04 20060101 C22F001/04; C22C 1/06 20060101 C22C001/06 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jul 17, 2018 | CN | 201810780660.4 |
Claims
1. A method for controlling a microstructure of a recycled aluminum alloy, comprising steps of: (1), adopting aluminum scrap as raw material, and obtaining a target molten aluminum alloy successively through smelting, slagging and composition adjustment; (2), refining the target molten aluminum alloy obtained in the step (1) with degassing and adding a modifier, so as to obtain a refined recycled molten aluminum alloy; wherein gas of the target molten aluminum alloy is removed by gas flushing, and the modifier is added to achieve grain refinement; (3), filtering the refined recycled molten aluminum alloy and casting into an aluminum alloy billet; wherein filtering is for removing inclusions; (4), heating the aluminum alloy billet for homogenization; and (5), processing the homogenized billet with extruding, rolling or forging, so as to obtain a deformed aluminum alloy.
2. The method, as recited in claim 1, wherein the step (1) particularly comprises steps of: adopting the aluminum scrap as the raw material, smelting at 650-900.degree. C. for 30-300 minutes, removing slag from a molten aluminum alloy, and adjusting compositions of the molten aluminum alloy to target compositions, so as to obtain the target molten aluminum alloy with the target compositions.
3. The method, as recited in claim 1, wherein the step (2) particularly comprises steps of: refining the target molten aluminum alloy with the target compositions with degassing and modifying at 700-900.degree. C. for 10-60 minutes; wherein: degassing is gas flushing by N.sub.2, Ar, or a mixed gas of N.sub.2 and Ar; for gas flushing, a flow rate is 1-15 L/min, and a pressure is 0.12-0.50 MPa; the modifier is added into the target molten aluminum alloy with an addition amount of 0.5-3.5 kg/t, and is at least one member selected from a group consisting of Al--Ti--B alloy, Al--Ti--C alloy, and Al--Ti--C-RE (RE represents rare earths) alloy; and contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02-0.26 ml/100 g Al and 0.4-0.7 area % metallographic field respectively.
4. The method, as recited in claim 3, wherein: when gas flushing is made by the mixed gas of N.sub.2 and Ar, a volume ratio of N.sub.2 and Ar is 5:1 to 1:5.
5. The method, as recited in claim 1, wherein the step (3) particularly comprises steps of: filtering the refined recycled molten aluminum alloy with a ceramic filter of 10-60 meshes, and then casting into the aluminum alloy billet, wherein the aluminum alloy billet has an average grain size of 25-50 .mu.m and a short rod-shaped or elliptical second phase of 10-100 nm.
6. The method, as recited in claim 1, wherein the step (4) particularly comprises steps of: homogenizing at 350-500.degree. C. for 8-40 hours.
7. The method, as recited in claim 1, wherein the step (5) particularly comprises steps of: extruding the homogenized billet into a profile at a temperature from room temperature to 500.degree. C. with an extrusion ratio of 4-40 and a billet speed of 0.1-5.0 mm/s, wherein the profile has short rod-shaped or elliptical particles of 5-80 nm with a grain aspect ratio of 20:1-100:1.
8. The method, as recited in claim 1, wherein the step (5) particularly comprises steps of: rolling the homogenized billet into a profile at a temperature from room temperature to 500.degree. C. with reduction of 5-50%, wherein the profile has short rod-shaped or elliptical particles of 5-80 nm with a grain aspect ratio of 10:1-100:1.
9. The method, as recited in claim 1, wherein the step (5) particularly comprises steps of: forging the homogenized billet into a profile at a temperature from room temperature to 500.degree. C. with deformation of 10-50%, wherein the profile has short rod-shaped or elliptical particles of 5-80 nm with a grain aspect ratio of 10:1-100:1.
Description
CROSS REFERENCE OF RELATED APPLICATION
[0001] The application claims priority under 35 U.S.C. 119(a-d) to CN 201810780660.4, filed Jul. 17, 2018.
BACKGROUND OF THE PRESENT INVENTION
Field of Invention
[0002] The present invention relates to a technical field of recycled metals, and more particularly to a method for controlling a microstructure of a recycled aluminum alloy.
Description of Related Arts
[0003] Because of excellent mechanical properties, processing properties, and recyclability, aluminum and aluminum alloys are widely used in various fields. Aluminum wastes from manufactures and alloys reached lifetime are collectively referred to scrap aluminum, including aerospace material, aluminum doors and other wastes containing aluminum. With the increasing priority of energy reduction and resource consumption, the aluminum recycling industry is growing steadily and being more significant. Statistics show that the production of recycled aluminum in China increased from 1.3 million tons in 2001 to 6.9 million tons in 2017. There are both economic and environmental benefits brought by recycling rather than primary production that 95% of energy, 10 tons of water and 11 tons of solid materials can be saved, 0.8 tons of CO.sub.2 emission, 0.6 tons of SO.sub.2 emission and 3.5 tons of red mud production can be reduced.
[0004] However, issues of degrading and low additional value exist. Statistics show that: in China, 700 thousand tons of aluminum cans are degraded to lower quality materials for doors, windows and other purposes every year, which results in the low additional value of recycling industry. Though the industry has multiple and wide sources, most of the sources only provide low quality or even contaminated scarp. Therefore, microstructure controlling is necessary and important to obtain the high quality recycled aluminum.
[0005] To control the microstructure effectively, methods including refining, modification and deformation are employed. The Chinese patent publication of CN103146924A discloses a multi-stage impurity removal refining process for recycling aluminum, comprising steps of: screening for pretreatment, drying, preheating, smelting, refining and removing inserts in scrap. By using the rare earth modifier, the refining agent and the inert gas, the mechanical properties and purity of the molten alloy are improved. However, the inert gas employed is Nitrogen, results in forming of aluminum nitride. In addition, the method of controlling the microstructure is not disclosed and the deformed aluminum alloys are not involved. The Chinese patent publication of CN106011479A discloses an efficient and energy-saving refining process, comprising steps of: preliminary sorting, smelting, slagging, and separating hot ash. The invention does not use the traditional process of recycling, but reuses wastes by the one-step method, grinds and refines the slag to reduce the aluminum content in the slag. However, the invention does not disclose methods of degassing and removing impurity from the molten alloy and controlling the microstructure of aluminum alloy billets and profiles. The Chinese patent publication of CN101250653A discloses a secondary Al--Si alloy coarse grain refinement process, which uses a combination of a gear agitator, stirs semi-solid aluminum-silicon with high-speed, so that the coarse dendrites are broken and refined into the normal tissue. The Al--Si alloy grains can be further refined by extruding. However, the invention does not involve modification, degassing, impurity removal, deformation, and grain growth during solidification.
[0006] In summary, the method for controlling the microstructure of the recycled aluminum alloy billets and profiles comprises steps of reducing or avoiding the formation of aluminum nitride, efficient degassing, impurity removal, and modification. Controlling of the microstructure determines the quality of recycled aluminum products.
SUMMARY OF THE PRESENT INVENTION
[0007] In order to solve issues of high inclusion content, undesirable microstructure, and low quality of product, the present invention provides a method for controlling a microstructure of a recycled aluminum alloy, which can eliminate defects such as pores and inclusions.
[0008] A method for controlling a microstructure of a recycled aluminum alloy comprises steps of:
[0009] (1), adopting aluminum scrap as raw material, and obtaining a target molten aluminum alloy successively through smelting, slagging and composition adjustment;
[0010] (2), refining the target molten aluminum alloy obtained in the step (1) with degassing and adding a modifier, so as to obtain a refined recycled molten aluminum alloy; wherein gas of the target molten aluminum alloy is removed by gas flushing, and the modifier is added to achieve grain refinement;
[0011] (3), filtering the refined recycled molten aluminum alloy and casting into an aluminum alloy billet; wherein filtering is for removing inclusions;
[0012] (4), heating the aluminum alloy billet for homogenization; and
[0013] (5), processing the homogenized billet with extruding, rolling or forging, so as to obtain a deformed aluminum alloy.
[0014] Preferably, the step (1) particularly comprises steps of: adopting the aluminum scrap as the raw material, smelting at 650-900.degree. C. for 30-300 minutes, removing slag from a molten aluminum alloy, and adjusting compositions of the molten aluminum alloy to target compositions, so as to obtain the target molten aluminum alloy.
[0015] Preferably, the step (2) particularly comprises steps of: refining the target molten aluminum alloy with degassing and modifying at 700-900.degree. C. for 10-60 minutes, and obtaining the refined recycled molten aluminum alloy; wherein: degassing is gas flushing by N.sub.2, Ar, or a mixed gas of N.sub.2 and Ar; for gas flushing, a flow rate is 1-15 L/min, and a pressure is 0.12-0.50 MPa; the modifier is added into the target molten aluminum alloy with an addition amount of 0.5-3.5 kg/t, and is at least one member selected from a group consisting of Al--Ti--B alloy, Al--Ti--C alloy, and Al--Ti--C-RE (RE represents rare earths) alloy; and contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are respectively 0.02-0.26 ml/100 g Al and 0.4-0.7 area % metallographic field.
[0016] Further preferably, when gas flushing is made by the mixed gas of N.sub.2 and Ar, a volume ratio of N.sub.2 and Ar is 5:1 to 1:5.
[0017] Preferably, the step (3) particularly comprises steps of: filtering the refined recycled molten aluminum alloy with a ceramic filter of 10-60 meshes, and then casting into the aluminum alloy billet, wherein the aluminum alloy billet has an average grain size of 25-50 .mu.m and a short rod-shaped or elliptical second phase of 10-100 nm.
[0018] Preferably, the step (4) particularly comprises steps of: homogenizing at 350-500.degree. C. for 8-40 hours.
[0019] Preferably, the step (5) particularly comprises steps of: extruding the homogenized billet into a profile at a temperature from room temperature to 500.degree. C. with an extrusion ratio of 4-40 and a billet speed of 0.1-5.0 mm/s, wherein the profile has short rod-shaped or elliptical particles of 5-80 nm with a grain aspect ratio of 20:1-100:1.
[0020] Preferably, the step (5) particularly comprises steps of: rolling the homogenized billet into a profile at a temperature from room temperature to 500.degree. C. with reduction of 5-50%, wherein the profile has short rod-shaped or elliptical particles of 5-80 nm with a grain aspect ratio of 10:1-100:1.
[0021] Preferably, the step (5) particularly comprises steps of: forging the homogenized billet into a profile at a temperature from room temperature to 500.degree. C. with deformation of 10-50%, wherein the profile has short rod-shaped or elliptical particles of 5-80 nm with a grain aspect ratio of 10:1-100:1.
[0022] The present invention has following advantages.
[0023] (1) The method of the present invention realizes precise control of the microstructure of the recycled cast aluminum alloy and the recycled deformed aluminum alloy through the whole process control.
[0024] (2) In the method of the present invention, using Ar or the N.sub.2--Ar mixed gas can avoid or reduce the production of aluminum nitride.
[0025] (3) The method of the present invention effectively controls and reduces the contents of hydrogen and inclusions in the recycled molten aluminum alloy.
[0026] (4) The method of the present invention effectively controls and optimizes the as-cast microstructure and the deformed microstructure of the recycled aluminum alloy.
[0027] (5) The method of the present invention realizes the high value reuse of aluminum scrap.
BRIEF DESCRIPTION OF THE DRAWINGS
[0028] The present invention will be explained in detail with reference to the accompanying drawings.
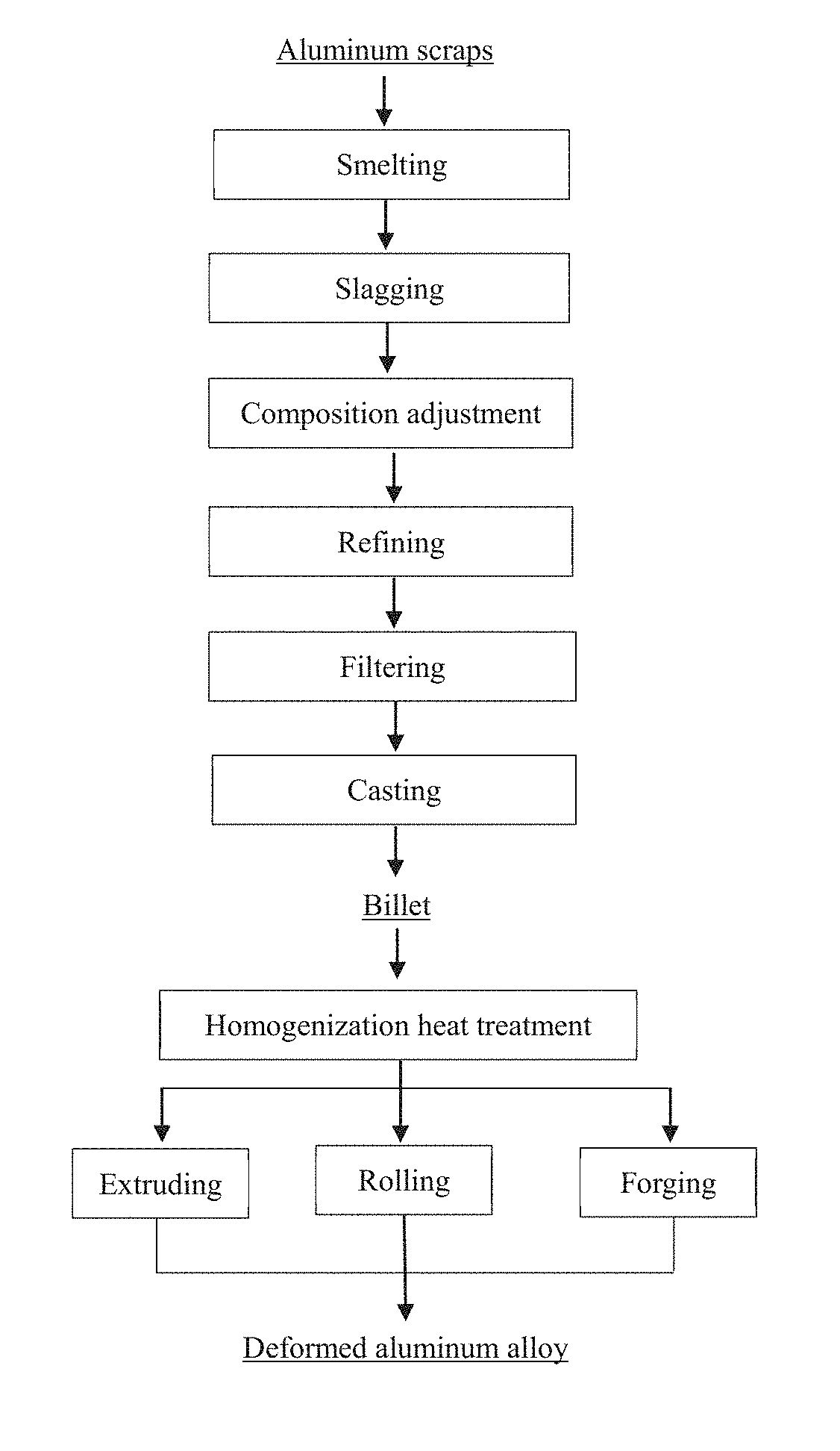
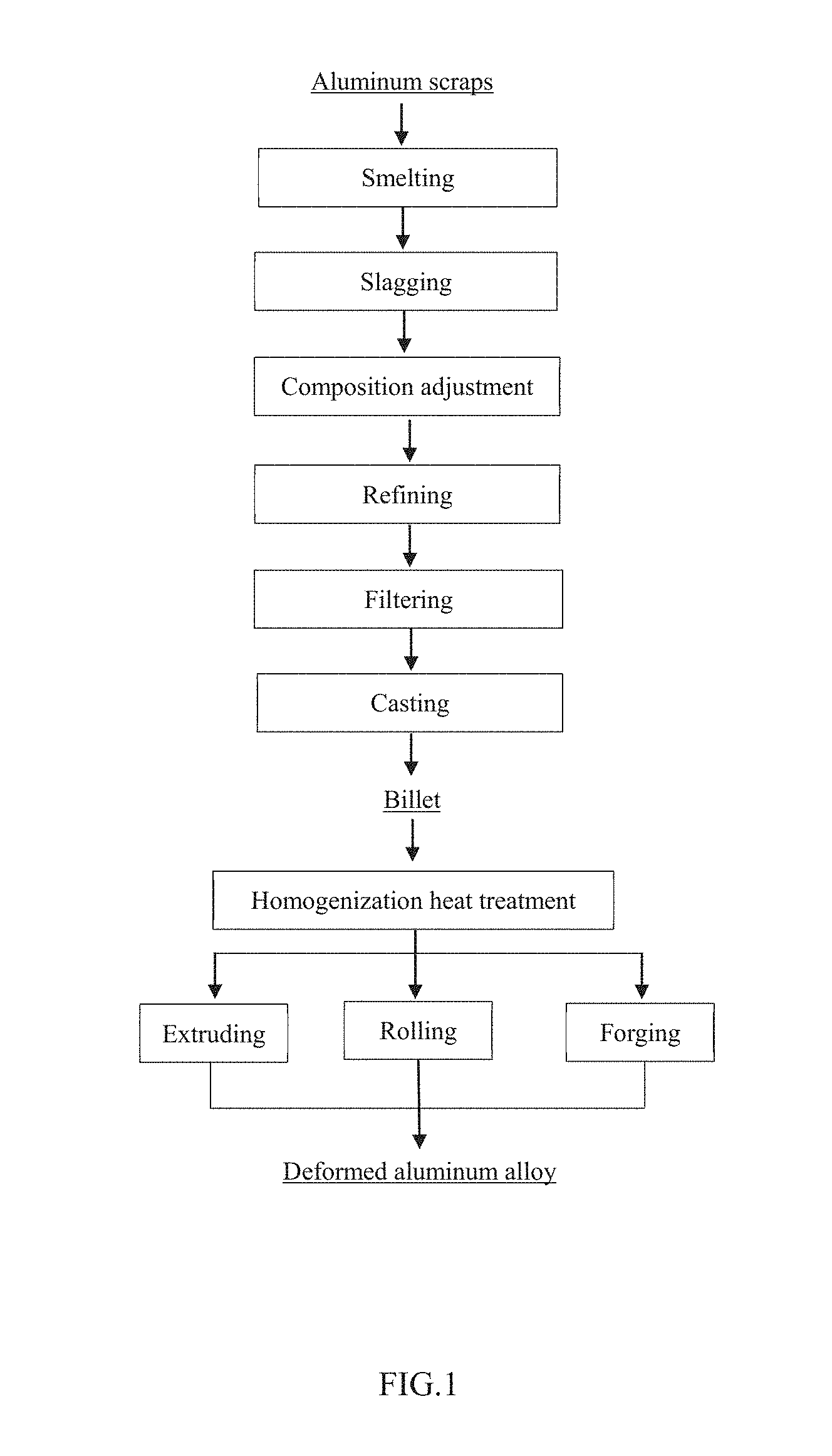
[0029] FIG. 1 shows a process flow diagram of a method for controlling a microstructure of a recycled aluminum alloy according to the present invention.
[0030] FIG. 2 shows an as-cast microstructure of a recycled 2024 aluminum alloy billet according to a first example of the present invention.
[0031] FIG. 3 shows an as-cast microstructure of a recycled 7075 aluminum alloy billet according to a sixteenth example of the present invention.
[0032] FIG. 4 shows a microstructure of a recycled 2024 aluminum alloy profile according to the first example of the present invention.
[0033] FIG. 5 shows a microstructure of a recycled 7075 aluminum alloy profile according to the sixteenth example of the present invention.
[0034] FIG. 6 shows a microstructure of a recycled 7075 aluminum alloy profile according to an eighteenth example of the present invention.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENT
[0035] The present invention will be further described in detail reference to the accompanying drawings and examples. Further, in order to provide a better understanding of the present invention, the specific details are described in the following detailed description of the present invention. The present invention may be fully understood by those skilled in the art without the description of these details.
[0036] The present invention provides a method for controlling a microstructure of a recycled aluminum alloy, and a process flow diagram thereof is showed in FIG. 1. Detailed examples are described as follows.
Example 1
[0037] Aluminum scrap is smelted at 650.degree. C. for 300 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 2024 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 5:1. For gas flushing, a flow rate is 1 L/min, and a pressure is 0.12 MPa. The Al--Ti--B alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 0.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 10 meshes and then casted into a billet, wherein the billet has an average grain size of 50 .mu.m (as shown in FIG. 2) and a short rod-shaped or elliptical second phase of 100 nm. After being homogenized at 350.degree. C. for 40 hours, the billet is extruded at 500.degree. C. into a profile with an extrusion ratio of 4 and a billet speed of 0.1 mm/s. The profile has short rod-shaped or elliptical particles of 80 nm with a grain aspect ratio of 20:1 (as shown in FIG. 4).
[0038] According to the first example, the aluminum scrap is selected from the group consisting of scrap aluminum of aircraft, cars, cans, doors and windows, etc.
Example 2
[0039] Aluminum scrap is smelted at 700.degree. C. for 250 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 2024 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 750.degree. C. for 50 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 2:1. For gas flushing, a flow rate is 3 L/min, and a pressure is 0.20 MPa. The Al--Ti--C alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 1.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.05 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 20 meshes and then casted into a billet, wherein the billet has an average grain size of 45 .mu.m and a short rod-shaped or elliptical second phase of 80 nm. After being homogenized at 450.degree. C. for 24 hours, the billet is rolled into a profile at 500.degree. C. with reduction of 5%. The profile has short rod-shaped or elliptical particles of 70 nm with a grain aspect ratio of 10:1.
Example 3
[0040] Aluminum scrap is smelted at 750.degree. C. for 200 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 2024 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 800.degree. C. for 40 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:1. For gas flushing, a flow rate is 6 L/min, and a pressure is 0.25 MPa. The Al--Ti--B alloy and the Al--Ti--C alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 1.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.10 ml/100 g Al and 0.5 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 30 meshes and then casted into a billet, wherein the billet has an average grain size of 40 .mu.m and a short rod-shaped or elliptical second phase of 60 nm. After being homogenized at 500.degree. C. for 8 hours, the billet is forged into a profile at 500.degree. C. with deformation of 10%. The profile has short rod-shaped or elliptical particles of 50 nm with a grain aspect ratio of 10:1.
Example 4
[0041] Aluminum scrap is smelted at 800.degree. C. for 150 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 3A21 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:2. For gas flushing, a flow rate is 9 L/min, and a pressure is 0.30 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy (RE represents rare earths), as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.15 ml/100 g Al and 0.6 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 40 meshes and then casted into a billet, wherein the billet has an average grain size of 35 .mu.m and a short rod-shaped or elliptical second phase of 40 nm. After being homogenized at 350.degree. C. for 40 hours, the billet is extruded at 450.degree. C. into a profile with an extrusion ratio of 10 and a billet speed of 1.0 mm/s. The profile has short rod-shaped or elliptical particles of 30 nm with a grain aspect ratio of 40:1.
Example 5
[0042] Aluminum scrap is smelted at 850.degree. C. for 100 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 3A21 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 900.degree. C. for 10 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:5. For gas flushing, a flow rate is 12 L/min, and a pressure is 0.40 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.20 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 50 meshes and then casted into a billet, wherein the billet has an average grain size of 30 .mu.m and a short rod-shaped or elliptical second phase of 20 nm. After being homogenized at 450.degree. C. for 24 hours, the billet is rolled into a profile at 450.degree. C. with reduction of 10%. The profile has short rod-shaped or elliptical particles of 10 nm with a grain aspect ratio of 40:1.
Example 6
[0043] Aluminum scrap is smelted at 900.degree. C. for 30 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 3A21 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by Ar. For gas flushing, a flow rate is 15 L/min, and a pressure is 0.50 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 3.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.26 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 60 meshes and then is casted into a billet, wherein the billet has an average grain size of 25 .mu.m and a short rod-shaped or elliptical second phase of 10 nm. After being homogenized at 500.degree. C. for 8 hours, the billet is forged into a profile at 450.degree. C. with deformation of 20%. The profile has short rod-shaped or elliptical particles of 5 nm with a grain aspect ratio of 30:1.
Example 7
[0044] Aluminum scrap is smelted at 650.degree. C. for 300 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 4032 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 750.degree. C. for 50 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 5:1. For gas flushing, a flow rate is 1 L/min, and a pressure is 0.12 MPa. The Al--Ti--B alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 0.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 10 meshes and then is casted into a billet, wherein the billet has an average grain size of 50 .mu.m and a short rod-shaped or elliptical second phase of 100 nm. After being homogenized at 350.degree. C. for 40 hours, the billet is extruded at 400.degree. C. into a profile with an extrusion ratio of 20 and a billet speed of 2.0 mm/s. The profile has short rod-shaped or elliptical particles of 80 nm with a grain aspect ratio of 60:1.
Example 8
[0045] Aluminum scrap is smelted at 700.degree. C. for 250 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 4032 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 800.degree. C. for 40 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 2:1. For gas flushing, a flow rate is 3 L/min, and a pressure is 0.20 MPa. The Al--Ti--C alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 1.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.05 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 20 meshes and then is casted into a billet, wherein the billet has an average grain size of 45 .mu.m and a short rod-shaped or elliptical second phase of 80 nm. After being homogenized at 450.degree. C. for 24 hours, the billet is rolled into a profile at 400.degree. C. with reduction of 20%. The profile has short rod-shaped or elliptical particles of 70 nm with a grain aspect ratio of 60:1.
Example 9
[0046] Aluminum scrap is smelted at 750.degree. C. for 200 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 4032 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:1. For gas flushing, a flow rate is 6 L/min, and a pressure is 0.25 MPa. The Al--Ti--B alloy and the Al--Ti--C alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 1.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.10 ml/100 g Al and 0.5 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 30 meshes and then is casted into a billet, wherein the billet has an average grain size of 40 .mu.m and a short rod-shaped or elliptical second phase of 60 nm. After being homogenized at 500.degree. C. for 8 hours, the billet is forged into a profile at 400.degree. C. with deformation of 30%. The profile has short rod-shaped or elliptical particles of 50 nm with a grain aspect ratio of 50:1.
Example 10
[0047] Aluminum scrap is smelted at 800.degree. C. for 150 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 5052 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 900.degree. C. for 10 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:2. For gas flushing, a flow rate is 9 L/min, and a pressure is 0.30 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.15 ml/100 g Al and 0.6 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 40 meshes and then is casted into a billet, wherein the billet has an average grain size of 35 .mu.m and a short rod-shaped or elliptical second phase of 40 nm. After being homogenized at 350.degree. C. for 40 hours, the billet is extruded at 350.degree. C. into a profile with an extrusion ratio of 30 and a billet speed of 3.0 mm/s. The profile has short rod-shaped or elliptical particles of 30 nm with a grain aspect ratio of 80:1.
Example 11
[0048] Aluminum scrap is smelted at 850.degree. C. for 100 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 5052 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:5. For gas flushing, a flow rate is 12 L/min, and a pressure is 0.40 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.22 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 50 meshes and then is casted into a billet, wherein the billet has an average grain size of 30 .mu.m and a short rod-shaped or elliptical second phase of 20 nm. After being homogenized at 400.degree. C. for 24 hours, the billet is forged into a profile at 350.degree. C. with deformation of 30%. The profile has short rod-shaped or elliptical particles of 10 nm with a grain aspect ratio of 80:1.
Example 12
[0049] Aluminum scrap is smelted at 900.degree. C. for 30 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 5052 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 750.degree. C. for 50 minutes. Degassing is gas flushing by Ar. For gas flushing, a flow rate is 15 L/min, and a pressure is 0.50 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 3.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.24 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 60 meshes and then is casted into a billet, wherein the billet has an average grain size of 25 .mu.m and a short rod-shaped or elliptical second phase of 10 nm. After being homogenized at 450.degree. C. for 10 hours, the billet is forged into a profile at 350.degree. C. with deformation of 40%. The profile has short rod-shaped or elliptical particles of 5 nm with a grain aspect ratio of 80:1.
Example 13
[0050] Aluminum scrap is smelted at 650.degree. C. for 300 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 6063 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 800.degree. C. for 40 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 5:1. For gas flushing, a flow rate is 1 L/min, and a pressure is 0.12 MPa. The Al--Ti--B alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 0.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 10 meshes and then is casted into a billet, wherein the billet has an average grain size of 50 .mu.m and a short rod-shaped or elliptical second phase of 100 nm. After being homogenized at 350.degree. C. for 40 hours, the billet is extruded at a room temperature into a profile with an extrusion ratio of 40 and a billet speed of 4.0 mm/s. The profile has short rod-shaped or elliptical particles of 80 nm with a grain aspect ratio of 100:1.
Example 14
[0051] Aluminum scrap is smelted at 700.degree. C. for 250 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 6063 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 2:1. For gas flushing, a flow rate is 3 L/min, and a pressure is 0.20 MPa. The Al--Ti--C alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 1.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.05 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 20 meshes and then is casted into a billet, wherein the billet has an average grain size of 45 .mu.m and a short rod-shaped or elliptical second phase of 80 nm. After being homogenized at 400.degree. C. for 24 hours, the billet is rolled into a profile at a room temperature with reduction of 40%. The profile has short rod-shaped or elliptical particles of 70 nm with a grain aspect ratio of 90:1.
Example 15
[0052] Aluminum scrap is smelted at 750.degree. C. for 200 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 6063 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 900.degree. C. for 20 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:1. For gas flushing, a flow rate is 6 L/min, and a pressure is 0.25 MPa. The Al--Ti--B alloy and the Al--Ti--C alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 1.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.10 ml/100 g Al and 0.5 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 30 meshes and then is casted into a billet, wherein the billet has an average grain size of 40 .mu.m and a short rod-shaped or elliptical second phase of 60 nm. After being homogenized at 450.degree. C. for 10 hours, the billet is forged into a profile at a room temperature with deformation of 50%. The profile has short rod-shaped or elliptical particles of 50 nm with a grain aspect ratio of 100:1.
Example 16
[0053] Aluminum scrap is smelted at 800.degree. C. for 150 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 7075 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:2. For gas flushing, a flow rate is 9 L/min, and a pressure is 0.30 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.15 ml/100 g Al and 0.6 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 40 meshes and then is casted into a billet, wherein the billet has an average grain size of 35 .mu.m (as shown in FIG. 3) and a short rod-shaped or elliptical second phase of 40 nm. After being homogenized at 350.degree. C. for 40 hours, the billet is extruded at 430.degree. C. into a profile with an extrusion ratio of 40 and a billet speed of 5.0 mm/s. The profile has short rod-shaped or elliptical particles of 30 nm with a grain aspect ratio of 80:1 (as shown in FIG. 5).
Example 17
[0054] Aluminum scrap is smelted at 850.degree. C. for 100 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 7075 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 750.degree. C. for 50 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:5. For gas flushing, a flow rate is 12 L/min, and a pressure is 0.40 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.18 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 50 meshes and then is casted into a billet, wherein the billet has an average grain size of 35 .mu.m and a short rod-shaped or elliptical second phase of 20 nm. After being homogenized at 400.degree. C. for 24 hours, the billet is rolled into a profile at 430.degree. C. with reduction of 50%. The profile has short rod-shaped or elliptical particles of 10 nm with a grain aspect ratio of 100:1.
Example 18
[0055] Aluminum scrap is smelted at 800.degree. C. for 150 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 7075 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:2. For gas flushing, a flow rate is 9 L/min, and a pressure is 0.30 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.15 ml/100 g Al and 0.6 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 40 meshes and then is casted into a billet, wherein the billet has an average grain size of 35 .mu.m and a short rod-shaped or elliptical second phase of 40 nm. After being homogenized at 400.degree. C. for 24 hours, the billet is extruded at 400.degree. C. into a profile with an extrusion ratio of 20 and a billet speed of 2.0 mm/s. The profile has short rod-shaped or elliptical particles of 30 nm with a grain aspect ratio of 50:1 (as shown in FIG. 6).
Example 19
[0056] Aluminum scrap is smelted at 900.degree. C. for 30 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a 7075 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by Ar. For gas flushing, a flow rate is 15 L/min, and a pressure is 0.50 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 3.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.20 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 60 meshes and then is casted into a billet, wherein the billet has an average grain size of 25 .mu.m and a short rod-shaped or elliptical second phase of 10 nm. After being homogenized at 450.degree. C. for 10 hours, the billet is forged into a profile at 430.degree. C. with deformation of 10%. The profile has short rod-shaped or elliptical particles of 5 nm with a grain aspect ratio of 20:1.
Example 20
[0057] Aluminum scrap is smelted at 650.degree. C. for 300 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL102 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 900.degree. C. for 10 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 5:1. For gas flushing, a flow rate is 1 L/min, and a pressure is 0.12 MPa. The Al--Ti--B alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 0.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 10 meshes and then is casted into a billet, wherein the billet has an average grain size of 50 .mu.m and a short rod-shaped or elliptical second phase of 100 nm.
Example 21
[0058] Aluminum scrap is smelted at 700.degree. C. for 250 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL102 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 2:1. For gas flushing, a flow rate is 3 L/min, and a pressure is 0.20 MPa. The Al--Ti--C alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 1.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.05 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 20 meshes and then is casted into a billet, wherein the billet has an average grain size of 45 .mu.m and a short rod-shaped or elliptical second phase of 80 nm.
Example 22
[0059] Aluminum scrap is smelted at 750.degree. C. for 200 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL102 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 750.degree. C. for 50 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:1. For gas flushing, a flow rate is 6 L/min, and a pressure is 0.25 MPa. The Al--Ti--B alloy and the Al--Ti--C alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 1.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.10 ml/100 g Al and 0.5 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 30 meshes and then is casted into a billet, wherein the billet has an average grain size of 40 .mu.m and a short rod-shaped or elliptical second phase of 60 nm.
Example 23
[0060] Aluminum scrap is smelted at 800.degree. C. for 150 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL103 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 800.degree. C. for 40 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:2. For gas flushing, a flow rate is 9 L/min, and a pressure is 0.30 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.15 ml/100 g Al and 0.6 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 40 meshes and then is casted into a billet, wherein the billet has an average grain size of 35 .mu.m and a short rod-shaped or elliptical second phase of 40 nm.
Example 24
[0061] Aluminum scrap is smelted at 850.degree. C. for 100 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL103 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:5. For gas flushing, a flow rate is 12 L/min, and a pressure is 0.40 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.23 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 50 meshes and then is casted into a billet, wherein the billet has an average grain size of 30 .mu.m and a short rod-shaped or elliptical second phase of 20 nm.
Example 25
[0062] Aluminum scrap is smelted at 900.degree. C. for 30 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL103 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 900.degree. C. for 20 minutes. Degassing is gas flushing by Ar. For gas flushing, a flow rate is 15 L/min, and a pressure is 0.50 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 3.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.25 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 60 meshes and then is casted into a billet, wherein the billet has an average grain size of 25 .mu.m and a short rod-shaped or elliptical second phase of 10 nm.
Example 26
[0063] Aluminum scrap is smelted at 650.degree. C. for 300 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL107 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 5:1. For gas flushing, a flow rate is 1 L/min, and a pressure is 0.12 MPa. The Al--Ti--B alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 0.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 10 meshes and then is casted into a billet, wherein the billet has an average grain size of 50 .mu.m and a short rod-shaped or elliptical second phase of 100 nm.
Example 27
[0064] Aluminum scrap is smelted at 700.degree. C. for 250 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL107 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 750.degree. C. for 50 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 2:1. For gas flushing, a flow rate is 3 L/min, and a pressure is 0.20 MPa. The Al--Ti--C alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 1.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.05 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 20 meshes and then is casted into a billet, wherein the billet has an average grain size of 45 .mu.m and a short rod-shaped or elliptical second phase of 80 nm.
Example 28
[0065] Aluminum scrap is smelted at 750.degree. C. for 200 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL107 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 800.degree. C. for 40 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:1. For gas flushing, a flow rate is 6 L/min, and a pressure is 0.25 MPa. The Al--Ti--B alloy and the Al--Ti--C alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 1.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.10 ml/100 g Al and 0.5 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 30 meshes and then is casted into a billet, wherein the billet has an average grain size of 40 .mu.m and a short rod-shaped or elliptical second phase of 60 nm.
Example 29
[0066] Aluminum scrap is smelted at 800.degree. C. for 150 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL110 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:2. For gas flushing, a flow rate is 9 L/min, and a pressure is 0.30 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.15 ml/100 g Al and 0.6 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 40 meshes and then is casted into a billet, wherein the billet has an average grain size of 35 .mu.m and a short rod-shaped or elliptical second phase of 40 nm.
Example 30
[0067] Aluminum scrap is smelted at 850.degree. C. for 100 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL110 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 900.degree. C. for 10 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:5. For gas flushing, a flow rate is 12 L/min, and a pressure is 0.40 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.18 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 50 meshes and then is casted into a billet, wherein the billet has an average grain size of 30 .mu.m and a short rod-shaped or elliptical second phase of 20 nm.
Example 31
[0068] Aluminum scrap is smelted at 900.degree. C. for 30 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL110 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 700.degree. C. for 60 minutes. Degassing is gas flushing by Ar. For gas flushing, a flow rate is 15 L/min, and a pressure is 0.50 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 3.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.20 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 60 meshes and then is casted into a billet, wherein the billet has an average grain size of 25 .mu.m and a short rod-shaped or elliptical second phase of 10 nm.
Example 32
[0069] Aluminum scrap is smelted at 650.degree. C. for 300 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL104 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 750.degree. C. for 50 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 5:1. For gas flushing, a flow rate is 1 L/min, and a pressure is 0.12 MPa. The Al--Ti--B alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 0.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 10 meshes and then is casted into a billet, wherein the billet has an average grain size of 50 .mu.m and a short rod-shaped or elliptical second phase of 100 nm.
Example 33
[0070] Aluminum scrap is smelted at 700.degree. C. for 250 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL104 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 800.degree. C. for 40 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 2:1. For gas flushing, a flow rate is 3 L/min, and a pressure is 0.20 MPa. The Al--Ti--C alloy, as the modifier, is added to the target molten aluminum alloy with an addition amount of 1.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.05 ml/100 g Al and 0.4 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 20 meshes and then is casted into a billet, wherein the billet has an average grain size of 45 .mu.m and a short rod-shaped or elliptical second phase of 80 nm.
Example 34
[0071] Aluminum scrap is smelted at 750.degree. C. for 200 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL104 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:1. For gas flushing, a flow rate is 6 L/min, and a pressure is 0.25 MPa. The Al--Ti--B alloy and the Al--Ti--C alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 1.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.10 ml/100 g Al and 0.5 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 30 meshes and then is casted into a billet, wherein the billet has an average grain size of 40 .mu.m and a short rod-shaped or elliptical second phase of 60 nm.
Example 35
[0072] Aluminum scrap is smelted at 800.degree. C. for 150 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL305 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 900.degree. C. for 20 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:2. For gas flushing, a flow rate is 9 L/min, and a pressure is 0.30 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.0 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.15 ml/100 g Al and 0.6 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 40 meshes and then is casted into a billet, wherein the billet has an average grain size of 35 .mu.m and a short rod-shaped or elliptical second phase of 40 nm.
Example 36
[0073] Aluminum scrap is smelted at 850.degree. C. for 100 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL305 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 850.degree. C. for 30 minutes. Degassing is gas flushing by a mixed gas of N.sub.2 and Ar with a volume ratio of 1:5. For gas flushing, a flow rate is 12 L/min, and a pressure is 0.40 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 2.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.18 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 50 meshes and then is casted into a billet, wherein the billet has an average grain size of 30 .mu.m and a short rod-shaped or elliptical second phase of 20 nm.
Example 37
[0074] Aluminum scrap is smelted at 900.degree. C. for 30 minutes. Slag is removed from the molten aluminum alloy. The compositions of the molten aluminum alloy are adjusted to compositions of a ZL305 aluminum alloy. Then the target molten aluminum alloy is refined with degassing and modifying at 800.degree. C. for 40 minutes. Degassing is gas flushing by Ar. For gas flushing, a flow rate is 15 L/min, and a pressure is 0.50 MPa. The Al--Ti--B alloy and the Al--Ti--C-RE alloy, as the modifier, are added to the target molten aluminum alloy with an addition amount of 3.5 kg/t. The contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.20 ml/100 g Al and 0.7 area % metallographic field respectively. The refined recycled molten aluminum alloy is filtered with a ceramic filter of 60 meshes and then is casted into a billet, wherein the billet has an average grain size of 25 .mu.m and a short rod-shaped or elliptical second phase of 10 nm.
[0075] The present invention discloses a method for controlling a microstructure of a recycled aluminum alloy, comprising steps of: degassing and removing inclusions from the molten aluminum alloy, refining grains and controlling the deformed microstructure. Good microstructures of the deformed aluminum alloy can be obtained after degassing by gas flushing, removing the inclusions by filtering, refining the grains by adding a modifier, and extruding or rolling or forging. The present invention provides very desirable results of degassing and impurity removal. Contents of hydrogen and inclusions in the refined recycled molten aluminum alloy are 0.02-0.26 ml/100 g Al and 0.4-0.7 area % metallographic field respectively. In the aluminum alloy billet, the average grain size is 25-50 .mu.m and the short rod-shaped or elliptical second phase is 10-100 nm. In the deformed aluminum alloy, the grain aspect ratio is 10:1-100:1 and the short rod-shaped or elliptical particles are 5-80 nm. The present invention can control the microstructure of the recycled aluminum alloy, and eliminate defects such as pores and inclusions.
[0076] It is to be understood that the specific examples described herein are merely illustrative and are not intended to limit the present invention. All alterations, modifications, equivalent method and scheme within the spirit and scope defined by the claims are encompassed by the present invention.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.