Oxidation-Resistant Coated Superalloy
Larose; Joel ; et al.
U.S. patent application number 16/177974 was filed with the patent office on 2019-03-07 for oxidation-resistant coated superalloy. This patent application is currently assigned to Pratt & Whitney Canada Corp.. The applicant listed for this patent is Pratt & Whitney Canada Corp.. Invention is credited to Alan D. Cetel, Joel Larose, David A. Litton, Brian S. Tryon.
| Application Number | 20190070830 16/177974 |
| Document ID | / |
| Family ID | 48986045 |
| Filed Date | 2019-03-07 |
View All Diagrams
| United States Patent Application | 20190070830 |
| Kind Code | A1 |
| Larose; Joel ; et al. | March 7, 2019 |
Oxidation-Resistant Coated Superalloy
Abstract
A coating-substrate combination includes: a Ni-based superalloy substrate comprising, by weight percent: 2.0-5.1 Cr; 0.9-3.3 Mo; 3.9-9.8 W; 2.2-6.8 Ta; 5.4-6.5 Al; 1.8-12.8 Co; 2.8-5.8 Re; 2.8-7.2 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5.8-9.3 Al; 4.4-25 Cr; 3.0-13.5 Co; up to 6.0 Ta, if any; up to 6.2 W, if any; up to 2.4 Mo, if any; 0.3-0.6 Hf; 0.1-0.4 Si; up to 0.6 Y, if any; up to 0.4 Zr, if any; up to 1.0 Re, if any.
| Inventors: | Larose; Joel; (Longueuil, CA) ; Cetel; Alan D.; (West Hartford, CT) ; Litton; David A.; (West Hartford, CT) ; Tryon; Brian S.; (Redwood City, CA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Pratt & Whitney Canada
Corp. Longueuil CA |
||||||||||
| Family ID: | 48986045 | ||||||||||
| Appl. No.: | 16/177974 | ||||||||||
| Filed: | November 1, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 13969689 | Aug 19, 2013 | |||
| 16177974 | ||||
| 61785596 | Mar 14, 2013 | |||
| 61720155 | Oct 30, 2012 | |||
| 61691223 | Aug 20, 2012 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | F01D 5/28 20130101; Y10T 428/12937 20150115; C23C 14/165 20130101; C22C 19/05 20130101; B32B 15/04 20130101; C22C 19/057 20130101; C23C 28/022 20130101; C23C 14/025 20130101; C22C 30/00 20130101; C23C 28/3215 20130101; C23C 28/32 20130101; C23C 28/321 20130101; Y10T 428/12944 20150115; C23C 14/5806 20130101; C23C 14/58 20130101; C22C 5/04 20130101; C22C 19/03 20130101; Y10T 428/12875 20150115; C23C 28/3455 20130101; B32B 15/01 20130101; B32B 15/043 20130101; C23C 14/16 20130101; Y10T 428/12931 20150115; C22C 19/051 20130101; C23C 30/00 20130101; C23C 30/005 20130101; F01D 5/288 20130101; C23C 14/14 20130101 |
| International Class: | B32B 15/01 20060101 B32B015/01; C23C 14/16 20060101 C23C014/16; C23C 28/00 20060101 C23C028/00; C23C 14/02 20060101 C23C014/02; C22C 19/05 20060101 C22C019/05; C23C 14/58 20060101 C23C014/58 |
Claims
1. An article comprising: a Ni-based superalloy substrate comprising, by weight percent: 2.0-5.1 Cr; 0.9-3.3 Mo; 3.9-9.8 W; 2.2-6.8 Ta; 5.4-6.5 Al; 1.8-12.8 Co; 2.8-5.8 Re; 2.8-7.2 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5.8-9.3 Al; 4.4-25 Cr; 3.0-13.5 Co; up to 6.0 Ta, if any; up to 6.2 W, if any; up to 2.4 Mo, if any; 0.3-0.6 Hf; 0.1-0.4 Si; up to 0.6 Y, if any; up to 0.4 Zr, if any; up to 1.0 Re, if any.
2. The article of claim 1 wherein: the substrate comprises 0.05-0.7 weight percent Hf.
3. The article of claim 1 wherein: the substrate has a 1800.degree. F. & 45 ksi (982.degree. C. & 310 MPa) rupture life of at least 120 hours.
4. The article of claim 1 wherein: the coating comprises exclusive of Pt group elements, by weight percent: 0.4-0.6 said Hf; 0.2-0.4 said Si.
5. The article of claim 1 wherein: the coating has less than 1.0 weight percent overall said Pt group elements combined.
6. The article of claim 1 wherein: in weight percent exclusive of Pt group elements, the coating has less than 1.0 weight percent individually elements other than said Ni, Al, Cr, Ta, W, Mo, Hf, Si, Y, Zr, and Pt group elements, if any.
7. The article of claim 1 wherein: the substrate also falls within one of the broader ranges of Table VI; and the coating also falls within the associated broader range of Table VII.
8. The article of claim 7 wherein: the coating and substrate fall within the narrower associated ranges.
9. The article of claim 1 wherein: in weight percent the coating has 6.0.ltoreq.W+Ta.ltoreq.13.0 or Ta+W.ltoreq.0.05.
10. The article of claim 1 wherein: in weight percent the coating has 55.0.ltoreq.Ni+Cr.ltoreq.67.0 and Ni.ltoreq.52; and Cr weight percent in the coating is at least the same as Cr weight percent in the substrate.
11. The article of claim 1 wherein: the coating has said weight percent combined of said Y, Hf, Zr, and Si of 0.5-1.5 weight percent.
12. The article of claim 1 wherein: the coating has 3.0-5.8 said weight percent Ta; and the coating has combined contents, if any, of no more than 6.5% by weight Ru, said Ta, and said Re.
13. The article of claim 1 wherein: the coating has less than 0.50 weight percent Ru, if any.
14. The article of claim 1 wherein: the coating has less than 0.50 said weight percent Re, if any.
15. The article of claim 1 wherein: the coating has less than 0.10 said weight percent Re, if any.
16. The article of claim 1 wherein: a ratio of said substrate weight percent Re to said coating weight percent Re, if any, is in excess of 10.0.
17. The article of claim 1 wherein: a SRZ, if any, is less than 0.001 inch (0.025 mm) thick.
18. The article of claim 1 being a turbine blade.
19. The article of claim 1 wherein: the substrate is a single crystal alloy.
20. The article of claim 1 wherein: the substrate has a density of 0.315-0.327 pounds per cubic inch (8.72-9.05 g/cm.sup.3).
21. The article of claim 1 wherein: the substrate has a creep resistance of at least 50 F (28 C) greater than that of PWA1484.
22. A method for using the article of claim 1, comprising: heating the article to a temperature of at least 2000 F (1093 C) for at least 400 hours while an SRZ, if any, remains less than 0.002 inch (0.05 mm) thick.
23. A method for forming an article, the method comprising: providing a substrate, the substrate comprising, by weight percent: 2.0-5.1 Cr; 0.9-3.3 Mo; 3.9-9.8 W; 2.2-6.8 Ta; 5.4-6.5 Al; 1.8-12.8 Co; 2.8-5.8 Re; 2.8-7.2 Ru; and applying a coating material, the coating material comprising exclusive of Pt group elements, by weight percent: Ni as a largest by weight constituent; Ni as a largest content; 5.8-9.3 Al; 4.4-25 Cr; 3.0-13.5 Co; up to 6.0 Ta, if any; up to 6.2 W, if any; up to 2.4 Mo, if any; 0.3-0.6 Hf; 0.1-0.4 Si; up to 0.6 Y, if any; up to 0.4 Zr, if any; up to 1.0 Re, if any.
24. The method of claim 23 further comprising at least one of: applying a layer of one or more Pt group elements prior to applying the coating material; and applying a ceramic coating after applying the coating material.
25. The method of claim 23 wherein: the applying is PVD.
26. The method of claim 23 wherein: heating the article to a temperature of at least 2000 F (1093 C) for at least 400 hours while an SRZ, if any, remains less than 0.002 (0.05 mm) inch thick.
27. An article comprising: a Ni-based superalloy substrate comprising, by weight percent: 4.0-6.0 Cr; 1.0-2.0 Mo; 4.0-6.0 W; 3.0-7.0 Ta; 5.0-7.0 Al; 11.0-13.0 Co; 4.0-6.0 Re; 1.0-3.0 Ru; 0.1-0.5 Hf; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5-11 Al; 3-13 Cr; 9-16 Co; up to 7 Ta, if any; up to 6 W, if any; up to 3 Mo, if any; 0.05-0.7 Hf; 0.1-0.5 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
28. An article comprising: a Ni-based superalloy substrate comprising, by weight percent: 4.0-6.0 Cr; 1.0-2.0 Mo; 4.0-6.0 W; 6.0-7.0 Ta; 5.0-6.0 Al; 11.0-14.0 Co; 5.0-6.0 Re; 2.0-4.0 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5-11 Al; 3-9 Cr; 9-15 Co; up to 7 Ta, if any; up to 6 W, if any; up to 3 Mo, if any; 0.05-0.7 Hf; 0.1-0.5 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
Description
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] This is a continuation of U.S. patent application Ser. No. 13/969,689, filed Aug. 19, 2013, entitled "Oxidation-Resistant Coated Superalloy" which claims benefit of U.S. Patent Application No. 61/691,223, filed Aug. 20, 2012, U.S. Patent Application No. 61/720,155, filed Oct. 30, 2012, and U.S. Patent Application No. 61/785,596, filed Mar. 14, 2013, all entitled "Oxidation-Resistant Coated Superalloy", the disclosures of which four applications are incorporated by reference in their entireties herein as if set forth at length.
BACKGROUND
[0002] The disclosure relates to high temperature nickel-based superalloys. More particularly, the disclosure relates to oxidation resistant superalloy coatings for such superalloys.
[0003] A long-developed field has existed in turbine engine turbine blade metallurgy. Cast single-crystal nickel-based superalloys are used for turbine section blades in gas turbine engines. Such alloys are notoriously subject to oxidation and require oxidation-resistant coatings. However, many coatings exhibit excessive secondary reaction zone (SRZ) formation with the substrate material.
[0004] Prior blade substrate and coating combinations that have been proposed include those in US Pub. Nos. 2006/0093851 A1, 2009/0075115 A1, and 2009/0274928 A1. Metallic coatings may be the outermost layer (subject to oxidation layers, etc.) or may be bond coats for ceramic thermal barrier coatings (TBC) deposited thereatop.
SUMMARY
[0005] One aspect of the disclosure involves a coating-substrate combination involving a Ni-based superalloy substrate comprising, by weight percent: 2.0-5.1 Cr; 0.9-3.3 Mo; 3.9-9.8 W; 2.2-6.8 Ta; 5.4-6.5 Al; 1.8-12.8 Co; 2.8-5.8 Re; 2.8-7.2 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5.8-9.3 Al; 4.4-25 Cr; 3.0-13.5 Co; up to 6.0 Ta, if any; up to 6.2 W, if any; up to 2.4 Mo, if any; 0.3-0.6 Hf; 0.1-0.4 Si; up to 0.6 Y, if any; up to 0.4 Zr, if any; up to 1.0 Re, if any.
[0006] One aspect of the disclosure involves a coating-substrate combination involving a Ni-based superalloy substrate comprising, by weight percent: 2.0-6.0 Cr; 0.5-4.0 Mo; 3.0-10-0 W; 2.0-7.0 Ta; 5.0-7.0 Al; 1.0-14.0 Co; 2.0-6.0 Re; 1.0-8.0 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5.0-11.0 Al; 3.0-25 Cr; 3.0-17.0 Co; up to 7.0 Ta, if any; up to 6.2 W, if any; up to 3.0 Mo, if any; 0.05-0.7 Hf; 0.1-0.4 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
[0007] In additional or alternative embodiments of any of the foregoing embodiments, the the coating comprises exclusive of Pt group elements, by weight percent: 0.4-0.6 said Hf; 0.2-0.4 said Si.
[0008] In additional or alternative embodiments of any of the foregoing embodiments, the coating has less than 1.0 weight percent overall said Pt group elements combined.
[0009] In additional or alternative embodiments of any of the foregoing embodiments, in weight percent exclusive of Pt group elements, the coating has less than 1.0 weight percent individually other elements.
[0010] In additional or alternative embodiments of any of the foregoing embodiments, the substrate falls within one of the broader ranges of Table VI; and the coating falls within the associated broader range of Table VI.
[0011] In additional or alternative embodiments of any of the foregoing embodiments, the coating and substrate fall within the narrower associated ranges.
[0012] In additional or alternative embodiments of any of the foregoing embodiments, the coating has said weight percent combined of said Y, Hf, Zr, and Si of 0.5-1.5 weight percent.
[0013] In additional or alternative embodiments of any of the foregoing embodiments, the coating has 3.0-5.8 said weight percent Ta; and the coating has combined contents, if any, of no more than 6.5% by weight Ru, said Ta, and said Re.
[0014] In additional or alternative embodiments of any of the foregoing embodiments, the coating has less than 0.50 weight percent Ru, if any.
[0015] In additional or alternative embodiments of any of the foregoing embodiments, the coating has less than 0.50 or 0.10 said weight percent Re, if any.
[0016] In additional or alternative embodiments of any of the foregoing embodiments, a ratio of said substrate weight percent Re to said coating weight percent Re, if any, is in excess of 10.0.
[0017] In additional or alternative embodiments of any of the foregoing embodiments, a SRZ, if any, is less than 0.001 inch (0.025 mm) thick.
[0018] In additional or alternative embodiments of any of the foregoing embodiments, the article/substrate may be a single crystal alloy such as a turbine blade.
[0019] In additional or alternative embodiments of any of the foregoing embodiments, the substrate has a density of 0.315-0.327 pounds per cubic inch (8.72-9.05 g/cm.sup.3).
[0020] Another aspect of the disclosure involves an article comprising: a Ni-based superalloy substrate comprising, by weight percent: 4.0-6.0 Cr; 1.0-2.0 Mo; 5.0-6.0 W; 5.0-6.0 Ta; 5.0-6.0 Al; 5.0-7.0 Co; 5.0-6.0 Re; 2.0-3.0 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5-11 Al; 3-15 Cr; 9-16 Co; up to 7 Ta, if any; up to 6 W, if any; up to 3 Mo, if any; 0.05-0.7 Hf; 0.1-0.5 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
[0021] Another aspect of the disclosure involves an article comprising: a Ni-based superalloy substrate comprising, by weight percent: 2.0-3.0 Cr; 2.0-4.0 Mo; 8.0-10.0 W; 2.0-3.0 Ta; 6.0-7.0 Al; 6.0-8.0 Co; 4.0-5.0 Re; 6.0-8.0 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5-11 Al; 3-15 Cr; 9-17 Co; up to 7 Ta, if any; up to 6 W, if any; up to 3 Mo, if any; 0.05-0.7 Hf; 0.1-0.5 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
[0022] Another aspect of the disclosure involves an article comprising: a Ni-based superalloy substrate comprising, by weight percent: 2.0-3.0 Cr; 1.0-3.0 Mo; 3.0-5.0 W; 3.0-4.0 Ta; 5.0-7.0 Al; 1.0-3.0 Co; 2.0-4.0 Re; 4.0-6.0 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5-11 Al; 3-15 Cr; 9-16 Co; up to 7 Ta, if any; up to 6 W, if any; up to 3 Mo, if any; 0.05-0.7 Hf; 0.1-0.5 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
[0023] Another aspect of the disclosure involves an article comprising: a Ni-based superalloy substrate comprising, by weight percent: 2.0-3.0 Cr; 2.0-3.0 Mo; 7.0-9.0 W; 2.0-4.0 Ta; 5.0-6.0 Al; 7.0-9.0 Co; 3.0-5.0 Re; 4.0-6.0 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5-11 Al; 3-15 Cr; 9-17 Co; up to 7 Ta, if any; up to 6 W, if any; up to 3 Mo, if any; 0.05-0.7 Hf; 0.1-0.5 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
[0024] Another aspect of the disclosure involves an article comprising: a Ni-based superalloy substrate comprising, by weight percent: 3.0-4.0 Cr; 0.5-2.0 Mo; 6.0-8.0 W; 4.0-5.0 Ta; 5.0-7.0 Al; 1.0-3.0 Co; 4.0-5.0 Re; 3.0-5.0 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5-11 Al; 3-15 Cr; 9-17 Co; up to 7 Ta, if any; up to 6 W, if any; up to 3 Mo, if any; 0.05-0.7 Hf; 0.1-0.5 Si; up to 0.7 Y, if any; up to 0.7 Zr, if any; up to 1.0 Re, if any.
[0025] Other aspects involve methods for using the article comprising: heating the article to a temperature of at least 2000 F (1093 C) for at least 400 hours while an SRZ, if any, remains less than 0.002 inch (0.05 mm) thick.
[0026] Other aspects involve methods for forming the article.
[0027] The details of one or more embodiments are set forth in the accompanying drawings and the description below. Other features, objects, and advantages will be apparent from the description and drawings, and from the claims.
BRIEF DESCRIPTION OF THE DRAWINGS
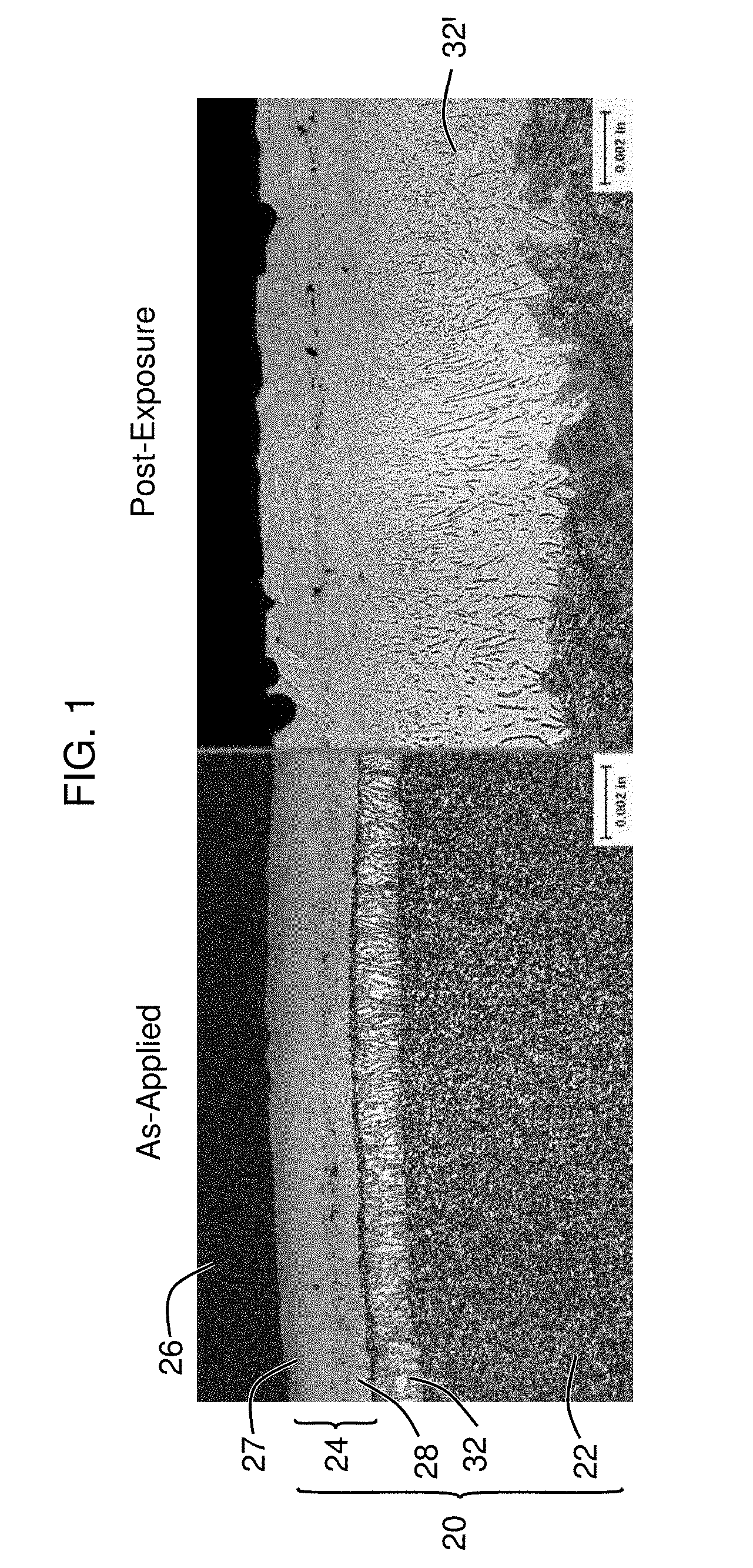
[0028] FIG. 1 is a pair of sectional photomicrographs of a first superalloy substrate/superalloy coating combination in an as-applied condition (left) and a post-exposure condition (right).
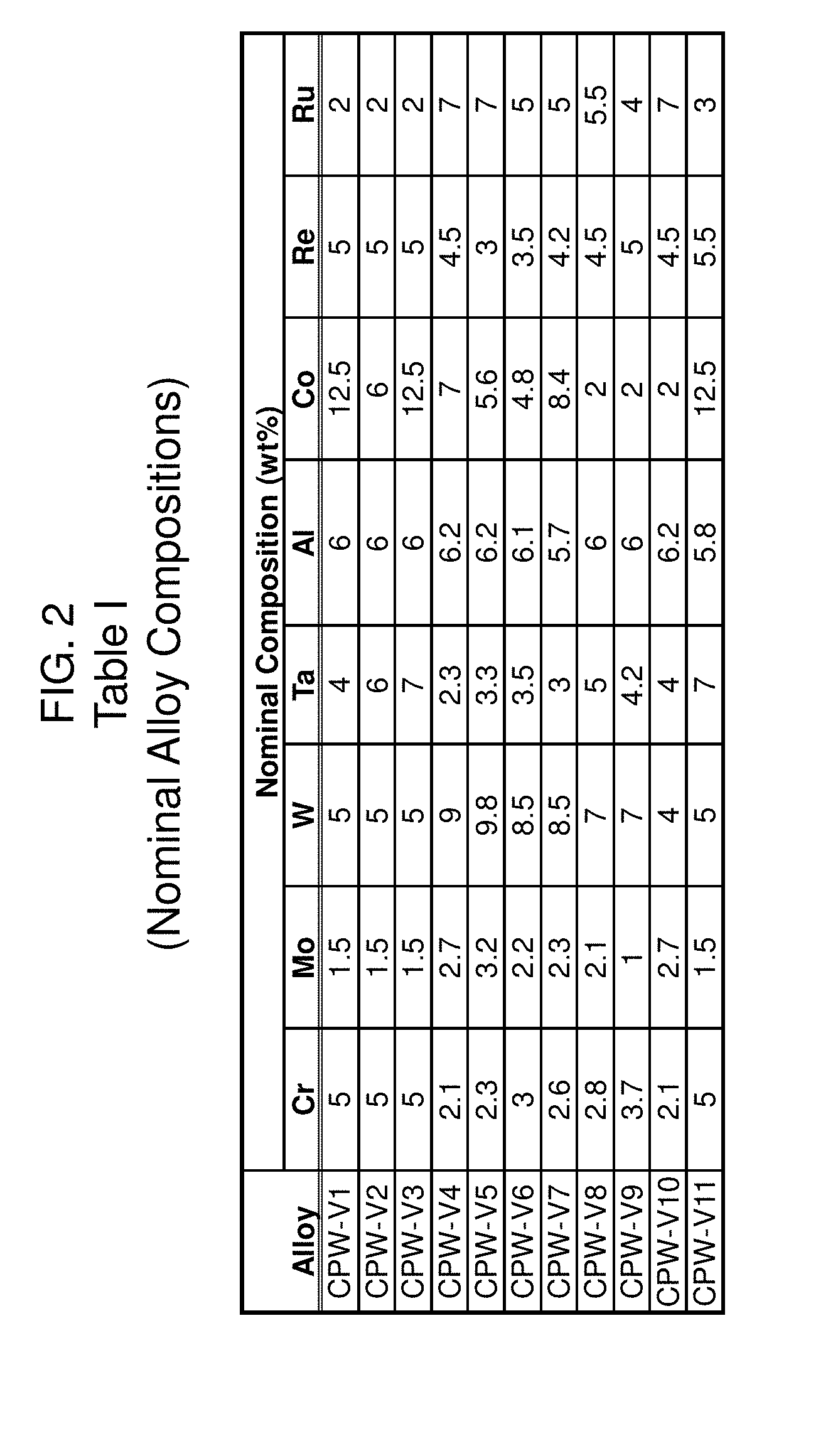
[0029] FIG. 2 (Table I) is a table of nominal (intended) substrate compositions.
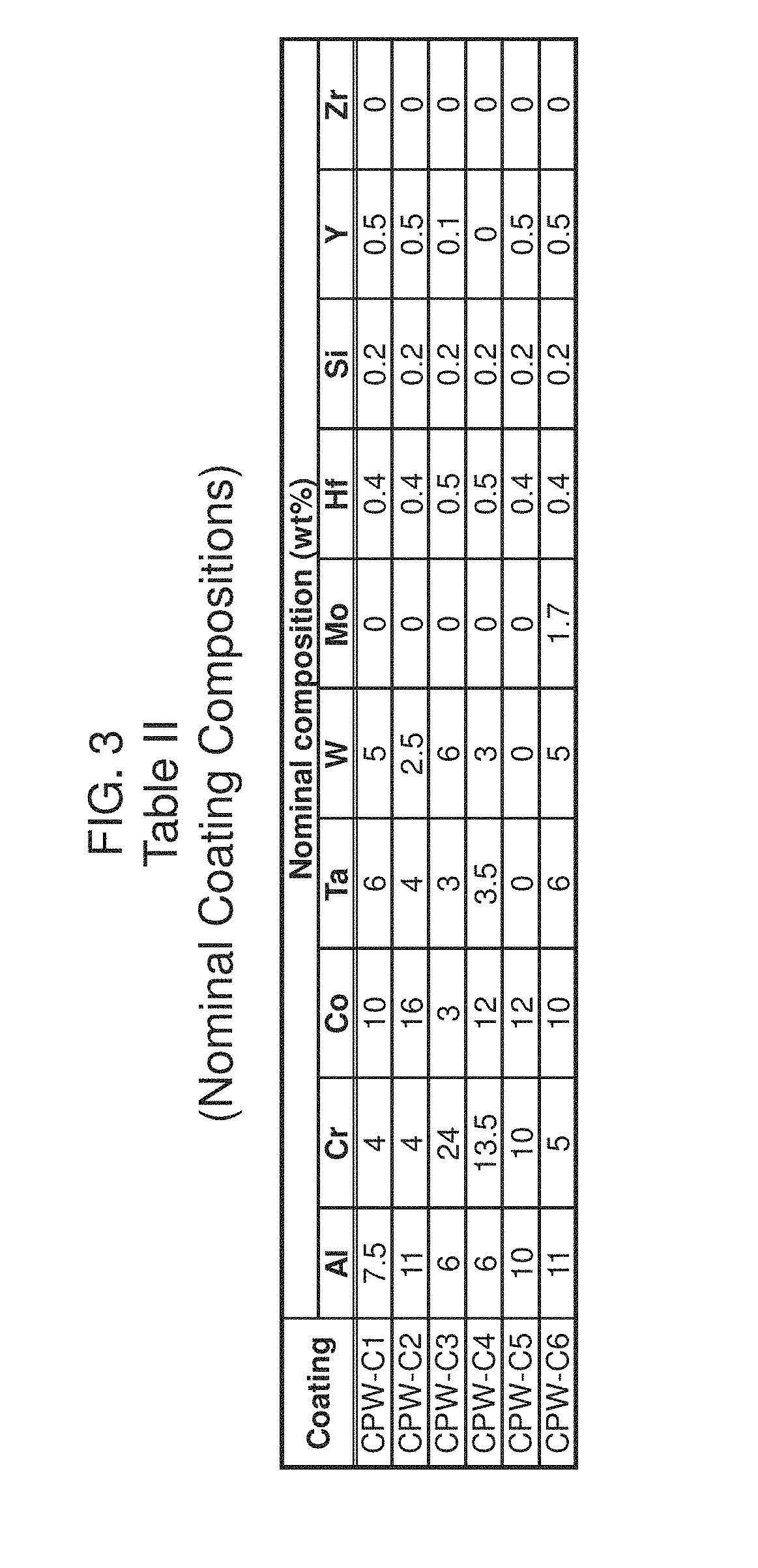
[0030] FIG. 3 (Table II) shows nominal (intended) coating compositions.
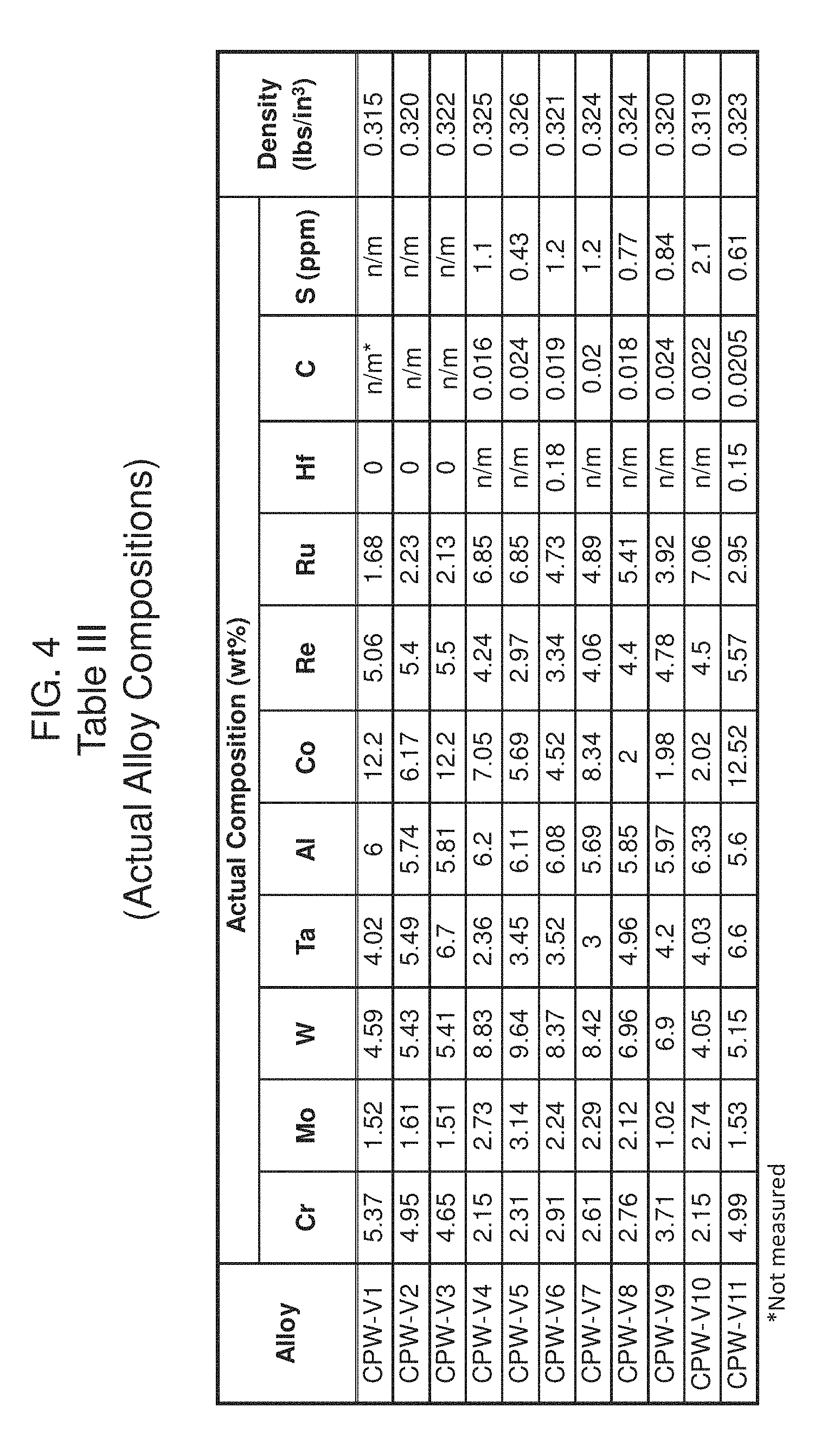
[0031] FIG. 4 (Table III) is a table of measured substrate compositions.
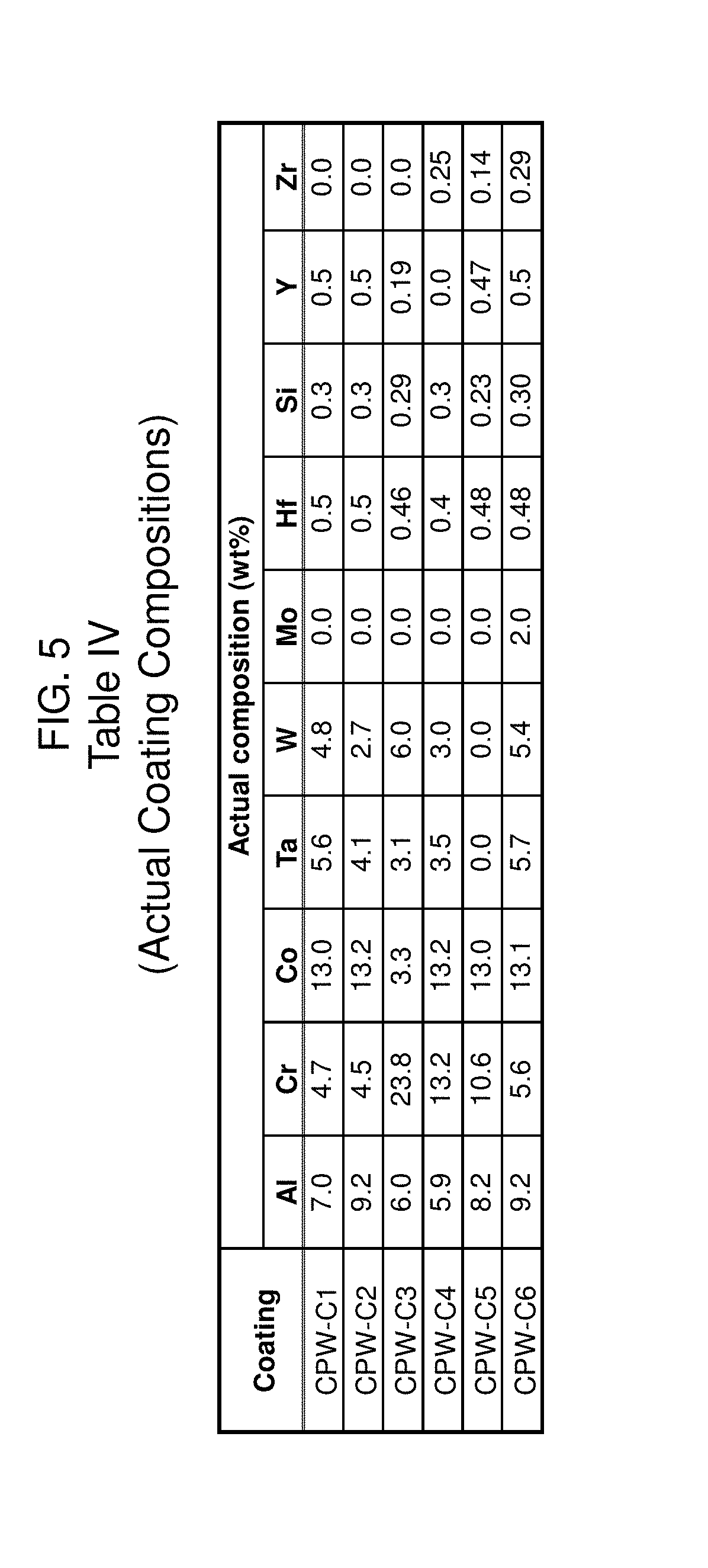
[0032] FIG. 5 (Table IV) is a table of measured coating compositions.
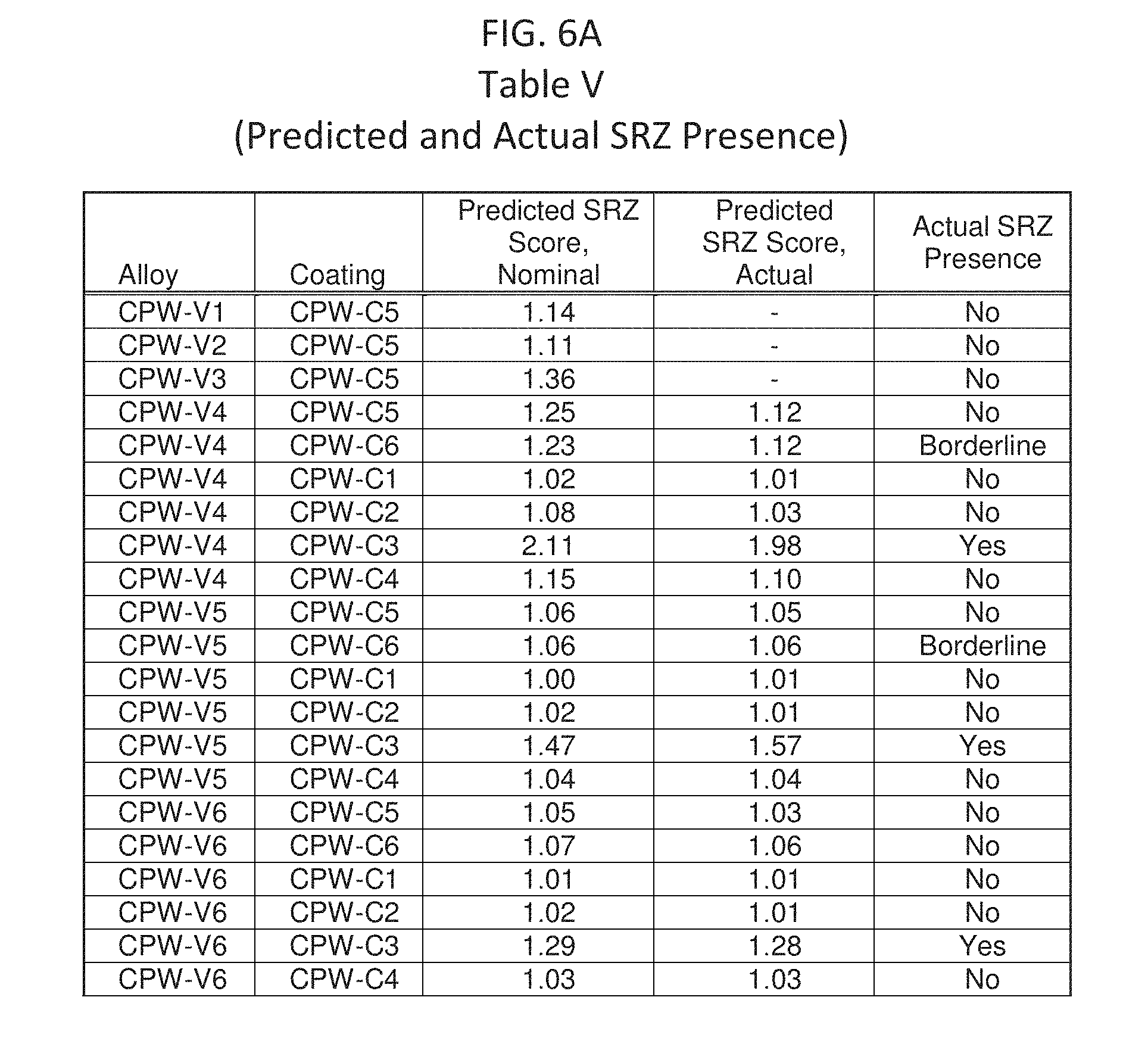
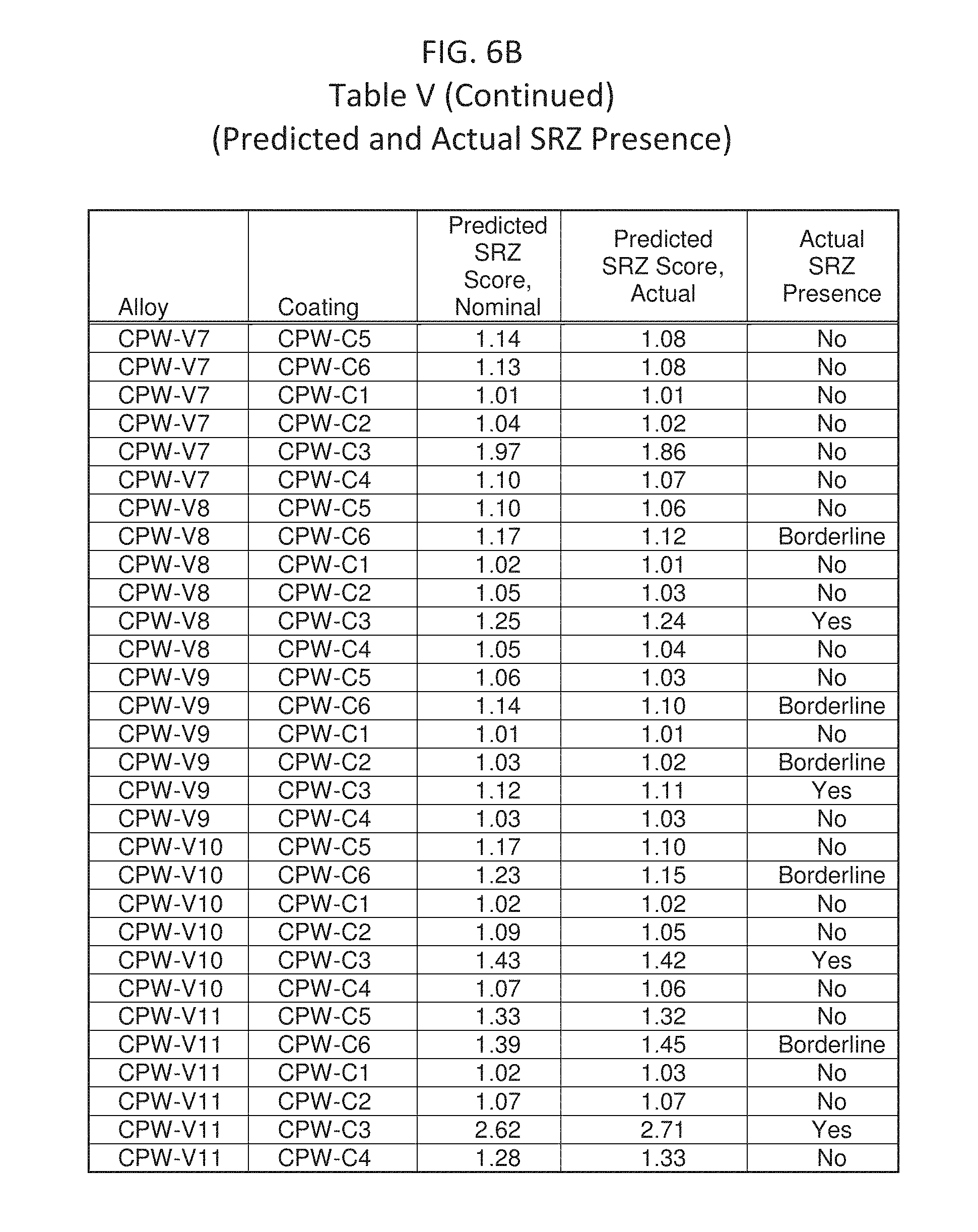
[0033] FIGS. 6A and 6B in serial combination (collectively FIG. 6) (Table V) are a table of predicted and observed SRZ formation.
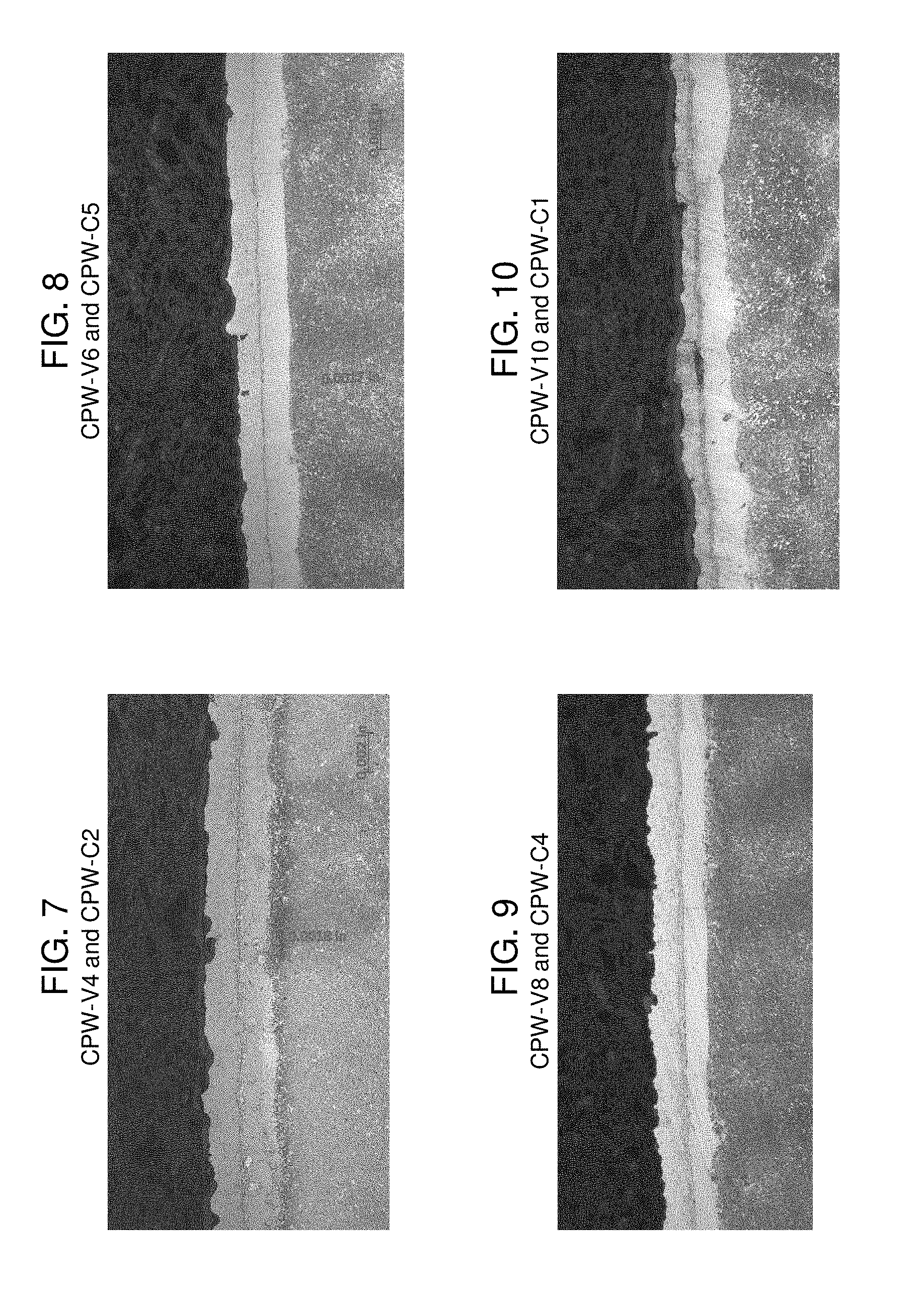
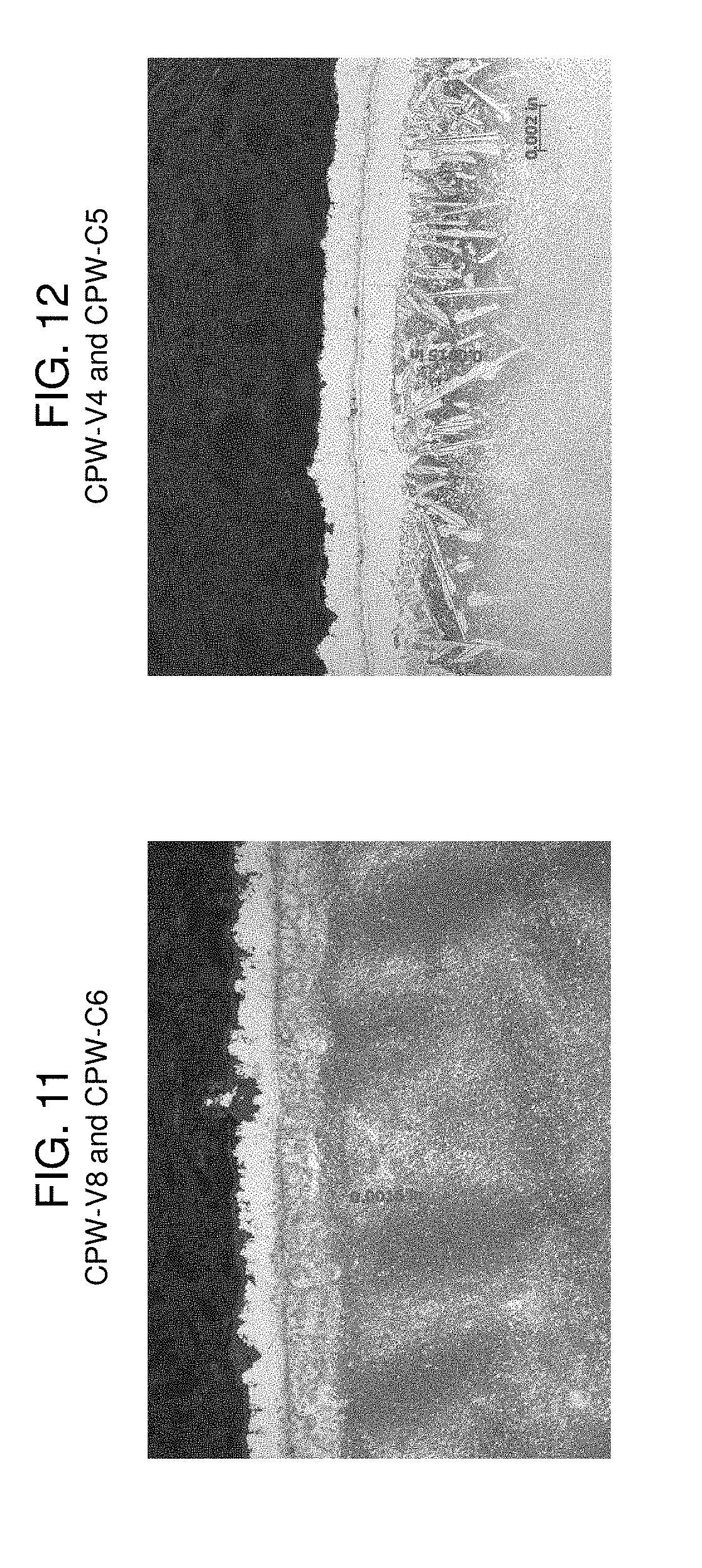
[0034] FIGS. 7-12 are respective sectional photomicrographs of second through seventh superalloy substrate/superalloy coating combinations in a post-exposure condition.
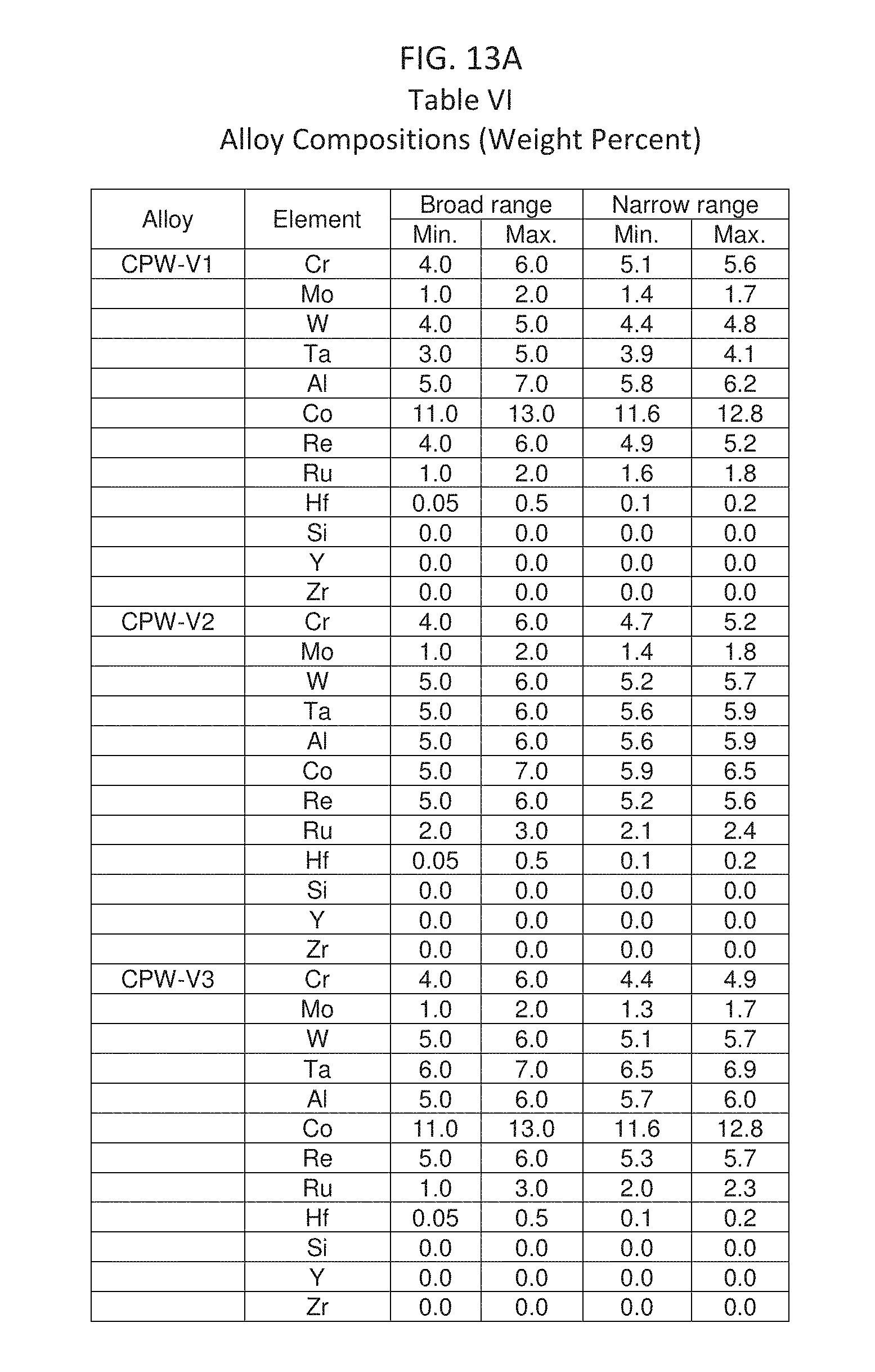
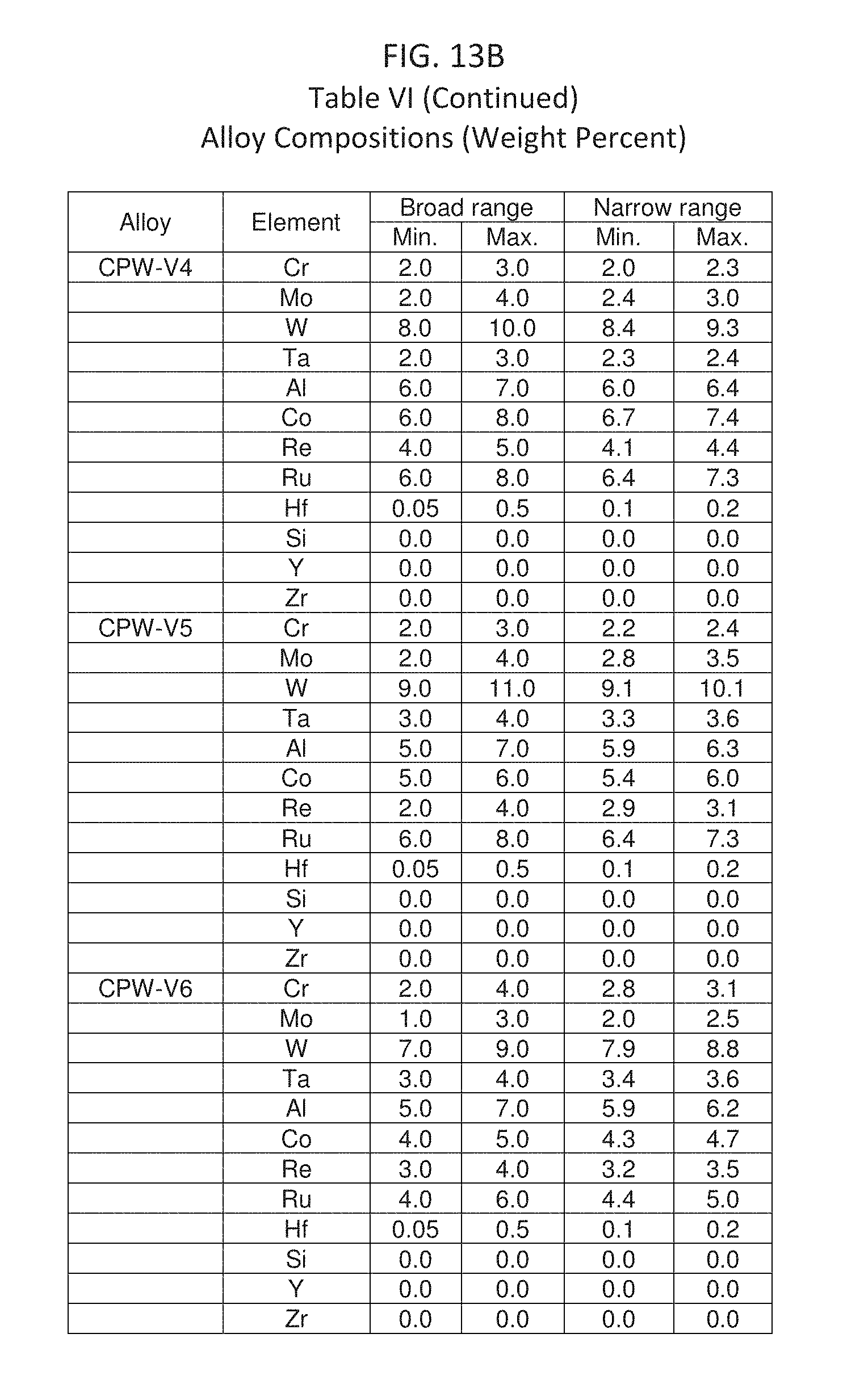
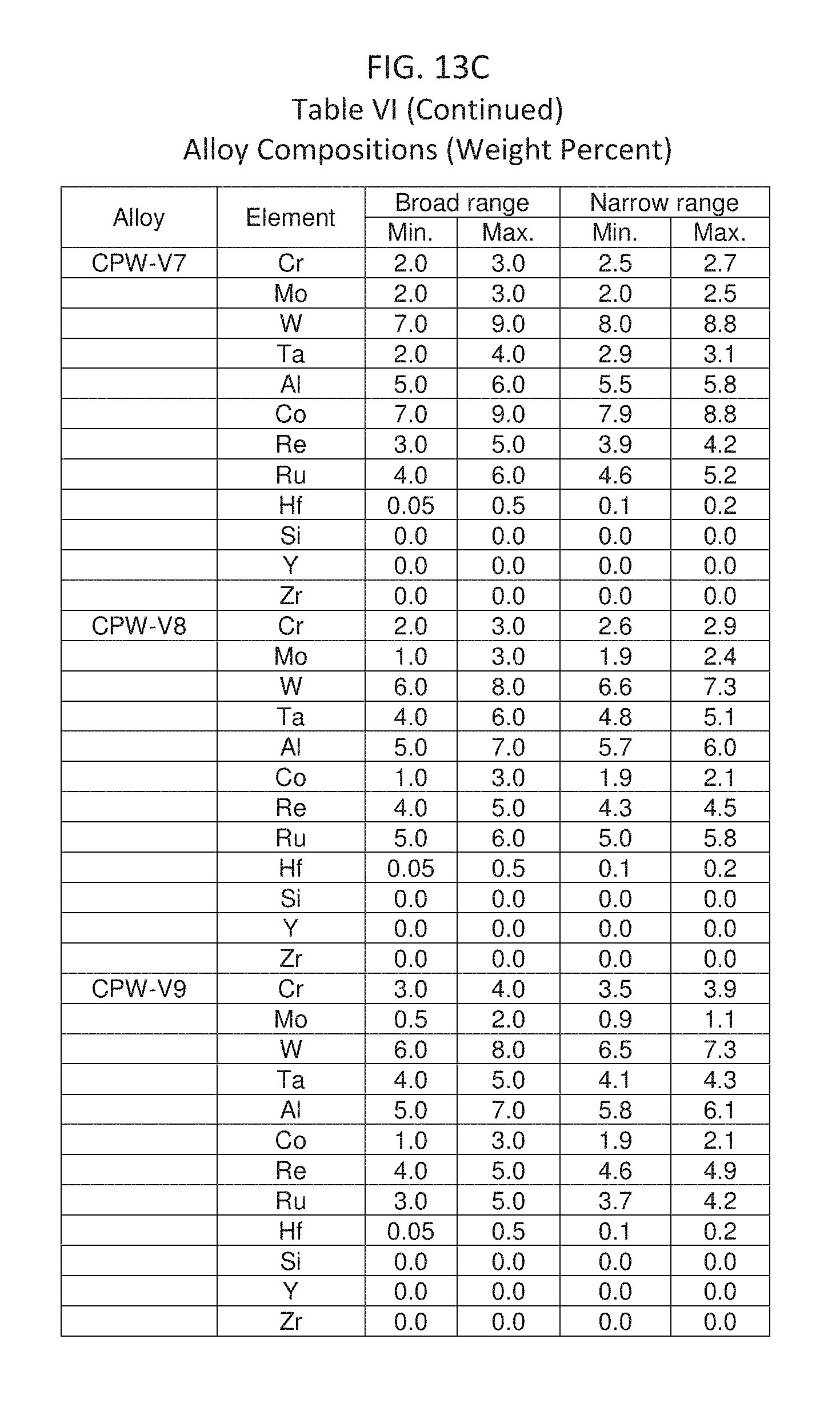
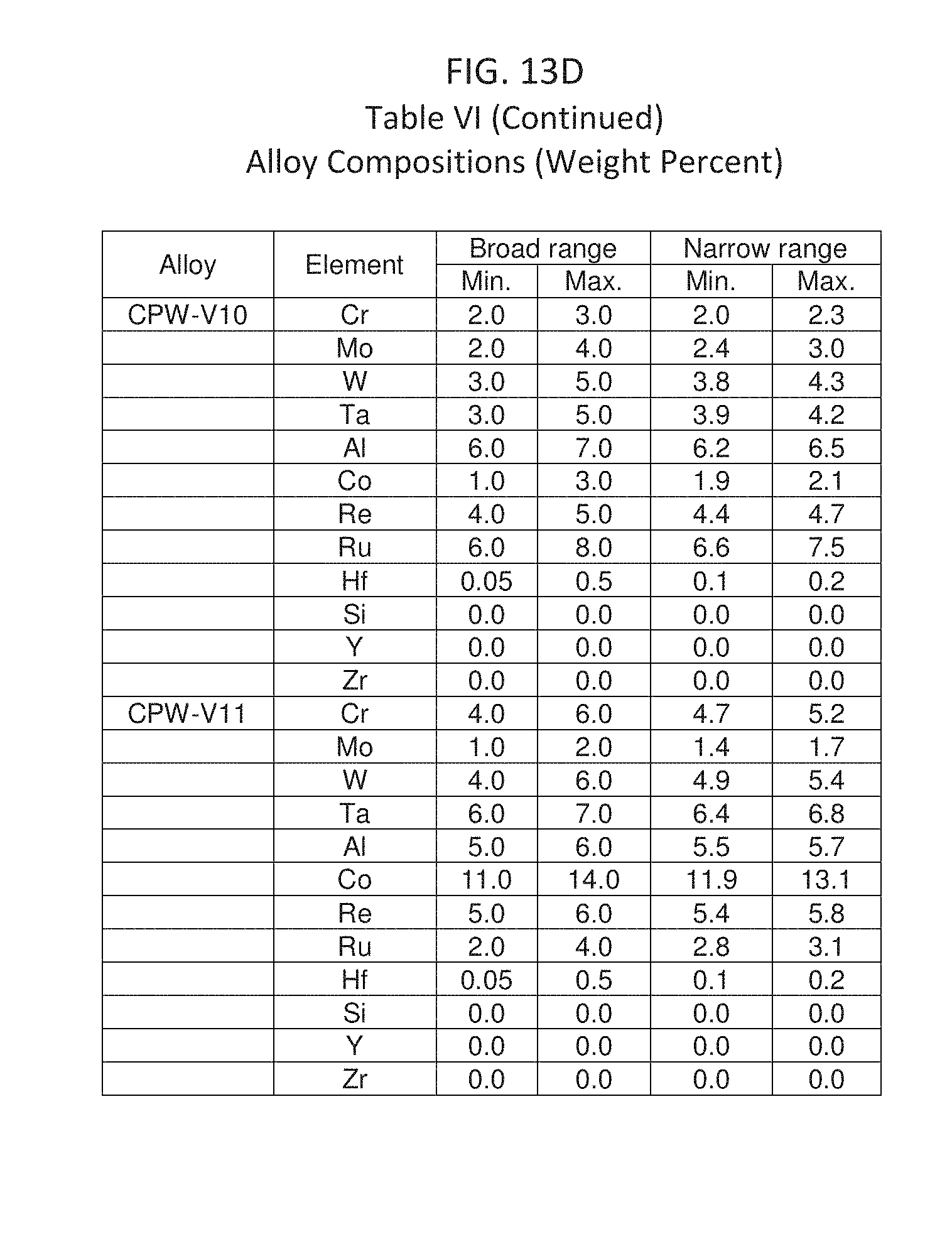
[0035] FIGS. 13A-13D in serial combination (collectively FIG. 13) (Table VI) are a table of elemental tolerances for specifications of hypothesized individual substrates for substrate-coating pairs.
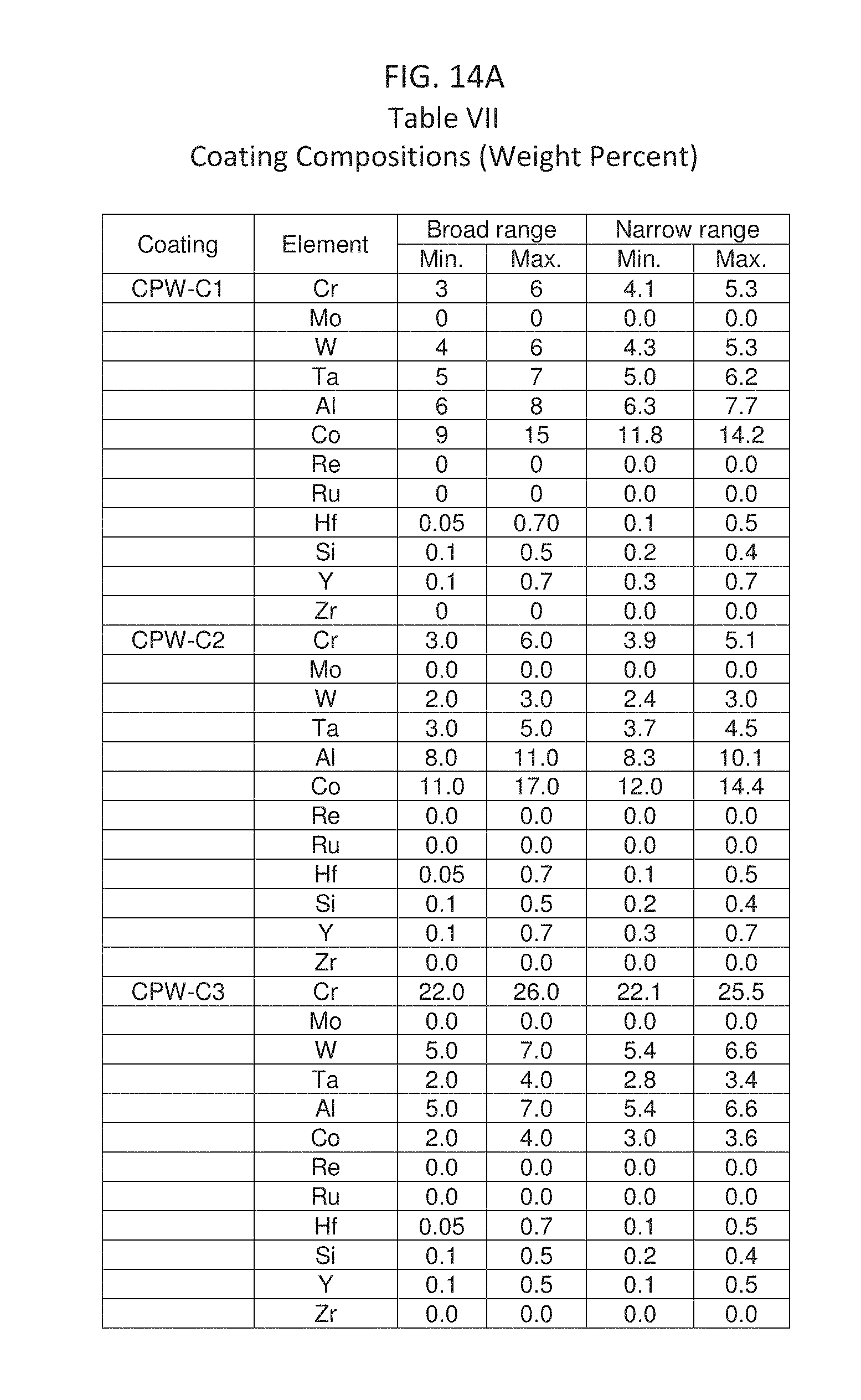
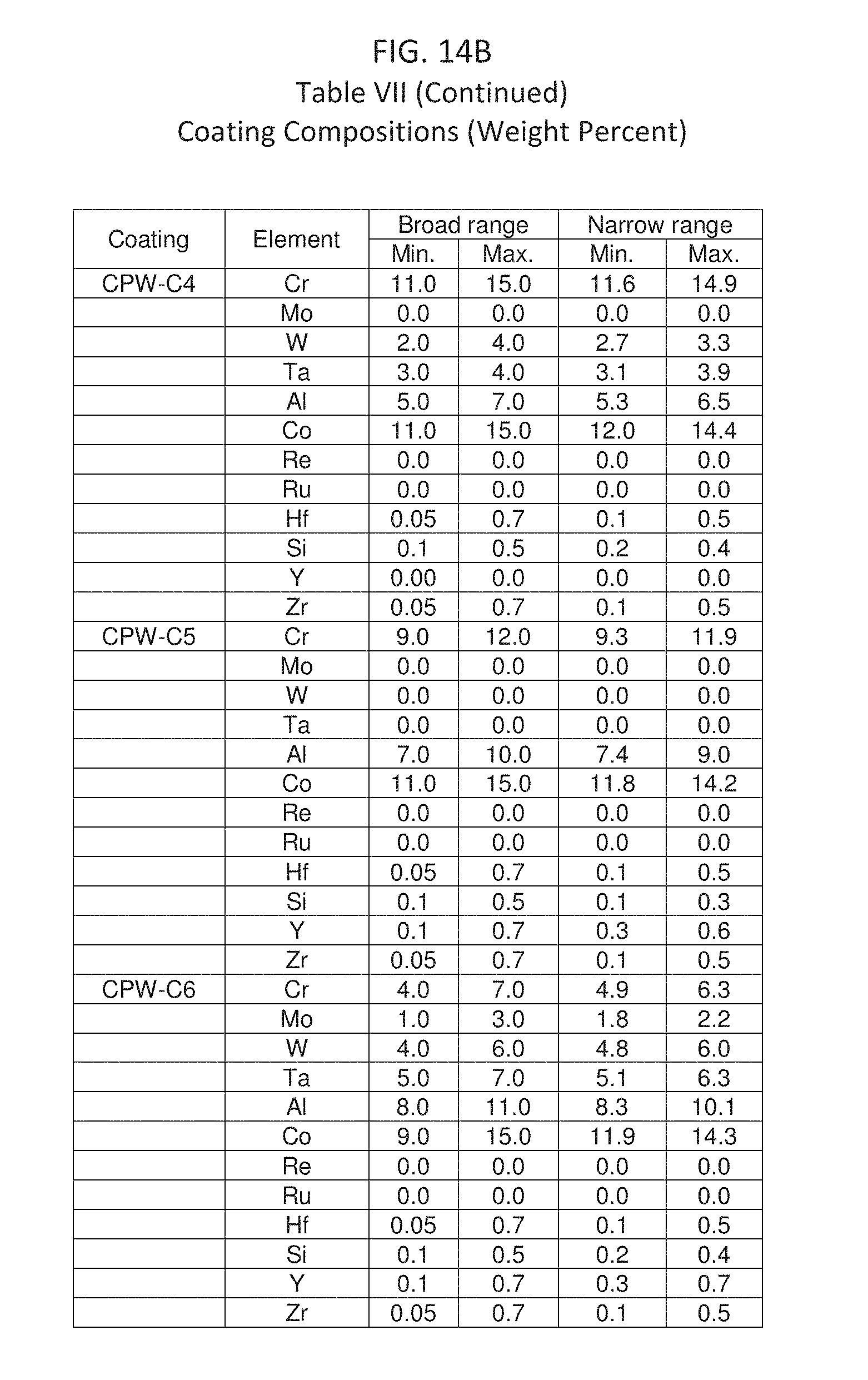
[0036] FIGS. 14A and 14B in serial combination (collectively FIG. 14) (Table VII) are a table of elemental tolerances for specifications of hypothesized individual coatings for substrate-coating pairs.
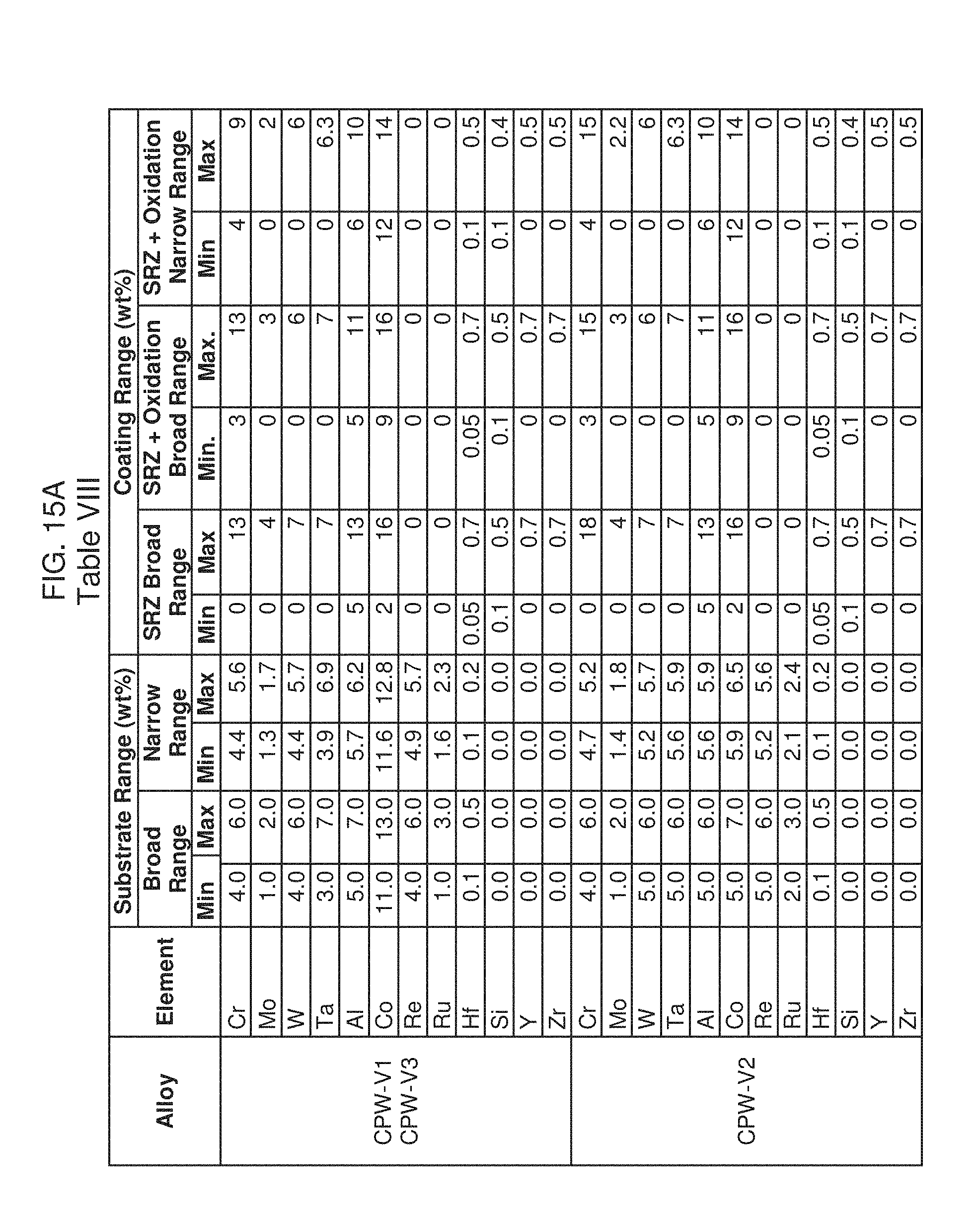
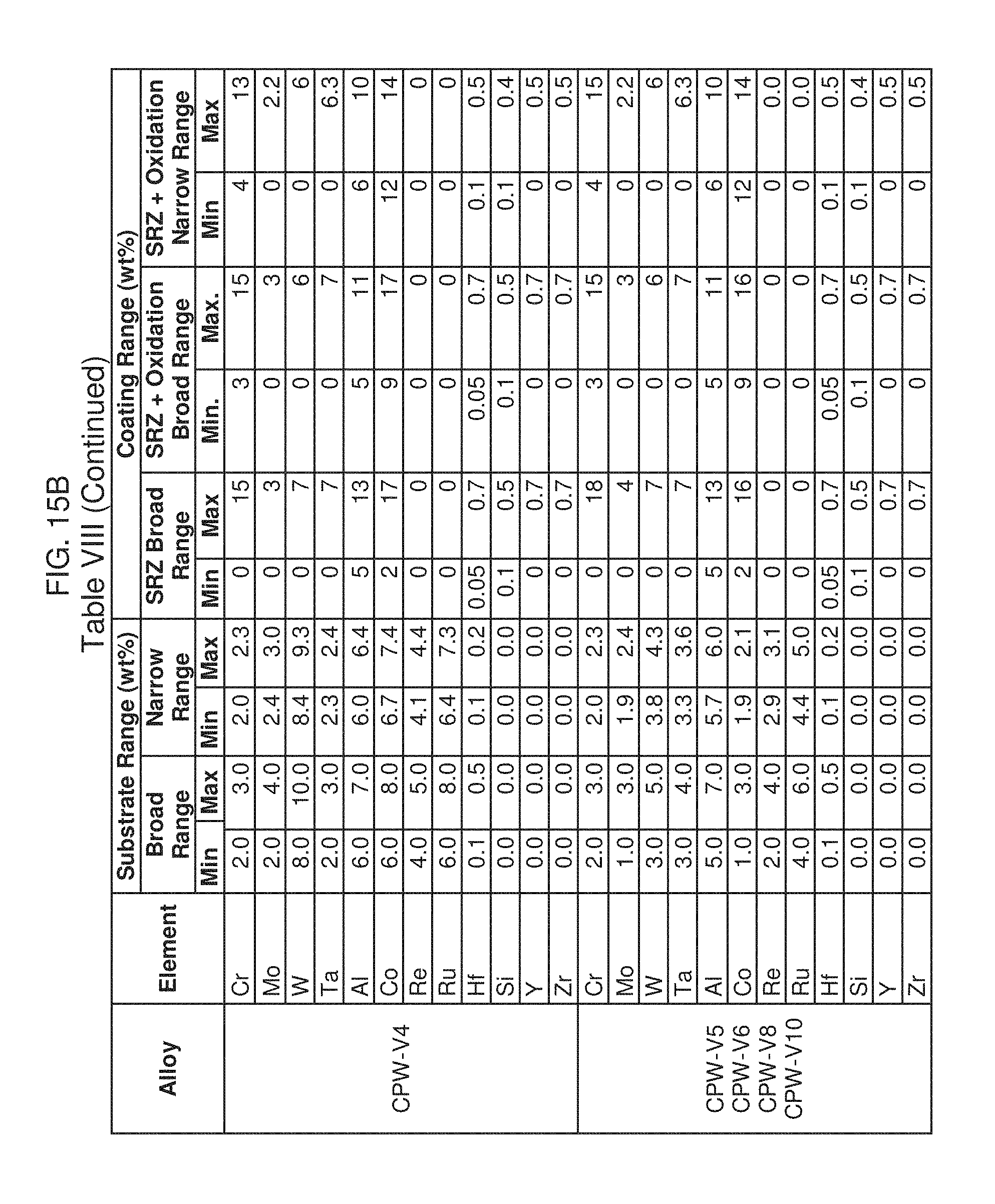
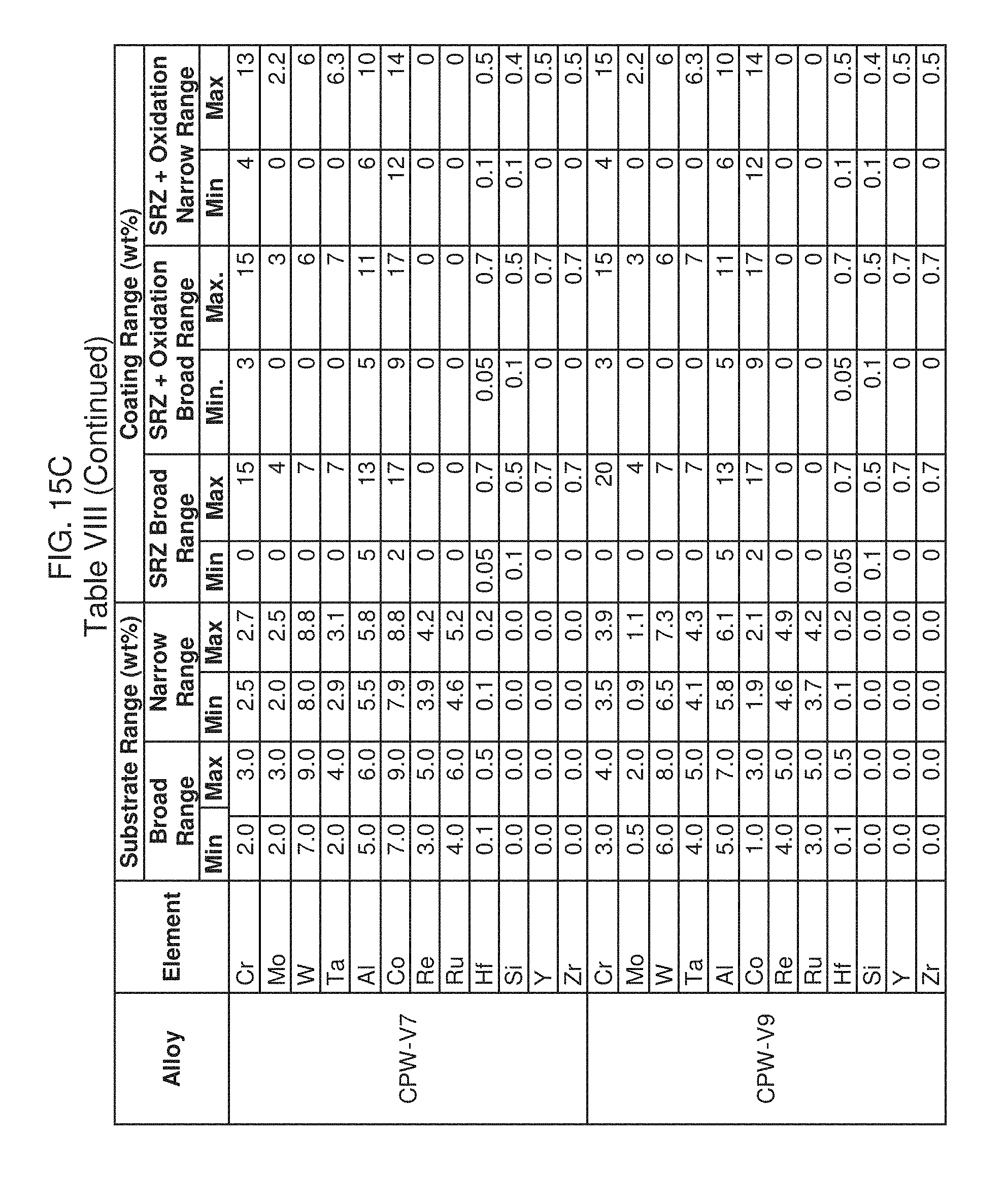
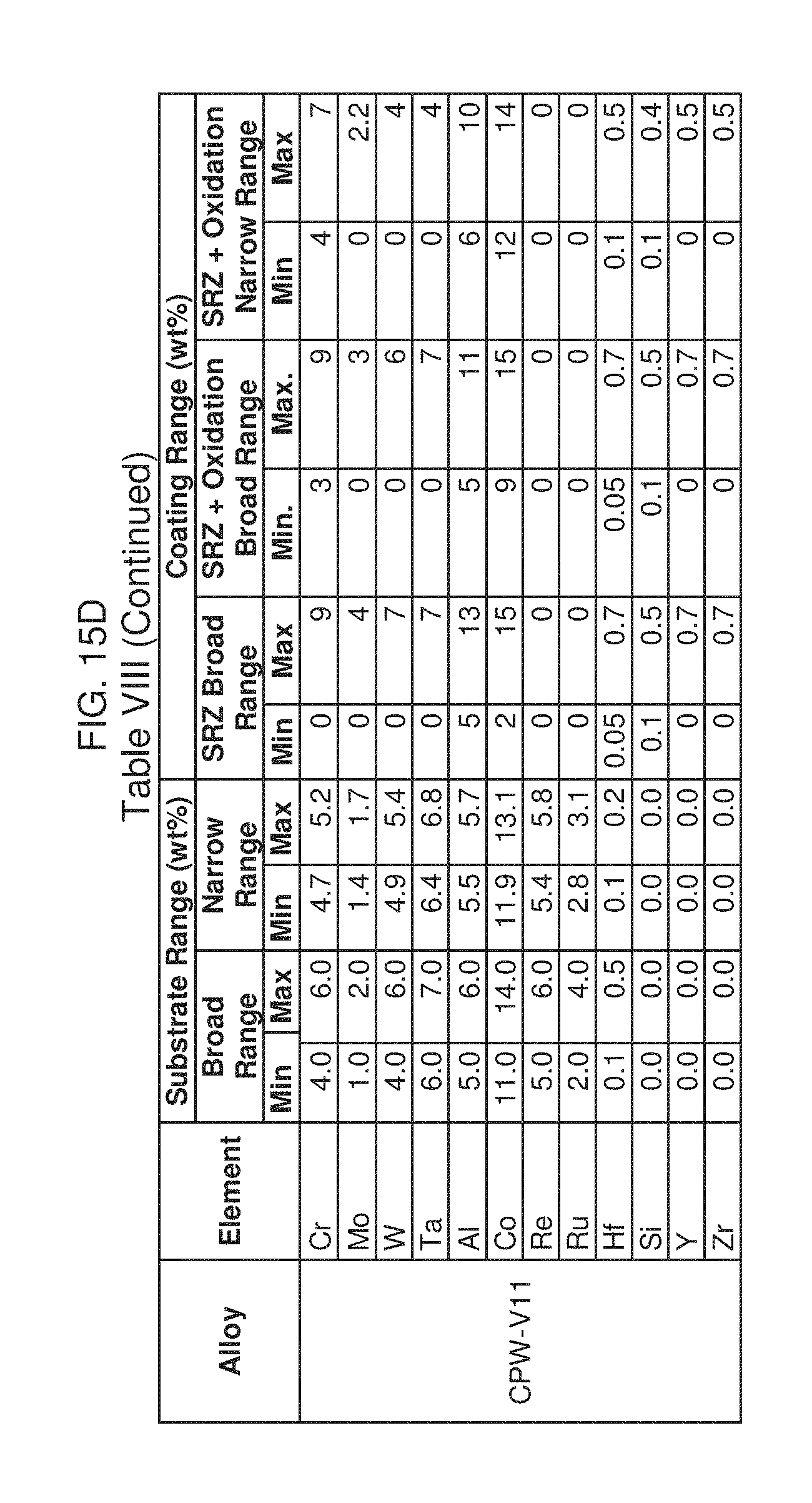
[0037] FIGS. 15A-15D in serial combination (collectively FIG. 15) (Table VIII) are a table of elemental tolerances for coatings for hypothesized substrate-coating pairs.
[0038] Like reference numbers and designations in the various drawings indicate like elements.
DETAILED DESCRIPTION
[0039] FIG. 1 shows an article 20 comprising a Ni-based single crystal substrate 22 with a Ni-based coating 24 thereatop. In this example, the substrate is TMS-162 and the coating is MDC-150L (Alcoa Howmet Thermatech Coatings, Whitehall, Mich., US). An epoxy mount for the sectioning is shown as 26. The coating 24 is applied directly to the exposed surface of substrate (e.g., via a physical vapor deposition (PVD) process such as cathodic arc deposition). With an exemplary attempt at an oxide-resistant superalloy coating (e.g., FIG. 1, although not necessarily prior art) one sees the substrate 22 and the coating 24.
[0040] The coating 24 is further divided into regions including an additive zone 27 and a diffusion zone 28 below the additive zone (representing substrate material into which additive coating material has diffused). Exemplary as-applied thickness is 0.002-0.004 inch (0.05-0.10 mm), more broadly, 0.001-0.006 inch (0.025-0.15 mm). An oxide layer at the coating surface may be just perceptible.
[0041] A highly columnar secondary reaction zone (SRZ) 32 has a thickness which may exceed 0.001 inch (0.025 mm). The SRZ is widely accepted as being a brittle P-phase that causes unacceptable reductions in mechanical properties such as fatigue and creep (See, e.g., W. S. WALSTON et al., "A New Type of Microstructural Instability in Superalloys-SRZ", Superalloys 1996, published Sep. 1, 1996, pages 9-18, The Minerals, Metals & Materials Society, Warrendale, Pa. and O. LAVIGNE et al., "Relationships Between Microstructural Instabilities and Mechanical Behaviour in New Generation Nickel-Based Single Crystal Superalloys", Superalloys 2004, published Jan. 1, 2006, pages 667-675, The Minerals, Metals & Materials Society, Warrendale, Pa.).
[0042] The exemplary post-exposure micrographs in FIG. 1 and further figures below reflect heating in air at ambient pressure to a temperature of 2000 F (1093 C) for a period of 400 hours. The SRZ 32' has expanded to a thickness in excess of 0.005 inch (0.13 mm). The expanded SRZ 32' more greatly compromises strength properties.
[0043] Table I (FIG. 2) shows nominal (intended) substrate compositions. These represent a select group of high-Re, high creep-resistance materials. Table II (FIG. 3) shows nominal (intended) coating compositions. These and particular combinations thereof were selected based upon an analytical model to predict the formation of SRZ. In an initial experimental calibration step, EPMA elemental composition depth profiles are performed on selected actual coating/alloy couples both in the as-coated and post-exposure conditions to calibrate the diffusion model. Alloy/coating couples are selected to provide a wide range of degrees of SRZ formation. In a simulation calibration step, Thermo-Calc.TM. and DICTRA.TM. software (both of Thermo-Calc Software, Stockholm, Sweden), using both thermodynamic and mobility databases, are used to determine the evolution of the different phase fractions with depth, from the surface of the coating, through the inter-diffusion zone and to well inside the substrate. Experimental depth profiles from Phase 1 are used to calibrate the databases to match more closely actual interaction between the types coating and alloys at stake. In an experimental validation step, more experimental coating/alloy couples are evaluated for their level of SRZ formation, but with no depth profile: only average actual composition of both coating and alloy are used to link the couple to the SRZ formation metric. In a simulation validation step, blind simulations are performed to validate the performance of the calibrated software on coating/alloy couples with known level of SRZ formation by the experimental team, but unknown to the simulation team. Thereafter, a statistical analysis includes formulating a statistical model followed by supplementary diffusion simulations aimed at producing optimized input for the multiple regression model. This is used to define possible preferred alloy and coating combinations. Thereafter, these preferred alloy and coating combinations are ultimately used for validation of the regression model predictions with SRZ evaluation pre- and post-exposure. The observance of SRZ and/or measurement of other mechanical properties may be used to determine satisfactory combinations.
[0044] Because the manufacture process is subject to some uncertainty, the actual compositions differed from the intended compositions. Tables III (FIG. 4) and IV (FIG. 5), respectively are measured substrate and coating compositions. Hf was measured for only two. Hf in the substrate helps increase oxidation resistance. Exemplary Hf content is about 0.15 weight percent (which may be a nominal target content), more broadly, 0.10-0.20, or more broadly 0.1-0.2.
[0045] The Table IV coating composition was determined on the coating itself with microprobe analysis, as-coated, before exposure. It is noted that coating composition will differ from ingot composition due to differential proportions of different elements in the ingot depositing on the substrate. These relative deposition efficiencies depend on factors including the particular materials, deposition apparatus, operating parameters and the like. Based upon know effects of such factors, an ingot composition can be determined for a desired coating composition, subject to some error and possible trial and error adjustment. For a typical blade, coating composition will reflect the pre-exposure values until the blade is used (unless a pre-use exposure is applied to the blade). For the foregoing reasons, as-applied coating measurements are used rather than ingot or post-exposure values/measurements.
[0046] Table V (FIG. 6) shows numbers the model generated as predictive of the presence of SRZ as well as a characterization of observed extent of SRZ formation of the coatings of Table IV on the substrates of Table III, after exposure.
[0047] FIGS. 7-10 each show as-applied and post-exposure conditions of several of the Table V combinations. As is noted above, these combinations may represent the final article (e.g., a cast single-crystal nickel-based superalloy blade) or there may be additional coating layers such as a ceramic thermal barrier coating (TBC) deposited thereatop. Exemplary TBC includes a ceramic layer made of partially-stabilized zirconia or a ceramic layer that has a thermal conductivity of less than zirconia stabilized by about seven weight percent yttria (7YSZ). In yet another variation, a platinum group metal may be applied (e.g., plated) to the substrate prior to coating application. After any heat treatment or use, diffusion of the one or more platinum group elements into the coating applied thereatop may leave the resultant coating with up to 60% (by weight) of said at least one platinum group metal to further enhance oxidation resistance of the coating. The remaining non-platinum group elements would remain substantially in the same proportions as in the tables. Platinum group metals will diffuse into the coating at much lower temperatures than the exposure/use temperatures. In a further variation, such platinum may be applied after the coating is applied and then diffused into the coating (thereafter, a ceramic coating, if any, may be applied).
[0048] From FIGS. 6-10, it is clear that we have demonstrated at least the core of a space of coating-substrate combinations having advantageous properties of lack of SRZ formation in creep-resistant SX alloys.
[0049] FIG. 11 shows one of the borderline SRZ formation entries from Table V. It is characterized as borderline because of the multi-phase, columnar nature of at least part of the alloy-coating interdiffusion zone, but not as clearly discernable as what was observed on FIG. 1 or FIG. 12 in the post-exposure condition. This manifests itself as a greater visible difference between the additive zone and the diffusion zone.
[0050] FIG. 12 shows one of the observed SRZ formation combinations. The morphology of the SRZ, however, apparently differs from FIG. 1.
[0051] In contrast, US 2009/0274928 A1 appears to largely involve relatively low-Cr and high-Re coating contents which may be conceding oxidation resistance to provide compatibility between coating and substrate. The foregoing examples, however, now demonstrate an alternative to such tradeoff. Rhenium and ruthenium in a coating are expensive and losses during deposition are inevitable. Losses may be particularly significant with thermal spray techniques (which were probably used in US2008/0274928 because of the presence of Amdry.TM. 9954 (Sulzer Metco, Inc., Westbury, N.Y.), a powder used for thermal spray). Having no or low Re and Ru provides a lower cost coating.
[0052] US2009/0075115 A1 identifies a transition metal layer between substrate and bond coat to prevent reaction. U.S. Pat. Nos. 6,306,524, 6,720,088, and 6,921,586 disclose a Ru-containing diffusion barrier at the interface to locally reduce the mobility of elements known to increase the probability of SRZ formation. Similarly, U.S. Pat. No. 6,746,782 proposes a combination of chromium, rhenium, tungsten, or ruthenium to act as a diffusion barrier. The foregoing examples, however, now demonstrate an alternative to such requirement. The present examples are selected to provide both thermodynamic and diffusion kinetics between the alloys and the coatings that prevent formation of deleterious SRZ phase.
[0053] US 2006/0093851 A1 adopted a nickel aluminide coating with relatively low content in chromium. The coatings in present FIG. 3 mostly have higher content in chromium, which is known to be beneficial to both oxidation and hot corrosion resistance, while also being resistant to SRZ formation when deposited on most of the proposed alloys.
[0054] One characterization of the coating-substrate space involves a Ni-based superalloy substrate comprising, by weight percent: 2.0-5.1 Cr; 0.9-3.3 Mo; 3.9-9.8 W; 2.2-6.8 Ta; 5.4-6.5 Al; 1.8-12.8 Co; 2.8-5.8 Re; 2.8-7.2 Ru; and a coating comprising, exclusive of Pt group elements, by weight percent: Ni as a largest content; 5.8-9.3 Al; 4.4-25 Cr; 3.0-13.5 Co; up to 6.0 Ta, if any; up to 6.2 W, if any; up to 2.4 Mo, if any; 0.3-0.6 Hf; 0.1-0.4 Si; up to 0.6 Y, if any; up to 0.4 Zr, if any; up to 1.0 Re, if any. Although Table III does show some examples in this space as having SRZ formation, that only confirms the otherwise unexpected nature of the benefits of the space as a whole.
[0055] Furthermore, exemplary coating combined content of the reactive elements Y, Hf, Zr, and Si is 0.5-2.0 weight percent, more particularly, it may be 0.5-1.5 weight percent or 0.5-1.0 weight percent. Reactive element ranges serve (individually and combined) to provide enough oxidation resistance (reason for min. value) without forming deleterious phases for oxidation if there is too much (reason for max. value). Also, modeling indicates a particular combined tantalum and tungsten content to tailor the coating physical properties to the alloy's, while controlling the SRZ formation and maximize oxidation resistance of the coating. The model indicates a binary situation in weight percent where either 6.0.ltoreq.W+Ta.ltoreq.13.0 or Ta+W.ltoreq.0.05. The model also indicates further characterizations of chromium and nickel weight percent content where 55.0.ltoreq.Ni+Cr.ltoreq.67.0 and Ni.ltoreq.52 in the coating and Cr weight percent in the coating is at least the same as Cr weight percent in the substrate. Any of the FIG. 13/14 or FIG. 15 combinations discussed below may further be modified by one-to-all or any combination of these relationships. Again, if platinum group elements are present, the relationships would apply excluding such elements as noted above.
[0056] Exemplary substrate density is of 0.310-0.328 pounds per cubic inch (8.58-9.08 g/cm.sup.3), more particularly, 0.315-0.327 pounds per cubic inch (8.72-9.05 g/cm.sup.3). Exemplary substrate creep resistance (which, however, might not be achieved by some of the tested alloys) is at least 50 F (28 C) greater than that of PWA1484 (balance Ni plus impurities and weight percent: 5 Cr; 10 Co; 1.9 Mo; 5.9 W; 8.7 Ta; 5.65 Al; 0.1 Hf; 3 Re, 8.95 g/cm.sup.3). At least 50 F (28 C) over PWA 1484 means that whatever the rupture life of PWA 1484 at a given temperature and stress, the subject alloy would have the same life at the same stress and at least a 50 F (28 C) higher temperature. In practice, at the 1800 F/45 ksi (982.degree. C. & 310 MPa) test condition, the 50 F (28 C) improvement would likely be associated with at least 234 hour rupture life (using an estimated 75.0 hour compromise of the 85.0 hour and 59.4 hour figures in Table IX). Table IX also shows data for CMSX-4.RTM. alloy of Cannon-Muskegon Corporation, Muskegon, Mich. ((balance Ni plus impurities and weight percent: 6.5 Cr; 9 Co; 0.6 Mo; 6 W; 6.5 Ta; 5.6 Al; 0.1 Hf; 3 Re, 8.70 g/cm.sup.3).
[0057] Returning to Table III of FIG. 4, it is seen that CPW-V1, has a much lower density than PWA 1484; CPW-V2, 6, 9, and 10 have a moderately lower density; and CPW-V3, 4, 7, 8, and 11 have slightly lower to slightly higher density. From the partial date in Table IX, it is seen that there is a tradeoff in density and strength. With density much lower than PWA 1484 ((e.g., 0.313-0.318 pounds per cubic inch (8.66-8.80 g/cm.sup.3)), one might accept up to a 25 F (14 C) reduction in creep capability. With density moderately lower than PWA 1484 ((e.g., 0.319-0.321 pounds per cubic inch (8.83-8.89 g/cm.sup.3)), up to a 25 F (14 C) increase in creep capability would present a clear advantage over PWA 1484. With density slightly lower to slightly higher than PWA 1484 ((e.g., 0.322-0.326 pounds per cubic inch (8.91-9.02 g/cm.sup.3)), greater than 30 F (17 C), more particularly greater than 40 F (22 C) or greater than 50 F (28 C), increase in creep capability would also present a clear advantage over PWA 1484.
TABLE-US-00001 TABLE IX Alloy Rupture Life under Test Conditions Rupture Life (Hours) 1800.degree. F. & 45 ksi 2000.degree. F. & 20 ksi Alloy (982.degree. C. & 310 MPa) (982.degree. C. & 138 MPa) PWA 1484* 85.0 220 PWA 1484 59.4 151 CMSX-4 .RTM.** 74.0 129 CPW-V1 51.1 36.8 CPW-V2 127 566 CPW-V3 169 700 CPW-V4 189 166 CPW-V5 157 174 CPW-V6 147 176 CPW-V7 127 70 CPW-V8 152 280 CPW-V9 121 351 CPW-V10 155 132 CPW-V11 159 307 Min. 1 40 30 Min. 2 80 200 Min. 3 100 400 Min. 4 120 500 Min. 5 150 600 *Historical data from a different testing house than the remaining data. **Trademark of Cannon-Muskegon Corporation, Muskegon, Michigan.
[0058] Exemplary Min. values are given associated with various levels of performance relative to PWA 1484. Rather than using hours, alternative Min. values may be expressed relative to the PWA 1484 figures as a percentage (or fractional) increase or decrease at either or both of the two measurement conditions given.
[0059] If individual specifications are made for the substrate, coating, or substrate coating pairs, exemplary tolerances around the substrates and coatings for the particular SRZ-free examples are shown in Tables VI and VII of FIGS. 13 and 14. Levels of other elements (whether Pt group or impurities) may be at exemplary levels mentioned above and in the claims.
[0060] Further combinations are seen in Table VIII of FIG. 15 wherein individual of the named substrates and several groups of the named substrates are respectively characterized by two levels of composition breadth. Based upon modeling, coating composition range for beneficial lack of SRZ formation is given as are two levels of composition breadth associated with a combination of such lack of SRZ formation and oxidation resistance. The nominal "0" maximum values may be regarded as including up to impurity levels but would typically be less than 0.1 or 0.05. Any of the four range combinations for a given substrate-coating combination may be used as an alternative characterization.
[0061] Where a measure is given in English units followed by a parenthetical containing SI or other units, the parenthetical's units are a conversion and should not imply a degree of precision not found in the English units.
[0062] One or more embodiments have been described. Nevertheless, it will be understood that various modifications may be made. For example, when implemented as a replacement for a baseline substrate/coating system in a given application, details of the baseline and application may influence details of any particular implementation. Accordingly, other embodiments are within the scope of the following claims.
* * * * *
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
D00012
D00013
D00014
D00015
D00016
D00017
D00018
D00019
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.