Lubricating Oil For Press Working
SASAKI; Ryota ; et al.
U.S. patent application number 16/164230 was filed with the patent office on 2019-04-25 for lubricating oil for press working. This patent application is currently assigned to TOYOTA BOSHOKU KABUSHIKI KAISHA. The applicant listed for this patent is TOYOTA BOSHOKU KABUSHIKI KAISHA. Invention is credited to Kazuyuki HIRATA, Naoki KATO, Ryota SASAKI.
| Application Number | 20190119599 16/164230 |
| Document ID | / |
| Family ID | 65996715 |
| Filed Date | 2019-04-25 |

| United States Patent Application | 20190119599 |
| Kind Code | A1 |
| SASAKI; Ryota ; et al. | April 25, 2019 |
LUBRICATING OIL FOR PRESS WORKING
Abstract
A lubricating oil for press working contains a base oil and a fat or oil-containing additive and a calcium-containing additive added to the base oil. The proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil for press working is 10 to 30%. The proportion of the calcium-containing additive with respect to the whole volume of the lubricating oil for press working is 5 to 15%.
| Inventors: | SASAKI; Ryota; (Toyota-shi, JP) ; HIRATA; Kazuyuki; (Toyota-shi, JP) ; KATO; Naoki; (Kariya-shi, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | TOYOTA BOSHOKU KABUSHIKI
KAISHA Aichi-ken JP |
||||||||||
| Family ID: | 65996715 | ||||||||||
| Appl. No.: | 16/164230 | ||||||||||
| Filed: | October 18, 2018 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C10M 2221/00 20130101; C10M 169/041 20130101; C10M 2219/044 20130101; C10M 2207/40 20130101; C10M 2203/003 20130101; C10M 2203/04 20130101; C10M 169/04 20130101; C10M 159/04 20130101; C10M 137/06 20130101; C10N 2040/24 20130101; C10N 2030/02 20130101; C10M 141/08 20130101; C10M 2223/042 20130101; C10M 2219/044 20130101; C10N 2010/04 20130101; C10M 2219/044 20130101; C10N 2010/02 20130101; C10M 2219/044 20130101; C10N 2010/02 20130101; C10M 2219/044 20130101; C10N 2010/04 20130101 |
| International Class: | C10M 169/04 20060101 C10M169/04; C10M 159/04 20060101 C10M159/04; C10M 137/06 20060101 C10M137/06 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Oct 25, 2017 | JP | 2017-206307 |
Claims
1. A lubricating oil for press working, comprising: a base oil; and a fat or oil-containing additive and a calcium-containing additive added to the base oil, wherein a proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil for press working is 10 to 30%, and a proportion of the calcium-containing additive with respect to the whole volume of the lubricating oil for press working is 5 to 15%.
2. The lubricating oil for press working according to claim 1, wherein the calcium-containing additive comprises a calcium petroleum sulfonate.
3. A lubricating oil for press working, comprising: a base oil; and a fat or oil-containing additive and a sodium-containing additive added to the base oil, wherein a proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil for press working is 10 to 30%, and a proportion of the sodium-containing additive with respect to the whole volume of the lubricating oil for press working is 5 to 20%.
4. The lubricating oil for press working according to claim 3, wherein the sodium-containing additive comprises a sodium petroleum sulfonate.
5. The lubricating oil for press working according to claim 1, wherein the fat or oil-containing additive comprises a phosphate ester.
6. The lubricating oil for press working according to claim 3, wherein the fat or oil-containing additive comprises a phosphate ester.
Description
BACKGROUND
[0001] The present invention relates to a lubricating oil for press working.
[0002] When workpieces such as separators for fuel cells are press worked, to properly form the shapes of workpieces and the like by press working, a lubricating oil is applied to metallic materials as raw materials of workpieces such as separators so as to form an oil film to reduce friction during press working on the surface of the metallic materials. As the metallic materials when separators of fuel cells are press worked, hard materials such as titanium are usually used. Further as the lubricating oil, a lubricating oil in which various types of additives are added to a base oil to meet requirements for the lubricating oil is used.
[0003] Then, it has been discovered that the kinematic viscosity (fluidity) of the lubricating oil has an influence on whether the shapes of workpieces are properly formed through press working. In detail, when the kinematic viscosity of a lubricating oil is excessively low (fluidity is excessively high), the strength of an oil film to be formed on the surface of a metallic material during press working is weakened to generate so-called oil film shortage during press working, resultantly causing perforation and the like in the workpieces. On the other hand, when the kinematic viscosity of a lubricating oil is excessively high (fluidity is excessively low), an oil film formed on the surface of a metallic material becomes a hindrance to press working, and surface shapes of workpieces are incapable of being formed into intended shapes. Hence, it is desired that the kinematic viscosity of a lubricating oil be in such a proper range (for example, 50 to 70 mm.sup.2/s) that the kinematic viscosity is not excessively low or excessively high under the normal temperature (for example, 40.degree. C.) condition.
[0004] In Japanese Patent No. 5306724, it is stated that an organic carbonate is added to a base oil of a lubricating oil. The organic carbonate has lowered kinematic viscosity at high temperatures. That is, the organic carbonate has such a property that its kinematic viscosity is low at high temperatures as compared with the kinematic viscosity of the base oil and the like. Hence, by heating a metallic material and a die for press working and maintaining them at a high temperature, the kinematic viscosity of an oil film (lubricating oil) to be formed on the surface of the metallic material during press working can be regulated at a value in the above proper range through the use of the above property of the organic carbonate added to the lubricating oil.
[0005] In this case, however, the metallic material and the die must be heated and maintained at a high temperature as described above, and it is thus undeniable that the energy consumption at this time brings about a rise in the production cost of workpieces.
[0006] Then, even if the kinematic viscosity of a lubricating oil is regulated at a value in a proper range for press working, the value is not always optimum for application of the lubricating oil to a metallic material. That is, from the viewpoint of application of the lubricating oil to the metallic material, uniform application of the lubricating oil cannot be performed due to an excessively high kinematic viscosity.
[0007] Although electrostatic application is conceivably used as a method of efficiently uniformly applying a lubricating oil, an additive for providing the lubricating oil with conductivity must be added to a base oil in order to carry out such electrostatic application. If the amount of the additive added to the base oil is not suitable, however, such risks arise that the lubricating oil cannot be provided with a conductivity necessary for the electrostatic application and that the washability of the lubricating oil is worsened when workpieces are washed after press working.
[0008] It is an objective of the present invention to provide a lubricating oil for press working, the lubricating oil providing a kinematic viscosity suitable for press working without being heated at a high temperature and being capable of achieving efficient uniform electrostatic application without worsening washability.
SUMMARY
[0009] In accordance with one aspect of the present disclosure, a lubricating oil for press working is provided that contains a base oil and a fat or oil-containing additive and a calcium-containing additive added to the base oil. A proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil for press working is 10 to 30%. A proportion of the calcium-containing additive with respect to the whole volume of the lubricating oil for press working is 5 to 15%.
[0010] In accordance with another aspect of the present disclosure, a lubricating oil for press working is provided that contains a base oil and a fat or oil-containing additive and a sodium-containing additive added to the base oil. A proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil for press working is 10 to 30%. A proportion of the sodium-containing additive with respect to the whole volume of the lubricating oil for press working is 5 to 20%.
[0011] Other aspects and advantages of the present disclosure will become apparent from the following description, taken in conjunction with the accompanying drawings, illustrating exemplary embodiments.
BRIEF DESCRIPTION OF THE DRAWINGS
[0012] The disclosure may be understood by reference to the following description together with the accompanying drawings:
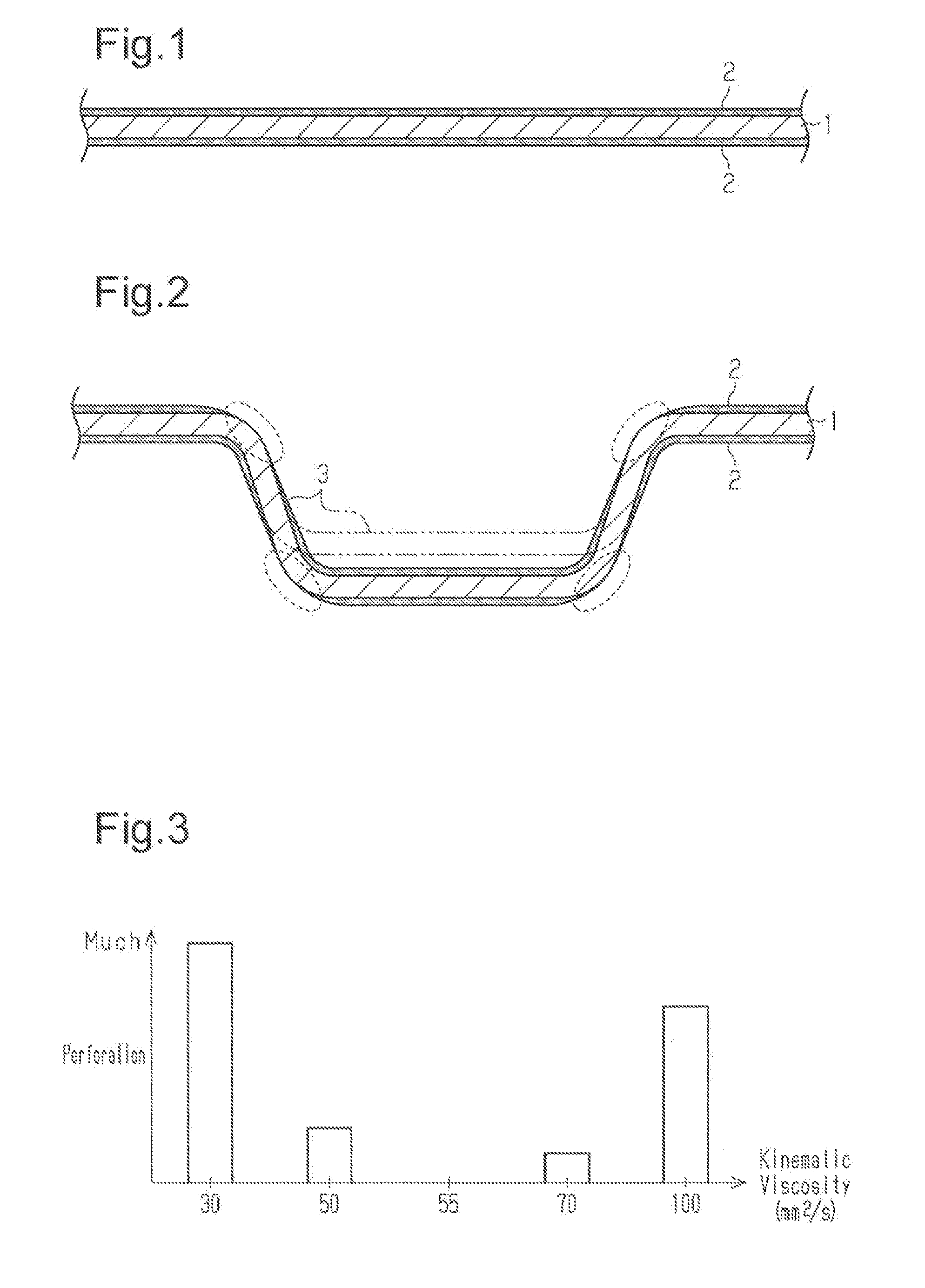
[0013] FIG. 1 is a cross-sectional view illustrating a manner of use of a lubricating oil when a separator of a fuel cell is press worked;
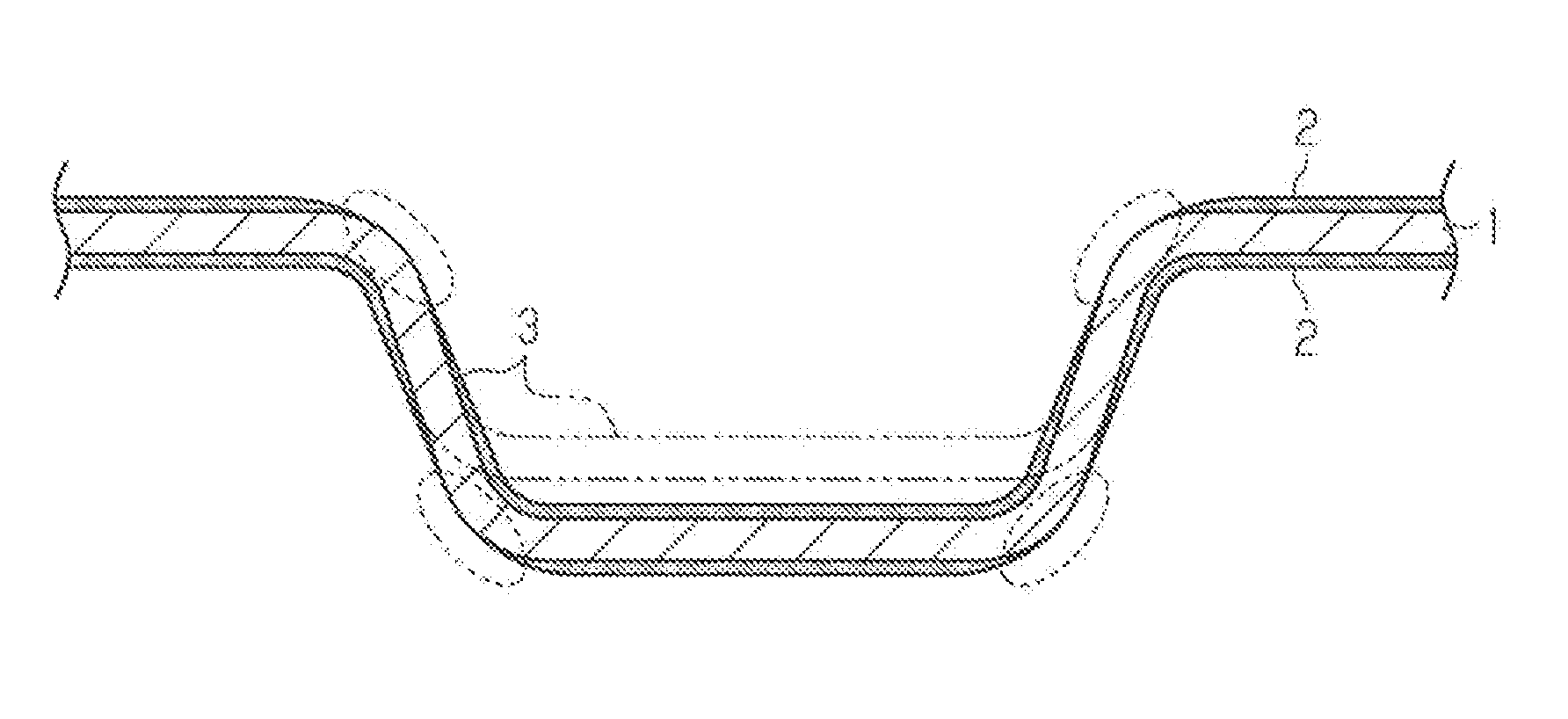
[0014] FIG. 2 is a cross-sectional view illustrating a manner of use of the lubricating oil when a separator of a fuel cell is press worked;
[0015] FIG. 3 is a graph showing the test results of an evaluation test on the kinematic viscosity;
[0016] FIG. 4 is a graph showing the test results of an evaluation test on the added amount of a fat or oil-containing additive;
[0017] FIG. 5 is a graph showing the test results of an evaluation test on the added amount of a calcium-containing additive;
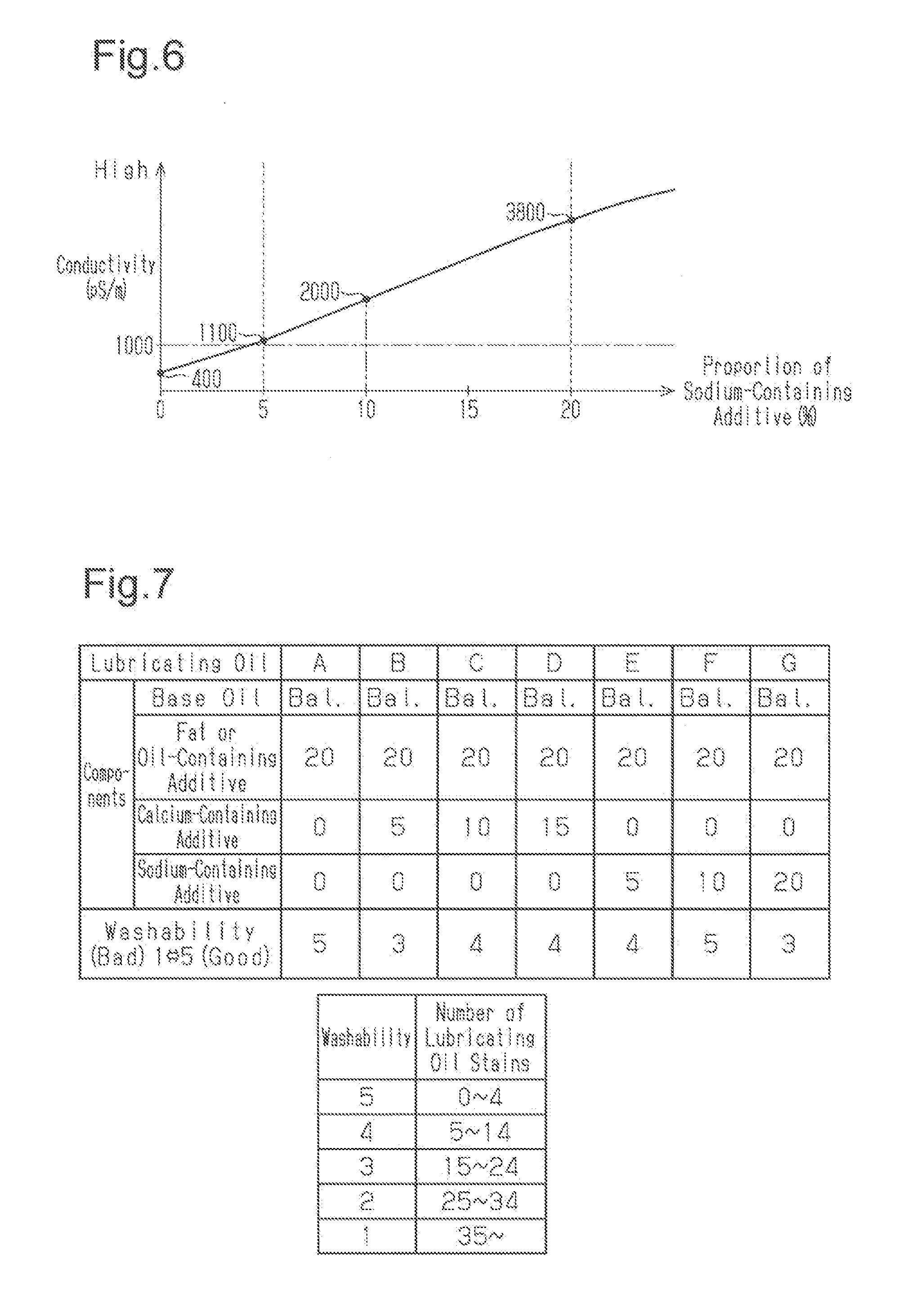
[0018] FIG. 6 is a graph showing test results of an evaluation test on the added amount of a sodium-containing additive; and
[0019] FIG. 7 is a table showing the test results of a washing test.
DETAILED DESCRIPTION
[0020] When a workpiece such as a separator of a fuel cell is press worked, a lubricating oil for press working according to the present invention is applied to the surface of a metallic material as a raw material of the workpiece, and thereby forming an oil film on the surface of the metallic material to reduce friction during press working. A lubricating oil containing a base oil and a fat or oil-containing additive and a calcium-containing additive added to the base oil, or a lubricating oil containing a base oil and a fat or oil-containing additive and a sodium-containing additive added to the base oil is used as such a lubricating oil. A mineral oil functioning as a carrier to support dissolution and dispersion of various types of additives is used as the base oil. Further, a stainless steel, titanium, a titanium alloy or the like is conceivably used as the metallic material.
[0021] Then, the above-mentioned fat or oil-containing additive, calcium-containing additive, and sodium-containing additive each will be described in detail.
[0022] [Regarding Fat or Oil-Containing Additive]
[0023] The fat or oil-containing additive is for reinforcing the oil film strength and thereby improving the load resistance of the lubricating oil. The fat or oil-containing additive preferably contains at least a phosphate ester, and may contain, in addition to the phosphate ester, at least one of castor oil fatty acid ester derivatives, and mineral oils.
[0024] The phosphate ester is for providing a lubricating oil with a wear prevention effect, and for improving workability by formation of an iron phosphate-based compound film. The castor oil fatty acid ester derivatives are oiliness improvers and have a polar group. That is, the castor oil fatty acid ester derivatives are for imparting, to the lubricating oil, adsorbability and penetrability to the metal surface and for forming a firmer lubricating oil film than the mineral oil (base oil). The castor oil fatty acid ester derivatives also have an effect of improving solubility of other additives. As a mineral oil contained in the fat or oil-containing additive, in consideration of improvement in miscibility when the fat or oil-containing additive is added to a base oil, it is preferable to use the same mineral oil as used for the base oil.
[0025] [Regarding Calcium-Containing Additive]
[0026] The calcium-containing additive is for making the conductivity of the lubricating oil to be a value in a proper range (for example, 1,000 to 100,000 pS/m) for electrostatic application. By making the conductivity of the lubricating oil be a value in the proper range for electrostatic application by adding such a calcium-containing additive, the lubricating oil can be efficiently uniformly applied to a metallic material through electrostatic application. The calcium-containing additive preferably contains at least a calcium petroleum sulfonate, and may contain, in addition to the calcium petroleum sulfonate, at least one of calcium hydroxide, calcium carbonate and mineral oils.
[0027] The calcium petroleum sulfonate is for providing the lubricating oil with a cleaning dispersing effect of causing the metal salt to collect undissolved components generated in the lubricating oil and avoiding mutual contacting of the undissolved components. If a highly basic calcium petroleum sulfonate is used, since acidic components produced by deterioration of the lubricating oil are neutralized, adverse influences, such as generation of rusts, by the acidic components can be suppressed. The calcium hydroxide is for providing the lubricating oil with basicity. The calcium carbonate is for improving lubricity of the lubricating oil by becoming a fine solid lubricant. As a mineral oil contained in the calcium-containing additive, in consideration of improvement in miscibility when the calcium-containing additive is added to a base oil, it is preferable to use the same mineral oil as used for the base oil.
[0028] [Regarding Sodium-Containing Additive]
[0029] The sodium-containing additive is also for making the conductivity of the lubricating oil be a value in the proper range for electrostatic application. Also in the case where the conductivity of the lubricating oil is a value in the proper range for electrostatic application by adding the sodium-containing additive in place of the calcium-containing additive, the lubricating oil can be efficiently uniformly applied to a metallic material through electrostatic application. The sodium-containing additive preferably contains at least a sodium petroleum sulfonate, and may contain, in addition to the sodium petroleum sulfonate, at least one of mineral oils and water.
[0030] The sodium petroleum sulfonate is obtained by neutralizing a sulfonic acid with sodium hydroxide, and easily dissolves in water and functions as an emulsifier or a rust preventive for the lubricating oil. As a mineral oil contained in the sodium-containing additive, in consideration of improvement in miscibility when the sodium-containing additive is added to a base oil, it is preferable to use the same mineral oil as used for the base oil.
EXAMPLES
[0031] Examples of the lubricating oils for press working according to the present invention will now be described.
[0032] FIGS. 1 and 2 each show a manner of use of a lubricating oil when a separator of a fuel cell is press worked. As shown in FIG. 1, by applying the lubricating oil to a plate-shaped metallic material 1 as a raw material for forming the separator, oil films 2 are formed on the surfaces of the metallic material 1. Then, as shown in FIG. 2, on the press worked metallic material 1 (separator), a groove 3 is formed, which is used for forming a flow path for a fluid, such as a fuel gas, an oxidizing gas, or a coolant, to be used in a fuel cell to flow therethrough. As described above, the press worked separator is washed after press working. The washing removes the lubricating oil applied in press working, and the like from the separator.
[0033] Then, an evaluation test on the kinematic viscosity and an evaluation test on the amount of a fat or oil-containing additive added to determine the added amount of the fat or oil-containing additive with respect to a base oil in a lubricating oil will be described in detail.
[0034] [Evaluation Test on Kinematic Viscosity]
[0035] The kinematic viscosity (fluidity) on the lubricating oil for forming oil films 2 on the surfaces of a metallic material 1 in press working has an influence on whether the shape of a separator can be properly formed through press working. Hence, aiming at determining a suitable kinematic viscosity of the lubricating oil when the separator was press worked, the following evaluation test on the kinematic viscosity was carried out.
[0036] In the evaluation test on the kinematic viscosity, with use of each one of a plurality of lubricating oils having different kinematic viscosities at normal temperature, individually, a metallic material 1 was press worked. Then, the number of defective products in the separators after the press working was counted for each lubricating oil.
[0037] FIG. 3 shows the test results of the evaluation test on the kinematic viscosity. In this test, as a result of counting the numbers of defective products in a plurality of lubricating oils having kinematic viscosities of 30, 50, 55, 70, and 100 mm.sup.2/s, respectively, it was found that when the kinematic viscosity was 30 mm.sup.2/s or lower, and when the kinematic viscosity was 100 mm.sup.2/s or higher, the number of the defective products increased.
[0038] This is because when the kinematic viscosity of the lubricating oil is as low as 30 mm.sup.2/s or lower (high in fluidity), the strength of the oil film 2 (FIG. 1) formed on the surface of the metallic material 1 decreases and so-called oil film shortage occurs on portions enclosed by the broken lines in FIG. 2 during press working, and perforation and the like occur in the separator. On the other hand, when the kinematic viscosity of the lubricating oil is as high as 100 mm.sup.2/s or higher (low in fluidity), the oil film 2 (FIG. 1) formed on the surface of the metallic material 1 prevents press working and it is impossible to form the surface shape of the separator into an intended shape. In detail, as indicated by the long dashed double-short dashed lines in FIG. 2, the depth of the groove 3 in the press worked separator is insufficient. Consequently, the number of defective products increases also when the kinematic viscosity of the lubricating oil is as high as 100 mm.sup.2/s or higher.
[0039] As is clear from the test results of the evaluation test on the kinematic viscosity, the proper range of the kinematic viscosity at normal temperature of a lubricating oil for press working is 50 to 70 mm.sup.2/s, and the optimum value of the kinematic viscosity is 55 mm.sup.2/s.
[0040] [Evaluation Test on Added Amount of Fat or Oil-Containing Additive]
[0041] With use of each one of a plurality of lubricating oils having different added amounts of the fat or oil-containing additive, that is, having different proportions of the fat or oil-containing additive with respect to the whole volume of the lubricating oil, individually, the metallic material 1 was press worked at normal temperature. Then, the number of defective products in the separators after the press working was counted for each lubricating oil.
[0042] FIG. 4 shows the test results of the evaluation test on the added amount of a fat or oil-containing additive. In this test, a plurality of lubricating oils having proportions of 0, 10, 20, 30, and 50% of a fat or oil-containing additive with respect to the whole volume of the lubricating oil, respectively, were prepared. Then, as a result of counting of the number of defective products for each lubricating oil, it was found that when the proportion of the fat or oil-containing additive was 0% and when the proportion of the fat or oil-containing additive was 50% or higher, the number of defective products increased.
[0043] This is presumably for the following reasons. That is, when the added amount of the fat or oil-containing additive is reduced and the proportion of the fat or oil-containing additive approaches 0%, the strength of the oil film 2 (FIG. 1) formed on the surface of the metallic material 1 decreases and the oil film shortage occurs on portions enclosed by the broken lines in FIG. 2 during press working, and perforation and the like occur in the separator. On the other hand, when the added amount of the fat or oil-containing additive is increased and the proportion of the fat or oil-containing additive approaches 50% or higher, the strength of the oil film 2 (FIG. 1) formed on the surface of the metallic material 1 increases and the oil film 2 prevents press working and it is impossible to form the surface shape of the separator in an intended shape. That is, as indicated by the long dashed double-short dashed lines in FIG. 2, the depth of the groove 3 in the press worked separator is insufficient and the number of defective products increases.
[0044] As is clear from the test results of the evaluation test on the added amount of the fat or oil-containing additive, the proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil for press working is preferably in the range of 10 to 30%, and more preferably 20%.
[0045] As is clear from the test results of the evaluation test on the kinematic viscosity and the evaluation test on the added amount of the fat or oil-containing additive, it is presumed that in the lubricating oil for press working, when the added amount of the fat or oil-containing additive with respect to the base oil is established so that the proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil is 10 to 30%, the kinematic viscosity of the obtained lubricating oil is a value in the proper range for press working. As is clear from the above-mentioned test results of the evaluation test on the kinematic viscosity, the proper range used herein is 50 to 70 mm.sup.2/s in the normal temperature environment.
[0046] Then, a detailed description will be made on an evaluation test on the added amount of the calcium-containing additive to establish the added amount of the calcium-containing additive with respect to the base oil in the lubricating oil, an evaluation test on the added amount of the sodium-containing additive to establish the added amount of the sodium-containing additive with respect to the base oil, and a washing test.
[0047] [Evaluation Test on Added Amount of Calcium-Containing Additive]
[0048] In the evaluation test on the added amount of a calcium-containing additive, a plurality of lubricating oils having different added amounts of the calcium-containing additive, that is, having different proportions of the calcium-containing additive with respect to the whole volume of the lubricating oil were prepared, and the conductivities of the lubricating oils were each measured.
[0049] FIG. 5 shows the test results of the evaluation test on the added amount of the calcium-containing additive. In this test, a plurality of lubricating oils having proportions of, respectively, 0, 5, 10, and 15% as of the calcium-containing additive with respect to the whole volume of the lubricating oil were prepared. Then, as a result of measurement of conductivities of the lubricating oils, it was found that for the respective lubricating oils having proportions of the calcium-containing additive of 5, 10, and 15%, the conductivity became a value in the proper range (1,000 to 100,000 pS/m) for electrostatic application.
[0050] [Evaluation Test on Added Amount of Sodium-Containing Additive]
[0051] In the evaluation test on the added amount of the sodium-containing additive, a plurality of lubricating oils having different added amounts of the sodium-containing additive, that is, having different proportions of the sodium-containing additive with respect to the whole volume of the lubricating oil were prepared, and the conductivities of the lubricating oils were each measured.
[0052] FIG. 6 shows the test results of the evaluation test on the added amount of the sodium-containing additive. In this test, a plurality of lubricating oils having proportions of 0, 5, 10, 15, and 20%, respectively, with respect to the whole volume of the lubricating oil were prepared. Then, as a result of measurement of conductivities of the lubricating oils, it was found that for the respective lubricating oils having proportions of the sodium-containing additive of 5, 10, 15, and 20%, the conductivity became values in the proper range (1,000 to 100,000 pS/m) for electrostatic application.
[0053] [Washing Test]
[0054] In the washing test, a plurality of lubricating oils having different added amounts of the calcium-containing additive (that is, having different proportions of the calcium-containing additive with respect to the whole volume of the lubricating oil), and a plurality of lubricating oils having different added amounts of the sodium-containing additive (that is, having different proportions of the sodium-containing additive with respect to the whole volume of the lubricating oil) were prepared. Then with use of each one of these lubricating oils, individually, the metallic material 1 was press worked; and the separators after the press working were washed for a certain time (for example, for 7 minutes) by an alkali washing machine, and thereafter, dried in a drier. Then, the number of lubricating oil stains on each separator after the drying was counted individually; and the washability of each lubricating oil was evaluated based on the number of the lubricating oil stains.
[0055] FIG. 7 shows the test results of the washing test.
[0056] In this test, the proportion of the fat or oil-containing additive was set to 20% in any of lubricating oils A to G. Then, to the lubricating oil B, the lubricating oil C, and the lubricating oil D, the calcium-containing additive was added, and the proportions of the calcium-containing additive were set to be 5, 10, and 15%, respectively. Further, to the lubricating oil E, the lubricating oil F, and the lubricating oil G, the sodium-containing additive was added, and the proportions of the sodium-containing additive were set to be 5, 10, and 20%, respectively.
[0057] The washability of each of the lubricating oils A to G was evaluated in 5 ranks of [1] to [5] based on the above number of the lubricating oil stains. In this evaluation, in 5 ranks, it is indicated that [1] is the worst washability, and as the value of the rank increases from [2] to [5] through [3] and [4], the washability becomes better. A lubricating oil having the value of [3] or higher among the lubricating oils A to G can be used as a lubricating oil for press working.
[0058] As is clear from the test results, among the lubricating oils B to D, which had the calcium-containing additive added therein, the lubricating oil exhibiting the worst washability was the lubricating oil B. This is conceivably because the emulsification action of the lubricating oil was reduced due to that the proportion of the calcium-containing additive was as low as 5%. On the other hand, when the proportion of the calcium-containing additive was set to be higher than 15%, the proportion of the calcium-containing additive became too high and worsening of the washability was observed.
[0059] Therefore, in the case where the calcium-containing additive is added in order to make the conductivity of the lubricating oil to be a value in the proper range for electrostatic application, in consideration of the washability of the lubricating oil, the proportion of the calcium-containing additive with respect to the whole volume of the lubricating oil is preferably set to be a value in the range of 5 to 15%, and more preferably 10%.
[0060] Further as is clear from the above test results, among the lubricating oils E to G, which had the sodium-containing additive added therein, the lubricating oil exhibiting the best washability was the lubricating oil F, and the lubricating oil G exhibited washability worse than the lubricating oil F, and had a usable washability only in the lowest level. Further, as is clear from the test results of the evaluation test on the added amount of the sodium-containing additive, the proportion of the sodium-containing additive must be set to be at least 5%, like the lubricating oil E, in order to provide a conductivity necessary for electrostatic application.
[0061] Therefore, in the case where the sodium-containing additive is added in order to make the conductivity of the lubricating oil to be a value in the proper range for electrostatic application, in consideration of the washability and the conductivity of the lubricating oil, the proportion of the sodium-containing additive with respect to the whole volume of the lubricating oil is preferably a value in the range of 5 to 20%, and more preferably 10%.
[0062] As is clear from the above, in the lubricating oil for press working, when the fat or oil-containing additive is added to the base oil so that the proportion of the fat or oil-containing additive with respect to the whole volume of the lubricating oil is 10 to 30%, the kinematic viscosity of the lubricating oil is a value in the proper range for press working of 50 to 70 mm.sup.2/s at normal temperature.
[0063] In the lubricating oil for press working, in the case where the calcium-containing additive is added to the base oil, by adding the calcium-containing additive so that the proportion of the calcium-containing additive with respect to the whole volume of the lubricating oil is 5 to 15%, the conductivity of the lubricating oil can be a value in the proper range for electrostatic application of 1,000 to 100,000 pS/m. Hence, the lubricating oil can be efficiently uniformly applied through electrostatic application. Further when the proportion of the calcium-containing additive is set to be 5 to 15% as in the above, the washability when workpieces are washed after press working never worsens.
[0064] Further, in the lubricating oil for press working, instead of adding the calcium-containing additive to the base oil, a sodium-containing additive may also be added. In this case, by adding the sodium-containing additive so that the proportion of the sodium-containing additive with respect to the whole volume of the lubricating oil is 5 to 20%, the conductivity of the lubricating oil can be a value in the proper range for electrostatic application of 1,000 to 100,000 pS/m. Hence, the lubricating oil can be efficiently uniformly applied through electrostatic application. Further when the proportion of the sodium-containing additive is set to be 5 to 20% as in the above, the washability when workpieces are washed after press working never worsens.
[0065] The present examples and embodiments are to be considered as illustrative and not restrictive, and the invention is not to be limited to the details given herein, but may be modified within the scope and equivalence of the appended claims.
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.