Dry Processed Cellulose Fibers For Papermaking
Knox; David E. ; et al.
U.S. patent application number 16/096839 was filed with the patent office on 2019-04-25 for dry processed cellulose fibers for papermaking. The applicant listed for this patent is WestRock MWV, LLC. Invention is credited to Peter W. Hart, Nichole Kilgore, David E. Knox, Humphery J. Moynihan.
| Application Number | 20190119854 16/096839 |
| Document ID | / |
| Family ID | 58745517 |
| Filed Date | 2019-04-25 |





View All Diagrams
| United States Patent Application | 20190119854 |
| Kind Code | A1 |
| Knox; David E. ; et al. | April 25, 2019 |
DRY PROCESSED CELLULOSE FIBERS FOR PAPERMAKING
Abstract
Dry processing of cellulose fibers in an attritor mill produces small cellulose particles with properties useful for increasing the bulk of paperboard products. In contrast with the usual behaviour of small particles, the dry attritor-processed particles exhibit a further benefit of good drainage on a paper machine. Comparisons are made for the modulus, smoothness, and density of paperboard made with and without the dry-attrited cellulose particles.
| Inventors: | Knox; David E.; (Apex, NC) ; Hart; Peter W.; (Atlanta, GA) ; Moynihan; Humphery J.; (Covington, VA) ; Kilgore; Nichole; (Richmond, VA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 58745517 | ||||||||||
| Appl. No.: | 16/096839 | ||||||||||
| Filed: | May 15, 2017 | ||||||||||
| PCT Filed: | May 15, 2017 | ||||||||||
| PCT NO: | PCT/US2017/032648 | ||||||||||
| 371 Date: | October 26, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62335935 | May 13, 2016 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D21H 17/25 20130101; D21H 11/16 20130101; D21H 27/38 20130101; D21H 21/52 20130101; C08L 1/02 20130101; D21H 19/00 20130101; C08L 2205/18 20130101; D21H 27/30 20130101; D21H 21/22 20130101 |
| International Class: | D21H 17/25 20060101 D21H017/25; D21H 21/52 20060101 D21H021/52; D21H 27/38 20060101 D21H027/38; D21H 11/16 20060101 D21H011/16; D21H 19/00 20060101 D21H019/00 |
Claims
1. A composition, comprising: a dry processed collection of cellulose particles having a particle size distribution, wherein 95% of the particles are between 20 microns and 500 microns.
2. The composition of claim 1, wherein the cellulose particles show no tendency to hydrate.
3. The composition of claim 1, wherein 90% of the particles are between 25 and 350 microns.
4. The composition of claim 1, wherein 80% of the particles are between 35 and 300 microns.
5. The composition of claim 1, where substantially all of the particles are between 10 and 1000 microns.
6. The composition of claim 1, wherein the particle size distribution is a unimodal distribution.
7. The composition of claim 1, wherein the cellulose particles are softwood.
8. The composition of claim 7, wherein the cellulose particles are unbleached.
9. The composition of claim 7, wherein the cellulose particles are bleached.
10. The composition of claim 1, wherein the cellulose particles are hardwood.
11. A specialized papermaking furnish, comprising: a cellulosic composition comprising a dry processed collection of cellulose particles having a particle size distribution, wherein 95% of the particles are between 20 microns and 500 microns; and a conventionally refined papermaking furnish; wherein the cellulosic composition is used in an amount between 3 20 parts per 90 parts of the conventionally refined papermaking furnish.
12. The specialized papermaking furnish of claim 11, wherein the cellulosic composition is used in an amount between 5 15 parts per 90 parts of conventionally refined papermaking furnish.
13. The specialized papermaking furnish of claim 11, wherein the cellulosic composition is used in an amount between 8 12 parts per 90 parts of conventionally refined papermaking furnish.
14. A raw stock comprising the composition of claim 1.
15. A base stock comprising the composition of claim 1.
16. A paperboard comprising the composition of claim 1.
17. A multi-ply paperboard having a plurality of plies, wherein at least one ply comprises the composition of claim 1.
18. The multi-ply paperboard of claim 17, wherein at least one ply does not contain the cellulose particles.
19. A process for making a cellulosic composition, comprising: providing an attritor device; introducing dry cellulose fibers into the attritor device, the dry cellulose fibers having an initial size distribution; subjecting the dry cellulose fibers to communition in the attritor device to create smaller cellulose particles; and collecting the cellulose particles that are below a specific size.
20. The process of claim 19, wherein the mean particle size of the cellulose fibers following communition is not more than 50% that of the cellulose fibers when introduced to the attritor device.
21. The process of claim 19, wherein the specific size is 1000 microns.
22. The process of claim 19, wherein the collected cellulose particles have a particle size distribution with 95% of the particles between 20 microns and 500 microns.
23. The process of claim 19, further comprising the addition of the collected cellulose particles in an amount between 3-20 parts to 90 parts of a conventionally papermaking furnish to create a specialized papermaking furnish.
24. The process of claim 23, further comprising forming the specialized papermaking furnish into a web.
25. The process of claim 24, wherein the web comprises at least two plies.
26. The process of claim 25, wherein at least one ply does not contain the cellulose particles.
27. The process of claim 24, further comprising coating the web to improve its smoothness.
Description
REFERENCE TO RELATED APPLICATIONS
[0001] This application is a National Phase application of PCT Application PCT/US2017/032648, filed May 15, 2017, which claims the benefit of U.S. Provisional Patent Application No. 62/335,935, filed May 13, 2016, both of which are incorporated herein by reference in their entirety.
TECHNICAL FIELD
[0002] This disclosure relates to a method to treat cellulose fibers by dry grinding (attrition) to yield cellulose materials suitable for producing desired attributes such as lower density in paperboard products.
BACKGROUND
[0003] This disclosure relates to cellulose particles produced by dry attrition. The cellulose particles may be incorporated into various products. Such products may include paperboard. Paperboard incorporating the cellulose particles is expected to exhibit reduced density.
[0004] Treatment of cellulose fibers is usually done by wet processing methods. Wet processing may have certain drawbacks when processing cellulose. For example, excessive wet refining of cellulose pulp may lead to poor drainage of the pulp, which is undesirable on a paper machine.
[0005] In the art of paper making, particularly for the manufacture of paperboard (e.g. heavier paper grades in the caliper range from about 8 pts to about 40 pts (0.008-0.040 inches), it is often desired to make a particular grade of paperboard while minimizing the amount of cellulose fiber, a major cost component of the paperboard. Methods are sought which can lower the product density for example by reduced calendaring or dry finishing, or using specialized coatings such as described in U.S. Pat. Nos. 8,142,887; 8,916,636; and 8,349,443. The current invention offers another method for lowering paperboard density.
SUMMARY
[0006] The general purpose of the invention is the utilization in a paperboard product of a certain amount of fine cellulose particles that have been produced from dry cellulose fiber, which are produced with dry processing.
[0007] In one embodiment, a composition of the paperboard is disclosed which includes a dry processed collection of cellulose particles having a particle size distribution, wherein 95% of the particles are between 20 microns and 500 microns. In certain embodiments, the cellulose particles show little tendency to hydrate. In certain embodiments, 90% of the particles are between 25 and 350 microns.
[0008] In another embodiment, a process is disclosed for making a cellulosic composition, the process including providing an attritor device; introducing dry cellulose fibers into the attritor device, the dry cellulose fibers having an initial size distribution; subjecting the dry cellulose fibers to communition in the attritor device to create smaller cellulose particles; and collecting the cellulose particles that are below a specific size. In certain embodiments, the specific size is 1000 microns.
BRIEF DESCRIPTION OF THE DRAWINGS
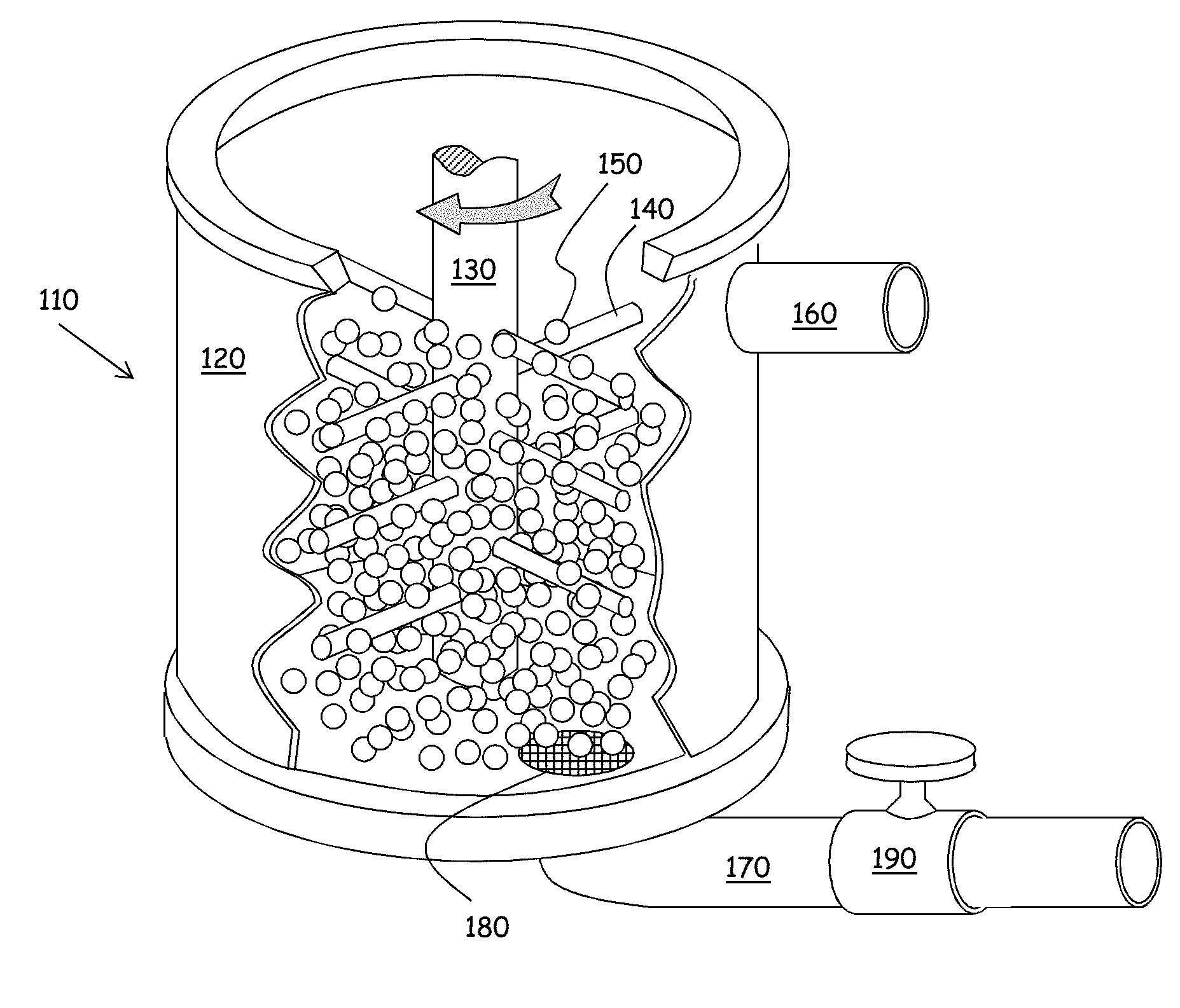
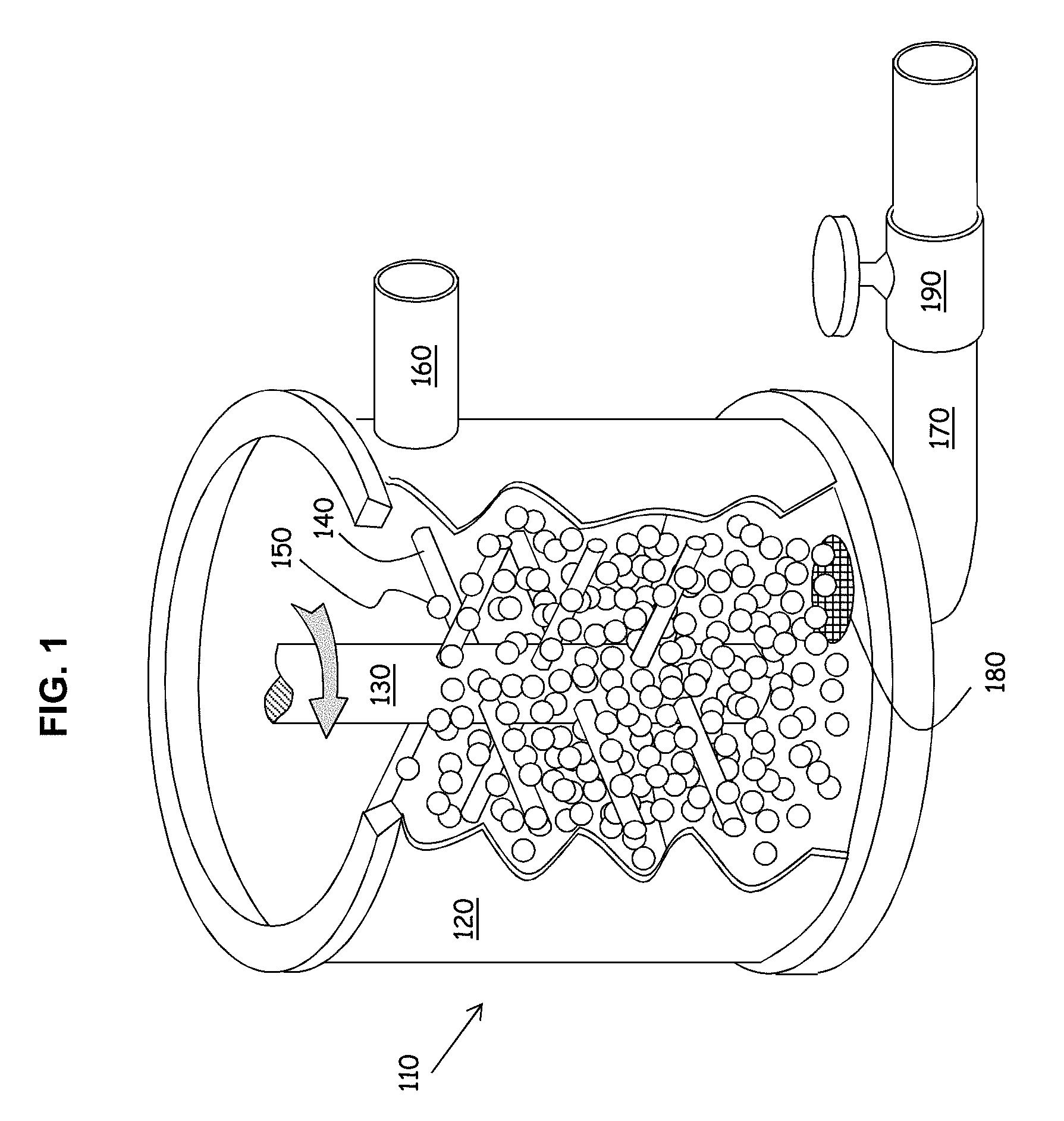
[0009] FIG. 1 illustrates a dry attritor device producing a fine cellulose particles from a dry cellulose feed;
[0010] FIG. 2 illustrates a paper machine using the fine cellulose particles produced using the dry attritor device of FIG. 1;
[0011] FIG. 3 compares median particle sizes achieved using various specific energy inputs for three different types of grinding including an attritor;
[0012] FIG. 4 is a graph of hardwood mean particle diameter at varying amounts of energy input;
[0013] FIG. 5 is a graph comparing particle size distributions for control hardwood and dry-attrited hardwood;
[0014] FIG. 6 is a graph comparing particle size distributions for control softwood and dry-attrited softwood;
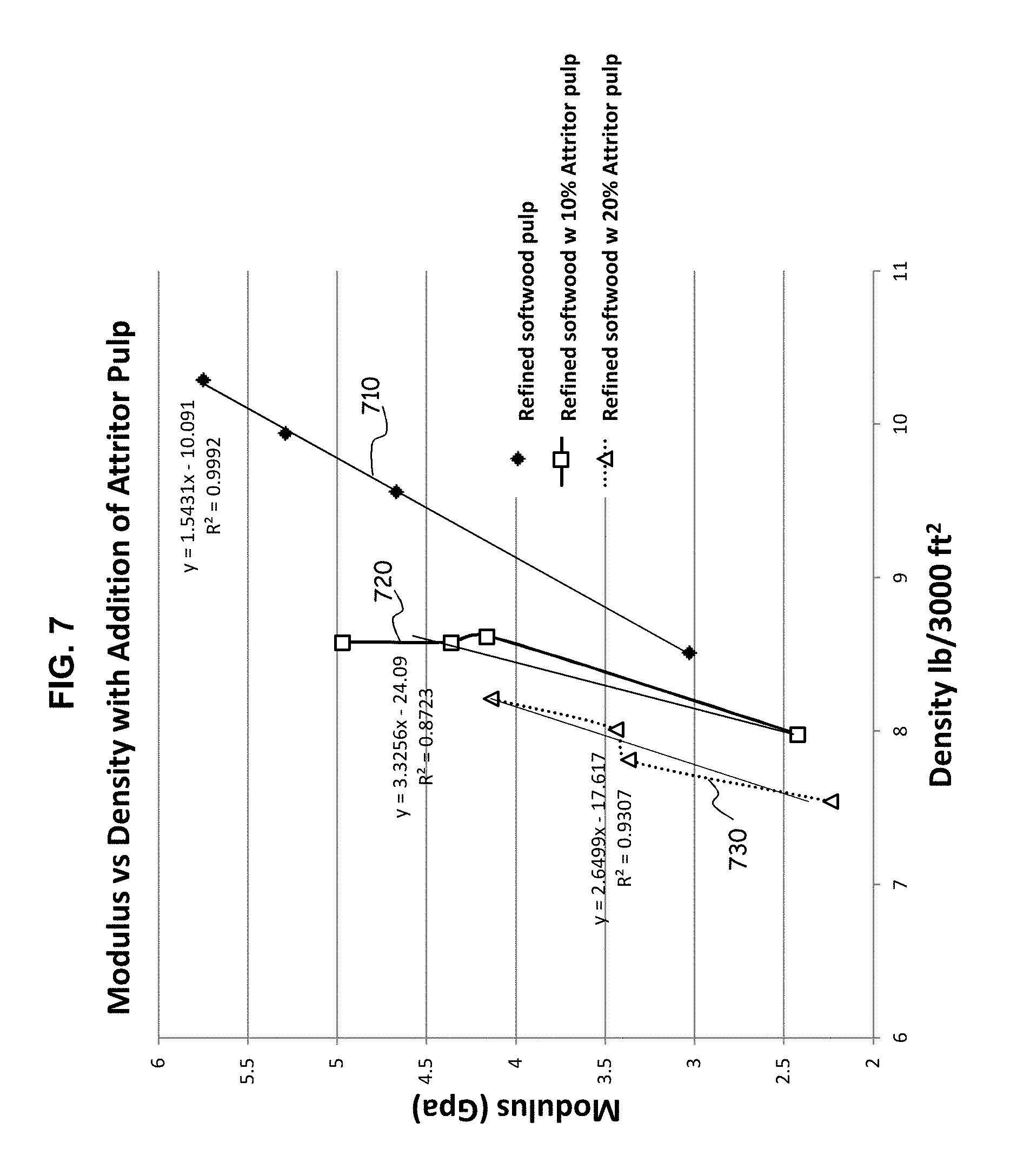
[0015] FIG. 7 is a graph comparing modulus vs density for softwood pulp with and without addition of dry-attrited pulp;
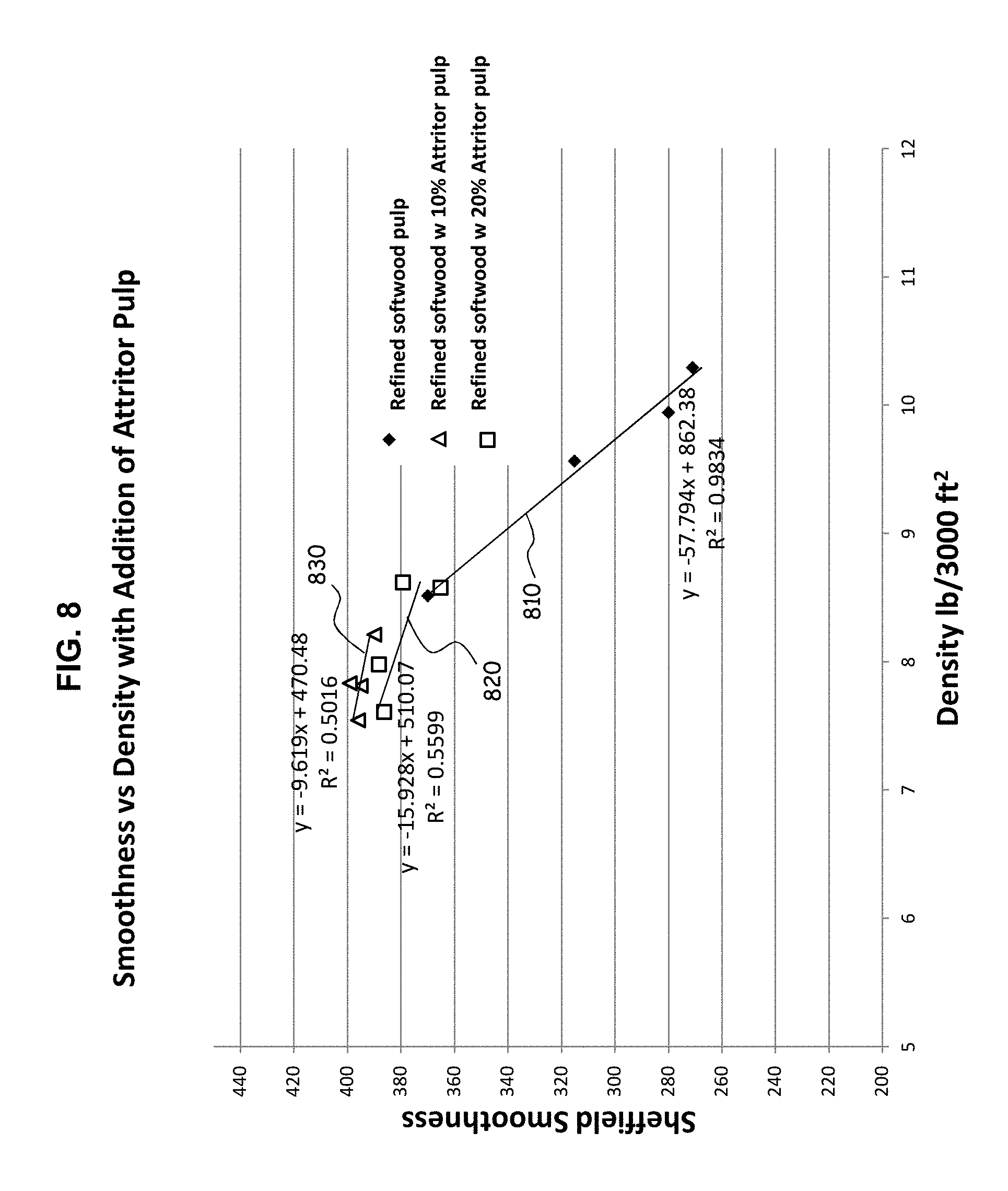
[0016] FIG. 8 is a graph comparing Sheffield Smoothness vs density for softwood pulp with and without addition of dry-attrited pulp;
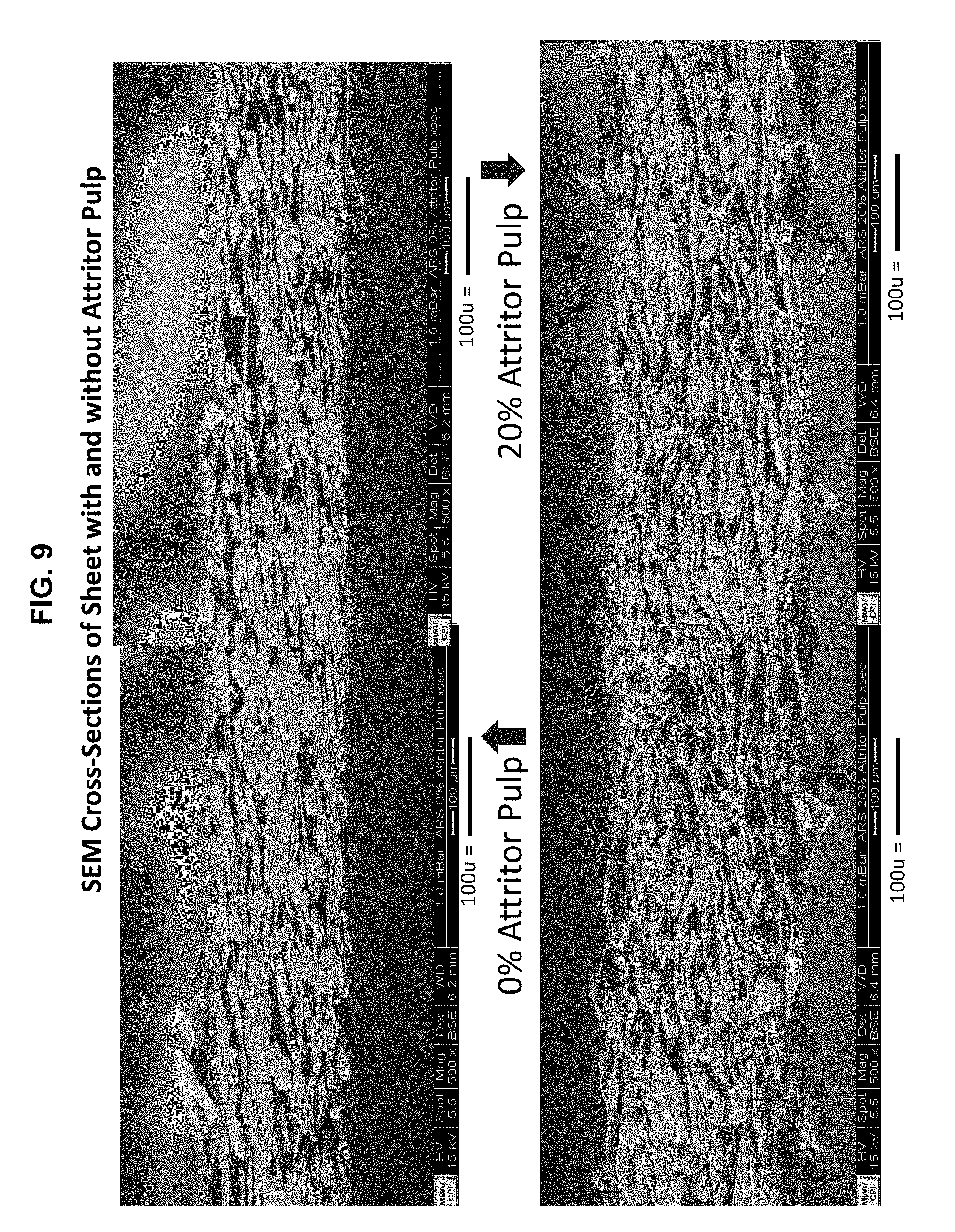
[0017] FIG. 9 shows cross-sectional micrographs of paperboard sheets made with and without addition of dry-attrited pulp;
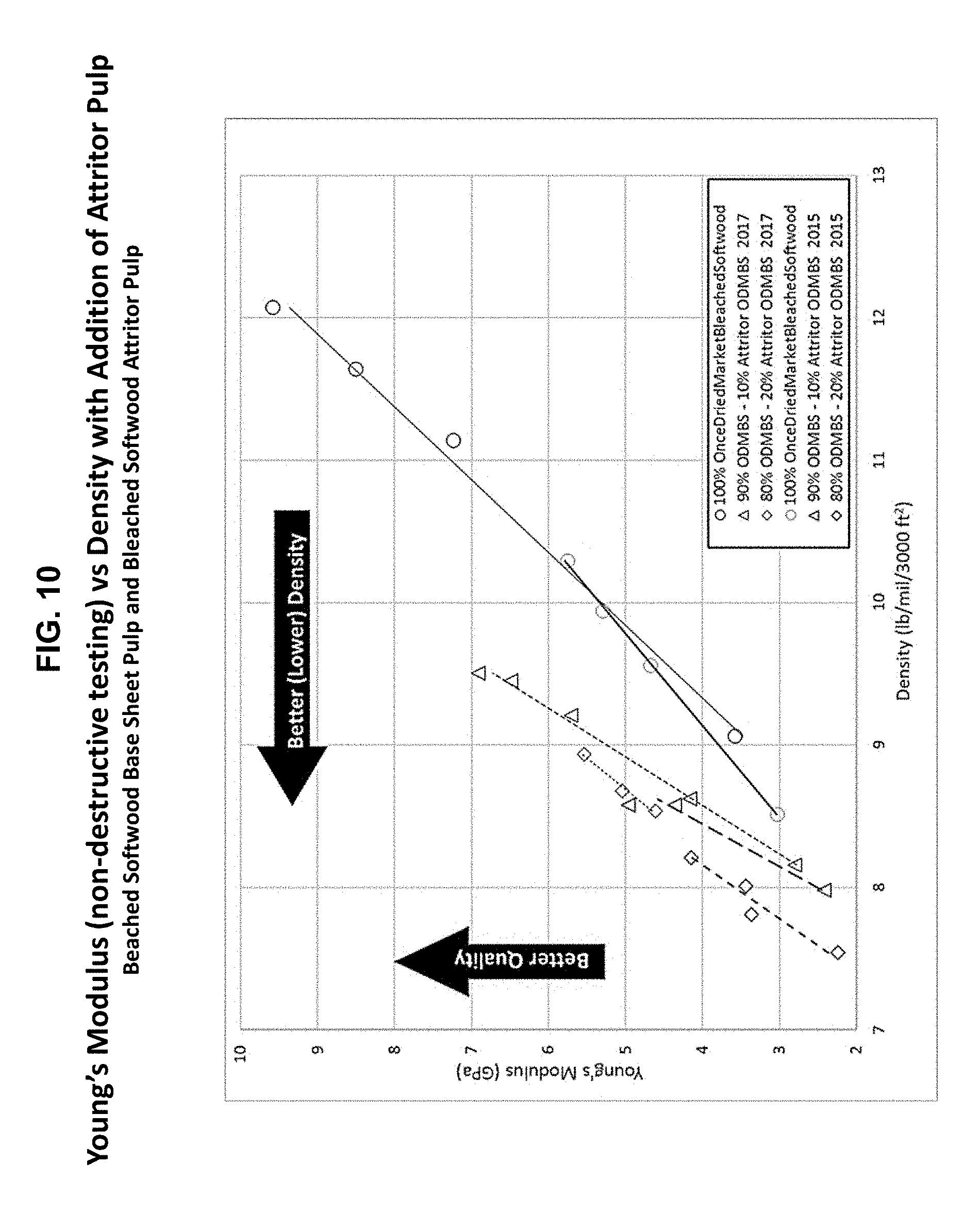
[0018] FIG. 10 is a graph comparing Young's Modulus vs density for bleached softwood pulp with and without addition of dry-attrited bleached softwood pulp;
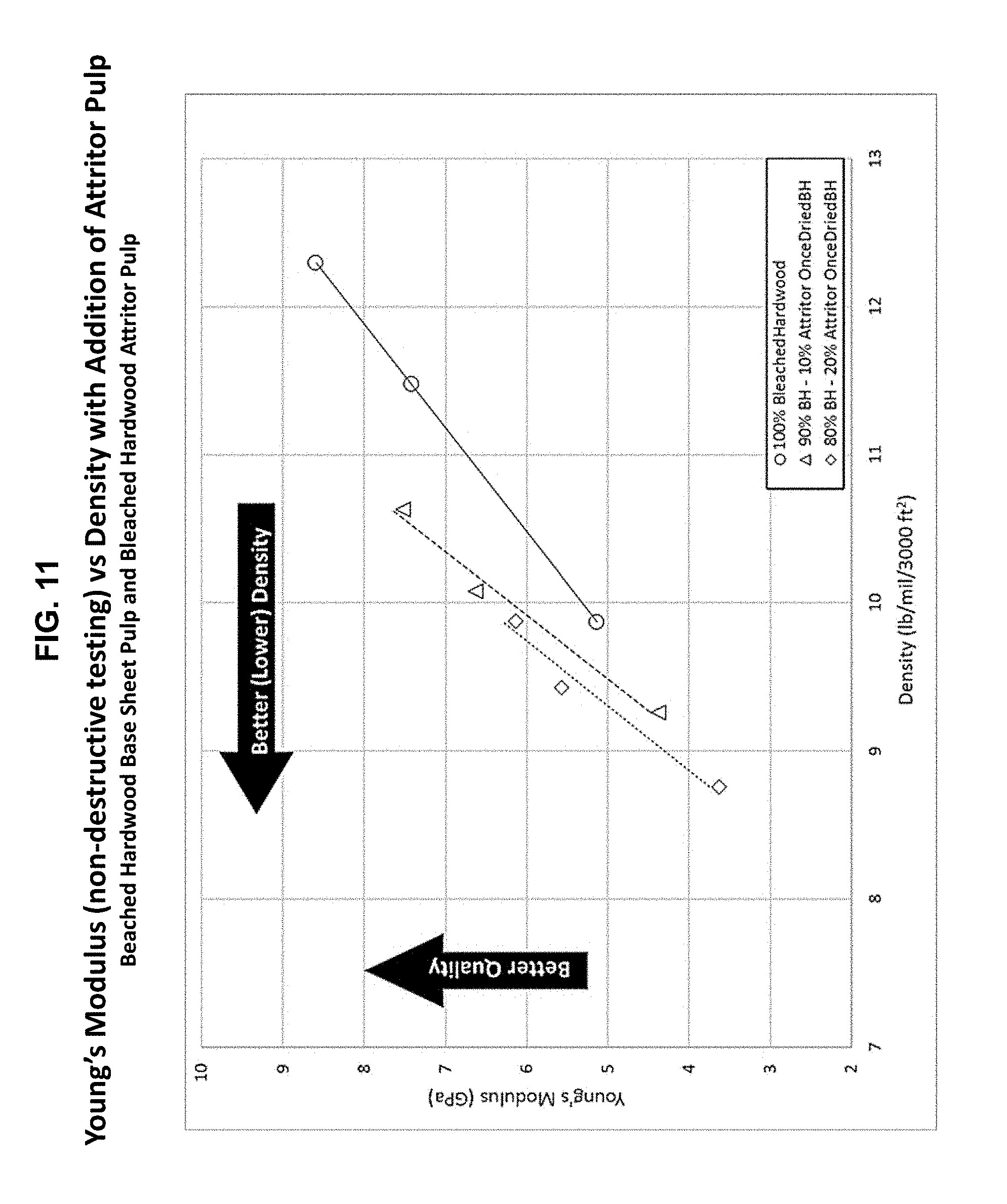
[0019] FIG. 11 is a graph comparing Young's Modulus vs density for bleached hardwood pulp with and without addition of dry-attrited bleached hardwood pulp;
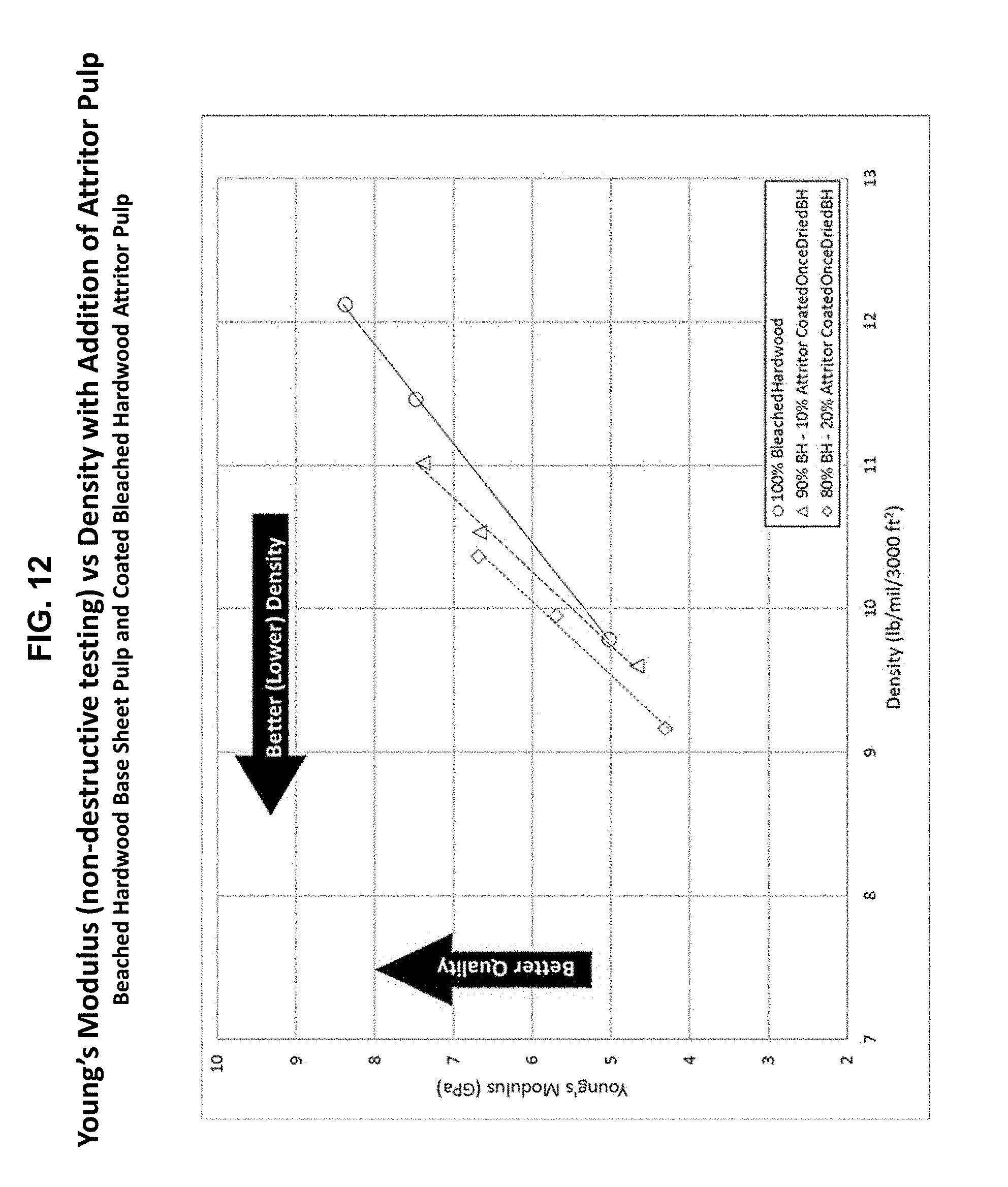
[0020] FIG. 12 is a graph comparing Young's Modulus vs density for bleached hardwood pulp with and without addition of dry-attrited coated bleached hardwood pulp;
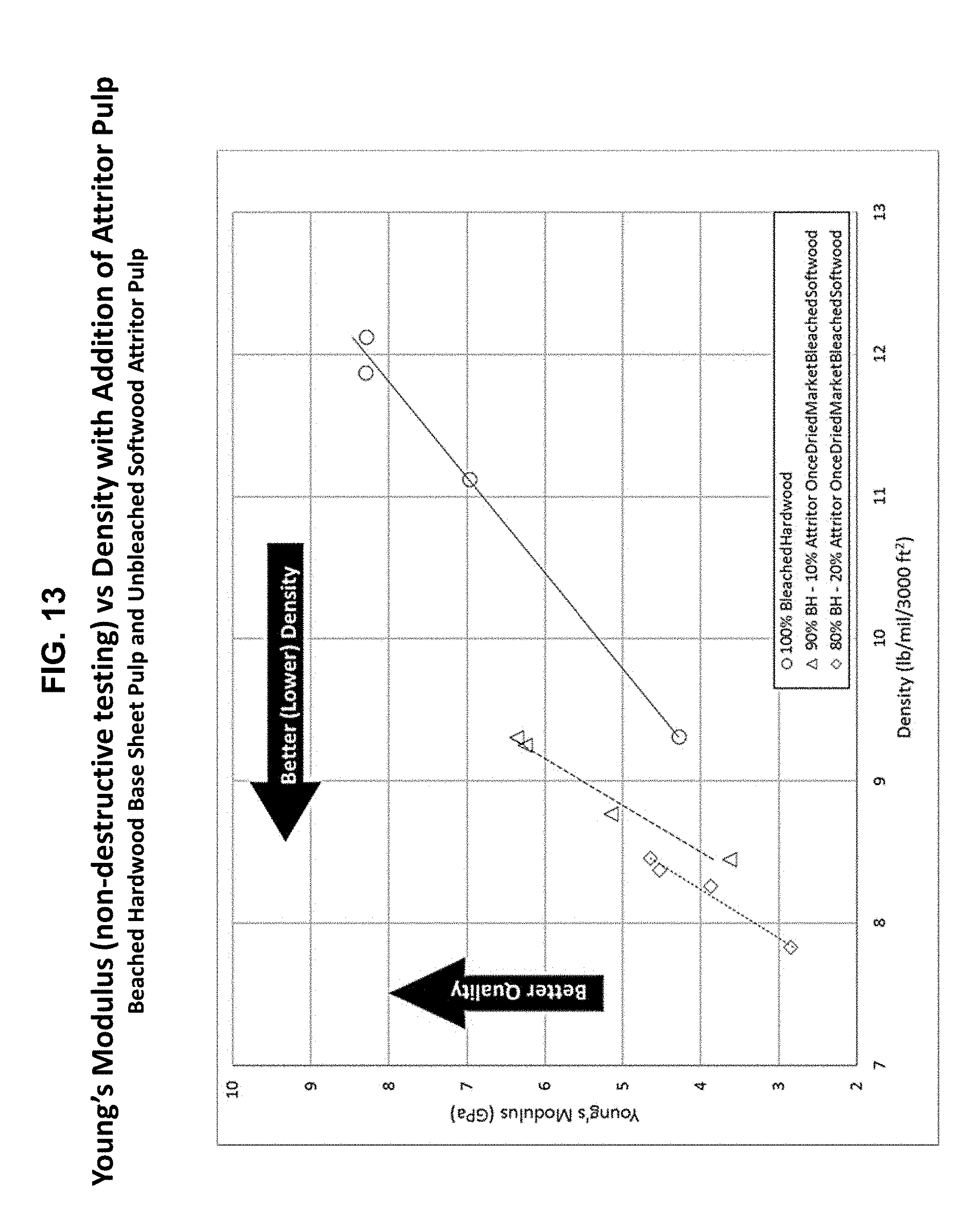
[0021] FIG. 13 is a graph comparing Young's Modulus vs density for bleached hardwood pulp with and without addition of dry-attrited unbleached softwood pulp;
[0022] FIG. 14 is a graph comparing Young's Modulus vs density for unbleached softwood pulp with and without addition of dry-attrited coated unbleached softwood pulp;
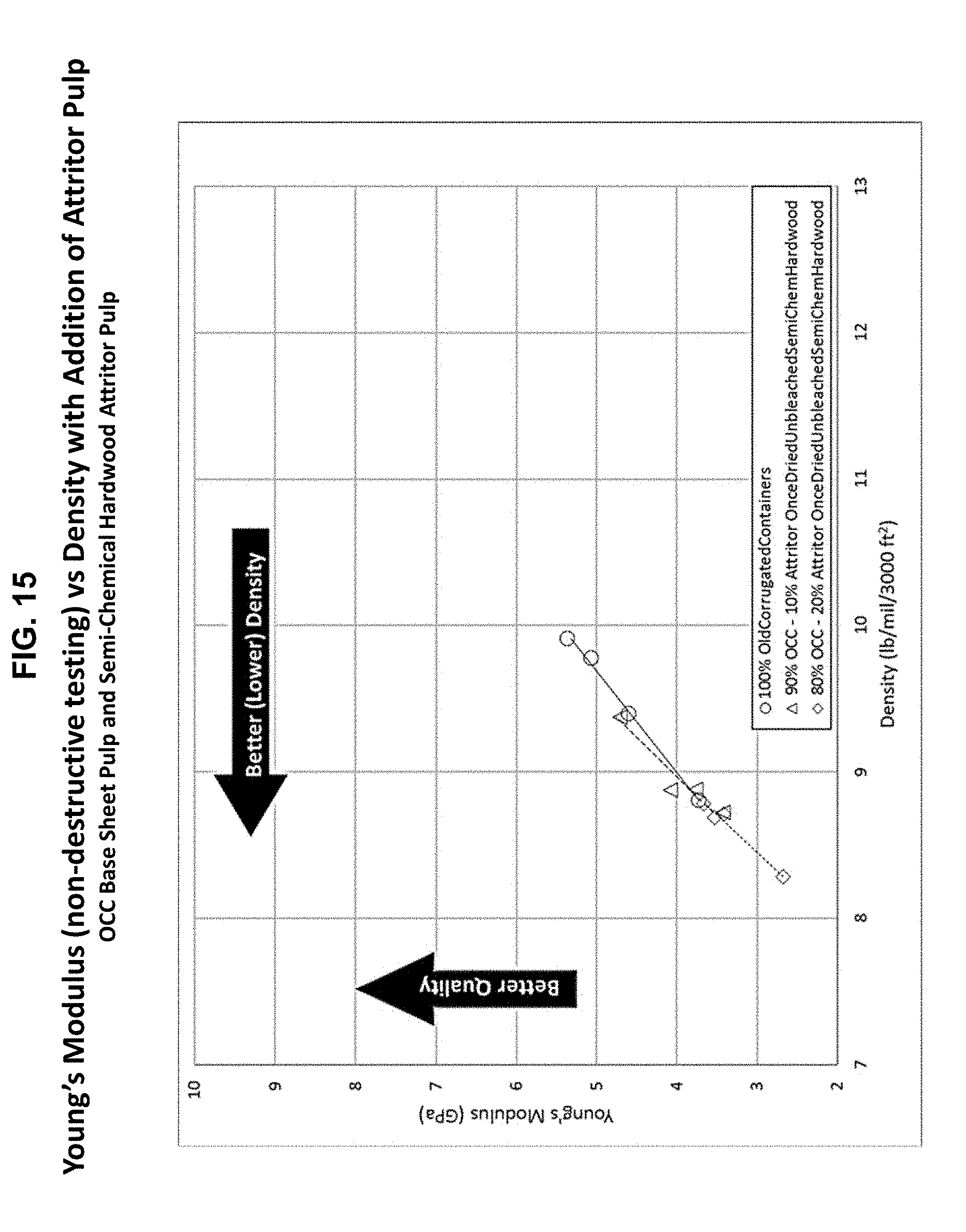
[0023] FIG. 15 is a graph comparing Young's Modulus vs density for OCC pulp with and without addition of dry-attrited semi-chemical hardwood pulp;
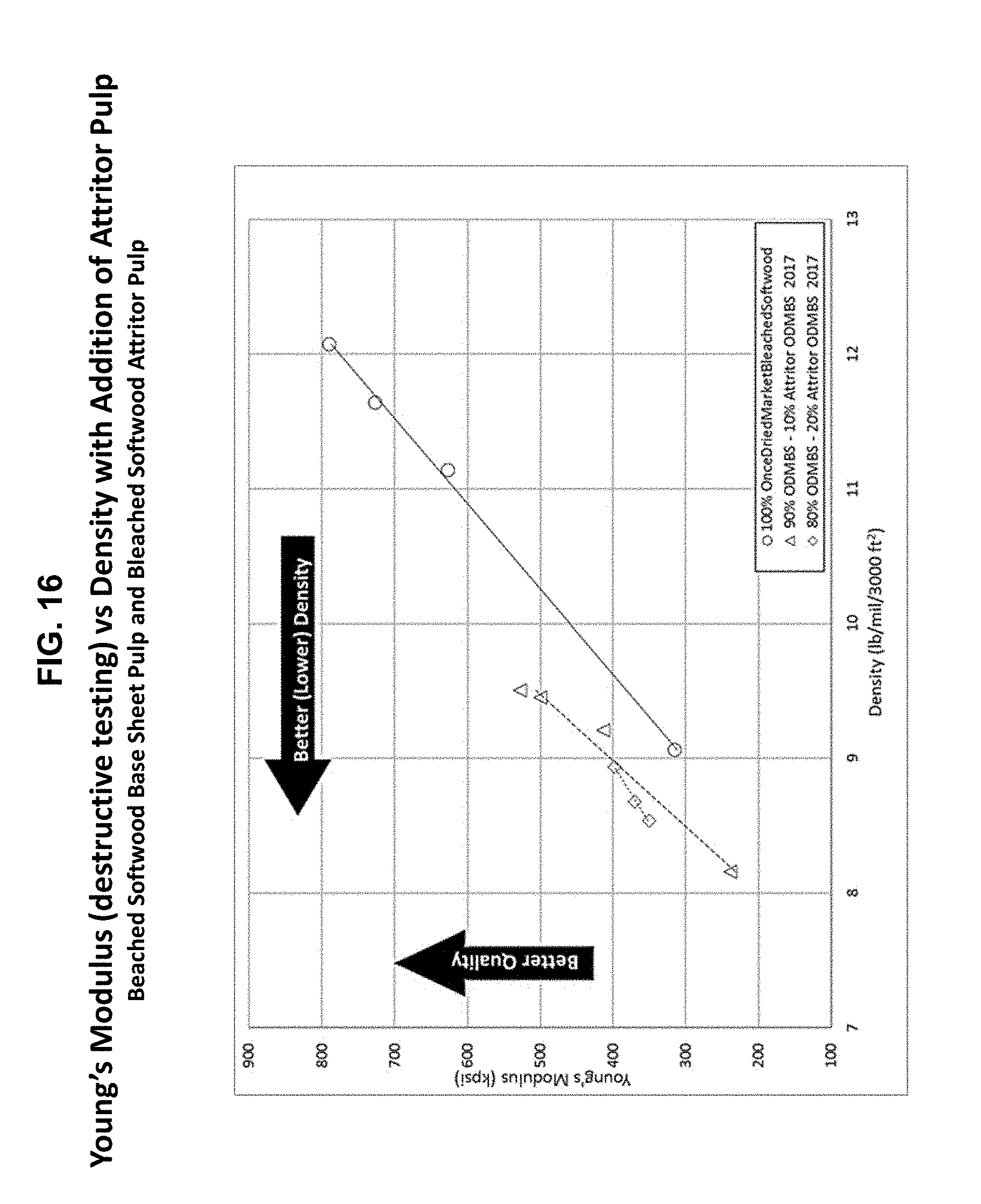
[0024] FIG. 16 is a graph comparing Young's Modulus vs density for bleached softwood pulp with and without addition of dry-attrited bleached softwood pulp;
[0025] FIG. 17 is a graph comparing Young's Modulus vs density for bleached hardwood pulp with and without addition of dry-attrited bleached hardwood pulp;
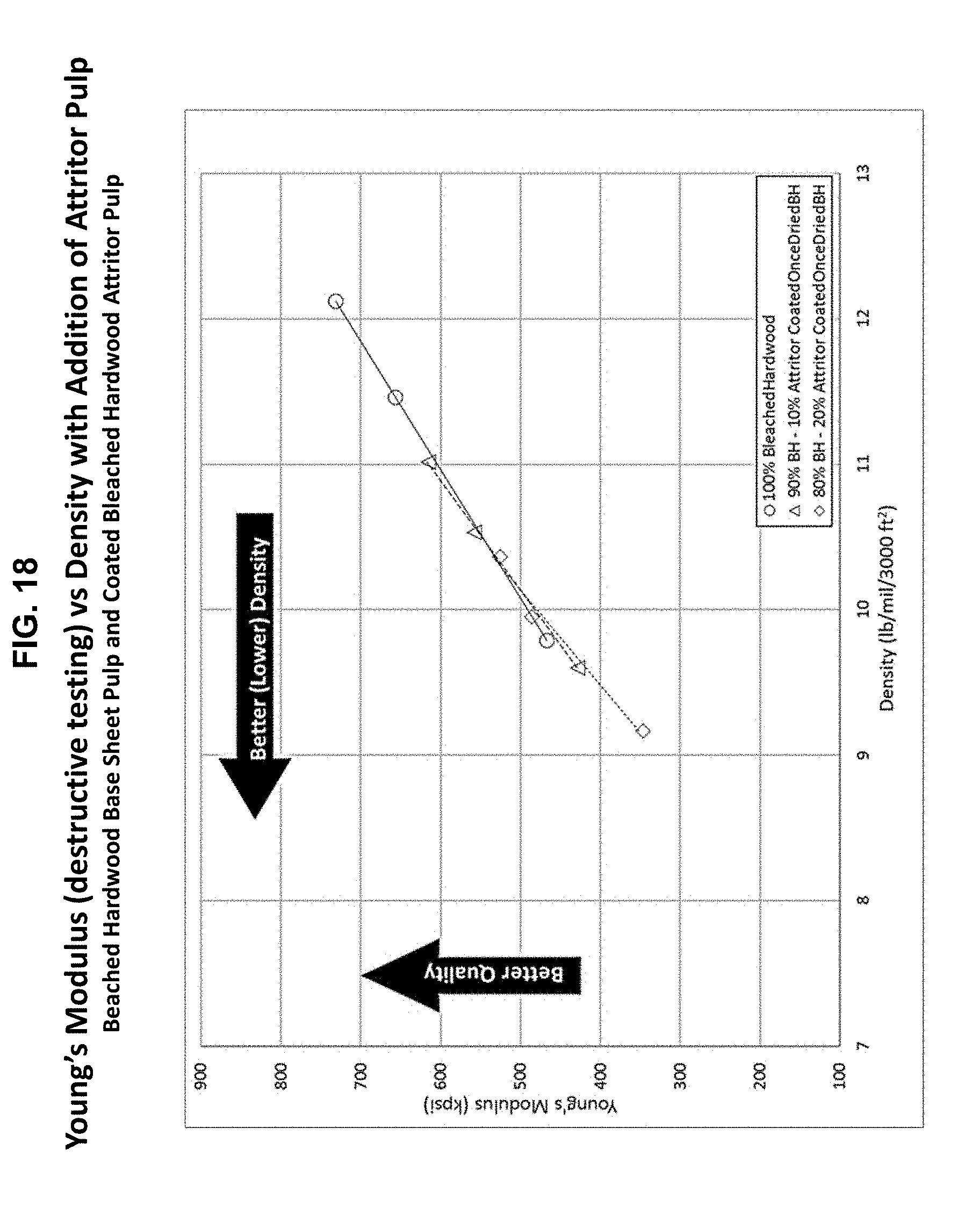
[0026] FIG. 18 is a graph comparing Young's Modulus vs density for bleached hardwood pulp with and without addition of dry-attrited coated bleached hardwood pulp;
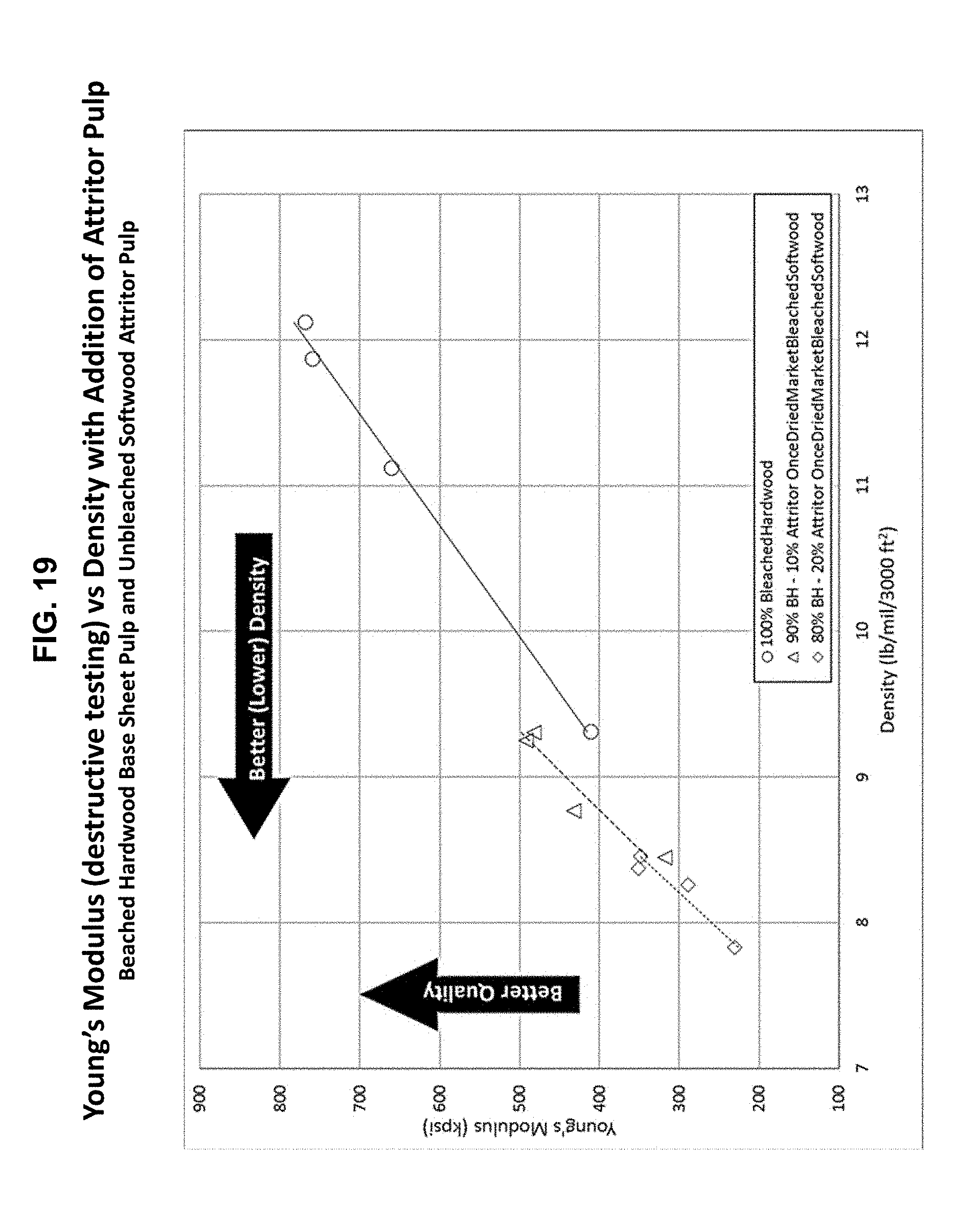
[0027] FIG. 19 is a graph comparing Young's Modulus vs density for bleached hardwood pulp with and without addition of dry-attrited unbleached softwood pulp;
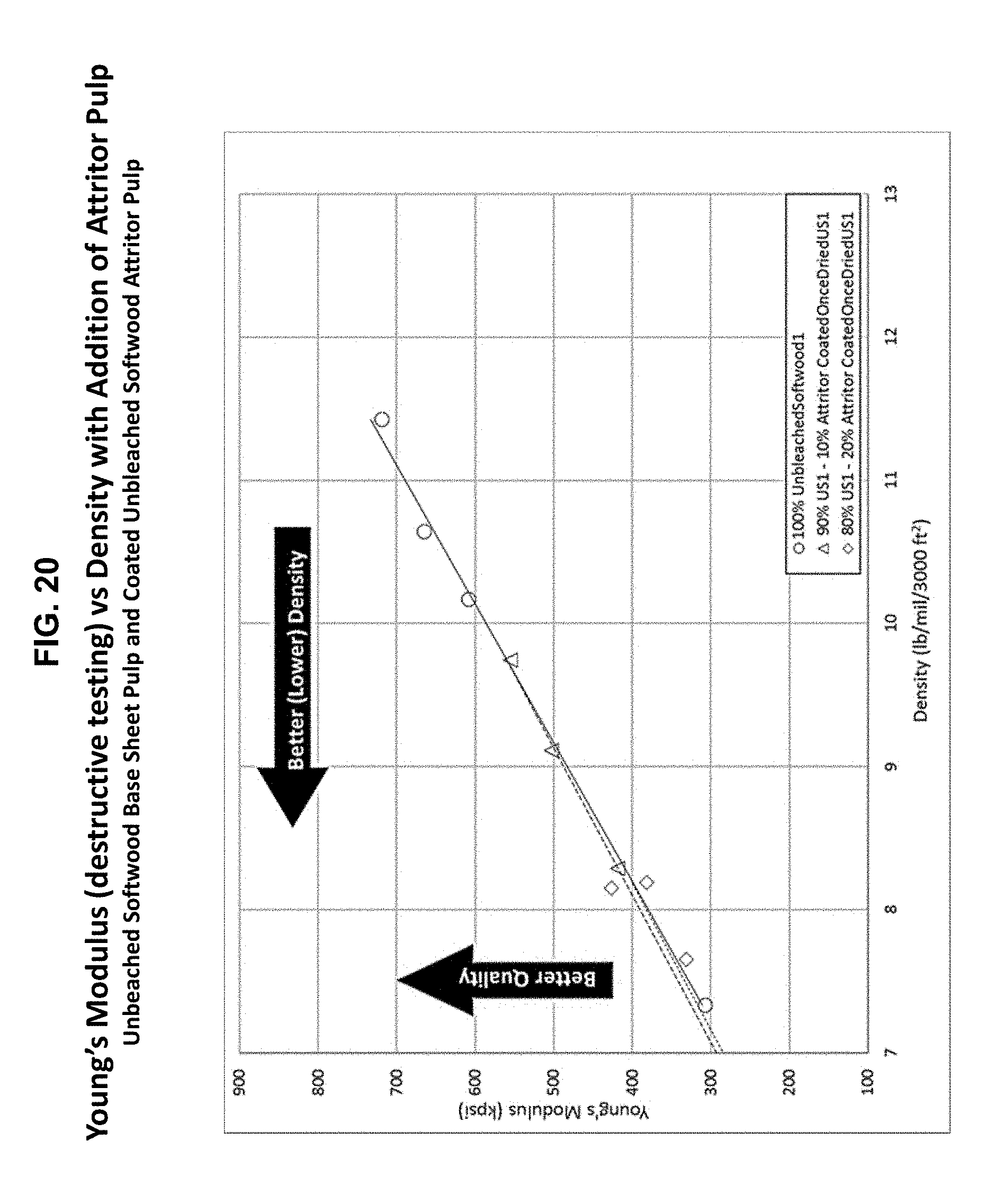
[0028] FIG. 20 is a graph comparing Young's Modulus vs density for unbleached softwood pulp with and without addition of dry-attrited coated unbleached softwood pulp;
[0029] FIG. 21 is a graph comparing Young's Modulus vs density for OCC pulp with and without addition of dry-attrited semi-chemical hardwood pulp;
[0030] FIG. 22 is a graph comparing Tensile Index vs density for bleached softwood pulp with and without addition of dry-attrited bleached softwood pulp;
[0031] FIG. 23 is a graph comparing Tensile Index vs density for bleached hardwood pulp with and without addition of dry-attrited bleached hardwood pulp;
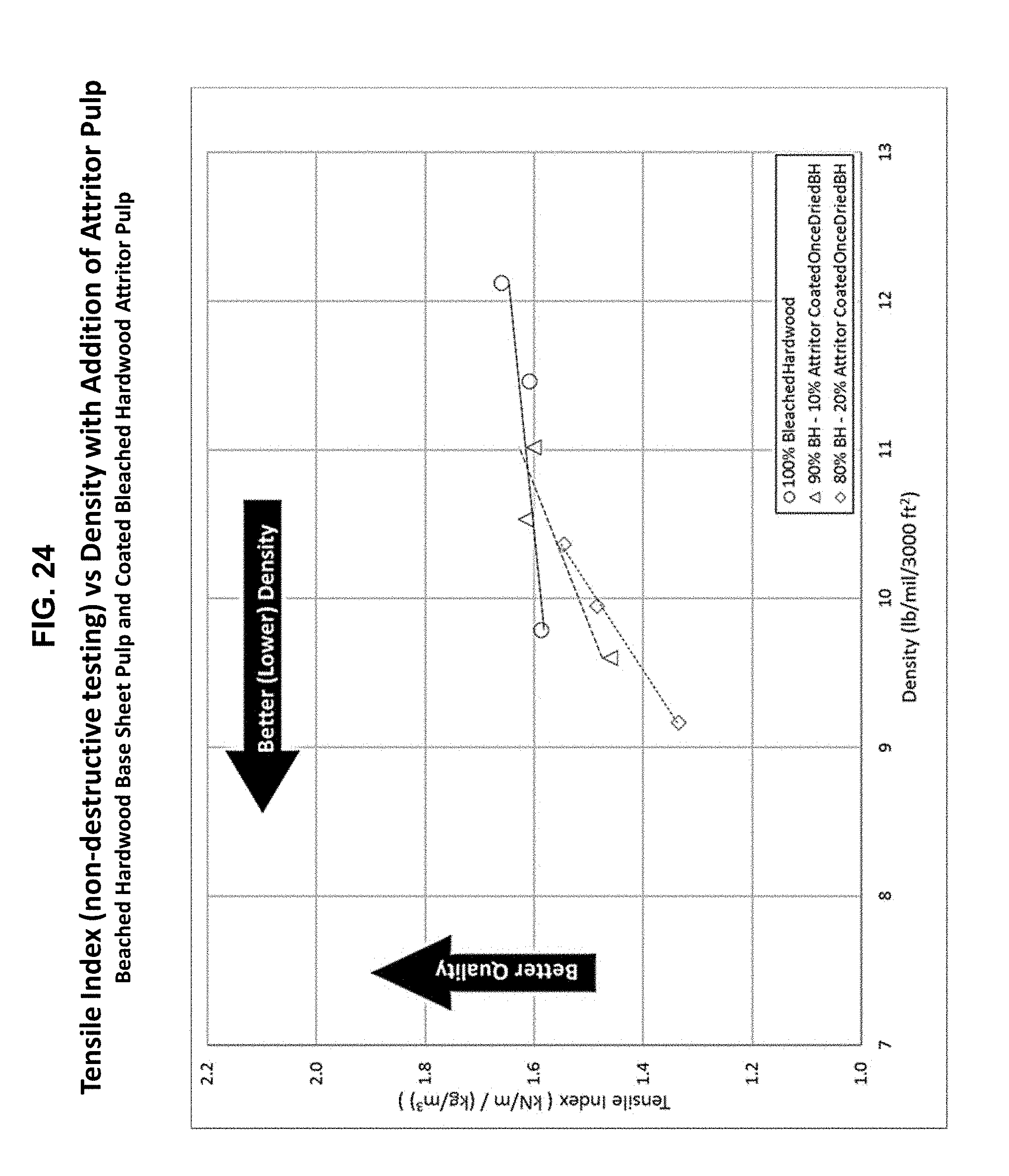
[0032] FIG. 24 is a graph comparing Tensile Index vs density for bleached hardwood pulp with and without addition of dry-attrited coated bleached hardwood pulp;
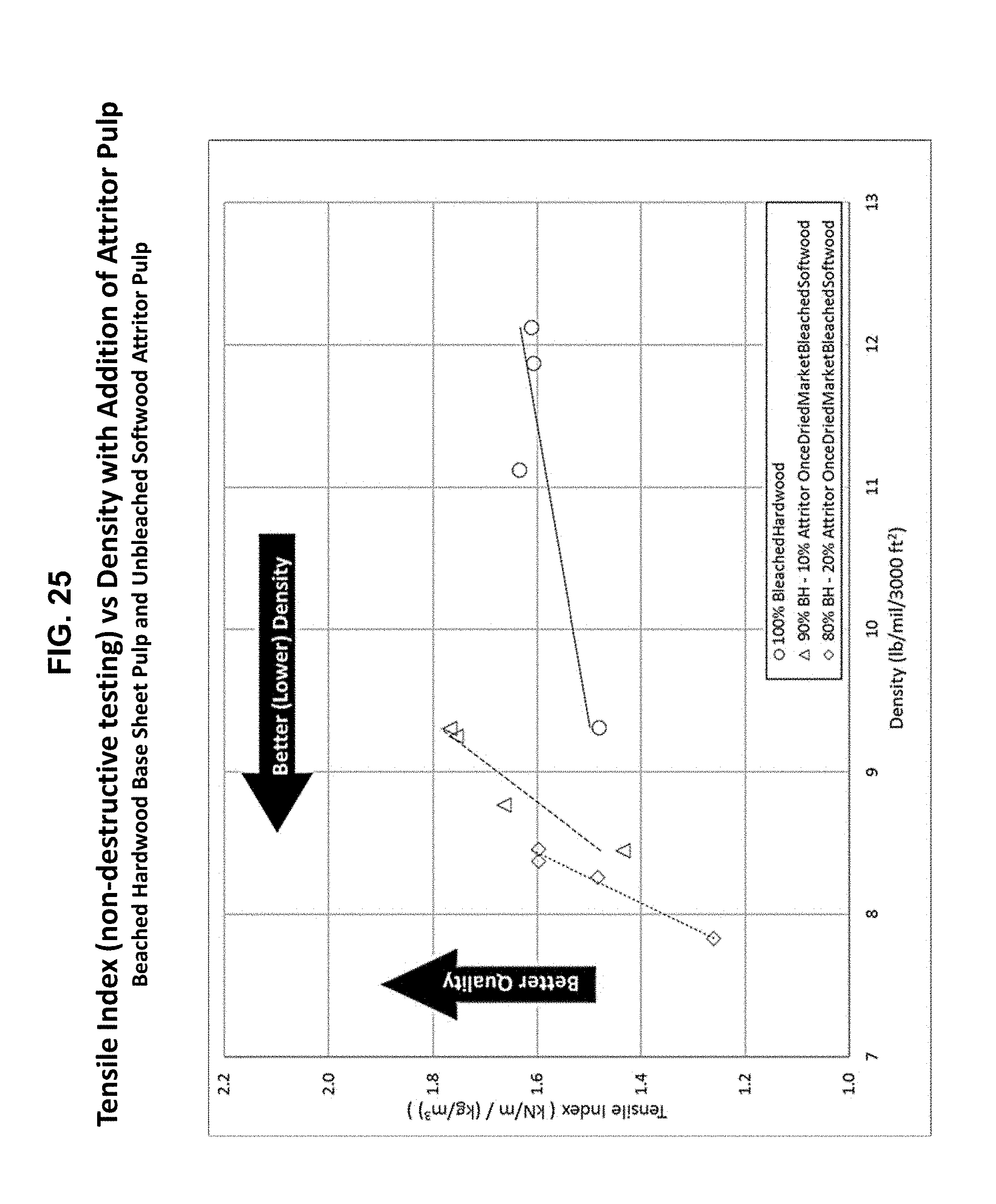
[0033] FIG. 25 is a graph comparing Tensile Index vs density for bleached hardwood pulp with and without addition of dry-attrited unbleached softwood pulp;
[0034] FIG. 26 is a graph comparing Tensile Index vs density for bleached softwood pulp with and without addition of dry-attrited bleached softwood pulp;
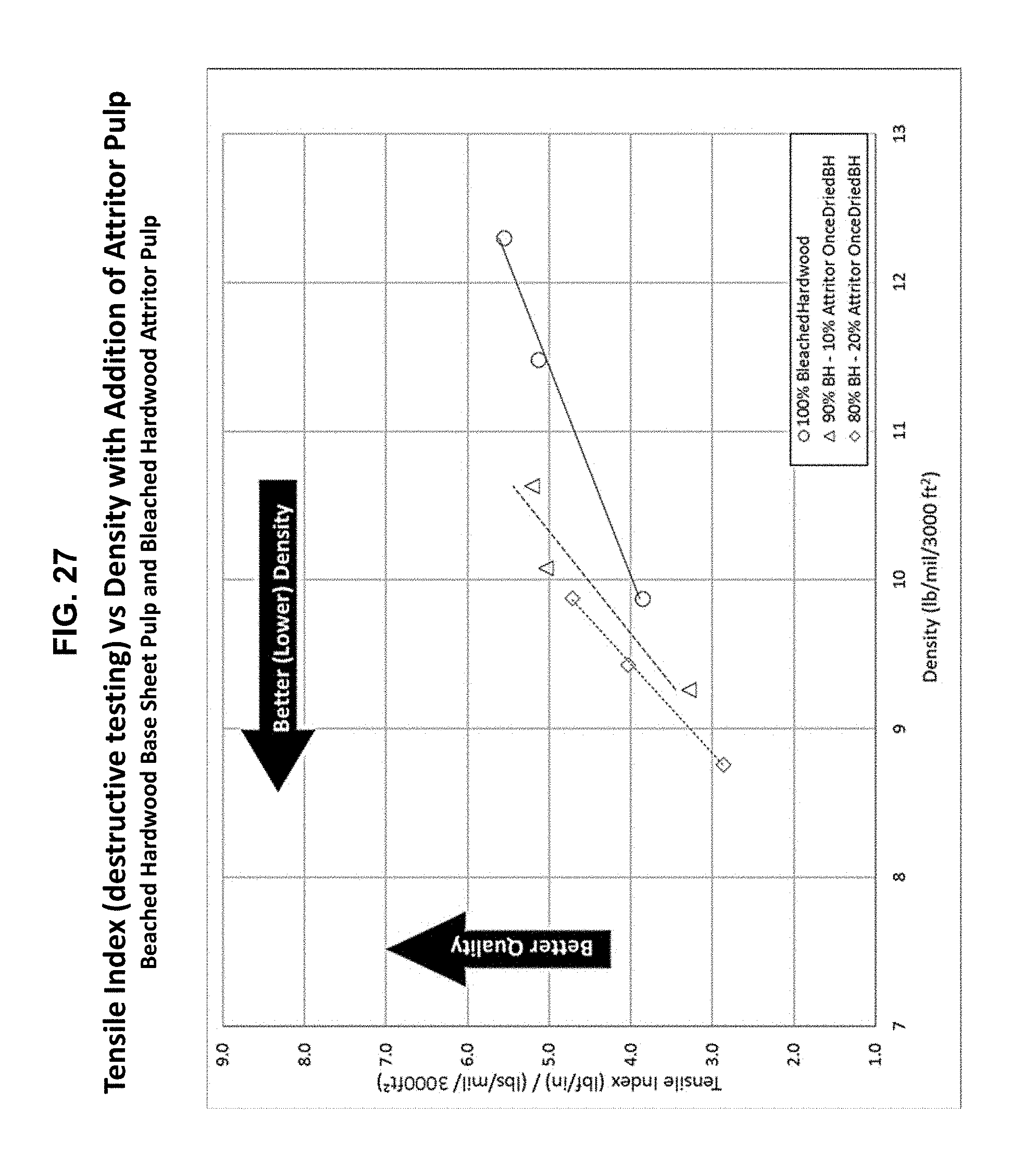
[0035] FIG. 27 is a graph comparing Tensile Index vs density for bleached hardwood pulp with and without addition of dry-attrited bleached hardwood pulp;
[0036] FIG. 28 is a graph comparing Tensile Index vs density for bleached hardwood pulp with and without addition of dry-attrited coated bleached hardwood pulp;
[0037] FIG. 29 is a graph comparing Tensile Index vs density for bleached hardwood pulp with and without addition of dry-attrited unbleached softwood pulp;
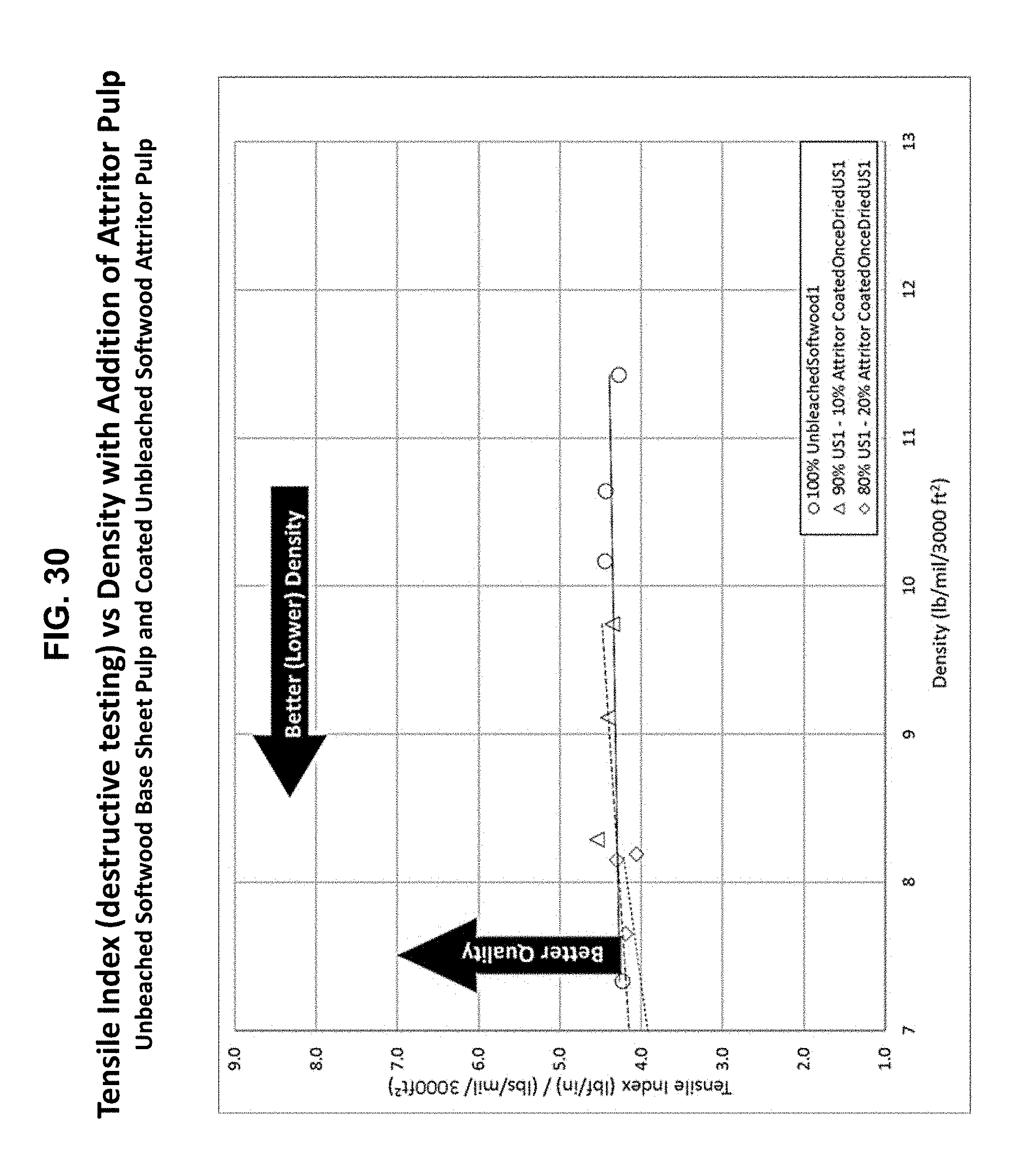
[0038] FIG. 30 is a graph comparing Tensile Index vs density for unbleached softwood pulp with and without addition of dry-attrited coated unbleached softwood pulp;
[0039] FIG. 31 is a graph comparing Tensile Index vs density for OCC pulp with and without addition of dry-attrited semi-chemical hardwood pulp;
[0040] FIG. 32 is a graph comparing Sheffield Smoothness vs density for bleached softwood pulp with and without addition of dry-attrited bleached softwood pulp;
[0041] FIG. 33 is a graph comparing Sheffield Smoothness vs density for bleached hardwood pulp with and without addition of dry-attrited bleached hardwood pulp;
[0042] FIG. 34 is a graph comparing Sheffield Smoothness vs density for unbleached softwood pulp with and without addition of dry-attrited unbleached softwood pulp;
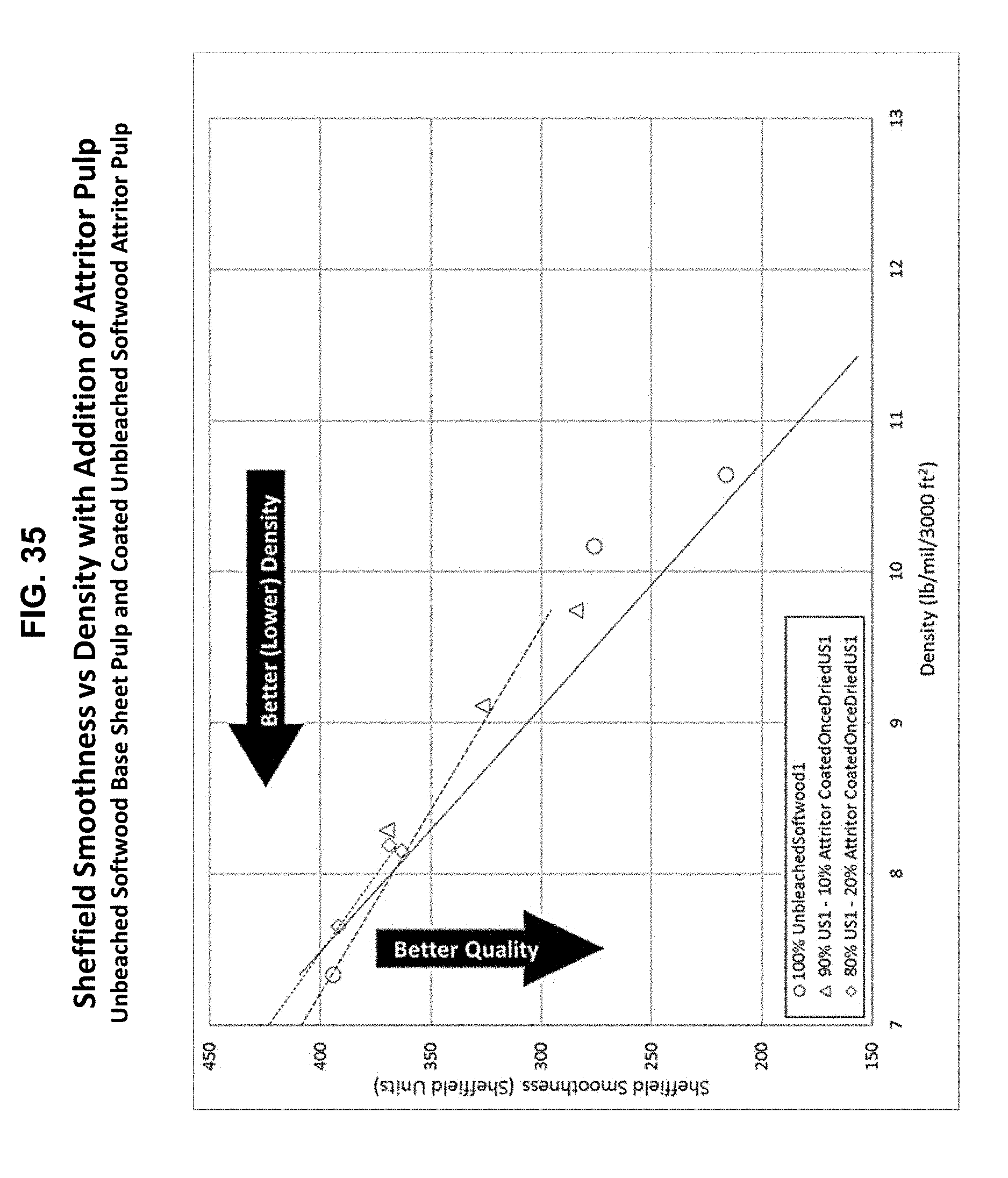
[0043] FIG. 35 is a graph comparing Sheffield Smoothness vs density for unbleached softwood pulp with and without addition of dry-attrited coated unbleached softwood pulp; and
[0044] FIG. 36 is a graph comparing Sheffield Smoothness vs density for OCC pulp with and without addition of dry-attrited semi-chemical hardwood pulp.
DETAILED DESCRIPTION OF EMBODIMENTS
[0045] FIG. 1 is a simplified drawing of an attritor 110 for dry processing of cellulose pulp. This is one of several methods for dry processing, and others exist including vibratory ball mills and conventional ball mills. The attritor includes a shell or housing 120 with an internal volume in which the processing takes place. If continuous mode processing is used, cellulose fibers (not shown) are fed into attritor 110 by way of inlet conduit 160 and removed from the attritor by outlet conduit 170. A screen or other classification device 180 may be used to permit removal of only particles below a desired size. One or more flow control valves 190 may be used. Batch processing is also possible in which case the process is discontinuous. An impeller shaft 130 rotates at high speed within the housing 120. Attached to shaft 130 are rods 140 that spin with the shaft and drive a large number of attritor media 150 such as ceramic or metal balls. The attritor media 150 collide with each other, with arms 140, and with the inner wall of housing 120. The cellulose fibers in the attritor are impacted by the collisions between the media 150, rods 140, and attritor wall. This results in the cellulose fibers being comminuted (made smaller) during their residence time in the attritor.
[0046] Attritor 110 may be provided in any desired volume, with appropriately sized shaft 120 and rods 130, and driven by a suitably powerful motive force such as an electric motor. If desired, provision may be made for cooling the attritor or for introducing other materials besides cellulose fibers, for example gases, additives, catalysts, etc. Multiple attritors may be used in parallel and/or in series.
[0047] Several of the key variables in the operation of an attritor include impeller shaft rotation speeds, potential alteration of the rod geometry in terms of size and angle, ball size during attrition, temperature, and energy input. Many attritors are also equipped with temperature control, but for attrition of cellulose here the work done by the attritor raised the temperature the system without any attempt to thermostat the system. The attritor 110 used in this work was made by Union Process of Akron, Ohio.
[0048] Other methods and equipment for dry processing of cellulose particles may be used successfully with the present invention.
[0049] As a non-limiting example of their usefulness, dry-attrited cellulose particles produced by attritor 110 of FIG. 1 may be included in the pulp feed to a paper machine such as the device shown in FIG. 2. A forming wire 210 in the form of an endless belt passes over a breast roll 215 that rotates proximate to a headbox 220. The headbox provides a fiber slurry (that may include attrited cellulose particles) in water with a fairly low consistency (for example, about 0.5% solids) that passes onto the moving forming wire 210. During a first distance 230 water drains from the slurry and through the forming wire 210, forming a web 250 of wet fibers. The slurry during distance 230 may yet have a wet appearance as there is free water on its surface. At some point as drainage continues the free water may disappear from the surface, and over distance 232, water may continue to drain although the surface appears free from water. Instead of, or in addition to, introducing the dry-attrited cellulose particles in the slurry fed to the headbox, the dry-attrited cellulose particles could be added at a secondary headbox, size press, coater, and other locations on the paper machine.
[0050] Eventually the web is carried by a transfer felt or press felt through one or more pressing devices such as press rolls 240 that help to further dewatering the web, usually with the application of pressure, vacuum, and sometimes heat. After pressing, the still relatively wet web 250 is dried, for example using dryer or drying sections 260, 262 to produce a dry web ("raw stock") 270 which may then be run through a size press 280 that applies a surface sizing to produce a sized "base stock" 295 which may then be run through additional dryer sections 298 to produced dry base stock 299 that continues on for further processing (not shown).
[0051] Use on paper machines of cellulose particles wet-processed to the micro and nano-size range has been reported to cause poorer drainage, higher board density, and material handling problems. This invention focuses on the use of dry-processed cellulose. The general process of dry processing (in particular, attrition) and the initial stages of the paper machine having been outlined at a high level in the preceding description and with FIGS. 1-2, we now turn to more specific details of the present invention.
[0052] The efficiency of attritors is indicated in work that was originally published by Union Process which is shown on the graph in FIG. 3. As seen in the graph, at a given specific energy input (kilowatt-hours per ton of material processed) an attritor can produce smaller particle sizes (310) than conventional ball mills (320) or vibratory ball mills (330).
[0053] Attritors may be run in batch, semi-batch, or continuous modes depending upon the applications. For this work, cellulose particles were prepared in a semi-continuous mode. The attritor media 150 were 3/8'' diameter ceramic balls. Pulp flakes of 3/4''.times.3/4'' size were added to the attritor and processed for a given period of time, usually 15 minutes. The resulting cellulose powder was sieved through a bottom opening in the attritor. The cellulose powder was weighed and a corresponding make-up amount of pulp flakes were replenished into the attritor.
[0054] Work was conducted essentially at 100% (nominal) solids, that is, with the pulp dry. Due to the energy imparted to the pulp during the attrition process, the attritor would generally heat to above 240 F, so it was anticipated that except for very tenaciously bound water, all the residual moisture would be driven off.
[0055] FIG. 4 shows a graph of the correlation between energy input in the attritor and the particle size reduction of a commercial once-dried hardwood market pulp. No dispersants were added during measurement of the particle size distribution, so agglomeration tendencies might be greater than is sometimes seen in protocols where dispersants are added prior to measurement. Particle sizes were measured by a Microtrac particle size analyzer.
[0056] A relatively good correlation was found over the particle size range shown. There is an obvious trend that higher energy inputs result in smaller particle sizes. Despite the results in FIG. 4 showing some deviation from the trend line in these semi-continuous experiments, it is likely that one may be able to tailor the energy inputs to a desired particle size and then use that particle for building a paperboard product suitable for various paper machine dynamics and product requirements.
[0057] FIG. 5 shows particle size distributions for standard hardwood (510) and semi-continuous attritor hardwood (520) at an energy input of approximately 70 hpdt (horsepower-days per ton). All samples were diluted to an approximate 1% solution then tested in a Microtrac particle size analyzer. Each sample was first sonicated for 1 minute prior to introduction into the measurement cell, and no dispersant was used.
[0058] There was a significant reduction in the amounts of long fiber. Correspondingly the particle size distribution which is bimodal for the control pulp 510 is unimodal for the attritor pulp 520. The presence of a large peak around 100.mu. might possibly be explained by association factors during measurement solution. At any rate, there is a significant reduction in the particle size of the hardwood upon attrition as demonstrated in the graph. Substantially all of the attritor pulp falls between 10 and 1000 microns. About 95% of the attritor pulp is between (approximately) 13 and 990 microns, about 90% is between 18 and 750 microns, and about 80% between 24 and 600 microns.
[0059] The remaining description focuses on pine fiber (softwood) size reduction and the use of attritor-based pine in handsheet samples. For softwood, a typical particle size distribution reduction curve is shown in FIG. 6 for standard softwood (610) and semi-continuous attritor softwood (620) at an energy input of about 100 hpdt. The results here show a large reduction in high end particle sizes and a shift towards the lower end (ca. 100.mu.) range. Correspondingly the particle size distribution which is bimodal for the control pulp 610 is unimodal for the attritor pulp 620. Substantially all of the attritor pulp falls between 10 and 1000 microns. About 95% of the attritor pulp is between (approximately) 20 and 500 microns, about 90% is between 25 and 350 microns, and about 80% between 35 and 300 microns.
[0060] The use of catalysts appears to have a positive impact on size reduction of pine fiber as shown below in Table 1. For samples 1-3 without catalyst, increasing the energy reduced the particle size distribution as measured by the Microtrac in terms of Mean Diameter. For sample 4, catalyst "A" was used (citric acid) and for sample 5, catalyst "B" was used (sodium hypophosphite). For samples 6 and 7, a combination of these two catalysts was used to explore whether a further reduction in particle size could be achieved. A comparison of sample 3 (no catalyst) with samples 4, 5, and 6 (catalyst) shows that use of catalysts is quite effective in terms of particle size reduction at essentially equivalent energy inputs.
TABLE-US-00001 TABLE 1 Particle Size Analysis of Softwood Samples with and without catalyst Energy Particle Size Sample Catalyst (HPDT) (Mean Diameter in .mu.) 1 0 0 443 2 0 57 375 3 0 85 268 4 A 78 84 5 B 79 114 6 A + B 82 69 7 A + B 120+ `Aerosol`
[0061] It was possible to make exceptionally finely divided softwood based attritor pulp as seen with samples 6 and 7. Sample 7 was similar to sample 6, except additional energy was applied by increasing the processing time. With sample 7 the material became small enough to be electrically charged and form an aerosol (dry dust). If the cellulose is attrited to such a degree, care should be taken in case it might form an explosive dust in which case proper equipment grounding and suitable dust collection devices should be used.
[0062] An attempt was made to further develop the attritor-based fibers using refining, but to process the material in a refiner would require it being hydrated and this was not achieved as the particles had no propensity to hydrate. It is speculated that being once-dried fibers, and in conjunction with attritor processing, perhaps the fibers have fully hornified. The attritor pulp was therefore simply used in the as-is state as an additive to an amount of long fiber fraction softwood pulp.
[0063] Table 2 shows results where dry-attrited pulp was added to four base softwood pulps made with varying degrees of refining (refining levels 0-3), as reflected in their Canadian Standard Freeness (CSF) values. The base pulps had CSF values ranging from 743 to 570 achieved by reducing the gap between the refiner plates. The added dry-attrited pulp was pine that was treated in the dry attritor at approximately 85 horsepower-days per ton without any catalyst.
[0064] Each row in Table 2 shows the sample name, the CSF of the base softwood pulp, and the density, modulus, and Sheffield Smoothness of handsheets. Each group of three data points includes a row with no added attritor pulp, a row with 10% added attritor pulp, and a row with 20% added attritor pulp. In each group, as attritor pulp percent increased, the density and modulus decreased, while the Sheffield Smoothness increased. The handsheets were not coated and therefore might correspond approximately to an uncoated, partially pressed stage on a paper machine.
TABLE-US-00002 TABLE 2 Data for Softwood Pulp and Handsheets Density Modulus Condition CSF (#/mil/3000 ft.sup.2) (GPa) Sheffield refining level (RL) 743 8.51 3.03 370 0 +10% Attritor Pulp 754 7.98 2.42 388 20% Attritor Pulp 749 7.54 2.24 396 refining level (RL) 671 9.56 4.67 315 1 RL 1 + 10% AP 677 8.62 4.16 379 RL 1 + 20% AP 698 7.87 3.37 395 refining level (RL) 624 9.94 5.29 280 2 RL 2 + 10% AP 648 7.61 4.23 386 RL 2 + 20% AP 652 8.01 3.44 399 refining level 570 10.29 5.75 271 (RL)3 RL 3 + 10% AP 590 8.58 4.97 365 RL 3 + 20% AP 620 8.21 4.14 390
[0065] FIG. 7 shows the graph of modulus vs. density for the handsheets of Table 2. Each curve represents a series of four data points from Table 2, with the lowest point on each line corresponding to refining level RL=0, and the highest point corresponding with refining level RL=3. The curve (710) to the right is for no addition of dry-attrited pulp. The middle curve (720) is for 10% addition of dry-attrited pulp, and the left curve (730 is for 20% addition of dry-attrited pulp.
[0066] Addition of dry-attrited pulp is seen to cause a decrease in modulus, which is not surprising in the context of the decrease in density. As seen in FIG. 7, additional refining of the base pulp increases the modulus, so that it should be possible to regain some of the lost modulus by such additional refining.
[0067] The data here are for in-plane modulus, however it is expected that out-of-plane modulus should change as well. Therefore, over the range of 0% to 20%, the use of attritor pulps can lower density at a given modulus, provided the modulus decreases do not impact product quality at an attritor pulp level of about 20%. Thus, if a product can withstand a decrease in modulus of about 20%, then addition of 10% dry-attrited pulp could be tolerated. If a modulus of about 4.5 Gpa is satisfactory, 10% addition of dry-attrited pulp with added base pulp refining may be able to achieve lower bulk and perhaps 10% reduction in fiber usage. Thus, it might be possible to substitute shorter fiber attritor-based softwood as a furnish in place of hardwood in certain circumstances. While the testing here was done for lab handsheets only, the fact that the CSF actually goes up for attritor-containing pulps offers the intriguing option of putting small particle size pulps into the sheets without impacting drainage.
[0068] Perhaps not surprisingly, as more dry-attrited pulp is added to the sheet and the density is decreased, the surface features of the handsheets from the board become rougher. In FIG. 8 the Sheffield Smoothness vs density is shown for the same handsheets depicted in FIG. 7. The curve (810) to the lower right is for no addition of dry-attrited pulp. The middle curve (820) is for 10% addition of dry-attrited pulp, and the upper curve (830 is for 20% addition of dry-attrited pulp. These data are for raw sheets with no attempt at coating or calendaring, and therefore are only lab representations of the potential impact of adding dry-attrited pulp to the furnish. Since surface properties are a prime qualifier for many board products, an additional top ply or coating(s) may be required to regain smoothness.
[0069] FIG. 9 shows scanning electron microscope (SEM) micrographs of handsheet cross-sections without dry-attrited pulp and with 20% dry-attrited pulp. All SEM's are shown with a 100 micron scale bar. It is clear that the sheets with 20% dry-attrited pulp are noticeably thicker (less dense) than control sheets with only normal pulp. Additional samples were prepared as indicated in Table 3 using additional base sheet pulp and attritor-dried pulp combinations, including bleached softwood and hardwood, unbleached softwood, and OCC base sheet pulps, along with bleached softwood and hardwood, coated bleached hardwood, coated and uncoated unbleached softwood, and semi-chemical hardwood attritor-treated dry pulp. Improvements in modulus and tensile strength were demonstrated with 10% and 20% addition rates of the attritor-treated pulps, as noted. Significant size reduction of the attritor-treated pulp was seen, as measured by mean particle size, with the mean particle size of the fibers following communition in the attritor being not more than 50% that of the fibers when first introduced to the attritor device The attritor-treated pulp much less hydrophilic than
TABLE-US-00003 TABLE 3 Base Sheet and Attritor Dried Pulp Type Combinations Attritor Dried Pulp Type Once-dried Once-dried Coated Once-dried Coated Semi- Bleached Bleached Bleached Unbleached Unbleached Chemical Softwood Hardwood Hardwood Softwood Softwood Hardwood Mean particle size (.mu.m) Before 189 145-148 145 385 511 152 attrition After 91 58-77 56 88 71 62 attrition Base Sheet Pulp Type Bleached softwood, once-dried FIG. 10 market pulp FIG. 16 FIG. 22 FIG. 26 FIG. 32 Bleached hardwood, never dried FIG. 11 FIG. 12 FIG. 13 FIG. 17 FIG. 18 FIG. 19 FIG. 23 FIG. 24 FIG. 25 FIG. 27 FIG. 28 FIG. 29 FIG. 33 Unbleached softwood, never dried FIG. 34 FIG. 14 FIG. 20 FIG. 30 FIG. 35 OCC FIG. 15 FIG. 21 FIG. 31 FIG. 36
normal pulp, and did not negatively impact pulp drainage properties, as indicated by measurement of Canadian Standard Freeness.
[0070] The impact of the addition of attritor-treated dried pulp on Young's Modulus measured using non-destructive testing for the Table 3 samples is shown in FIGS. 10-15. The tests were conducted with protocols similar to those outlined in ASTM E494.
[0071] The impact of the addition of attritor-treated dried pulp on Young's Modulus measured using destructive testing for the Table 3 samples is shown in FIGS. 16-21. The tests were conducted according to protocols outlined in TAPPI T494.
[0072] The impact of the addition of attritor-treated dried pulp on Tensile Index measured using non-destructive testing for the Table 3 samples is shown in FIGS. 22-25. The tests were conducted with protocols similar to those outlined in ASTM E494.
[0073] The impact of the addition of attritor-treated dried pulp on Tensile Index measured using destructive testing for the Table 3 samples is shown in FIGS. 26-31. The tests were conducted according to protocols outlined in TAPPI T494.
[0074] The impact of the addition of attritor-treated dried pulp on Sheffield Smoothness Tensile Index for the Table 3 samples is shown in FIGS. 32-36.
[0075] Other combinations of base sheet pulp types and attritor-treated dried pulp would be expected to show improvements in modulus and tensile strength.
[0076] In summary, dry processing of fiber to produce micro-cellulose gives considerably lower sheet density and modulus. This can be compensated for by refining the base fiber furnish more aggressively to get higher density and higher modulus sheets. Balancing these effects offers an opportunity to potentially use less fiber in paperboard depending upon product needs. The lower density sheets appear to be particularly sensitive to a roughening effect as noticed by a considerable increase in Sheffield Smoothness with no impact of refining the main fibers on the smoothness properties of the sheet. Such lower density sheets however might be utilized as a base ply in a multi-ply product or might be processed (for example with one or more coatings) to achieve desired product smoothness.
[0077] The examples given above involve the use of dry-attrited cellulose particles in a papermaking operation. However, the use of the dry-attrited cellulose particles is not limited to papermaking.
[0078] Once given the above disclosure, many other features, modifications or improvements will become apparent to the skilled artisan. Such features, modifications or improvements are, therefore, considered to be a part of this invention, the scope of which is to be determined by the following claims.
[0079] While preferred embodiments of the invention have been described and illustrated, it should be apparent that many modifications to the embodiments and implementations of the invention can be made without departing from the spirit or scope of the invention. It is to be understood therefore that the invention is not limited to the particular embodiments disclosed (or apparent from the disclosure) herein, but only limited by the claims appended hereto.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
D00012
D00013
D00014

D00015
D00016
D00017

D00018
D00019
D00020
D00021

D00022

D00023

D00024
D00025
D00026

D00027
D00028

D00029

D00030
D00031

D00032

D00033

D00034

D00035
D00036

XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.