Woven Shoe Upper
YIP; Andrew ; et al.
U.S. patent application number 16/126733 was filed with the patent office on 2019-03-14 for woven shoe upper. The applicant listed for this patent is adidas AG. Invention is credited to Thomas HENWOOD, Tom O'HAIRE, Andrew YIP.
| Application Number | 20190075888 16/126733 |
| Document ID | / |
| Family ID | 63517735 |
| Filed Date | 2019-03-14 |





| United States Patent Application | 20190075888 |
| Kind Code | A1 |
| YIP; Andrew ; et al. | March 14, 2019 |
Woven Shoe Upper
Abstract
The present invention concerns a shoe upper comprising a woven portion, wherein the woven portion comprises a plurality of warp yarns; a plurality of weft yarns; at least one stitching yarn, wherein the stitching yarn is integrally woven into the fabric during the weaving process by laterally displacing the stitching yarn substantially along the weft direction and moving the stitching yarn in and out of at least one open reed gap in a reed.
| Inventors: | YIP; Andrew; (Nuremberg, DE) ; O'HAIRE; Tom; (Nuremberg, DE) ; HENWOOD; Thomas; (Nuremberg, DE) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 63517735 | ||||||||||
| Appl. No.: | 16/126733 | ||||||||||
| Filed: | September 10, 2018 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D03D 15/00 20130101; A43D 999/00 20130101; D10B 2401/024 20130101; D10B 2101/12 20130101; A43B 3/0078 20130101; A43B 13/28 20130101; A43B 1/04 20130101; A43B 23/0205 20130101; D10B 2331/10 20130101; D03D 15/06 20130101; D03D 13/004 20130101; D03D 31/00 20130101; D10B 2401/041 20130101; D10B 2331/02 20130101; D03D 1/00 20130101; A43B 23/0255 20130101; D03D 21/00 20130101; D10B 2501/043 20130101; A43B 23/025 20130101; D03D 2700/0174 20130101 |
| International Class: | A43B 23/02 20060101 A43B023/02; A43D 999/00 20060101 A43D999/00; A43B 13/28 20060101 A43B013/28; D03D 1/00 20060101 D03D001/00; D03D 13/00 20060101 D03D013/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Sep 12, 2017 | DE | 10 2017 216 026.8 |
Claims
1. A shoe upper comprising a woven portion, wherein the woven portion comprises: a plurality of warp yarns; a plurality of weft yarns; at least one stitching yarn, wherein the stitching yarn is integrally woven into the fabric during the weaving process by laterally displacing the stitching yarn substantially along the weft direction and moving the stitching yarn in and out of at least one open reed gap in a reed.
2. The shoe upper according to claim 1, wherein the stitching yarn has a tensile modulus greater than the tensile modulus of the warp yarns and/or the weft yarns.
3. The shoe upper according to claim 1, wherein the stitching yarn comprises a meltable component.
4. The shoe upper according to claim 1, wherein the stitching yarn is located in a midfoot region of the shoe.
5. The shoe upper according to claim 1, wherein the stitching yarn is located within 2 cm from at least one lace eyelet.
6. The shoe upper according to claim 1, wherein the stitching yarn is located in a sole region of the shoe upper.
7. The shoe upper according to claim 1, wherein at least one stitching yarn makes an angle of between 30.degree. and 60.degree. with the warp or weft yarns between at least two different interlacing points.
8. The shoe upper according to claim 1, wherein at least one stitching yarn and/or one weft yarn and/or one warp yarn is dissolvable in a solvent.
9. The shoe upper according to claim 8, wherein the solvent is water.
10. The shoe upper according to claim 1, wherein at least one stitching yarn comprises carbon fiber.
11. A method of making a woven portion for a shoe upper, comprising: providing a plurality of warp yarns and a plurality of weft yarns; interweaving the plurality of weft yarns and the plurality of warp yarns; providing at least one stitching yarn, arranged substantially parallel to the warp yarns; and simultaneously interweaving the stitching yarn during the weaving process by laterally displacing the stitching yarn substantially along the weft direction and moving the stitching yarn in and out of at least one open reed gap in a reed.
12. The method according to claim 11, wherein the reed comprises at least two groups of reed gaps, wherein a reed gap of the first group is at least partially covered by an insertion bevel, and wherein a reed gap of the second group is not covered by an insertion bevel.
13. The method according to claim 11, wherein the stitching yarn comprises a meltable component.
14. The method according to claim 11, wherein the stitching yarn is located within 2 cm from at least one lace eyelet.
15. The method according to claim 11, wherein at least one stitching yarn is interwoven at an angle of between 30.degree. and 60.degree. with the warp or weft yarns between at least two different interlacing points.
16. The method according to claim 11, wherein the method further comprises forming a reinforcement region comprising: stitching at least one stitching yarn along a first direction; changing the direction of the stitching yarn to a second direction, which is at an angle of at least 30 degrees to the first direction; changing the direction of the stitching yarn to a third direction which is at an angle of at least 30 degrees to the second direction; and changing the direction of the stitching yarn to a fourth direction which is at an angle of less than 30 degrees to the first direction.
17. The method according to claim 11, further comprising configuring at least one stitching yarn as a lacing yarn, comprising: extending at least one stitching yarn beyond the edge of the woven portion and configuring said stitching yarn to be moveable within the woven portion.
18. The method according to claim 11, wherein providing a plurality of warp and weft yarns, and at least one stitching yarn comprises providing at least one stitching yarn and/or one weft yarn and/or one warp yarn that is dissolvable in a solvent and dissolving the dissolvable warp, weft, and/or stitching yarn in the solvent.
19. The method according to claim 18, wherein the solvent is water.
20. The method according to claim 1, wherein at least one stitching yarn comprises carbon fiber.
Description
TECHNICAL FIELD
[0001] The present invention relates to a shoe upper comprising a woven portion with an integrally woven stitching yarn and methods for production thereof.
PRIOR ART
[0002] Knitting offers a great amount of flexibility for varying the stiffness and elasticity of a shoe upper by varying local yarn content and knit structure. Therefore, a knitted shoe upper allows for a good fit and conformation to a wearer's foot. However, for demanding applications, such as running, playing football, or a number of other sports activities, the knit requires extra reinforcement, for example from tape, a heel counter, or an external cage system, which adds to the complexity and cost of the production process. For this reason, woven materials are an alternative for such applications because they have a lighter weight and higher tensile strength than knits.
[0003] Unfortunately, conventional weaving techniques do not offer the same flexibility for engineering a fabric as knitting. For a woven material produced on a conventional loom, the woven fabric may be engineered primarily by altering warp and weft yarns. The technical limitations resulting from compatibility issues of different materials on a warp beam are more severe than for knitting. A further important limitation is that any engineering based on introducing different warp or weft yarns is done in a strictly linear fashion. Therefore, reinforcement, for example by using stronger yarns, can only be achieved along the warp (0.degree.) or weft (90.degree.) direction and therefore woven materials are often unstable along a "bias direction" substantially along +/-45.degree. to the warp direction.
[0004] Therefore, in conventional weaving, the mechanical properties of the textile are governed by the interaction of the warp and weft yarns and the stability of the fabric is governed by the sum total of frictional contact of warp and weft yarns. This relationship limits the stability of certain open structures as well as the range of achievable differences between traditionally engineered zones since typically most zones on a single textile will have similar densities and common warp yarns.
[0005] It is known that additional yarns can be incorporated in a second process step, for example by embroidery, after the weaving. However, this method requires additional handling and is therefore time-consuming. Furthermore, the accuracy and reproducibility in adding the additional yarn is naturally limited in this method.
[0006] It is also known that conventional weaving techniques, such as, for example, a Jacquard loom, can be used to form intricate patterns on a woven fabric. However, these techniques are technically complex, produce waste yarns at the back of the fabric, and increase the area weight of the fabric significantly.
[0007] Therefore, a problem addressed in the present invention is to provide a light-weight, woven portion for a shoe upper that provides sufficient stability for demanding applications, that can be produced in a simple, accurate, and reproducible way and that can be engineered in a more flexible way than conventional woven fabric. A further problem addressed in the present invention is to increase the stability of woven fabric used for shoe uppers along directions significantly different to the warp and weft direction.
[0008] The US 2014/0173932 discloses a shoe upper that is formed as a substantially planar woven article with varied functional zones and lockout strands integrated therein. The lockout strands may be integrally incorporated with the woven shoe upper to provide functional characteristics that differ from those characteristics provided by the woven upper.
[0009] It is a further object of the present invention to provide a shoe upper utilizing a woven portion with specific engineered zones created by an integrated one-step weaving process.
SUMMARY OF THE INVENTION
[0010] The invention concerns a shoe upper comprising a woven portion, wherein the woven portion comprises: a plurality of warp yarns; a plurality of weft yarns; at least one stitching yarn, wherein the stitching yarn is integrally woven into the fabric during the weaving process by laterally displacing the stitching yarn substantially along the weft direction and moving the stitching yarn in and out of at least one open reed gap in a reed.
[0011] The woven portion may be only a component for the upper, such as a tongue or a vamp, or it may make up substantially the entire upper. This shoe upper can be generally light-weight and durable. The upper can be engineered to have desired performance requirements concerning, for example, stretch, durability, support, haptic, etc. The properties of specific regions can be engineered by locally incorporating at least one stitching yarn during the weaving process without increasing the weight of the upper significantly.
[0012] The displacement of the stitching yarn is in a direction substantially parallel to the weft yarns, which effects that two subsequent interlacing points between the weft yarns and the stitching yarn may occur diagonally from each other. The stitching yarns are separate from the warp yarns and are controlled individually or as a group by needle eyelets. The stitching yarn feeder is able to move laterally between weaving cycles. The action of the feeding needles is "non-orthogonal", meaning that the stitching yarn is able to change direction, i.e. change the angle it makes with the warp and weft direction. The feeding needles are controlled electronically or via a mechanical cam or dobby system. A displacement mechanism provides sufficient lateral displacement to cover at least a half width of a shoe upper, typically up to 10 cm. Since the stitching yarn is added during the weaving, the process has a reduced complexity compared to a two-step process where a stitching yarn is incorporated in a second step either manually or by a machine. In conventional weaving, the reed is closed at the top and the yarns are not free to leave the read through either vertical or horizontal movement. For the present invention, an open reed is required, wherein the reed has openings at the top where the stitching yarn can move out of the reed and re-enter at a different lateral position within the reed.
[0013] It is possible that in some regions of the shoe upper, the stitching yarns run in a linear, warp-wise direction.
[0014] Compared to the two-step process, the stitching yarn can be arranged in a more accurate and reproducible manner. Since a needle is not required for incorporating the stitching yarn, there is also less risk of damage to the warp or weft yarns which could be damaged by a needle in a second step comprising an embroidery process.
[0015] The present invention allows for a full digital design and customization of an upper at the development stage, allowing for mechanical properties, design, size, and fit to be determined at this early creation stage.
[0016] In conventional weaving techniques, incorporating a complex pattern would result in waste yarns at the back of the woven fabric and hence an increased average area weight of the fabric. The reason for this is that with conventional techniques, a localized pattern can only be created by moving a yarn to the top of the weave at those positions where it is supposed to show and hiding said yarn at the back of the weave over the whole length or width of the weave in those positions where it is not supposed to be visible. The present invention prevents waste yarns at the back of the fabric as the stitching yarn allows localized patterns to be incorporated into a textile without the need to hide the yarn at the back of the textile in portions of the fabric where it is not supposed to be visible. As a consequence, the average area weight of the woven fabric may be reduced, thereby improving the performance of the shoe upper. Note that with the present invention, the area weight of the fabric may also be engineered to vary locally (the area weight in regions comprising the stitching yarn may be higher than in regions without the stitching yarn) more specifically than with conventional methods, thus allowing reinforcement regions to be engineered into some portions of the fabric while keeping other portions more lightweight.
[0017] The stitching yarn can have a tensile modulus greater than the tensile modulus of the warp yarns and/or the weft yarns. By using an elastic material for the warp and/or weft yarns and a less elastic material for the stitching yarn, the upper may have a good and comfortable fit but still provides the required level of support in regions where increased support is required due to the presence of the less elastic stitching yarn.
[0018] The stitching yarn may comprise a meltable component. The stitching yarn can be either coated or comprised entirely of low temperature melt, typically with melting temperatures between 40.degree. and 200.degree. C. By melting the meltable component, it is possible to locally fix the structure permanently, for example to prevent unravelling during further processing or when the shoe is worn. In particular, the use of a yarn comprising a meltable component enables the additional stiffness that is introduced by the stitching yarn to be spread over a whole region rather than just along the stitching yarn. The step of melting the meltable component can be conducted in a 2-D form, for example with a stent frame heat setting, or in a 3-D form, or when the upper is arranged on a last. This has the advantage that the shoe upper obtains a shape specific to the mold or lasting geometry.
[0019] It is also possible that melt yarns are incorporated into the woven portion outside of the boundary of a normal 2-D shoe upper. Therefore, when it 2-D upper is lasted to bring it to a 3-D form, these excess melt yarns could be used to close the shoe upper around the last.
[0020] The stitching yarn may be located in a midfoot region of the shoe. Typically, the midfoot region requires an increased level of support, for example for running or playing football. Therefore, a stitching yarn that is located in the midfoot region of the upper, may facilitate the required level of support, without adding much weight to the upper.
[0021] The stitching yarn may be located within 2 cm from at least one lace eyelet. The region around the lace eyelet is subject to increased wear and tear in normal everyday use of a shoe. Therefore, by incorporating the at least one stitching yarn in the area around the lace eyelets it is possible to add support locally in this area as required but without increasing the weight of the upper significantly.
[0022] The stitching yarn may be located around a heel counter. The region around the heel counter requires additional support in normal everyday use of a shoe. Therefore, by incorporating the at least one stitching yarn in the area around the heel counter it is possible to add support locally in this area as required but without increasing the weight of the upper significantly.
[0023] The stitching yarn may be located in a sole region of the shoe upper. When a shoe comprising a midsole and an upper is formed, a sole region of the shoe upper is at the interface between the midsole and the upper. Incorporating the at least one stitching yarn in a sole region of the upper is functional as it increases the stability in this area and reduces the risk of the upper detaching from the midsole or tearing at this point.
[0024] In particular, in combination with the use of a meltable component, the meltable component could be melted, partly or fully, such as to facilitate a strong bond to be formed between the midsole and the upper. For example, the midsole could be a football plate comprising thermoplastic polyurethane and the meltable component in the stitching yarn could comprise thermoplastic polyurethane. Therefore, a particularly strong bond would be formed between the midsole and the upper without the use of any additional adhesive. Connecting the midsole and the upper may comprise activating at least one portion of a first connection surface by providing heat energy without contact, for example by infrared radiation and connecting the midsole with the upper by joining the connection surfaces of the midsole and the upper. This process is sometimes called infrared welding.
[0025] The woven portion may comprise at least a first and a second stitching yarn, wherein the second stitching yarn is incorporated substantially parallel to the first stitching yarn. The first or the second stitching yarn or both the first and the second stitching yarn may have the properties of the "at least one stitching yarn" described herein. Substantially parallel in this context means parallel within +/-10 degrees to allow for manufacturing imperfections. In many cases, it may not be sufficient to include a single stitching yarn. By incorporating a second stitching yarn that is substantially parallel to the first stitching yarn, the effect of incorporating the first stitching yarn is enhanced by the second stitching yarn and thus a greater amount of stiffness can be achieved.
[0026] At least one stitching yarn may make an angle of between 30.degree. and 60.degree. with the warp or weft yarns between at least two different interlacing points. A conventional woven fabric is most stable along the warp (0.degree.) or weft (90.degree.) directions. Woven materials are often unstable along a "bias direction" substantially along +/-45.degree. to the warp direction. If the stitching yarn is added at an angle of between 30.degree. and 60.degree. to the warp direction, the mechanical properties in this angular range reflect the properties of the stitching yarn. Therefore, for example, by using a strong stitching yarn it is possible to add support that reduces strains when mechanical stresses, or forces, are present at an angle of between approximately 30.degree. and 60.degree. to the warp direction. It is also possible to engineer a woven portion that is "locked" by the stitching yarn and has only very little elasticity in a specific direction or region. Furthermore, by arranging the stitching yarn at such angles, it is possible for the stitching yarn to follow the natural contours of a shoe upper to improve the fit and aesthetic aspects of the upper.
[0027] Said two interlacing points may be located in a midfoot region of the upper. As disclosed herein, when the stitching yarn makes an angle of between 30.degree. and 60.degree. with the warp or weft yarns, it is possible to engineer additional support against distortions in this direction. The midfoot region of an upper is frequently subject to the large stresses and forces in a range of directions during physical activity. Therefore, it is often preferable that additional support is provided in the midfoot region of the upper, especially along the frequently weakest directions of the fabric.
[0028] Said two interlacing points may be located within 2 cm from at least one lace eyelet. The region around the lace eyelets is often subject to large stresses and forces in a range of directions during physical activity. Therefore, it is preferable to engineer additional support for the region around the lace eyelets by incorporating the stitching yarn at an angle of between 30.degree. and 60.degree. with the warp yarns or weft yarns.
[0029] The shoe upper may further comprise a reinforcement region comprising: a. at least one stitching yarn along a first direction; b. the stitching yarn then changes to a second direction, which is at an angle of at least 30 degrees to the first direction; c. the stitching yarn then changes to a third direction which is at an angle of at least 30 degrees to the second direction; and d. the stitching yarn then changes to a fourth direction which is at an angle of less than 30 degrees to the first direction. In other words, the reinforcement region comprises at least one stitching yarn that starts off along a first direction and follows a zigzag path before it returns approximately back to the first direction. The advantageous effect is that specific regions where additional strength is required can be reinforced without the need to incorporate a different type of yarn. This type of reinforcement region is not possible in conventional weaving.
[0030] At least one stitching yarn may be a lacing yarn, wherein a lacing yarn extends beyond the edge of the woven portion and is configured to be moveable within the woven portion. The lacing yarn may be a strand and/or a ribbon.
[0031] An advantage of incorporating a stitching yarn that is configured as a lacing yarn, is that the speed of production of the upper may be increased significantly as in conventional shoe manufacturing the step of lacing an upper is still manual and thus time consuming and expensive. Another advantage of incorporating a stitching yarn that is a lacing yarn is that much more elaborate and effective lacing systems can be developed.
[0032] The lacing yarn can be configured to be moveable within the woven portion for example by having a relatively small number of points at which it is interwoven with the warp and weft yarns. The lacing yarn may be chosen from a stronger material such as high-tenacity polyester or nylon to prevent tearing. The lacing yarn can be provided to extend beyond the edge of the woven portion for example by interweaving the lacing yarn in a sheet from which the woven portion is later cut but extending the lacing yarn beyond the edges of the woven portion in the sheet.
[0033] The lacing yarn may change direction in a ripstop region, which has a similar function as a lacing eyelet. A ripstop region can be formed using any method known in the art and may comprise tear-resistant yarn such as high tenacity polyester or nylon. This way, the lacing yarn may be used to adjust the fit of the upper without risking tearing the upper in those regions, where the pulling force on the upper exerted by the lacing yarn would be greatest.
[0034] There may be two or more lacing yarns instead of just one lacing yarn. This way, it is easier to design a lacing system as the two or more lacing yarns may be connected.
[0035] At least one lacing yarn may comprise a meltable component. The meltable component can be activated by heat so that the lacing yarn can be fixedly attached to the warp and weft yarns at a desired end point of the lacing yarn. Alternatively or additionally, two lacing yarns may be fixedly attached to each other by activating the meltable component at a chosen connection point.
[0036] At least one stitching yarn and/or one weft yarn and/or one warp yarn may be dissolvable in a solvent. This way it is possible to create gaps, i.e. areas that provide improved ventilation and flexibility, in the woven portion. It is not feasible to create these gaps in conventional weaving, as the warp and weft yarns will slide across each other to close any gaps. Here, the dissolvable yarn keeps a space clear from non-dissolvable yarns during weaving. After weaving, the dissolvable yarn is dissolved and a gap is created. This process may include fixing the woven portion before dissolving the dissolvable yarns, for example by melting selected melt yarns in order to improve the stability of the gap. The dissolvable yarn may be dissolved prior to lasting of the upper or it may be dissolved after lasting of the upper. Dissolving the dissolvable yarn may be performed prior to sale or after sale of the shoe, i.e. it is also possible that the decision whether or not to dissolve the dissolvable yarns is left up to the customer.
[0037] Dissolving the dissolvable yarn may be done at temperatures of 70.degree.-100.degree. C. to increase the solubility of the dissolvable yarn in the solvent.
[0038] The solvent may be water. Water is non-toxic and safe to use even on a large scale. A water-dissolvable yarn could comprise poly(vinyl alcohol), which has the advantage that it is not toxic and has a high solubility in water.
[0039] However, many combinations of dissolvable yarn and solvent are suitable. It is only important that the dissolvable yarn is soluble in the solvent. The solvent may be an ionic liquid or an organic solvent, depending on the material of the dissolvable yarn. For example, alternatively, the dissolvable yarn may comprise polycaprolactone for which a suitable solvent would be chloroform or dichloromethane, or a mixture of both. Alternatively, the dissolvable yarn could be made from nylon for which a suitable solvent would be acetic acid.
[0040] The warp yarns and/or the weft yarns may contain a volume fraction of at least 0.1% of elastane. Preferably, the warp yarns and/or the weft yarns contain a volume fraction of between 0.1 and 30%, more preferably the warp yarns and/or the weft yarns contain a volume fraction of between 0.5 and 20%. By incorporating a significant volume fraction of elastane, the upper conforms well to a wearer's foot and the upper can be lightweight and comfortable to wear. In particular, the basic fabric formed by the warp and weft yarns has an inherent amount of stretch and elasticity, deforming and recovering from strains of up to 20% in at least one direction. The person skilled in the art will recognize that this value is significantly higher than for conventional woven or knitted fabric, which typically experience irreversible damage at strains of about 4% or higher. However, the basic fabric formed by the warp and weft yarns may also have no inherent elasticity.
[0041] A base fabric, comprising the warp yarns and the weft yarns but excluding the stitching yarn(s), of the woven portion may have a mass of 15-700 grams per square meter, more preferably between 50 and 350 grams per square meter. A lightweight fabric improves the performance and wearing comfort of the upper. The mass per unit area (also known as area weight) of the woven portion comprising the warp yarns and the weft yarns, but excluding the stitching yarn may be measured by cutting out a portion of the fabric that does not comprise a stitching yarn, weighing said portion and normalizing the measured weight (or mass) by the area of the cut-out portion. Of course, an analogous procedure allows measuring the area weight of portions of the fabric that also comprise the stitching yarn.
[0042] At least one stitching yarn may have a tensile modulus of at least 3 GPa. A stitching yarn with a tensile modulus of at least 3 GPa facilitates a preferred level of support in areas where additional support is required during physical activity without being too constricting for a wearer's foot which would deteriorate the wearing comfort.
[0043] At least one stitching yarn may comprise high-tenacity polyester. High-tenacity polyester is a lightweight and durable material with a low elasticity that is particularly suitable for regions of the upper that require additional support.
[0044] At least one stitching yarn may comprise a polyamide material. Polyamide materials are particularly lightweight and particularly durable with a low elasticity that is suitable for regions of the upper that require additional support.
[0045] The stitching yarn may comprise carbon fiber. Carbon fiber materials are particularly lightweight and durable with a low elasticity that is suitable for regions of the upper that require additional support.
[0046] The stitching yarns may provide unique benefits such as cooling or warming, they may be electrically conductive, for example for safety purposes, they may provide the upper with auxetic properties.
[0047] A plurality of stitching yarns may be incorporated at a density of at least 1 stitching yarn end per cm along the weft direction. It is found that, in order to locally engineer the properties of the shoe upper, the density of the stitching yarns does not need to be high. Preferably this density is at least 1 stitching yarn end per cm along the weft direction. More preferably this density is at least 2 stitching yarn ends per cm along the weft direction. At this density, the stiffness of the stretched woven portion is increased significantly at strains of 20% to 30%. The stitching yarns may be integrated in large numbers over a great width or in small numbers over a narrow width.
[0048] The weaving may comprise at least two stitching axes. The stitching axis is given by the physical direction of the displacement means that facilitates the lateral displacement of the stitching yarn. For a single-axis arrangement, the displacement of the stitching yarn is preferably in a direction substantially parallel to the weft yarns. However, a stitching axis may be parallel to the weft or warp direction, or it may not be parallel to either the weft or warp direction. The second stitching axis may be parallel to the first stitching axis, or it may not be parallel to the first stitching axis. Using a second stitching axis allows for more complex stitching patterns to be incorporated into the woven portion which improves the extent to which the woven portions' properties can be engineered.
[0049] The invention further concerns a method of making a woven portion for a shoe upper, comprising: providing a plurality of warp yarns and a plurality of weft yarns; interweaving the plurality of weft yarns and the plurality of warp yarns; providing at least one stitching yarn, arranged substantially parallel to the warp yarns; and simultaneously interweaving the stitching yarn during the weaving process by laterally displacing the stitching yarn substantially along the weft direction and moving the stitching yarn in and out of at least one open reed gap in a reed.
[0050] This shoe upper can be generally light-weight and durable. The upper can be engineered to have desired performance requirements concerning, for example, stretch, durability, support, haptic, etc. The properties of specific regions can be engineered by locally incorporating at least one stitching yarn during the weaving process without increasing the weight of the upper significantly.
[0051] The displacement of the stitching yarn is in a direction substantially parallel to the weft yarns, which effects that two subsequent interlacing points between the weft yarns and the stitching yarn may occur diagonally from each other. The stitching yarns are separate from the warp yarns and are controlled individually or as a group by needles eyelets. The stitching yarn feeder is able to move laterally between weaving cycles. The action of the feeding needles is "non-orthogonal", meaning that the stitching yarn is able to change direction, i.e. change the angle it makes with the warp and weft direction. The feeding needles are controlled electronically or via a mechanical cam or dobby system. A displacement mechanism provides sufficient lateral displacement to cover at least a half width of a shoe upper, typically up to 10 cm. Since the stitching yarn is added during the weaving, the process has a reduced complexity compared to a two-step process where a stitching yarn is incorporated in a second step either manually or by a machine. In conventional weaving, the reed is closed at the top and the yarns are not free to leave the read through either vertical or horizontal movement. For the present invention, an open reed is required, wherein the reed has openings at the top where the stitching yarn can move out of the reed and re-enter at a different lateral position within the reed.
[0052] It is possible that in some regions of the shoe upper, the stitching yarns run in a linear, warp-wise direction.
[0053] Compared to the two-step process, the stitching yarn can be arranged in a more accurate and reproducible manner. Since a needle is not required for incorporating the stitching yarn, there is also less risk of damage to the warp or weft yarns which could be damaged by a needle in a second step comprising an embroidery process.
[0054] The present invention allows for a full digital design and customization of an upper at the development stage, allowing for mechanical properties, design, size, and fit to be determined at this early creation stage.
[0055] In conventional weaving techniques, incorporating a complex pattern would result in waste yarns at the back of the woven fabric and hence an increased average area weight of the fabric. The reason for this is that with conventional techniques, a localized pattern can only be created by moving a yarn to the top of the weave at those positions where it is supposed to show and hiding said yarn at the back of the weave over the whole length or width of the weave in those positions where it is not supposed to be visible. The present method prevents waste yarns at the back of the fabric as the stitching yarn allows localized patterns to be incorporated into a textile without the need to hide the yarn at the back of the textile in portions of the fabric where it is not supposed to be visible. As a consequence, the average area weight of the woven fabric may be reduced, thereby improving the performance of the shoe upper. Note that with the present method, the area weight of the fabric may also be engineered to vary locally (the area weight in regions comprising the stitching yarn may be higher than in regions without the stitching yarn) more specifically than with conventional methods, thus allowing, for example, reinforcement regions to be engineered into some portions of the fabric while keeping other portions more lightweight.
[0056] An additional benefit of the present method is that the stitching yarn can be used to crimp the edge of the woven sheet to prevent fraying. Part of the woven sheet is cut after weaving to form the woven portion, either manually or automatically via conventional cutting or laser cutting. The shoe is then formed via a lasting and finishing process. One of the major hurdles in using woven materials, for example Leno-type woven fabric, for producing shoe uppers is the unravelling of material during handling. This method allows for open woven structures without the need for glues or adhesives, such as melt yarns, to prevent unravelling during handling.
[0057] The reed may comprise at least two groups of reed gaps, wherein a reed gap of the first group is at least partially covered by an insertion bevel, and wherein a reed gap of the second group is not covered by an insertion bevel. One problem of using an open reed is that the stitching yarn may get stuck at the top of the reed gap during insertion into the reed gap. This can be prevented by using an insertion bevel which guides the stitching yarn into the intended reed gap and blocks neighboring reed gaps.
[0058] The stitching yarn may comprise a meltable component. The stitching yarn can be either coated or comprised entirely of low temperature melt, typically with melting temperatures between 40.degree. and 200.degree. C. By melting the meltable component, it is possible to locally fix the structure permanently, for example to prevent unravelling during further processing or when the shoe is worn. In particular, the use of a yarn comprising a meltable component enables the additional stiffness that is introduced by the stitching yarn to be spread over a whole region rather than just along the stitching yarn. The step of melting the meltable component can be conducted in a 2-D form, for example with a stent frame heat setting, or in a 3-D form, or when the upper is arranged on a last. This has the advantage that the shoe upper obtains a shape specific to the mold or lasting geometry.
[0059] It is also possible that melt yarns are incorporated into the woven portion outside of the boundary of a normal 2-D shoe upper. Therefore, when it 2-D upper is lasted to bring it to a 3-D form, these excess melt yarns could be used to close the shoe upper around the last.
[0060] The stitching yarn can have a tensile modulus greater than the tensile modulus of the warp yarns and/or the weft yarns. By using an elastic material for the warp and/or weft yarns and a less elastic material for the stitching yarn, the upper may have a good and comfortable fit but still provides the required level of support in regions where increased support is required due to the presence of the less elastic stitching yarn.
[0061] The stitching yarn may be located in a midfoot region of the shoe. Typically, the midfoot region requires an increased level of support, for example for running or playing football. Therefore, a stitching yarn that is located in the midfoot region of the upper, may facilitate the required level of support, without adding much weight to the upper.
[0062] The stitching yarn may be located within 2 cm from at least one lace eyelet. The region around the lace eyelet is subject to increased wear and tear in normal everyday use of a shoe. Therefore, by incorporating the at least one stitching yarn in the area around the lace eyelets it is possible to add support locally in this area as required but without increasing the weight of the upper significantly.
[0063] The stitching yarn may be located around a heel counter. The region around the heel counter requires additional support in normal everyday use of a shoe. Therefore, by incorporating the at least one stitching yarn in the area around the heel counter it is possible to add support locally in this area as required but without increasing the weight of the upper significantly.
[0064] The stitching yarn may be located in a sole region of the shoe upper. When a shoe comprising a midsole and an upper is formed, a sole region of the shoe upper is at the interface between the midsole and the upper. Incorporating the at least one stitching yarn in a sole region of the upper is functional as it increases the stability in this area and reduces the risk of the upper detaching from the midsole or tearing at this point.
[0065] In particular, in combination with the use of a meltable component, the meltable component could be melted, partly or fully, such as to facilitate a strong bond to be formed between the midsole and the upper. For example, the midsole could be a football plate comprising thermoplastic polyurethane and the meltable component in the stitching yarn could comprise thermoplastic polyurethane. Therefore, a particularly strong bond would be formed between the midsole and the upper without the use of any additional adhesive. Connecting the midsole and the upper may comprise activating at least one portion of a first connection surface by providing heat energy without contact, for example by infrared radiation and connecting the midsole with the upper by joining the connection surfaces of the midsole and the upper. This process is sometimes called infrared welding.
[0066] The method may comprise providing at least a first and a second stitching yarn, wherein the second stitching yarn is interwoven substantially parallel to the first stitching yarn. The first or the second stitching yarn or both the first and the second stitching yarn may have the properties of the "at least one stitching yarn" described herein. Substantially parallel in this context means parallel within +/-10 degrees to allow for manufacturing imperfections. In many cases, it may not be sufficient to include a single stitching yarn. By incorporating a second stitching yarn that is substantially parallel to the first stitching yarn, the effect of incorporating the first stitching yarn is enhanced by the second stitching yarn and thus a greater amount of stiffness can be achieved.
[0067] At least one stitching yarn may make an angle of between 30.degree. and 60.degree. with the warp or weft yarns between at least two different interlacing points. A conventional woven fabric is most stable along the warp (0.degree.) or weft (90.degree.) directions. Woven materials are often unstable along a "bias direction" substantially along +/-45.degree. to the warp direction. If the stitching yarn is added at an angle of between 30.degree. and 60.degree. to the warp direction, the mechanical properties in this angular range reflect the properties of the stitching yarn. Therefore, for example, by using a strong stitching yarn it is possible to add support that reduces strains when mechanical stresses, or forces, are present at an angle of between approximately 30.degree. and 60.degree. to the warp direction. It is also possible to engineer a woven portion that is "locked" by the stitching yarn and has only very little elasticity in a specific direction or region. Furthermore, by arranging the stitching yarn at such angles, it is possible for the stitching yarn to follow the natural contours of a shoe upper to improve the fit and aesthetic aspects of the upper.
[0068] Said two interlacing points may be located in a midfoot region of the upper. As disclosed herein, when the stitching yarn makes an angle of between 30.degree. and 60.degree. with the warp or weft yarns, it is possible to engineer additional support against distortions in this direction. The midfoot region of an upper is frequently subject to the large stresses and forces in a range of directions during physical activity. Therefore, it is often preferable that additional support is provided in the midfoot region of the upper, especially along the frequently weakest directions of the fabric.
[0069] Said two interlacing points may be located within 2 cm from at least one lace eyelet. The region around the lace eyelets is often subject to large stresses and forces in a range of directions during physical activity. Therefore, it is preferable to engineer additional support for the region around the lace eyelets by incorporating the stitching yarn at an angle of between 30.degree. and 60.degree. with the warp yarns or weft yarns.
[0070] The method may further comprise forming a reinforcement region comprising: a. stitching at least one stitching yarn along a first direction; b. changing the direction of the stitching yarn to a second direction, which is at an angle of at least 30 degrees to the first direction; c. changing the direction of the stitching yarn to a third direction which is at an angle of at least 30 degrees to the second direction; and d. changing the direction of the stitching yarn to a fourth direction which is at an angle of less than 30 degrees to the first direction. In other words, the reinforcement region comprises at least one stitching yarn that starts off along a first direction and follows a zigzag path before it returns approximately back to the first direction. The advantageous effect is that specific regions where additional strength is required can be reinforced without the need to incorporate a different type of yarn. This type of reinforcement region is not possible in conventional weaving.
[0071] The method may further comprise configuring at least one stitching yarn as a lacing yarn, comprising: extending at least one stitching yarn beyond the edge of the woven portion and configuring said stitching yarn to be moveable within the woven portion. The lacing yarn may be a strand and/or a ribbon.
[0072] An advantage of incorporating a stitching yarn that is configured as a lacing yarn into the woven portion, is that the speed of production of the upper may be increased significantly as in conventional shoe manufacturing the step of lacing an upper is still manual and thus time consuming and expensive. Another advantage of incorporating a stitching yarn that is a lacing yarn is that much more elaborate and effective lacing systems can be developed.
[0073] The lacing yarn can be configured to be moveable within the woven portion for example by having a relatively small number of points at which it is interwoven with the warp and weft yarns. The lacing yarn may be chosen from a stronger material such as high-tenacity polyester or nylon to prevent tearing. The lacing yarn can be provided to extend beyond the edge of the woven portion for example by interweaving the lacing yarn in a sheet from which the woven portion is later cut but extending the lacing yarn beyond the edges of the woven portion in the sheet.
[0074] The lacing yarn may be interwoven such that it changes direction in a ripstop region, which has a similar function as a lacing eyelet. A ripstop region can be formed using any method known in the art and may comprise tear-resistant yarn such as high tenacity polyester or nylon. This way, the lacing yarn may be used to adjust the fit of the upper without risking tearing the upper in those regions, where the pulling force on the upper exerted by the lacing yarn would be greatest.
[0075] There may be two or more lacing yarns instead of just one lacing yarn. This way, it is easier to design a lacing system as the two or more lacing yarns may be connected.
[0076] At least one lacing yarn may comprise a meltable component and the method may further comprise melting the meltable component so that the lacing yarn can be fixedly attached to the warp and weft yarns at a desired end point of the lacing yarn. Alternatively or additionally, two lacing yarns may be fixedly attached to each other by activating the meltable component at a chosen connection point.
[0077] Providing a plurality of warp and weft yarns, and at least one stitching yarn may comprise providing at least one stitching yarn and/or one weft yarn and/or one warp yarn that is dissolvable in a solvent and dissolving the dissolvable warp, weft, and/or stitching yarn in the solvent. This way it is possible to create gaps, i.e. areas that provide improved ventilation and flexibility, in the woven portion. It is not feasible to create these gaps in conventional weaving, as the warp and weft yarns will slide across each other to close any gaps. Here, the dissolvable yarn keeps a space clear from non-dissolvable yarns during weaving. After weaving, the dissolvable yarn is dissolved and a gap is created. This process may include fixing the woven portion before dissolving the dissolvable yarns, for example by melting selected melt yarns in order to improve the stability of the gap. The dissolvable yarn may be dissolved prior to lasting of the upper or it may be dissolved after lasting of the upper. Dissolving the dissolvable yarn may be performed prior to sale or after sale of the shoe, i.e. it is also possible that the decision whether or not to dissolve the dissolvable yarns is left up to the customer.
[0078] Dissolving the dissolvable yarn may be done at temperatures of 70.degree.-100.degree. C. to increase the solubility of the dissolvable yarn in the solvent.
[0079] The solvent may be water. Water is non-toxic and safe to use even on a large scale. A water-dissolvable yarn could comprise poly(vinyl alcohol), which has the advantage that it is not toxic and has a high solubility in water.
[0080] However, many combinations of dissolvable yarn and solvent are suitable. It is only important that the dissolvable yarn is soluble in the solvent. The solvent may be an ionic liquid or an organic solvent, depending on the material of the dissolvable yarn. For example, alternatively, the dissolvable yarn may comprise polycaprolactone for which a suitable solvent would be chloroform or dichloromethane, or a mixture of both. Alternatively, the dissolvable yarn could be made from nylon for which a suitable solvent would be acetic acid.
[0081] The warp yarns and/or the weft yarns may contain a volume fraction of at least 0.1% of elastane. Preferably, the warp yarns and/or the weft yarns contain a volume fraction of between 0.1 and 30%, more preferably the warp yarns and/or the weft yarns contain a volume fraction of between 0.5 and 20%. By incorporating a significant volume fraction of elastane, the upper conforms well to a wearer's foot and the upper can be lightweight and comfortable to wear. In particular, the basic fabric formed by the warp and weft yarns has an inherent amount of stretch and elasticity, deforming and recovering from strains of up to 20% in at least one direction. The person skilled in the art will recognize that this value is significantly higher than for conventional woven or knitted fabric, which typically experience irreversible damage at strains of about 4% or higher. However, the basic fabric formed by the warp and weft yarns may also have no inherent elasticity.
[0082] A base fabric, comprising the warp yarns and the weft yarns, but excluding the stitching yarn(s), of the woven portion may have a mass of 15-700 grams per square meter, more preferably between 50 and 350 grams per square meter. A lightweight fabric improves the performance and wearing comfort of the upper. The mass per unit area (also known as area weight) of the woven portion comprising the warp yarns and the weft yarns, but excluding the stitching yarn may be measured by cutting out a portion of the fabric that does not comprise a stitching yarn, weighing said portion and normalizing the measured weight (or mass) by the area of the cut-out portion. Of course, an analogous procedure allows measuring the area weight of portions of the fabric that also comprise the stitching yarn.
[0083] At least one stitching yarn may have a tensile modulus of at least 3 GPa. A stitching yarn with a tensile modulus of at least 3 GPa facilitates a preferred level of support in areas where additional support is required during physical activity without being too constricting for a wearer's foot which would deteriorate the wearing comfort.
[0084] At least one stitching yarn may comprise high-tenacity polyester. High-tenacity polyester is a lightweight and durable material with a low elasticity that is particularly suitable for regions of the upper that require additional support.
[0085] At least one stitching yarn may comprise a polyamide material. Polyamide materials are particularly lightweight and particularly durable with a low elasticity that is suitable for regions of the upper that require additional support.
[0086] At least one stitching yarn may comprise carbon fiber. Carbon fiber materials are particularly lightweight and durable with a low elasticity that is suitable for regions of the upper that require additional support.
[0087] The stitching yarns may provide unique benefits such as cooling or warming, they may be electrically conductive, for example for safety purposes, they may provide the upper with auxetic properties.
[0088] A plurality of stitching yarns may be incorporated at a density of at least 1 stitching yarn end per cm along the weft direction. It is found that, in order to locally engineer the properties of the shoe upper, the density of the stitching yarns does not need to be high. Preferably this density is at least 1 stitching yarn end per cm along the weft direction. More preferably this density is at least 2 stitching yarn ends per cm along the weft direction. At this density, the stiffness of the stretched woven portion is increased significantly at strains of 20% to 30%. The stitching yarns may be integrated in large numbers over a great width or in small numbers over a narrow width.
[0089] The weaving may comprise at least two stitching axes. The stitching axis is given by the physical direction of the displacement means that facilitates the lateral displacement of the stitching yarn. For a single-axis arrangement, the displacement of the stitching yarn is preferably in a direction substantially parallel to the weft yarns. However, a stitching axis may be parallel to the weft or warp direction, or it may not be parallel to either the weft or warp direction. The second stitching axis may be parallel to the first stitching axis, or it may not be parallel to the first stitching axis. Using a second stitching axis allows for more complex stitching patterns to be incorporated into the woven portion which improves the extent to which the woven portions' properties can be engineered.
BRIEF DESCRIPTION OF THE FIGURES
[0090] The present invention will be described in more detail with reference to the accompanying figures in the following. These figures show:
[0091] FIG. 1: Schematic of an exemplary weaving apparatus which can be used in the context of the present invention;
[0092] FIG. 2: Schematic of an exemplary weaving machine which can be used in the context of the present invention;
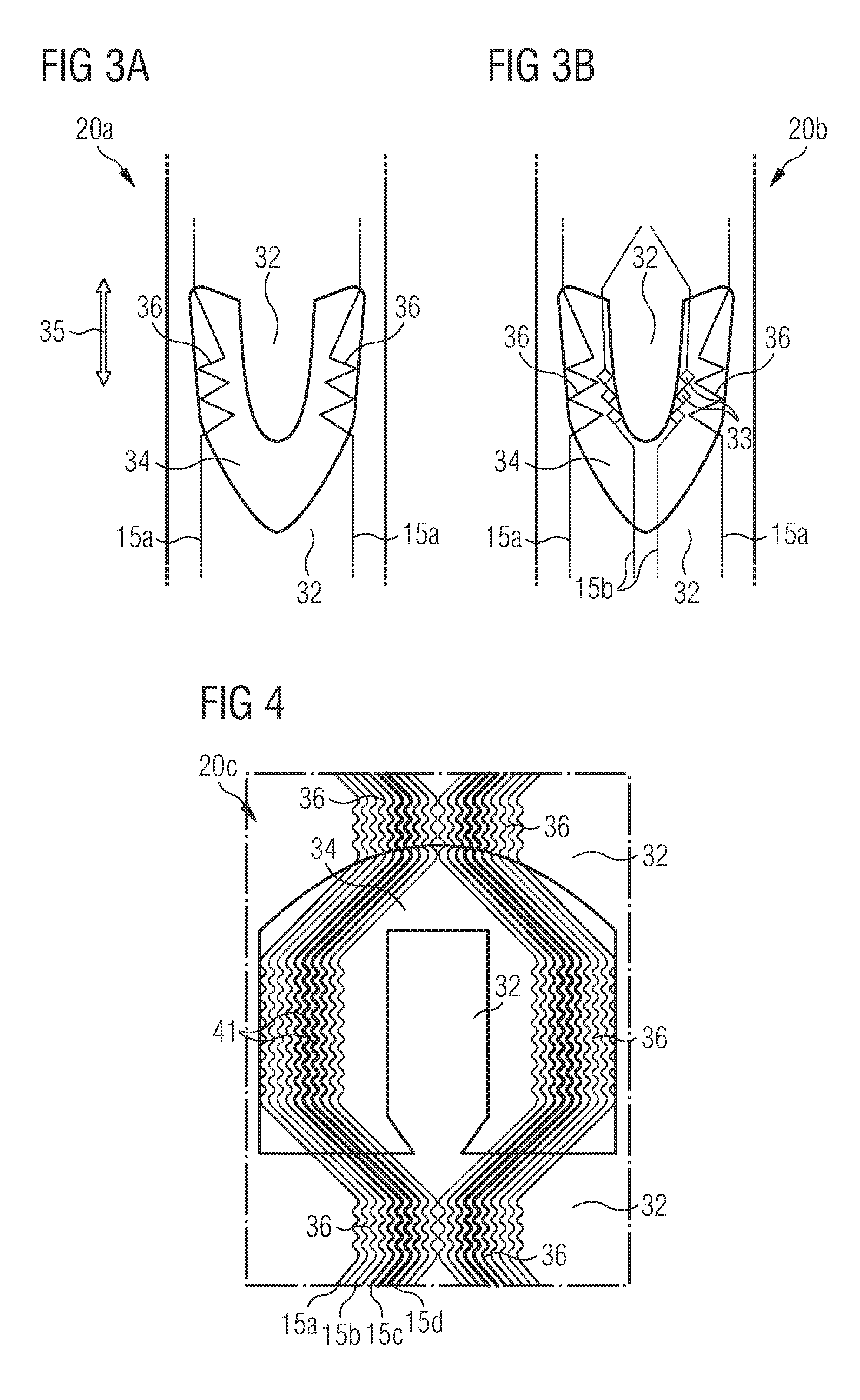
[0093] FIGS. 3A, B: Exemplary reinforced woven portions according to the present invention;
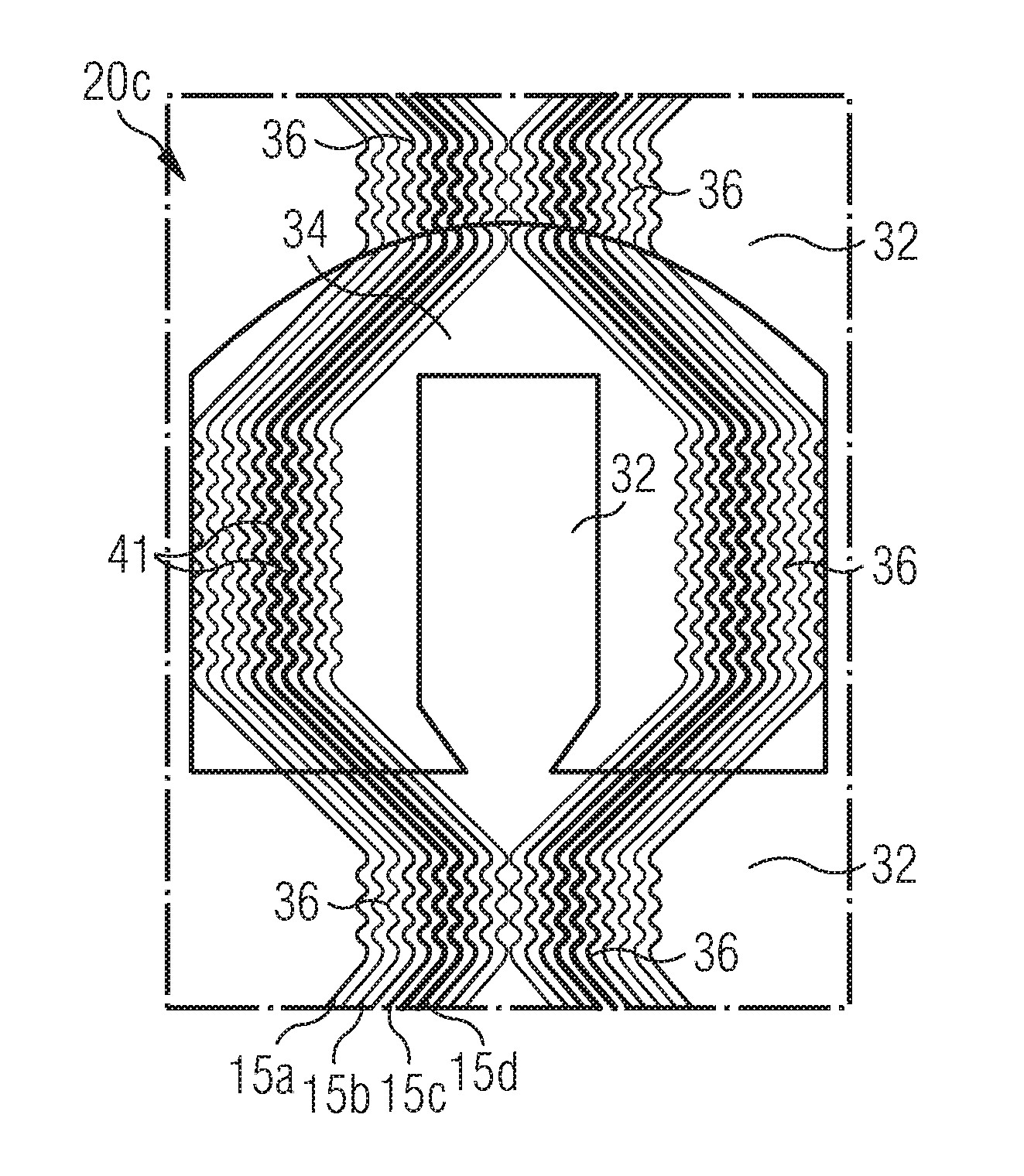
[0094] FIG. 4: Exemplary woven portion with a reinforcement region and a dissolvable yarn according to the present invention;
[0095] FIGS. 5A, B: Exemplary woven sheets comprising a stitching yarn comprising a meltable component for a shoe upper according to the present invention; and
[0096] FIG. 6A-C: Exemplary woven sheets and woven portions comprising a lacing yarn according to the invention.
DETAILED DESCRIPTION OF PREFERRED EMBODIMENTS
[0097] FIG. 1 shows an exemplary embodiment of a weaving apparatus 10 suitable for producing a woven sheet 20 from which a woven portion can be cut for a shoe upper according to a method of the present invention. A first set of warp yarns 11a is raised by a reed 18. An alignment mechanism 13 containing a needle eyelet 14 allows two stitching yarns 15 to be raised or lowered along a substantially vertical direction 16. The needle can enter and leave the open reed gaps 19 in the reed. When a weft (not shown in FIG. 1) is inserted at a weft insertion port the weaving apparatus 10 therefore allows simultaneous weaving of the weft and the warp yarns and stitching of the stitching yarns. It is evident to the person skilled in the art, that there could also only be a single alignment mechanism 13 providing a single stitching yarn 15, or there could be several alignment mechanisms arranged in a group containing several stitching yarns 15. The present invention merely requires that there is at least one stitching yarn 15.
[0098] Since the stitching yarn 15 is added during the weaving, the process has a reduced complexity compared to a two-step process where a stitching yarn is incorporated in a second step either manually or by a machine. In conventional weaving, the reed 18 is closed at the top and the yarns are not free to leave the read through either vertical or horizontal movement. For the present invention, an open reed is required, wherein the reed has openings 19 at the top where the stitching yarn 15 can move out of the reed and re-enter at a different lateral position within the reed.
[0099] It is possible that in some regions of the shoe upper, the stitching yarns 15 run in a linear, warp-wise direction.
[0100] Compared to the two-step process, the stitching yarn 15 can be arranged in a more accurate and reproducible manner. Since a needle is not required for incorporating the stitching yarn, there is also less risk of damage to the warp or weft yarns which could be damaged by a needle in a second step comprising an embroidery process.
[0101] In conventional weaving techniques, incorporating a complex pattern would result in waste yarns at the back of the woven fabric and hence an increased average area weight of the fabric. The reason for this is that with conventional techniques, a localized pattern can only be created by moving a yarn to the top of the weave at those positions where it is supposed to show and hiding said yarn at the back of the weave over the whole length or width of the weave in those positions where it is not supposed to be visible. The present method prevents waste yarns at the back of the fabric as the stitching yarn allows localized patterns to be incorporated into a textile without the need to hide the yarn at the back of the textile in portions of the fabric where it is not supposed to be visible. As a consequence, the average area weight of the woven fabric may be reduced, thereby improving the performance of the shoe upper. Note that with the present method, the area weight of the fabric may also be engineered to vary locally (the area weight in regions comprising the stitching yarn may be higher than in regions without the stitching yarn) more specifically than with conventional methods, thus allowing reinforcement regions to be engineered into some portions of the fabric while keeping other portions more lightweight.
[0102] An additional benefit of the present method is that the stitching yarn can be used to crimp the edge of the woven sheet to prevent fraying. Part of the woven sheet is cut after weaving, either manually or automatically via conventional cutting or laser cutting. The shoe is then formed via a lasting and finishing process. One of the major hurdles in using woven materials, for example Leno-type woven fabric, for producing shoe uppers is the unravelling of material during handling. This method allows for open woven structures without the need for glues or adhesives, such as melt yarns, to prevent unravelling during handling.
[0103] The reed may comprise at least two groups of reed gaps, wherein a reed gap of the first group is at least partially covered by an insertion bevel, and wherein a reed gap of the second group is not covered by an insertion bevel. One problem of using an open reed is that the stitching yarn may get stuck at the top of the reed gap during insertion into the reed gap. This can be prevented by using an insertion bevel which guides the stitching yarn into the intended reed gap and blocks neighboring reed gaps.
[0104] The stitching yarns 15 can have a tensile modulus greater than the tensile modulus of the warp yarns 11a and 11b and/or the weft yarns. By using an elastic material for the warp and/or weft yarns and a less elastic material for the stitching yarn 15, an upper comprising the woven portion has a good and comfortable fit but still provides the required level of support in regions where increased support is required due to the presence of the less elastic stitching yarns 15.
[0105] A displacement mechanism (see FIG. 2) allows for the lateral displacement of the alignment mechanism 13 substantially along the weft direction 17. Therefore, two subsequent interlacing points between the weft yarns and the stitching yarn may occur diagonally from each other. A conventional woven fabric is most stable along the warp (0.degree.) or weft (90.degree.) directions. Woven materials are often unstable along a bias direction substantially along +/-45.degree. to the warp direction. If the stitching yarn is added at an angle of between 30.degree. and 60.degree. to the warp direction, the mechanical properties in this angular range reflect the properties of the stitching yarn. Therefore, for example, by using a strong stitching yarn it is possible to add support that reduces strains when mechanical stresses, or forces, are present at an angle of between approximately 30.degree. and 60.degree. to the warp direction. The weaving apparatus 10 therefore allows a woven portion to be produced that is significantly more stable along a bias direction than a conventional woven fabric. It is also possible to engineer a woven portion that is "locked" by the stitching yarn and has only very little elasticity in a specific direction or region. Furthermore, by arranging the stitching yarn at such angles, it is possible for the stitching yarn to follow the natural contours of a shoe upper to improve the fit and aesthetic aspects of the upper.
[0106] The warp yarns 11a, 11b and/or the weft yarns contain a volume fraction of at least 0.5% of elastane. By incorporating a significant volume fraction of elastane, an upper comprising the woven portion conforms well to a wearer's foot and the upper is lightweight and comfortable to wear. In particular, the basic fabric formed by the warp and weft yarns has an inherent amount of stretch and elasticity, deforming and recovering from strains of up to 20% in at least one direction. The person skilled in the art will recognize that this value is significantly higher than for conventional woven or knitted fabric, which typically experience irreversible damage at strains of about 4% or higher.
[0107] A base fabric, comprising the warp yarns 11a, 11b and the weft yarns, but excluding the stitching yarns 15, of the woven portion has a mass of 15-700 grams per square meter. A lightweight woven portion improves the performance and wearing comfort of the upper.
[0108] The stitching yarns 15 have a tensile modulus of at least 3 GPa. A stitching yarn 15 with a tensile modulus of at least 3 GPa facilitates a preferred level of support in areas where additional support is required during physical activity without being too constricting for a wearer's foot which would deteriorate the wearing comfort.
[0109] The stitching yarns 15 may comprise high-tenacity polyester, polyamide, and/or carbon fiber. It is possible that some stitching yarns comprise one of these materials and some other stitching yarns comprise another one of these materials. It is also possible that one stitching yarn comprises a composition of two or all of these materials. These materials are particularly lightweight and particularly durable with a low elasticity that is suitable for regions of the woven portion that require additional support.
[0110] The stitching yarns 15 are incorporated at a density of at least 1 stitching yarn end per cm along the weft direction. It is found that, in order to locally engineer the properties of the woven portion, the density of the stitching yarns does not need to be high. Preferably this density is at least 1 stitching yarn end per cm along the weft direction. More preferably this density is at least 2 stitching yarn ends per cm along the weft direction. At this density, the stiffness of the stretched woven portion is increased significantly at strains of 20% to 30%. The stitching yarns may be integrated in large numbers over a great width or in small numbers over a narrow width.
[0111] Some or all of the stitching yarns 15 may comprise a meltable component (not shown in the figures). The stitching yarns can be either coated or comprised entirely of low temperature melt, typically with melting temperatures between 40.degree. and 200.degree. C. By melting the meltable component, it is possible to locally fix the structure permanently, for example to prevent unravelling during further processing or when the shoe is worn.
[0112] FIG. 2 shows an exemplary weaving machine 21 suitable for producing a woven sheet 20 from which a woven portion can be cut for a shoe upper according to a method of the present invention. Yarn packages are stored on spools 22 for the warp yarns, the weft yarns, and/or the stitching yarns. An alignment mechanism 13 provides the stitching yarns 15. The displacement mechanism 23 facilitates the lateral displacement of the alignment mechanism 13 along a direction substantially parallel to the weft direction 17. Typically, the displacement mechanism 23 allows for up to 10 cm of lateral displacement. This range of motion is sufficient to cover the half width of a shoe upper in order to engineer areas of the woven portion. It is also possible that the displacement mechanism 23 allows for a greater range of lateral displacement. The displacement mechanism 23 further allows a dipping motion along a substantially vertical direction 16 to insert and remove the alignment mechanism 13 into and out of the open reed gaps 19.
[0113] FIG. 3A shows an exemplary embodiment of a woven sheet 20a for a woven portion 34 comprising two stitching yarns 15a of a first type. The stitching yarns 15a are located in a part of the woven sheet 20a that will be cut to form a woven portion 34 for a midfoot region of the shoe upper. The woven sheet 20a also comprises a cut-away region 32 which will not form part of the woven portion of the shoe upper. Typically, the midfoot region requires an increased level of support, for example for running or playing football. Therefore, a stitching yarn that is located in the midfoot region of the upper, may facilitate the required level of support, without adding much weight to the upper.
[0114] The stitching yarns 15a make an angle of between 30.degree. and 60.degree. with the direction 35 of the warp yarns between several different interlacing points. A conventional woven fabric is most stable along the warp (0.degree.) or weft (90.degree.) directions. Woven materials are often unstable along a "bias direction" substantially along +/-45.degree. to the warp direction. If the stitching yarn is added at an angle of between 30.degree. and 60.degree. to the warp direction, the mechanical properties in this angular range reflect the properties of the stitching yarn. Therefore, for example, by using a strong stitching yarn it is possible to add support that reduces strains when mechanical stresses, or forces, are present at an angle of between approximately 30.degree. and 60.degree. to the warp direction. It is also possible to engineer a woven portion that is "locked" by the stitching yarn and has only very little elasticity in a specific direction or region. Furthermore, by arranging the stitching yarn at such angles, it is possible for the stitching yarn to follow the natural contours of a shoe upper to improve the fit and aesthetic aspects of the upper.
[0115] These interlacing points are located in an area of the woven portion 34 that will be located in a midfoot region of the upper. As disclosed herein, when the stitching yarn makes an angle of between 30.degree. and 60.degree. with the warp or weft yarns, it is possible to engineer additional support against distortions in this direction. The midfoot region of an upper is frequently subject to the large stresses and forces in a range of directions during physical activity. Therefore, it is often preferable that additional support is provided in the midfoot region of the upper, especially along the frequently weakest directions of the fabric.
[0116] FIG. 3B shows an exemplary embodiment of a woven sheet 20b for a woven portion 34 comprising two stitching yarns 15a of a first type and two stitching yarns 15b of a second type. The stitching yarns of the first type 15a are located in a part of the woven portion 34 that will be located in a midfoot area of the shoe upper. The woven sheet 20b also comprises a cut-away region 32 that will not form part of the woven portion of the shoe upper.
[0117] The stitching yarns 15b of the second type are located close to, and within 2 cm from, several lace eyelets 33. The region around the lace eyelets is subject to increased wear and tear in normal everyday use of a shoe. Therefore, by incorporating the stitching yarns 15b of the second type in the area around the lace eyelets it is possible to add support locally in this area as required but without increasing the weight of the upper significantly. The stitching yarns 15a of the first type may have a different composition and/or tensile modulus than the stitching yarns 15b of the second type. For example, it is preferable to have very stiff stitching yarns 15b of a second type with a very high tensile modulus around the lace eyelets where no elasticity is required, whereas the stitching yarns 15a of the first type could be more elastic and have a lower tensile modulus to allow for a certain degree of flexibility in the midfoot region.
[0118] The stitching yarns 15a and 15b make an angle of between 30.degree. and 60.degree. with the direction 35 of the warp yarns between several different interlacing points. This is in order to add support that reduces strains when mechanical stresses, or forces, are present at an angle of between approximately 30.degree. and 60.degree. to the warp direction. These stresses are often present in the midfoot region and the region around the lace eyelets 33 during physical exercise.
[0119] The woven sheets 20a and 20b comprise a reinforcement region 36, comprising: a. at least one stitching yarn 15 along a first direction; b. the stitching yarn 15 then changes to a second direction, which is at an angle of at least 30 degrees to the first direction; c. the stitching yarn 15 then changes to a third direction which is at an angle of at least 30 degrees to the second direction; and d. the stitching yarn 15 then changes to a fourth direction which is at an angle of less than 30 degrees to the first direction. In other words, the reinforcement region 36 comprises at least one stitching yarn 15 that starts off along a first direction and follows a zigzag path before it returns approximately back to the first direction. The advantageous effect is that specific regions where additional strength is required can be reinforced without the need to incorporate a different type of yarn. This type of reinforcement region is not possible in conventional weaving.
[0120] FIG. 4 shows an exemplary embodiment of a woven sheet 20c for a woven portion 34 comprising several stitching yarns 15a, 15b, 15c, 15d of four different types. The stitching yarns 15a, 15b, 15c, 15d are located in a part of the woven portion 34 that will be located in a midfoot region of the shoe upper. The woven sheet 20c also comprises a cut-away region 32 which will not form part of the woven portion. The stitching yarns of one type may have a different composition and/or tensile modulus than the stitching yarns of another type.
[0121] The woven sheet 20c comprises a reinforcement region 36, comprising: a. at least one stitching yarn 15 along a first direction; b. the stitching yarn 15 then changes to a second direction, which is at an angle of at least 30 degrees to the first direction; c. the stitching yarn 15 then changes to a third direction which is at an angle of at least 30 degrees to the second direction; and d. the stitching yarn 15 then changes to a fourth direction which is at an angle of less than 30 degrees to the first direction. In other words, the reinforcement region 36 comprises at least one stitching yarn 15 that starts off along a first direction and follows a zigzag path before it returns approximately back to the first direction. The advantageous effect is that specific regions where additional strength is required can be reinforced without the need to incorporate a different type of yarn. This type of reinforcement region is not possible in conventional weaving.
[0122] The woven sheet 20c comprises two stitching yarns 41 that are dissolvable in a solvent. This way it is possible to create gaps, i.e. areas that provide improved ventilation and flexibility, in the woven portion. It is not feasible to create these gaps in conventional weaving, as the warp and weft yarns will slide across each other to close any gaps. Here, the dissolvable yarns 41 keep a space clear from non-dissolvable yarns during weaving. After weaving, the dissolvable yarns are dissolved and a gap is created. This process may include fixing the woven portion before dissolving the dissolvable yarns, for example by melting selected melt yarns in order to improve the stability of the gap. The dissolvable yarns may be dissolved prior to lasting of the upper or they may be dissolved after lasting of the upper. Dissolving the dissolvable yarns may be performed prior to sale or after sale of the shoe, i.e. it is also possible that the decision whether or not to dissolve the dissolvable yarns is left up to the customer.
[0123] While in this example two stitching yarns are dissolvable in a solvent, it is to be understood that a stitching yarn, a warp yarn, and/or a weft yarn may be dissolvable in a solvent. There may be one or more than one dissolvable yarn.
[0124] Dissolving the dissolvable yarns 41 may be done at temperatures of 70.degree.-100.degree. C. to increase the solubility of the dissolvable yarns 41 in the solvent.
[0125] In this example, the solvent is water. Water is non-toxic and safe to use even on a large scale. The exemplary water-dissolvable yarn 41 comprises poly(vinyl alcohol), which has the advantage that it is not toxic and has a high solubility in water.
[0126] However, many combinations of dissolvable yarn and solvent are suitable. It is only important that the dissolvable yarn is soluble in the solvent. The solvent may be an ionic liquid or an organic solvent, depending on the material of the dissolvable yarn. For example, alternatively, the dissolvable yarn may comprise polycaprolactone for which a suitable solvent would be chloroform or dichloromethane, or a mixture of both. Alternatively, the dissolvable yarn could be made from nylon for which a suitable solvent would be acetic acid.
[0127] The woven sheet 20a, 20b, 20c shown in FIGS. 3A, 3B, 4 can be produced, for example, using the weaving apparatus shown in FIG. 1 or the weaving machine shown in FIG. 2. A shoe upper is then formed by cutting a woven portion 34 from the woven sheet 20a, 20b, 20c for manual or automated shoe make-up using conventional cutting or laser cutting. The shoe is then formed via a lasting and finishing process. A shoe upper according to the present invention can be manufactured using a reduced number of reinforcements steps.
[0128] FIG. 5A shows an exemplary embodiment of a woven sheet 20d comprising stitching yarns 15 which comprise a meltable component. FIG. 5A shows the woven sheet with the warp direction 17 and the weft direction 35. The woven sheet 20d shows an exemplary embodiment of incorporating the stitching yarns in order to reinforce the midfoot region of an upper.
[0129] FIG. 5B shows an exemplary embodiment of a woven sheet 20e comprising stitching yarns 15 which comprise a meltable component. FIG. 5B shows the woven sheet with the warp direction 17 and the weft direction 35. The woven sheet 20e shows an exemplary embodiment of incorporating the stitching yarns in order to reinforce the heel counter region of an upper.
[0130] The woven sheets 20d and 20e comprise at least a first 15 and a second 15 stitching yarn, wherein the second stitching yarn 15 is incorporated substantially parallel to the first stitching yarn 15. The first 15 or the second 15 stitching yarn or both the first 15 and the second 15 stitching yarn may have the properties of the "at least one stitching yarn" 15 described herein. Substantially parallel in this context means parallel within +/-10 degrees to allow for manufacturing imperfections. In many cases, it may not be sufficient to include a single stitching yarn. By incorporating a second stitching yarn that is substantially parallel to the first stitching yarn, the effect of incorporating the first stitching yarn is enhanced by the second stitching yarn and thus a greater amount of stiffness can be achieved.
[0131] The stitching yarns 15 can be either coated or comprised entirely of low temperature melt, typically with melting temperatures between 40.degree. and 200.degree. C. By melting the meltable component, it is possible to locally fix the structure permanently, for example to prevent unravelling during further processing or when the shoe is worn. In particular, the use of a yarn comprising a meltable component enables the additional stiffness that is introduced by the stitching yarn to be spread over a whole region rather than just along the stitching yarn 15. The step of melting the meltable component can be conducted in a 2-D form, for example with a stent frame heat setting, or in a 3-D form, or when the upper is arranged on a last. This has the advantage that the shoe upper obtains a shape specific to the mold or lasting geometry.
[0132] It is also possible that melt yarns 15 are incorporated into the woven sheet outside of the boundary of a normal 2-D shoe upper, i.e. outside the woven portion that will become part of the upper. Therefore, when it 2-D upper is lasted to bring it to a 3-D form, these excess melt yarns 15 could be used to close the shoe upper around the last.
[0133] The woven sheets 20d and 20e comprise a reinforcement region 36, comprising: a. at least one stitching yarn 15 along a first direction; b. the stitching yarn 15 then changes to a second direction, which is at an angle of at least 30 degrees to the first direction; c. the stitching yarn 15 then changes to a third direction which is at an angle of at least 30 degrees to the second direction; and d. the stitching yarn 15 then changes to a fourth direction which is at an angle of less than 30 degrees to the first direction. In other words, the reinforcement region 36 comprises at least one stitching yarn 15 that starts off along a first direction and follows a zigzag path before it returns approximately back to the first direction. The advantageous effect is that specific regions where additional strength is required can be reinforced without the need to incorporate a different type of yarn. This type of reinforcement region is not possible in conventional weaving.
[0134] The woven sheets 20d and 20e shown in FIGS. 5A and 5B can be produced, for example, using the weaving apparatus shown in FIG. 1 or the weaving machine shown in FIG. 2. A shoe upper is then formed by cutting a woven portion from the woven sheet 20d, 20e for manual or automated shoe make-up using conventional cutting or laser cutting. The shoe is then formed via a lasting and finishing process. A shoe upper according to the present invention can be manufactured using a reduced number of reinforcements steps.
[0135] FIGS. 6A-C show exemplary woven sheets 20f,g and woven portions 34 for a shoe upper according to the present invention.
[0136] FIG. 6A shows an exemplary woven sheet 20f comprising a woven portion 34 with the boundary at which the woven portion is to be cut indicated by a solid line. The exemplary woven portion comprises two stitching yarns 61a,b that are lacing yarns, wherein the lacing yarns 61a,b extend beyond the edge of the woven portion 34 and are configured to be moveable within the woven portion 34. The lacing yarns 61a and 61b may be a strand and/or a ribbon.
[0137] An advantage of incorporating stitching yarns 61a,b that are configured as lacing yarns is that the speed of production of the upper may be increased significantly as in conventional shoe manufacturing the step of lacing an upper is still manual and thus time consuming and expensive. Another advantage of incorporating stitching yarns 61a,b that are lacing yarns is that much more elaborate and effective lacing systems can be developed.
[0138] The lacing yarns 61a,b are configured to be moveable within the woven portion by having a relatively small number of points at which the lacing yarns 61a,b are interwoven with the warp and weft yarns forming the base fabric 62. The exemplary lacing yarns 61a,b are chosen from a stronger material such as high-tenacity polyester or nylon to prevent tearing. The lacing yarns 61a,b are provided to extend beyond the edge of the woven portion 34 by interweaving the lacing yarns 61a,b in the sheet 20f from which the woven portion 34 is later cut but extending the lacing yarns 61a,b beyond the edges of the woven portion 34 in the sheet 20f In this example, the lacing yarns 61a,b are straight between two subsequent woven portions. At the exemplary "loose" point 64 the lacing yarns are not attached to the base fabric 62. At the exemplary fixing point 63 the lacing yarns 61a,b are attached to the base fabric 62. Thus the lacing yarns 61a,b may be removed from the base fabric 62 easily by disconnecting them only at a single point, for example by cutting.
[0139] In this example, there are two lacing yarns 61a and 61b. The advantage of having two lacing yarns is that it is easier to make a lacing system as the two lacing yarns may be connected. However, there may be only one lacing yarn, or there may be more than two lacing yarns.
[0140] In this example, both lacing yarns 61a and 61b comprise a meltable component and the method further comprises melting the meltable component so that the lacing yarn can be fixedly attached to the warp and weft yarns at a desired end point 65 of the lacing yarns 61a and 61b. Additionally, in this example, the two lacing yarns 61a and 61b are fixedly attached to each other by activating the meltable component at a chosen connection point 65. However, only one lacing yarn may comprise a meltable component or no lacing yarn may comprise a meltable component and the lacing yarn or lacing yarns may be attached by any other suitable means to each other or to the base fabric.
[0141] FIG. 6B shows a similar woven sheet 20g for the production of a woven portion 34 comprising two lacing yarns 61a and 61b. The lacing yarns 61a,b are provided to extend beyond the edge of the woven portion 34 by interweaving the lacing yarns 61a,b in the sheet 20g from which the woven portion 34 is later cut but extending the lacing yarns 61a,b beyond the edges of the woven portion 34 in the sheet 20f In this example, the lacing yarns 61a,b are not straight between subsequent woven portions that are to be cut from the woven sheet 20g. This allows the space between subsequent woven portions to be used more effectively. At the exemplary "loose" point 64 the lacing yarns are not attached to the base fabric 62. At the exemplary fixing point 63 the lacing yarns 61a,b are attached to the base fabric 62. Thus the lacing yarns 61a,b may be removed from the base fabric 62 easily by disconnecting them only at a single point, for example by cutting.
[0142] In this example, lacing yarn 61a comprise a meltable component while lacing yarn 61b does not and the method further comprises melting the meltable component in lacing yarn 61a so that the lacing yarn 61a can be fixedly attached to the warp and weft yarns at a desired end point 65 of the lacing yarn 61a. The melting of the meltable component of lacing yarn 61a at end point 65 also effects that the two lacing yarns 61a and 61b are fixedly attached to each other by activating the meltable component at a chosen connection point 65.
[0143] FIG. 6C shows an example of part of a woven portion 34 comprising two lacing yarns 61a and 61b. In this example, the lacing yarns 61a and 61b change direction in a ripstop region 66, which has a similar function as a lacing eyelet. The ripstop region 66 comprises tear-resistant yarn such as high tenacity polyester or nylon and can be formed using any technique known in the art. This way, the lacing yarns 61a and 61b may be used to adjust the fit of the upper without risking tearing the upper in those regions, where the pulling force on the upper exerted by the lacing yarns 61a and 61b would be greatest.
[0144] The woven sheets 20f and 20g shown in FIGS. 6A and 6B can be produced, for example, using the weaving apparatus shown in FIG. 1 or the weaving machine shown in FIG. 2. A shoe upper is then formed by cutting a woven portion 34 as shown in FIGS. 6A-C from the woven sheet 20f, 20g for manual or automated shoe make-up using conventional cutting or laser cutting. The shoe is then formed via a lasting and finishing process.
[0145] The woven portion 34 may be a portion of an upper, such as for example a tongue or vamp, or it may form substantially all of the upper.
REFERENCE NUMERALS
[0146] 10: weaving apparatus
[0147] 11a: raised warp yarns
[0148] 11b: lowered warp yarns
[0149] 12: weft insertion point
[0150] 13: alignment mechanism
[0151] 14: needle eyelet
[0152] 15: stitching yarn
[0153] 16: vertical direction
[0154] 17: weft direction
[0155] 18: reed
[0156] 19: open reed gap
[0157] 20: woven sheet
[0158] 21: weaving machine
[0159] 22: spool
[0160] 23: displacement device
[0161] 32: cut-away region
[0162] 33: lace eyelets
[0163] 34: woven portion
[0164] 35: warp direction
[0165] 36: reinforcement region
[0166] 41: dissolvable yarn
[0167] 61: lacing yarn
[0168] 62: base fabric
[0169] 63: fixing point
[0170] 64: loose point
[0171] 65: connection point
[0172] 66: ripstop region
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.