Metal-coated Steel Strip
Liu; Qiyang ; et al.
U.S. patent application number 16/138574 was filed with the patent office on 2019-03-14 for metal-coated steel strip. The applicant listed for this patent is Bluescope Steel Limited. Invention is credited to Qiyang Liu, Ross Smith, Joe Williams.
| Application Number | 20190078181 16/138574 |
| Document ID | / |
| Family ID | 39135420 |
| Filed Date | 2019-03-14 |

| United States Patent Application | 20190078181 |
| Kind Code | A1 |
| Liu; Qiyang ; et al. | March 14, 2019 |
METAL-COATED STEEL STRIP
Abstract
A steel strip having a coating of an aluminium-zinc-silicon alloy on at least one surface of the strip is disclosed. The strip is characterised in that the aluminium-zinc-silicon alloy contains less than 1.2 wt. % silicon and also contains magnesium. A method of forming a coating of an aluminium-zinc-silicon alloy on a steel strip is also disclosed. The method includes moving steel strip upwardly through a coating pot containing a bath of an aluminium-zinc-silicon alloy and having an opening in a bottom wall of the pot and forming a coating of the alloy on the strip. The method is characterized by minimizing residence time of steel strip in contact with the aluminium-zinc-silicon alloy bath in the pot.
| Inventors: | Liu; Qiyang; (Mount Keira, AU) ; Williams; Joe; (Woonona, AU) ; Smith; Ross; (Cordeaux Heights, AU) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 39135420 | ||||||||||
| Appl. No.: | 16/138574 | ||||||||||
| Filed: | September 21, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 12439605 | Mar 27, 2009 | |||
| PCT/AU07/01265 | Aug 30, 2007 | |||
| 16138574 | ||||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C23C 2/12 20130101; B32B 15/012 20130101; C23C 2/06 20130101; Y10T 428/12757 20150115; C23C 2/02 20130101; C22C 21/10 20130101; C23C 2/40 20130101 |
| International Class: | C22C 21/10 20060101 C22C021/10; C23C 2/40 20060101 C23C002/40; C23C 2/12 20060101 C23C002/12; C23C 2/06 20060101 C23C002/06; B32B 15/01 20060101 B32B015/01; C23C 2/02 20060101 C23C002/02 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Aug 30, 2006 | AU | 2006904727 |
Claims
1. A steel strip having a coating of an aluminium-zinc-silicon alloy on at least one surface of the strip which is characterised in that the aluminium-zinc-silicon alloy contains less than 1.2 wt. % silicon and also contains greater than 1 wt. % magnesium.
2. The steel strip defined in claim 1 wherein the silicon concentration is 0.2-0.5 wt. %.
3. The steel strip defined in claim 1-wherein the silicon concentration is at least 0.2 wt. % less than 1.2 wt. %.
4. The steel strip defined in claim 1 wherein the silicon concentration is at least 0.2 wt. %.
5. The steel strip defined in claim 1 wherein the coating has small spangles.
6. The steel strip defined in claim 1 wherein the magnesium concentration is less than 8 wt. %.
7. The steel strip defined in claim 1 wherein the magnesium concentration is less than 3 wt. %.
8. The steel strip defined in claim 1 wherein the magnesium concentration is between 1 and 3 wt. %.
9. The steel strip defined in claim 1 wherein the magnesium concentration is between 1.5 and 2.5 wt. %.
10. The steel strip defined in claim 1 wherein the aluminium-zinc-silicon alloy is a titanium diboride-modified alloy.
11. The steel strip defined in claim 1 wherein the aluminium-zinc-silicon alloy contains strontium and/or calcium.
12. The steel strip defined in claim 11 wherein the concentration of (i) strontium or (ii) calcium or (iii) strontium and calcium together is at least 2 ppm.
13. The steel strip defined in claim 11 wherein the concentration of (i) strontium or (ii) calcium or (iii) strontium and calcium together is less than 0.2 wt. %.
14. The steel strip defined in claim 11 wherein the concentration of (i) strontium or (ii) calcium or (iii) strontium and calcium together is less than 100 ppm.
15. The steel strip defined in claim 11 wherein the concentration of (i) strontium or (ii) calcium or (iii) strontium and calcium together is no more than 50 ppm.
16. The steel strip defined in claim 11 wherein the aluminium-zinc-silicon alloy does not contain vanadium and/or chromium as deliberate alloy elements--as opposed to being present in trace amounts for example as unavoidable impurities due to contamination in the molten bath.
17. A method of forming a coating of an aluminium-zinc-silicon alloy on a steel strip includes moving steel strip upwardly through a coating pot containing a bath of an aluminium-zinc-silicon alloy and having an opening in a bottom wall of the pot and forming a coating of the alloy on the strip and is characterized by minimizing residence time of steel strip in contact with the aluminium-zinc-silicon alloy bath in the pot.
18. The method defined in claim 17 wherein the residence time is less than 0.75 seconds.
19. The method defined in claim 18 wherein the residence time is less than 0.5 seconds.
20. The method defined in claim 17 wherein the residence time is at least 0.2 seconds.
21. The method defined in claim 18 wherein the aluminium-zinc-silicon alloy contains less than 1.2 wt. % silicon and optionally is a magnesium containing alloy.
22. The method defined in claim 17 wherein the aluminium-zinc-silicon alloy contains magnesium.
23. The method defined in claim 17 also includes the steps of: successively passing the steel strip through a heat treatment furnace and the bath of molten aluminium-zinc-silicon alloy, and: (a) heat treating the steel strip in the heat treatment furnace; and (b) hot-dip coating the strip in the molten bath and forming the coating of the alloy with small spangles on the steel strip.
24. A steel strip having a coating of an aluminum-zinc-silicon alloy on at least one surface of the strip which is characterized in that the aluminum-zinc-silicon alloy contains less than 1.2 wt. % silicon and also contains greater than 1 wt. % and less than 2.5 wt. % magnesium.
Description
SUMMARY
[0001] The present invention relates to steel strip that has a corrosion-resistant metal coating that is formed on the strip by coating the strip in a molten bath of coating metal.
[0002] The present invention relates particularly but not exclusively to metal coated steel strip that can be cold formed (e.g. by roll forming) into an end-use product, such as roofing products.
[0003] The present invention relates more particularly but not exclusively to metal coated steel strip of the type described in the preceding paragraph that has a corrosion-resistant metal coating with small spangles, a coating with an average spangle size of the order of less than 0.5mm.
[0004] The present invention relates more particularly but not exclusively to metal coated steel strip of the type described above that has a corrosion-resistant metal coating with small spangles and includes an aluminium-zinc-silicon alloy that has a relatively low concentration of silicon and also contains magnesium.
BRIEF DESCRIPTION OF THE DRAWINGS
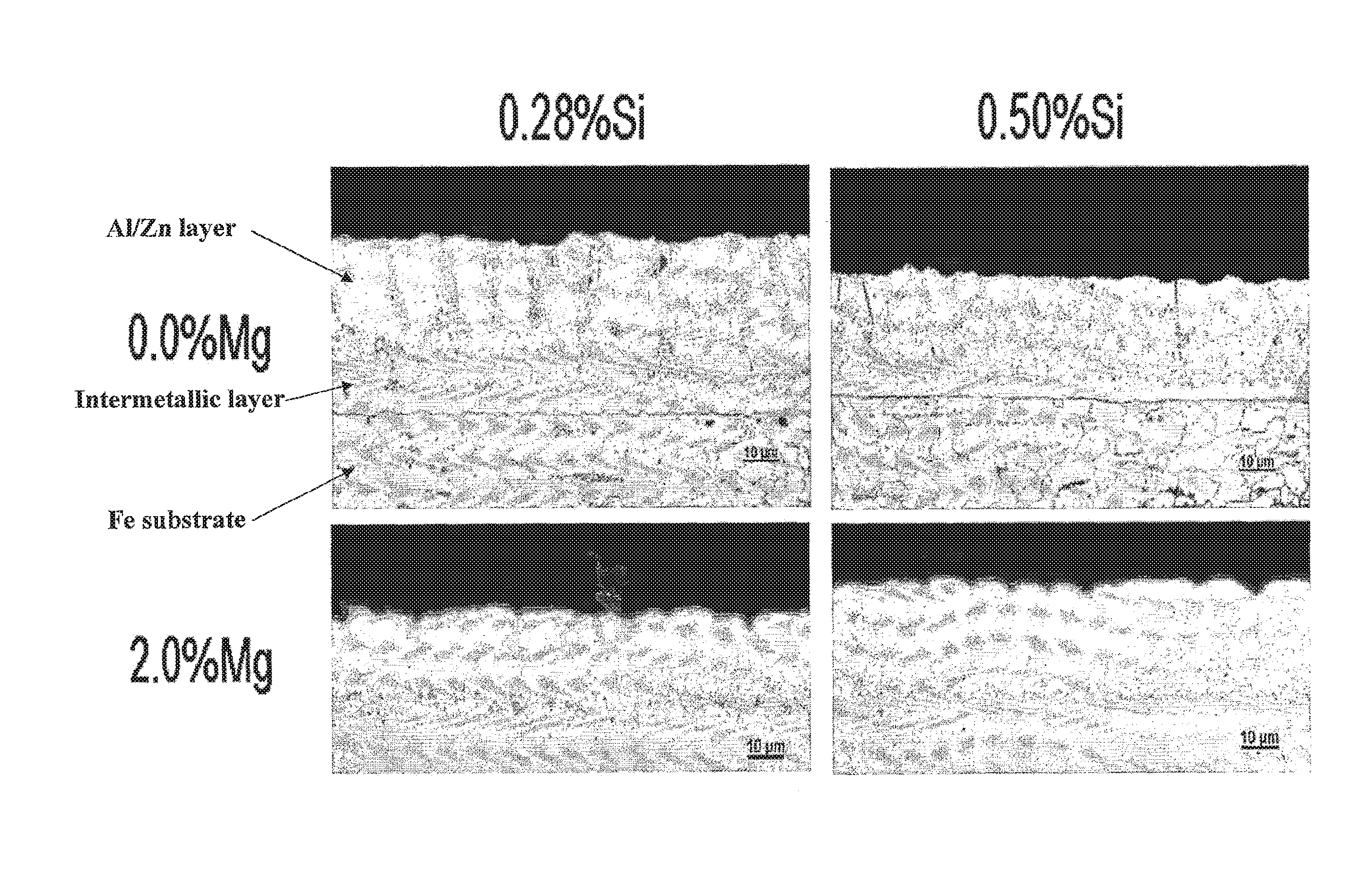
[0005] FIG. 1 shows micrographs of steel substrates coated with aluminum alloys according to methods of the present disclosure
DETAILED DESCRIPTION
[0006] Conventional aluminium-zinc-silicon alloys used to coat steel strip generally comprise the following ranges in % by weight of the elements aluminium, zinc and silicon:
[0007] aluminium: 45.0-60.0;
[0008] zinc: 37.0-46.0; and
[0009] silicon: 1.2-2.3.
[0010] Conventional aluminium-zinc-silicon alloys may also contain other elements, such as, by way of example, any one or more of iron, vanadium, and chromium, often as impurities.
[0011] Conventionally, an aluminium-zinc-silicon alloy coating on steel strip is formed using a hot-dip metal coating method.
[0012] In the conventional hot-dip metal coating method steel strip passes through one or more heat treatment furnaces and thereafter into and through a bath of molten aluminium-zinc-silicon alloy contained in a coating pot. A coating of aluminium-zinc-silicon alloy forms on the steel strip as the strip moves through the bath.
[0013] In a widely used conventional method the strip moves downwardly into the bath and around one or more sink rolls in the bath and thereafter upwardly from the bath.
[0014] It has also been proposed to provide an opening in a bottom wall of a coating pot and to move strip vertically upwardly through the opening into the bath and thereafter from the bath. This method relies on the use of an electromagnetic plugging means that prevents molten aluminium-zinc-silicon alloy flowing downwardly from the pot via the opening.
[0015] The applicant has carried out research and development work to optimize the composition and microstructure of aluminium-zinc-silicon alloys and coatings formed from these alloys on steel strip for given end-use applications and to optimize coating practices for forming such coatings on steel strip.
[0016] The present invention was made in the course of research and development work that focused on the impact of silicon in aluminium-zinc-silicon alloys and on coating practices for forming such metallic coatings on steel strip, with a particular objective of achieving low levels of silicon in the metallic coatings and a secondary objective of forming coatings with small spangles.
[0017] The term "small spangles" is understood herein to mean metal coated strip that has spangles that are less than 0.5 mm, preferably less than 0.2 mm, measured using the average intercept distance method as described in Australian Standard AS1733.
[0018] The applicant found in the course of the work that reducing the silicon concentration below the conventional 1.2 wt % minimum mentioned above had advantages in terms of improving corrosion resistance and forming small spangles and disadvantages in terms of growth of an intermetallic alloy layer of aluminium, zinc and iron between the steel strip and the aluminium-zinc-silicon alloy coating.
[0019] It is known that aluminium-zinc-silicon alloy coatings with relatively high aluminium contents (as in the production of GALVALUME.RTM. coated steel) depend on silicon additions to prevent a strongly exothermic reaction during metallic coating in which the entire coatings become an alloy of aluminium, zinc and iron. Such coatings would be highly brittle and commercially useless.
[0020] It is also known that without silicon additions the exothermic reaction is so spectacular as to heat steel substrates such that it glows bright red, and on occasion the coating may actually show combustion.
[0021] The basis of the present invention is that the applicant has found that growth of the undesirable intermetallic alloy layer can be suppressed by [0022] (a) the addition of magnesium to the aluminium-zinc-silicon alloy composition; and/or [0023] (b) minimizing the residence time of steel strip in contact with a coating bath.
[0024] With regard to point (a), a coated steel strip in accordance with the present invention includes a coating of an aluminium-zinc-silicon alloy on at least one surface of the strip which is characterised in that the aluminium-zinc-silicon alloy contains less than 1.2 wt. % silicon and also contains magnesium.
[0025] Preferably the silicon concentration is 0.2-0.5 wt. % and the concentration of magnesium is 0.5-8 wt. %.
[0026] Preferably the silicon concentration is at least 0.2 wt. % and less than 1.2 wt. % and the concentration of magnesium is 0.5-1 wt. %.
[0027] Preferably the silicon concentration is at least 0.2 wt. %.
[0028] In addition to suppressing growth of an intermetallic alloy layer, the magnesium addition to the aluminium-zinc-silicon alloy improves the corrosion resistance of the coating.
[0029] Preferably the coating has small spangles, as described herein, i.e. spangles that are less than 0.5 mm, preferably less than 0.2 mm, measured using the average intercept distance method as described in Australian Standard AS1733.
[0030] The small spangle size improves the ductility of the coating and compensates for an adverse effect of magnesium on ductility of the coating.
[0031] Preferably the magnesium concentration is less than 8 wt. %.
[0032] Preferably the magnesium concentration is less than 3 wt. %.
[0033] Preferably the magnesium concentration is at least 0.5 wt. %.
[0034] Preferably the magnesium concentration is between 1 wt. % and 3 wt. %.
[0035] More preferably the magnesium concentration is between 1.5 wt. % and 2.5 wt. %.
[0036] Preferably the aluminium-zinc-silicon alloy is a titanium diboride-modified alloy such as described in International application PCT/US00/23164 (WO 01/27343) in the name of Bethlehem Steel Corporation and contains up to 0.5 wt. % boron as titanium diboride. The International application discloses that titanium diboride minimises the spangle size of aluminium-zinc-silicon alloys. The disclosure in the specification of the International application is incorporated herein by cross-reference.
[0037] The aluminium-zinc-silicon alloy may contain other elements.
[0038] Preferably the aluminium-zinc-silicon alloy contains strontium and/or calcium.
[0039] The strontium and/or calcium addition to the aluminium-zinc-silicon alloy substantially reduces the number of surface defects described by the applicant as "rough coating" and "pinhole-uncoated" defects and compensates for the increased number of such surface defects that appear to be caused by magnesium.
[0040] The strontium and the calcium may be added separately or in combination.
[0041] Preferably the concentration of (i) strontium or (ii) calcium or (iii) strontium and calcium together is at least 2 ppm.
[0042] Preferably the concentration of (i) strontium or (ii) calcium or (iii) strontium and calcium together is less than 0.2 wt. %.
[0043] Preferably the concentration of (i) strontium or calcium or (iii) strontium and calcium together is less than 100 ppm.
[0044] More preferably the concentration of (i) strontium or (ii) calcium or (iii) strontium and calcium together is no more than 50 ppm.
[0045] Preferably the aluminium-zinc-silicon alloy does not contain vanadium and/or chromium as deliberate alloy elements--as opposed to being present in trace amounts for example as unavoidable impurities due to contamination in the molten bath.
[0046] With regard to point (b) above, the applicant has found that the above-described coating method of moving steel strip upwardly through a coating pot containing an aluminium-zinc-silicon alloy and having an opening in a bottom wall of the pot is an effective option to minimize residence time of steel strip in contact with the aluminium-zinc-silicon alloy bath in the pot.
[0047] Thus, a method of forming a coating of an aluminium-zinc-silicon alloy on a steel strip in accordance with the present invention includes moving steel strip upwardly through a coating pot containing a bath of an aluminium-zinc-silicon alloy and having an opening in a bottom wall of the pot and forming a coating of the alloy on the strip and is characterized by minimizing residence time of steel strip in contact with the aluminium-zinc-silicon alloy bath in the pot.
[0048] Preferably the residence time is less than 0.75 seconds.
[0049] More preferably the residence time is less than 0.5 seconds.
[0050] Preferably the residence time is at least 0.2 seconds.
[0051] Preferably the aluminium-zinc-silicon alloy is the above-described low silicon containing alloy and optionally is a magnesium containing alloy.
[0052] The method of forming the aluminium-zinc-silicon alloy coating on the steel strip in accordance with the present invention may also include the steps of: successively passing the steel strip through a heat treatment furnace and the bath of molten aluminium-zinc-silicon alloy, and: [0053] (a) heat treating the steel strip in the heat treatment furnace; and [0054] (b) hot-dip coating the strip in the molten bath and forming the coating of the alloy with small spangles on the steel strip.
[0055] Preferably the heat treatment furnace has an elongated furnace exit chute or snout that extends into the bath.
[0056] According to the present invention there is also provided cold formed products made from the above-described metal coated steel strip.
[0057] As is indicated above, the present invention is based on research and development work carried out by the applicant.
[0058] The work included a series of experiments designed to evaluate the impact of silicon and magnesium in aluminium-zinc-silicon alloys on the microstructure, and more particularly spangle size and intermetallic alloy layer growth, of coatings of the alloys on steel strip samples.
[0059] The experiments were carried out using aluminium-zinc-silicon alloys containing, in wt. %:
[0060] (a) 0.5 Si, 0.0 Mg;
[0061] (b) 0.5 Si, 2.0 Mg;
[0062] (c) 0.28 Si, 0.0 Mg; and
[0063] (d) 0.28 Si, 2.0 Mg.
[0064] The above-described alloys were coated onto steel samples and the samples were evaluated.
[0065] The results of the experiments are summarized in Table 1 below and in the micrographs of FIGS. 1.
[0066] The samples were found to have an aluminium-zinc-silicon alloy coating and an intermetallic alloy layer between the coating and the steel substrate.
TABLE-US-00001 TABLE 1 Intermetallic Intermetallic Spangle Spangle Layer Layer Si Size Size Thickness Thickness Content (mm) - 0.0 (mm) - 2.0 (mm) - 0.0 (mm) - 2.0 (wt %) wt % Mg wt. % Mg wt % Mg wt % Mg 0.5 0.3 0.29 5 .mu.m 2-3 .mu.m with 10 .mu.m with outbursts outbursts up to 6 .mu.m 0.28 0.2 0.19 10 .mu.m 2-3 .mu.m with 15 .mu.m with outbursts outbursts up to 8 .mu.m
[0067] The micrographs show the steel substrate, the intermetallic alloy layer on the substrate, and the coating (referred to as "Al/Zn layer" in the micrographs) on the intermetallic layer of each sample.
[0068] It is evident from Table 1 and the micrographs that: [0069] (a) the thickness of the intermetallic alloy layer increased as the Si concentration decreased--compare the samples containing 0.0 wt. % Mg and the two different concentrations of Si; [0070] (b) the samples containing 2.0 wt. % Mg had substantially less intermetallic alloy layer growth than the samples containing 0.0 wt. % Mg; [0071] (c) Si concentration made very little difference to the thickness of the intermetallic alloy layers in the samples containing 2.0 wt. % Mg; and [0072] (d) smaller spangles were formed with samples having the lower Si concentration of 0.28 wt. %.
[0073] Many modifications may be made to the preferred embodiment described above without departing from the spirit and scope of the present invention.
* * * * *
D00000
D00001
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.