Metal-coated Steel Strip
Scott; Robert Ian ; et al.
U.S. patent application number 16/192157 was filed with the patent office on 2019-03-21 for metal-coated steel strip. The applicant listed for this patent is Bluescope Steel Limited. Invention is credited to Robert Ian Scott, Ross McDowall Smith, Joe Williams.
| Application Number | 20190085438 16/192157 |
| Document ID | / |
| Family ID | 40951749 |
| Filed Date | 2019-03-21 |

| United States Patent Application | 20190085438 |
| Kind Code | A1 |
| Scott; Robert Ian ; et al. | March 21, 2019 |
METAL-COATED STEEL STRIP
Abstract
A coating of an Al--Zn--Si--Mg alloy on a steel strip that is applied by a hot dip process and is subsequently heat treated to improve the ductility of the coating.
| Inventors: | Scott; Robert Ian; (Redfern, AU) ; Williams; Joe; (Woonona, AU) ; Smith; Ross McDowall; (Cordeaux Heights, AU) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 40951749 | ||||||||||
| Appl. No.: | 16/192157 | ||||||||||
| Filed: | November 15, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 12811214 | Aug 25, 2010 | |||
| PCT/AU2009/000145 | Feb 6, 2009 | |||
| 16192157 | ||||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C23C 2/12 20130101; C23C 2/40 20130101; C23C 2/28 20130101 |
| International Class: | C23C 2/12 20060101 C23C002/12; C23C 2/40 20060101 C23C002/40; C23C 2/28 20060101 C23C002/28 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Feb 7, 2008 | AU | 2008900574 |
Claims
1. A method of forming a coating of a corrosion-resistant Al--Zn--Si--Mg alloy on a steel strip that comprises: (a) passing the steel strip through a hot dip coating bath that contains Al, Zn, Si, and Mg and optionally other elements and forming an Al--Zn--Si--Mg alloy coating on the strip, wherein the Al--Zn--Si--Mg alloy comprises the following ranges in % by weight of the elements aluminium, zinc, silicon, and magnesium: Aluminium: 40 to 60% Zinc: 40 to 60% Silicon: 0.3 to 3% Magnesium: at least 1.5 and less than 2.5%; (b) cooling the coated strip; and (c) heat treating the coated strip to improve the ductility of the coating, with the heat treating step comprising heating the strip from a lower temperature to a hold temperature of 150-300.degree. C., holding the coated strip at the hold temperature for a period of time up to 45 minutes, and slow cooling the coated strip at a cooling rate of 40.degree. C./hr or less from the hold temperature to a temperature of 100.degree. C. or less.
2. The method defined in claim 1 wherein the hold temperature is less than 275.degree. C.
3. The method defined in claim 1 wherein the Al--Zn--Si--Mg alloy comprises 55% aluminum.
4. The method defined in claim 1 comprising slow cooling the coated strip from the hold temperature to a temperature of 100.degree. C. or less at a cooling rate of 30.degree. C./hr or less.
5. The method defined in claim 1 wherein the silicon concentration is less than 3.0 wt. %.
6. The method defined in claim 1 wherein the aluminium concentration is at least 45 wt. %.
7. The method defined in claim 1 wherein the Al--Zn--Si--Mg alloy does not contain deliberate additions of chromium and/or manganese.
Description
BACKGROUND
[0001] The present invention relates to strip, typically steel strip, which has a corrosion-resistant metal alloy coating.
[0002] The present invention relates particularly to a corrosion-resistant metal alloy coating that contains aluminium-zinc-silicon-magnesium as the main elements in the alloy, and is hereinafter referred to as an "Al--Zn--Si--Mg alloy" on this basis. The alloy coating may contain other elements that are present as deliberate alloying additions or as unavoidable impurities. Hence, the phrase "Al--Zn--Si--Mg alloy" is understood to cover alloys that contain such other elements as deliberate alloying additions or as unavoidable impurities. The metal-coated strip may be sold as an end product itself or may have a paint coating applied to one or both surfaces and be sold as a painted end product.
[0003] The present invention relates particularly but not exclusively to a method of enhancing the ductility of an Al--Zn--Si--Mg coating on steel strip.
[0004] The present invention relates particularly but not exclusively to steel strip that is coated with the above-described Al--Zn--Si--Mg alloy and is optionally coated with a paint and thereafter is cold formed (e.g. by roll forming) into an end-use product, such as building products (e.g. profiled wall and roofing sheets. The ductility of coatings, particularly in areas (e.g. tension bends) that are directly subjected to cold forming, is an important issue for such end-use products (painted and un-painted).
[0005] Typically, the Al--Zn--Si--Mg alloy of the present invention comprises the following ranges in % by weight of the elements aluminium, zinc, silicon, and magnesium:
[0006] Aluminium: 40 to 60%
[0007] Zinc: 40 to 60%
[0008] Silicon: 0.3 to 3%
[0009] Magnesium 0.3 to 10%
[0010] Typically, the corrosion-resistant metal alloy coating of the present invention is formed on steel strip by a hot-dip coating method.
[0011] In the conventional hot-dip metal coating method, steel strip generally passes through one or more heat treatment furnaces and thereafter into and through a bath of molten metal alloy held in a coating pot. The heat treatment furnace that is adjacent a coating pot has an outlet snout that extends downwardly to a location close to an upper surface of the bath.
[0012] The metal alloy is usually maintained molten in the coating pot by the use of heating inductors. The strip usually exits the heat treatment furnaces via an outlet end section in the form of an elongated furnace exit chute or snout that dips into the bath. Within the bath the strip passes around one or more sink rolls and is taken upwardly out of the bath and is coated with the metal alloy as it passes through the bath.
[0013] After leaving the coating bath the metal alloy coated strip passes through a coating thickness control station, such as a gas knife or gas wiping station, at which its coated surfaces are subjected to jets of wiping gas to control the thickness of the coating.
[0014] The metal alloy coated strip then passes through a cooling section and is subjected to forced cooling.
[0015] The cooled metal alloy coated strip may thereafter be optionally conditioned by passing the coated strip successively through a skin pass rolling section (also known as a temper rolling section) and a tension levelling section. The conditioned strip is coiled at a coiling station.
[0016] Depending on the end-use application, the metal-coated strip may be painted, for example with a polymeric paint, on one or both surfaces of the strip.
[0017] One corrosion resistant metal coating composition that is used widely in Australia and elsewhere for building products, particularly profiled wall and roofing sheets, is a 55% Al--Zn coating composition that also comprises Si. The profiled sheets are usually manufactured by cold forming painted, metal alloy coated strip. Typically, the profiled sheets are manufactured by roll-forming the painted strip.
[0018] The addition of Mg to this known composition of 55% Al--Zn--Si coating composition has been proposed in the patent literature for a number of years, see for example U.S. Pat. No. 6,635,359 in the name of Nippon Steel Corporation, but Al--Zn--Si--Mg coatings on steel strip are not commercially available in Australia.
[0019] It has been established that when Mg is included in a 55% Al--Zn coating composition, Mg brings about certain beneficial effects on product performance, such as improved cut-edge protection.
[0020] The above discussion is not to be taken as an admission of the common general knowledge in Australia and elsewhere.
[0021] Invention
[0022] It has also been established by the applicant that the addition of Mg to a 55% Al--Zn coating composition has a significant negative impact on the coating ductility. This is caused by the formation of coarse intermetallic phases in the coating microstructure and a hardening effect of Mg on Al-rich dendrites and Zn-rich interdendritic regions in the coating microstructure.
[0023] Specifically, in relation to the hardening effect, the applicant is aware that following solidification of a 55% Al--Zn-1.5% Si metallic coating, an age hardening reaction occurs wherein excess Zn dissolved in the Al-rich phase in the coating precipitates as a metastable phase. This causes an increase in strength of the Al-rich phase, and consequently increases the effectiveness of any potential crack initiation sites. This age hardening reaction results in a significant increase in coating hardness within 2-4 weeks of coating solidification, and if cold forming (e.g. roll forming) of tight bends in the metal alloy coated steel (including painted metal-coated steel) is not carried out soon after coating solidification, increased bend cracking can result. In some situations this can be a significant problem.
[0024] The applicant has found that this age hardening also occurs in Al--Zn--Si coatings containing Mg.
[0025] The present invention is a coating of an Al--Zn--Si--Mg alloy on a steel strip that is applied by a hot dip process and is subsequently heat treated to improve the ductility of the coating.
[0026] The applicant has found that the resultant coating can be cold formed with a reduced level of cracking on tension bends compared to coatings that are not heat treated. The applicant has also found that the benefit obtained during the heat treatment can be long lasting. Specifically, improved ductility can be retained for a period of 12 months or more.
[0027] Accordingly, the present invention provides an Al--Zn--Si--Mg alloy coated steel strip produced by hot dip coating the steel strip with the alloy and then heat treating the coated strip.
[0028] According to the present invention there is also provided a method of forming a coating of a corrosion-resistant Al--Zn--Si--Mg alloy on a steel strip that comprises:
(a) passing the steel strip through a hot dip coating bath that contains Al, Zn, Si, and Mg and optionally other elements and forming an alloy coating on the strip, and (b) heat treating the coated strip to improve the ductility of the coating.
[0029] Preferably the method comprises heat treating the coated strip at a hold temperature of at least 150.degree. C.
[0030] The term "hold temperature" is understood herein to mean a maximum temperature to which a coated strip is heated to and held at during the course of a heat treatment cycle.
[0031] More preferably the method comprises heat treating the coated strip at a hold temperature of at least 200.degree. C.
[0032] Typically, the method comprises heat treating the coated strip at a hold temperature of at least 225.degree. C.
[0033] Preferably the method comprises heat treating the coated strip at a hold temperature of less than 300.degree. C.
[0034] More preferably the method comprises heat treating the coated strip at a hold temperature of less than 275.degree. C.
[0035] Preferably the method comprises holding the coated strip at the hold temperature for up to 45 minutes.
[0036] More preferably the method comprises holding the coated strip at the hold temperature for up to 30 minutes.
[0037] Preferably the method comprises slow cooling the heat treated coated strip from the hold temperature to a temperature of 100.degree. C. or less.
[0038] The applicant has found that the cooling rate of heat treated coated strip affects the durability of the softening effect, i.e. the improved ductility, obtained by the heat treatment and that it is preferable that the cooling rate be a "slow" cooling rate.
[0039] More preferably the method comprises slow cooling the heat treated coated strip from the hold temperature to a temperature of 80.degree. C. or less.
[0040] Preferably the cooling rate is 40.degree. C./hr or less.
[0041] More preferably the cooling rate is 30.degree. C./hr or less.
[0042] The heat treatment step of the method may be carried out on a batch or a continuous basis.
[0043] Typically, the Al--Zn--Si--Mg alloy of the present invention comprises the following ranges in % by weight of the elements aluminium, zinc, silicon, and magnesium:
[0044] Aluminium: 40 to 60%
[0045] Zinc: 40 to 60%
[0046] Silicon: 0.3 to 3%
[0047] Magnesium 0.3 to 10%
[0048] Preferably the magnesium concentration is less than 8 wt. %.
[0049] Preferably the magnesium concentration is less than 3 wt. %.
[0050] Preferably the magnesium concentration is at least 0.5 wt. %.
[0051] Preferably the magnesium concentration is between 1 wt. % and 3 wt. %.
[0052] More preferably the magnesium concentration is between 1.5 wt. % and 2.5 wt. %.
[0053] Preferably the silicon concentration is less than 3.0 wt. %.
[0054] Preferably the silicon concentration is less than 1.6 wt. %.
[0055] Preferably the silicon concentration is less than 1.2 wt. %.
[0056] Preferably the silicon concentration is less than 0.6 wt. %.
[0057] Preferably the aluminium concentration is at least 45 wt. %.
[0058] Typically, the aluminium concentration is at least 50 wt. %.
[0059] The Al--Zn--Si--Mg alloy does not contain deliberate additions, i.e. additions above concentration levels that would be regarded as impurity levels, of chromium and/or manganese.
[0060] The Al--Zn--Si--Mg alloy may contain other elements as impurities or as deliberate additions.
[0061] Preferably the coating on the strip is no more than 30 microns.
[0062] According to the present invention there is also provided a metal coated steel strip formed by the above method.
[0063] Preferably the metal coated steel strip is cold formed into an end-use product, such as building products (e.g. profiled wall and roofing sheets).
[0064] According to the present invention there is also provided a method of forming a painted, metal coated steel strip that comprises:
[0065] (a) passing the steel strip through a hot dip coating bath that contains Al, Zn, Si, and Mg and optionally other elements and forming an alloy coating on the strip,
[0066] (b) heat treating the coated strip to improve the ductility of the coating;
[0067] (c) slow cooling the heat treated coated strip from the hold temperature to a temperature of 100.degree. C. or less; and
[0068] (d) forming a coating of a paint on the cooled heat treated coated strip.
[0069] Preferably the Al--Zn--Si--Mg alloy and the heat treatment step are as described above.
[0070] According to the present invention there is also provided a painted, metal coated steel strip formed by the above method.
[0071] Preferably the metal coated steel strip is cold formed into an end-use product, such as building products (e.g. profiled wall and roofing sheets).
[0072] Experimental Work
[0073] The present invention is based on experimental work carried out by the applicant.
[0074] Specifically, the experimental work was carried out to determine the following:
[0075] (a) if any improvement in the ductility of a 55% Al--Zn-1.5% Si-2% Mg coating could be achieved by an annealing heat treatment,
[0076] (b) the optimum holding temperature, and
[0077] (c) the ageing behaviour of heat treated coatings, including heat treated coatings that have undergone a subsequent paint bake cycle (PBC) heat treatment simulation.
[0078] The experimental work was carried out on samples of steel strip that were coated with a 55% Al--Zn-1.5% Si-2% Mg alloy with a coating density of 150 g/m.sup.2 (i.e. 75 g/m.sup.2 of each surface of the strip samples) and then heat treated by heating the samples to a range of different hold temperatures and holding the samples at the temperatures for a pre-determined period of 30 minutes and then cooling the heat treated samples to ambient temperature.
[0079] The experimental work also included a paint bake cycle (PBC) heat treatment simulation for some of the samples. The PBC treatment comprised heating samples to a peak metal temperature of 230.degree. C. at .about.7.degree. C./s, followed by water quenching.
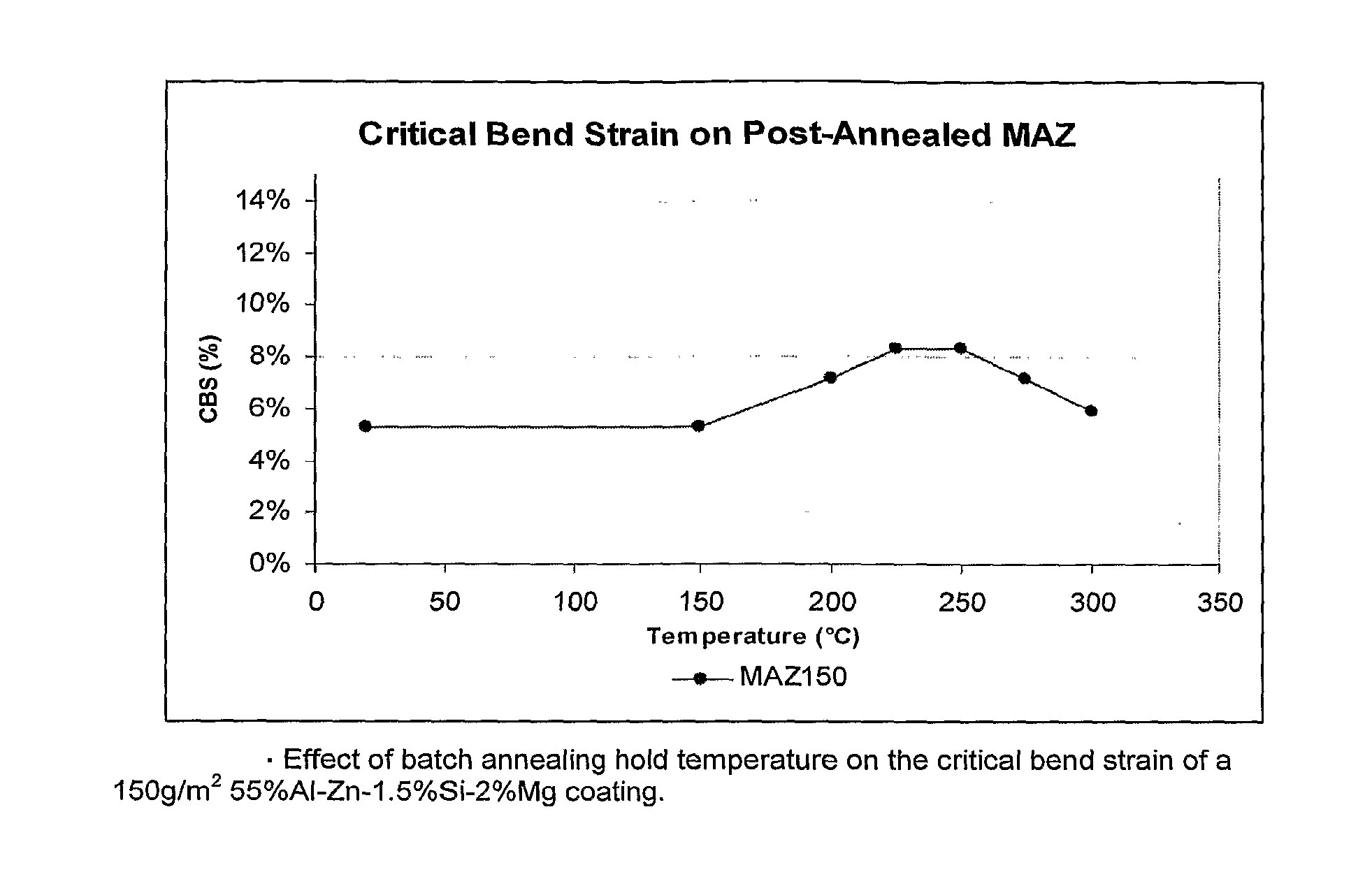
[0080] FIG. 1 shows the critical bend strain (CBS), i.e. the strain in a coating that is required to initiate cracking, for samples having the 55% Al--Zn-1.5% Si-2% Mg (150 g/m.sup.2 coating density) coating held at different temperatures for the above predetermined time of 30 minutes and then cooled to 80.degree. C. at a rate of 0.5.degree. C./min.
[0081] FIG. 1 shows that the CBS increased from 5.3% for the as-received coated sample (i.e. the sample point at ambient temperature) to a maximum of 8.3% for a coated samples that were heat treated at hold temperatures in the range of 225-250.degree. C. This constitutes a 56% increase in coating ductility--a significant improvement. The Figure also shows that the CBS started to increase at a hold temperature of 150.degree. C.
[0082] A semi-quantitative measure of cracking severity was also used to assess the coating ductility of samples.
[0083] Crack Severity Rating (CSR) is an arbitrary tension bend crack rating system commonly used within the 55% Al--Zn coating community as a measure of coating ductility. A 2T bend is produced and viewed under a stereomicroscope at a magnification of 15.times.. The cracking on the bend is then compared with a set of standards, and assigned a number between 0 and 10, with 0 indicating no cracking is visible, and 10 representing severe cracking. Hence, a lower CSR rating is preferable to a higher rating.
[0084] FIG. 2 shows the CSR for samples having heat-treated 55% Al--Zn-1.5% Si-2% Mg (150 g/m.sup.2) coatings as a function of hold temperature. It is evident from the Figure that 225.degree. C. is the optimum hold temperature in this experiment. Also, it is evident from the Figure that the CSR started to improve at a hold temperature of 150.degree. C.
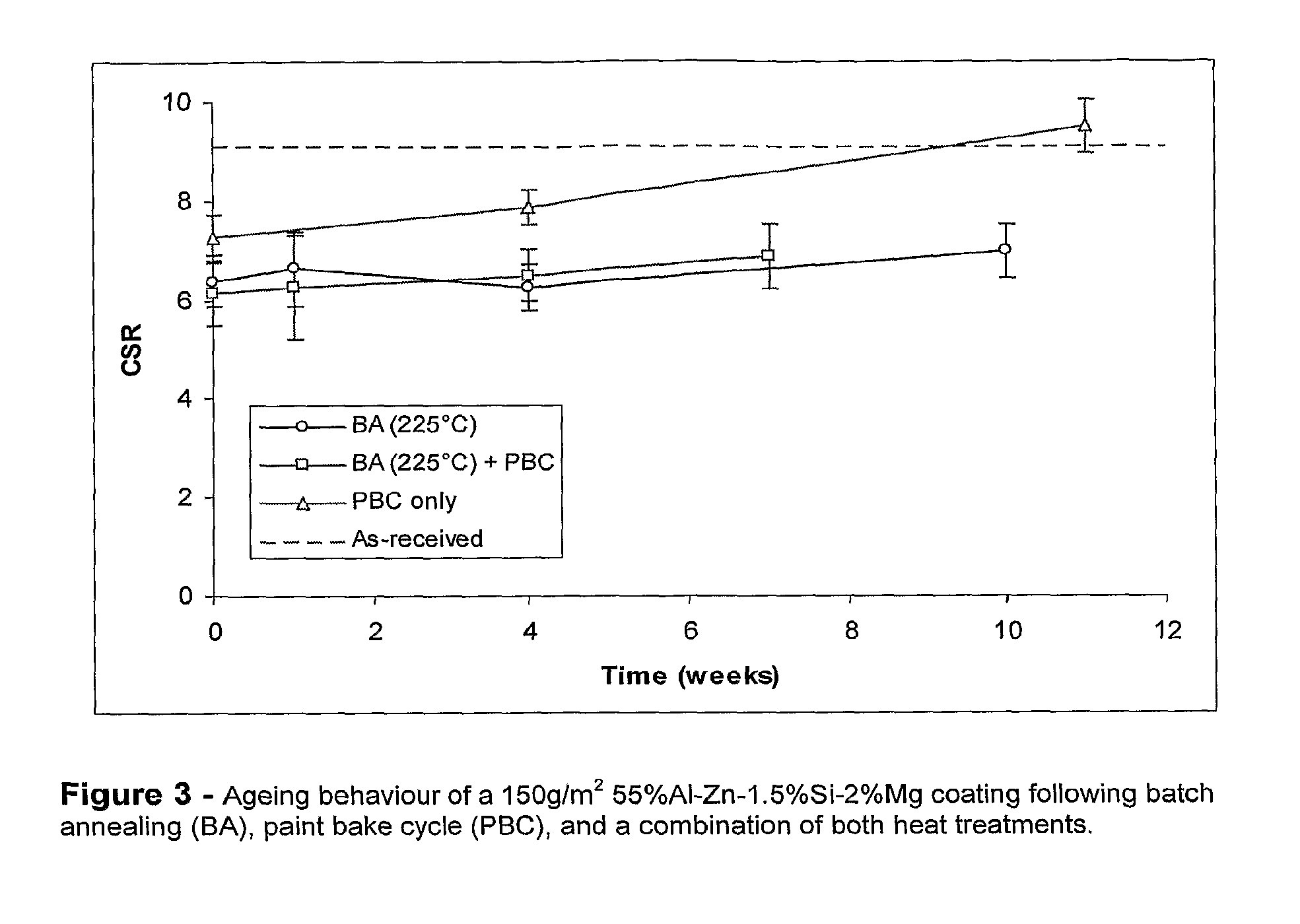
[0085] FIG. 3 shows the ageing behaviour of (a) samples having coatings of 55% Al--Zn-1.5% Si-2% Mg alloy that were heat treated at the above-established optimum hold temperature of 225.degree. C. for the above predetermined time of 30 minutes that were aged for up to three months, (b) samples as described in item (a) that were then subjected to a paint bake cycle treatment, (c) samples having as-received coatings of 55% Al--Zn-1.5% Si-2% Mg alloy, and (d) samples having coatings of 55% Al--Zn-1.5% Si-2% Mg alloy that were subjected to a paint bake cycle treatment only.
[0086] For heat treated coatings, no significant reversion to the as-received ductility was observed in three months, even when the annealed coatings had undergone a subsequent paint bake cycle heat treatment. Extrapolating these results leads to a conclusion that the heat treatment at the hold temperature of 225.degree. C. for the predetermined time period of 30 minutes would be effective for a period greater than 12 months.
[0087] The above-described experimental work shows that heat treatment of coatings of 55% Al--Zn-1.5% Si-2% Mg alloy on strip improved the ductility of the coatings.
[0088] Many modifications may be made to the present invention described above without departing from the spirit and scope of the invention.
[0089] By way of example, whilst the experimental work was carried out on a 55% Al--Zn-1.5% Si-2% Mg coating, the present invention is also applicable to Al--Zn--Si--Mg coatings generally.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.